effects of fine bagasse ash on the workability and ... · it was obtained from bagasse of kaset...
TRANSCRIPT
126 Chiang Mai J. Sci. 2013; 40(1)
Chiang Mai J. Sci. 2013; 40(1) : 126-134http://it.science.cmu.ac.th/ejournal/Contributed Paper
Effects of Fine Bagasse Ash on the Workability andCompressive Strength of MortarsPiyanut Muangtong [a], Suvimol Sujjavanich [c], Sansanee Boonsalee [d], SumatePoomiapiradee [e], and Duangrudee Chaysuwan *[a,b][a] Department of Materials Engineering, Faculty of Engineering, Kasetsart University, Bangkok 10900,
Thailand.[b] Center for Advanced Studies in Industrial Technology, Faculty of Engineering, Kasetsart University,
Bangkok 10900, Thailand.[c] Department of Civil Engineering, Faculty of Engineering, Kasetsart University, Bangkok 10900, Thailand.[d] Department of Science Service, Ministry of Science and Technology, Bangkok 10400, Thailand.[e] Thailand Institute of Scientific and Technological Research, Ministry of Science and Technology,
Pathumthani 12120, Thailand.*Author for correspondence; e-mail: [email protected]
Received: 30 January 2012Accepted: 29 June 2012
ABSTRACTThere are various kinds of agricultural waste ashes throughout the industrial
processes in Thailand such as sugar cane bagasse ash (SCBA), rice husk ash, oil palm ash etc.They are currently exploited as pozzolanic materials and supplements to improve thecompressive strength in terms of microstructures of cement by partly replacement ofcement with them. One of their advantages is to decrease CO2 gas emission fromdecreasing consumption of cement in either mortar or concrete production. Appropriateratio of replacing clinker by fine (<45 micron) SCBA and w/c ratio as well as effects ofSCBA on properties of cement are being studied in this research. Initially, clinker andSCBA proportion were designed by replacing clinker with the amount of SCBA at 0, 20and 40%, respectively, whereas gypsum was constant added. Specimens were casted ascement mortars and pastes and, finally, analyzed for compressive strength, flow ability,chemical composition and microstructure according to curing ages of 3, 7 and 28 days.Their properties were carried out and compared with the results of commercial type IPortland cement. These test results indicated that replacing clinker with 20% SCBA wasappropriate for production in laboratory scale and w/c ratio of 0.735 is suitable onworkability of the resultant cement.
Keywords: agricultural waste, clinker, fine bagasse ash, w/c ratio, workability
1. INTRODUCTIONThe cement industry is the second
largest CO2 emitting industry behind thepower generation [1]. It is found that eachtonne of cement production produces
approximately one tonne of CO2 emission[2], which is one of the important greenhousegases as the global warming reason [3]. Thepartial replacement of ordinary Portland

Chiang Mai J. Sci. 2013; 40(1) 127
cement by agricultural waste or agro-waste isan alternative solution for the decreasing ofCO2 emission due to less cement consumptionfor construction industry. The areas foragriculture are approximately 41% of totalareas in Thailand [4]. Agricultural productsare mostly processed annually in theindustrial plants such as sugar cane, rice,palm, and etc., therefore, the agriculturalwastes has turned up enormously. Fortunately,agricultural wastes are exploited as energysources in industrial processes to becomesugar cane bagasse ash (SCBA), rice huskash, and oil palm ash. Though, SCBA is avalueless agricultural wastes of sugar industry[5-10], it is a pozzolan or pozzolanicmaterial used to replace part of cementbecause its chemical composition consisted ofhigh SiO2 is the main phase of pozzolanicreaction in cement.
Initially, the hydration reaction is thefirst reaction of cement and water to formcalcium hydroxide (CH) and calcium silicatehydrate (C-S-H). Subsequently, the pozzolanicreaction is the second reaction between CH,from hydration reaction, and SiO2, a pozzolanfrom SCBA, to originate the second phaseof C-S-H. The C-S-H from pozzolanicreaction is a supplementary cementingphase to increase the compressive strengthof cement [5,6,9-11]. The cement mortarproperty as water/cement (w/c) ratio isimportant to consider in order of realconstructions. The w/c ratio directly influencesthe flowability of cement mortar and alsoworkability of masonry [12,13].
The aim of the experiment is toinvestigate the appropriate ratio of clinkerreplacing by SCBA to produce the cementand w/c ratio of the resultant cement.Effects of SCBA on properties of cementsuch as the flowability, compressivestrength, microstructures and chemicalcompositions are focused to find out the
possibility for production of cement inlaboratory scale and soon for industrialscale experiments.
2. MATERIALS AND METHODS2.1 Materials
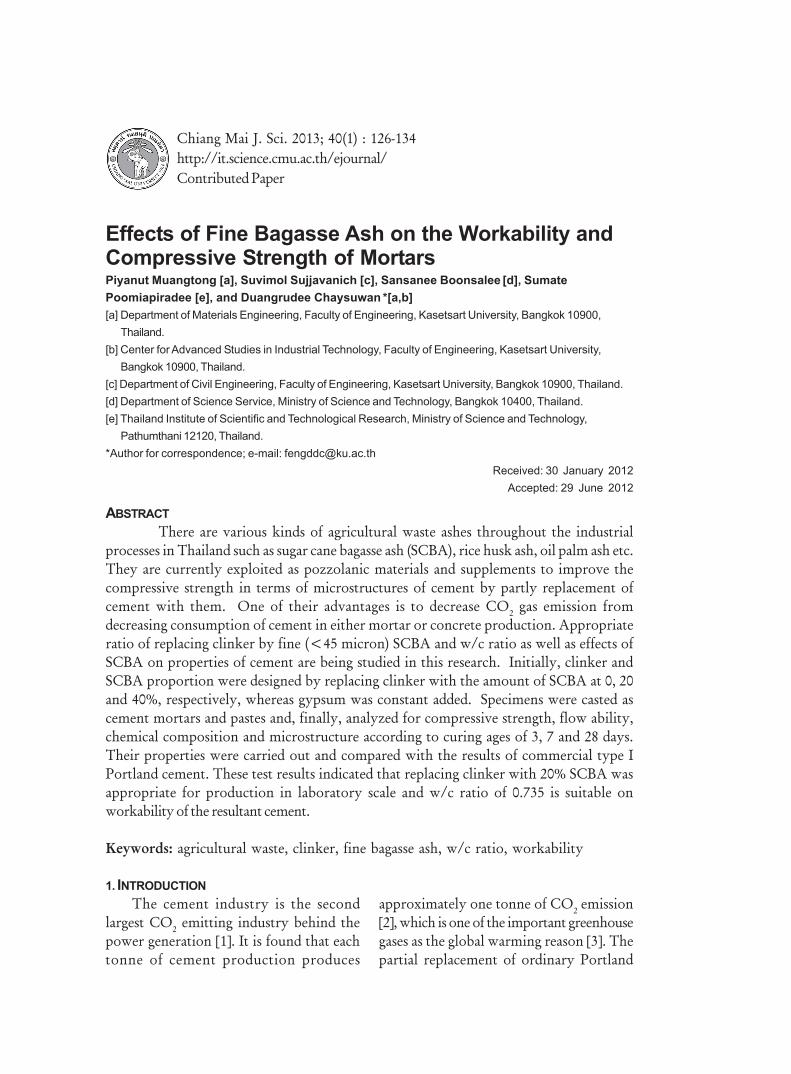
Type I Portland cement, clinker,gypsum, river sand and as-received SCBAwere chosen as local raw materials forlaboratory experiments. Type I Portlandcement (INSEE PETCH type) of Siam CityCement Public Company Limited was acommercial cement used to compare withthe resultant cement from laboratory.Clinker and gypsum were received from thesame company. They were dried in an ovenat 80°C for 24 hr and ground by a ballmilling machine made of carbon steel for30 hr. Then, they were sieved through meshfiner than 1 mm. For as-received SCBA,it was obtained from bagasse of Kaset Thaifactory in Nakhonsawan province and burntas a heat fuel on production of sugar atapproximately 700°C in boilers. It wasprepared by washing with deionizedwater to ensure impurities removing anddrying at 100°C [9]. As other raw materials,it was ground in high speed ball mill (S2,Retsch) for 60 min and sieved through finerthan 45 μm [5-8]. The chemical compositionof SCBA carried out by X-ray diffractionbetween 10°- 65° 2θ is shown in Figure 1,which consists of quartz (SiO2; JCPDS85-1054), calcite (CaCO3; JCPDS 83-1762),iron oxide (FeO; JCPDS 01-1223) andcarbon (C; JCPDS 26-1077), respectively.
Properties of raw materials analyzedby X-ray fluorescence (XRF, Bruker, S8Tiger, Germany) for chemical compositionsand helium pycnometer (Micromeritics,Accupyc 1330, U.S.A.) for density areshown in Table 1 according to ASTMC150 [14]. The result of weight loss duringcalcinations via technique of loss on
128 Chiang Mai J. Sci. 2013; 40(1)
Figure 1. XRD pattern of SCBA burnt approximately 700°C.
ignition, LOI, was paid attention rather thanthat via TGA because the raw materials usedin the research were prepared for resultant
cement merely at room temperature. Inprocess of mortar preparation, particle sizeof river sand was selected between 600 and
Table 1. Properties of raw materials.
Composition Portland cement(wt%)
Clinker(wt%)
Gypsum(wt%)
SCBA(wt%)
SiO2 17.84 19.09 2.12 64.11CaO 66.83 68.14 42.48 5.75Al2O3 3.88 4.02 0.87 5.26Fe2O3 3.71 4.22 0.46 2.78K2O 0.67 0.78 0.02 2.59Na2O 0.17 0.19 - 0.32MgO 1.40 1.49 0.13 1.28TiO2 0.26 0.26 0.06 0.38P2O5 0.07 0.06 - 1.37SO3 4.10 1.11 50.28 0.41Loss on ignition, L.O.I 0.90 0.48 3.48 15.09Density (kg/m3) 3214.6 3215.3 2392.0 2330.4%Passing 45 μm 48.04 40.52 15.72 52.04
850 μm which prepared by drying firstwith natural air and sieved through meshNo. 20 and on No. 30.
2.2 Designation of mixing ratios andraw materials
The cement replacement by bagasseash was designed as in Table 2 for samplepreparations (cement mortar and paste).The clinker/SCBA samples were adjusted
by replacing clinker with amount ofSCBA as:-1) 0% (C100B0 as controlcement) 2) 20% (C80B20) and 3) 40%(C60B40) and all samples were added finegypsum for 3.5 wt%. Commercial type IPortland cement (PC100) was used forcomparing with the resultant cements.The ratio of water:cement:sand was used as0.485:1:2.75 for experiments accordingto ASTM C305 [15].
Chiang Mai J. Sci. 2013; 40(1) 129
Table 2. Sample preparation.
Samples Portlandcement (wt%)
Clinker(wt%)
SCBA(wt%)
Gypsum(wt%)
C100B0 - 96.5 - 3.5C80B20 - 77.2 19.3 3.5C60B40 - 57.9 38.6 3.5PC100 100 - - -
2.3 Casting of samplesEach resultant cement and commercial
cement were mixed and prepared as mortarsand pastes. For cement mortars, theywere mixed with sand, cement and water.They were cast into cube molds (5×5×5 cm3)for compressive strength and fluidity ofcement mortar testing. Cement pastes wereprepared from cement and water only.They were cast into small plastic molds(4×4×2 cm3) for chemical composition andmicrostructure characterizations.
2.4 Analysis of samples2.4.1 Compressive strength
All mortar samples were preparedfrom w/c ratio of 0.485:1, which was fixedto determine for effect of SCBA oncompressive strength of mortars. Theywere removed from molds after casting atroom temperature for 24 hr. Consequently,they, 5 cubes of mortar samples for eachratio, were cured in zip plastic bags withsaturation of sprayed water until ages of 3,7 and 28 days for compressive strengthtesting according to ASTM C 109 [16] by auniversal testing machine (UTM, CT-746,Versa-Tester (Evanston), U.S.A.).
2.4.2 Chemical composition Cement pastes were removed from
molds after 24 hr curing and prolongedcuring process as same as mortars. Theywere investigated at ages of 3, 7 and 28 daysfor chemical composition by an X-ray
diffractometer (XRD, X’pert, Philips, theNetherlands) from 10° - 65° 2θ.
2.4.3 MicrostructureFracture surface of samples was
prepared and other sides of cement pasteswere ground to be a small square shape(0.5×0.5×0.5 cm3). Samples were dried andremoved water from samples with adesiccator. Their microstructures wereobserved at age of 3 and 28 days by ascanning electron microscope (SEM, XL-30,Philips, the Netherlands).
2.4.4 Flowability Soon after the appropriate ratio of
clinker replacing by SCBA was known,samples were cast as cement mortar andevaluated the flowability by flow tableand flow mold following ASTM C 230 and1437 [16-18]. Water/cement ratio wasadjusted from standard ratio (0.485:1) byincreasing water ratio gradually 0.05 untilthe value of flowability reached 110 ± 5%with requirement of the standard.
3. RESULTS AND DISCUSSION3.1 Compressive strength
The compressive strength is the firstparameter to evaluate the feasibility of theexperimental ratio of resultant cements asshown in Figure 2. It is considered that theamount of SCBA influences the compressivestrength of cement mortars by replacingwith 20% SCBA as the most appropriate ratio.

130 Chiang Mai J. Sci. 2013; 40(1)
Because it presents the best compressivestrength (35.35 MPa) comparing amongothers, 0 and 40% SCBA, and close to thatof commercial cement (40.7 MPa) at 28 daysage. It is also found that the compressivestrength has been developed further at theage of more curing time elucidated withrate of increasing of compressive strength orthe slope of graph between 7 and 28 days.The slopes are analyzed as 0.13 (PC100),0.29 (C100B0), 0.35 (C80B20) and 0.31(C60B40), respectively. The highest slope inFigure 2 is the clinker replacing with20% SCBA (C80B20) and it is implied thatC80B20 possesses the possibility of moredevelopment of compressive strength thanother ratios in longer curing time. Thereason of increasing compressive strengthis, probably, from the proper proportionof SiO2 (from SCBA) and Ca(OH)2 (the by-product of hydration reaction) to becomeC-S-H from the pozzolanic reaction and tocause the higher compressive strength ofsamples.
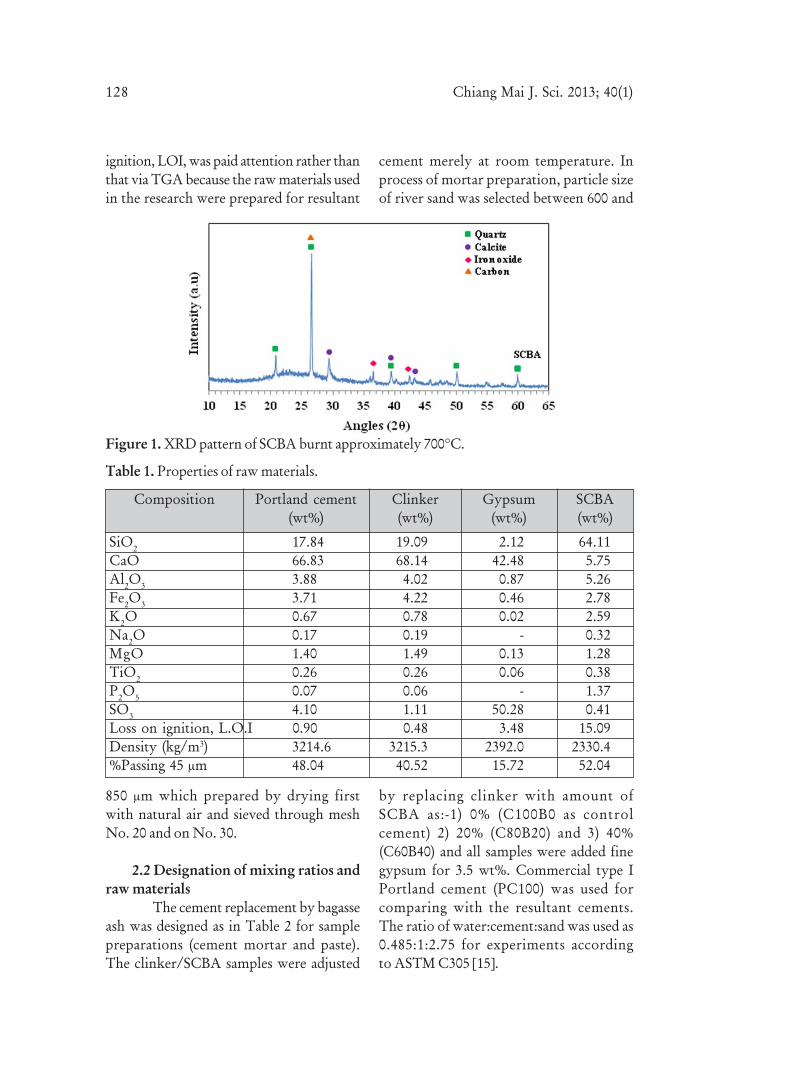
3.2 Chemical compositionThe chemical composition of resultant
cements is an aim to search for supplementary
cementing phase, C-S-H, which influencesto increase the compressive strength [5-10].XRD patterns are detected as tricalciumsilicate (Ca3SiO5, C3S; JCPDS 49-0442),dicalcium silicate (Ca2SiO4, C2S; JCPDS29-0369), calcium silicate hydrate (Ca1.5
SiO3.5.×H2O, C-S-H; JCPDS 33-0306),calcium hydroxide (Ca(OH)2, CH; JCPDS44-1481), quartz (SiO2; JCPDS 85-1054),and ettringite (Ca6Al2(SO4)3(OH)12.26H2O;JCPDS 41-1451), respectively. At older ages,the result is observed that the intensity ofCH phase decreases whereas that of C-S-Hphase increases in the cement replacedwith SCBA comparing to without SCBA.It is indicated that CH phase reacts with SiO2
phase to transform into C-S-H phase in thepozzolanic reaction as shown in Figure 3 ofcommercial and resultant cement at 3 and28 days.
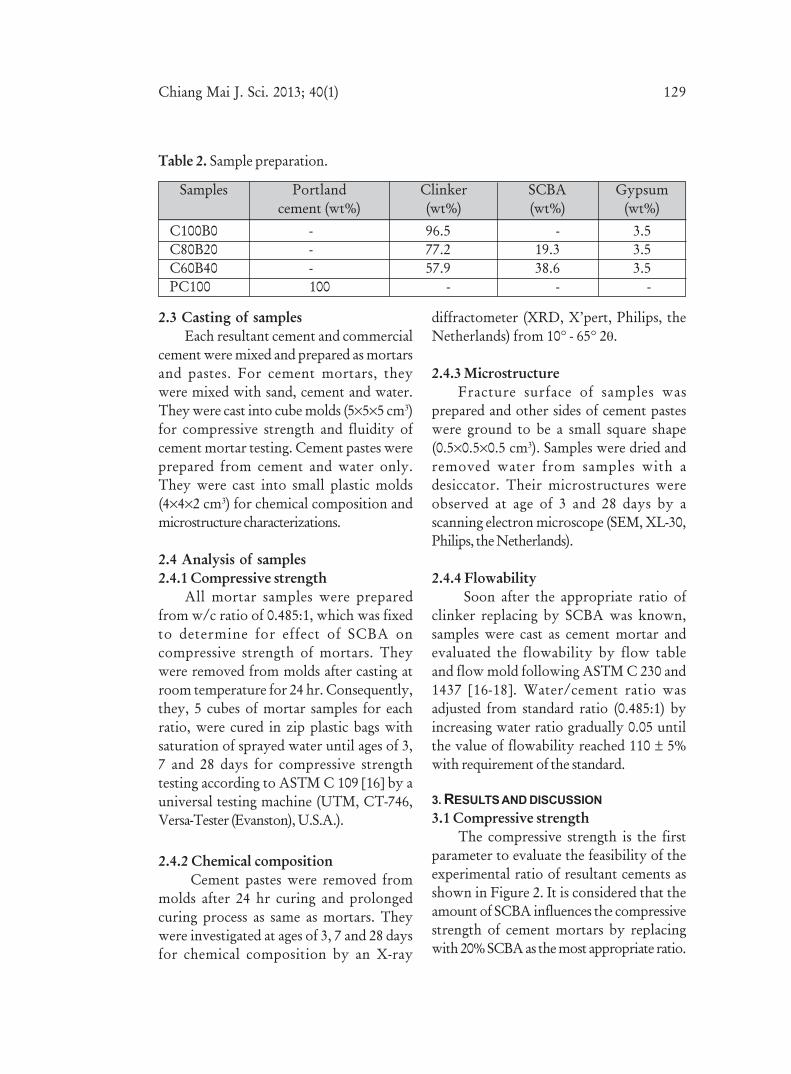
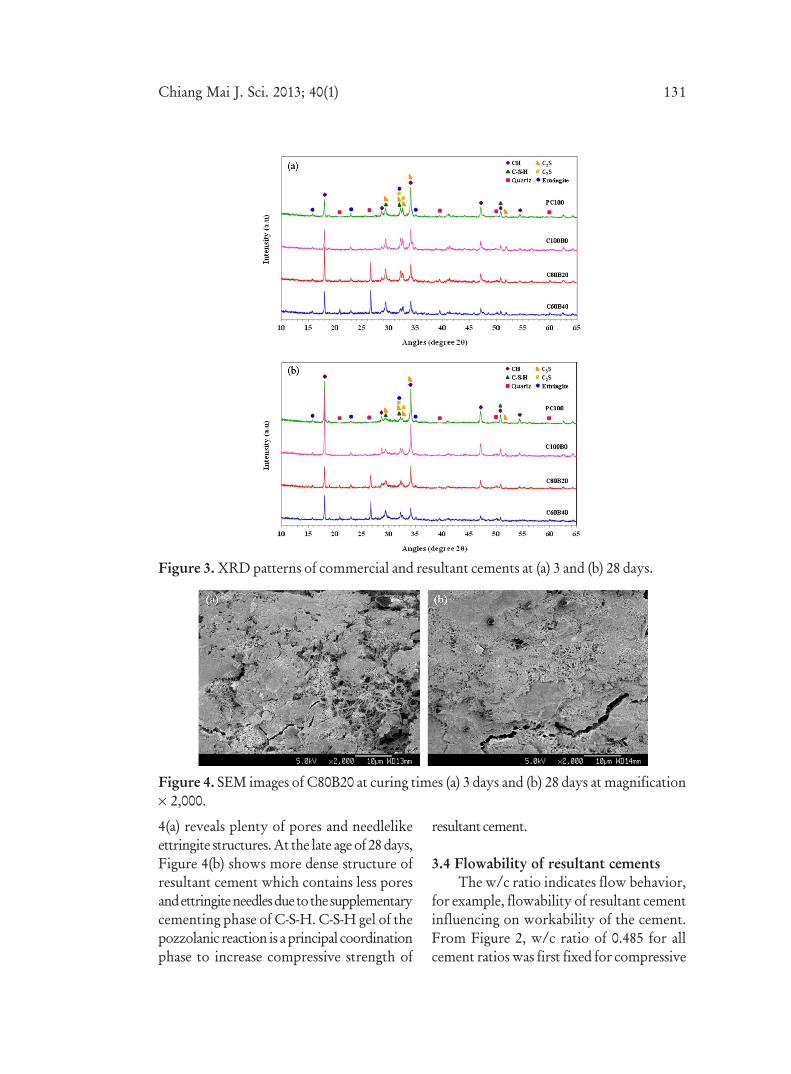
3.3 Microstructure of resultant cementsIn Figure 4, the microstructure of cement
pastes supports the result of compressivestrength and chemical composition mentionedabove that the cement structure is developedwith higher packing density according to thecuring time. SEM image of 3 days, in Figure
Figure 2. Compressive strength as a function of curing time in commercial and resultantcement.
Chiang Mai J. Sci. 2013; 40(1) 131
Figure 3. XRD patterns of commercial and resultant cements at (a) 3 and (b) 28 days.
Figure 4. SEM images of C80B20 at curing times (a) 3 days and (b) 28 days at magnification× 2,000.
4(a) reveals plenty of pores and needlelikeettringite structures. At the late age of 28 days,Figure 4(b) shows more dense structure ofresultant cement which contains less poresand ettringite needles due to the supplementarycementing phase of C-S-H. C-S-H gel of thepozzolanic reaction is a principal coordinationphase to increase compressive strength of
resultant cement.
3.4 Flowability of resultant cementsThe w/c ratio indicates flow behavior,
for example, flowability of resultant cementinfluencing on workability of the cement.From Figure 2, w/c ratio of 0.485 for allcement ratios was first fixed for compressive
132 Chiang Mai J. Sci. 2013; 40(1)
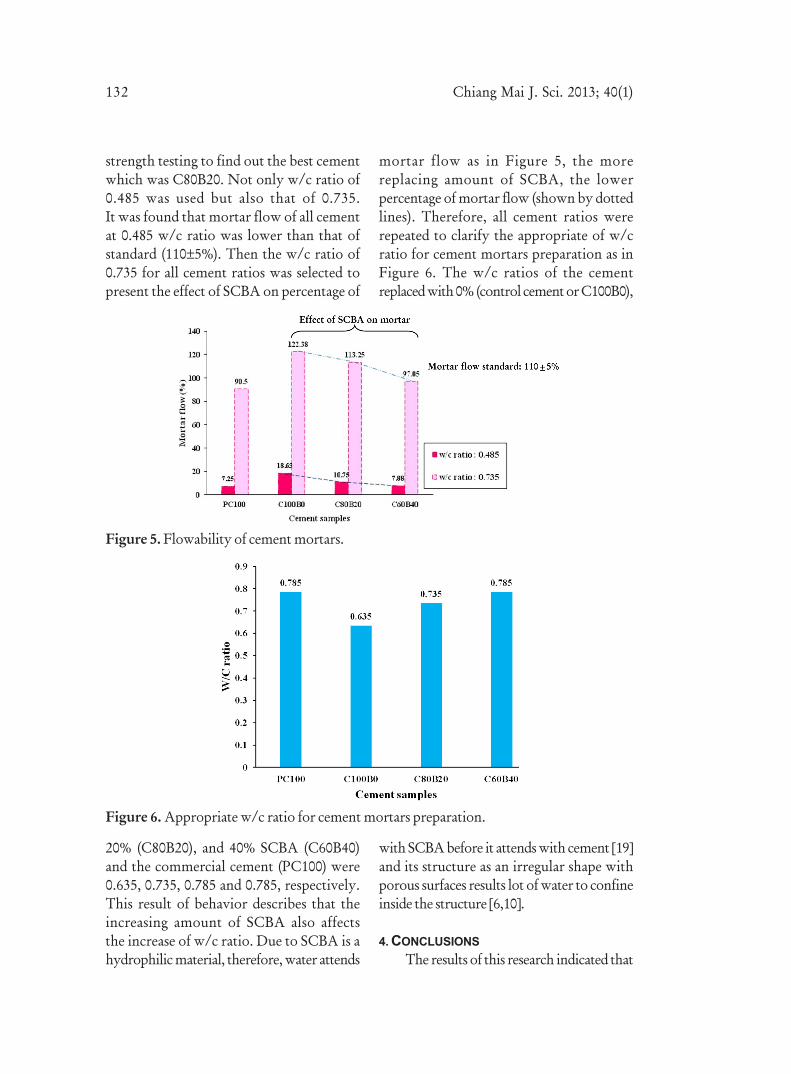
strength testing to find out the best cementwhich was C80B20. Not only w/c ratio of0.485 was used but also that of 0.735.It was found that mortar flow of all cementat 0.485 w/c ratio was lower than that ofstandard (110±5%). Then the w/c ratio of0.735 for all cement ratios was selected topresent the effect of SCBA on percentage of
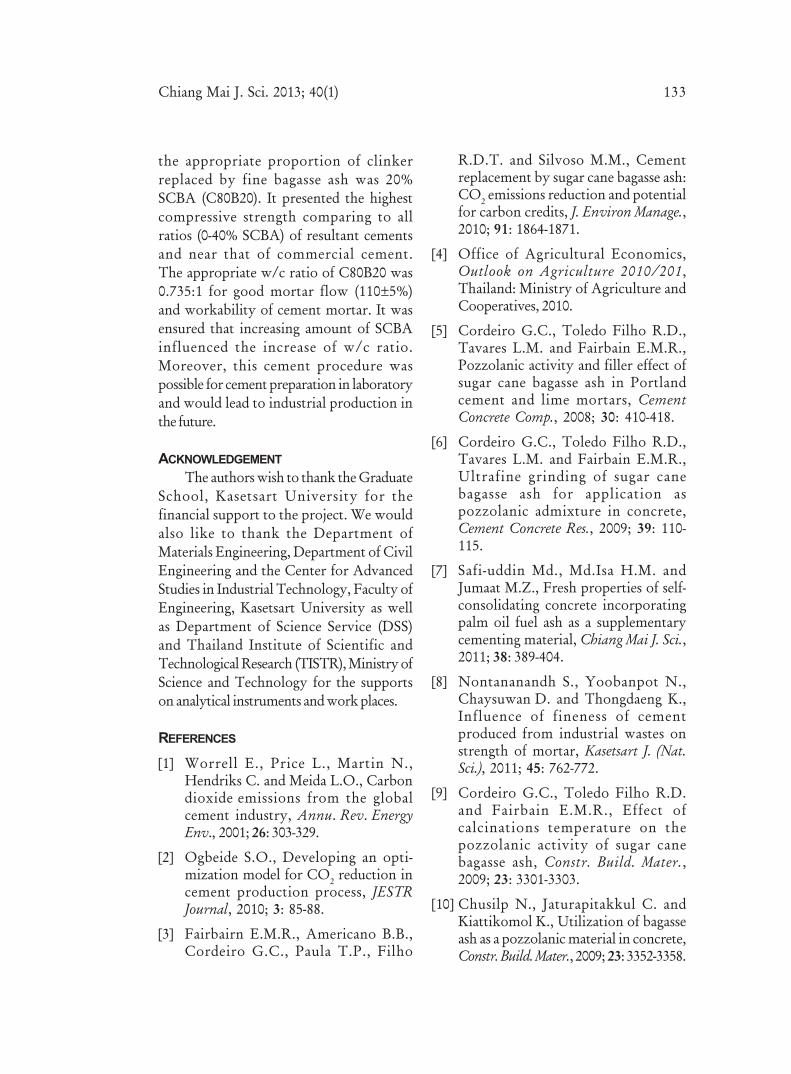
mortar flow as in Figure 5, the morereplacing amount of SCBA, the lowerpercentage of mortar flow (shown by dottedlines). Therefore, all cement ratios wererepeated to clarify the appropriate of w/cratio for cement mortars preparation as inFigure 6. The w/c ratios of the cementreplaced with 0% (control cement or C100B0),
Figure 5. Flowability of cement mortars.
Figure 6. Appropriate w/c ratio for cement mortars preparation.
20% (C80B20), and 40% SCBA (C60B40)and the commercial cement (PC100) were0.635, 0.735, 0.785 and 0.785, respectively.This result of behavior describes that theincreasing amount of SCBA also affectsthe increase of w/c ratio. Due to SCBA is ahydrophilic material, therefore, water attends
with SCBA before it attends with cement [19]and its structure as an irregular shape withporous surfaces results lot of water to confineinside the structure [6,10].
4. CONCLUSIONSThe results of this research indicated that
Chiang Mai J. Sci. 2013; 40(1) 133
the appropriate proportion of clinkerreplaced by fine bagasse ash was 20%SCBA (C80B20). It presented the highestcompressive strength comparing to allratios (0-40% SCBA) of resultant cementsand near that of commercial cement.The appropriate w/c ratio of C80B20 was0.735:1 for good mortar flow (110±5%)and workability of cement mortar. It wasensured that increasing amount of SCBAinfluenced the increase of w/c ratio.Moreover, this cement procedure waspossible for cement preparation in laboratoryand would lead to industrial production inthe future.
ACKNOWLEDGEMENTThe authors wish to thank the Graduate
School, Kasetsart University for thefinancial support to the project. We wouldalso like to thank the Department ofMaterials Engineering, Department of CivilEngineering and the Center for AdvancedStudies in Industrial Technology, Faculty ofEngineering, Kasetsart University as wellas Department of Science Service (DSS)and Thailand Institute of Scientific andTechnological Research (TISTR), Ministry ofScience and Technology for the supportson analytical instruments and work places.
REFERENCES
[1] Worrell E., Price L., Martin N.,Hendriks C. and Meida L.O., Carbondioxide emissions from the globalcement industry, Annu. Rev. EnergyEnv., 2001; 26: 303-329.
[2] Ogbeide S.O., Developing an opti-mization model for CO2 reduction incement production process, JESTRJournal, 2010; 3: 85-88.
[3] Fairbairn E.M.R., Americano B.B.,Cordeiro G.C., Paula T.P., Filho
R.D.T. and Silvoso M.M., Cementreplacement by sugar cane bagasse ash:CO2 emissions reduction and potentialfor carbon credits, J. Environ Manage.,2010; 91: 1864-1871.
[4] Office of Agricultural Economics,Outlook on Agriculture 2010/201,Thailand: Ministry of Agriculture andCooperatives, 2010.
[5] Cordeiro G.C., Toledo Filho R.D.,Tavares L.M. and Fairbain E.M.R.,Pozzolanic activity and filler effect ofsugar cane bagasse ash in Portlandcement and lime mortars, CementConcrete Comp., 2008; 30: 410-418.
[6] Cordeiro G.C., Toledo Filho R.D.,Tavares L.M. and Fairbain E.M.R.,Ultrafine grinding of sugar canebagasse ash for application aspozzolanic admixture in concrete,Cement Concrete Res., 2009; 39: 110-115.
[7] Safi-uddin Md., Md.Isa H.M. andJumaat M.Z., Fresh properties of self-consolidating concrete incorporatingpalm oil fuel ash as a supplementarycementing material, Chiang Mai J. Sci.,2011; 38: 389-404.
[8] Nontananandh S., Yoobanpot N.,Chaysuwan D. and Thongdaeng K.,Influence of fineness of cementproduced from industrial wastes onstrength of mortar, Kasetsart J. (Nat.Sci.), 2011; 45: 762-772.
[9] Cordeiro G.C., Toledo Filho R.D.and Fairbain E.M.R., Effect ofcalcinations temperature on thepozzolanic activity of sugar canebagasse ash, Constr. Build. Mater.,2009; 23: 3301-3303.
[10] Chusilp N., Jaturapitakkul C. andKiattikomol K., Utilization of bagasseash as a pozzolanic material in concrete,Constr. Build. Mater., 2009; 23: 3352-3358.
134 Chiang Mai J. Sci. 2013; 40(1)
[11] Anderson D., Roy A., Seals R.K.,Cartledge F.K., Akhter H. and JonesS.C., A preliminary assessment of theuse of an amorphous silica residual asa supplementary cementing material,Cement Concrete Res., 2000; 30: 437-445.
[12] Haach V.G., Vasconcelos G. andLouren o P.B., Influence of aggregatesgrading and water/cement ratio inworkability and hardened propertiesof mortars, Constr. Build. Mater.,2011; 25: 2980-2987.
[13] Sujjavanich S., Mairiang W. andSinthavorn S., Some effects on datumtemperature for maturity application onfly ash concrete, Kasetsart J. (Nat. Sci.),2004; 38: 150-156.
[14] ASTM C 150-04, Standard Specificationfor Portland Cement, ASTM International,West Conshohocken, PA, 2002; 04.01.
[15] ASTM C 305, Standard Practice forMechanical Mixing of HydraulicCement Pastes and Mortars of Plastic
Consistency, ASTM International,West Conshohocken, PA, 2002; 04.01.
[16] ASTM C 109/C 109M, Standard TestMethod for Compressive strength ofHydraulic Cement Mortars (Using 2-in.or [50-mm] Cube Specimens), ASTMInternational, West Conshohocken, PA,2002; 04.01.
[17] ASTM C 230/C 230M, StandardSpecification for Flow Table for Use inTests of Hydraulic Cement, ASTMInternational, West Conshohocken, PA,2002; 04.01.
[18] ASTM 1437 – 01, Standard Test Methodfor Flow of Hydraulic Cement Mortar,ASTM International, West Conshohocken,PA, 2002; 04.01.
[19] Ali K., Noor-Ul-Amin, and Shah M.T.,Physicochemical study of bagasse ashfrom the sugar industries of NWFP,Pakistan and its recycling in cementmanufacturing, J.Chem.Soc.Pak., 2009;31: 375-378.