effects of magnesium on ware resistance of h13 steel · pdf fileeffects of magnesium on wear...
TRANSCRIPT

Effects of Magnesium on Wear Resistance of H13 Steel
Liangliang Wang+, Jing Li, Bo Ning and Yongyong Li
State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing,Beijing 100083, P. R. China
Effects of magnesium on wear resistance of H13 steel have been investigated. A disc-on-disc configuration with load of 200N wasemployed to study the wear behavior. In order to understand wear mechanisms, wear tracks were studied by scanning electron microscopy. Theexperimental results show that after magnesium treatment finer carbides were precipitated and the hardness increased with the increasing ofmagnesium content, which can improve the wear resistance. The specimen without magnesium treatment has the lowest wear resistance and themode of wear is adhesive. With increase of magnesium content, the degree of oxide patches coverage increased result in the wear rate decreasedgradually. Wear mechanism has been changed from adhesive to oxidative after the magnesium content increased to 10 ppm. In this case, thefriction coefficient exhibits a higher fluctuation resulted from the alternative formation and delamination of oxide layers.[doi:10.2320/matertrans.M2014086]
(Received March 6, 2014; Accepted April 10, 2014; Published May 30, 2014)
Keywords: magnesium, heat treatment, wear resistance, H13 steel
1. Introduction
H13 steel as a hot-working tool steel, namely4Cr5MoSiV1, is widely used for plastic injection molding,hot extrusion, forging and die casting by virtue of its highhardenability, strength and toughness.13) In hot-workingprocesses, the die surface will be heavy damaged withcontinuous mechanical and thermal loadings. Hence, thewear is closely related to the service life of dies. Therefore,the increase of die wear resistance has become more andmore attentions by researchers.46)
Many investigations about modes of wear have beencarried out.79) The wear resistance of a given material hasclose relation with microstructure, chemical composition,load level and interfacial bonding properties. Sawa et al.found that the shape, size and distribution of martensite havea strong influence on the wear resistance.10) Ueda et al. foundthat the wear resistance of pearlitic steels improve as carboncontent increases.11) Wang et al. reported that the wearresistances has close relation with carbide + retained austen-ite, spheroidized structure, martensite, bainite, lamellarpearlite.12)
In addition, the addition of trace element to steel can alsoaffect the wear resistances. In recent years, throughmagnesium addition to improve the microstructure andcarbide has been paid more attention,1317) but there is almostno relevant studies on effects of magnesium on wearresistance of H13 steel. The aim of the present paper isto evaluate the wear resistance mechanisms of the threedifferent Mg-containing steels.
2. Experimental Procedure
The experimental H13 steels were produced in a 2000 kgmedium frequency induction furnace. The molten steelwas tapped to ladle at 1600°C and cast into consumableelectrodes, which each weigh was 200 kg. FeAlMg alloy(Fe20.13%Al6.02%Mg) and Al (purity higher than
99.99%) were used for deoxidation during tapping. Thenconsumable electrodes were refined by electroslag furnacewith diameter of 180mm. Sampling position was at the 1/2length and the 1/2 cross-section diameter of the electroslagingot. The chemical compositions of the samples are shownin Table 1.
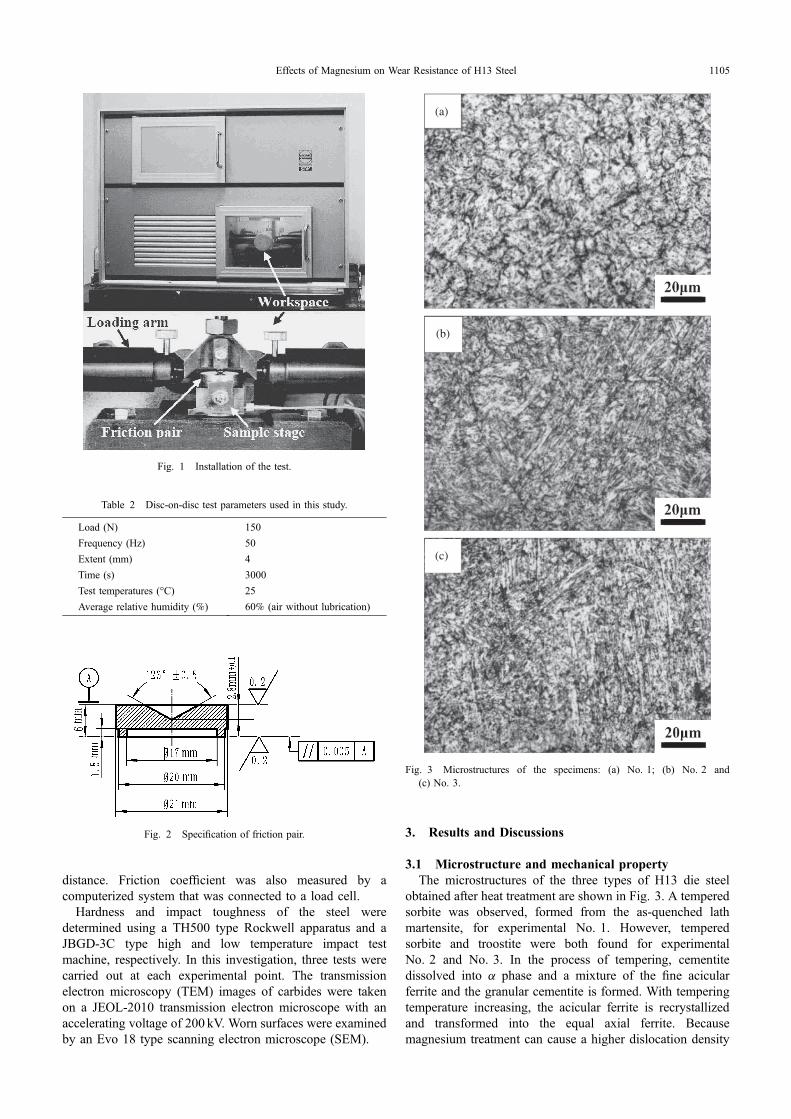
Samples were austenized at 1050°C for 100min and oilquenched to attain a martensite plus a small amount ofretained austenite, subsequently tempered at 590°C for 4 hand cooled in air, respectively. Dry sliding wear tests werecarried out on a SRV-4 type disc-on-disc high temperaturewear tester. Figure 1 shows the wear test machine used in thisinvestigation. The disc sample was fixed at the bottom of thesample stage, and which surface contact with the friction pair.During testing, a reciprocating motion of friction pair invertical loading by loading arm was carried out. The mainparameters used in the tribological tests are given in Table 2.
Wear specimens were discs of 24mm diameter and7.88mm thickness that were ground to achieve a surfaceroughness of 0.2 µm. AD2 steel (Fe1.51%C0.32%Si0.36%Mn11.64%Cr0.82%Mo0.55%V) was chosen with58 HRC hardness as the friction pair and the specification asshown in Fig. 2.
Wear was determined by measuring the mass loss of thespecimen using an electronic balance with an accuracy of«0.01mg. Each measurement was preceded by an ultrasonicwashing in acetone. The mass loss was then converted intovolume loss using a density of 7.76 © 103 kg/m3, thus thewear rate was calculated from volume loss divided by sliding
Table 1 Chemical composition of prepared steels used in this study(mass%).
ExperimentalNo.
C Si Mn Cr Mo V Al Mg
1 0.41 0.99 0.29 5.01 1.22 0.93 0.018 0
2 0.40 1.01 0.29 5.04 1.21 0.91 0.017 0.0006
3 0.41 0.98 0.29 5.02 1.22 0.91 0.017 0.0010
+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 55, No. 7 (2014) pp. 1104 to 1108©2014 The Japan Institute of Metals and Materials EXPRESS REGULAR ARTICLE
distance. Friction coefficient was also measured by acomputerized system that was connected to a load cell.
Hardness and impact toughness of the steel weredetermined using a TH500 type Rockwell apparatus and aJBGD-3C type high and low temperature impact testmachine, respectively. In this investigation, three tests werecarried out at each experimental point. The transmissionelectron microscopy (TEM) images of carbides were takenon a JEOL-2010 transmission electron microscope with anaccelerating voltage of 200 kV. Worn surfaces were examinedby an Evo 18 type scanning electron microscope (SEM).
3. Results and Discussions
3.1 Microstructure and mechanical propertyThe microstructures of the three types of H13 die steel
obtained after heat treatment are shown in Fig. 3. A temperedsorbite was observed, formed from the as-quenched lathmartensite, for experimental No. 1. However, temperedsorbite and troostite were both found for experimentalNo. 2 and No. 3. In the process of tempering, cementitedissolved into ¡ phase and a mixture of the fine acicularferrite and the granular cementite is formed. With temperingtemperature increasing, the acicular ferrite is recrystallizedand transformed into the equal axial ferrite. Becausemagnesium treatment can cause a higher dislocation density
Fig. 1 Installation of the test.
Table 2 Disc-on-disc test parameters used in this study.
Load (N) 150
Frequency (Hz) 50
Extent (mm) 4
Time (s) 3000
Test temperatures (°C) 25
Average relative humidity (%) 60% (air without lubrication)
Fig. 2 Specification of friction pair.
(a)
(b)
(c)
Fig. 3 Microstructures of the specimens: (a) No. 1; (b) No. 2 and(c) No. 3.
Effects of Magnesium on Wear Resistance of H13 Steel 1105
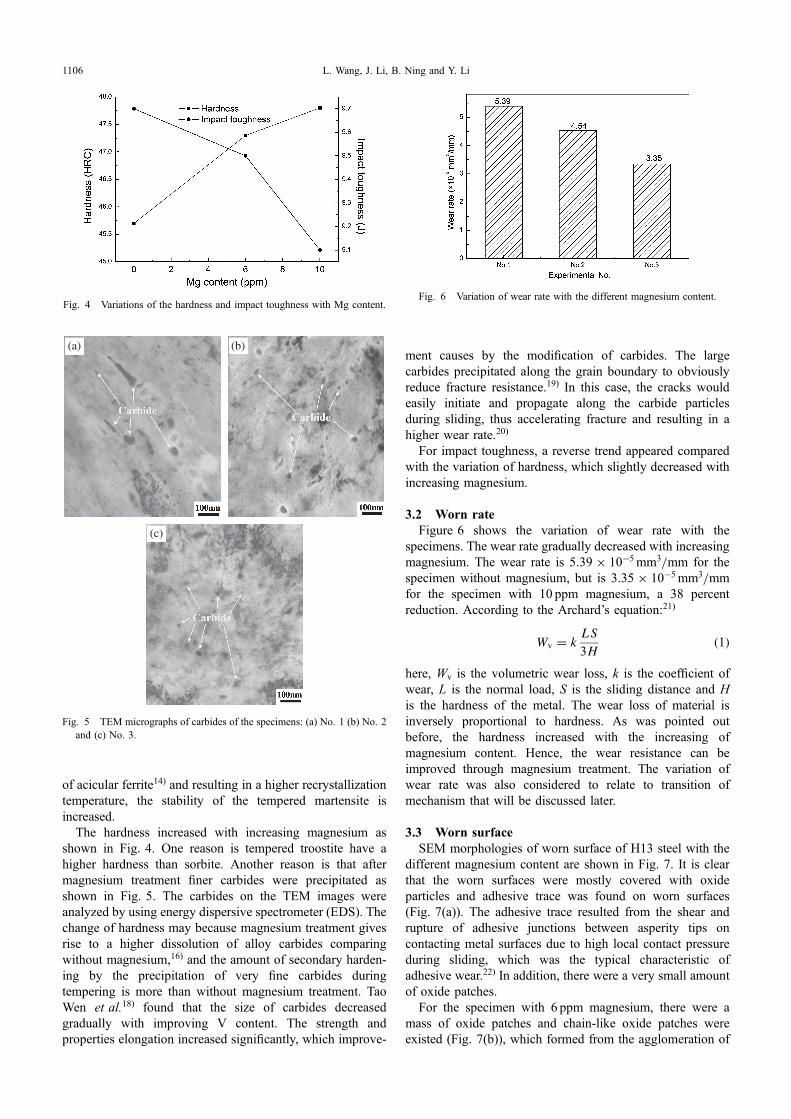
of acicular ferrite14) and resulting in a higher recrystallizationtemperature, the stability of the tempered martensite isincreased.
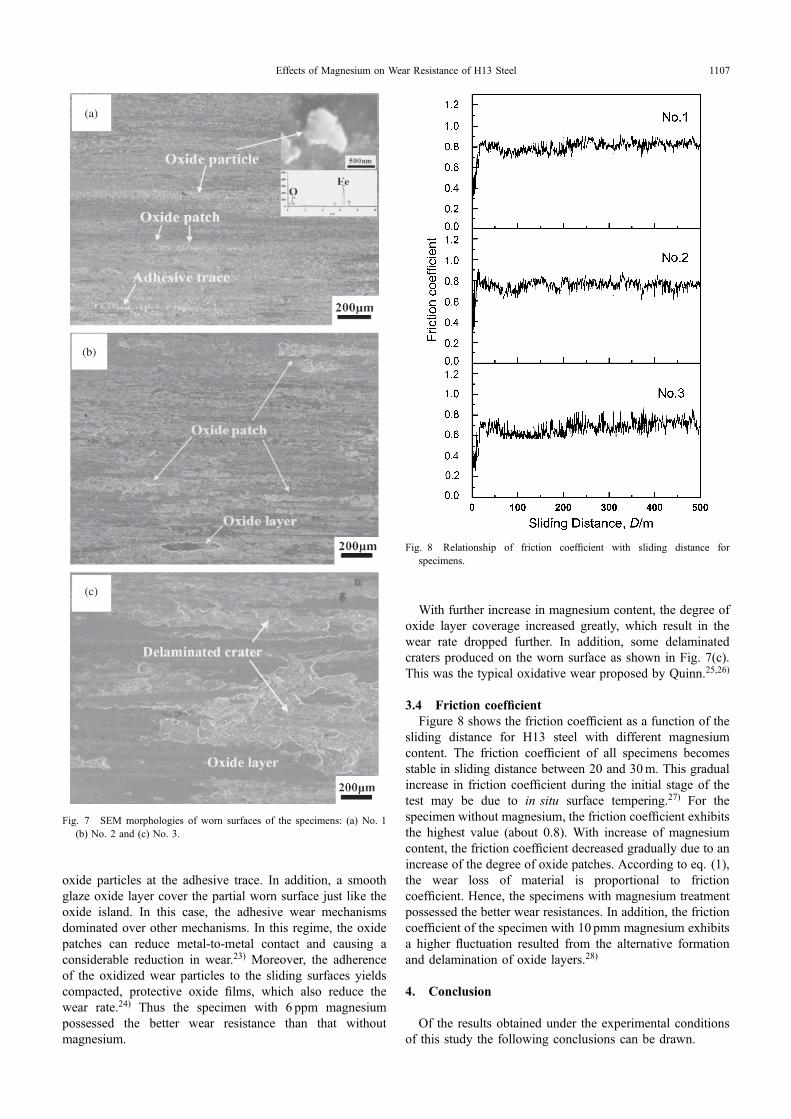
The hardness increased with increasing magnesium asshown in Fig. 4. One reason is tempered troostite have ahigher hardness than sorbite. Another reason is that aftermagnesium treatment finer carbides were precipitated asshown in Fig. 5. The carbides on the TEM images wereanalyzed by using energy dispersive spectrometer (EDS). Thechange of hardness may because magnesium treatment givesrise to a higher dissolution of alloy carbides comparingwithout magnesium,16) and the amount of secondary harden-ing by the precipitation of very fine carbides duringtempering is more than without magnesium treatment. TaoWen et al.18) found that the size of carbides decreasedgradually with improving V content. The strength andproperties elongation increased significantly, which improve-
ment causes by the modification of carbides. The largecarbides precipitated along the grain boundary to obviouslyreduce fracture resistance.19) In this case, the cracks wouldeasily initiate and propagate along the carbide particlesduring sliding, thus accelerating fracture and resulting in ahigher wear rate.20)
For impact toughness, a reverse trend appeared comparedwith the variation of hardness, which slightly decreased withincreasing magnesium.
3.2 Worn rateFigure 6 shows the variation of wear rate with the
specimens. The wear rate gradually decreased with increasingmagnesium. The wear rate is 5.39 © 10¹5mm3/mm for thespecimen without magnesium, but is 3.35 © 10¹5mm3/mmfor the specimen with 10 ppm magnesium, a 38 percentreduction. According to the Archard’s equation:21)
Wv ¼ kLS
3Hð1Þ
here, Wv is the volumetric wear loss, k is the coefficient ofwear, L is the normal load, S is the sliding distance and His the hardness of the metal. The wear loss of material isinversely proportional to hardness. As was pointed outbefore, the hardness increased with the increasing ofmagnesium content. Hence, the wear resistance can beimproved through magnesium treatment. The variation ofwear rate was also considered to relate to transition ofmechanism that will be discussed later.
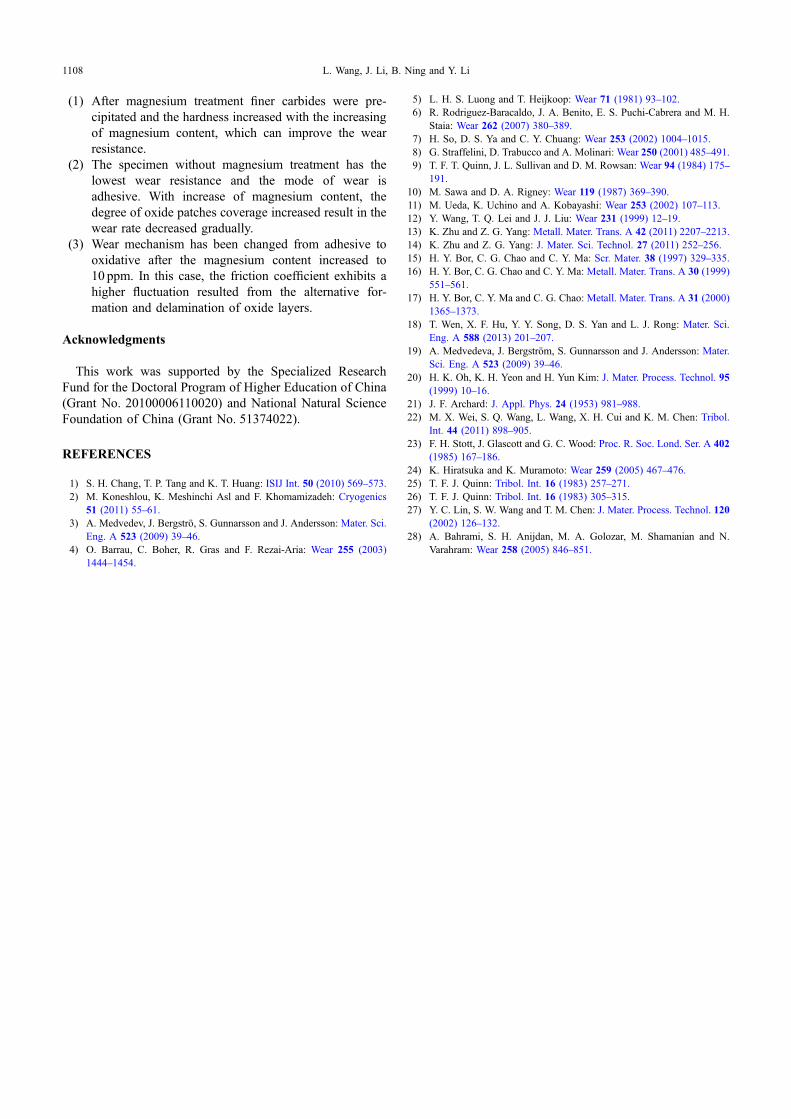
3.3 Worn surfaceSEM morphologies of worn surface of H13 steel with the
different magnesium content are shown in Fig. 7. It is clearthat the worn surfaces were mostly covered with oxideparticles and adhesive trace was found on worn surfaces(Fig. 7(a)). The adhesive trace resulted from the shear andrupture of adhesive junctions between asperity tips oncontacting metal surfaces due to high local contact pressureduring sliding, which was the typical characteristic ofadhesive wear.22) In addition, there were a very small amountof oxide patches.
For the specimen with 6 ppm magnesium, there were amass of oxide patches and chain-like oxide patches wereexisted (Fig. 7(b)), which formed from the agglomeration of
Fig. 4 Variations of the hardness and impact toughness with Mg content.
(a) (b)
(c)
Fig. 5 TEM micrographs of carbides of the specimens: (a) No. 1 (b) No. 2and (c) No. 3.
Fig. 6 Variation of wear rate with the different magnesium content.
L. Wang, J. Li, B. Ning and Y. Li1106
oxide particles at the adhesive trace. In addition, a smoothglaze oxide layer cover the partial worn surface just like theoxide island. In this case, the adhesive wear mechanismsdominated over other mechanisms. In this regime, the oxidepatches can reduce metal-to-metal contact and causing aconsiderable reduction in wear.23) Moreover, the adherenceof the oxidized wear particles to the sliding surfaces yieldscompacted, protective oxide films, which also reduce thewear rate.24) Thus the specimen with 6 ppm magnesiumpossessed the better wear resistance than that withoutmagnesium.
With further increase in magnesium content, the degree ofoxide layer coverage increased greatly, which result in thewear rate dropped further. In addition, some delaminatedcraters produced on the worn surface as shown in Fig. 7(c).This was the typical oxidative wear proposed by Quinn.25,26)
3.4 Friction coefficientFigure 8 shows the friction coefficient as a function of the
sliding distance for H13 steel with different magnesiumcontent. The friction coefficient of all specimens becomesstable in sliding distance between 20 and 30m. This gradualincrease in friction coefficient during the initial stage of thetest may be due to in situ surface tempering.27) For thespecimen without magnesium, the friction coefficient exhibitsthe highest value (about 0.8). With increase of magnesiumcontent, the friction coefficient decreased gradually due to anincrease of the degree of oxide patches. According to eq. (1),the wear loss of material is proportional to frictioncoefficient. Hence, the specimens with magnesium treatmentpossessed the better wear resistances. In addition, the frictioncoefficient of the specimen with 10 pmm magnesium exhibitsa higher fluctuation resulted from the alternative formationand delamination of oxide layers.28)
4. Conclusion
Of the results obtained under the experimental conditionsof this study the following conclusions can be drawn.
(a)
(b)
(c)
Fig. 7 SEM morphologies of worn surfaces of the specimens: (a) No. 1(b) No. 2 and (c) No. 3.
Fig. 8 Relationship of friction coefficient with sliding distance forspecimens.
Effects of Magnesium on Wear Resistance of H13 Steel 1107
(1) After magnesium treatment finer carbides were pre-cipitated and the hardness increased with the increasingof magnesium content, which can improve the wearresistance.
(2) The specimen without magnesium treatment has thelowest wear resistance and the mode of wear isadhesive. With increase of magnesium content, thedegree of oxide patches coverage increased result in thewear rate decreased gradually.
(3) Wear mechanism has been changed from adhesive tooxidative after the magnesium content increased to10 ppm. In this case, the friction coefficient exhibits ahigher fluctuation resulted from the alternative for-mation and delamination of oxide layers.
Acknowledgments
This work was supported by the Specialized ResearchFund for the Doctoral Program of Higher Education of China(Grant No. 20100006110020) and National Natural ScienceFoundation of China (Grant No. 51374022).
REFERENCES
1) S. H. Chang, T. P. Tang and K. T. Huang: ISIJ Int. 50 (2010) 569573.2) M. Koneshlou, K. Meshinchi Asl and F. Khomamizadeh: Cryogenics
51 (2011) 5561.3) A. Medvedev, J. Bergströ, S. Gunnarsson and J. Andersson: Mater. Sci.
Eng. A 523 (2009) 3946.4) O. Barrau, C. Boher, R. Gras and F. Rezai-Aria: Wear 255 (2003)
14441454.
5) L. H. S. Luong and T. Heijkoop: Wear 71 (1981) 93102.6) R. Rodriguez-Baracaldo, J. A. Benito, E. S. Puchi-Cabrera and M. H.
Staia: Wear 262 (2007) 380389.7) H. So, D. S. Ya and C. Y. Chuang: Wear 253 (2002) 10041015.8) G. Straffelini, D. Trabucco and A. Molinari: Wear 250 (2001) 485491.9) T. F. T. Quinn, J. L. Sullivan and D. M. Rowsan: Wear 94 (1984) 175
191.10) M. Sawa and D. A. Rigney: Wear 119 (1987) 369390.11) M. Ueda, K. Uchino and A. Kobayashi: Wear 253 (2002) 107113.12) Y. Wang, T. Q. Lei and J. J. Liu: Wear 231 (1999) 1219.13) K. Zhu and Z. G. Yang: Metall. Mater. Trans. A 42 (2011) 22072213.14) K. Zhu and Z. G. Yang: J. Mater. Sci. Technol. 27 (2011) 252256.15) H. Y. Bor, C. G. Chao and C. Y. Ma: Scr. Mater. 38 (1997) 329335.16) H. Y. Bor, C. G. Chao and C. Y. Ma: Metall. Mater. Trans. A 30 (1999)
551561.17) H. Y. Bor, C. Y. Ma and C. G. Chao: Metall. Mater. Trans. A 31 (2000)
13651373.18) T. Wen, X. F. Hu, Y. Y. Song, D. S. Yan and L. J. Rong: Mater. Sci.
Eng. A 588 (2013) 201207.19) A. Medvedeva, J. Bergström, S. Gunnarsson and J. Andersson: Mater.
Sci. Eng. A 523 (2009) 3946.20) H. K. Oh, K. H. Yeon and H. Yun Kim: J. Mater. Process. Technol. 95
(1999) 1016.21) J. F. Archard: J. Appl. Phys. 24 (1953) 981988.22) M. X. Wei, S. Q. Wang, L. Wang, X. H. Cui and K. M. Chen: Tribol.
Int. 44 (2011) 898905.23) F. H. Stott, J. Glascott and G. C. Wood: Proc. R. Soc. Lond. Ser. A 402
(1985) 167186.24) K. Hiratsuka and K. Muramoto: Wear 259 (2005) 467476.25) T. F. J. Quinn: Tribol. Int. 16 (1983) 257271.26) T. F. J. Quinn: Tribol. Int. 16 (1983) 305315.27) Y. C. Lin, S. W. Wang and T. M. Chen: J. Mater. Process. Technol. 120
(2002) 126132.28) A. Bahrami, S. H. Anijdan, M. A. Golozar, M. Shamanian and N.
Varahram: Wear 258 (2005) 846851.
L. Wang, J. Li, B. Ning and Y. Li1108