filter cloth selection
TRANSCRIPT
The black art of filter mediaIssue 28 – June 2011
The black art of filter mediaAuthors: Juha Hoijer & Robert Grimm
Filtration is the process whereby a slurry or solid liquid mixture isforced through a media, with the solids retained on the media and the
Outotec Australia’s quarterly e-newsletter
Contentsliquid phase passing through. This process is generally wellunderstood in the industry. One area of the filtration process,however, that is not usually given much consideration is the type offilter media used. The filter media, or cloth, is an essential part of thefiltration process, so it is particularly important to get right.
When reviewing the seemingly simple decision of choosing the rightfilter cloth, it soon becomes clear that the process is a lot morecomplex than originally thought! Depending on the application,
1
Contents
The black art of filter media: 1
Refurbished mills; a viable alternative to new?: 5
complex than originally thought! Depending on the application,operating environment and the required performance of the filtermedia, choosing the optimum filter media could be viewed by some asa bit of a black art.
For one, there are so many criteria to consider. Choosing the optimumfilter cloth depends on factors such as application, operatingenvironment and required performance. With regards to theapplication, for example, a tough filter cloth which remains open for along time is often important in mining With a chemical application on
Pulp level control in flotation circuits
CSA Mine – A case study in flotation circuit upgrades: 9
long time is often important in mining. With a chemical application, onthe other hand, the filter cloth generally needs to be tight, with low airpermeability in order to provide clear filtrate and prevent loss ofproduct. And then add on all the other necessary considerations –particle size, filtrate clarity, required performance, to mention just afew – and it’s suddenly a much bigger decision.
Filter Cloth selectionThen there are also a multitude of options when it comes to filtercloths – another baffling hurdle.
1. The first step - materialThe filter cloth material is probably the easiest step in the decision-making process. The two main options nowadays are polypropylene,and polyester, with other synthetic materials such as peek used for
i li d li i P l l i h ffi ispecialized applications. Polypropylene is the most cost efficientmaterial and, providing the optimum fibre, weave and finish is chosen,can still result in excellent performance. Peek, which is hightemperature resistant, is the most expensive option and most suited tovacuum belt filters in special chemical industry processes. Many yearsago, materials such as cotton and paper were common – in mining,paper is actually still used in some precious metals applications.
2 Th d t fib2. The second step - fibreWith regards to the fibre itself, there are four main categories -monofilament, multifilament, film and spun yarn.
Editor:Laura [email protected]
Output Australia | June 2011| Page 2
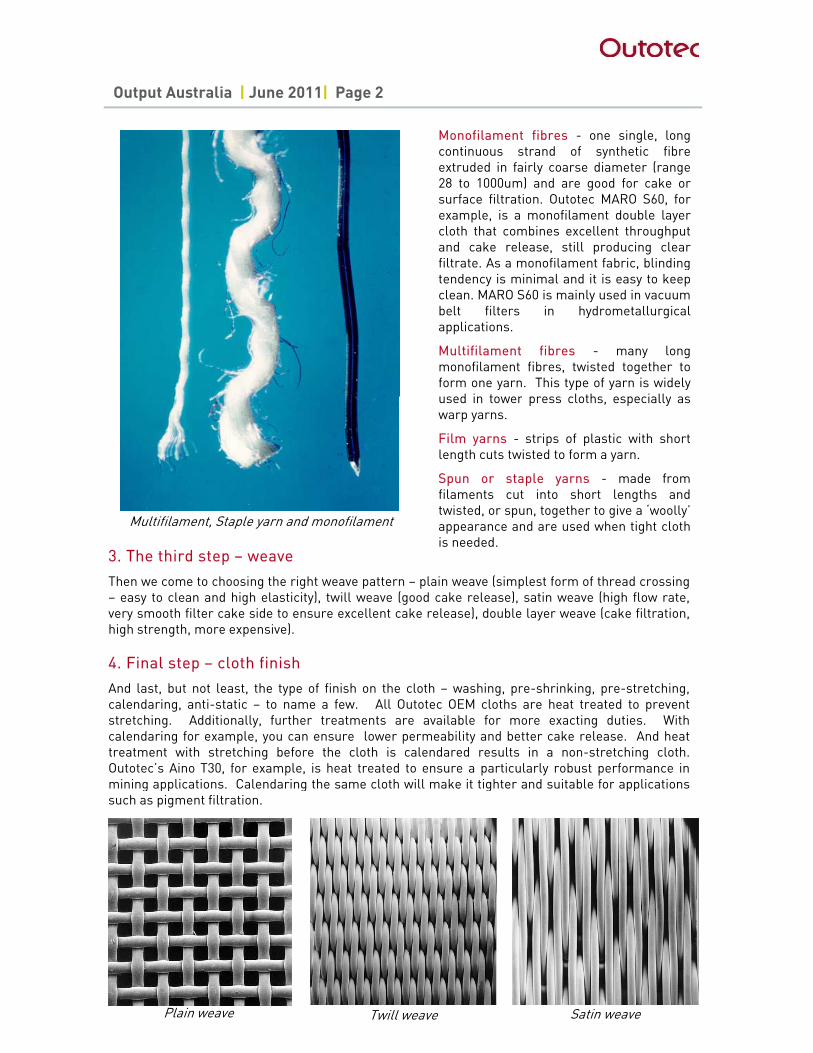
Monofilament fibres - one single longMonofilament fibres one single, longcontinuous strand of synthetic fibreextruded in fairly coarse diameter (range28 to 1000um) and are good for cake orsurface filtration. Outotec MARO S60, forexample, is a monofilament double layercloth that combines excellent throughputand cake release, still producing clearfiltrate. As a monofilament fabric, blindingfiltrate. As a monofilament fabric, blindingtendency is minimal and it is easy to keepclean. MARO S60 is mainly used in vacuumbelt filters in hydrometallurgicalapplications.
Multifilament fibres - many longmonofilament fibres, twisted together toform one yarn. This type of yarn is widelyused in tower press cloths especially asused in tower press cloths, especially aswarp yarns.
Film yarns - strips of plastic with shortlength cuts twisted to form a yarn.
Spun or staple yarns - made fromfilaments cut into short lengths andtwisted, or spun, together to give a ‘woolly’appearance and are used when tight clothMultifilament, Staple yarn and monofilament
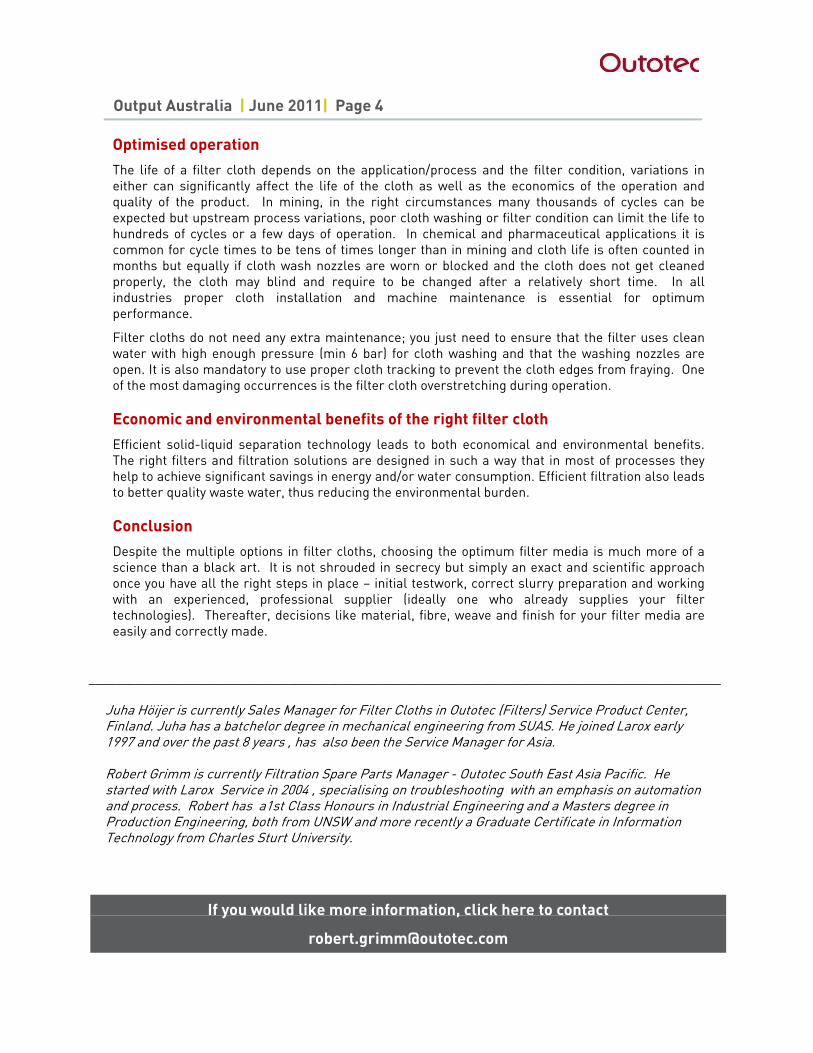
3. The third step – weaveThen we come to choosing the right weave pattern – plain weave (simplest form of thread crossing– easy to clean and high elasticity), twill weave (good cake release), satin weave (high flow rate,very smooth filter cake side to ensure excellent cake release), double layer weave (cake filtration,high strength, more expensive).
appearance and are used when tight clothis needed.
, p y
4. Final step – cloth finishAnd last, but not least, the type of finish on the cloth – washing, pre-shrinking, pre-stretching,calendaring, anti-static – to name a few. All Outotec OEM cloths are heat treated to preventstretching. Additionally, further treatments are available for more exacting duties. Withcalendaring for example, you can ensure lower permeability and better cake release. And heattreatment with stretching before the cloth is calendared results in a non-stretching cloth.Outotec’s Aino T30, for example, is heat treated to ensure a particularly robust performance inmining applications Calendaring the same cloth will make it tighter and suitable for applicationsmining applications. Calendaring the same cloth will make it tighter and suitable for applicationssuch as pigment filtration.
Plain weave Twill weave Satin weave
Output Australia | June 2011| Page 3
Testwork is keySo, armed with this complex matrix of choices, how do you ensure you get the best cloth for yourapplication? An experienced supplier should organise appropriate test filtration on the slurry as astarting point. This is particularly important – without proper slurry preparation or getting the slurryfrom the right place in the process – the resulting filter cloth will, at best, not deliver the optimumprocess results and at worst, the product cannot be used at all.
In slurry preparation, the slurry must be truly representative of the actual ‘real life’ process.Factors such as slurry density (% solids) plays a major role – along with pH, other chemistry andactual slurry temperature. During testwork the sample must also be fresh, thereby avoiding issuessuch as biological oxidisation, agglomeration and any further crystallisation.
Process optimisationsEven for existing filtration operations, it is important to remember that slurry can also change overtime, so your supplier is a good port of call for advice or to organise appropriate testwork, ifnecessary. Some OEM providers such as Outotec also provide process optimisation services. If asite needs to increase capacity or reduce to a lower cake moisture, for example, Outotec Servicescan optimise the cycle time. Other simple Service checks such as reviewing feed-, pressing- anddrying pressures will help extend the lifecycle of pressing diaphrams.
Additionally, if you get your cloths and filtration solutions from the same provider, you can becompletely confident the cloth is designed specifically for your own filter technology and deliverstruly optimised performance. You also benefit from a single supply chain for spare parts, flexibleordering of filter cloths short delivery times and agreements with availability guarantees If theordering of filter cloths, short delivery times and agreements with availability guarantees. If thecloth and filters are from the same supplier, filtration issues can be resolved more quickly. Clothsare often blamed for filtration issues but the problem can be from many sources. With one supplier,filtration problems are resolved faster, thereby minimising downtime costs.
Output Australia | June 2011| Page 4
Optimised operationThe life of a filter cloth depends on the application/process and the filter condition, variations ineither can significantly affect the life of the cloth as well as the economics of the operation andquality of the product. In mining, in the right circumstances many thousands of cycles can beexpected but upstream process variations, poor cloth washing or filter condition can limit the life tohundreds of cycles or a few days of operation. In chemical and pharmaceutical applications it iscommon for cycle times to be tens of times longer than in mining and cloth life is often counted inmonths but equally if cloth wash nozzles are worn or blocked and the cloth does not get cleanedmonths but equally if cloth wash nozzles are worn or blocked and the cloth does not get cleanedproperly, the cloth may blind and require to be changed after a relatively short time. In allindustries proper cloth installation and machine maintenance is essential for optimumperformance.
Filter cloths do not need any extra maintenance; you just need to ensure that the filter uses cleanwater with high enough pressure (min 6 bar) for cloth washing and that the washing nozzles areopen. It is also mandatory to use proper cloth tracking to prevent the cloth edges from fraying. Oneof the most damaging occurrences is the filter cloth overstretching during operation.
Economic and environmental benefits of the right filter clothEfficient solid-liquid separation technology leads to both economical and environmental benefits.The right filters and filtration solutions are designed in such a way that in most of processes theyhelp to achieve significant savings in energy and/or water consumption. Efficient filtration also leadsto better quality waste water, thus reducing the environmental burden.
ConclusionConclusionDespite the multiple options in filter cloths, choosing the optimum filter media is much more of ascience than a black art. It is not shrouded in secrecy but simply an exact and scientific approachonce you have all the right steps in place – initial testwork, correct slurry preparation and workingwith an experienced, professional supplier (ideally one who already supplies your filtertechnologies). Thereafter, decisions like material, fibre, weave and finish for your filter media areeasily and correctly made.
Juha Höijer is currently Sales Manager for Filter Cloths in Outotec (Filters) Service Product Center, Finland. Juha has a batchelor degree in mechanical engineering from SUAS. He joined Larox early 1997 and over the past 8 years , has also been the Service Manager for Asia.
Robert Grimm is currently Filtration Spare Parts Manager - Outotec South East Asia Pacific. He d i h L S i i 2004 i li i bl h i i h h i i
_______________________________________________________________________________________________
If you would like more information, click here to contact
started with Larox Service in 2004 , specialising on troubleshooting with an emphasis on automation and process. Robert has a1st Class Honours in Industrial Engineering and a Masters degree in Production Engineering, both from UNSW and more recently a Graduate Certificate in Information Technology from Charles Sturt University.
y ,
Output Australia | June 2011| Page 5
During the pre-GFC mining boom, a new grinding mill was one of the longest lead items for aprocessing plant, with many purchases driven by delivery time above price and quality. In thatclimate, and in the rush to capitalise on the resources boom, many (mostly junior) miners looked to
Refurbished mills; a viable alternative to new?Author: Daniel Braithwaite
climate, and in the rush to capitalise on the resources boom, many (mostly junior) miners looked torefurbish existing equipment, rather than purchase new mills. Then the GFC struck. Mill deliverytimes fell quickly, returning to a scenario where price and quality were the leading drivers. As themining sector heats up again, mill deliveries are likely to lengthen, so the question of whether topurchase a new or refurbished mill is a timely one.
There are two main factors to consider when purchasing a grinding mill – quantifiable costimplications (a definable upfront capital expenditure or an opportunity cost) and unquantifiable costs(costs which cannot be defined due to unknowns in the variables).
Quantifiable CostsEquipment supply - the equipment supply cost for a new mill is transparent; the purchaser sendsout an enquiry, the OEM submits a tender and, given no major variations, the supplier’s tender statesthe final and quantifiable price of the equipment, with the cost risk passed onto the supplier. Theequipment cost of a refurbished mill will typically appear as a cheaper option, however there areadditional considerations such as costs for inspections and audits of all the mill components. With
f bi h d ill l t d i i i l iti l t ill it bilit f it d trefurbished mills, a complete design review is also critical to ensure mill suitability for its new dutyand confirm stress levels meet with current design standards. If these checks are not thoroughlycompleted, the risk of cost and delivery blow out becomes very high, with all of this risk sitting withthe mine owner.
Infrastructure / Installation - as a rule of thumb, installation cost for a new grinding mill will be 35-40% of the total mill installed cost (for a single mill plant, excluding shipping). New mills aregenerally installed on greenfield sites, so there are no existing infrastructures or foundations toconsider When a refurbished mill is installed in greenfield infrastructure costs are similarconsider. When a refurbished mill is installed in greenfield, infrastructure costs are similar,although a lot more effort is required in checking the existing mill against original drawings. Often,the as-built dimensions in older mills are not transferred to the vendor data supplied with the mill.With brownfield sites, such as when a mill is returned to service in the same location, it is importantthe foundations and infrastructure are still checked for integrity and design.
Electrical Equipment design – this has developed a long way in a relatively short space of time.Not too long ago, it was an acceptable practice to burn excess power via liquid resistance to achievevariable speed in a mill Nowadays such a practice would be environmentally deplorable and veryvariable speed in a mill. Nowadays, such a practice would be environmentally deplorable and veryexpensive. Instead, smart electronic variable speed drive technology now ensures variable speedcapacity in a mill with lower operating power costs.
Additionally, modern mills designed by competent OEMs have bearings with very low friction.Bearing friction can, on first impression, seem like a small energy consumer, however the energylost through friction in old design bearings can be significant and quantifiable.

Output Australia | June 2011| Page 6
Delivery time of a mill needs to be assessed based on the delivery of an operational mill, rather thandelivery of parts to site, as there is an obvious opportunity cost in terms of potential production timelost. A new mill will generally have a longer delivery but installation and commissioning are usually
Outotec Mill Services stripping and rebuilding a pinion
g y g y g yshorter than for a reconditioned mill. A reconditioned mill can present unexpected surprises, oftenhidden until the commissioning stage, requiring extra time and cost. This is where it pays to have athorough mill audit beforehand and also a comprehensive knowledge of the mill history therebyhelping mitigate such surprises.
In the worst case scenario (and it has happened on many occasions) a second hand mill will take aslong, or longer, to become operational, with no appreciable cost benefit, and with long term loweravailability and higher maintenance costs.
Unquantifiable CostsDesign and maintenance - a new mill from a competent OEM will incorporate all the lateststandards and design innovations. Material machining technologies, for example, have developed somuch that very hard steels can be used with highly accurate, complex geometries for mill gearing.These gears, combined with modern lubrication technologies, allow very long periods betweencomponent changes, far in excess of what was previously considered possible. Such innovationsdirectly result in higher overall mill availability lower maintenance costs and better OH&Sdirectly result in higher overall mill availability, lower maintenance costs and better OH&Sstandards.
Operational Performance - a new mill is specifically designed to suit the project where it will beinstalled, whilst it is very unusual to find a process match in a second hand mill. Sometimes a closefit can be found, but as the difference between ideal size and installed size increases, the further themilling circuit moves away from being optimal. As the deviation from optimal grows, liner lifedecreases, leading to increased shutdowns and energy consumption per tonne of ore.
Technology - new mills are supplied with state-of-the-art technology, such as control, monitoring,and lubrication systems, whilst older mills often have to be significantly upgraded with thesesystems. If the old systems are not totally replaced, then the owner can expect increased costs fromthe expertise required for older control systems, the need to replace redundant hardware, thedifficulty of obtaining spare parts and increased unscheduled breakdowns.

Output Australia | June 2011| Page 7
Warranty Support - for a new mill owner, the most important aspect of warranty is the supportprovided by the mill supplier in the event issues occur, which is invaluable in limiting down time. In arefurbished mill many of the components may be new, but if a mill OEM has not taken the overallresponsibility for the refurbishment process, who does the mill owner call in the event of a millrelated issue? Additionally, who will have a vested interest in minimising downtime and protectingthe image of the product? In this later scenario the mill owner will have increased repair costs andpay a premium for the urgency required to get the mill operating quickly.
Service Support - when a new mill is purchased, the mill installation and commissioning servicesare typically arranged with the OEM at the time of the initial purchase. OEM knowledge in best-practice is critical to both a successful mill start up and a solid foundation for ongoing operation. Inthe case of a refurbished mill, however, it is the responsibility of the mill owner to organise millinstallation and commissioning. Typically, the people best able to provide these services are millOEMs, but if they did not supply the mill or their services have not been secured for the millrefurbishment, it can be more difficult to source suppliers for individual services. Even ifcommissioning services can be arranged, they will typically take longer as commissioning personnel
ill b f ili ith th f bi h d i t hi h lt i d l i l t d tiwill be unfamiliar with the refurbished equipment, which can result in delays in plant productionand thus impact revenue.
Outotec Mill Services carrying out laser alignment of gearboxOutotec Mill Services carrying out laser alignment of gearboxto pinion shafts

Output Australia | June 2011| Page 8
Conclusion:There are many considerations when deciding between a new or refurbished mill but, once all factors havebeen thoroughly analysed, the decision-making process can be made more transparently and in aninformed manner. If, after completing a thorough analysis, the decision is still not clear, one should err onthe side of caution and take the new mill procurement route. If a refurbished mill is chosen, the mill ownershould ensure a thorough audit of the mill and existing infrastructure, and at the very least insist thecontract includes single party responsibility for the refurbishment, installation and commissioning of themill That party is preferably an established competent mill OEM with strong Services capabilitiesmill. That party is preferably an established, competent mill OEM with strong Services capabilities.
Daniel Braithwaite is a Mechanical Engineer working with Outotec's Grinding Engineering departmentin Perth Daniel has a Mechanical Engineering degree from UWA and technician level engineering
____________________________________________________________________________________________
New mill installation
If you would like more information, click here to contact
in Perth. Daniel has a Mechanical Engineering degree from UWA and technician level engineeringqualifications obtained overseas. For the past six years he has worked in the equipment selection anddesign for mining applications in Australia. Prior to that, Daniel spent five years working in themanufacturing industry in the UK.

Output Australia | June 2011| Page 9
CSA Mine – A case study in flotation circuit upgrades
CSA Mine is an underground copper mine located in Cobar, Central Western NSW. Employing morethan 300 people, CSA Mine is operated by Cobar Management Pty Ltd (CMPL) - a wholly ownedAustralian subsidiary of Glencore International AG (Switzerland). CSA Mine extracts over 1,100,000tons of copper ore and produces in excess of 180,000 tons of copper concentrate per annum. Thisconcentrate is exported to smelters around the world.
P t hi h
Author: Michael Hughes
Partnership approachThe project, involving replacement of 30 existing scavenger flotation cells at CSA, was alreadyunderway when Outotec Services personnel became involved, in a team led by Peter Gillies, ProjectManager, Outotec South East Asia Pacific.
“When I arrived on the project it was clear there was a lot to do before it could progress. Mid-December was our deadline and in April, when I started, we had our metallurgical productioncriteria, but had a lot to finalise, including the scope of works” explains Derek Beehan, OreP i S i t d t t CMPLProcessing Superintendent at CMPL.
As CMPL and Outotec had already worked together in the past, most recently when Outotec replaceda thickener on a lump sum turnkey basis in 2005, it was recognized early that a collaborative,partnership approach would again benefit the project. This approach would deliver not onlyprocessing benefits, as the replacement flotation technology was state of the art – but equallyimportantly, a collaborative approach ensured open communication, with all parties having greaterownership in the project.
Expanded scopeOriginally, Outotec was to replace ageing scavenger cells in the flotation circuit with new OutotecTankCells (3 x TankCell 30s). Although the flotation circuit at CMPL incorporated equipment fromother suppliers, flotation technology from Outotec was chosen for the upgrade. Outotec TankCellsare renowned in the industry for their performance, ease of operation and reduced power and airconsumption. This initial scope developed into a far more comprehensive supply, with CMPL soonrequesting that Outotec supply engineering, design, install and commissioning of the cells, plus
dditi l ill t (i t t ti t l l d d i i )additional ancillary support (instrumentation, external launders and some piping).
Highly confined footprint

Output Australia | June 2011| Page 10
ChallengesConcrete foundations were initially planned for the footprint, however, they proved too costly. The most costeffective solution was to upgrade the existing steelwork for the cell installation. This change from civilwork tostructural steel supports came late in the project, meaning that certain site elevations and dimensions wereonly confirmed six weeks prior to install so detailed planning and a dedicated teamwork approach wasessential. The upgrade was further complicated by a limited footprint and also the layout of the installation, as
Outotec TankCells during installation
demanded by the process.
“It is always tight working indoors in a mill environment – and here temperatures were up around 38 - 40degrees,” said Mr Beehan. “Dust, confined space and working in an operational environment made it difficult attimes. So good teamwork, clear communication (and a sense of humour), and a group focused on achieving ourgoals were required.”
Further challenges arose due to factors such as limited crane access. The flotation cells, for example, had tobe designed in sections no heavier than two tonnes to facilitate an overhead travelling crane. The restrictedfootprint also imposed a maximum height – thereby affecting not only the cells but also the support steelworkfor the cells. An appropriate design was also required from a maintenance perspective – ease of serviceabilitybeing a key consideration.
Result and benefitsInstallation commenced mid-October 2010 and was completed end-December 2010, with commissioning early2011. The installation was offline of normal production, apart from a tie-in to the existing plant when the cellswere dry commissioned “Outotec pulled out all the stops to help CMPL meet its objectives - it was a big ask towere dry commissioned. Outotec pulled out all the stops to help CMPL meet its objectives - it was a big ask tobring it in on time – but this was achieved,” said Mr Beehan.
“The biggest benefit for CMPL is the reduced risk in cell structural failure causing unplanned downtime. Also,due to a more stable control system, we can accommodate the fluctuations in our feed grades and throughputsthat we experience in the plant.
“Another big benefit is energy savings. We are using three 45 kW motors with the new technology, versus 15motors drawing a total of 225kW previously. We’ve saved ourselves nearly 90 kW (40%), which is veryimportantimportant.
Furthermore, site experienced significant savings on maintenance , with the 30 existing scavenger cellmechanisms replaced by only 3 Outotec mechanisms. Spare part costs have also been significantly reducedand there has been no unscheduled maintenance required on the new TankCells.

Output Australia | June 2011| Page 11
Since the time of the installation, copperfeed grade decreased from an average4.9% in 2010 to an average 4.0% in 2011.Both the overall copper recovery, at 96%,and the final concentrate copper graderemained constant, despite the lower feedgrade. This is a significant result,indicating an improvement in circuitg pstability and performance. Copperrecovery is expected to improve when thecopper feed grade returns to 2010 levels.
ConclusionThe close partnering relationship betweenCMPL and the Outotec Services teamproduced clear benefits in overcominginitial challenges and delivering a keyproject on time and on budget.
“Overall CMPL was very pleased with theOutotec Services team – we built a verygood relationship from the start. Weestablished early on the rules andboundaries of our teamwork and stuck byboundaries of our teamwork and stuck bythem,” said Mr Beehan.
Outotec TankCells on scavenger duty at CMPL
“The Outotec Services people were more than helpful – it was like these guys were in an office next doorand always there to help, right from initial work, through to installation and commissioning.
“We were also very impressed with the quality and performance of the technology Outotec supplied. Itcombined low maintenance, low power requirements and low operating effort. There will be further
_______________________________________________________________________________________________
Michael Hughes is currently Outotec’s Senior Mechanical Engineer in their Services Projects division,based in Sydney. Michael has a first class hons bachelors degree in Mech Eng, a Masters ofEngineering, majoring in optimised design, and holds various technician-level qualifications. Michaelhas 15 years experience in the mining industry and is currently leading an engineering team focused on
p q p gupgrades at CMPL and we are very impressed with what Outotec has achieved to date as we enter ourupgrade planning phase”.
If you would like more information, click here to contact
has 15 years experience in the mining industry and is currently leading an engineering team focused onbrownfield plant upgrades
OUTPUT AUSTRALIA EDITOR
Laura White – Manager Marketing CommunicationsTel: +61 2 9984 2500Email: [email protected]