flowid presentation at grams in osaka, july 2016
TRANSCRIPT

1

Company Introduction
2
Flowid is founded in 2008.Flowid designs, tests and builds process solutions for clients in the chemical, pharmaceutical and food industry. Flowid’s solutions are focused on ‘continuous processing’.

FlowidExpertise and infrastructure to move from traditional to continuous
Lab
Pilot
Production>50 clients >100 projects

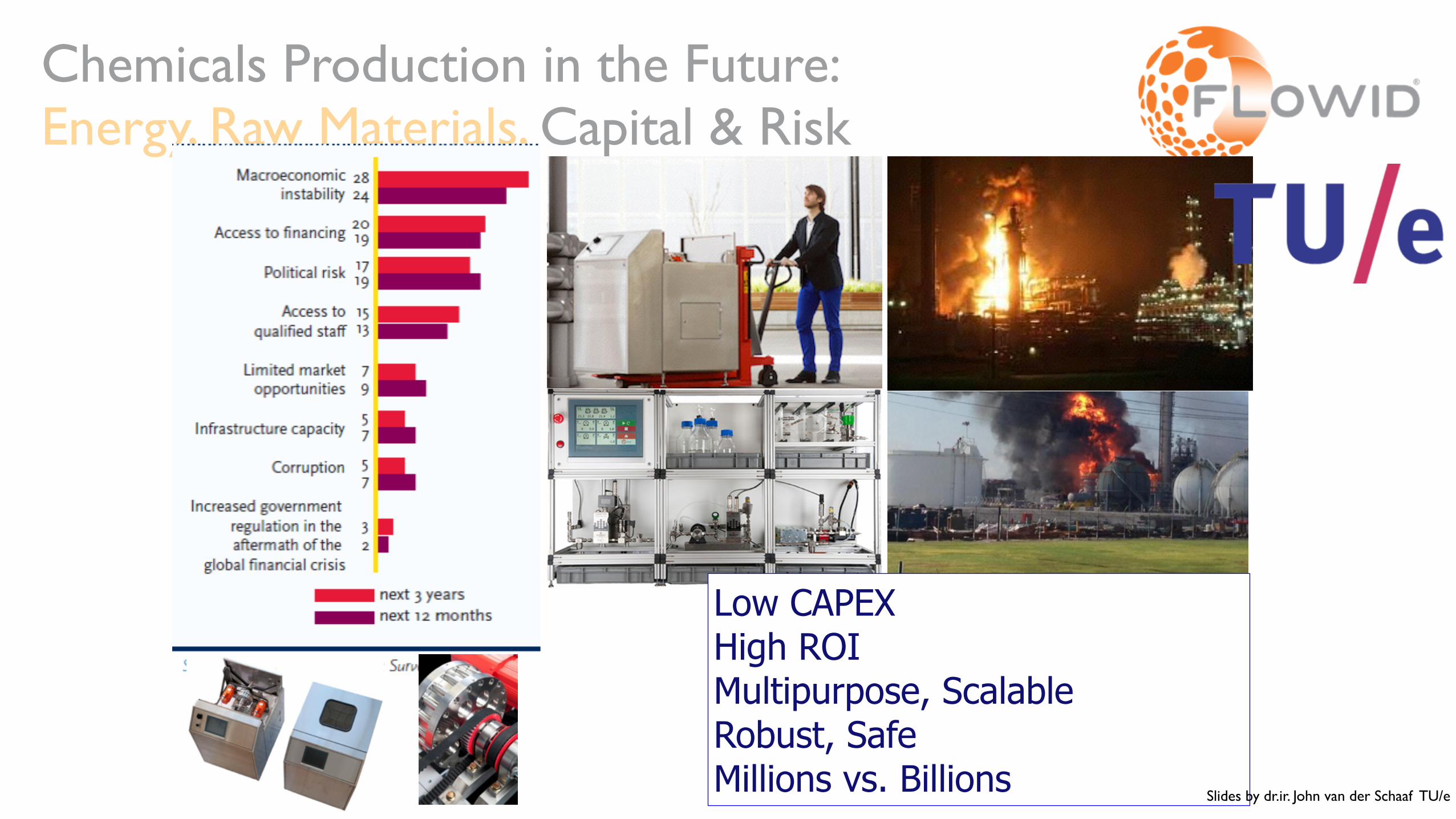
Chemicals Production in the Future: Energy, Raw Materials, Capital & Risk
4
Highly variable supply Distributed production Storage/transport inefficient Use for chemicals production Highly variable production rate
Wind Turbines
50 TW
5 TW
Slides by dr.ir. John van der Schaaf TU/e

Chemicals Production in the Future: Energy, Raw Materials, Capital & Risk
5
0.5 MW
Highly variable resources Biomass, recycle, waste Distributed production Safe, robust, efficient, versatile equipment + processes
Slides by dr.ir. John van der Schaaf TU/e
Chemicals Production in the Future: Energy, Raw Materials, Capital & Risk
6
Low CAPEX High ROI Multipurpose, Scalable Robust, Safe Millions vs. Billions
Slides by dr.ir. John van der Schaaf TU/e

Multiphase Systems: Bottlenecks
7
Gas Liquid Solid
agl asCg CL
Gas Liquid Solid
11A
g g gl l gl s s r t s
r H H HC k a k a k a k L aη δ
−$ %−
= + + +& '& '( )
Catalyst concentration/activity
Rea
ctio
n ra
te
mass transfer limited
kinetically limited
δ
Slides by dr.ir. John van der Schaaf TU/e

Rotor-Stator SpinPro Technology
8
Rotor-Stator Spinning Disc Technology
Answers demands PI of multiphase systems: • High mass transfer (GL ~10 1/s, LL ~300 1/s, LS ~ 1 1/s)
• High heat transfer (U.A ~ 40 MW/m3/K)
• Short micromixing times (tm ~ 0.1 ms)
• Countercurrent Flow (100-1000 kg/hr)
• Plug Flow (~4 tonnes/hr)
• Low volume ( VR ~ 1 L)
Applications: • Extreme fast and exothermic reactions (nitrification) • Multiphase reactions (sulfonation, halogenation) • Extraction (LL, LS) • Distillation (RPB), Absorption • Crystallization • Electrochemistry, Photochemistry
Slides by dr.ir. John van der Schaaf TU/e

Rotor-Stator SpinPro Technology
9
Rotor-Stator Spinning Disc Technology
Special Features: • Alternative construction materials • Specialty coatings, surface treatment • High corrosion resistivity • Membranes, Catalytically active discs • Phase separation (GL, LS) • High pressure, high temperature • High viscosity (Glycerol, 98% H2SO4)
Slides by dr.ir. John van der Schaaf TU/e
ReactorReactor
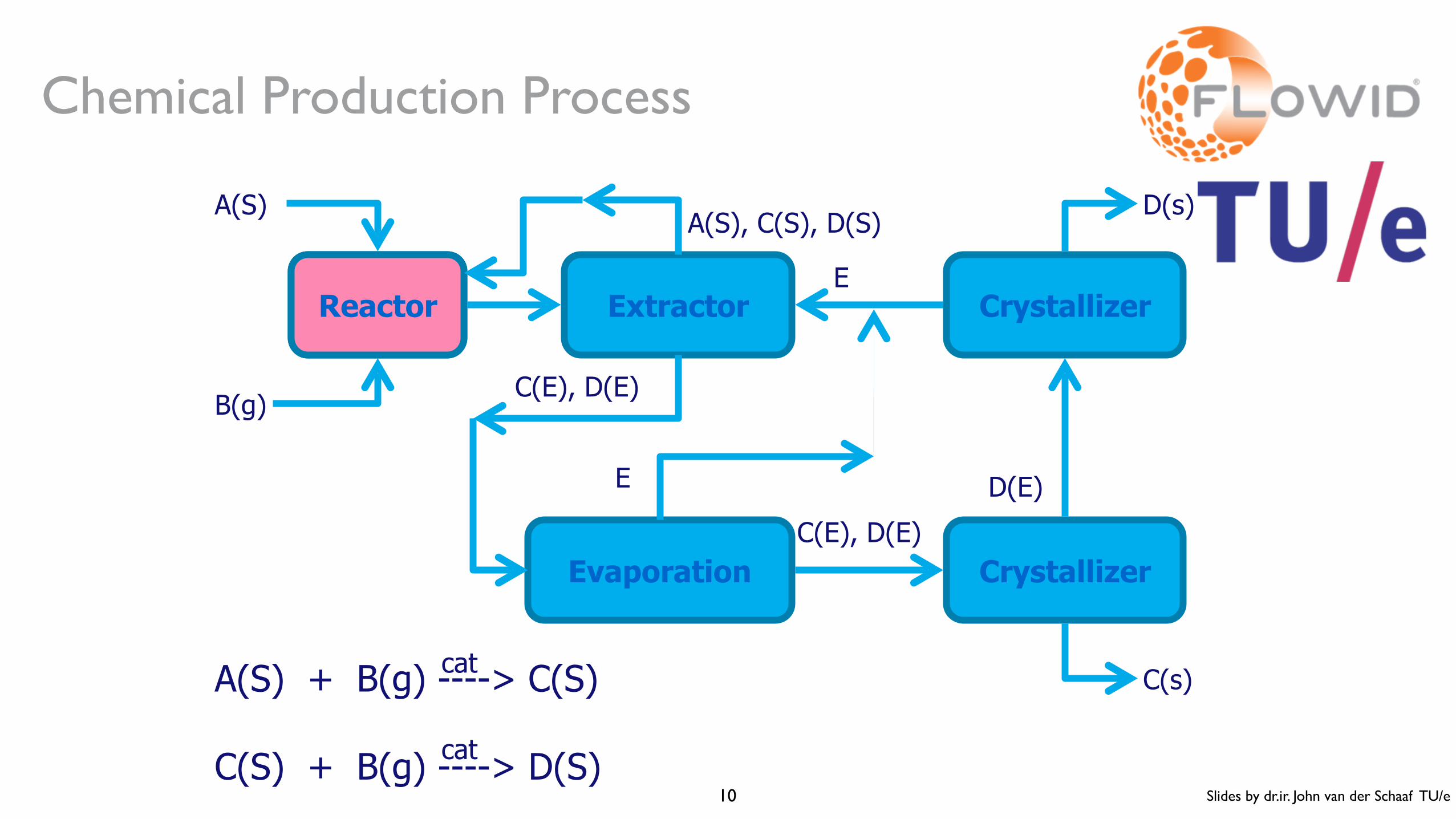
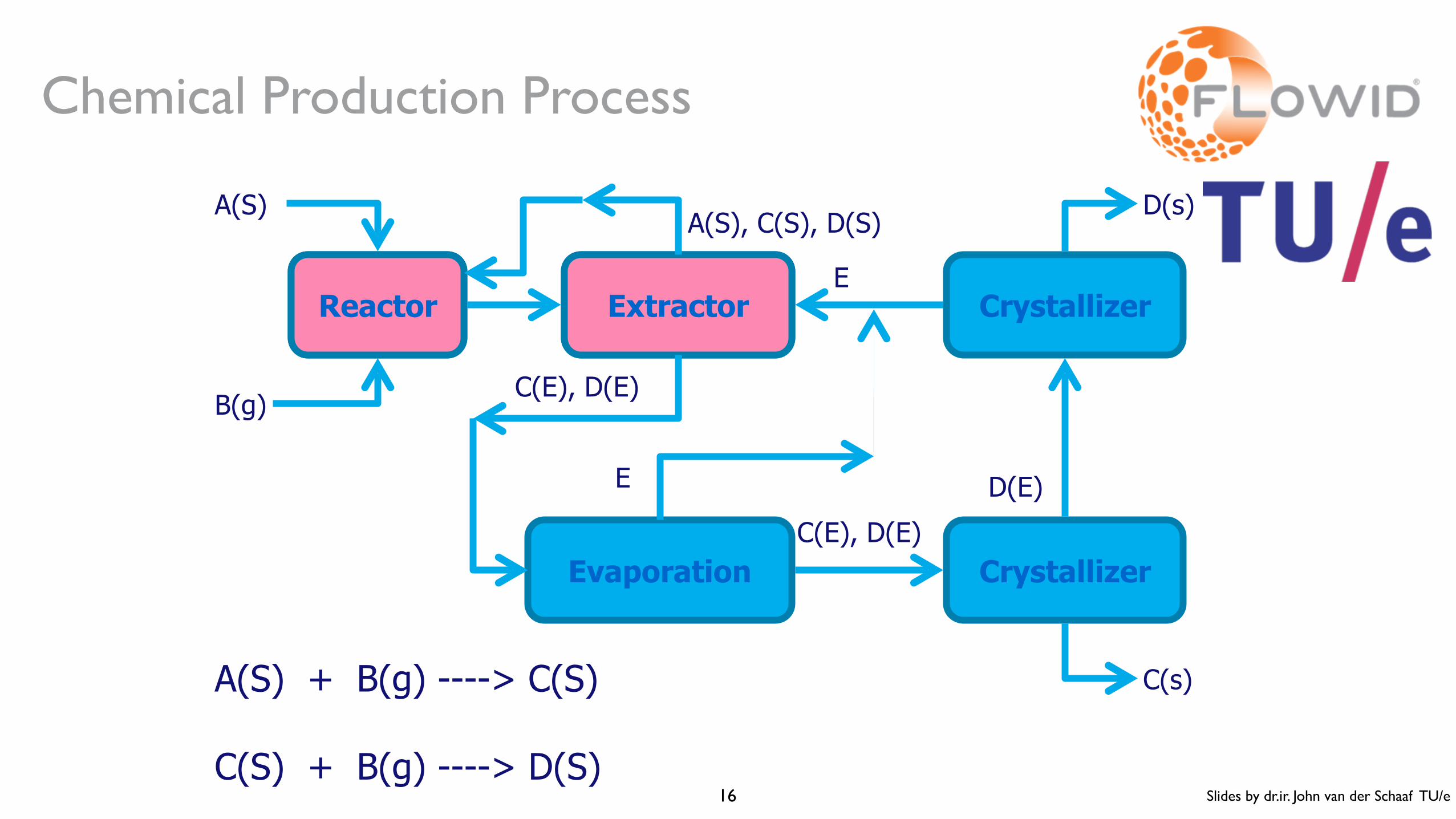
Chemical Production Process
10
Extractor
Evaporation Crystallizer
A(S) + B(g) ----> C(S)
C(S) + B(g) ----> D(S)
A(S)
B(g)
A(S), C(S), D(S)
D(E)
C(E), D(E)
E
C(s)
E
Crystallizer
D(s)
C(E), D(E)
cat
catSlides by dr.ir. John van der Schaaf TU/e

SpinPro Reactor
11 Slides by dr.ir. John van der Schaaf TU/e
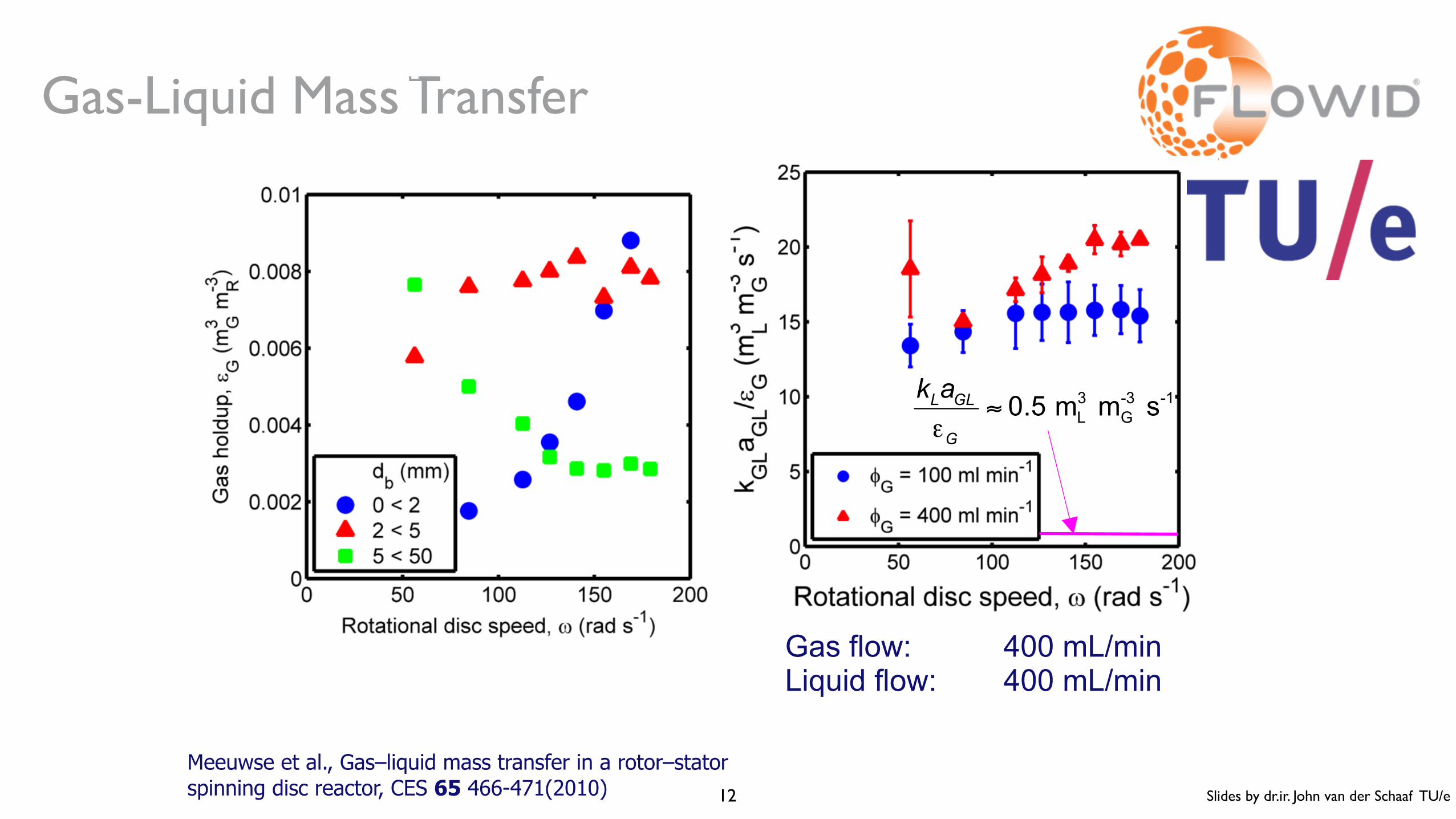
Gas-Liquid Mass Transfer
12
3 -3 -1L G0.5 m m sL GL
G
k aε
≈
Gas-Liquid Mass Transfer
Meeuwse et al., Gas–liquid mass transfer in a rotor–stator spinning disc reactor, CES 65 466-471(2010)
Gas flow: 400 mL/min Liquid flow: 400 mL/min
Slides by dr.ir. John van der Schaaf TU/e

Multiple Spinning Disc Slurry Reactor
13 Slides by dr.ir. John van der Schaaf TU/e
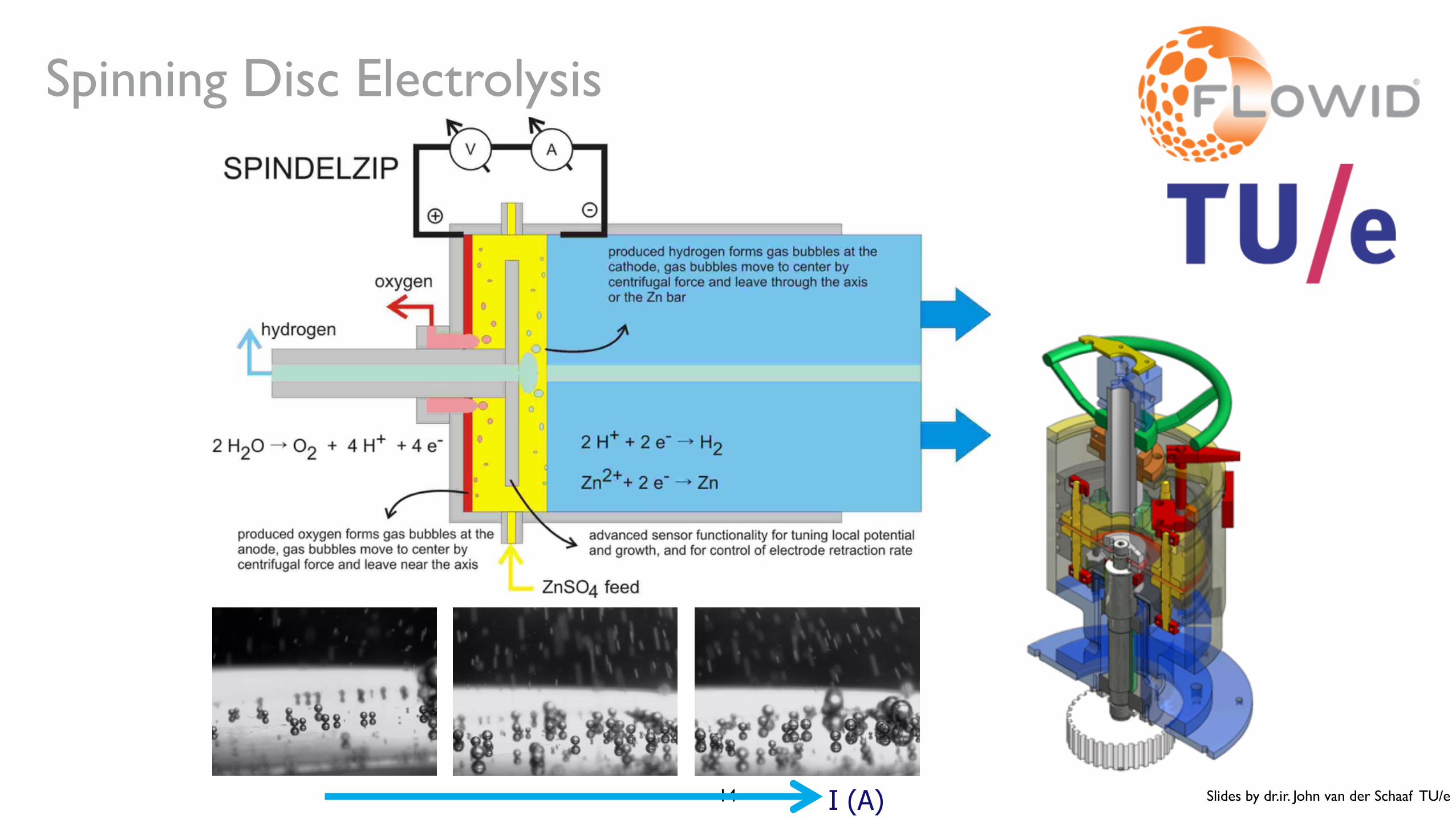
Spinning Disc Electrolysis
14 I (A) Slides by dr.ir. John van der Schaaf TU/e

Photochemical Reactor
15 Slides by dr.ir. John van der Schaaf TU/e
Reactor ExtractorExtractorReactor
Chemical Production Process
16
Evaporation Crystallizer
A(S)
B(g)
A(S), C(S), D(S)
D(E)
C(E), D(E)
E
C(s)
E
Crystallizer
D(s)
C(E), D(E)
A(S) + B(g) ----> C(S)
C(S) + B(g) ----> D(S)Slides by dr.ir. John van der Schaaf TU/e

Cocurrent Liquid-Liquid Flow Rotor-Stator
17Visscher, Ind. & Eng. Chem. Res. 2012; Visscher, Chem. Eng. J. 2012 Slides by dr.ir. John van der Schaaf TU/e
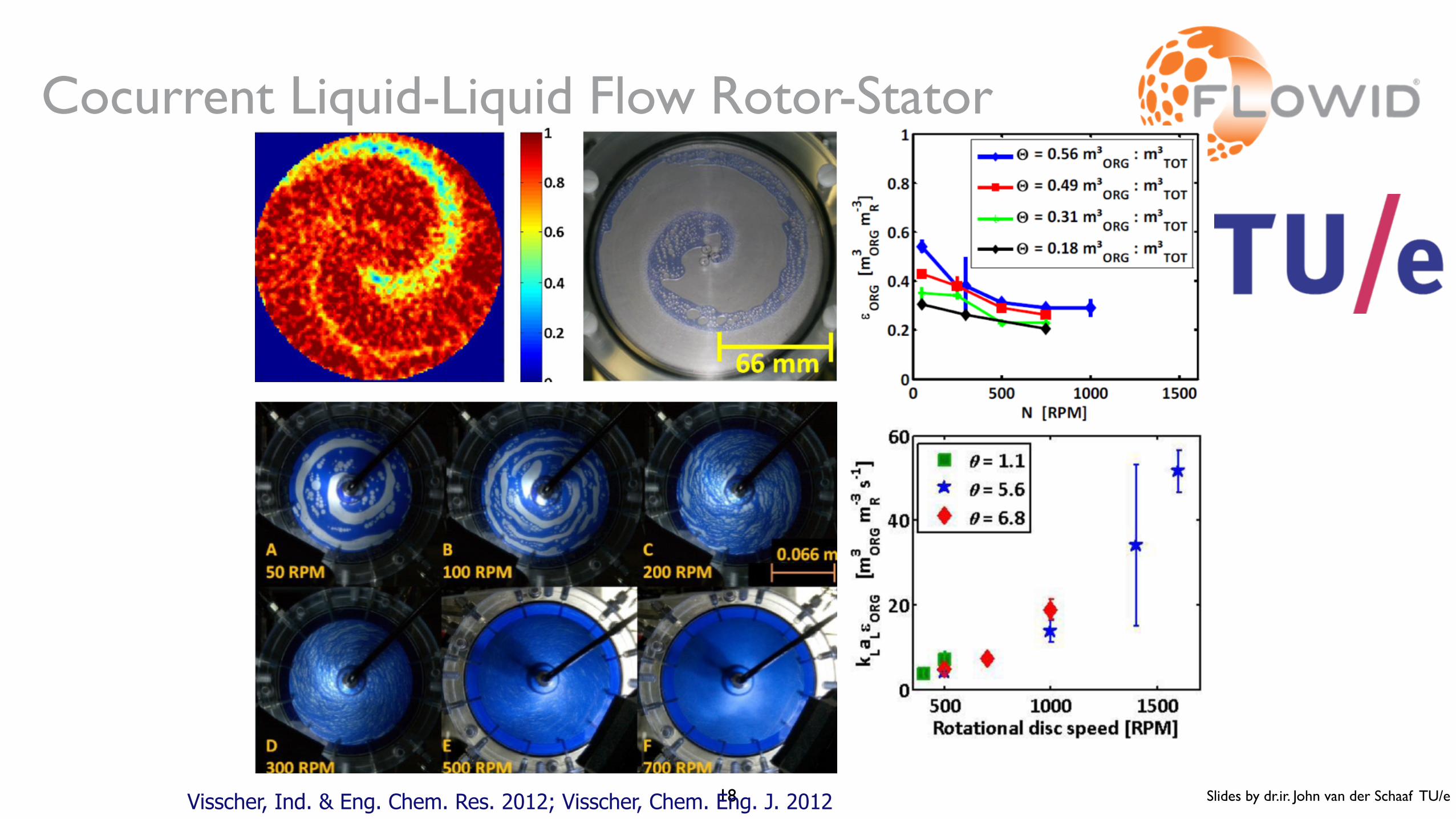
Cocurrent Liquid-Liquid Flow Rotor-Stator
18Visscher, Ind. & Eng. Chem. Res. 2012; Visscher, Chem. Eng. J. 2012 Slides by dr.ir. John van der Schaaf TU/e

Rotor-Rotor Spinning Disc Extractor
19 Slides by dr.ir. John van der Schaaf TU/e

Multiple contacting stages
20 Slides by dr.ir. John van der Schaaf TU/e
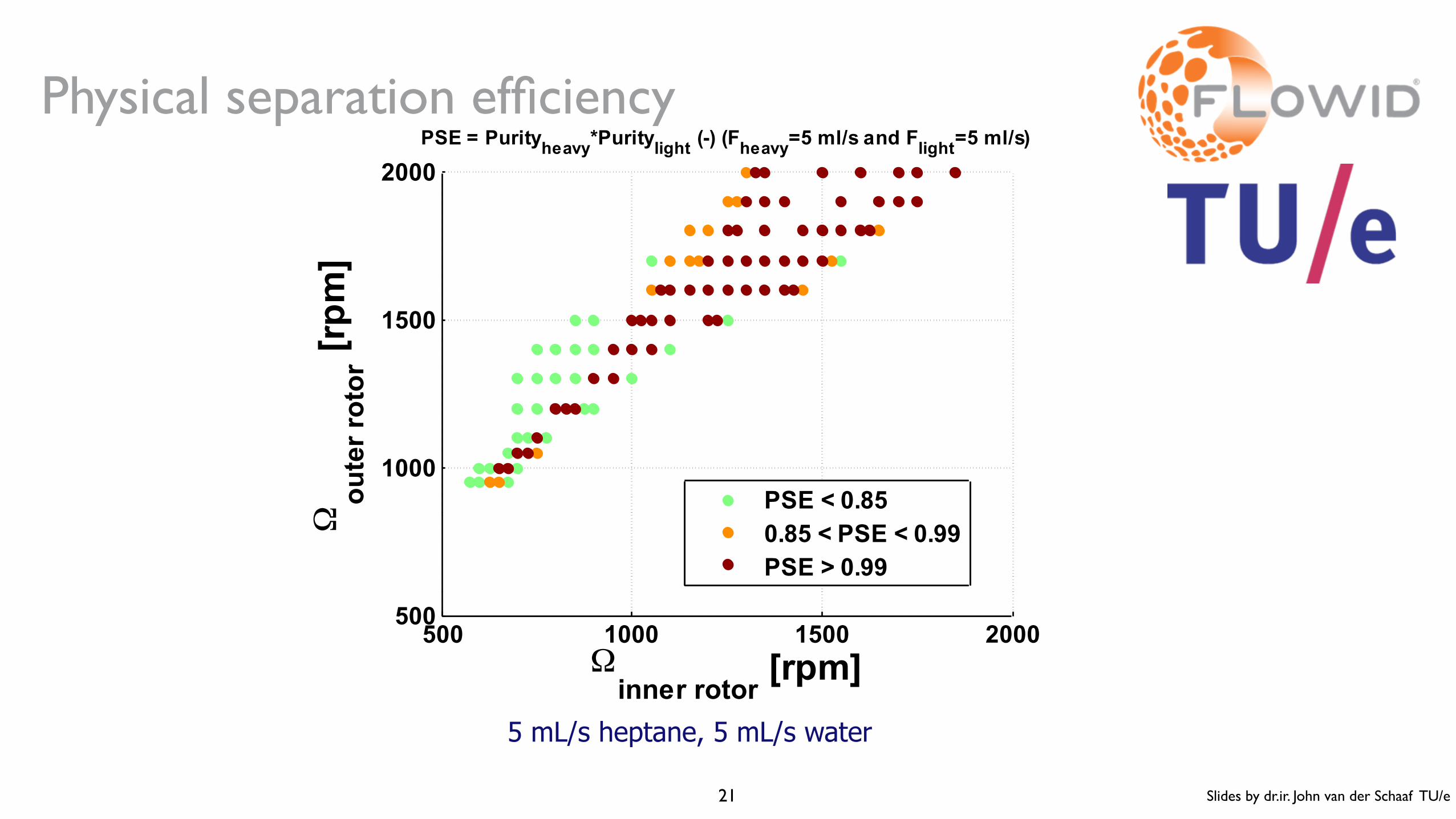
Physical separation efficiency
21
5 mL/s heptane, 5 mL/s water
500 1000 1500 2000500
1000
1500
2000
PSE = Purityheavy*Puritylight (-) (Fheavy=5 ml/s and Flight=5 ml/s)
Ωinner rotor
[rpm]
Ωou
ter
roto
r [rpm
]
PSE < 0.850.85 < PSE < 0.99PSE > 0.99
Slides by dr.ir. John van der Schaaf TU/e

Physical separation efficiency
22
5 mL/s heptane, 5 mL/s water
500 1000 1500 2000500
1000
1500
2000
PSE = Purityheavy*Puritylight (-) (Fheavy=5 ml/s and Flight=5 ml/s)
Ωinner rotor
[rpm]
Ωou
ter
roto
r [rpm
]
PSE < 0.850.85 < PSE < 0.99PSE > 0.99
Slides by dr.ir. John van der Schaaf TU/e

500 1000 1500 2000500
1000
1500
2000
PSE = Purityheavy*Puritylight (-) (Fheavy=5 ml/s and Flight=5 ml/s)
Ωinner rotor
[rpm]
Ωou
ter
roto
r [rpm
]
PSE < 0.850.85 < PSE < 0.99PSE > 0.99
Physical separation efficiency
23
5 mL/s heptane, 5 mL/s water
6 mL/s, 6 mL/s
10 mL/s, 10 mL/s
Slides by dr.ir. John van der Schaaf TU/e

Extraction efficiency: kLa
24
water
heptane
30 mol/m3
0 mol/m3
UV/VIS measurement
UV/VIS measurement

Extraction efficiency: kLa
25
0 10 20 30 40 50 600
5
10
15
20
25
30
Concentration in heptane, mol m-3
Conc
entra
tion
in w
ater
, mol
m-3
Flight=5 ml/s ; Fheavy=5 ml/s ; Outer rotor =2000 rpm; Inner rotor=1350 rpm ; klal=0.7 1/s)
Equilibrium-lineModel-predictionInitial concentrationStage 1: (CORG
1 ,CAQ2 )
Stage 2:(CORG3 ,CAQ
4 )
Stage 3: (CORG5 ,CAQ
6 )SS-concentrations (measured)

Extraction efficiency: kLa
26
5 mL/s heptane, 5 mL/s water, 0-50 g/L benzoic acid in heptane
500 1000 1500 2000500
1000
1500
2000
PSE = Purityheavy*Puritylight (-) (Fheavy=5 ml/s and Flight=5 ml/s)
Ωinner rotor
[rpm]
Ωou
ter
roto
r [rpm
]
PSE < 0.850.85 < PSE < 0.99PSE > 0.99
0.05 1/s
0.35 1/s 0.7 1/s
0.1 1/s
0.13 1/s
Slides by dr.ir. John van der Schaaf TU/e

Extractor
Chemical Production Process
27
Reactor
Evaporation Crystallizer
A(S)
B(g)
A(S), C(S), D(S)
D(E)
C(E), D(E)
E
C(s)
E
Crystallizer
D(s)
C(E), D(E)
A(S) + B(g) ----> C(S)
C(S) + B(g) ----> D(S)Slides by dr.ir. John van der Schaaf TU/e

Multifunctionality
28 Slides by dr.ir. John van der Schaaf TU/e
29
Opportunities for Spinning Disc Technology
Small, Safe, VersatileIntensification of all unit operationsLow CAPEX, High ROI Low Risk 2 Marco
Opportunities for SpinPro Technology
Slides by dr.ir. John van der Schaaf TU/e

Flowid Products & Services
FlowFlex
Automated modular platform SpinPro Reactor
Continuous Reactor based on patented Spinning Disc Technology
SpinPro ExtractorCounter current Extractor based on patented Spinning Disc Technology
Process Development & TestingFully to customers specs, testing in house possible on lab and pilot scale
30

FlowFlex

Spinning Disk ReactorCon2nuous Reactors
Metric tons/DayFast chemistry
Extremely inert material
High heat transferMulti-stage reactions
Metric tons/DayFast ChemistryExtreme mixing efficiencyHandles gas/liquid/solids
Multi-stage reactions
“Lab to Manufacture” Platforms

Production ScaleSpinning Disk ReactorCon2nuous Reactors
flowid®

Production ScaleSpinning Disk ReactorCon2nuous Reactors
fast and predictable scale up to the most suitable platform
•Multiple modules on one platform•One user interface•Data logging•Available as a service or purchase

F&F Process Development Platform
3 liquid inlets
- Highly viscous
- Highly volatile
- Small acid stream
Development time of new products reduced from 6 months to 6 weeks

Pharma Development Platform
Engineering and construction of set-up that can produce micro-particles.

EmulTech Infinity is engineered and built
37

FlowFlex With SpinPro R300
Control panel
Pumps
Flow controllers
SpinPro Reactor
38

Chimex
Control panel
ART reactor
Pumps
Flow controllers
ATEX
39

SpinPro Reactor
40

41

SpinPro Reactor
42
Easy to cleanEasy to assemble and inspectEasy to re-machine the surfacesEasy to scale to R1000
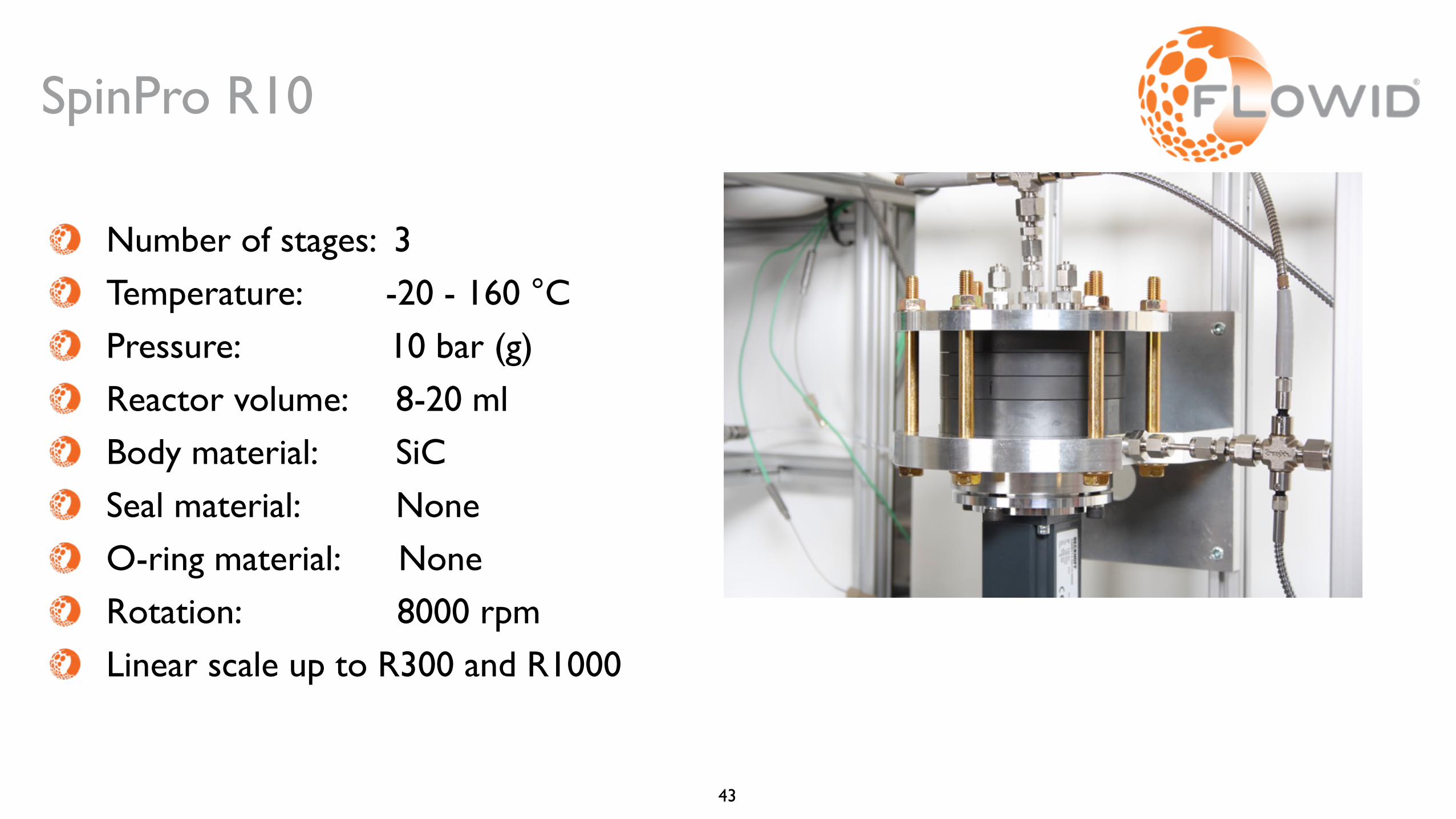
SpinPro R10
43
Number of stages: 3
Temperature: -20 - 160 °C
Pressure: 10 bar (g)
Reactor volume: 8-20 ml
Body material: SiC
Seal material: None
O-ring material: None
Rotation: 8000 rpm
Linear scale up to R300 and R1000

SpinPro R300
44
Number of stages: 3
Temperature: -20 - 160 °C
Pressure: 10 bar (g)
Flowrate: up to 600 l/hr
Reactor volume: 135/230 ml
Body material: SS316 / Hastelloy C
Seal material: PTFE
O-ring material: FFKM
Rotation: 3000 rpm
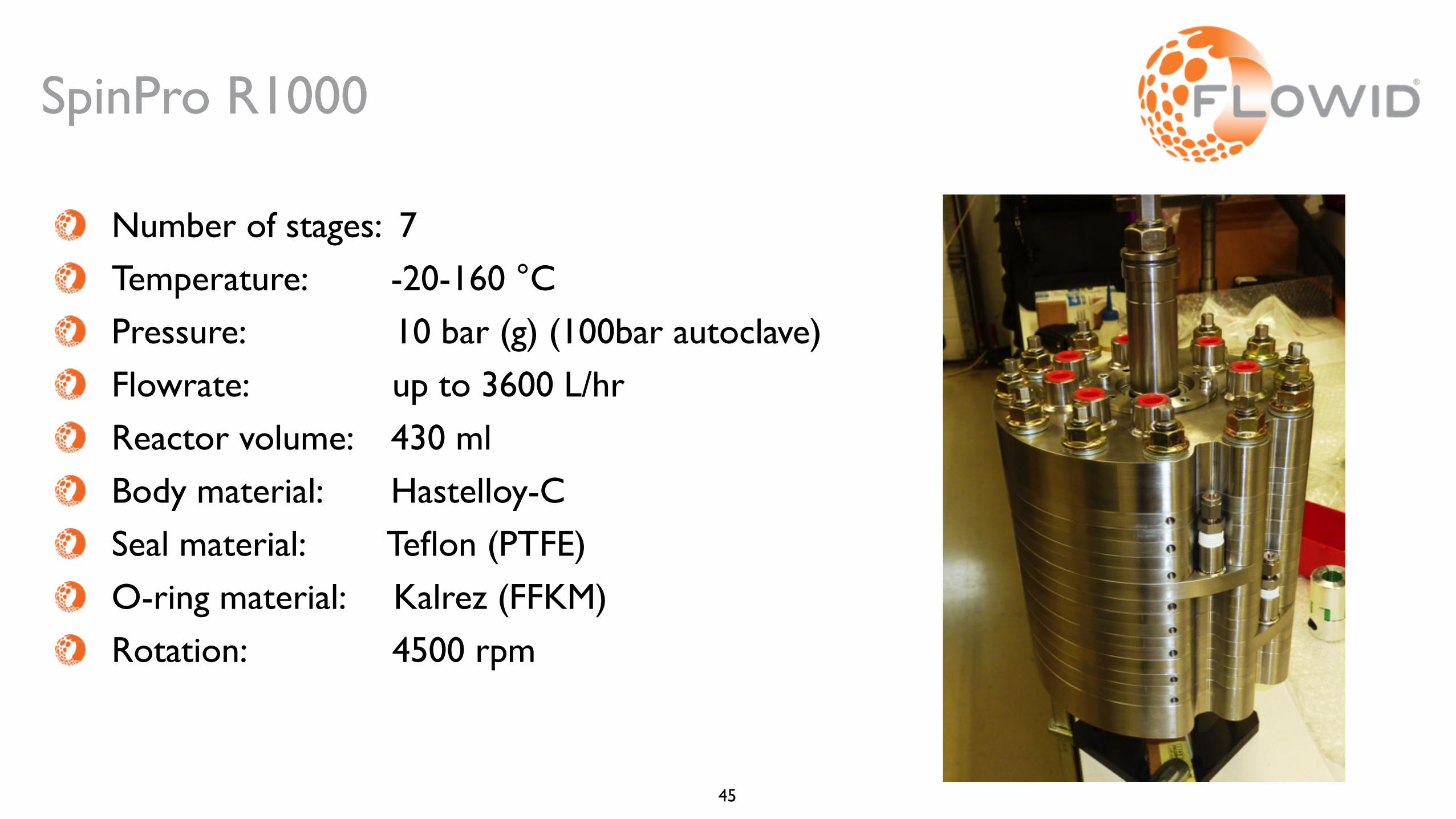
SpinPro R1000
45
Number of stages: 7
Temperature: -20-160 °C
Pressure: 10 bar (g) (100bar autoclave)
Flowrate: up to 3600 L/hr
Reactor volume: 430 ml
Body material: Hastelloy-C
Seal material: Teflon (PTFE)
O-ring material: Kalrez (FFKM)
Rotation: 4500 rpm

46
47

48

49

51
Pilot Production FacilitiesSpinPro Reactor & Extractor, up to a liter a second at maximum of 100 Bar, 180°C, 24/7

Factory Continuous Style
52
Batch vessel SpinPro
Production 25 ton/day 25 ton/day
# Reactors 1 3
Reaction volume 50.000 liter 0,9 liter
Residence time 8 hours 3 seconds
Temperature 85°C 195°C
Pressure 1 bar 12 bar
Energy usage estimate 4MW -0,3MW
Product Concentration 47 wt% 59wt% (max)

Added value simplified examples: Yield
53
Different plants:
Dedicated, steady state adds few percent
Multipurpose, 5%, 10%, 25%
Results of 3% more yield:
3% less raw materials
Less waste and processing
20% more margin
Yield adds directly to bottom line profit
Configuration 0% 3%Product price [€/kg] 100% €20,00 €20,00Raw material 50% €10,00 €9,70Production cost 20% €4,00 €3,90Downstream -0,05Less chemical waste -0,05Overhead 20% €4,00 €4,00Margin 10% €2,00 €2,40
Yearly Production [ton] 1000Yearly Benefit €400.000
Logistics, Energy, Decentralization

Added value simplified examples: Safety
Safety benefits:
Less complex safety systems
Lower risk profile
Less people in operator crew allowed
54
Configuration Batch Continuous DeltaCAPEX [k€] 900 300 600Reactor 150 150Safety systems 750 150OPEX [k€/Y] 750 300 450Operator crew 5 2Shifts 3 3k€/y/fte 50 50
2013 April 18th, Texas fertilizer plant explosion
2013 May 4th, Derailment Wetteren

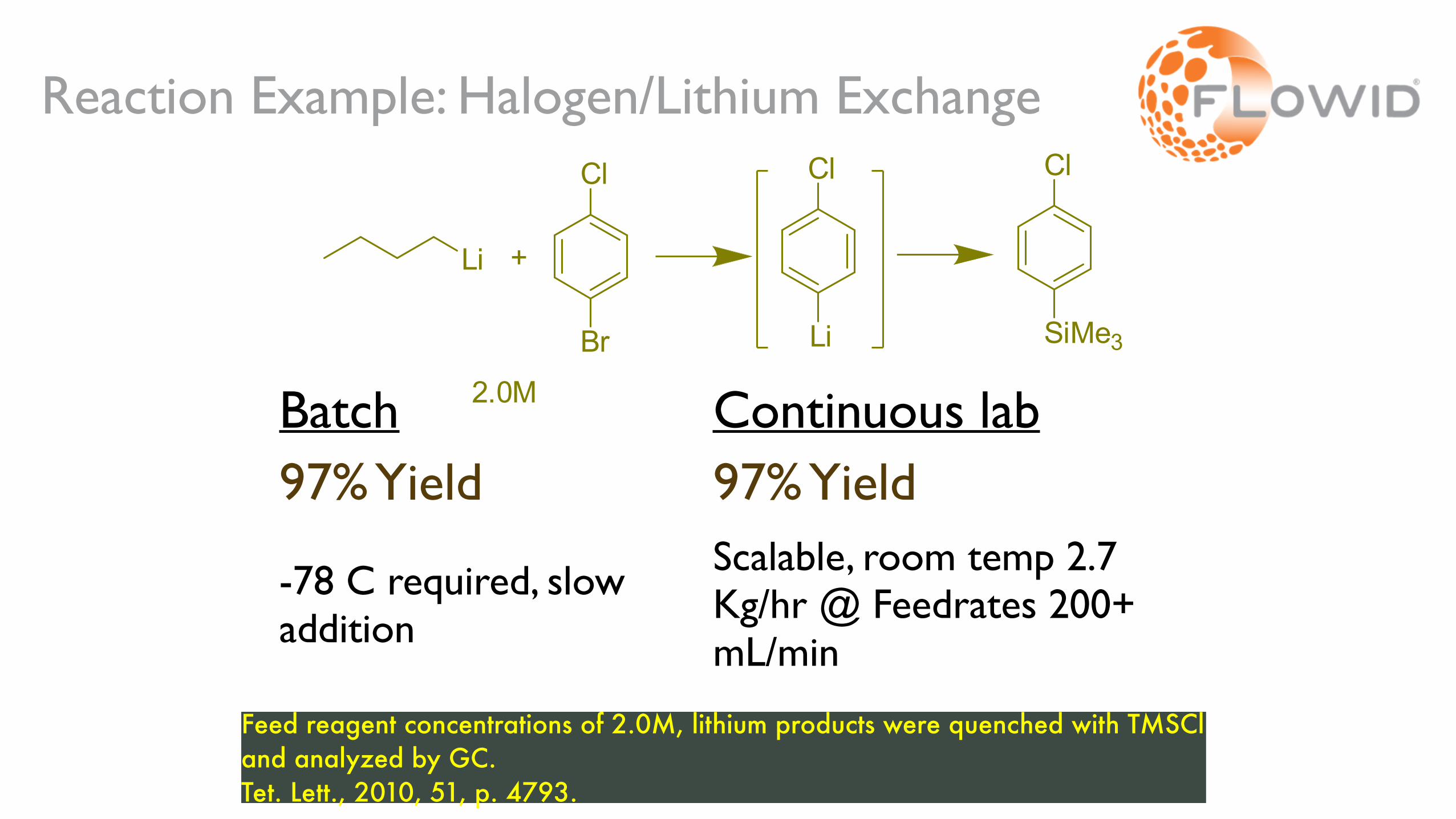
Reaction Example: Halogen/Lithium Exchange
Batch
Reaction Example: Halogen/Lithium Exchange
56
Batch Continuous lab97% Yield 97% Yield
-78 C required, slow addition
Scalable, room temp 2.7 Kg/hr @ Feedrates 200+ mL/min
Feed reagent concentrations of 2.0M, lithium products were quenched with TMSCl and analyzed by GC. Tet. Lett., 2010, 51, p. 4793.
Cl
SiMe3
Cl
Br
Li
2.0M
+
Cl
Li

Lab to Manufacture Scalability
Tet. Lett., 2010, 51, p. 4793.
15 mL experiments
97.5% 1.1 eq BuLi200 uM gap and 5500 rpm on a 2.5"disk
100 kg finished API/day 97% 1.1 eq BuLi1mm gap and 2500 rpm on a 6" disk

Set-up production scale Component BBuLi
Quench
Reaction and quench in one system
V = 135 ml. 45 ml per disc
Flow at 100 LPH

Batch reactor
The SpinPro allows for safe operation at high temperaturesArrhenius law: higher temperature equals a higher production rate
SpinPro reactor
Reaction Example: Halogen/Lithium Exchange
