handling powdersand bulk solids
TRANSCRIPT
HANDLING POWDERS AND BULK SOLIDS
HANDLING POWDERS AND BULK SOLIDS
eHANDBOOK
TABLE OF CONTENTSTaking a Powder (From Place to Place) 3
Powders and bulk solids are tricky to transport, but there are
plenty of alternatives for challenging applications.
A Sticky Situation: Metal Separation at a Sugar Cane Refinery 7
Magnetic Separation for Food Processing 10
Pneumatic Equipment Allows Toll Blender to Adapt to Changing Market 13
Material Master Power-Fill Bulk Bag & Gaylord Filling System 16
AD INDEXHosokawa • www.hmicronpowder.com 6
Industrial Magnetics • www.magnetics.com 9
Bunting • www.buntingmagnetics.com 12
Vac-U-Max • www.vac-u-max.com 15
Material Transfer • www.materialtransfer.com 18
eHANDBOOK: Handling Powders and Bulk Solids 2
www.FoodProcessing.com

Powders are among the most chal-
lenging substances to work with in
food & beverage plants. One of the
biggest challenges is getting them where
they’re supposed to go.
Conveyors that move powders and bulk
solids around need to accommodate a
variety of handling requirements. Powders
can be sticky, can agglomerate and can
denature if exposed to excessive heat or
moisture. Parameters including distance,
path and required throughput can all affect
powder conveying.
Several basic options, with different opera-
tional principles, are available for conveying
powder. In some applications, the method
will be dictated by the characteristics of the
material; in others, several options will be
available, and users will have to prioritize
based on their relative advantages.
The most common type of powder con-
veying is pneumatic, where pressurized air
either blows the material through a tube or
a vacuum draws it through. There are two
basic types of pneumatic conveying: dilute-
phase and dense-phase.
Dilute-phase conveying basically means
suspending powder in a continuous stream
of air. It’s most suitable for low-density
materials that are not abrasive, heat-sen-
sitive or fragile and that need to move at
a high rate; to make dilute-phase convey-
ing work requires an airstream of between
5,000 and 8,000 feet per minute.
Taking a Powder (From Place to Place)Powders and bulk solids are tricky to transport, but there are plenty of alternatives for challenging applications.
By Food Processing
eHANDBOOK: Handling Powders and Bulk Solids 3
www.FoodProcessing.com

It’s versatile enough to discharge powder
from any kind of container, notes David
Kennedy, business development manager at
Vac-U-Max (www.vac-u-max.com). Dilute-
phase conveying is preferred when an
application has multiple pickup points for
ingredients, such as a blended powder.
In dense-phase conveying, by contrast, the
material is moved along by air but is not
suspended in the airstream. It uses less air
pressure and moves product more slowly,
making it suitable for dense but friable or
otherwise fragile material like sugar.
Because it uses higher vacuum levels, it
draws more power, needs heavier and
sturdier steel walls and other fabrication
aspects, and is more prone to leaking. An
in-between option is semi-dense-phase
conveying, which uses a medium-velocity
airstream in which part of the material is
suspended. It’s suitable for abrasive or fria-
ble materials.
Another basic distinction with pneumatic
conveyors is how product will be propelled:
pushed with positive pressure at or near the
intake point, or pulled by a vacuum at the
discharge end.
Positive-pressure conveying is better to
handle applications with high volumes
(above 25,000 lbs. per hour) and long dis-
tances (more than 250 ft.), especially if the
product has to be discharged at multiple
points. It’s the best option when intake has
to be done from a massive container like a
silo or railcar, Kennedy notes.
It can be problematic for heat-sensitive
material, due to the heat generated by the
blower, although Kennedy says this can
be ameliorated with a heat exchanger. For
intake from open-top containers like bags
and totes, vacuum systems that use wands
are probably better.
Modular construction is something end
users should look for if they’re concerned
about cleanability, says Rafael Navarro,
president of Volkmann Inc. (www.volkman-
nusa.com).
“One common challenge among conveying
system specifiers is cleanability,” Navarro
says. “Our conveying systems are modular
and can be disassembled without any tools
for quick, complete access to the interior
for cleaning.”
Tubular conveyors, of various types, can carry powder around tortuous paths and can accept ingredients midstream. Photo: Flexicon
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 4
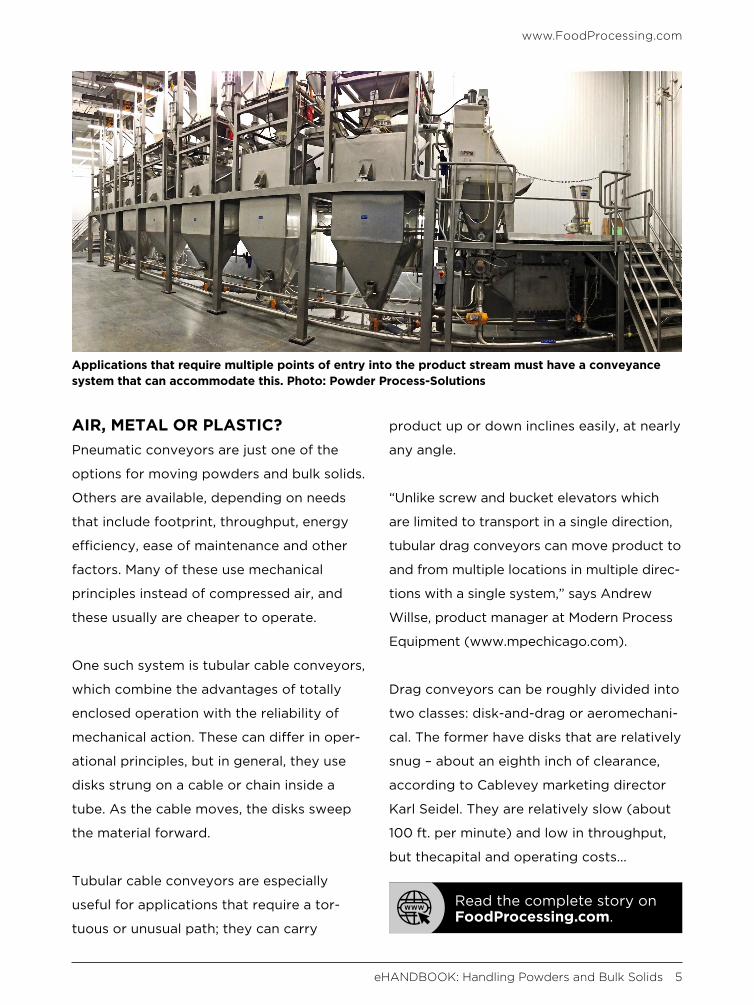
AIR, METAL OR PLASTIC? Pneumatic conveyors are just one of the
options for moving powders and bulk solids.
Others are available, depending on needs
that include footprint, throughput, energy
efficiency, ease of maintenance and other
factors. Many of these use mechanical
principles instead of compressed air, and
these usually are cheaper to operate.
One such system is tubular cable conveyors,
which combine the advantages of totally
enclosed operation with the reliability of
mechanical action. These can differ in oper-
ational principles, but in general, they use
disks strung on a cable or chain inside a
tube. As the cable moves, the disks sweep
the material forward.
Tubular cable conveyors are especially
useful for applications that require a tor-
tuous or unusual path; they can carry
product up or down inclines easily, at nearly
any angle.
“Unlike screw and bucket elevators which
are limited to transport in a single direction,
tubular drag conveyors can move product to
and from multiple locations in multiple direc-
tions with a single system,” says Andrew
Willse, product manager at Modern Process
Equipment (www.mpechicago.com).
Drag conveyors can be roughly divided into
two classes: disk-and-drag or aeromechani-
cal. The former have disks that are relatively
snug – about an eighth inch of clearance,
according to Cablevey marketing director
Karl Seidel. They are relatively slow (about
100 ft. per minute) and low in throughput,
but thecapital and operating costs...
Read the complete story on FoodProcessing.com.
Applications that require multiple points of entry into the product stream must have a conveyance system that can accommodate this. Photo: Powder Process-Solutions
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 5
PROBLEM: CANDY COATED MAGNETIC TUBES Due to high humidity and the adhesive
nature of sugar, the customer’s existing
magnets were incapable of providing
ferrous metal capture or processing
equipment protection. Magnetic tubes,
which were supposed to capture
contaminants, were instead coated in sugar
and, as a result, when cleaning occurred
by actuating tubes through stripper seals,
the seals were cracking and falling into
the “pure” product stream. Additional
contaminants were simply “washed
off” the tubes because of the weakness
created by the sugarcoating and air gap.
IMI demonstrated the mechanical advantages
of IMI’s unit side-by-side versus their current
housing; the IMI unit pull-tested stronger, with
nearly 40% more holding power.
SOLUTION: THE OX® DRAWER-IN-HOUSING MAGNETIC SEPARATOR The Ox® was designed specifically for
use in this environment, to combat
external elements in processing facilities,
including ambient temperature and
humidity as well as material contents
causing application challenges such as
bridging, abrasion, corrosion, and galling.
UNIT FEATURES:
• Powerful UHI-55® Rare Earth 55 MGOe cir-
cuit for fine particle separation – the most
powerful circuit in the industry
• Hydex® wiper seals – ideal for applications
where product tends to stick on tubes
A Sticky Situation: Metal Separation at a Sugar Cane RefineryBy Industrial Magnetics Inc.
eHANDBOOK: Handling Powders and Bulk Solids 7
www.FoodProcessing.com
• Welded stainless steel construction
for long, non-corrosive life in environ-
ments that typically involve salty air
from seaports
• Nedox® coating to eliminate galling, coat-
ing of tubes and corrosion
• Rear access door to aid in accessing the
back of the housing for cleaning or main-
tenance purposes
• De-Sta-Co clamps for ease of open-
ing and closing unit for cleaning
and inspection
• Compression springs to initiate move-
ment of the stripper plate for cleaning
and ensure that contaminated product
does not fall back into the pure stream
when the cleaning phase is actuated.
RESULTS:• Purity of product goals were achieved
due to higher metal contamina-
tion capture
• Downtime to replace seals and other
spare parts was eliminated
• Elimination of non-value added time
caused by having to inspect downstream
product for seals.
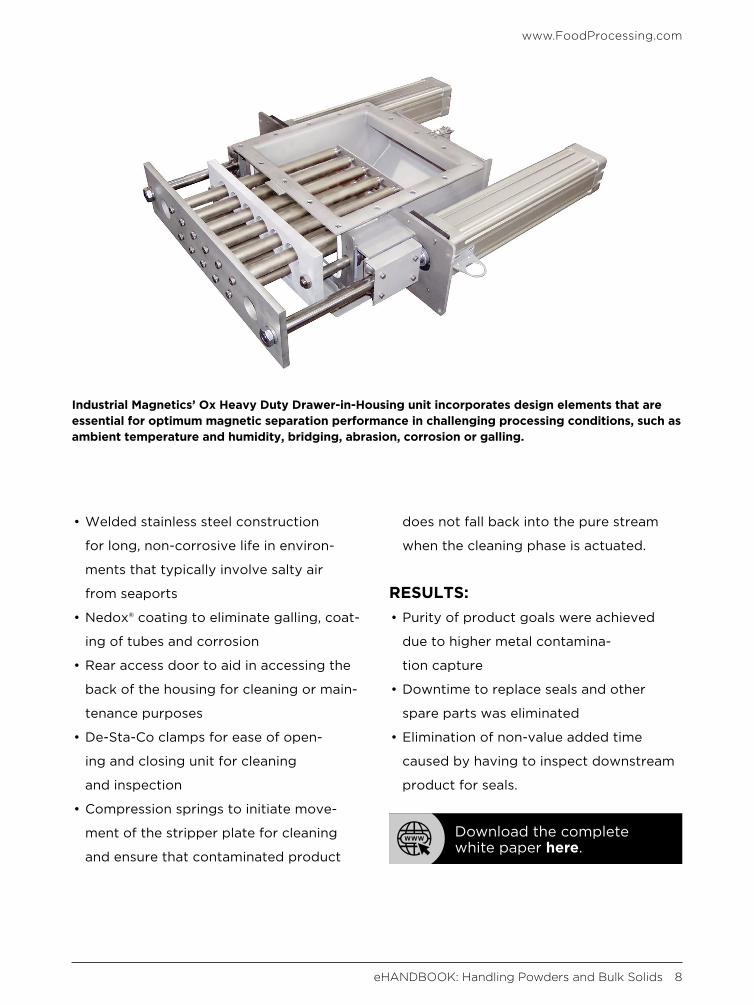
Industrial Magnetics’ Ox Heavy Duty Drawer-in-Housing unit incorporates design elements that are essential for optimum magnetic separation performance in challenging processing conditions, such as ambient temperature and humidity, bridging, abrasion, corrosion or galling.
Download the complete white paper here.
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 8

INDUSTRIAL MAGNETICS, INC.231.582.3100 • 888.582.0821 • www.magnetics.com
Best-in-class industrial grade magnetic metal separators. Designed for your process application and built to last.
STRENGTHAND ENDURANCE.
KEEPS WORKING WHEN THE OTHERS HAVE GIVEN UP.
LESS• Maintenance Costs
• Plant Downtime
• Headaches
MORE• Captured Metal
• Product Purity
• Equipment Protection
• Employee Safety
• Plant Uptime
HACCP International Certified and USDA AMS Accepted Equipment
Our Sanitary Grade Rare Earth Magnetic Tubes are certified by HACCP International for direct contact with food product as well as USDA AMS
accepted Dairy, Meat and Poultry magnetic separator processing equipment.
There are many different products
and industries that are all grouped
together under the label of food
processing. Examples include grains, liq-
uids, meats, food additives, flour, spices, pet
food, and more. When handling consumable
products, it is of the utmost importance
to ensure that all end products are free of
metal contamination.
Should metal contamination be allowed to
remain in a food product, the integrity of
the product is compromised and product
purity greatly suffers. For consumer prod-
ucts, this puts customers at risk of being
harmed. Additionally, a brand’s reputation
can be severely damaged if the brand is dis-
covered to be distributing products with a
high rate of contamination.
Metal contamination is also well known to
cause significant, costly damage to other
equipment within a facility. For these rea-
sons, it is of extreme importance that metal
contamination is removed from material in
a processing line before it is sent out as a
final product.
Magnetic separation is an excellent way to
combat ferrous metal contamination within
food products. By using powerful magnetic
equipment, ferrous metal contamination is
effectively removed from a processing line
and prevented from re-entering the product
flow. Magnetic separation is cost-effective,
reliable, low-maintenance and does not dis-
turb or disrupt the greater manufacturing
process. For these reasons, it is strongly
recommended that food processors
Magnetic Separation for Food ProcessingBy Bunting
eHANDBOOK: Handling Powders and Bulk Solids 10
www.FoodProcessing.com
install magnetic separation equipment in
their facilities.
HOW METAL CONTAMINATION ENTERS PRODUCT Within a processing system, there
are multiple different points at which
metal contamination can enter.
At the beginning of the process, metal
contamination can enter a processing
system as raw material enters the process-
ing facility. When raw material arrives at a
processing facility, it may be contaminated
with metal ranging from nearly invisible
metal shavings or particles to larger, more
visible contamination such as stray bolts
and pieces of scrap metal.
Within the processing system itself, metal
contamination can enter the system as
the processing equipment within the facil-
ity experiences wear and degradation
over time.
Metal contamination results in a domino
effect — as pieces of metal come into
contact with equipment downstream, met-
al-on-metal wear creates damage that
leads to more metal entering the system.
This pattern continues indefinitely as long
as metal contamination is not removed,
and results in immensely costly damage
to equipment and, as a result, even more
costly downtime.
Magnetic separators are frequently rec-
ommended for installation in facilities
because they are simple and efficient. By
using powerful magnetic fields, they are
able to remove ferrous metal contamina-
tion of all shapes and sizes from processing
lines without disrupting the greater flow
of operations.
Magnetic separators work best when
installed at various critical points within
a facility, so that equipment degrada-
tion can be caught and identified at the
source. Magnetic separators should also
be paired with metal detectors, which are
capable of detecting and removing ferrous
metals as well as non-ferrous and stainless
steel metal, so that the processing facility
achieves fully comprehensive protection
against metal contamination.
HOW MAGNETIC SEPARATORS WORK Magnetic separators utilize powerful
magnets in order to effectively remove
ferrous metal contamination from product
flow within a processing line. This protects
processing equipment downstream
of where the magnetic separators
are located and allows processors to
ensure a high purity end product...
Download the complete white paper here.
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 11

HFS Pneumatic Self-Cleaning
HFS Manual Self-Cleaning
Simple. Powerful. Effective.
All of Bunting’s HF Series Drawer Magnets are equipped with our most powerful NUHI™ Neo Ultra High Intensity Cartridge Magnets for maximum magnetic metal removal.
• Powerful rare earth magnets achieve optimum metal removal. • Multiple trays provide increased contact with product flow for more complete metal capture. • Manual self-cleaning option ensures each magnetic cartridge is fully wiped clean and prevents captured metal from re-entering the housings—all while cutting down on labor time. • Pneumatic Self-Cleaning HF Series Drawer Magnets are ideal for installation in hard-to-reach locations, operating easily with the touch of a remote switch.
800.835.2526 or 316-284-2020 [email protected]
BUNTINGMAGNETICS.COM
Booth #5917
Often when processors face capi-
tal expenditures to purchase new
equipment in order to adapt to
industry changes or increased production
demands, they turn to toll processors to help
lighten the production and financial load.
However, when toll processors are con-
fronted with industry changes, they are in a
unique position of having to adapt in order
to continue servicing their clients, which is
what Package Kare Inc. faced when industry
began phasing out the use of fiber drums
for transporting bulk powders and replac-
ing them with more economical paper and
bulk bags.
“Our customers started asking if we could
handle bags,” says Casey Muench, president
of Package Kare Inc., a premier toll proces-
sor specializing in formulating, blending and
surface treating of powders such as tita-
nium dioxide, zinc oxide and other common
industry powders.
Many of the company’s clients rely on the
toll manufacturer as an extension of their
processing facility since it uses the same
exclusive blending and formulating technol-
ogy they have in their plant. This exclusive
technology produces a precise uniform
blend needed in the chemical, cosmetic,
nutraceutical, personal care and food and
beverage industries.
“Some of our clients that need this tech-
nology only do a couple runs of product
per year and can’t justify purchasing a new
machine,” says Muench.
Although blenders and formulators are
typically difficult to load and access, the
Pneumatic Equipment Allows Toll Blender to Adapt to Changing MarketBy Vac-U-Max
eHANDBOOK: Handling Powders and Bulk Solids 13
www.FoodProcessing.com
company utilizes a Gemcomatic that allows
it to easily dump drums directly into the
blender without product or fugitive dust
escaping. Because the company’s pri-
mary method to load the blender was with
drums, it developed a repack procedure to
accommodate bags while it searched for a
more efficient solution.
“We manually had to put eight or so bags
into these drums. That increased labor by 16
hours and required us to spend an additional
$600 on drums. It also created a lot of dust
in the repack room, so we called Vac-U-Max
and told them of our dilemma,” she says.
Specializing in the design and manufac-
ture of pneumatic systems and support
equipment for the conveying, weighing and
batching of dry materials, Vac-U-Max has a
unique adaptation of vacuum transfer called
“direct charge blender loading,” designed
specifically for the direct charge loading of
blenders, mixers, reactors and any vessel
capable of withstanding a vacuum.
With a facility’s blender or mixer as the pri-
mary receiver, the conveyor manufacturer
configures systems specific to each appli-
cation, providing the power source, filters,
controls and adapters.
Power options include vacuum pump pack-
ages from 3hp and higher as well as the
company’s exclusive venturi power unit
available in single to quadruple venturi
versions. Direct charge blender loading sys-
tems standardly convey up to 7,000 pounds
per hour and when they exceed that rate,
systems are equipped with increased levels
of automation.
“Our system is equipped with a bag dump
station and a floor standing blender loader
that captures carry-over,” says Muench.
The bag dump station is designed to handle
25kg bags, pails and cartons. Now, rather
than two additional days of labor to trans-
fer product from bags to fiber drums, an
operator now slices the entire length of the
bag, flips it over and dumps the powder
into the station. From the station, powder
flows by gravity to the vacuum pick-up
point on the bottom of the bag dump sta-
tion and discharges directly into the blender
or formulator.
Vac-U-Max bag dump stations generally
include an integral dust collector, however
Package Kare chose to utilize its existing
dust collector with ducting that connects to
the back of the station.
Since the conveyor manufacturer config-
ures systems specific to each application
with standard equipment, direct charge
blender...
Download the complete white paper here.
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 14

69 WILLIAM STREET • BELLEVILLE, NJ 07109 • www.vac-u-max.com • [email protected] • (800) VAC-U-MAX
Maximizing Automation, Compliance & Productivity. Guaranteed.
Let us solve your bulk material handling and industrial vacuum cleaning needs,
challenges & requirements for compliance. Perfecting powder and granular bulk material handling processes, while maximizing safety and compliance, with airtight “Performance GuaranteesTM”
Bulk Bag Load / Unload
Bulk Material Handling • Industrial Vacuum Cleaning
Bag Dump Stations w/ LoadLifterTM
ActivatorTM Bulk Bag Unloading System
Visit vac-u-max.com and fill out RFQ or call
(800) VAC-U-MAX.
Food_Processing_7.875x10.5-for_eHandbook-Oct2021.indd 1Food_Processing_7.875x10.5-for_eHandbook-Oct2021.indd 1 9/7/2021 10:33:16 AM9/7/2021 10:33:16 AM
THE APPLICATION In January 2020, Material Transfer was
approached by a leading food processing
company for help with a gaylord filling
application for wheat flour. The company
was looking for a high-quality solution
that could achieve a throughput of 10,000
lb. per hour through a single diverter
valve, with a maximum gaylord filling
cycle time of 205 seconds per gaylord.
With more than 30 years’ experience build-
ing custom equipment for dry powders
and bulk solids, MTS developed an auto-
mated gaylord filling solution to achieve
this throughput, while prioritizing operator
safety, ergonomics and ease of use in the
equipment design.
CUSTOM DESIGNED SOLUTION The custom designed unit is a stationary
design for indoor use. The equipment
incorporates a structural carbon
steel main frame with 304 stainless
steel product contact surfaces. The
column frame design features a
cantilevered fill head and Power-Lift™
hydraulic fill head height adjustment
system for maximum filling efficiency
and reduced operator fatigue.
The fill carriage lowers to a programmed
operator height, where an operator will
position a pallet and gaylord, gather the
gaylord liner, position it over the spout seal
system to inflate the fill spout seal and start
the auto fill sequence.
The gaylord liner is expanded via an electric
bag inflation system to eliminate creases
and void spaces in the liner to achieve max-
imum product fill volume.
Material Master Power-Fill Bulk Bag & Gaylord Filling SystemBy Material Transfer & Storage
eHANDBOOK: Handling Powders and Bulk Solids 16
www.FoodProcessing.com

With the liner inflated, the fill carriage auto-
matically positions itself for gaylord box
filling and sends a signal to open the cus-
tomer’s existing fill valve. As product begins
to fill into the gaylord box, the gain-in-
weight scale system monitors the gaylord
weight for accurate filling. Upon reaching
a pre-determined weight set point, a signal
is sent to shift the existing fill valve to an
intermediate dribble position.
When the programmed fill set-point is
reached, the existing fill valve will close to
halt material flow. After the fill cycle has
completed, the inflatable spout seal will
deflate, the fill head will raise and the filled
gaylord box will be manually removed
via forklift.
The system is controlled by an Allen-Brad-
ley CompactLogix PLC with a 10-in. color
HMI display, which is remote mounted in
a custom enclosure pedestal for the filling
system. MTS’ proprietary automation soft-
ware allows quick access to recipes and fill
set point control of an optional fill valve.
The PanelView system features operator
prompting, weight display during fill cycle,
as well as manual/maintenance mode con-
trols and Ethernet communication protocol
for reduced labor cost, improved safety and
efficiency, and consistent filling results.
The system provides safe, efficient and
dust-free filling of both gaylords and
bulk bags, while allowing flexibility for
future process changes. Units are custom
designed for your application require-
ments and can include powered in-feed and
out-feed conveyors, check scales, pallet dis-
pensers or slip sheet dispensers.
THE SOLUTION PROVIDER Headquartered in Allegan, MI, Material
Transfer & Storage (MTS) is an industry
leader in the custom design and
manufacture of bulk bag, container and
drum filling, conditioning and discharging
systems for dry powders and bulk solids.
For more than 30 years, MTS has been
guided by the principle of building prod-
ucts the way they should be built: robust
in design, elegant in operation, simple to
use and easy to maintain. MTS designs,
builds and tests each system to the cus-
tomer’s unique specifications to ensure
efficient start-up, easy operation and
user satisfaction.
MTS continues its commitment to cus-
tomers by offering services including
operator training, equipment evaluations,
service contracts and remote equipment
monitoring. For more information, visit
www.materialtransfer.com or contact
269-673-2125.
Download the complete white paper here.
www.FoodProcessing.com
eHANDBOOK: Handling Powders and Bulk Solids 17

Contact our customization experts to explore how our systems can improve safety, performance and efficiency in your operations.
269.673.2125 | MaterialTransfer.com
Finding the Better Way
Experience our products online to get inspired!
269.673.2125 | MaterialTransfer.com
Our new brand reinforces what customers value most: the ability of our customization experts to quickly shape product visions that will transform your operations.
Begin your journey to find a better way by experiencing our redesigned website. Interact with our products, explore
key product features, and access the resources and expertise you need to get started today.
Inspiring a Better Way