hydraulic fluid properties and their impact on energy ... 13th scandinavian international co...
TRANSCRIPT

The 13th Scandinavian International Co
Hydraulic Fluid Proper
Division of Fluid and Mech
Lin
To meet the increased requihydraulic systems, new compyears. However, the most impimpact on system efficiency anon hydraulic fluid developmenefficiency has been a hot topicon the market. Besides energyimportant in mobile applicationIn this paper the focus is seefficiency. Environmental adapare analysed and compared witis - “How to select the best fluiKeywords: Hydraulic fluids, S
1 Introduction
The pressure media is the most importanin the hydraulic system because it takes care transfer in the whole system from pump motor. Additionally the hydraulic fluid halubrication and cooling. Especially in mobileit is of great importance to minimize the nronmental influence from hydraulics.
1.1 Environmental adapted fluids
In order to make hydraulic fluids envadapted a number of synthetic fluids have beOne of the most promising fluids is saturaesters. This type of fluid has many interestito explore. Synthetic saturated esters have market for more than 10 years, but the evaluproperties is still limited. However, the rabout the lubrication properties, viscositystability etc are very positive, see Fig. 1. doubt that the synthetic esters can be con
onference on Fluid Power, SICFP2013, June 3-5, 2013, Linköp
rties and their Impact on Energy Karl-Erik Rydberg
hatronic Systems, Department of Management and Engineerin
nköping University, Linköping, Sweden
Abstract irements on higher efficiency and better functionalionents and system concepts have been developed ov
portant component in a hydraulic system, which has a nd wear are the fluid itself. The last decades, major atte
nt, have been set upon environmental adaption. Today, ec and a number of energy efficient fluids have been lauy efficiency, environmental adaption of fluids, are extrns. et on hydraulic fluid properties and its impact on spted fluids will also be discussed. Synthetic saturated th mineral oils. The main question that will be tried to aid for a specific application?”. Synthetic esters, Fluid properties, Viscosity, Energy effi
nt component of the energy to cylinder /
as to provide e applications
negative envi-
vironmentally een developed. ated synthetic ng properties been on the
uation of their results so far y index, and
There is no nsidered as a
future product with a high developm
Fig. 1: Acid number and viscosity stab
Panolin HLP Syn
ping, Sweden
Efficiency
ng
ity of ver the
major ention energy unched emely
system esters
answer
ciency.
ent potential.
ility of saturated ester,
nth, [2].
447

From Fig. 1 it can be seen that the sa
(Panolin HLP Synthetic) has extremely number (TAN) and viscosity compared toesters. In comparison with mineral oil the saalso shows impressive shear stability over the
1.2 Energy efficient fluids
In order to maximize energy efficienciessystems, mechanical and volumetric lossbalanced so the sum of these losses is minithe mechanical losses in sealing gaps are prthe fluid viscosity and volumetric losses invtional to viscosity, it is clear that an optimexists.
Fluid viscosity is not the only parimproves energy efficiency. Also, frictionprovided by the fluid in sealing gaps as viscosity index (VI) of the fluid is verparameters. Looking at the developmenlubricants for cars it can be noted that todaylow viscosity oils with friction modifiimprovers. It has been proven that this kind oa significant impact on fuel consumption.
The fluid properties impact on hydraenergy efficiency has been clearly valNSF-sponsored project at Center for CEfficient Fluid Power (CCEFP) in US. An ebeen selected as a primary vehicle for a test bmember of this project, Evonik RohMax hasnew multi-grade fluid, optimized with high-additives and friction modifiers. Field tests, pEvonik RohMax, on excavators show effibetween 18 and 26%, depending on work cyimportance of high viscosity index (VI>16shear stability has also been stated.
1.3 Fluid viscosity grade and viscosity ind
Selection of an energy efficient fluid fhydraulic application is highly associated wviscosity grade and the viscosity index (VI) o
The standard viscosity grade, ISO VG gviscosity in cSt at the temperature 40 oCapplications the most commonly used viscoVG 46. However, if the hydraulic system cspeed pumps and motors as well as long l
aturated ester stable acid
o unsaturated aturated ester e time.
s in hydraulic ses must be imized. Since roportional to verse propor-mal viscosity
rameter that n coefficient
well as the ry important
nt of engine y’s fluids are iers and VI of fluids have
aulic system lidated in a
Compact and excavator has bed, [3]. As a s developed a tech polymer performed by iciency gains ycle, [4]. The 60) and good
dex
for a specific with a proper of the fluid. ives the fluid
C. In mobile osity grade is contains high lines a lower
VG-value will boost the efficiency. UVG-value (VG 32 or VG20) in mobiimportant to take the viscosity indelower VG-value the higher VI-value
In mobile applications where tvariations can be very high the viscohigh impact on energy efficiency.leading manufacturer of hydraulic investigated the impact of VI efficiency in mobile applicationdeveloped a fluid with very high shethe fluid in Eaton-Vickers vane puimprovements versus fluid tempVI-values are shown in Fig. 2. TVI=100.
Fig. 2: Gain in pump efficiency versus
VI as paramet
The above figure shows that VI >fluid temperature rang is bigger thworth to be mentioned that these fispecific pump. In practice, the requirupon the type of pump, the pump system pressure range.
2 Viscosity dependent lospipes
Hydraulic systems are commonlThe pressure losses in a straight pcalculated as follows:
Laminar flow: lam dLp ⋅⋅⋅=Δ 2
32 η
Turbulent flow:25.1
068,0turb d
Lp ⋅⋅=Δ ρ
where d = pipe diameter [m], L = dynamic viscosity [Ns/m2], ρ = flui= average flow velocity [m/s].
Calculated pressure drop across a
Using fluids with low ile machines it is very ex into account. The is required.
the fluid temperature osity index (VI) has a . RohMax in US, a
fluid additives, has on hydraulic pump
n, [5]. They have ear stability and tested umps. The efficiency perature at different The 0-level stays for
s fluid temperature with
ter, [5].
> 160 is needed if the han 50 oC. It is also igures belongs to one red VI-value depends speed range and the
ses in hydraulic
y included long pipe. pipe are theoretically
mv (1)
75.125.075.0mv⋅⋅ηρ (2)
pipe length [m], η = d density [kg/m3], vm
a 15 m long pipe with
448

two different viscosities of the fluid (Villustrated in Fig. 3.
Fig. 3: Pressure drop in a 15 m long pipe (φ=10
flow velocity for the viscosity 30 and
Comparison with measurements in Fig. 3the real pressure drop follows the theoretical is calculated as,
{ }turblam ppp ΔΔ=Δ ,max
From the figure it can be observed that flow starts to increase the pressure drop at aRe-number than the critical value (2300). Inis bigger than Δplam for all Re > 0,56*2300the transition from laminar to turbulent ssmooth and not as an immediate switch at Re
2.1 Pressure drop measurements
Pressure drop measurements have been the division of Fluid and Mechatronic Linkoping, Sweden. The principle layout test-stand is illustrated in Fig. 4.
Fig. 4: Test-stand for measurements of pressure
The test object is 15 m long hose wdiameter of 10 mm. The fluids that have beone mineral oil (VG 46), four different synthesters (three VG 32 fluids and one VG 12) viscosity fluid an eco-diesel (VG 3). Mepressure drop versus fluid velocity for these shown in Fig. 5. More details about the ptests and fluid examinations are presented in
VG 46), are
0 mm) versus
d 46 cSt.
3, shows that values if this
(3)
the turbulent a much lower n Fig 4, Δpturb 0. In practice, stage is very e = 2300.
performed at Systems in of the used
drop in pipes.
with an inner een tested are hetic saturated
and one low easured hose six fluids are
pressure drop ref. [6].
The test results demonstrated following the theoretical calculations
Fig. 5: Measured pressure drop in a 15 m
versus flow velocity for 6
3 Energy efficiency of pum
All hydraulic systems are conpump. The pump is a primary systransform mechanical energy intoTherefore, the pump efficiency hason the overall system efficiency. Threlated to the dominant losses, w(leakage) and mechanical (friction) are mainly affected by the fluid vanalyses the viscosity impact on pumcan be used.
Based on a semi-empirical efficipiston machines, [1], Fig. 6 shoefficiencies as a function of fluid visc
Fig. 6: Efficiencies versus fluid viscos
piston pump at two speeds,
in Fig. 5, are all s according to eq. (3).
m long hose (φ=10 mm)
6 different fluids.
mps and motors
ntaining at least one stem unit that has to o hydraulic energy. a significant impact
he pump efficiency is which are volumetric
losses. These losses viscosity. In order to mp efficiency a model
iency model for axial ows simulated pump cosity.
ity for an in-line axial
500 and 3000 rpm.
449

Fig. 6 shows that the viscosity, which m
pump overall efficiency is related to operatiopressure and speed.
From the efficiency model the dynamic that gives max efficiency can be expressed as
v
v
p
popt k
Cnp
⋅=η
where Cv and kv are machine constants, pressure and np = pump speed. Equation (4) is applicable on both pump andit has to be observed that the machine cvaries in a wide range, depending on machines.
3.1 Hydrostatic transmission efficiency
Hydrostatic transmissions are widely utrain for working machines. In a wheeforwarder (forest machine) the drive transmfor more than 50% of the energy consumptioit is highly important to make an analysesfluid properties will affect the transmisefficiency.
The transmission investigated in thschematically depicted in Fig. 7.
Fig. 7: Schematic drawing of the test trans
The transmission concept is traditional, displacement axial piston units as pump motor (Bent-axis). The main pump is suppfixed displacement boost pump.
For theoretical examination of transmissithe pump and motor loss models, developpiston units, reference [1], is used.
The variable pump, volumetric and hydrefficiencies are expressed as.
ppp
pep
ppvp a
npapa
aa
επηεβεη 432
10 2
1 Δ−Δ−Δ⎟⎟⎠
⎞⎜⎜⎝
⎛+−−=
maximize the on conditions,
viscosity (η) s,
(4)
pp = pump
d motors, but constants can the type of
used in drive el loader or mission stays on. Therefore, s of how the ssion overall
his study is
mission.
with variable (In-line) and
ported with a
ion efficiency ped for axial
o-mechanical
ppnp
ε
2Δ (5)
p
nn
ppb
ppb
bb
b
pp
p
LpHp
Lp
p
pp
p
phmp
p
Δ⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛+
++
Δ⎟⎟⎠
⎞⎜⎜⎝
⎛++++
=
0
432
10
1
1
1
ε
δεε
η
γ
The efficiencies of the variable m
mm
em
mm
vm
npapaa
πηεβε
η
21
0 21
1Δ+Δ
⎟⎟⎠
⎞⎜⎜⎝
⎛++
=
pnn
ppb
ppbbbb
mm
m
LpHm
Lm
m
mm
m
mhmm
m
Δ⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+
++
Δ⎟⎟⎠
⎞⎜⎜⎝
⎛+++−=
0
432
10
1
1
ε
δεε
ηγ
In equation (5) - (8), a and b ar
loss coefficients, η = fluid dynamtransmission pressure difference, n =displacement setting.
The overall transmission efficienthe boost pump, is calculated as,
vhmpvp
pp
mmot nT
nT ηηηη ⋅⋅=⋅⋅=,
Including the boost pump efficiency is expressed as,
( ) pbpp
mmobpt nTT
nT⋅+
⋅=,,η
where T = shaft torque.
3.2 Theoretical analysis of transm
In the analysed transmission (spump and motor have max displaccm3/rev and Dm = 150 cm3/rev, respump displacement is Dbp = 0,2.Dp. characteristic of the sequence conwithout boost pump, is presented in F
Fig. 8: Simulated transmission overall e
speed, without boost pu
The transmission efficiency charcalculated for operation condition
pn
bpn
b ppp
p
pp Δ
+Δ
+22
65
2 εεπη
(6)
motor are,
mmm
m npa
n ε
2
3Δ+
(7)
pnb
pnb
p
mmm
m
mm Δ
+Δ
+22
652 εεπη (8)
re machine dependent mic viscosity, Δp = = shaft speed and ε =
ncy, with exclusion of
hmmvm η⋅ (9)
power, the overall
p
(10)
mission efficiency
see Fig 7), the main cement of Dp = 110 spectively. The boost Simulated efficiency
ntrolled transmission, Fig. 8.
efficiency versus motor
mp, ν = 46 cSt.
racteristic in Fig. 8 is s of constant pump
450

speed, np = 1500 rpm, constant pressure diff20 MPa, constant low pressure (boost presMPa and a fluid viscosity of 46 cSt. Ma(84%) is reached, as expected, when the pumhave max displacement stroking (εp=εm=1.0motor speed is increased from 1000 rpm to 4efficiency goes down, mainly because of vspeed dependent friction and pressure lomotor speed, 4000 rpm the transmission reduced to 69%.
If the boost pump is included in thcalculations (Eq. 10), the efficiency graph bFig. 9. At constant pump speed the boost puconstant, around 3 % of the main pump pεp=1.0 and Δp = 20 MPa. Therefore, the booreduce the transmission overall efficiency a3% (when εp=1.0), compared to the case in F
Fig. 9: Simulated transmission overall efficiency
speed, with boost pump, ν = 46
According to equation (4), the fluid vmaximizes the efficiency of a hydraulic machupon pressure and speed. By using a low v(VG 12) in the transmission, it can be expefficiency will be mostly gained at high mThis is confirmed by the characteristics show
Fig. 10: Simulated transmission overall effic
motor speed, without boost pump, ν
ference, Δp = sure), p1 = 3 ax efficiency mp and motor 0). When the 4000 rpm the viscosity and
osses. At the efficiency is
he efficiency became as in ump power is power, when ost pump will approximately ig. 8.
y versus motor
cSt.
viscosity that hine, depends
viscosity fluid ected that its motor speed.
wn in Fig. 10.
ciency versus
= 12 cSt.
Energy efficient hydraulic fluidused name for fluids containinmodifiers. For mobile applications thigh viscosity index (VI > 150) and[7].
Focusing on the friction mtransmission efficiency, this canreduction of the friction coefficefficiency model (eq. 5 – 8). In Fig.efficiency characteristics (boost pshown for Δp = 40 MPa, but two frifriction coefficients and with reducoriginal values.
Fig. 11: Simulated transmission ove
motor speed, with boost pump
reduced frict
The figure above shows that thiof friction only will increase the eThis example demonstrates that, togain around 20%, according to refernot enough to use fluids with frictionVI-values as well as shear stability the application.
It has to be noted that the conduabove is just a theoretical asemi-empirical efficiency models piston units, [1].
ds, is the commonly ng specific friction these fluids also have d high shear stability,
modifiers impact on n be evaluated by cient values in the . 11, the transmission pump included) are iction cases - original ced friction, 25% of
erall efficiency versus
mp, without and with
tion.
is dramatic reduction efficiency about 1%. o reach an efficiency rence [4] and [7], it is n modifiers, VG- and must be adjusted for
ucted work presented analyses based on
validated for axial
451
3.4 Experimental validation of efficiencie
In a transmission test-stand at FluMLinköping, some efficiency measurementsconducted. The test object is similar to the shown in Fig. 7. The tests have been perfodisplacement setting of pump and motor (εp
Test results are presented in Fig. 12-14.
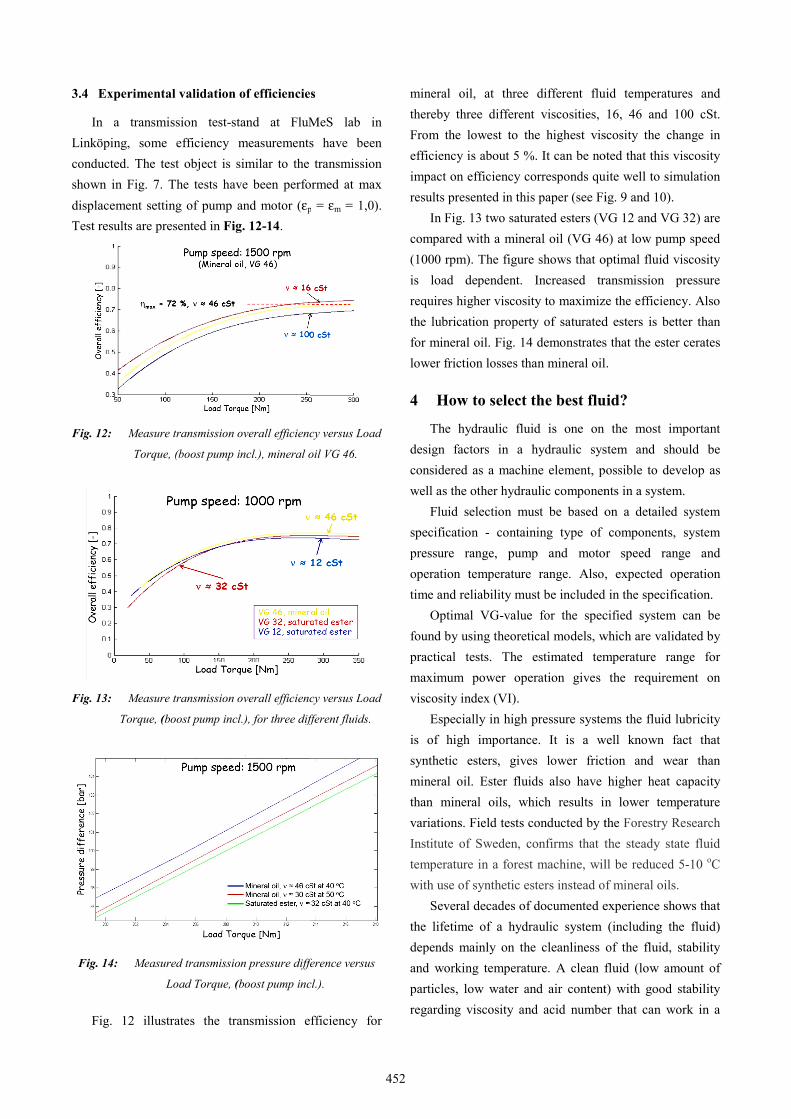
Fig. 12: Measure transmission overall efficienc
Torque, (boost pump incl.), mineral o
Fig. 13: Measure transmission overall efficienc
Torque, (boost pump incl.), for three diff
Fig. 14: Measured transmission pressure diffe
Load Torque, (boost pump inc
Fig. 12 illustrates the transmission e
s
MeS lab in s have been transmission
ormed at max
p = εm = 1,0).
cy versus Load
oil VG 46.
cy versus Load
fferent fluids.
ference versus
cl.).
fficiency for
mineral oil, at three different fluthereby three different viscosities, From the lowest to the highest visefficiency is about 5 %. It can be noimpact on efficiency corresponds quresults presented in this paper (see Fi
In Fig. 13 two saturated esters (Vcompared with a mineral oil (VG 46(1000 rpm). The figure shows that ois load dependent. Increased trrequires higher viscosity to maximizthe lubrication property of saturatedfor mineral oil. Fig. 14 demonstrateslower friction losses than mineral oil
4 How to select the best flu
The hydraulic fluid is one on design factors in a hydraulic sysconsidered as a machine element, pwell as the other hydraulic componen
Fluid selection must be based ospecification - containing type of pressure range, pump and motooperation temperature range. Alsotime and reliability must be included
Optimal VG-value for the specfound by using theoretical models, wpractical tests. The estimated temmaximum power operation gives viscosity index (VI).
Especially in high pressure systeis of high importance. It is a wsynthetic esters, gives lower frictmineral oil. Ester fluids also have than mineral oils, which results invariations. Field tests conducted by tInstitute of Sweden, confirms that ttemperature in a forest machine, wilwith use of synthetic esters instead o
Several decades of documented ethe lifetime of a hydraulic system depends mainly on the cleanliness and working temperature. A clean fparticles, low water and air contentregarding viscosity and acid numbe
uid temperatures and 16, 46 and 100 cSt.
scosity the change in oted that this viscosity uite well to simulation ig. 9 and 10).
VG 12 and VG 32) are 6) at low pump speed optimal fluid viscosity ransmission pressure ze the efficiency. Also d esters is better than s that the ester cerates l.
uid?
the most important stem and should be possible to develop as nts in a system. on a detailed system components, system
or speed range and , expected operation
d in the specification. cified system can be which are validated by mperature range for
the requirement on
ems the fluid lubricity well known fact that
tion and wear than higher heat capacity n lower temperature the Forestry Research the steady state fluid ll be reduced 5-10 oC f mineral oils. experience shows that (including the fluid) of the fluid, stability fluid (low amount of t) with good stability er that can work in a
452

suitable temperature gives a very long system lifetime. It is also a very well known fact that there is a clear connection between the cleanliness, stability and temperature of the fluid. The reason is that particles and water, in combination with high temperature give an accelerating oxidation of the fluid and a faster brake down of the additives.
5 Conclusions
The theoretical and practical results presented in this paper, demonstrates that the efficiency of a system is strongly dependent on the viscosity of the hydraulic fluid. The “optimal” viscosity is however, dependent on the pressure level and speed. In an application the viscosity should be selected so that the efficiency is maximized within the pressure and speed where the biggest amount of energy is transferred so that one can reduce the energy losses.
The viscosity index is highly important in mobile systems. It is also stated that synthetic ester fluids gives lower friction losses than standard mineral oil. The shear stability of saturated esters is extremely good compared to mineral oil and unsaturated esters.
However, these facts just represent a part of the information needed to find the “optimal” fluid for a specific application. Besides theoretical facts a solid experience is needed for a satisfactory fluid selection. Finally, this paper demonstrate, that there is no simple answer of the question “How to select the best fluid?”. To find a relevant answer, a good choice is to start with a detailed system specification and try to convert the specification into fluid requirements.
Acknowledgement
This work has been supported by the Swedish Fluid Power Association (IFS).
References
[1] Rydberg K-E.: On performance optimization and digital
control of hydrostatic drives for vehicle applications. Ph.D.
thesis no 99, Linköping University, Sweden, 1983.
[2] K Eriksson: Environmental adapted pressure media versus
mineral oils, (in Swedish). Presentation at National
Hydraulic Days, Linköping, May 30-31, 2007.
[3] High Efficiency Excavator. Info_CCEFP_Excavator.
Center for Compact and Efficient Fluid Power, US, March
16, 2011.
[4] A Presher: New Hydraulic Fluids Aimed at Energy
Savings. Design News, October 2009.
[5] C K Dustman, Rohmax USA. Performance Benefits of
High Viscosity Index Hydraulic Fluids. Lubricants-Russia –
2006, Moscow, November 24, 2006.
[6] S Javalagi, S Singireddy: Hydraulic fluid properties and its
influence on system performance. Master’s Thesis,
LIU-IEI-TEK-A--12/01284—SE, Linkoping Univ., 2012.
[7] S Herzog: Improving Fuel Economy and Productivity of
Mobile Equipment through Hydraulic Fluid Selection.
Evonik Rohmax USA, 2011.
[8] TechBulletin: HYDREXTM Energy Efficiencies in Mobile
Equipment. Petro-Canada, 2010.
453