hydroforming process short description dva1 meeting at nsf arlington va april 15-16, 2010 matt...
TRANSCRIPT
HYDROFORMING PROCESS SHORT DESCRIPTION
DVA1 Meeting at NSF Arlington VA
April 15-16, 2010
Matt Fleming
Contributions from
John Andersen

Process Stations ( letters )
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 2 of 8
A Supply StationB Texture Station ( unsure on this )( not shown )C Cutting StationD Seam Welding StationE Form Prep StationF Forming StationG Back Assembly Station. ( rim & back )H Front Assembly Station.

Stations Tasks ( first )
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 3 of 8
1 Concrete floor foundation.2 Building or cover ( not shown )3 Crane with dual hoists ( maybe 2 cranes )4 Coil feed system5 Cutting machine ( laser plasma or water )6 Seam welding machine & table.7 Welded & prepped reflector blank.8 Forming mold.9 Forming pressure back plate.10 Hold down devices.
Stations Tasks ( second )
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 4 of 8
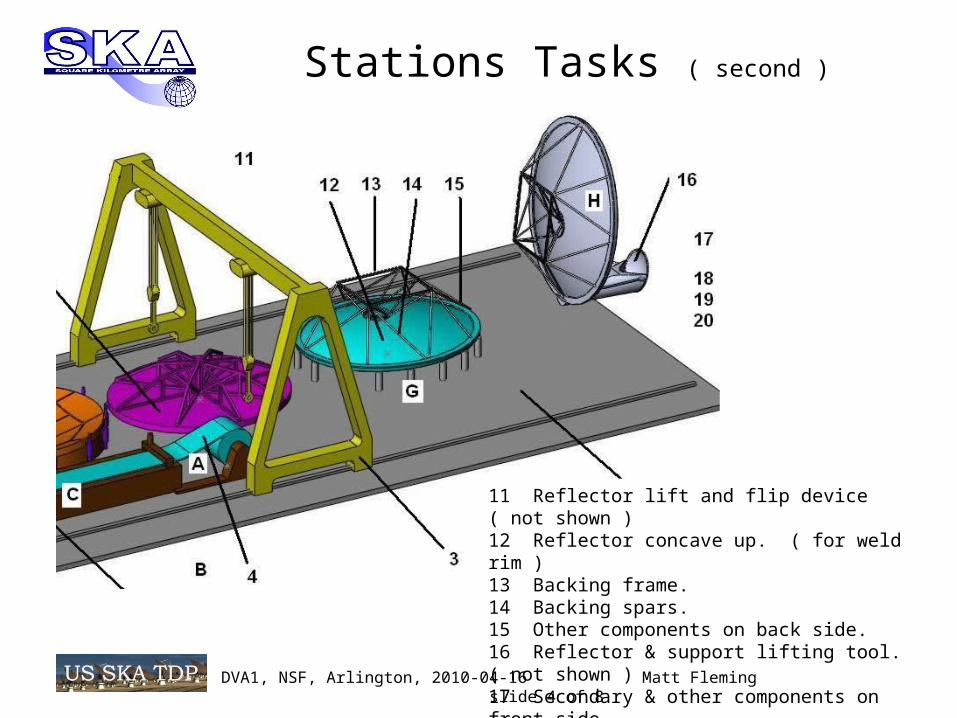
11 Reflector lift and flip device ( not shown )12 Reflector concave up. ( for weld rim )13 Backing frame.14 Backing spars.15 Other components on back side.16 Reflector & support lifting tool. ( not shown )17 Secondary & other components on front side.
Mold Proposal
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 5 of 8
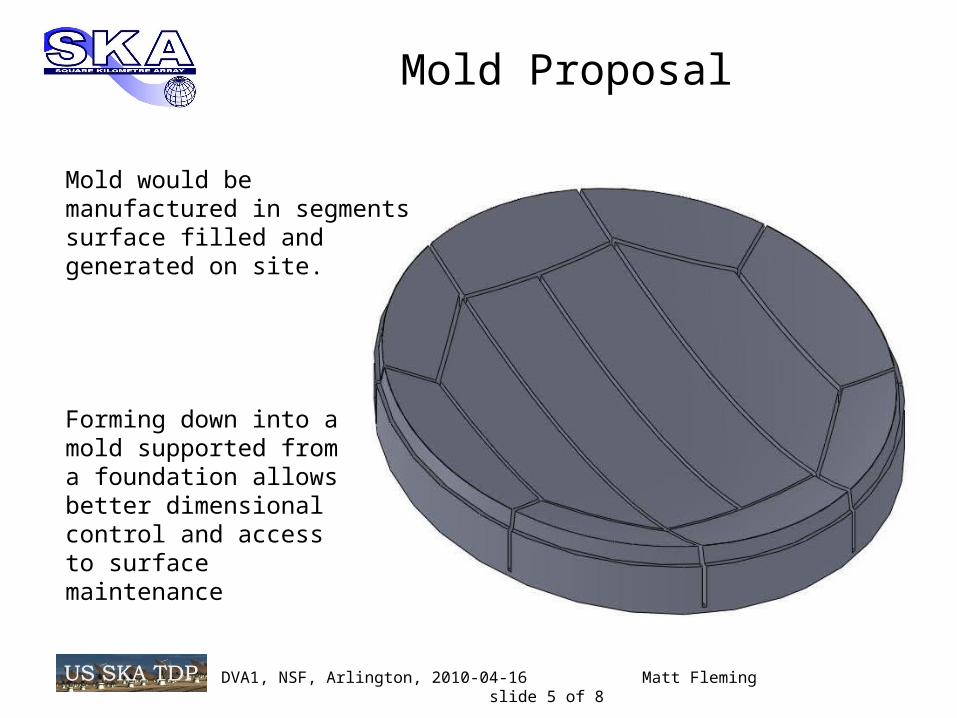
Forming down into a mold supported from a foundation allows better dimensional control and access to surface maintenance
Mold would be manufactured in segments surface filled and generated on site.
Mold Proposal
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 6 of 8
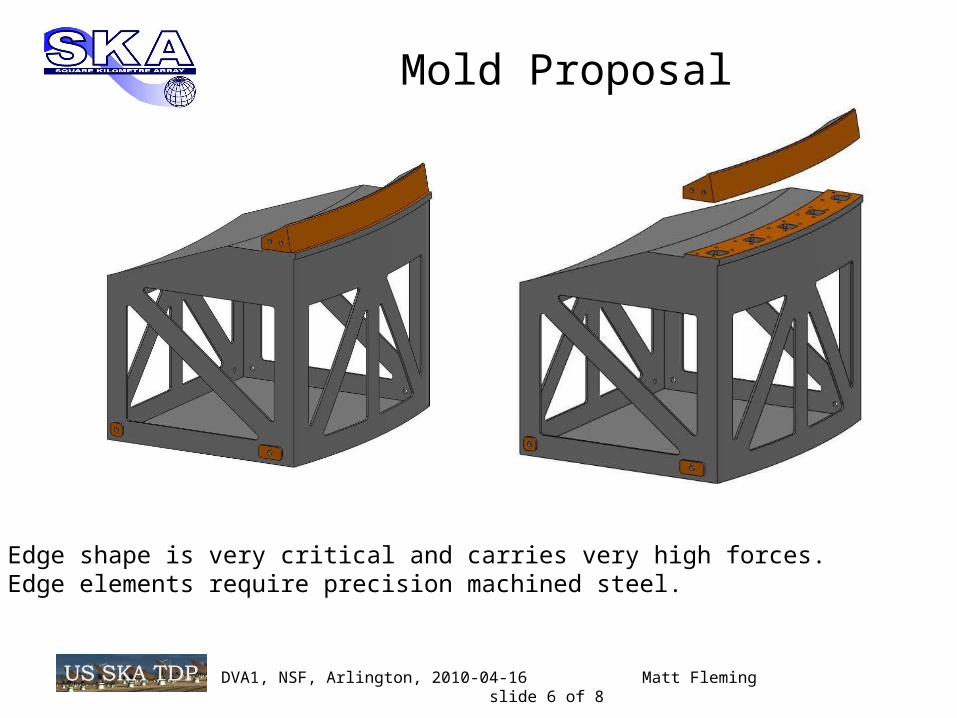
Edge shape is very critical and carries very high forces.Edge elements require precision machined steel.

Mold Parts
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 7 of 8
Path to Conclusions
Process AnalysisDefine optics size and shapeDefine edge shape and edge holdingConsult with industrial partners with experiencePerform analysis on repeatability ( Ohio State 12m & 15m )Evaluate results express conclusions for SKA antenna
Production Cost Estimate ( revised )Redo preliminary cost estimateSecure review and comments from industrial partners.
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide 8 of 8
Very preliminary tooling and process costs on next 2 slides

Process Tasks ( preliminary )
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide A
Tasks Mtrl Labor Time Workers
Raw material & handling. 33 10 2
Metal cutting process. $20 100 60 1
Welding Process. $20 300 60 3
Surface texture process. $80 133 40 2
Blank installaton process. 67 10 4
Forming process. 150 45 2
Part removal process. 133 20 4
Inspection process. $20 100 60 1
Trim deburr. $10 67 20 2
Storage process. $40 50 15 2
Repeat prep & cleanup. 167 20 5
Total forming cost: $190 $1,300 6 hrs

Tooling Cost ( preliminary )
DVA1, NSF, Arlington, 2010-04-16 Matt Fleming slide B
Costs based oneducated guesses
Coil equip 15,000
Cutting equip 35,000
Welding equip 45,000
Texture equip 32,000
Press ( no mold ) 500,000
Custom Mold 1,420,000
Lifting fixtures 8,000
Inspection table 7,000
Transport carts 7,500
Storage racks 12,000
Shipping fixtures 26,000
Total forming equip $2,157,500
See separateslide
Really bigguess