identification of wheel-fashioning methods: technological
TRANSCRIPT

HAL Id: hal-01570031https://hal.archives-ouvertes.fr/hal-01570031
Submitted on 28 Jan 2019
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Identification of wheel-fashioning methods :technological analysis of 4th-3rd millenium BC oriental
ceramicsValentine Roux, Marie Agnès Courty
To cite this version:Valentine Roux, Marie Agnès Courty. Identification of wheel-fashioning methods : technological anal-ysis of 4th-3rd millenium BC oriental ceramics. Journal of Archaeological Science, Elsevier, 1998, 25(8), pp.747-763. �10.1006/JASC.1997.0219�. �hal-01570031�

Journal of Archaeological Science (1998) 25, 747–763Article No. as970219
Identification of Wheel-fashioning Methods: TechnologicalAnalysis of 4th–3rd Millennium BC Oriental Ceramics
Valentine Roux
CNRS, Maison de l’Archeologie et de l’Ethnologie, Prehistoire et Technologie, 21 Allee de l’Universite,92023 Nanterre Cedex, France
Marie-Agnes Courty
CNRS–CRA, Laboratoire de Science des sols et d’Hydrologie, Institut National Agronomique, INA–PG,78850 Grignon, France
(Received 8 November 1996, revised manuscript accepted 5 September 1997)
In Oriental Asia, during the 4th–3rd millennium , clay vessels were not wheel-thrown but wheel-shaped. Thistechnique, which combines coiling and wheel-shaping, can be achieved by four methods. These methods are notconstrained by technical factors. They may represent cultural behaviour and their identification is potentially an aidtowards understanding the historical reasons for the adoption of the wheel. An experimental study was designed to seekand define diagnostic surface features and microfabrics. Comparisons of the results obtained on the experimentalmaterials with a selection of archaeological material have revealed that a variety of wheel-fashioning methods werepractised in the past. Contrary to previous conclusions, the choice of these methods evidenced on ancient ceramics didnot respond to techno-economic factors such as mass production. The debate concerning the adoption of the wheel inAsia during the 4th–3rd millennium must therefore be continued. ? 1998 Academic Press
Keywords: CERAMIC, TECHNOLOGY, WHEEL-SHAPING, SURFACE FEATURES, MICROFABRICS.
Introduction
I n Oriental Asia (Mesopotamia, Iran and theIndus Valley), during the 4th–3rd millennium ,two ceramic fashioning techniques were practised:
coiling and wheel-shaping (Courty & Roux, 1995).Wheel-shaping can be achieved using different methodswhich represent possible choices in the course of theforming process. These methods are not strictly con-strained by techno-economical factors. They mayrepresent manifestations of cultural behaviour, giventhat the existence of strong linkages between tech-nical facts and socio-economic systems is now wellestablished (e.g. Pfaffenberg, 1992; Lemonnier, 1993;Dobres & Hoffmann, 1994; Gosselain, 1994). Thispaper intends to examine these methods from a tech-nological point of view to understand, ultimately, thehistorical reasons for the general adoption of thepotter’s wheel in Oriental Asia by the second half ofthe third millennium .
The traditional hypotheses about emergence of thewheel are first reviewed. Then, the different wheel-fashioning methods, their techno-economical charac-teristics and the diagnostic criteria used to identify
7470305–4403/98/080747+17 $30.00/0
them (surface features and microfabrics) are examined.Finally, the results obtained are applied to archaeo-logical material in order to document the existence ofdifferent technological behaviour during the 4th–3rd
millennium in Iran as well as in the Indus Valley.
Hypotheses about emergence of the wheelThe evolutionary sequence of ceramic techniquesduring the 4th–3rd millennium in Asia has long beenrestricted to a consideration of the development ofrotative devices and to the socio-economical conse-quences brought about by the development of thewheel-throwing technique.
In 1959, G. M. Foster, following Franchet (1911)and Wu (1938, quoted in Foster, 1959: 100), proposedan evolutionary sequence from unpivoted to pivotedturntable, and from simple to double wheel. The simplewheel was concluded to have appeared in the course ofthe 4th millennium in Asia and was implicitlyassociated with adoption of the wheel-throwing tech-nique. According to Foster (1959), the reduction in thetime taken to produce a vessel may have been thedriving force for adoption of the wheel. The wheel and
? 1998 Academic Press

748 V. Roux and M.-A. Courty
the associated wheel-throwing technique would havemade possible production of the standardized mass-produced vessels often described in the late 4th–3rd
millennium contexts of western Asia (Brew, 1956;Turney-High, 1949; Childe, 1954; Linton, 1955;Harisson, 1928; Laufer, 1917; quoted in Foster, 1959:101).
This evolutionary sequence is still accepted and theinvention of the wheel is considered by most anthro-pologists to be a continuous phenomenon (Edwards &Jacobs, 1987; Blackman, Stein & Vandiver, 1993; vander Leeuw, 1993, 1994; Mahias, 1993).
However, recent studies may have refuted most ofthese hypotheses (Courty & Roux, 1995; Roux &Courty, 1997). The 4th–3rd millennium orientalrotative devices used to fashion pots were not associ-ated with wheel-throwing but with wheel-shaping.These wheels could have been used for shaping smalland large pots. Evaluation of the concepts and com-plex skills involved in wheel fashioning (Roux &Corbetta, 1989) documents the evolutionary sequenceas discontinuous with two major breakthroughs whichare not linked to the type of wheel: the emergence ofthe wheel-fashioning technique, and the emergence ofthe wheel-throwing technique.
In the first case, the use of the energetic potential ofthe wheel to modify the morphology of clay wallsrequires the necessary development of new specificperceptual motor skills (Roux & Corbetta, 1989).These skills are radically different from the onesinvolved in coiling and are difficult to learn. They arecomparable to those for wheel-throwing (Gelbert,1997). In this regard, wheel-fashioning differs frompreceding fashioning techniques. Use of the wheel foronly shaping rims or for positioning the pot appears asan extension of the coiling technique because it doesnot imply change from the coiling practice, either intechnique or in skill.
In the second case, the energetic potential of thewheel is not only used to shape wheel preforms, butalso to form roughouts (for a definition of preform androughout, see Appendix 1). The manufacturing processis entirely mechanized and the different operations areexerted in synergy through the use of rotative kineticenergy (RKE). A considerable gain of time follows.Such a synergy is unique among the ceramic pro-duction techniques which are usually a series of ‘‘inde-pendent’’ operations. In North West India, wheelthrowing appeared during the first millennium (Roux, 1994); while in Mesopotamia, there is noevidence for its use during the 3rd millennium (Courty & Roux, 1995).
These results are in keeping with the general historyof techniques which shows an evolution towards asynergy of the different elements that compose thetechnical object (Simondon, 1958). It would have beensurprising that wheel-throwing would have cross-cut such an evolution and developed as soon as therotative device was invented.
The Wheel-fashioning Methods (Figure 1)
A method is defined as the forming sequence, whereasa technique is defined by the physical processes bywhich a raw material is transformed (see Appendix 1).Our previous study (Courty & Roux, 1995), aimed atidentifying the techniques practised during the 4th–3rd
millennium , has defined a few diagnostic criteriawith which to recognize the main steps of the formingsequence. However, observation of archaeologicalmaterial from several periods (e.g. Shar-i-Sokhta,Period I to Period IV, Kalibangan, pre-Harappanand Harappan periods), has revealed a greater varietyof surface features than identified in earlier studies.These are expressed by recurrent attributes such asthe morphology of the walls, the rillings, the groovesand the striations as well as differences of work be-tween internal and external faces. This variety can betentatively interpreted to have been produced by dif-ferent production methods. Therefore, the hypothesisthat the two techniques, coiling and wheel-shaping,were combined in different ways leading to the for-mation of a wide range of surface features, has beenproposed.
Description of the wheel-fashioning methods
Theoretically, the combination of coiling and wheel-shaping techniques depends solely on what stage RKEis used for shaping the clay. Four forming stages can bedistinguished: forming the coils, joining them, thinningthe walls and shaping them. They define only fourmethods (Table 1). In fact, the possibility of shapingthe preform without RKE, in methods 2, 3 and 4, is notconsidered here because the experiment was designedto investigate ceramics that displayed clear evidence ofwheel-shaping (parallel striations). In addition, theinability to mechanically decouple the different pre-shaping stages of methods 3 and 4 makes no othercombination possible.
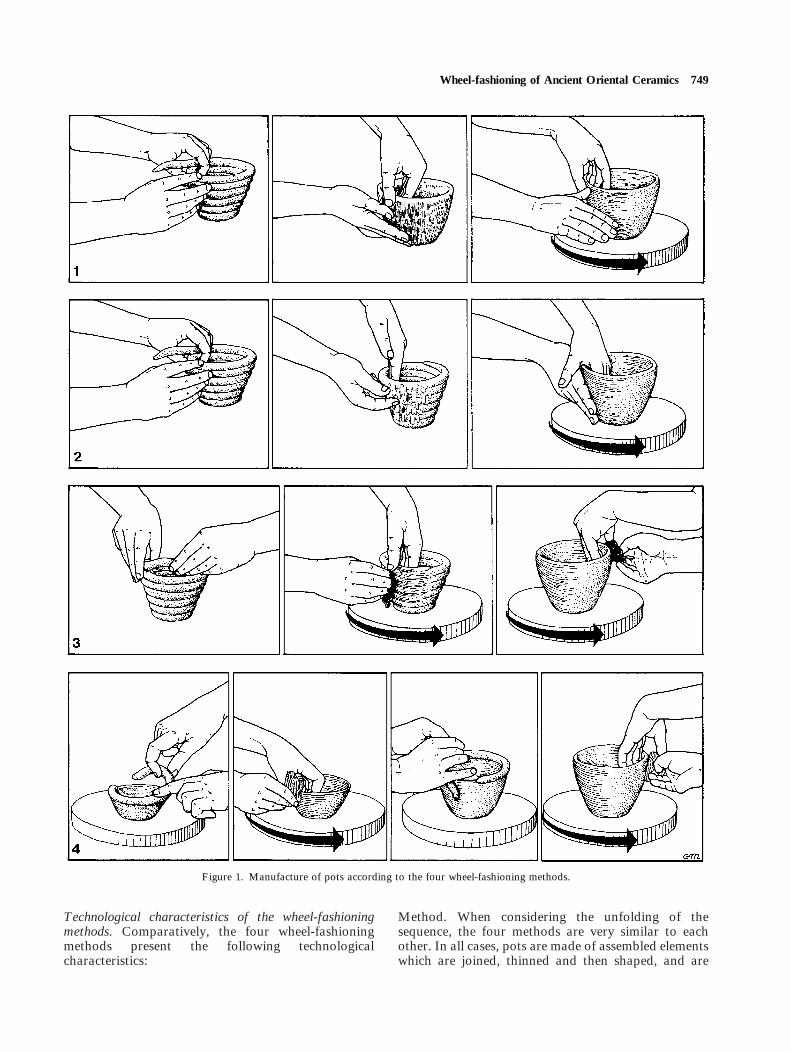
Method 1: Coils are built, joined and thinned bydiscontinuous pressures, without the help of RKE.Shaping the body is done with the help of RKE.Method 2: Coils are built and joined by discontinuouspressures, without the help of RKE. Thinning andshaping the body is done with the help of RKE.Method 3: Coils are built by discontinuous pressures,without the help of RKE. Joining the coils and thin-ning and shaping the body is done with the help ofRKE.Method 4: Forming and joining the coils as well asthinning and shaping the body is done with the help ofRKE. In this method, the coil is set on the wheel andthen thinned and shaped with the help of RKE. Asymmetrical platform is fashioned, upon which is laidthe next coil, once the wheel is stopped. Joining the twocoils is done with the help of RKE.
Wheel-fashioning of Ancient Oriental Ceramics 749
Technological characteristics of the wheel-fashioningmethods. Comparatively, the four wheel-fashioningmethods present the following technologicalcharacteristics:
Figure 1. Manufacture of pots according to the four wheel-fashioning methods.
Method. When considering the unfolding of thesequence, the four methods are very similar to eachother. In all cases, pots are made of assembled elementswhich are joined, thinned and then shaped, and are
750 V. Roux and M.-A. Courty
coiled from the base towards the neck. The use of RKEdoes not modify the unfolding of the sequence. Thestructure of the sequence is the same as the initialcoiling sequence for which there is no use of RKE.
Technique. The different combinations of coiling andwheel-fashioning represent a progressive evolutiontowards a mechanization of the fashioning operationsthrough the exploitation of the potential of RKE.
Concept. Concept is defined as the mental represen-tation a potter has of both the physical and methodicalmodalities according to which a pot is made. Introduc-ing RKE for fashioning assembled elements representsa major change of physical modalities and therefore anew concept. However, from a methodical viewpoint,combination of coiling and wheel-shaping does notdiffer from the coiling sequence.
Skills. The four different methods require the introduc-tion of new skills radically different from thoseinvolved in coiling. They are considerably longer andmore difficult to learn. These skills consist of a two-handed bilateral control, stability of the forearms,regularity and constancy of pressures, modulation ofpressures according to clay plasticity, speed of thewheel and fashioning operation (Roux & Corbetta,1989). Methods 1 and 2 are the easiest since RKE isapplied on pots made of joined elements which, there-fore, do not split apart when the centrifugal forceis applied. Method 3, which requires intermittentpressures on each join of coil is the most difficult. Thismethod is better adapted to big coils (equal to orgreater than 1 cm diameter) and to coils of eventhickness. Method 4 enables the potter to graduallycentre each part of the pot and to join coils as andwhen placed. The problem of the application ofcentrifugal force to the assembled elements is thereforereduced to the joining of only two elements.
Tool. Variations of the speed of the rotative deviceaccording to fashioning operations differ between thefour methods. The main factor involved in this vari-ability is the behaviour of a heterogeneous body madeof assembled elements when modified with the help ofRKE. The effect of the centrifugal force that wouldsplit apart weakly-joined coils is avoided when the coilsare assembled by intermittent pressures while the wheel
rotates slowly. The wheel speed is only increased oncethe body of the vessel has become a homogeneoussolid. The linear speed of the wheel is then between 0·5and 1 m/s (Pierret, 1995: 35).
Manufacturing time. When compared to the coilingtechnique, methods 1 and 2 present hardly any gainof time, taking into account the time required forbuilding, joining and thinning coils by discontinuouspressures. Method 3 is the quickest. When comparingmanufacturing time for 10 cm high, simple rim pots,the most time-consuming methods are, in decreasingorder: methods 1, 2, 4 and 3. Time varies between 20and 50 min (Table 2). It includes the time involved incoil forming. This time can be reduced considerably ifan aid makes the coils.
Fashioning regularity. If the intention is to obtainregular walls that do not display marks of joins ofcoils, then the highest quality vessels are obtained bymethods 1 and 4 which enable the potter to erasecoiling patterns. On the other hand, methods 2 and 3require the wall to be more strongly modified beforejoining patterns are erased. Similarly, a longer periodof work at the surface would raise the problem ofwater saturation. Moreover, small restricted pots madeaccording to methods 2 and 3 require, for the finalshaping, a collaring operation. It consists of closing themouth of the pot which had to remain large enoughduring the fashioning stages to enable the potter to puthis hand inside the pot to work on the walls. Thecollaring operation is achieved through palm pressureon both sides of the external walls which easily inducesa deformation of the clay and makes joins of coilsagain visible inside the pot.
Table 1. Description of the four wheel-fashioning methods
Forming thecoils
Joining thecoils
Thinning thecoils
Shaping theroughout
Method 1 — — — RKEMethod 2 — — RKE RKEMethod 3 RKE* RKE* RKEMethod 4 RKE* RKE* RKE* RKE
*RKE is used at the same time for different operations.
Table 2. Time manufacturing of 10 cm high restricted pots
MethodOperations
without RKEOperationswith RKE Total
Method 1 40 min 10 min 50 minMethod 2 30 min 10 min 40 minMethod 3 20 min* 20 minMethod 4 30 min 30 min
*Time manufacturing includes operations without and with RKE.
Identification of wheel-fashioning methodsThe analytical procedure presented here is based on thecombined study of surface features and microfabricsfollowing the methodology presented in Courty &Roux (1995). A controlled series of tests was designedto understand the mechanical behaviour of a specificclay material and to investigate surface features andmicrofabrics characteristic of the four differentmethods.
Variability of the pressures applied on the clay withthe help of RKE helps to separate the four methods

Wheel-fashioning of Ancient Oriental Ceramics 751
clearly. In method 1, pressures with RKE slightlymodify the morphology of the walls which havealready been thinned by discontinuous pressures. Inmethod 2, pressures with RKE strongly modify thewall surface in order to erase join patterns and thin thewalls. In method 3, pressures with RKE stronglydeform the coils and the wall surface in order toproduce a homogeneous solid and erase join patterns.In method 4, pressures with RKE strongly deformthe coils and the wall surface in order to producea homogeneous solid and erase join patterns. Thedifference from method 3 lies in the binding of thecoils.
Analytical procedure. The tests have been achieved withtwo professional potters who specialise in the coilingand wheel-throwing techniques*. For each method, thepotters worked with the same illitic clay initially pre-pared for throwing pots on the wheel. The necessarilycareful preparation is therefore consistent with the claypreparation observed on archaeological ceramics. Thepotters were asked to reproduce, as far as possible, the3rd millennium ceramics with extremely regular wallsurfaces showing parallel striations and, apparently,no marks of join between coils. For methods 1 and 2,coils were joined by vertical pressures in a downwarddirection on both sides of the wall, taking into accountthe type of binding observed on archaeologicalmaterial.
Manufacturing time and water added during thedifferent stages of fashioning were measured. A total of63 pots were made using the different methods: 30 potsfor methods 1 and 2, 16 pots for method 3, and 17 potsfor method 4. Moreover, some pots were made bythrowing or by coiling only, for a constant comparisonof surface features between the different fashioningtechniques. Pots were fired at c. 800)C temperature.
The different parameters relating to the mechanicalconstraints that can act on surface features andmicrofabrics, were the following: shape of the pot:restricted and unrestricted; thickness of the coil: 1 cmfor restricted pots, 5 mm for unrestricted pots. Thesethicknesses correspond to two broad categories met onthe archaeological material (small vessels, big jars);placing of the coils: either straight above the lower coil,or against the inner side of the lower coil; platformupon which the coil is laid: this parameter appearedimportant for experimenting method 4; it can be sym-metrical or asymmetrical; modification of the initialroughout walls when thinning: this modification can beeither strong or weak; a weak modification hardlychanges the coil thickness; a strong modificationreduces coil thickness by 40%; pressure given with thehelp of RKE on the coils when thinning: it can beeither intermittent or regular. This parameter is signifi-cant for the type of rilling formed; modification of theshape of the roughout at the shaping stage: this modi-fication can be either strong or weak: a weak modifi-cation does not change the shape of the roughout, astrong modification changes the shape of the roughout;the unrestricted pots are given a carination, therestricted pots are compressed at the base and at theneck; care given to the different operations: this care isaimed at erasing joins of coils. It has been measured inmanufacturing time.
Results. We present here a comparison of the diag-nostic surface features and microfabrics obtained usingeach method.
*The experimentation took place at the Historical–ArchaeologicalCentre of Lejre, Denmark, during the summers 1994–1995.
Table 3. Summary of the main diagnostic surface features characteristic of the different wheel-fashioning methods
Method Morphology of walls Grooves Rilling Striations
1 Possible differential modification of external andinternal facesSlight modification through RKE. Clay is not‘‘stretched’’Irregular microrelief: blisters with parallel pattern
No trace of join ofcoils
Rare Striations runningaround the internaland/or external face
2 Possible differential modification of external andinternal facesSlight modification through RKE. Clay is not‘‘stretched’’Irregular microrelief: blisters with parallel pattern
Irregular wavy lines Rare Striations runningaround the internaland/or external face
3 Strong modification of the two wall faces under theeffect of RKE. Clay is ‘‘stretched’’
Deep sub-parallelgroovesIrregular way lines
Great variety ofrillingRilling in the form ofa band crossed in themiddle by a groove
Striations runningaround both faces
4 Strong modification of the two wall faces under theeffect of RKE. Clay is ‘‘stretched’’
Parallel grooves Regular ridges out ofadjustment
Striations runningaround both faces
Surface features (Table 3 and Figure 2). High qualityfinished products are necessarily obtained by a strongdeformation of the coils and of the walls. Such adeformation enables the potter to obtain a homo-geneous solid and to erase join patterns. As a conse-quence, all ceramics produced by the four methods

752 V. Roux and M.-A. Courty
Figure 2. Surface features of experimental material. (a) Method 1, vessels display either regular walls or ‘‘non-stretched’’ walls. (b) Method 2,the vessels which have not been thinned enough under pressures combined with RKE display coil binding lines. (c) Method 3, pressures on joinsof coils create bands crossed in the middle by a groove as well as a great variety of rillings. (d) Method 4, grooves displayed are parallel, locatedgenerally next to a compression zone (maximum diameter) and ridges are slightly out of adjustment.
display, at first glance, regular wall surfaces of similaraspect: presence of parallel striations and rillingrunning around the vessel walls, axial symmetry, andregularity of the wall thickness at a given height.However, careful examination of the surface featurespresent on some significant pieces (pieces with flaws)reveals a large diversity of patterns which reflect thetechnical and mechanical constraints specific to eachmethod.
Method 1 is characterized by walls, the morphologyof which may have only changed superficially underthe effect of RKE. The wall may be weakly‘‘stretched’’. Occasional irregular microrelief can bepresent on the less worked parts of the walls (internalor external), and corresponds to the discontinuouspressures given in a downward direction to thin theroughout. The result is a wall that presents variationsin thicknesses on limited spots (‘‘blister’’). Theseblisters can be found with a parallel pattern. In mostcases, there is no trace of joins of coils. They havebeen erased at the roughout stage by discontinuouspressures. Rillings are rarely present since pressures areexerted on a formed homogeneous body.
Method 2 is characterized by occasional irregularwavy grooves on non-stretched clay walls (internal or
external) as well as by rare rillings. The wavy linescorrespond to the binding lines of coils which,essentially, follow an irregular pattern. They canpresent different morphologies: it can be a fine singleoblique feature, a broken line or a slightly furrowedwavy line. They have remained largely visible becauseof insufficient thinning and shaping of the clay with thehelp of RKE.
When fashioned using methods 1 and 2, clay wallscan present faces (internal and external) with differentmorphologies (stretched, irregular). This differencereflects an asymmetry of pressures during thinning andshaping. Strongest pressures are given with the help ofa tool.
Method 3 is characterized by a great diversity ofrillings. One type of rilling is often found in the shapeof a band which is crossed, in the middle, by a groovewith an outline that is not rectilinear. It corresponds tothe application of continuous pressures with the help ofRKE on zone binding. The pressures create a band onboth sides of the join of coil. The join is then located inthe middle of the band. The variety of rilling is createdby the intermittent differential pressures which pressthe clay at different intervals. This type of pressure isnecessary with method 3: if not applied, the coils will

Wheel-fashioning of Ancient Oriental Ceramics 753
have a tendency to split apart under the combinedeffect of the centrifugal force and the continuouspressures. Pressures on the internal and external wallscan be asymmetrical depending on the care given toboth faces. If priority is given to the external face, thenthe less worked face, the internal one, can present deepsub-parallel grooves corresponding to the joins ofcoils which have not been properly bound. Anotherpossibility is that joins of coils become distorted understrong pressures. They will be then visible in the formof irregular wavy lines.
Method 4 is characterized by regular ridges out ofadjustment and parallel grooves on stretched claywalls, which correspond to a differential movement ofthe coils when placed above each other. In fact, perfectadjustment of one coil with the other requires greatcare and skill. This adjustment is especially delicateon restricted zones (base, mouth). Parallel groovescorrespond to joins of coils. They are visible on zonesof compression. Parallelism is a consequence of thefashioning of coils using RKE. It makes their sectionand their outline extremely regular even though,initially, this was not the case.
Table 4. Summary of the main diagnostic microfabric attributes characteristic of the different wheel-fashioning methods
Method Structural pattern Air voidsParticle
orientation Joins
1 Densely packed, subrounded, large claydomainsJuxtaposition of (1) sub-parallel striatedbirefringence fabric and (2) random orientationwith a speckled birefringence fabric
Rare, small, roundedVery rare, large, oblique
Random Weakly expressedRare oblique striations
2 Densely packed, elongated, large clay domainsDominantly cross-striated birefringence fabric(herring-bone pattern) merging to sub-parallelstriated birefringence fabric at the edges
Rare, small, roundedVery rare, large, oblique
Random Weakly expressedRare oblique striations
3 Densely packed elongated large clay domainsInter-binding zones: sub-parallel striatedbirefringence fabricBinding zones: speckled birefringence fabric
Regular alternation oftwo types: V1(inter-binding zone):sub-parallel, elongated;V2 (binding zones): largeoblique vesicles
Rather random Weakly to clearlyexpressedOblique alignment ofelongated vesicles
4 Dense packing of strongly compressed claydomainsPeriphery of the compressed clay domains:sub-parallel striated microfabricsInner part of the clay domains: regularcross-striated birefringence fabric (herring-bonepattern)
Rare oblique vesiclesSub-parallel elongatedwhen strong thinning
Expelled at theperiphery of claydomains
Often weakly expressed;the sub-horizontal, thindiscontinuities withstrongly compressedclay domains
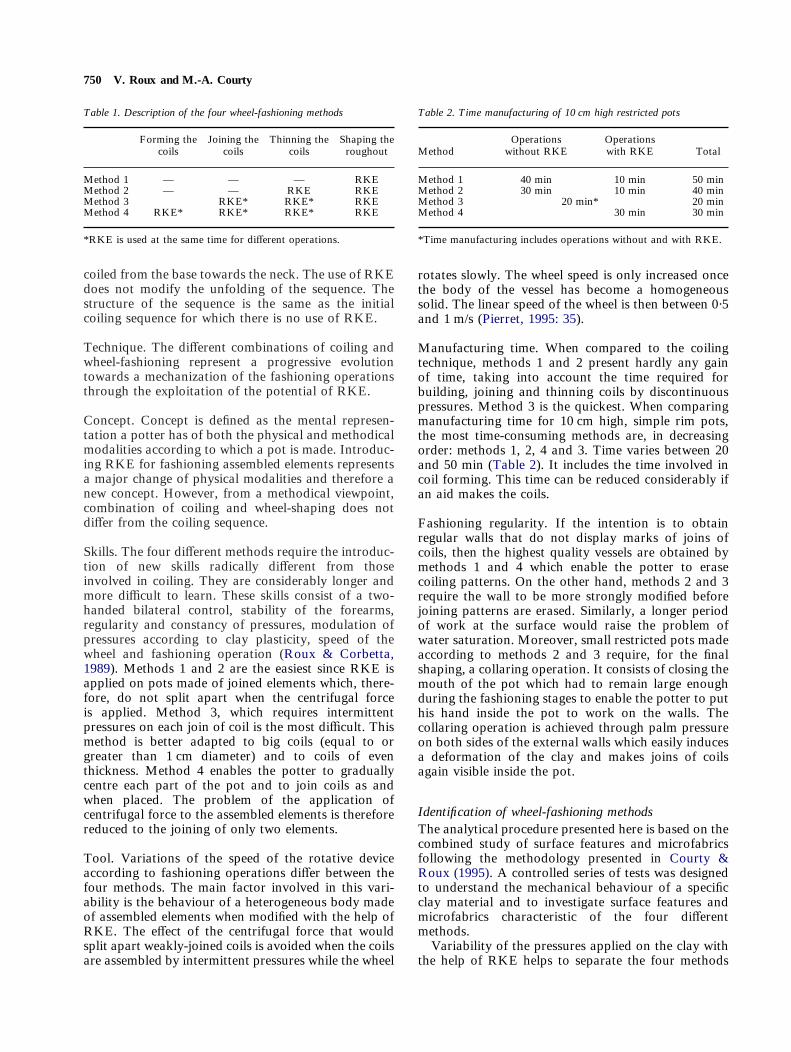
Microfabrics (Table 4 and Figure 3). Microscopiccharacteristics of cross-sections perpendicular to thewall surfaces, in the plane parallel to the vessel height,are described under the petrographic microscope byreference to the catalogue of microfabrics elaborated inCourty & Roux (1995). The various types of clayarrangements observed in experimental ceramics arecorrelated to the specific mechanical deformations ofthe clay induced by the different wheel-fashioningmethods.
As previously demonstrated (Courty & Roux, 1995),a comprehensive characterization of ceramic micro-fabrics requires microscopic study, first at lowmagnification, of air void pattern, coarse particledistribution and general aspect of the fine mass, then,at higher magnification, morphology and arrangementof clay domains formed by the packing of clay-sizedand fine silt-sized particles and their birefringencefabrics.
The experimental material is predominantly formedof micro-illitic clay domains mixed with a high contentof fine silt-sized micaceous particles (c. 30%). It con-tains a minor proportion of silt-sized calcite particles(a few %) and subangular medium-sized quartziticsands (5%). The resulting clay is characterized by itshigh rigidity and weak cohesion forces between claydomains and is therefore weakly sensitive to sufferplastic flow deformation under mechanical pressures athigh water content (Courty & Roux, 1995). Althoughthe vessels were fired at a temperature of c. 800)C,observation under polarized light (XPL) revealed thatgood preservation of the birefringence fabrics allowsthe recognition of the geometrical arrangement of claydomains at high magnification.
Observation at low magnification shows that all theexperimental ceramics display a homogeneous, dense,fine mass which is formed of the close imbrication of afew hundred micron-sized, sub-rounded, clay domainswith rare large voids and vesicles, with a randomdistribution and orientation of the coarse particles.
In general, whatever the method, joins of coils arenot clearly visible at low magnification. They can onlybe recognized by minor imperfections, such as occur-rence of oblique large vesicles, and weakly expressed
754 V. Roux and M.-A. Courty

Wheel-fashioning of Ancient Oriental Ceramics 755
structural discontinuities. Evidences of joins of coilsare no longer visible for most thinned ceramics due tothe higher density and overall homogeneity of the finemass.
Observation at higher magnification of the claydomain arrangement and of their birefringence fabricsallows identification of diagnostic properties that arerelevant to characterize the energetic history specificto each forming method. Method 1 is characterizedby the lower compression of clay domains expressedby a sub-orthogonal juxtaposition of two types ofclay domain microfabrics: (1) sub-parallel striatedbirefringence fabric and (2) random orientation with aspeckled birefringence fabric.
Reduction of the angle between the two types ofbirefringence fabrics for the ceramics produced bymethod 2 expresses the stronger continuous pressuresapplied during the wall thinning operation with RKE.This results in a regular arrangement of clay domainswith a cross-striated birefringence fabric resemblinga herring-bone pattern, very well expressed in this casedue to the high rigidity of the illitic fine mass. Theherring-bone pattern gradually merges to a predomi-nant sub-parallel striated birefringence fabric at thetwo walls of the ceramic. Joins of coils appear to bemarked by the development of longer sub-parallelstriated birefringence fabric that is oblique to the wallfaces, and often accompanied by a series of obliquesmall vesicles.
Ceramics produced by method 3 differ by the regu-larly spaced alternation of two types of birefringencefabrics that helps to recognize the successive joins ofcoils. The marked contrast between the central partof the coil (inter-binding zone) which displays ahigh structural reorganization (sub-parallel striatedbirefringence fabric) and the binding zone with lowstructural reorganization (speckled birefringencefabric) expresses the differential compressions whentensile forces are applied for forming the roughout withRKE. In addition to their specific clay domain pattern,joins between coils are often emphasized by largeoblique vesicles left by trapped air in the weaklyreorganized inter-binding zone, whereas vesicles aresmaller and often elongated in the binding zone.
Ceramics produced by method 4 always display thehighest degree of structural reorganization marked bya dense packing of strongly compressed clay domainsresulting in an overall homogeneity of the clay micro-
fabrics. Sub-parallel striated microfabrics are generallyobserved at the periphery of the compressed claydomains while their inner part displays a regularcross-striated birefringence fabric with a herring-bonepattern. Furthermore, the strong pressures exertedwhen RKE is used for joining the coils produce differ-ential displacement of the coarser grains which areexpelled at the periphery of clay domains. Joinsbetween coils are marked by sub-horizontal, thin dis-continuities with strongly compressed clay domainsthat most probably correspond to the addition ofwetted clay for binding the coils. A clear trend towardsan elongated morphology of the clay domains isobserved for the most thinned ceramics which havesuffered important compressions (40% reduction ofcoil thickness, from 5 mm to 3 mm diameter). Thisspecific microfabric is due to the formation of shearstress caused by important stretching with continuousaddition of water when the coils are thinned withRKE. Absence of a sub-parallel micro-fissuration,however commonly observed in previous experiments,relates here to the illitic nature of the clay whichminimizes effects of tensile stress and favours ahomogeneous distribution of water (Courty & Roux,1995).
In conclusion, the difficulty of distinguishing at lowmagnification between the different wheel-fashioningmethods appears to be related, here, to the illitic natureof the clay and its very fine preparation. Examinationof the cross-sections at higher magnification revealsdistinct patterns in the clay microfabrics that areclearly characteristic of the four tested formingmethods. However, diagnostic attributes are no longervisible on the most thinned ceramics which havesuffered a 40% size reduction of wall thickness.
Archaeological ApplicationCeramics of the two following sites have beenexamined. Shar-i-Sokhta, Hilmand, Eastern Iran.Occupation periods: from Period I to Period IV (endof the 4th millennium up to the end of the 3rd
millennium, with a gap of occupation between PeriodIII and Period IV) (Tosi, 1979). Kalibangan,Rajasthan, North West India. Occupation periods:pre-Harappan (first half of the 3rd millennium),Harappan (second half of the 3rd millennium) (Thapar,1975).
Figure 3. Microfabrics of experimental ceramics. (a) Method 1. View at low magnification in plane polarized light showing the dense,homogeneous fabric, rare vesicles, random distribution of coarse inclusions and rare, fine vesicles. (b) Method 1. View at high magnificationin crossed polarized light showing sub-orthogonal sharp contrast between a sub-parallel striated birefringence fabric on the left and one on theright with a random orientation and a speckled birefringence fabric. (c) Method 2. View at high magnification in crossed polarized lightshowing regular arrangement of clay domains with a cross-striated birefringence fabric (herring-bone pattern). (d) Method 3. View at highmagnification in crossed polarized light of the inter-binding zone showing an oblique, sub-parallel striated birefringence fabric (high structuralreorganization). (e) Method 3. View at high magnification in crossed polarized light of the binding-zone showing a speckled birefringence fabric(weak structural reorganization). (f) Method 4. View at high magnification in plane polarized light of the binding-zone showing horizontalalignment of vesicles and clay domains. (g) Method 4. View at low magnification in plane polarized light of a strongly thinned ceramic showingthe very dense, homogeneous fabric. (h) Method 4. View at high magnification in plane polarized light of (g) showing the sub-parallel striatedfabric caused by strong thinning.

756 V. Roux and M.-A. Courty
The aim of the study was to test the value of ourcriteria for identifying wheel-fashioning methods. Forthis purpose, a limited number of sherds showingdistinct surface features were selected. Results ofa combined analysis of surface features and micro-fabrics were compared with the ones from theexperiments.
The archaeological ceramics are not made fromclay materials strictly comparable to the experimentalone. The material from Shar-i-Sokhta is made from anillitic clay with a high proportion of silt-sized cal-careous particles which modifies the clay behaviourunder mechanical stresses. As previously demonstrated(Courty & Roux, 1995), an abundance of calciumcarbonate reduces the differential displacement of illiticclay particles and, furthermore, makes the identifica-tion of clay domains microfabrics more difficult. Inaddition, the fine clay is mixed with a high amount ofcoarse, sand-sized particles increasing rigidity of theassemblage. The comparison is furthermore compli-cated by greater variability of the clay within theassemblage of each period, except for the Period IIIceramics made of similar clay. The high degree offiring, responsible for a partial to total melting of theclay fine mass with resulting disappearance of thebirefringence fabric has also made the study at highmagnification difficult.
The material from Kalibangan is made of clay whichcontains in various proportion illite and smectite clayminerals, abundant fine silt-sized micaceous particles,in addition to a minor amount of coarse inclusions. Aprevious study has shown that the greater sensitivity toplastic deformation under shear stress may createspecific microfabrics (Courty & Roux, 1995).
In spite of these difficulties, the comparison of thearchaeological ceramics with the experimental assem-blages has helped us to recognize a series of diagnosticattributes characteristic of the forming methods. Theresults given here are only examples which should,however, demonstrate the relevance of this new field ofstudy.
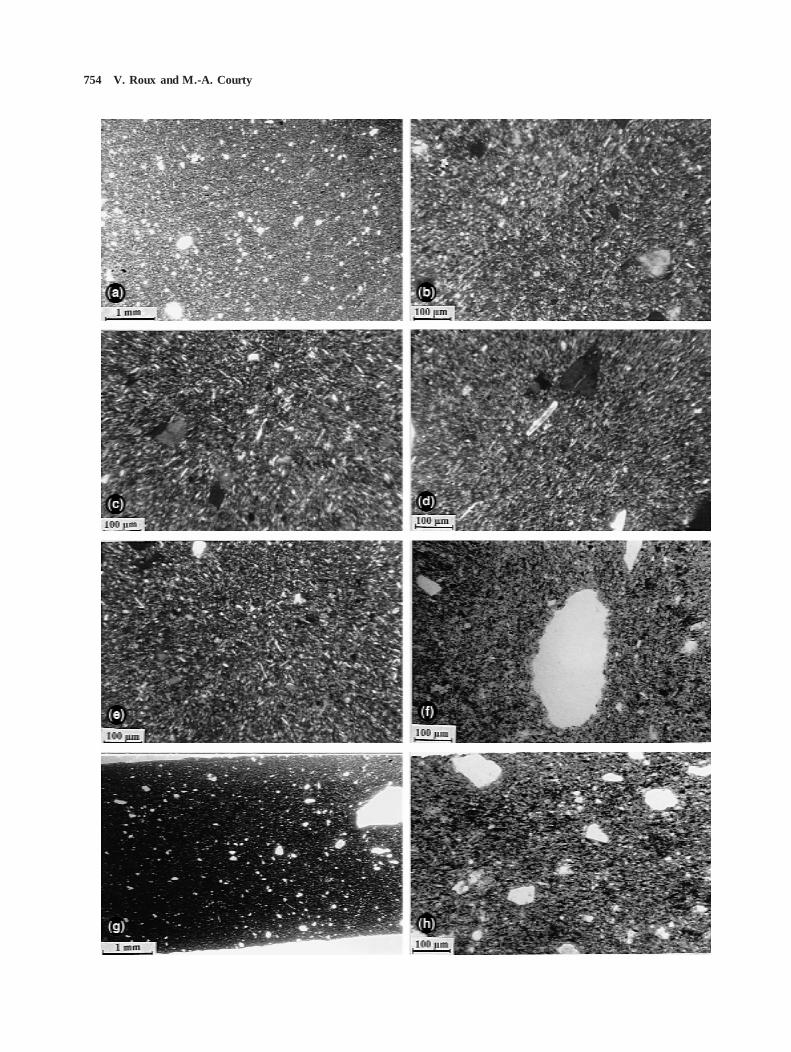
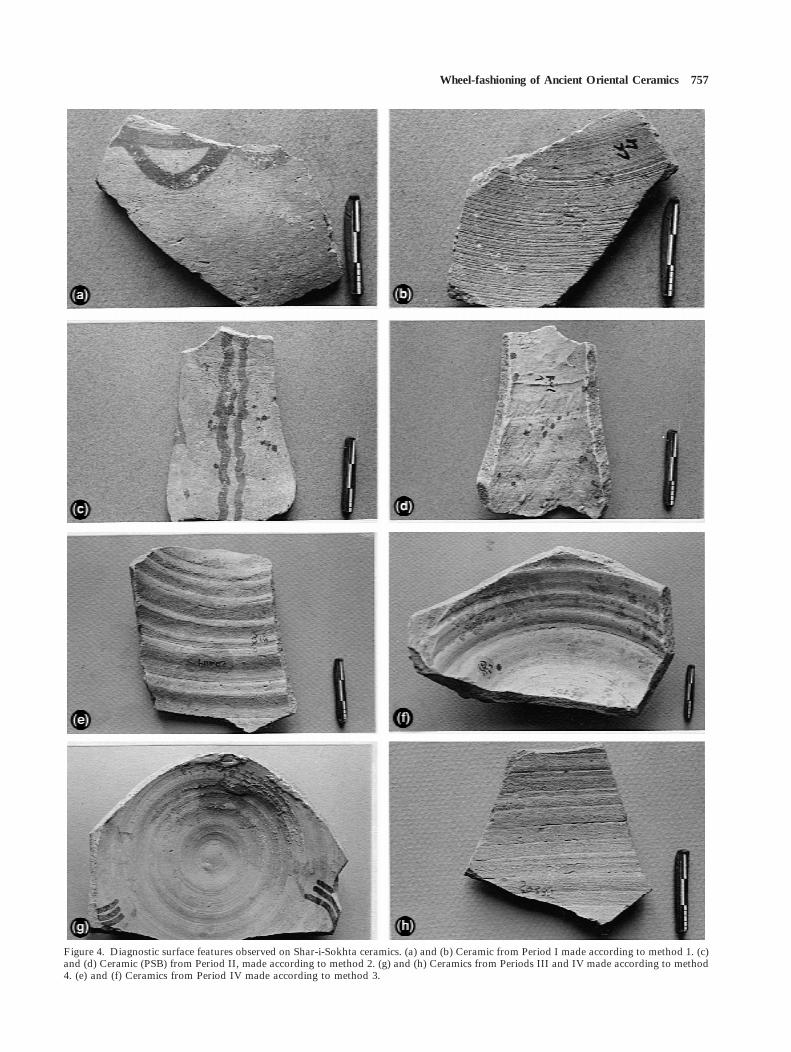
Shar-i-SokhtaObservation of Shar-i-Sokhta ceramics reveals fourgroups of surface features and microfabrics that matchthe four forming methods (Figures 4 and 5). At a firstlevel of analysis, they are distributed according to thefour chronological periods.
Asymmetry of wall faces. The external wall presentsirregular microrelief as well as horizontal concentricstriations. Transformation of the wall with RKE hasnot been strong enough to erase irregularities obtainedwhile thinning the roughout by discontinuous pres-sures. No trace of joins of coils are visible. Rillings areabsent. Internal face has been modified by pressuresapplied with RKE. The aspect is regular, ‘‘stretched’’
with parallel striations. This combination of surfacefeature is similar to the one observed with method 1. Ithas mainly been observed on sherds belonging toPeriods I and II.
Cross-sections display, at low magnification, aclearly expressed sub-parallel network of long, thinfissures and a high density of the fine mass. Thesetwo attributes result from both strong discontinuoushand pressures applied during the thinning operationand moderate stretching stress of the clay during theshaping operation with RKE. At high magnification,the common occurrence of clear structural discontinui-ties has allowed us to identify the joins of coils on mostof the ceramics observed. They are generally markedby less compressed horizontal zones, with large sub-rounded vesicles. These characteristics are similar tothe ones observed on experimental ceramics madeusing method 1.
Occasional irregular wavy grooves. This type of groovehas been observed on the external wall of Pear ShapedBeakers (PSB) belonging to Period II. They are typicalof a binding of coil by downward discontinuous pres-sures. Shaping on the wheel is shown by regularconcentric striations and oblique wrinkles on the com-pression zones. These zones can also present strongdeformations expressed by deep spirally orientatedfoldings: when forming small restricted pots, themouth has to be left quite wide so that the potter, whilethinning and shaping with RKE, can put his handinside the pot. Once the overall pot is shaped, themouth of the pot is then narrowed. The collaringoperation implies that both hands apply pressures onthe external walls. If the pressures are too strong or notprogressive enough, or if the pot does not rotate fastenough, strong deformation of the clay is easily in-duced. Combination of occasional irregular wavygrooves and deformation of clay through RKE areeasily produced by method 2.
Micro-analysis of PSB shows that they display aclearly expressed sub-parallel network of long, thinfissures, a high density of the fine mass and commonoccurrence of sub-horizontal discontinuities typical ofjoins between coils. The only significant difference withprevious ceramics lies in a greater density of the claydomains which may relate to more important pressuresapplied with RKE for thinning, as observed formethod 2.
Ridges out of adjustment. Most of the ceramics ofPeriod III present a high quality of finishing whichcontrasts with previous periods. However, minorimperfections are visible in the form of undulated wallsmade of regular ridges out of adjustment and, in lessproportion, rectilinear grooves. These surface featurescorrespond to the ones observed on experimentalmaterial using method 4.
Microfabrics of ceramics from Period III totallydiffer from those of previous periods due to their great
Wheel-fashioning of Ancient Oriental Ceramics 757
Figure 4. Diagnostic surface features observed on Shar-i-Sokhta ceramics. (a) and (b) Ceramic from Period I made according to method 1. (c)and (d) Ceramic (PSB) from Period II, made according to method 2. (g) and (h) Ceramics from Periods III and IV made according to method4. (e) and (f) Ceramics from Period IV made according to method 3.

758 V. Roux and M.-A. Courty
Figure 5. Microfabrics of archaeological ceramics. Shar-i-Sokhta. (a) View at low magnification in plane polarized light of a thinned PeriodI ceramic showing a sub-parallel fine fissuration and oblique vesicles at the contact between two coils. (b) View at low magnification in planepolarized light of a thick Period I ceramic showing distinct oblique vesicles at the contact between two coils. (c) View at low magnification inplane polarized light of a thinned Period II ceramic showing a regular, sub-parallel fine fissuration and lack of structural discontinuities dueto careful erasement of coil joins. (d) View at low magnification in plane polarized light of a thinned Period III ceramic showing a very dense,homogeneous, microfabric, lack of fine fissuration and absence of structural discontinuities. (e) View at low magnification in plane polarizedlight of a thinned Period IV ceramic showing clear structural discontinuity at the contact between two coils expressed by the differentmorphology of the large voids. (f) View at low magnification in plane polarized light of a thinned Period IV ceramic showing clear structuraldiscontinuity at the contact between two coils marked by a textural contrast.
homogeneity and absence of the sub-parallel networkof fine fissures, except for the thinnest ceramics whichdisplay sub-parallel elongated vesicles. The rare occur-rence of well marked sub-horizontal structural discon-tinuities is also a major difference. Only a few clear
ones have been observed either in the form of obliqueto horizontal vesicles or as sub-horizontal striations.Occurrence of these rare imperfections and the greathomogeneity of the fine mass suggest assigning PeriodIII ceramics to method 4.

Wheel-fashioning of Ancient Oriental Ceramics 759
Variety of rillings. Pots belonging to Period IV presenta great variety of rilling, such as the typical bandcrossed by a central groove described with method 3.As stated above, this band is obtained while applyingpressures to joins of coils.
Ceramics from Period IV are, in most cases, charac-terized by the regular alternation of (1) thinner zonesshowing a very strong compaction and predominanceof small, elongated vesicles and (2) less thinned zoneswhich comprise oblique to sub-parallel, large vesiclesin addition to small elongated vesicles. This doublepattern has been shown to be typical of method 3.
KalibanganA great diversity of surface features is present on thepre-Harappan assemblage compared to the Harappanone (Figure 6). Examination of surface features andmicrofabrics has revealed that most of pre-Harappanceramics were made without any use of RKE (classifiedas Fabric A by Indian archaeologists). Therefore, theyare not specifically described here. On the contrary,most other Fabrics (B, C, D) and the Harappanceramics do present the specific attributes of wheel-shaping, such as parallel striations and undulating
ridges and grooves running around the vessel walls,and regular networks of clay domains. The quality oftheir manufacture makes identification of the formingprocess difficult.
However, on a few pieces, significant surface featuresand microfabrics were highlighted (Figures 7 and 8).
Asymmetry of wall faces. Only the external wall showsstretching with RKE whereas the internal wall showsno traces of RKE. This asymmetry of surface aspectscan only be found with forming method 1 or 2. Theyhave been mainly observed on Harappan jar stands.
Ridges out of adjustment and parallel grooves. Theridges, often located in a compression zone (maximumdiameter or mouth), can be outlined by parallelgrooves. These surface features are typical of ceramicsmade according to method 4. They have been observedon a few pre-Harappan ceramics (classified as FabricA) as well as on Harappan vessels.
Figure 6. Diagnostic surface features observed on pre-Harappan ceramics. (a) Vessel with ridges out of adjustment, made according to method4. (b) Vessel with parallel grooves on compression zones, made according to method 4. (c) Vessel with rilling in the form of a band, madeaccording to method 3.
Variety of rillings, rilling in the form of band. Rillingsare varied. Some of them are present in the form ofbands. They may also present deep sub-parallelgrooves on the internal face. These surface features are
760 V. Roux and M.-A. Courty
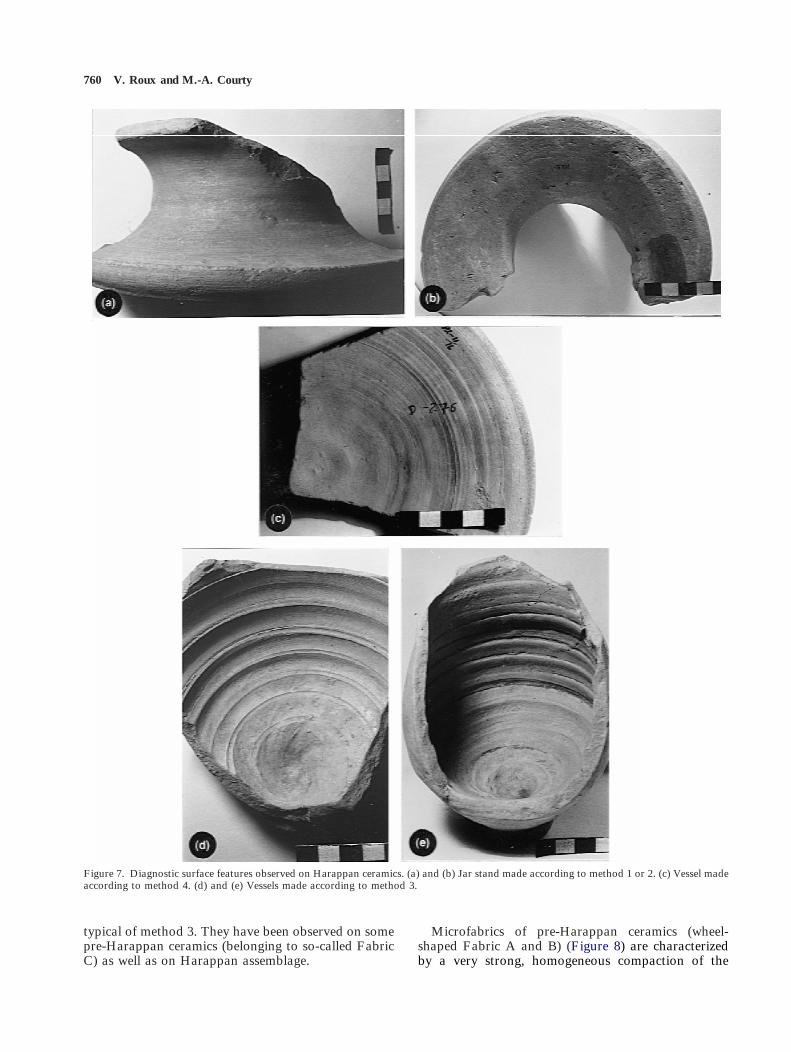
Figure 7. Diagnostic surface features observed on Harappan ceramics. (a) and (b) Jar stand made according to method 1 or 2. (c) Vessel madeaccording to method 4. (d) and (e) Vessels made according to method 3.
typical of method 3. They have been observed on somepre-Harappan ceramics (belonging to so-called FabricC) as well as on Harappan assemblage.
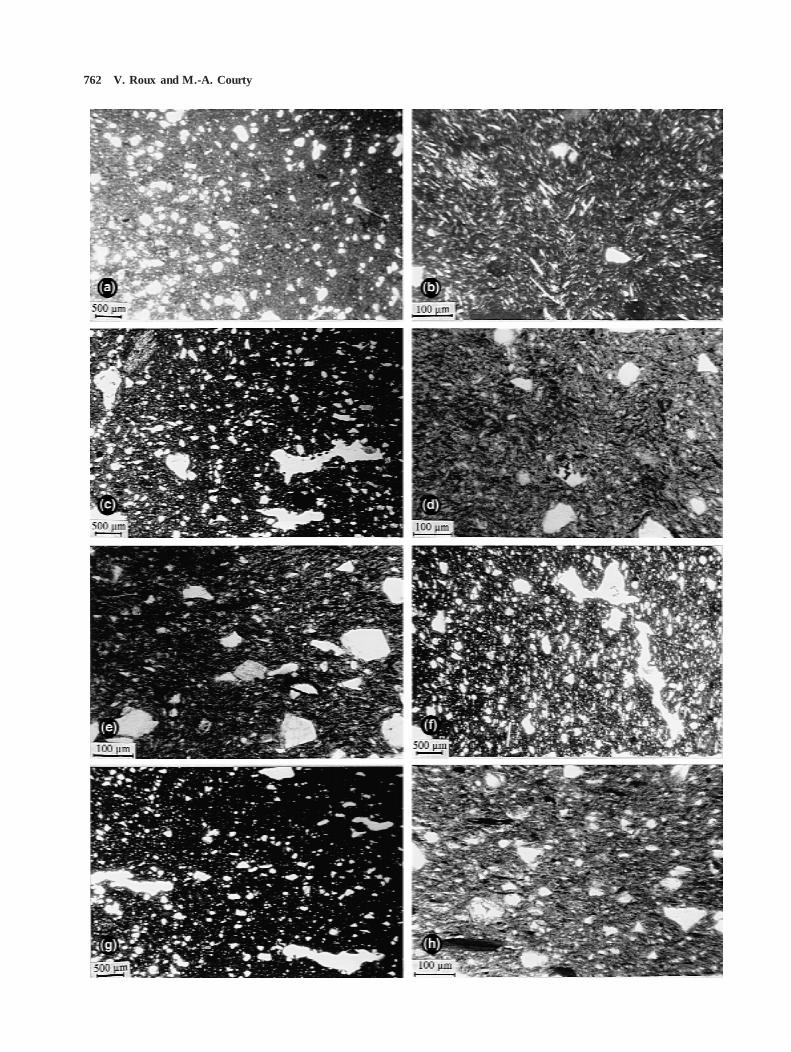
Microfabrics of pre-Harappan ceramics (wheel-shaped Fabric A and B) (Figure 8) are characterizedby a very strong, homogeneous compaction of the

Wheel-fashioning of Ancient Oriental Ceramics 761
clay domains resulting in a predominance of thesub-parallel striated birefringence fabric. Elongatedfine vesicles are common, in addition to large oneswhich may appear regularly spaced. Oblique orientatedstructural discontinuities marked by alignment of largevesicles and elongated coarse particles are often ob-served. They resemble the ones observed on experimen-tal ceramics made using method 4, although thestructural discontinuities are curvilinear and long incomparison to the ones of the experimental materials.This suggests a conical shaping of the platform beforethe assembling phase. In this case, occurrence ofparallel striated birefringence fabric using method 4reflects the greater sensitivity of the smectite rich illiticclay to shear stress (Courty & Roux, 1995). Some ofthe Fabric C ceramics are characterized by a densenetwork of strongly compressed clay domains with avery well expressed herring-bone pattern, rare forelongated vesicles and common rounded vesicles thatare randomly distributed. Large vessels of Fabric Coften display the juxtaposition of two microfabrics:(1) herring-bone pattern with a trend to sub-parallelstriation and elongated fine vesicles; and (2) irregularpacking of strongly compressed clay domains withrandomly distributed rounded vesicles. This juxta-position resembles the one observed for experimentalceramics made using method 3.
The Harappan bowls and plates are characterized bya similar pattern to those of the Kalibangan Fabric C,although they differ by the common occurrence ofelongated fine to large vesicles (Figure 8). The largeHarappan jars are predominantly formed of claydomains with a regular sub-parallel orientation, thatare occasionally juxtaposed to zones with randomlyorientated clay domains and large vughs. The lattercan be assigned to relict traces of the initial fabric ofthe coils that have suffered less structural reorganiza-tion in comparison to the edges. The clear developmentof the sub-parallel microfabric is similar to the oneobtained by method 4 for strongly thinned ceramics.
ConclusionsThis paper has tentatively demonstrated that differentwheel-fashioning methods were practised during the4th–3rd millennium in Asia. They correspond todifferent technological as well as cultural behaviours.
Figure 8. Microfabrics of archaeological ceramics. Kalibangan. (a) Vpre-Harappan, small-sized ceramic made of fine textured illitic clay. Torientation of grains and fine voids. (b) View at high magnification in croswith a cross-striated birefringence fabric (herring-bone pattern). Assigneof a Harappan, strongly thinned jar. The photo is taken at a weakly excontact between the oblique vesicles on the left and the elongated ones oplane polarized light of (c) showing the inter-binding zone with a cross-magnification in plane polarized light of (c) showing the binding zone wmagnification in plane polarized light of a Harappan, large-sized jar shoblique vesicles. (g) View at low magnification in plane polarized light olack of structural discontinuities (erased by strong compression). (h) Vsub-parallel fabric due to strong compression.
Their identification should enable us, in the future, tounderstand better the historical reasons for adoptionof the potter’s wheel.
These experimental studies have enabled us to iden-tify wheel-fashioning methods on the basis of surfacefeatures and microfabrics, both of which providecomplementary evidence of the complex sequencesinvolved in the ceramic forming processes. Surfacefeatures have been demonstrated to be dependent onlyupon forming methods. This has helped to discriminateeffects induced by the type of clay preparation andnature of the clay on the variability of the microfabricsspecific to each forming method. It follows that diag-nostic attributes deduced from our study of one type ofclay can be legitimately applied to ceramic assemblagesmade from a great diversity of clays.
A preliminary archaeological analysis has been per-formed on two ceramic assemblages: Shar-i-Sokhta inEast Iran and Kalibangan in North-West India. Theselection of ceramics, collected from main categories ofsurface features, has allowed us to identify differentwheel-fashioning methods. Based on this preliminaryapplication, a systematic inventory of ceramic assem-blages should help, in the future, to highlight thehistory of the different methods and their significancewith respect to socio-economic factors. However, italready appears that different methods simultaneouslypractised might not have been used for the same typeof pot, and also that the different sites might havewitnessed various developments of the wheel formingprocesses. A preliminary analysis (Roux, 1995) sug-gests that wheel-fashioning methods may have devel-oped in relationship with the emergence of urbanpowers in Asia. The driving force was not reduction inmanufacturing time or mass production, but a socialrepresentation of wheel-shaped ceramics and wheel-fashioning methods that would have acted as symbolsof urban identity.
h
dp
f
AcknowledgementsThis research project was funded by grants fromthe French Ministry of Foreign Affairs (Centre desSciences Humaines, New Delhi), from the CentreNational de la Recherche Scientifique (G.D.R. 743)and from the Historical–Archaeological Centre ofLejre (Denmark). Dr M. C. Joshi, Director General of
iew at low magnification in plane polarized light of a fabric Ce fine preparation is indicated by lack of coarse porosity, random
sed polarized light showing very regular arrangement of clay domainsto method 2. (c) View at low magnification in plane polarized lightressed structural discontinuity typical of a coil join: note the sharp
n the right. Assigned to method 3. (d) View at high magnification instriated birefringence fabric (herring-bone pattern). (e) View at highith a sub-parallel fabric due to strong compression. (f) View at low
owing a clear structural discontinuity between two coils marked bya Harappan, strongly thinned plate showing elongated vesicles and
iew at high magnification in plane polarized light of (g) showing a
762 V. Roux and M.-A. Courty

Wheel-fashioning of Ancient Oriental Ceramics 763
the Archaeological Survey of India and ProfessorMaurizio Tosi, IsMEO, Rome, are gratefully acknowl-edged for providing access to the ceramic collectionsfrom Kalibangan and Shar-i-Sokhta. Assistancewas generously provided by Madhu Bhala at theKalibangan section of the A.S.I. and by StephanoPracchia at IsMEO. We are most grateful to MortenMelgaard, Director of the Historical–ArchaeologicalCentre of Lejre, and Marianne Rasmunsen, ResearchDirector, for support of the experimental project.
We would like to express our deep gratitude to IngerHildebrandt, Lizbeth Tvede-Jansen and Lisa Lahmyfor their patient assistance with the preparation of theexperimental ceramics as well as for profitable discus-sions and extremely thoughtful suggestions. Their greatexperience as potters as well as their open mind to evernew experimentations have considerably enriched theunderstanding of the wheel forming problems. Wewould like to thank Gerard Monthel for the drawings.
ReferencesBlackman, M. J. G., Stein, G. J. & Vandiver, P. B. (1993). The
standardization hypothesis and ceramic mass production: techno-logical, compositional and matrix indexes of craft specialization atTell Leilan, Syria. American Antiquity 58, 60–80.
Courty, M.-A. & Roux, V. (1995). Identification of wheel-throwingon the basis of ceramic surface features and microfabrics. Journalof Archaeological Science 22, 17–50.
Dobres, M.-A. & Hoffman, C. R. (1994). Social agency and thedynamics of prehistoric technology. Journal of ArchaeologicalMethod and Theory 1, 211–258.
Edwards, I. & Jacobs, L. (1987). Experiments with stone ‘‘potterywheel’’ bearings—notes on the use of rotation in the production ofancient pottery. Newsletter (Department of Pottery Technology,University of Leiden) 4, 49–55.
Foster, G. M. (1959). The potter’s wheel: an analysis of idea andartifact in invention. Southwestern Journal of Anthropology 15,99–119.
Franchet, L. (1911). Ceramique Primitive: Introduction a l’etude de laTechnologie. Paris: Paul Geuthner.
Gelbert, A. (1997). De l’elaboration au tour au tournage sur motte:difficultes motrices et conceptuelles. Techniques et Culture, inpress.
Gosselain, O. (1994). Skimming through potter’s agenda: an ethno-archaeological study of clay selection strategies in Cameroon. In(S. T. Childs, Ed.) Society, Culture, and Technology in Africa.Philadelphia: University of Pennsylvania Museum, vol. 11 (supple-ment), pp. 99–107.
van der Leeuw, S. E. (1993). Giving the potter a choice: conceptualaspects of pottery techniques: In (P. Lemonnier, Ed.) Technologi-cal Choices: Transformation in Material Cultures since the Neo-lithic. London & New York: Routledge, pp. 238–288.
van der Leeuw, S. E. (1994). The pottery from a Middle-Uruk pit atTepe Sharafabad, Iran. A technological study. In (D. Binder & J.Courtin, Eds) Terre Cuite et Societe. La Ceramique, DocumentTechnique, Euconomique, Culturel. Juan-les-Pins: Editions APDCA,pp. 269–302.
Lemonnier, P. (1993). Technological Choices: Transformation inMaterial Cultures since the Neolithic. London & New York:Routledge.
Mahias, M.-C. (1993). Pottery techniques in India: technologicalvariants and social choice. In (P. Lemonnier, Ed.) TechnologicalChoices: Transformation in Material Cultures since the Neolithic.London & New York: Routledge, pp. 157–180.
Pierret, A. (1995). Analyse technologique des ceramiques arche-ologiques: developpements methodologiques pour l’identification destechniques du faconnage. Un exemple d’application: le materiel duvillage des Arenes a Levroux (Indre). Doctorat, Paris I, Pantheon-Sorbonne.
Pfaffenberg, B. (1992). Social anthropology of technology. AnnualReview of Anthropology 21, 491–516.
Roux, V. (1994). La technique du tournage: definition et reconnais-sance par les macrotraces. In (D. Binder & J. Courtin, Eds) TerreCuite et Societe. La Ceramique, Document Technique, Euconomique,Culturel. Juan-les-Pins: Editions APDCA, pp. 45–58.
Roux, V. (1995). Technological change and social dynamic: adoptionof the wheel-fashioning technique during the late fourth–thirdmillennium B.C. in Asia. Paper presented at the 60th AnnualMeeting of the Society for American Archaeology, Minneapolis.
Roux, V. & Corbetta, D. (1989). The Potter’s Wheel. Craft Speciali-zation and Technical Competence. New Delhi: Oxford and IBHPublishing. French Version 1990 Le Tour du Potier. SpecialisationArtisanale et Competences Techniques. Paris: Editions duCNRS—Monographic du CRA.
Roux, V. & Courty, M.-A. (1997). Les bols elabores au tour d’AbuHamid: rupture technique au 4e millenaire av. J.-C. dans leSud-Levant. Paleorient 23, 25–43.
Simondon, G. (1958). Du Mode d’Existence des Objets Techniques.Paris: Aubier.
Thapar, B. K. (1975). Kalibangan. Harappan metropolis beyond theIndus valley. Expedition 17, 19–32.
Tosi, M. (1979). The proto-urban culture of Eastern Iran and Induscivilizations: notes and suggestions for spatio-temporal frame tostudy the early relationships between India and Iran. In (M.Taddei, Ed.) South Asian Archaeology 1977. Naples: IstitutoUniversitario Orientale, pp. 149–171.
Appendix 1. Definitions of Preform andRoughout
Method: complex sequence of forming which in-volves phases, stages and operations, each of which canbe achieved through different techniques. Three mainforming phases should be considered: fashioning of thebody (lower part, upper part), of the orifice (neck andrim) and of the base. The fashioning of the body can bedivided into two stages; the forming of the roughoutand of the preform.
Roughout: hollow volume which does not present thefinal geometrical characteristics of the pot. A roughoutis usually obtained by thinning operations.
Preform: a pot with its final geometrical characteris-tics but where the surface has not been (or will notbe) subjected to finishing techniques. A preform isobtained by shaping a roughout.
Each of the different phases and stages can comprisedifferent operations.
Technique: physical modalities according to whichclay is fashioned. These modalities can be described onthe basis of the following parameters:(a) the source of energy (pressure of the fingers/hands
versus pressure of the fingers/hands combinedwith rotative kinetic energy).
(b) the type of pressure (discontinuous versuscontinuous).
(c) the clay mass onto which the pressures are exerted(mass of clay versus assembled elements).