imple me ntation of zero defect through poka yoke … · imple me ntation of zero defect through...
TRANSCRIPT

IMPLEMENTATION OF ZERO DEFECT THROUGH POKA YOKE APPROACHES
IN THE ASSEMBLY LINE OF COMPRESSOR MANUFACTURING INDUSTRY
1Dr.R.Vinayagasundaram,
2Dr.C.Velmurugan,
1Associate Professor, Department of Management, Kumaraguru College of Engineering,
Coimbatore, Tamil Nadu, India,
2Professor, Department of Mechanical Engineering, Kumaraguru College of Technology,
Coimbatore, Tamil Nadu, India
ABSTRACT
Any company, to survive in this competitive world must have known the importance
of reducing the operational cost. It can be further explained in the way that Operational cost
of a company has an inverse relationship with the profit return of the Company. Having
business is different from earning profit out of it. Hence, to earn profit out of business, the
only direct and effective way is to reduce operational cost. Operational cost not only incurs
machine, material and manpower costs but also rejection and reworks cost which is hidden
and severely affects the reputation and profit of the business, once taken place. This has been
understood by many business experts and researchers all over the world and started
introducing many techniques like Kaizen (Continuous improvement).Lean manufacturing,
Total Quality Management, Total Productive maintenance, Zero Defect, Six sigma, Just-In-
Time, 7 quality tools, Robust design, SS, 7 Midas and so on.One among these techniques is
“Poka-yoke” which means “Mistake proofing”. This is considered to be the most cost and
time effective technique to reduce RPN, reworks and rejections. The concept of mistake
proofing explains us that employees are not only the reason for errors happening in the
workplace, it is the system that should provide aplat form where there is no chance for the
employee to make errors.
Keywords: Lean manufacturing, Total Quality Management, Total Productive maintenance,
Zero Defect, Six sigma, Just-In-Time, Poka yoke and Kaizen
International Journal of Pure and Applied MathematicsVolume 119 No. 17 2018, 2319-2332ISSN: 1314-3395 (on-line version)url: http://www.acadpubl.eu/hub/Special Issue http://www.acadpubl.eu/hub/
2319

1. Introduction
„Poka Yoke‟, otherwise called „Mistake Proofing‟ is the mechanism used in thisproject
to reduce rejection and rework percentage. Poka-yokes ensure that proper conditionsexist
before actually executing a process step, preventing defects from occurring in the firstplace.
Where this is not possible, poka-yokes perform a detective function, eliminatingdefects in the
process as early as possible. Naturally, this technique has the economicalcharacteristic of
“sow less, reap more‟. It is found to be reliable and produces great resultsin
processes.Developing Zero Defect through Poka Yoke approaches helps to improve assembly
quality during two stages of their production assembly design: early design of tasks, fixtures
and tooling; and during early ramp-up of new assembly lines at outsourcing sites.
Researchers worked in an action research approach with company engineers and ergonomists
to integrate PokaYoke into both design stages. This reseaqrch paper presents the Poka Yoke
approaches and discusses the challenges of using Poka Yoke to improve assembly quality.
For the first stage of early design, a Poka Yoke-design for assembly operation which has
higher RPN values (200-500 RPN). Items included physical risks, such as grip size and force,
movement risks, such as re-grasping or re-orienting, visual risks, such as visual accuracy and
inspection difficulty, and cognitive issues such as ability to detect a problem and risk of
damage to part or component. High RPN were associated with assembly tasks that were both
reported as difficult by operators, and also had quality problems.
The Process Document (PFC, PFMEA, QC, and SOP) was adopted as a controlled
engineering document and used to proactively score assembly tasks prior to final design of
tasks, fixtures and tooling. has been linked to assembly quality. PokaYoke approaches were
developed to help improve quality in early design stages and during early ramp-up of
assembly lines. Companies are encouraged to develop and evaluate Poka Yoke approaches
for improving assembly quality.
2. Need and Scope of the Study
In compressor manufacturing industries the major problem is during assembly and
mistakes occurs and which needs rectification.Based on defect prevention analysis and
monitoring of each activity in the process and implementation of Kaizen and Poka yoke at
each stage of the process safeguards against appearance of a problem. Poka-Yoke technique
International Journal of Pure and Applied Mathematics Special Issue
2320

can be applied both to prevent causes, which will result in subsequentoccurrences of errors
and to carry out inexpensive control determining whether to adopt orreject the product. It is
not always 10 % probability elimination of all errors, in such casesit is the task of Poka-Yoke
methods is detection as soon as possible.
3. Objective of study
Primary objective:
The main objective of the research is to help produce zero defect products, i.e.
improving product and process quality by implementing preventive tool - Poka Yoke.
Secondary objective:
In order to provide a logical approach to the RPN reduction the following objectives are
set up for this study:
To provide an extensive Poka-yokemethodology and problem solving models
To provide recommendations for zero quality failures based on the development of
PFC, PFMEA, Control Plan, SOP and then finally implementing principles of Poka-
yoke methodology
To develop a prototype for the systematic utilization of mistake-proofing efforts in
EPSAC S1 line.
4. Research Methodology
Defects Data Collection
Through the above research instruments both primary and secondary data are
collected forin-depth analysis of the problem domain. Since quality related issue takes place
in the shopfloor, high attention given to data received from shop floor process,
productiondepartment and quality department.
Primary Data Source
Primary data are collected through observation in assembly line, brainstorming
sessions, hourly PDCA, 90 days customer complaint and even through the reports from
quality assurance team like IPRR (In-Process Rejection Report), CAPA (Corrective
andPreventive Action report).
International Journal of Pure and Applied Mathematics Special Issue
2321

Secondary Data Source
The existing defects stored in defects management system, literature reviews, articles
and web sources regarding assembly line defects and Poka yoke implementations for various
defects based on RPN considered to be the secondary data sources for thisproject.
ProcessFlow Methodology/Methodology of Poka yoke
Identify problem from DMS
Observation at work stations
Brainstorming for ideas
Select best ideas
Implementation plan and implementation
Analysis and Interpretation
Analysis of Risk Priority Number
These are defects incurred in the assembly line whose Risk Priority Number
valuesscale ranges from 400 to 600 hence special preference is given to reduce these
defects.
Based on the defects data the RPN values with higher priority are scaled.
420
420
420
480
448
560
480
500
400
400
400
400 420 440 460 480 500 520 540 560 580
Human error
Operator ignorance
Torque not defined
Human error
Operator ignorance
Process in consistency due to tolerance stack up
Torque facility not available
Torque not defined
Human error
Lifting facility not available
Operator ignorance
Torque not defined
(blank)
67
81
0
(bl
an k)
RPN
De
fect
s (S
tage
Wis
e)
International Journal of Pure and Applied Mathematics Special Issue
2322

Defects with high RPN
These are defects incurred in the assembly line whose Risk Priority Number values
scale ranges above 150
Process with higher RPN
The idea is to decide that the defects in assembly line mainly occur due to Operator
ignorance such as wrong assembly process, missing operation, handling damage and Torque
not define for tightening issues.
Analysis on Pick To Light
Process Flow
Problem Description
In the moisture seperator O ring missing occurs periodically and reason behind this
operator ignorance that was suspected to the reason behind .The above description is the O
ring missing which results in frinction in moisture seperator. above is the case of breakage
and associated cost which also increases operational cost. G. Vishnuvardhan Rao ,
Madhusudhana Reddy Barusu ,Praveen Kumar.E, Sakana.G (2017) Hence, for root cause
71 62
28 26
6 4
0
20
40
60
80
Wrong Assemblyprocess
Tightening Issues Missingoperation
Thread sealentapplication
Fittment issues Handlingdamage
Failure mode category above 150RPN
Tightening of flange coupling with MOD
Fixing flange coupling on MOS
Applying grease on ‘O’ rin g way in flange coupling
Placing MOS in fixture
International Journal of Pure and Applied Mathematics Special Issue
2323

analysis of this problem, one of the seven qualitytools that is Fish Bone diagram and 4M-
4WHY is used and then planning to apply poka yokemechanism for it.
Cause
And
Effect
Diagra
m:Analy
sis and
Intrepre
tation
The O ring missing defects which occurs frequently in the shop floor due to various
reasons such as taking wrong O ring, Human intervention, wrong grades of grease and O ring
not properly placed.
4M-4WHY
Analysis on Scavenging pipe length
International Journal of Pure and Applied Mathematics Special Issue
2324

Process Flow
4.1.2.2 Problem Description
In the F3, F4, F5 Scavenging pipe length variation occurs periodically and the reason
behind this reffering wrong part drawing for measuring, error in supplier quality, error in
measuring instruments, improper communication with supplier these could be the reasons
behind .The above description results in oil carry over in moistue air seperator. The leakage
and associated cost which also increasesoperational cost. Hence, for root cause analysis of
this problem, one of the seven qualitytools that is Fish Bone diagram and 4M-4WHY is used
and then planning to apply Poka yoke mechanism for it.
4.1.2.3 Fish Bone Analysis & Interpretation
Fixing scavenging pipe and filter in tank
Measuring the distance
pre-setting of measuring instruments
placing Scavenging pipe
International Journal of Pure and Applied Mathematics Special Issue
2325

4M-5WHY Method
The Scavenging pipe length variation defects which occurs frequently in the shop floor due to
various reasons such as referring wrong part number while measuring, error in measuring
instrument, defects in supplier, improper communication with supplier which leads to
variation in length of scavenging pipe.
4.1.3 Analysis on Motor Connection Testing
4.1.3.1 Process Flow:
International Journal of Pure and Applied Mathematics Special Issue
2326
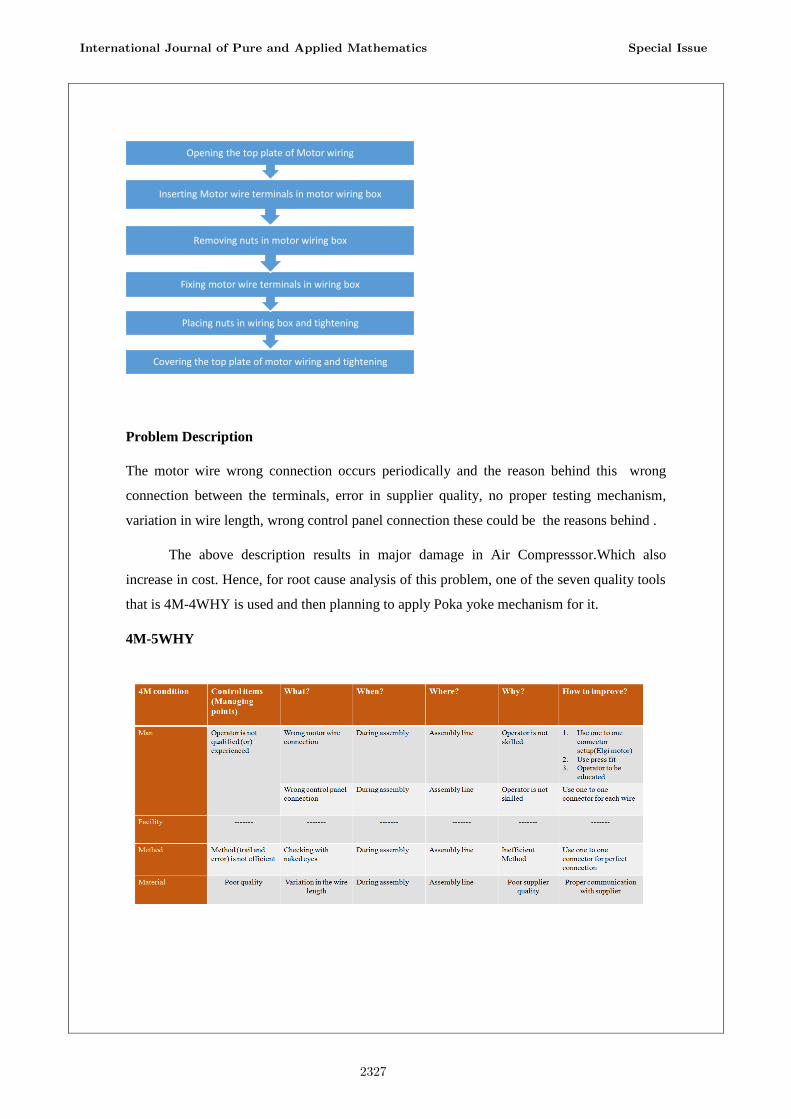
Problem Description
The motor wire wrong connection occurs periodically and the reason behind this wrong
connection between the terminals, error in supplier quality, no proper testing mechanism,
variation in wire length, wrong control panel connection these could be the reasons behind .
The above description results in major damage in Air Compresssor.Which also
increase in cost. Hence, for root cause analysis of this problem, one of the seven quality tools
that is 4M-4WHY is used and then planning to apply Poka yoke mechanism for it.
4M-5WHY
Covering the top plate of motor wiring and tightening
Placing nuts in wiring box and tightening
Fixing motor wire terminals in wiring box
Removing nuts in motor wiring box
Inserting Motor wire terminals in motor wiring box
Opening the top plate of Motor wiring
International Journal of Pure and Applied Mathematics Special Issue
2327

The trial and error method is not efficient for motorcontinuity testing and the operator should
be very keen in connecting the wire terminals
Findings
Missing of operation in assembly
The missing of operation is due to operator ignorance which could frequently occur in
Station 1, 6, 7 and in Testing. By leaving an operation possibly occur defects in both short
and long run. It is also consist of higher RPN values
Power wiring at motor
The motor wire wrong connection occurs periodically and the reason behind this wrong
connection between the terminals, error in supplier quality, no proper testing mechanism,
variation in wire length, wrong control panel connection these could be the reasons behind .
Implemention of Pick to light mechanism
Pick-to-light systems organize products to be picked in rows and columns, with the
products supported in boxes or containers, for example, in flow racks. Pickers or operators
are prompted by lights (hence the name pick-to-light), which are illuminated one at a time to
indicate which product is to be picked. In response to the light, the operators pick and place a
product in a tote that is supported in front of the flow rack. When the product is picked
sequence is activated and it moves to the next bin for picking product. Another light will then
be activated to indicate when another product in that picking location is to be picked.
Poka yoke Implementation
When this pick to light mechanism implemented the missing operation will be
reduced in all stages leads to decrease in overall RPN level.
International Journal of Pure and Applied Mathematics Special Issue
2328

Working of Scavenging Pipe
By using ultrasonic sensor, the distance between top and bottom edge of scavenging
pipe can be measured. The sensor was placed at the movable nylon plate(fixture) and
scavenging pipe was placed at the base of the fixture, the sensor will transmit sound waves, it
will hit the flange and it get received by the receiver of the sensor by which the distance can
be measured. Here ultrasonic sensor can be controlled by Ardunio (microcontroller).
Ardunio controller was pre-programmed by PC (Ardunio software). The output of measured
values are displayed in LCD display.
Causes Time increases due to the usage of height vernier gauge for measuring the length of
scavenging pipe.
Poka yoke implementation:
Scavenging line fixture
The accurate distance could be measured by using this Poka yoke hence the complaint
which arrived in 90 days has been eliminated
Implementation for motor testing kit
By connecting 6 terminals of motor with copper wire by using fixture.The copper
wire was connected with battery and LED. If the continuity of pair of terminals are
connected, LED blinks green. If it is mismatched, LED blinks red.
Causes; Wrong wiring connection (human error)
Thermal block positioning fixture
International Journal of Pure and Applied Mathematics Special Issue
2329

Working of thermal block fixture
Placing the thermal block in the fixture to guide the correct orientation. Based on that
thermal block, it can be connected with tank.
Causes
Increasing time while using sprit level. Wrong orientation may occur (human error)
Fixture implemented:
Thermal block fixture
5. Conclusion
This research study was to define ways and methods how totackle against continuous
and increasing number of quality failures. For this purpose the Poka-yoke methodology was
chosen. In the organizational point of view raising mistake-proofing efforts as a
commonconcept in Elgi of utmost importance. It is not only a method for production
andquality departments but also for other interest groups to start thinking in a
preventivemode in quality related issues.Methodology is just one among many others quality
control techniques. Bestresults in quality improvement activities can be achieved by
combining best practicesfrom different methods and applying lean manufacturing tools and
techniques
6. Bibliography
1. Anil S. Badiger, R. Gandhinathan, V. N. Gaitonde, Rajesh S. Jangaler
“Implementation of Kaizen and Poka-yoke to Enhance Overall Equipment
Performance - A case study”
International Journal of Pure and Applied Mathematics Special Issue
2330

2. 9th CIRP Conference on Intelligent Computation in Manufacturing Engineering -
CIRP ICME '14 -Zero Defect Manufacturing: Detection of Cracks and Thinning of
Material during Deep Drawing Processes - Dr. rer. nat. Antje Zoescha, Dipl.-Inf.
Thomas Wiener b,Dr.-Ing. Michael Kuhlb
3. 8th CIRP Conference on Intelligent Computation in Manufacturing Engineering -
Monitoring systems for zero defect manufacturing submitted by S. Ferrettia, D.
Caputoa*, M. Penzaa, D.M. D‟Addonab.
4. 2016 International Conference on Industrial Engineering and Operations Management
,Detroit, Michigan, USA, September 23-25, 2016© IEOM Society International - A
guideline of quality steps towards Zero Defect submitted by M.Sc. Ragnhild J.
Eleftheriadis, Dr. Odd Myklebust.
5. G. Vishnuvardhan Rao , Madhusudhana Reddy Barusu ,Praveen Kumar.E,
Sakana.G,” Comparative Analysis Of Eye Detection And Tracking Algorithms For
Surveillance”, International Journal of Pure and Applied Mathematics , vol 117, No.
22 - 71-75, 2017.
6. Towards zero-defect manufacturing (ZDM)—a data mining approach submitted by
Ke-Sheng Wang - Received: 10 July 2012 / Accepted: 12 October 2012 / Published
online: 14 March 2013 ,Shanghai University and Springer-Verlag Berlin Heidelberg
2013.
International Journal of Pure and Applied Mathematics Special Issue
2331

2332