industrial heating
DESCRIPTION
MagazineTRANSCRIPT

January 2012
A Publication The Largest And Most Preferred Industry Publication www.industrialheating.com Periodical Class
Yes to Thermal Yes to Thermal RegenerationRegeneration p.24 p.24
New Plasma New Plasma NitridingNitriding p.28 p.28
Nitriding Nitriding Measurement Measurement ErrorsErrors p.31 p.31
Additive Additive ManufacturingManufacturing p.34 p.34
Technology Technology Spotlights Spotlights p.37p.37


SPEED UNIFORMITY EFFICIENCY
Ipsen’s ATLAS® integral quench furnaces are highly engineered, sophisticated machines that are easy to operate and maintain, all while being extremely cost effective. ATLAS delivers top quality uniformity through cutting-edge technology and design:
Intelligent controls, Carb-o-Prof®, provide you with your very own electronic metallurgist SuperQuench with adjustable oil speed and four 40HP agitators Muffle system for uniform temperature control Safety – all ATLAS furnaces are water-free for maximum safety 30% less gas consumption Recon® burners – single ended recuperated tubes (SERT)
www.IpsenUSA.com
The unique HybridCarb® gassing system from Ipsen is an ultra-efficient gassing system designed to replace endothermic generators and other gassing systems. Its core strength is precision gas control. Instead of burning excess gas off, the process gas is reconditioned and reused, increasing efficiency up to 90%.
Other benefits of HybridCarb include:
endogenerators
®

CONTENTSCONTENTSF
EA
TU
RE
A
RT
IC
LE
S
Heat Treating
New Configuration May Make it Harder to Say No to Thermal Regeneration Bryan J. Kraus and Sean Barraclough – Olson Industries; Burgettstown, Pa.This new furnace regenerative system eliminates the need to cycle from one burner to another because the preheated combustion air is joined into a single stream that feeds all of the burners, allowing them to fire simultaneously. The system also eliminates specialized regenerative burners directly attached to the regenerator boxes, resulting in a less-expensive installation.
Vacuum/Surface Treating
Active Screen Plasma Nitriding – An Efficient, New Plasma Nitriding TechnologyJean Georges – Plasma Metal Luxembourg; Pierre Collignon – PD2i Europe ; Christian Kunz – PD2i North AmericaActive screen plasma nitriding technology (ASPN) is a new industrial solution that enjoys all the advantages of traditional plasma nitriding but does not have its inconveniences. Different-size parts can be treated in the same batch. ASPN is also called “easy nitriding” because it does not require highly skilled operators.
Process Control & Instrumentation
Impact of Measurement Errors on the Results of Nitriding and Nitrocarburizing TreatmentsKarl-Michael Winter – PROCESS-ELECTRONIC GmbH; Heiningen, GERMANYWe have a pretty good idea of what will happen to steel parts if exposed to a defined atmosphere at a given temperature. In order to determine the process parameters, we can use the well -known Lehrer Diagram for a nitriding process, or we might use one of the various Fe N C phase diagrams for a nitrocarburizing process.
Materials Characterization & Testing
Additive Manufacturing Enables Innovative Shock-Wave Control in Supersonic Turbine BladesRob Snoeijs – LayerWise N.V.; Leuven, BELGIUMScientists at von Karman Institute in Belgium contracted LayerWise to produce a scaled turbine inlet guide vane model for a turbine research project. LayerWise, an additive-manufacturing specialist, built the metal vane specimen as a single part, complete with internal cooling cavity and fine instrumentation channels.
24
28
34
On the Cover:Olson Industries’ new regenerative heat system is installed on an in-house test furnace. The new system separates the burners from the regenerators and promises energy effi ciency with lower up-front costs.
January 2012 • Vol. LXXX • No. 1
31
4 January 2012 - IndustrialHeating.com
3131

IndustrialHeating.com - January 2012 5
10
14
COLUMNS
DEPARTMENTS
18 Industry News
22 Industry Events
22 IH Economic Indicators
84 Literature Showcase
85 Products
86 Aftermarket
88 Classifi ed Marketplace
94 Advertiser Index
INDUSTRIAL HEATING (ISSN 0019-8374) is published 12 times annually, monthly, by BNP Media, 2401 W. Big Beaver Rd., Suite 700, Troy, MI 48084-3333. Telephone: (248) 362-3700, Fax: (248) 362-0317. No charge for subscriptions to qualifi ed individuals. Annual rate for subscriptions to nonqualifi ed individuals in the U.S.A.: $115.00 USD. Annual rate for subscriptions to nonqualifi ed individuals in Canada: $149.00 USD (includes GST & postage); all other countries: $165.00 (int’l mail) payable in U.S. funds. Printed in the U.S.A. Copyright 2012, by BNP Media. All rights reserved. The contents of
this publication may not be reproduced in whole or in part without the consent of the publisher. The publisher is not responsible for product claims and representations. Periodicals Postage Paid at Troy, MI and at additional mailing offi ces. POSTMASTER: Send address changes to: INDUSTRIAL HEATING, P.O. Box 2147, Skokie, IL 60076. Canada Post: Publications Mail Agreement #40612608. GST account: 131263923. Send returns (Canada) to Pitney Bowes, P.O. Box 25542, London, ON, N6C 6B2. Change of address: Send old address label along with new address to INDUSTRIAL HEATING, P.O. Box 2147, Skokie, IL 60076. For single copies or back issues: contact Ann Kalb at (248) 244-6499 or [email protected].
8 Editorial The Next New Thing Many (not all) emerging technologies in our industry will help us to
do things better, quicker or more effi ciently. Improved effi ciencies might help us to save money or might allow our companies to hire new people. Now that would be a good thing in this economy.
10 The Heat Treat Doctor™ Soot
Soot ... the very word sends shivers down the spines of even the bravest of heat treaters. The problems this seemingly innocuous black powder creates makes all our lives miserable. So, how can we avoid creating soot in the fi rst place and what can we do if/when it forms?
13 Federal Triangle E-Cat: The Future of Electricity Generation?As an update from May 2011, Barry Ashby discusses E-Cat, a low-energy nuclear reaction that is as controversial as anything considered by world scientists for the generation of electricity. Why is it controversial? For one thing, its inventor has spent time in an Italian prison.
14 Environmental & Safety Issues Outrageously Unsafe
Each year, the U.S. Occupational Safety and Health Administration (OSHA) announce their “top-ten” list of the most frequent safety violations in the nation. We are reprinting the 2011 list here for your benefi t. Some are tragically funny. Enjoy!
15 Web Resources Thermal-Processing Tools & Tips on the Web
16 MTI Profi le – AFC-Holcroft
17 IHEA Profi le – 2012 Annual Meeting Set
8
Industrial Heating is the offi cial publication of ASM’s Heat Treating Society and offi cial media partner of ASM’s HT Expo & Conference.
SPECIAL SECTION37 Technology Spotlights
January advertisers present their products and/or technologies.g
advertorialadvdadvadvadvdvvadvadvada erterterterterterterterterterertertertertertertertrterttttr oooooriorioriororiiororiorioorioroorialalalalaaalalalaalll
eaverMatic, a manufacturer of proven-performance heat-
treating systems, has manufac-tured several furnace lines for
a global power-transmission product manu-
facturer. This customer believes heat treat-
ing in internal quench furnaces produces
better quality gears than parts processed in
pit furnaces. To this end, their desire was a
large chamber furnace line, and BeaverMatic
was up to the challenge. The result is a large
chamber internal quench furnace (IQF)
line. It has a 15,000-pound capacity and
54-inch-wide by 54-inch-long by 102-inch-
high work area.
Best known for IQFs with a transfer sys-
tem capable of precise positioning,
BeaverMatic is a company that provides the
best value in quality and price. Our techni-
cal and sales personnel are experienced in
various heat-treating applications and fur-
nace configurations utilized within specific
markets. Equipment is designed and manu-
factured to meet a specific process, through-
put, time line and budget. BeaverMatic’s
product line includes IQFs and companion
equipment, atmosphere box furnaces, roller
hearths, pushers, pit furnaces, tip-up fur-
naces and car-bottom furnaces. With almost half a century of experience
and installations worldwide, you can rely
on BeaverMatic. For more information,
call BeaverMatic at 815-963-0005
www.beavermatic
ep
tt
BBeaverMatic, Inc.Large Chamber Internal Quench Furnace Line
advertorial
BeaverMatic.indd 45
12/20/11 12:16 PM
a glofactur
ing inbetter q
pit furnlarge cha
was up tochamber line. It ha54-inch-widehigh work ar
BBadvertorial
Ajax TOCCO Magnethermic Corp.
Induction Tempering Gains Popularity in Production Systems
nduction tempering systems have
been designed and built by Ajax
TOCCO Magnethermic Corp-
oration for pipe, tube, ball screw,
shaft and bar applications for several
decades. Recent customer demands for
tempering within production cells have
resulted in a number of new concepts,
machine designs and installations. The
major advantage of induction temper-
ing is that it reduces the number of
parts in process to just a few versus over
100 parts with conventional temper
furnaces. Other advantages include pre-
cise control of power, monitoring of the
final temperature of each part, reduced
part handling, reduced floor space and
improved operator environment.
Options can include
tracking of parts
through the harden
and temper stations
and cool down of the
tempered parts prior to
exiting the system.
The part configura-
tion, production rate
and heat-treat require-
ments will dictate the
type of induction system
re-quired for harden and
temper. Some parts such
as large sprockets and
workpieces can use the
residual heat from hard-
ening to temper the part. In other cases,
such as statically heating a transmission
or scanning a shaft, the same equip-d f
rate is lower than hardening only. If a
single machine can meet the production
requirements, naturally this is ideal.
However, if additional production is
required, doubling the equipment (a lift
ibilit that
nbTo
h fII
Ajax Tocco 2012.indd 40
12/20/11 12:09 PM

Everyday MetallurgyThe Future of Small is BigNanotechnology involves work with nanopar-ticles, which are about 100 nanometers in size. A nanoparticle is about one-thousandth the width of a human hair – many are even smaller. The practical ap-plication of this technology is often called molecular manufacturing. Transitioning from laboratory-scale to full-scale production and manufacturing is a challenge fac-ing the industry.
Product of the MonthIpsen Inc.The new HybridCarb® is an ultra-effi cient gassing system designed to replace endothermic generators and other gassing systems. Its core strength is precision gas control. Instead of burning excess gas off, the process gas is reconditioned and reused, increasing effi ciency up to 90%. HybridCarb allows for the reduction of more than 40 tons of CO2 per year – the equivalent of planting 220 trees. Other benefi ts of HybridCarb include:• Quick and easy hookup• Increased carburizing effi ciency• Improved hardness uniformity• Signifi cantly less expensive to operate than endogenerators• Consumes signifi cantly less gas• Environmentally friendly and cost-effi cient
Exclusive VideoCan-Eng Furnaces InternationalJoe Saliba, Can-Eng aftermarket parts and service manager, talks with Doug Glenn, Industrial Heating publisher, about genuine Can-Eng replacement parts and other initiatives from this leading furnace manufacturer. This video was shot at the ASM Heat Treat Show recently held in Cincinnati, Ohio.
6 January 2012 - IndustrialHeating.com
sizsize.e. A A dtdth oh of af a
o o c-c-
Excl
usiv
e Vi
deo
Doug Glenn Publisher • [email protected]
EDITORIAL/PRODUCTION STAFFReed Miller Associate Publisher/Editor–M.S. Met. Eng., [email protected] • 412-306-4360 Bill Mayer Associate Editor,[email protected] • 412-306-4350R. Barry Ashby Washington EditorDan Herring Contributing Technical EditorDean Peters Contributing Editor Beth McClelland Production Manager,[email protected] • 412-306-4354Brent Miller Art Director, [email protected] • 412-306-4356
AUDIENCE DEVELOPMENTChristina Gietzen Audience Dev. SpecialistAlison Illes Multimedia SpecialistCatherine M. Ronan Corp. Audience Audit Mgr.For subscription information or service, please contact Customer Service at: Ph: 847-763-9534 or Fx: 847-763-9538 or E-mail: [email protected]
LIST RENTALPostal contact: Kevin Collopy, Sr. Account Manager, Ph: 845-731-2684; Toll Free: 800-223-2194 x684; [email protected] contact: Michael Costantino, Sr. Account Manager; Ph: 845-731-2748; Toll Free: 800-223-2194 x748; [email protected]
SINGLE COPY SALESAnn Kalb Ph: 248-244-6499, Fx: 248-244-2925, [email protected]
ADVERTISING SALES REPRESENTATIVESKathy Pisano Advertising Director,[email protected]: 412-306-4357 • Fax: 412-531-3375Becky McClelland Classifi ed Advertising Mgr.,[email protected] • 412-306-4355Larry Pullman Eastern & West Coast Sales Mgr.317 Birch Laurel, Woodstock, GA 30188Toll free: 1-888-494-8480 or 678-494-8480Fax: 888-494-8481 • [email protected] Roth Midwest Sales Mgr., (520) 742-0175Fax: 847-620-2525 • [email protected] Connolly European Sales Representative Patco Media - London, 99 Kings Road, Westcliff, Essex (UK) SSO 8PH, (44) 1-702-477341; Fax: (44) 1-702-477559 [email protected]. V. Shivkumar India Sales Representative,[email protected]. Arlen LUO Newsteel Media, China; Tel: 0086-10-8857-9899; Fax: 0086-10-8216-0061; [email protected] McClelland Reprint Quotes, 412-306-4355Susan Heinauer Online Advertising Manager,[email protected] • 412-306-4352
CORPORATE DIRECTORSPublishing: John R. Schrei Corporate Strategy: Rita M. FoumiaInformation Technology: Scott KrywkoProduction: Vincent M. MiconiFinance: Lisa L. PaulusCreative: Michael T. PowellDirectories: Nikki SmithHuman Resources: Marlene J. WitthoftEvents: Scott WoltersClear Seas Research: Beth A. Surowiec
BNP Media Helps People Succeed in Business with Superior Information
Industrial Heating's Digital Edition is Online at:industrialheating.com/Links/DigitalEditionArchive
Manor Oak One, Suite 450 • 1910 Cochran Rd. • Pittsburgh, PA 15220Phone: 412-531-3370 • Fax: 412-531-3375 Website: www.industrialheating.com
Facebookhttp://www.facebook.com/IndustrialHeating
Twitterhttp://twitter.com/#!/IndHeat
LinkedInhttp://www.linkedin.com/groups?gid=3706207
YouTubehttp://www.youtube.com/user/IHMagazine
Get Connected with
Industrial Heating
SPEED UNIFORMITY EFFICIENCY
When it comes to your product, precision matters. Advanced Ipsen controls give you the repeatability, quality and efficiency you require from your thermal processing equipment. Our Automated Control Systems provide:
Controls Retrofit Team From the beginning to the end of your project, the Ipsen Team is here to help upgrade existing controls on any brand of vacuum or atmosphere equipment. Benefits include:
For more information visit www.IpsenUSA.com or email EngineeredComponents.com
Ipsen delivers precision.

appy New Year! A recently released book argues that emerging technologies hold the power to ele-vate humankind. The focus of the book has nothing to do with thermal processing, so I won’t promote it
here. But its thesis is hard to argue. Many (not all) emerging tech-nologies in our industry will help us to do things better, quicker or more effi ciently. Improved effi ciencies might help us to save money or might allow our companies to hire new people. Now that would be a good thing in this economy. The next new thing is always diffi cult to put a fi nger on. Govern-
ment believes they are able to pick the next new thing, but often even they (in all of their wisdom?) get it wrong. Here are a few things with ties to our industry that just might im-pact us in the months and years ahead.
DARPAA good place to look for new ideas is re-search for defense or space applications. The technology is typically cutting-edge.
The Defense Sciences Offi ce (DSO) of DARPA is one place doing this type of work. The DSO Materials program “seeks to advance material science on many technology fronts.” One of these fronts is to “innovate processing methods that dramatically reduce the cost of producing titanium metal and its alloys.” They state their objective as follows: “This focus area includes new materials con-cepts for lowering the weight and increasing the performance of aircraft, ground vehicles and spacecraft structures.” The goal of DARPA’s Titanium Initiative (DTI) is to reduce production costs of titanium – a material with excellent corro-sion resistance and good ballistic properties – to improve its us-ability for defense applications. The initiative research seeks to produce titanium ore at less than $4 per pound in unmelted billet form. They are also trying to develop a “meltless consolidation technique” to provide low-cost billet, rod, sheet and plate products that match the properties of traditional wrought titanium material. In the Multifunctional Materials and Mate-rial Systems area, projects include revolutionary new armor systems utilizing unique high-strength steel and polymer composite hybrid confi gura-tions for military vehicles. It doesn’t take much imagination to see the usage of this type of mate-rial for weight reduction in commercial vehicles. Reducing vehicle weight is a key fuel-saving mea-sure in automotive design. The goal of DARPA’s Advanced Structural Fiber (ASF) program is to develop and produce a fi ber with at least a 50% increase in strength and
stiffness. It’s not hard to see that research of this type might make some heat treatments obsolete in the future. DARPA’s Structural Amorphous Metals (SAM) program is de-veloping a new class of bulk metallic alloys that exhibit unique combinations of mechanical properties. Amorphous metals are noncrystalline with a “glassy” microstructure in the solid phase. Work on amorphous-composite hybrid materials with the stiffness of beryllium and twice the strength will be demonstrated in space applications. Bulk amorphous alloys that exceed the strength, fa-tigue and corrosion properties of titanium will be demonstrated in turbine applications.
ASM Vision 2020 Heat-Treat Technology RoadmapRevisiting some of the goals of Vision 2020 helps us to see where technology developments have come in our industry and where future technology might be needed. Energy effi ciency continues to be an area of development and interest. Advanced materials (as discussed above) will continue to drive our industry to proactively meet the thermal-processing needs of new materials. Heat-treat modeling has been the topic of a few recent articles in Industrial Heating. The goal of outcome prediction for certain processes is already reality. As mentioned in our April Anniver-sary article, sensor development along with control technologies, particularly wireless, has been a key industry development of the past decade. You can use the Mobile Tag at the end of the article to take a quick tour of thermal processing’s past 100 years or so. Alternative EnergyAlternative energy offers our industry the potential for growth and development. Since much of it is tied to government fund-ing, be cautious of putting too many of your eggs in this basket. Even wind-turbines, currently providing heat-treating work for many, will be changing in the future as permanent-magnet gen-erators with a direct-drive design replace many of the gears and
bearings used in most of today’s turbines. The photo on this page shows a 2.3-MW example of one of these next-generation wind turbines. 2012 promises to offer opportunities and chal-lenges as every year before it has. Being ready to quickly and effi ciently adapt to the changes will keep our industry, and your company, on tech-nology’s cutting edge. IH
HH
Editorial
Reed Miller, Associate Publisher/Editor | 412-306-4360 | [email protected]
The Next New Thing
8 January 2012 - IndustrialHeating.com
Use this Mobile Tag to take a quick tour of thermal
processing's past century.
northernpower.com

Broad Base. Best Solutions. | www.sglgroup.com
HIGH-TEMPERATURE TECHNOLOGY
Graphite Specialties | SGL CARBON, LLC.Toll Free 800-727-4474 | [email protected]
HTA
2-02
-10
Systems Solutions for
High-Temperature Applications
The SGL Group offers you a wide range
of high-quality products made from
specialty graphites and composite materials.
All the way from design planning to component
manufacture, we develop systems solutions
matched to your own particular requirements.

oot ... the very word sends shivers down the spines of even the bravest of heat treaters. The problems this seemingly innocuous black powder creates cause management to bemoan lost productivity, mainte-
nance men to vow to seek out those responsible and, until a per-manent solution is found, makes all our lives miserable. So, how can we avoid creating soot in the fi rst place and what can we do if/when it forms? Let’s learn more.
Carbon Penetration The presence of soot raises many red fl ags, one of them being that carbon from unsta-ble furnace atmospheres is rapidly absorbed into refractory linings, which are incredibly porous. Infrequent or improper burnouts (so-called fl ash burnouts) give a false sense of security, as they address only the refrac-tories near surface layer. Once absorbed,
carbon will continue to diffuse deeper and deeper into the refrac-tory (Fig. 1). The penetration halts in the temperature range of approximately 900-1300°F (480-705°C). As more and more carbon is absorbed, the refractory loses its thermal properties and becomes conductive. The result can be damage or melting of alloy components that extend into or through these conductive layers. Heating elements, terminal ends and support hangers in electric furnaces are particularly vulnera-ble as are atmosphere inlets, sample tubes and even oxygen probes (Fig. 2). Gas-fi red furnaces are not immune because radiant tubes are also susceptible to carbon attack and metal dusting (Fig. 3). Many heat treaters believe box and integral-quench furnaces are only vulnerable to the effects of soot if they are performing deep-case carburizing cycles. This is not true. Furnaces running
shallow case depths or even atmospheres neutral to medium and high-carbon steels (e.g., 0.60-0.80%C) are at risk. The use of low-iron brick (<0.5% Fe) helps to retard carbon absorption. In all cases, a robust and frequent burnout procedure in which air reacts with the soot (carbon) to form carbon dioxide and carbon monoxide gas must be established to return the fur-nace to good working order. There are several ways in which this furnace burnout can be accomplished. Each have advantages as well as limitations, and it is important to recognize that, done improperly, air burnouts may cause extensive damage to equipment. Extreme care must be exer-cised so as to avoid this situation. For integral-quench or pusher-style carburizing furnaces running endothermic gas, the following methods have been found to be effective.
Method 1: Raise the dew point of the furnace atmosphere to around +70°F (20°C) with air additions and maintain this condi-tion over a long period of time (typically 24-72 hours).
Method 2: Remove the furnace atmosphere and add a fi xed vol-ume of air, entering the furnace through a fl owmeter, for a pro-longed period of time (typically 12-36 hours). This is often com-bined with opening and closing of the furnace door(s).
Method 3: Remove the furnace atmosphere and use an air lance or wand (under highly reduced pressure) directed at locations in the furnace interior with heavy soot deposits. This is normally fol-lowed by the introduction of air through a fl owmeter for a period of time (typically 4-12 hours). Special note: This is the riskiest of the air burnout methods given the potential to signifi cantly damage the furnace interior, including an alloy fan if present. Only highly experienced personnel should be allowed to attempt this procedure.
Soot
Daniel H. Herring | 630-834-3017 | [email protected]
The Heat Treat Doctor
ootmSS
10 January 2012 - IndustrialHeating.com
Fig. 1. Carbon-rich subsurface layer inside a refractory wall
Fig. 2. Oxygen probe and its alloy protection tube destroyed by melting at the exact location of the carbon-rich subsurface layer
Fig. 3. Alloy radiant tube destroyed by soot accumulation in the insulation
Quality stock castings available directly from Wirco.
C A S T T R AY S
PUSHER HEADS
ROLLER RAILS
CHAIN GUIDES
F U R N A C E FA N S
For a complete listing of stocked parts go to:
wirco.com
To place an order from our stocking program call: 1.800.348.2880
All parts are common for 30 x 48, 36 x 48 and 36 x 72 Batch IQ Furnaces. M A D E I N A M E R I C A
IMMEDIATE DELIVERY!
email: [email protected] or contact: your local sales representative
ISO 9001 Certified: 2008
Care must be taken to prevent overheating of the furnace dur-ing an air burnout. For this reason, the furnace temperature is usually lowered to around 1550-1600°F (845-870°C), and the pro-cess is stopped if the furnace temperature rises by 100°F (38°C) or more. Most people are not aware that carbon (soot) burns at over 4500°F (2480°C), which is high enough to melt through any of the materials in the furnace! Furnace burnouts must be done before carbon has had a chance to build up in the refractory. They must also be frequent enough to ensure carbon diffusion is not occurring. One way to measure the effectiveness of the current burnout procedure is to extract a small section of insulation and inspect it on a frequent basis. If at any point it is determined that the insulation is absorbing an unacceptable amount of carbon, either increase the time of the burnout or the number and/or duration of burnouts or use some combination of the methods explained above. Soot not only affects alloy life, but it deposits on the work and is then carried into the quench tank, where it negatively infl u-ences the performance and life of the quenchant. Finally, it is a good idea to monitor the carbon potential of the furnace atmosphere during operation (via shim stock, turnbars or other methods). Atmosphere systems must be properly calibrated, and control devices such as oxygen probes should be complement-ed by three-gas analyzers and/or dew-point meters. Also, an auto-matic burnout of the oxygen probe during processing is mandatory to make sure the probe does not soot up and give false readings. In addition, the reference-air system should be checked to be sure it is operating properly. Oxygen probes should be changed based on manufacturer’s recommendations.
Furnace Atmospheres Gone WildSimply stated, an out-of-control gas generator or furnace atmo-sphere is a nightmare scenario in which soot can form in seconds and build up signifi cantly in just a few minutes (Fig. 4). Fluctuat-ing dew points, either at the generator or the furnace, are a clear indication of an unstable atmosphere condition. Today, many endothermic generators are operated in a dew-
point range of +40°F to +45°F. Lowering the endothermic-gas generator dew point aids in reducing the amount of hydrocarbon enrichment gas required at the furnace but increases the frequen-cy of maintenance on the generator itself.
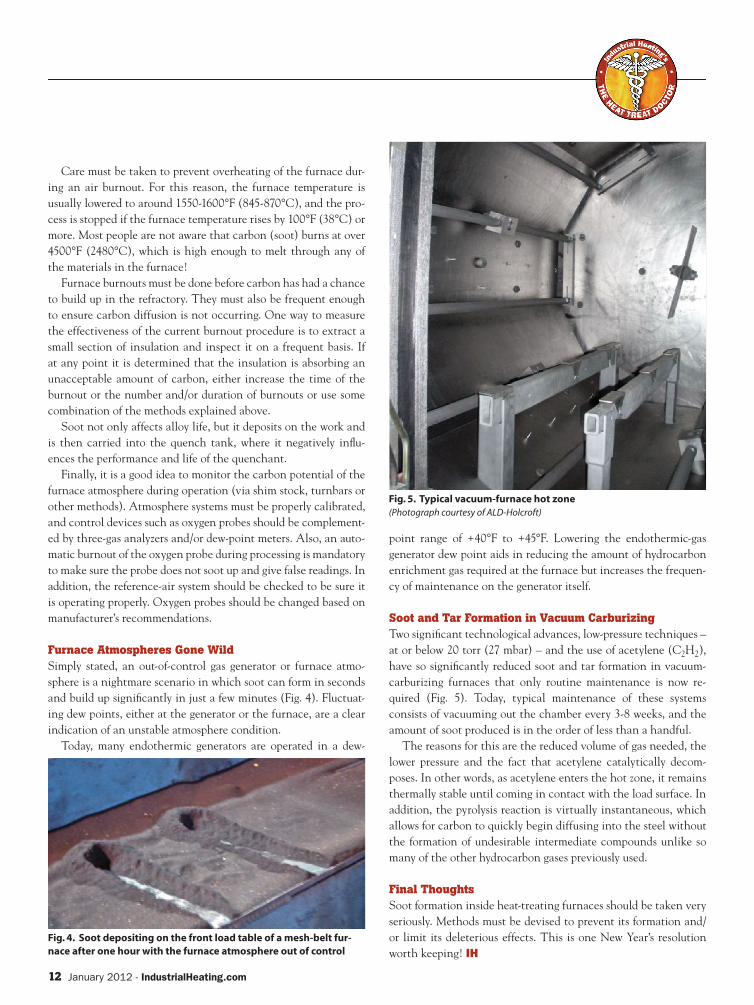
Soot and Tar Formation in Vacuum CarburizingTwo signifi cant technological advances, low-pressure techniques –at or below 20 torr (27 mbar) – and the use of acetylene (C2H2), have so signifi cantly reduced soot and tar formation in vacuum-carburizing furnaces that only routine maintenance is now re-quired (Fig. 5). Today, typical maintenance of these systems consists of vacuuming out the chamber every 3-8 weeks, and the amount of soot produced is in the order of less than a handful. The reasons for this are the reduced volume of gas needed, the lower pressure and the fact that acetylene catalytically decom-poses. In other words, as acetylene enters the hot zone, it remains thermally stable until coming in contact with the load surface. In addition, the pyrolysis reaction is virtually instantaneous, which allows for carbon to quickly begin diffusing into the steel without the formation of undesirable intermediate compounds unlike so many of the other hydrocarbon gases previously used.
Final ThoughtsSoot formation inside heat-treating furnaces should be taken very seriously. Methods must be devised to prevent its formation and/or limit its deleterious effects. This is one New Year’s resolution worth keeping! IH
TH
•
rial H
•
12 January 2012 - IndustrialHeating.com
Fig. 5. Typical vacuum-furnace hot zone (Photograph courtesy of ALD-Holcroft)
Fig. 4. Soot depositing on the front load table of a mesh-belt fur-nace after one hour with the furnace atmosphere out of control
Barry Ashby, Washington Editor | 202-255-0197 | [email protected]
Federal Triangle
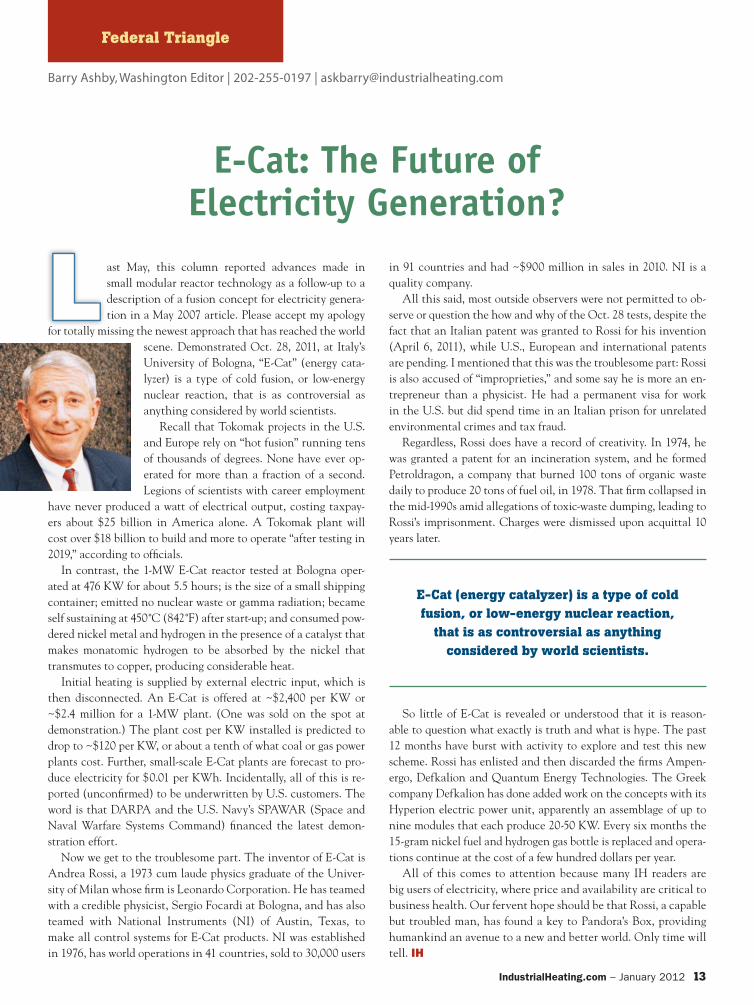
ast May, this column reported advances made in small modular reactor technology as a follow-up to a description of a fusion concept for electricity genera-tion in a May 2007 article. Please accept my apology
for totally missing the newest approach that has reached the world scene. Demonstrated Oct. 28, 2011, at Italy’s University of Bologna, “E-Cat” (energy cata-lyzer) is a type of cold fusion, or low-energy nuclear reaction, that is as controversial as anything considered by world scientists. Recall that Tokomak projects in the U.S. and Europe rely on “hot fusion” running tens of thousands of degrees. None have ever op-erated for more than a fraction of a second. Legions of scientists with career employment
have never produced a watt of electrical output, costing taxpay-ers about $25 billion in America alone. A Tokomak plant will cost over $18 billion to build and more to operate “after testing in 2019,” according to offi cials. In contrast, the 1-MW E-Cat reactor tested at Bologna oper-ated at 476 KW for about 5.5 hours; is the size of a small shipping container; emitted no nuclear waste or gamma radiation; became self sustaining at 450˚C (842˚F) after start-up; and consumed pow-dered nickel metal and hydrogen in the presence of a catalyst that makes monatomic hydrogen to be absorbed by the nickel that transmutes to copper, producing considerable heat. Initial heating is supplied by external electric input, which is then disconnected. An E-Cat is offered at ~$2,400 per KW or ~$2.4 million for a 1-MW plant. (One was sold on the spot at demonstration.) The plant cost per KW installed is predicted to drop to ~$120 per KW, or about a tenth of what coal or gas power plants cost. Further, small-scale E-Cat plants are forecast to pro-duce electricity for $0.01 per KWh. Incidentally, all of this is re-ported (unconfi rmed) to be underwritten by U.S. customers. The word is that DARPA and the U.S. Navy’s SPAWAR (Space and Naval Warfare Systems Command) fi nanced the latest demon-stration effort. Now we get to the troublesome part. The inventor of E-Cat is Andrea Rossi, a 1973 cum laude physics graduate of the Univer-sity of Milan whose fi rm is Leonardo Corporation. He has teamed with a credible physicist, Sergio Focardi at Bologna, and has also teamed with National Instruments (NI) of Austin, Texas, to make all control systems for E-Cat products. NI was established in 1976, has world operations in 41 countries, sold to 30,000 users
in 91 countries and had ~$900 million in sales in 2010. NI is a quality company. All this said, most outside observers were not permitted to ob-serve or question the how and why of the Oct. 28 tests, despite the fact that an Italian patent was granted to Rossi for his invention (April 6, 2011), while U.S., European and international patents are pending. I mentioned that this was the troublesome part: Rossi is also accused of “improprieties,” and some say he is more an en-trepreneur than a physicist. He had a permanent visa for work in the U.S. but did spend time in an Italian prison for unrelated environmental crimes and tax fraud. Regardless, Rossi does have a record of creativity. In 1974, he was granted a patent for an incineration system, and he formed Petroldragon, a company that burned 100 tons of organic waste daily to produce 20 tons of fuel oil, in 1978. That fi rm collapsed in the mid-1990s amid allegations of toxic-waste dumping, leading to Rossi’s imprisonment. Charges were dismissed upon acquittal 10 years later.
So little of E-Cat is revealed or understood that it is reason-able to question what exactly is truth and what is hype. The past 12 months have burst with activity to explore and test this new scheme. Rossi has enlisted and then discarded the fi rms Ampen-ergo, Defkalion and Quantum Energy Technologies. The Greek company Defkalion has done added work on the concepts with its Hyperion electric power unit, apparently an assemblage of up to nine modules that each produce 20-50 KW. Every six months the 15-gram nickel fuel and hydrogen gas bottle is replaced and opera-tions continue at the cost of a few hundred dollars per year. All of this comes to attention because many IH readers are big users of electricity, where price and availability are critical to business health. Our fervent hope should be that Rossi, a capable but troubled man, has found a key to Pandora’s Box, providing humankind an avenue to a new and better world. Only time will tell. IH
E-Cat: The Future of Electricity Generation?
E-Cat (energy catalyzer) is a type of cold fusion, or low-energy nuclear reaction,
that is as controversial as anything considered by world scientists.
f llLL
IndustrialHeating.com – January 2012 13

ach year, the U.S. Occupational Safety and Health Administration (OSHA) announce their “top-ten” list of the most frequent safety violations in the na-tion. We are reprinting the 2011 list here so employ-
ers and employees will take a moment to reassess how faithfully they are following standard workplace safety procedures (and, as a corollary, how likely or unlikely they are to receive an OSHA
citation). On a lighter note, it can also be instruc-tional to hear anecdotes of outrageous safe-ty infractions. The following list is believed to be accurate, but it has not been double checked for elements of urban-legend con-tent. Nevertheless, it is our hope that the educational benefi t is outweighed only by the amusement and shock factors.• A paint-booth worker inserted yellow
foam earplugs into his nostrils to protect him from breathing the overspray. The earplugs were attached to a lanyard worn around his neck so he could reuse them all day.
• In a laboratory with an extensive collection of hazardous chemicals, a safety inspector found a 2-year-old toddler run-ning haphazardly around the room as the research chemist sat on a stool in front of his apparatus sound asleep.
• On a road-construction project, a crew was observed working at night, adjacent to a busy intersection, with none of the fol-lowing: warning signs, cones, barricades, refl ective vests, light-colored clothing or effective lighting.
• A manufacturing facility with robotics and automation had implemented an impressive array of safety-interlocked ma-chine guarding. During a safety walk-down, an inspector ob-served that one of the machine guards had been pried open but the interlock was still in its normal position. The operator had altered the guard so he could reach in and adjust the part
without shutting down the machine.• In a chemistry lab, a worker had stored his toothbrush and
toothpaste in an open tray over a work table.• A supervisor was able to stop a technician from using a ball
peen hammer to facilitate the removal of a pressure regulator from a compressed gas cylinder. The tech was repeatedly hit-ting the brass collar with the round end of the hammer trying to get the threads to loosen. Incidentally, the pressure gauge on the tank showed 2,200 psi at the time.
• One construction worker had modifi ed his hardhat with multi-ple lag bolts screwed through the plastic from the inside out to make a cool “metallic Mohawk” look. Fortunately, the hardhat was confi scated before the worker managed to get “screwed” by a falling object.
• A three-person work crew was trying to change a light bulb in a fi xture at the ceiling of a 20-foot-high warehouse. Since they didn’t have a proper ladder or manlift, they improvised by hav-ing one worker stand on the fully raised forks of a small forklift while the second worker was operating that forklift from its driver’s seat and the third worker was operating a heavy-duty forklift that was being used to lift the fi rst forklift so its wheels were 12 feet off the ground. Did we mention that none of the workers were wearing fall-protection harnesses or hardhats?
In light of these crazy stories, “Think Safety” is a good New Year’s Resolution for all of us as we enter 2012. IH
14 January 2012 - IndustrialHeating.com
Outrageously Unsafe
Richard J. Martin | Martin Thermal Engineering, Inc. | 310-937-1424 | [email protected]
Environmental & Safety Issues
EE
Category OSHA Spec. # of Violations
Fall Protection 29CFR1926.501 7,139
Scaffolding 29CFR1926.451 7,069
Hazard Comm. 29CFR1910.1200 6,538
Respiratory Prot. 29CFR1910.134 3,944
Lockout/Tagout 29CFR1910.147 3,639
Electric Wiring 29CFR1910.305 3,584
Powered Trucks 29CFR1910.178 3,432
Ladders 29CFR1926.1053 3,244
Electrical Equipment 29CFR1910.303 2,863
Machine Guards 29CFR1910.212 2,556

IndustrialHeating.com - January 2012 15
Social Media
Social media, particularly LinkedIn, is populated with interesting industry-specifi c discussions. Here’s an edited sample of some of these.
Corrosion Resistance of Old vs. New PipeQ: Can anyone tell me the primary difference in steel pipe made at the turn of the century versus now (i.e. A795/A53 pipe)? Old pipe in closed systems seems to resist corrosion much better than new.
A: Material used back then maybe less pure, which may aid in longer life. Today’s processing techniques provide a much cleaner material than in previous years.
The Status of Metallurgical EducationQ: Are there schools in the U.S. that are teaching Metallurgy as a concentration?
For the balance of the question and a lively discussion, Use the Mobile Tag provided or enter the following link: http://www.linkedin.com/groupItem?view=&gid=2340081&type=member&item=80655415&commentID=-1#lastComment
17-4 Stainless Heat TreatmentQ: How much change has the heat-treating industry experienced during the last 30 years in terms of energy effi ciency and environmental performance?
A: The industry as a whole has changed drastically in the last thirty years! All the parts of the furnaces and ovens have undergone some improvement. Better refractory systems, controls, heating elements, design and operation have contributed to increased production, energy effi ciency and environmental compliance. These too have contributed to life, cost of operation and better product output.
Blogs
Heat Treatment Furnaces of Steelhttp://metallurgyfordummies.com/tag/heat-treatment/This blog is a basic, but it may be useful for some readers.
The Experts Speakhttp://www.industrialheating.com/Articles/The_Experts_SpeakOur experts provide insight on a wide range of thermal processes.
Technical Resources
Corrosion Behavior of Heat Treated Rolled Medium Carbon Steel in Marine EnvironmentThis article might be of some interest to some of our readers. It comes from Nigeria, and it is a study of heat-treated steel in salt-water environments. You can link to it here: http://www.imp.mtu.edu/jmmce/issue10-10/issue10-10%20P888-903.pdf
Aluminum is no LightweightOriginally written for Morningstar.com, this article is an interesting discussion of aluminum compared to other metals. Read it by using the following link:http://seekingalpha.com/article/295762-aluminum-is-no-lightweigh
Web Resources
Thermal-Processing Tools & Tips on the Web
Nick VandervoortNick Vandervoort
N ick is working for Unifrax I LLC as an application engineer in the Emission
Control group. He works on testing and validation for catalytic-converter applica-tions and also analyzes fi eld failures. Previ-ously, Nick worked in the Industrial Ther-mal Management group, which designs furnace linings.
College:Alfred University
Degree:B.S. in Ceramic Engineering with a minor in Chemistry
Activities:On a winter weekend, you might fi nd Nick playing hockey. He is such a winter-sports enthusiast that at Alfred University he would fi nish hockey practice at midnight and head out for snowboarding. Other activities include bowling and coaching travel baseball in the summer months. He might also be found helping his grand-mother with household projects.
Fun Food Fact:As a native Western New Yorker, Nick is a huge fan of chicken wings. He recom-mends that anyone visiting Buffalo, N.Y., should try the Pearl Street Brewery in downtown.
Favorite Car:When asked about his favorite vehicle, Nick was passionate about his Mitsubishi Eclipse GT. A 2004 model – previously his daily driver – is being carefully restored to its former glory.
IH Reader:Nick has been an Industrial Heating reader for about fi ve Years.
Find us on www.industrialheating.com/facebook
Friend of the MonthFriend of the Month

FC-Holcroft has been around for a long time, but that hasn’t stopped the Wixom, Mich.-based furnace manufacturer from expanding its operations and improving its service to customers.
In 2011, this longtime MTI associate member opened its Asian Operations, which oversees all pre-existing regional partnerships and provides direct coverage for other countries in the region that aren’t currently serviced by those partners. The offi ce in Shanghai joins AFC-Holcroft’s offi ce in Switzerland to give it a direct presence in North America, Asia and Europe. A privately owned company, AFC-Holcroft has sales, manufacturing and service capabilities in more than 10 countries through its network of strategic partnerships and international operations. But despite this global presence, the company’s corporate structure still allows it to quickly respond to the frequent changes in the world’s business environment, an advantage to the many customers it proudly serves. AFC-Holcroft is a consolidation of several companies that, when combined, have more than 225 years of experience. Well-known OEMs that are part of the AFC-Holcroft family are Atmosphere Furnace Company (established in 1962), Holcroft (building furnaces since 1916), Pacifi c Industrial Furnace Company (established in 1930), ThermAlliance (established in 1985), Standard Fuel Engineering, Dow Furnace Company and Process Master Controls. This alliance allows AFC-Holcroft to provide a diverse product line for both ferrous and nonferrous metals. These products include: batch, atmosphere car-bottom, pusher, rotary-hearth, roller-hearth, walking-beam, mesh-belt and cast-belt furnaces; CAAB® (Controlled Atmosphere Aluminum Brazing); and the recently introduced EZ-Lynks™ system, AFC-Holcroft’s alternative to old-fashioned pit furnaces. The company also has a full line of accessories for equipment such as atmosphere generators, cleaning systems and transfer cars. AFC-Holcroft’s most sought-after product is its UBQ (universal
batch quench) furnace, which is popular among companies both large and small. The furnace offers modularity, fl exibility in load capacity, a variety of metallurgical processes and industry-leading temperature uniformity. What makes AFC-Holcroft unique is its “Built for Stock” program, whereby several of its most popular standard offerings are continually in the build process, allowing customers to receive delivery far more quickly than a typical custom build with no compromise in quality. This program allowed one of AFC-Holcroft’s customers to take delivery of a UBQ furnace just three weeks from the date of order. Typically, the company’s most popular size UBQ and “E-Z” Series endothermic generators have been part of the Built for Stock program. When one unit is sold, another unit is in process, being readied to take its place. Even though most builds are standard units, some customization may be available. To say AFC-Holcroft has been busy as of late would be an understatement. In the last 12 months the company completed the installation of a massive roller-hearth annealing line for a U.S. military supplier. The complete line extends more than 180 feet long (nearly the length of a hockey rink) with a capacity of 5 tons per hour and includes an integrated wash/dry/lubrication system. AFC-Holcroft also completed fabrication of what is believed to be the world’s largest integral-quench batch furnace with salt quench, its UBQA (universal batch quench austemper). It has a gross load capacity of 20,000 pounds, a salt reclamation system that allows almost 100% of the salt to be reclaimed using minimal energy, and proprietary agitation and water addition techniques. Even after a busy 2011, AFC-Holcroft has plans for the future. The company will continue to focus on its core products, with continued pursuit of “greener” technologies including improved energy effi ciency and reduced carbon emissions. AFC-Holcroft also has designs to expand its worldwide coverage and develop new products and features to match market demands. For more information, visit www.afc-holcroft.com.
FtmiAA
16 January 2012 - IndustrialHeating.com
AFC-HolcroftInnovative Products, Global Solutions
Metal Treating Institute | 904-249-0448 | www.HeatTreat.net Metal Treating Institute | 904-249-0448 | www.HeatTreat.net
MTI Profi le

2012 Annual Meeting Set
Industrial Heating Equipment Association | 859-356-1575 | www.ihea.org
IHEA Profi le
n searching for ways to continue to offer high-quality meet-ings while containing costs, IHEA looked at a variety of options that would meet both goals. To that end, the 2012 Annual Meeting will take place on Celebrity Cruise Lines’
award-winning ship, Millennium, departing from Miami, Fla., on Thursday, March 29, and returning early on Monday, April 2. We believe this will be one of our best annual meetings to date. A cost-effective event with outstanding programming will deliv-er what all members want from an association. Use of meeting rooms, audiovisual equipment, all meals, entertainment and more are included on the ship, allowing a very low registration fee to cover the costs of speaker expenses. As always, the annual meet-ing will include great programming with relevant keynote sessions and important industry-related topics. Featured presentations for the 2012 IHEA Annual Meeting include:
Drive Top-Line Performance with Exponential Economy Speaker: Matt Kirchner, Profi t 360 LLC We are living in an “Exponential Economy.” Products in many markets are doubling in price performance every 12 to 18 months. The truth is that this rate of change affects
everything. Customers and consumers are more informed, yet they struggle to keep up with technology. They require instant information and demand “right the fi rst time” experiences. Huge opportunities await business-development professionals who le-verage these realities into exponential revenue growth. In this fas-cinating and entertaining presentation, Matt Kirchner provides enlightened observations and presents 10 ways businesses are us-ing the Exponential Economy to drive top-line performance.
The Success Syndrome: How to Get ItSpeaker: Dr. Diane Buff alin, psychologistOne of the most entertaining and well-received speakers from a previous IHEA meeting, Dr. Diane Buffalin returns to demon-strate how to defeat failure and stack the odds of gaining success in your favor. Dr. Buffalin will also discuss methods on how to turn any work relationship into a more positive one.
IHEA Roundtable/2012 U.S. Presidential Election Forecast Speaker: David Goch, Webster, Chamberlain & Bean Hear from and interact with David Goch, IHEA legal counsel, twice. First, Goch will conduct a roundtable discussion to address member concerns on everything from health care to impacting
government legislation. He will give concrete suggestions on things our members can do to make a difference. His second pre-sentation during the general session will offer his insights into the 2012 Presidential race. Always entertaining and thought-provok-ing, Goch’s forecast is usually right on target.
Economic OutlookDr. Chris Kuehl, Armada Corporate Intelligence Dr. Kuehl will give attendees a better un-derstanding of the opportunities, challenges and emerging trends that face our industry for 2012 and beyond. Dr. Kuehl is a co-founder and managing director of Armada
Corporate Intelligence. He has served as Armada’s economic analyst and worked with a wide variety of private clients and pro-fessional associations over the last 10 years. Dr. Kuehl writes a biweekly publication detailing the impact of economic trends on the manufacturer for a trade association.
In addition to the keynote session and highlighted presenta-tions, members will convene in committees and report back to the membership on their current projects and activities. The IHEA committees that meet during the Annual Meeting include: Mar-keting Communications and Membership; Education; Govern-ment Relations; Program Planning; Safety Standards and Codes; and the Infrared Division. This is a great opportunity for those considering membership to get a feel for all that IHEA has to offer and to get to know members during a variety of networking opportunities throughout the meeting. For more information on the 2012 Annual Meeting, visit www.ihea.org and click the “Annual Meeting” button on the right. If you are interested in becoming an IHEA member, click the “Membership Application” link on the left.
II
IndustrialHeating.com - January 2012 17

18 January 2012 - IndustrialHeating.com
Industry News
Business NewsSeverstal Columbus Unveils F acility ExpansionSeverstal North America, a subsidiary of OAO Severstal, celebrated the grand open-ing of its Phase II expansion in Columbus, Miss. The $550 million expansion project at Severstal Columbus will increase annual steel production to 3.4 million tons, doubling the plant’s steelmaking capacity. The expansion project included a second EAF, ladle metal-lurgy furnace, caster, tunnel furnace and hot-dip galvanizing line. A wide heavy-gauge push-pull pickle line was also included in the Phase II project, which created an additional 150 jobs. According to Severstal, the Phase II project increases the company’s capabili-ties in heavy-gauge pickled and galvanized products and demonstrates the company’s faith in the U.S. economy.
American Securities Completes Acquisition of UnifraxAmerican Securities LLC announced that, in partnership with the company manage-ment, it has completed the acquisition of Niagara Falls, N.Y.-based Unifrax I LLC, a global manufacturer of ceramic-fi ber in-sulation products used in many high-tem-perature industrial applications. American Securities previously invested in Unifrax in 2003 and successfully exited its partner-ship with management in 2006. According to American Securities, Unifrax is a market leader in a stable demand industry with outstanding growth prospects and a strong management team.
GrafTech Acquires Fiber Materials GrafTech International Ltd. completed the acquisition of the business and assets of Fiber Materials Inc. (FMI) for $14 million. Headquartered in Biddeford, Maine, FMI manufactures highly engineered advanced carbon composites serving the aerospace and defense industries and high-temper-ature insulation for use in industrial appli-cations. FMI will become part of GrafTech’s Engineered Solutions business segment and employs approximately 160 people. According to GrafTech, FMI adds signifi cant technology in advanced carbon composites to its existing product portfolio.
Equipment NewsBottom-Loading FurnaceIpsen, Inc. recently shipped a 2-bar TITAN® V6 60-inch x 60-inch vertical bottom-loading furnace to a manufacturer in the northeast U.S. The furnace was equipped with several standard options including graphite hot zone, AMS 2750D compliance, custom temperature-uniformity fi xture and operator access platform for service of motor mount assembly. This TITAN V6 will be used for stress relieving, annealing and hardening applications. Among other unique features, TITAN V6 offers energy effi ciency, a reduced footprint, easy-to-remove hot zone and heat exchanger, load-proximity controls and VacuProf® control software.www.ipsenusa.com
Aluminum Solution Heat-Treat SystemPremier Furnace Specialists designed, built and installed an aluminum solution heat-treat system for a manufacturing company located in the eastern U.S. The electrically heated system consists of two 48-inch-diameter x 72-inch-deep pit-mounted furnaces and a quench tank. Each furnace can process two 36-inch-tall stacking baskets holding 3,000 pounds of aluminum castings with an overall capacity of 4,000 pounds. They are capable of heating aluminum product from 250°F to 1100°F while maintaining the customer’s requirement for a tight temperature tolerance of ±10°F at 1100°F. The furnaces are fully insulated with a combination of ceramic fi ber and fi rebrick, and they are rated at 150 kW each. The water-based quench system is capable of processing a 4,000-pound load at 160°F inside a stainless steel tank. Agitation is provided by a large nonferrous prop mounted in a draft tube driven by a motor and VFD. The furnaces also incorporate the latest features in Honeywell temperature control.www.premierfurnace.com
Box FurnaceLucifer Furnaces delivered an industrial heat-treating box furnace for use with inert atmosphere to Mott Corp., a provider of porous metal products and fi lters based in Farmington, Conn. This model furnace is a gas-tight unit with 24 inches x 24 inches x 48 inches of work space that heats to 2100°F. It is designed for a positive fl ow of inert atmosphere, with 6½ inches of insulation for energy-effi cient heating. A 1½-inch-thick ceramic hearth plate
serves as the work surface while protecting the fl oor insulation. Mott Corp. will use the furnace to dry castable-brick material in a nitrogen atmosphere. This furnace is sealed with a double-pivot horizontal swing door that keeps the hot face away from the operator. Temperature to the chamber is regulated by a Honeywell digital time-proportioning temperature controller with a separate controller that serves as an over-temperature safety system. www.luciferfurnaces.com
Burner Monitoring SystemMetex Heat Treating of Brampton, Ontario, recently implemented Super Systems’ e-TRIM burner monitoring system. SSi’s e-TRIM ensures the proper air/gas ratio on radiant-tube burners for any protective heating system. By monitoring the proper air/gas ratio, burners function more effi ciently, delivering lower fuel consumption and faster heat-up rates. This increased effi ciency leads to a more environmentally friendly system by lowering the carbon footprint. Metex Heat Treating operates large-volume continuous furnaces, batch furnaces and induction equipment. www.supersystems.com
SESeOinMSeppplud
60-o awasaphiterature-erviceed forations. rgyhotnd


20 January 2012 - IndustrialHeating.com
Industry News
Ryerson Acquires Turret SteelRyerson Inc., a leading North American dis-tributor and processor of metals, acquired Turret Steel Industries Inc. and Sunbelt-Turret Steel Inc., steel service centers headquartered in Pittsburgh, Pa. The acqui-sition also includes Turret-affi liated compa-nies Wilcox Steel and Imperial Logistics. In addition to its Pittsburgh headquarters, Tur-ret has service centers in Chicago and War-ren, Ohio. Turret is primarily a distributor of special-bar-quality (SBQ) carbon and alloy bar stock focused on bar sizes of less than 6 inches in diameter. Sunbelt has locations in Charlotte, N.C.; Cooper, Texas; Dos Palos, Ca-lif.; South Windsor, Conn.; and Portland, Ore. Sunbelt primarily distributes SBQ carbon and alloy bar products greater than 6 inch-es in diameter and also offers signifi cant value-added processing capabilities. Wilcox Steel has a single facility in Green Bay, Wis., that primarily sells cold drawn bar products. Imperial Logistics operates as a sourcing arm for fl atbed and inbound trucking for all three companies.
Kobe Steel to Make Investments at SteelworksKobe Steel Ltd. plans to make capital investments of approximately $460 million to enhance the hot-metal treatment capacity at its Kakogawa Works and Kobe Works and the heat-treatment capacity for steel plate at its Kakogawa Works. At Kakogawa Works, a new hot-metal treatment plant will be constructed and desulfurization equipment and a dephosphurization furnace will be installed. This investment will enable all the molten iron to be desulfurized and dephosphorized. Start-up is scheduled for June 2014. In addition, a new continuous heat-treatment furnace will be installed to double heat-treatment capacity. Start-up is expected by the end of 2012. New desiliconization and desulfurization equipment will be installed at Kobe Works. The existing hot-metal treatment furnace will be used only for dephosphurization. In the same way as Kakogawa, independent treatment using separate equipment will enable highly effi cient processing. Start-up is scheduled for October 2012. These investments will improve production systems and help expand sales of high-end steel plate for the energy industry.
A.M. Castle & Co. Acquires Tube SupplyA.M. Castle & Co., a global distributor of specialty metal and plastic products, value-added services and supply-chain solutions, executed a defi nitive agreement to acquire Houston, Texas-based Tube Supply Inc., a leading value-added distributor of specialty tubular and bar products for the oil and gas industry. Tube Supply provides a broad range of oilfi eld quality metals with a specifi c focus on the equipment and tools used in down-hole completion and wellhead applications. The company operates service centers in Houston and Edmonton, Alberta, and recently completed construction of a new, 250,000-square-foot facility located at its Houston headquarters. Tube Supply also provides value-added services including heat treating.
c o p e n h a g e n
Presented by ASME International Gas Turbine Institute
June 11-15, 2012Bella Center
www.turboexpo.orgASME INTERNATIONAL GAS TURBINE INSTITUTE
phone +1-404-847-0072 | fax +1-404-847-0151 | [email protected]
The Most Important Conference for Turbomachinery Professionals
D E N M A R K

IndustrialHeating.com - January 2012 21
Rio Tinto to Invest $2.7 Billion in Canadian SmelterRio Tinto will invest an additional $2.7 billion to modernize its aluminum smelter in Kitimat, British Columbia. The new investment will allow for completion of the $3.3 billion project in 2014. The Kitimat modernization project will increase the smelter’s current production capacity by more than 48% to approximately 420,000 metric tons per year. First metal is expected to come on-stream in the fi rst half of 2014, with an expected ramp-up of nine months. The modernized smelter will be powered exclusively by wholly owned hydropower and use Rio Tinto Alcan’s proprietary AP40 smelting technology to reduce the smelter’s carbon dioxide emissions intensity by approximately 50%. The project will secure approximately 1,000 stable, specialized jobs in British Columbia’s northwest for the long term and 2,500 jobs during the peak period of the construction phase.
Grupo Simec Investing in Brazil PlantMexico’s Grupo Simec announced plans to invest approximately $500 million in a 500,000-ton-capacity greenfi eld steel plant in Brazil. Grupo Simec will carry out the investment through its California-based subsidiaries, Simec Steel and Simec USA. The construction process is expected to take 20 months, with plant operations for the fi rst stage scheduled to start in the second half of 2013. Two additional stages are planned for the future. Based in Guadalajara, Grupo Simec manufactures and distributes a wide range of special-bar-quality and structural steel products, primarily in North America.
Optima Specialty Steel to Acquire Niagara LaSalleOptima Specialty Steel Inc. entered into a defi nitive merger agreement with Niagara LaSalle Corp. to acquire 100% of the company. Niagara LaSalle is a specialty steel processor and North America’s largest independent manufacturer of high-quality engineered cold-fi nished steel bars. As a result of the merger, Niagara LaSalle will become a signifi cant part of Optima Specialty Steel along with Optima Specialty Steel’s wholly owned subsidiary Michigan Seamless Tube.
Tenova Acquires Nova Analytical SystemsTenova announced the acquisition of Nova Analytical Systems, a Hamilton, Ontario-based company that specializes in extractive-gas analyzers and sample conditioning systems for industrial applications. Nova Analytical Systems offi cially becomes part of Tenova Goodfellow Inc., a Mississauga, Ontario-based supplier of EAF/BOF steelmaking process-optimization technologies. Nova Analytical Systems’ expertise in developing and manufacturing off-gas state-of-the-art sensors complements the technological and process engineering assets of Tenova Goodfellow.
Dresser-Rand Expansion to Include Heat-Treating FacilityDresser-Rand is expanding its Turbine Technology Services facility in Houston, Texas, to include a center of excellence for F-class rotor repair. The facility includes a metallurgical laboratory, a high-capacity vacuum and conventional heat-treating facility, complete in-house coating capability, automated 5-axis laser welding, and a machine and weld shop.
22 January 2012 - IndustrialHeating.com
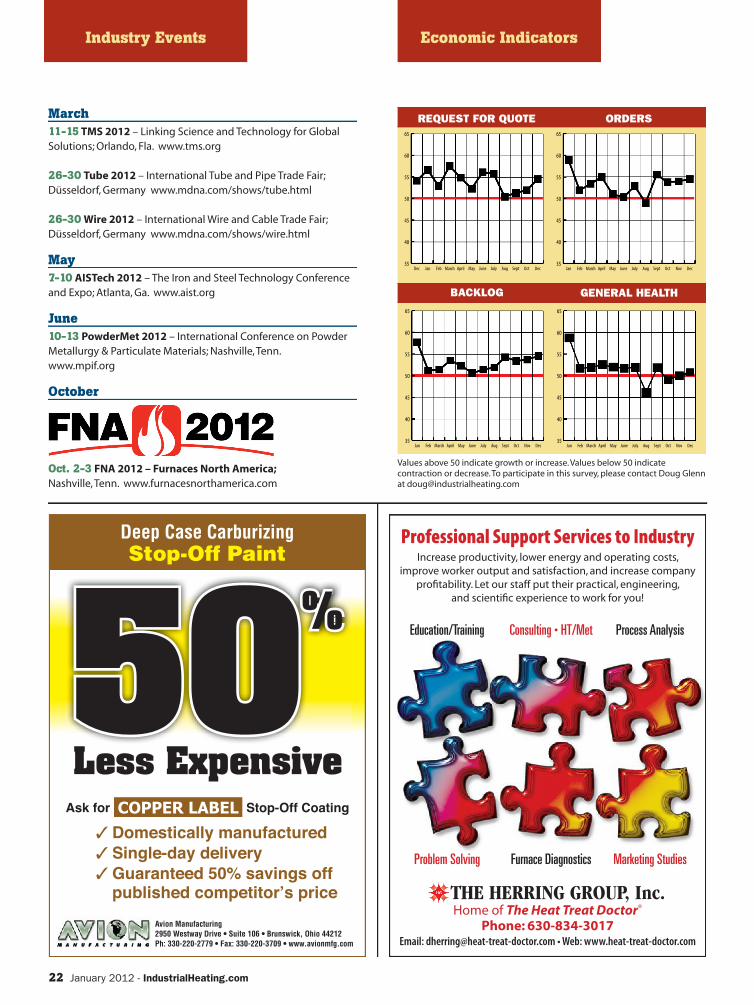
March11-15 TMS 2012 – Linking Science and Technology for Global Solutions; Orlando, Fla. www.tms.org 26-30 Tube 2012 – International Tube and Pipe Trade Fair; Düsseldorf, Germany www.mdna.com/shows/tube.html 26-30 Wire 2012 – International Wire and Cable Trade Fair; Düsseldorf, Germany www.mdna.com/shows/wire.html
May7-10 AISTech 2012 – The Iron and Steel Technology Conference and Expo; Atlanta, Ga. www.aist.org
June10-13 PowderMet 2012 – International Conference on Powder Metallurgy & Particulate Materials; Nashville, Tenn.www.mpif.org
October
Oct. 2-3 FNA 2012 – Furnaces North America; Nashville, Tenn. www.furnacesnorthamerica.com
Industry Events Economic Indicators
35
40
45
50
55
60
65
DecOctSeptAugJulyJuneMayAprilMarchFebJanDec35
40
45
50
55
60
65
DecNovOctSeptAugJulyJuneMayAprilMarchFebJan
35
40
45
50
55
60
65
DecNovOctSeptAugJulyJuneMayAprilMarchFebJan35
40
45
50
55
60
65
DecNovOctSeptAugJulyJuneMayAprilMarchFebJan
REQUEST FOR QUOTE ORDERS
BACKLOG GENERAL HEALTH
Values above 50 indicate growth or increase. Values below 50 indicate contraction or decrease. To participate in this survey, please contact Doug Glenn at [email protected]
Deep Case CarburizingStop-Off Paint
Less Expensive
Domestically manufactured Single-day delivery Guaranteed 50% savings off
published competitor’s price
COPPER LABELAsk for Stop-Off Coating
Avion Manufacturing2950 Westway Drive • Suite 106 • Brunswick, Ohio 44212Ph: 330-220-2779 • Fax: 330-220-3709 • www.avionmfg.com
5050%%Increase productivity, lower energy and operating costs,
improve worker output and satisfaction, and increase company profi tability. Let our staff put their practical, engineering,
and scientifi c experience to work for you!
Professional Support Services to Industry
Education/Training Consulting • HT/Met Process Analysis
Problem Solving Furnace Diagnostics Marketing Studies
THE HERRING GROUP, Inc. Home of The Heat Treat Doctor®
Phone: 630-834-3017 Email: [email protected] • Web: www.heat-treat-doctor.com

the expertise
CERAMITEC 2012Technologies | Innovations | Materials
22 – 25 May 2012 New Munich Trade Fair Centre
The best gathering: Take advantage of the trade fair’s leading international role. As a global trade fair, CERAMITEC is the most international event of its kind and features the industry’s most extensive range of machines, equipment, systems, processes and raw materials for ceramics and powder metallurgy.
www.ceramitec.deContact: U.S. Office CERAMITEC 2012, Ms. Anika NiebuhrPh: 646-437-1014 | [email protected]
Save the date
22 – 25 May 2012

24 January 2012 - IndustrialHeating.com
FEATURE | Heat TreatingFEATURE | Heat Treating
tandard regenerative systems fi re in a one-off/one-on cycle with each burner tied di-rectly to its own regenerator
box. A new patent-pending system devel-oped by Olson Industries of Burgettstown, Pa., requires no specialized burners and eliminates cycling from one burner to an-other. The new system also eliminates the one-to-one burner/regenerator box con-fi guration and allows for spatial fl exibility because regenerator boxes can be placed anywhere space allows.
History of Thermal Regeneration in the Steel IndustryThermal regeneration is the capturing of heat from exhaust gases and using it to preheat combustion air. Given the enor-mous quantity of fuel necessary for any type of heat processing, it is likely that some thought was given to recapturing waste heat beginning with man’s earliest attempts at heat treatment. In fact, there were some attempts at thermal regen-eration in the ancient world with some marked success by ancient Chinese and Korean pottery makers. However, the con-cept of using waste heat to preheat com-bustion air remained largely undeveloped until the time of the industrial revolution.
Regenerative Technology Gave Birth to the Open-Hearth Steelmaking EraDuring the 1830s, Carl Wilhelm Siemens,
a young German engineer living in Eng-land, began studying the earlier work of Robert Stirling, a Scottish minister who patented a power system that became known as the “Stirling Engine” in 1816. The Stirling Engine is a closed engine system containing a fi xed amount of gas that, when subjected to external heat, cycles back and forth between a hot end and a cold end. The expansion of the gas when heated, followed by the compression of the gas when cooled, activates pistons attached to a fl y wheel that can perform work. Stirling placed a simple heat-retain-ing media in the midpoint of the system that absorbed heat from the hot portion of the engine as the gas passed to the cold side and released the heat to the cooled
gas as it returned to the hot side. While the Stirling Engine itself is still recognized for its simple ingenuity, its im-pact has been relatively small due to the success of the later-developed internal-combustion engine and electric motor. However, Robert Stirling’s idea of cycling hot and cold air over a heat-retaining me-dia fostered a revolution in steelmaking. Siemens became fascinated with heat regeneration and spent years trying and failing to apply Stirling’s regeneration idea to improve steam-powered mechani-cal functions. Siemens fi nally found suc-cess after he realized that the regeneration concept was easier applied to large-scale industrial processes. In 1861, Siemens secured a patent for a regenerative in-
New Configuration May New Configuration May Make it Harder to Say NMake it Harder to Say No o to Thermal Regenerationto Thermal RegenerationBryan J. Kraus and Sean Barraclough – Olson Industries; Burgettstown, Pa.
Thermal regeneration is a proven technology that is generally accepted as the most effi cient means of heating an industrial furnace. But regenerative systems, though commonplace, are far from the norm in the industry. This is largely because regenerative systems are substantially more expensive than cold-air systems (Fig. 1)due to the costs of the regenerators themselves and the required specialized, paired burners.
tfiwrSS
Flue
Total input:1057 BTU
Heat lost out of furnace
2200˚F Flue gas temperature
654 BTU
393BTU
EFF=37.4%
1050 BTU = Flue input
7 BTU = Cold air
Available heat
Furnace
Fig. 1. Cold-air combustion system

IndustrialHeating.com - January 2012 25
dustrial furnace. Shortly thereafter, he installed regenerators containing brick checker-work media on a glass furnace near Birmingham, England. The furnace exhausted gases through two heat-absorb-ing chambers made of brick that operated cyclically, with one serving as an exhaust fl ue and the other as a combustion draw. Cycling exhaust and combustion func-tions back and forth between the two chambers provided a continuous supply of preheated combustion air and vastly in-creased effi ciency. Siemens licensed the technology to Pierre Emile Martin who built a regen-erative open-hearth furnace sitting atop two regenerator chambers containing the Siemens-devised brick checker-work me-dia in 1865. While the idea of an open hearth was not new, melting ore and scrap in an open hearth was not previously eco-nomical because of the enormous amount of fuel needed to maintain the required temperatures. The regenerative open hearth, or “Sie-mens–Martin process” as it came to be known, was cost-competitive with the Bessemer steelmaking process of decar-burizing pig iron by forcing high-pressure air through the molten mix. The open hearth allowed for a more controlled and refi ned process of steelmaking, resulting in substantially superior and more consistent grades of steel. Ironically, after it appeared
that the regenerative open hearth would render the Bessemer process completely obsolete, a variation of the Bessemer pro-cess, the basic oxygen process, appeared. Employing almost pure oxygen, the basic oxygen process produced higher-quality steel in one-tenth of the time needed in the open hearth. Not surprisingly, open hearths began to disappear, and by the late 1980s few could be found in the U.S. Small-Scale Regenerative Systems are BornThe demise of the open-hearth furnace was not the end of thermal regeneration in the steel industry. The same concept of thermal regeneration employed in the gar-gantuan open-hearth furnaces was scaled down by industrial burner manufacturers and applied to heat-treating applications. Hotworks Combustion Technology Ltd. of Yorkshire, England, claims credit for devising the fi rst compact regenerative systems in 1982. The credit appears de-served, but it also appears true that oth-ers in Germany, Japan and the U.S. were pursuing the idea at the same time. By the mid-1990s, thermal-regeneration systems became widely available, and since that time more and more have been included in new furnaces and retrofi ts (Fig. 2). The drawback to these systems is the need for increased burner capacity in order to maintain a desired furnace tem-
perature. Standard systems include paired regenerative burners that are directly connected one-to-one with a regenerator with the furnace waste gases exhausted through the burner itself to the regenera-tor box dedicated to that burner. Because burners cannot fi re when in the exhaust mode, each burner fi res only half of the time. Thus, maintaining the desired heat capacity requires additional burner ca-pacity. Moreover, each additional burner requires its own dedicated regenerator, which can often be problematic due to space availability.
How Does it Work?The new system allows all burners to fi re continuously and eliminates both special-ized regenerative burners and the one-to-one pairing of burners and regenerator boxes. Because the burners are not part of the new system’s exhaust process, they need not cycle on and off, and with all burners continuously available, less total burner capacity is required to maintain the desired heat. Also, without need for exhaust-function capability, burners can be selected based solely upon performance and suitability for the particular applica-tion. The need for intricate and compli-cated specialized regenerative burners is completely eliminated while all the fuel savings are retained. Just as is done in standard regenera-tion systems, the new system directs the hot furnace exhaust through a media such as tabular alumina spheres located within the regenerator box. And just as in stan-dard systems, there is a cycling from one regenerator box to another (Fig. 3). But, because nothing exhausts through the burners, the burners can fi re continuously and need not cycle. The furnace gases in-stead pass from a port in the furnace wall to the regenerator box, where the media becomes charged with heat. A valve in the exhaust line positioned between the furnace port and the regenerator box con-trols the fl ow of the hot exhaust into the regenerator. The system recovers the hot furnace gases to such an extent that the
Fig. 2. Regenerative combustion system
Regenerator
2200˚F Flue gas temperature
Total input:1424 BTU
Flue
EFF=72.4%169BTU
760BTU
664 BTUHeat out of furnace
374 BTU = Heat out of regenerator
1050 BTU = fuel input
Air 12BTU
Heat lost 133H BTU
Available heat
Furnace

26 January 2012 - IndustrialHeating.com
FEATURE | Heat Treating
temperature of the exhaust is less than 200°F after being pulled through the re-generative media. There are no furnace fl ues used in the system, and no stack is required. All exhaust gases coming out of the regenerators are handled through a fan, allowing the exhaust to be easily routed to a safe location. When the charging of a regenerator is completed, the furnace-port valve closes, stopping the fl ow of the furnace exhaust gases into the regenerator. An ambient-air valve then opens, allowing the fl ow of am-bient air through the now-heated media. The ambient air absorbs the heat charge from the media and passes the now-super-heated air to the burners for combustion. At the same time, a separate port connect-ed to a separate regenerator opens, caus-ing the exhaust gas to begin charging that regenerator. The number of regenerators used is dependent on the capacity of the furnace. Whatever the arrangement, there are always some regenerators charging and some discharging at any given time, en-abling the burners to fi re continuously. A Common Combustion Air SupplyThe key aspect of this system is the in-corporation of a common combustion air supply that receives all of the preheated air from all of the regenerators and feeds it to all of the burners uniformly and si-multaneously. This is accomplished via a system of piping, valves and fans. Each regenerator box has four separate piped connections controlled by separate valves as follows:• A furnace exhaust line connects the
furnace port to the regenerator.• A regenerator exhaust line powered
by a fan forcibly draws the furnace ex-haust through the media with the small amount of heat not absorbed by the me-dia exhausted to the atmosphere.
• An ambient-air supply line is powered by a fan, which pushes cold ambient air through the media during discharge.
• A heat discharge line transports the su-perheated ambient air from the regen-erator to the common combustion-air supply which feeds the burners.
Sequence of Valve Movements1. Regenerator is charging
• The furnace exhaust line and the regenerator exhaust line are open such that the furnace exhaust fl ows in and through the media.
• The ambient-air line and the heat-discharge line are closed.
2. Regenerator is discharging (the valves are reversed)• The furnace exhaust line and the
regenerator exhaust line are closed.• The ambient-air supply line and the
heat-discharge line are open. Ambi-ent air is forcibly pushed across and through the media and out to the common combustion air supply and fi nally to the burners.
Fully AutomatedThroughout operations, the regenerators run in a timed sequence of charging and discharging, which provides a constant supply of heated combustion air that is directed from the common combustion air supply to each burner. The system is fully automated, and the valve sequencing is pre-programmed to optimize effi ciency. The timing will be variable, depending
on the application. This cycle of trans-ferring waste furnace heat to a common combustion air supply continues until the combustion air reaches a pre-programmed maximum allowable temperature. Once this occurs, a thermocouple feedback con-trol mechanism will cause additional un-heated ambient air to mix with the com-mon combustion-air supply and dilute the superheated combustion air.
Benefi ts The new system provides fuel savings comparable with standard regeneration systems. However, the elimination of re-dundant burners, regenerators and spe-cialized burners signifi cantly reduce the up-front costs. A more uniform heat is also possible because the common com-bustion-air supply allows all of the burners to continuously fi re or pulse. The steady supply of preheated combustion air to all burners also provides more precise tem-perature control and is thus adaptable for use in applications that require multiple or rapid temperature changes. The new sys-tem works across any temperature ranges and allows operators the option of using a number of small fi ring burners to maxi-
Fig. 3. Airflow diagram for new system
Burner
Close
Close
CloseExhaust Exhaust
Cold air Cold air
CloseOpen
Charging
Regenerator media in heat charging mode
Regenerator media in heat discharging mode
Open
Open
Open
Burner
Furnace

IndustrialHeating.com - January 2012 27
mize control over furnace heat uniformity. The new system also makes lower-tem-perature regeneration economical. In the past, regeneration below a 1200°F furnace temperature required very expensive self-regenerative burners with the heat-stor-age media contained within the burner itself. Self-regenerative burners can fi re continuously, just as is the case with the new system. However, the up-front cost of self-regenerative burners can be daunt-ing. Also, because the burners themselves contain the media, they are large and intrude into the heating chamber. With the new system, smaller and substantially less-expensive burners can be used, caus-ing minimal intrusion. Perhaps most important is the spatial fl exibility created by the decoupling of the regenerators and burners. The system de-creases the physical area needed for instal-
lation of a regenerative system and makes the effi ciency of regeneration available in furnace locations where it was previously considered to be unworkable. With the direct connection between the regenera-tor boxes and the burners eliminated and with a reduction in the number of burn-ers required, the placement of the boxes is unrestricted. The boxes can be stacked in one place, grouped on just one side of the furnace, installed above the roof or locat-ed in reasonable proximity to the furnace. Adding to the system’s spatial fl exibility is the low-temperature exhaust, which elim-inates the need for a raised stack. Controlling NOx with the Olson SystemNOx is formed from thermal oxidation of nitrogen in the ambient air. The amount of oxygen, the fl ame temperature and the
duration of the thermal process are the factors affecting the formation of NOx. Because the length of any given thermal process is typically fi xed, NOx controls depend on reducing peak fl ame tempera-ture and limiting the concentrations of the reactants O2 and N2. Any currently available NOx-reduction techniques are compatible with the new system. The sys-tem will work with low-NOx burners and air staging, and catalytic processes can also be easily incorporated into the system depending on the level of NOx reduction sought by the operator. IH For more information: Contact Michael J. McShea, director of special projects, Olson Industries, 1 Todd Drive, Burgettstown, PA 15021; tel: 724-947-3300; fax: 724-947-3621; e-mail: [email protected]; web: www.olsonind.com. The authors are Bryan J. Kraus, president, and Sean Barraclough, combustion engineer.
Terrence D. Brown Director – Commercial • Bluewater Thermal Solutions
Learn. Network. Share. Find success together.
“ The ASM Heat Treating Society is all about people – a collection of experts in our field. Being a professional member has been invaluable.”
Membership in ASM International’s Heat Treating Society is about being a part of something larger – more than 26,000 members globally, your peers, your colleagues, your mentors.
Plus, your membership provides access to technical data that’s sure to take your career to the next level.
Be part of the world’s largest heat treating, materials science and engineering society. Start your membershipfor today and for tomorrow. Join online today at www.asminternational.org/hts.

28 January 2012 - IndustrialHeating.com
FEATURE | Vacuum/Surface Treating
itriding, which is a nitro-gen diffusion technique, has the great advantage of using relatively low temperatures
(450-590°C/850-1100°F), allowing it to be utilized on most mechanically fi nished parts.
Development of Nitriding Technologies Several techniques have been developed to industrially achieve the nitriding pro-cess over the last century.
Gaseous Nitriding (1910-1920)This process using ammonia (NH3) is still the most commonly used technology for nitriding today. Though the equip-ment is not expensive, it comes with very high running cost due to high energy and gas consumption. In addition, it does not allow a good control of the structure.
Salt-Bath Nitriding (1940-1950)Its use today is decreasing, and in many countries it is not even allowed anymore due to the environmental impact of the chemicals and the emissions. Its high run-ning costs stem from the energy consump-tion and expenses to clean the parts.
Plasma Nitriding (1965-1975)First developed using cold-wall furnaces, plasma nitriding has signifi cant advan-tages: very low running costs (reduced consumption of energy and gases); con-trollable; optimized structure and layers; and nitriding of stainless steels. Plasma nitriding is totally safe and has no poi-sonous gas emissions and no negative environmental impact. However, con-ventional plasma nitriding has a number of well-known diffi culties, including the
direct application of plasma on the parts to be treated, the risk of arcing, hollow cathodes, white layers, non-homogenous batch temperature and the impossibility to mix parts of different geometries in the chamber. Thus, it requires well-trained, highly skilled operators. In the early 1980s, plasma nitriding became much easier thanks to the devel-opment of pulsed power supplies and au-tomatic gas-fl ow control. All these inno-vations using hot-wall furnaces were fi rst presented by co-author Pierre Collignon in 1982. Within 10 years, this new type of furnace and process became the industrial standard. However, some inconveniences exist to this day with hot-wall furnaces (e.g., temperature homogeneity, limited control of metallurgical structure, expen-sive equipment and maintenance).
NN
Active Screen Plasma Nitriding – An Effi cient, New Plasma Nitriding TechnologyJean Georges – Plasma Metal LuxembourgPierre Collignon – PD2i Europe; Christian Kunz – PD2i North America
Active screen plasma nitriding technology (ASPN) is a new industrial solution that enjoys all the advantages of traditional plasma nitriding but does not have its inconveniences. Different-size parts can be treated in the same batch. It also offers the possibility of oxynitriding and nitriding of stainless steels. ASPN is also called “easy nitriding” because it does not require highly skilled operators.
FEATURE | Vacuum/Surface Treating
Fig. 1. Active screen surrounding the parts

IndustrialHeating.com - January 2012 29
Active Screen Plasma NitridingASPN is a technology that has been de-veloped and commercially used in recent years. There is fi nally a technology that resolves the diffi culties of conventional plasma nitriding.
ASPN Technology: How it WorksWith the active screen, the plasma is no longer applied to the workload but rather to a metallic screen that surrounds the parts (Fig. 1). The parts to be nitrided are either placed on a fl oating potential or a light bias is applied. Plasma forms on the screen and not on the parts under these conditions. The screen heats up quickly, which heats the workload by radiation. In this way, the whole workload heats up to the correct nitriding temperature. The screen also supplies the active species, which quickly diffuses into the materi-als to form the expected nitrided layers. The temperature control is achieved by regulating the plasma power on the active screen. Reactive gases (N2, H2, CxHy) are pumped from the middle of the chamber and fl ow through the active screen. This assures a gentle fl ow of reactive species over the entire workload.
Treatment of the PartsBecause the parts are no longer directly
exposed to the glow, the problems related to conventional plasma nitriding are elim-inated (arcing, hollow cathodes, tempera-ture heterogeneity, etc.). Degreasing with chloride solvents or ultrasonic-assisted cleaning for complicated parts is no longer necessary. Simply degreasing by washing (steam cleaning) is suffi cient. Homog-enous batch loading is no longer required. Therefore, parts with different shapes, geometries and steel types can be treated in the same batch (Fig. 3). The space be-tween parts can be reduced to increase the load density. The entire vacuum chamber can be used due to the excellent tempera-ture homogeneity. In contrast, only 50% of the available chamber volume can be used most of the time with DC plasma-nitriding equipment.
Metallurgical StructuresSimilar to the classic processes, the diffu-sion layer thickness as well as the hardness depend primarily on the steel used. The hardness obtained typically varies from 600 to 1,200 Vickers, and layer depths vary from 0.01-0.3mm. In addition, ASPN delivers essentially the same structures as conventional DC plasma nitriding.
ASPN of Tool Steel Tool steels are nitrided to improve
their surface hardness, scratch resist-ance and wear resistance. To investi-gate the response of tool steel toward ASPN, H13 (0.35C, 1.5Mo, 5Cr, 1V) and D2 (1.5C, 1.0Mo, 12Cr) steels were nitrided at 500°C for 5-40 hours. Fig-ure 4 shows that both tool steels were hardened considerably after ASPN treatment. The maximum hardness in the nitrided case was more than 1,000 HV. The case depth varied from 100-300 μm, depending on treatment time. Containing a higher amount of chromium, D2 steel shows higher case hardness but shallower case depth than H13.
ASPN of Stainless SteelsIt is possible to make low-temperature treatments (350-450°C) on stainless steels due to good temperature homogeneity achieved with ASPN. The complete ab-sence of precipitates, nitrides and carbides allows the steel to remain stainless while increasing its wear resistance by a factor of 100 (Fig. 5). ASPN is applied to parts in nuclear, medical, aerospace, food and chemical applications.
Nitriding + Post OxidationWith the active screen, the nitriding can be immediately followed by a plasma-
Fig. 2. Commercial ASPN furnace (Courtesy of Plasma Metal/PD2i) Fig. 3. Mixed batches can be treated

30 January 2012 - IndustrialHeating.com
FEATURE | Vacuum/Surface Treating
assisted oxidizing process of approximately 30 minutes. This increases the corrosion resistance to the same level as obtained with conventional salt-bath processes. The potential applications are numerous (e.g., tool holders or automotive components like steering knuckles).
ASPN of Polymeric Materials The ASPN technique has been used to modify the surface of several polymeric materials, including ultrahigh molecular-weight polyethylene (UHMWPE), polypropylene and polyoxymethylene (POM). It has been shown that ASPN can effectively modify the surface chemical composition and bond structure. The ASPN-treated polymers have considerably improved hardness, elastic modulus, creep resistance, scratch resistance and wear resistance.
ASPN - An Economical TrumpSignifi cant productivity gains are achieved with ASPN due to simplifi ed load buildup, less complex degreasing procedures and higher load density. Furthermore, ASPN enables exceptional savings on consumables and energy (see Sidebar 1). For example, savings on electricity were 15% and 95% on gases for a 1-ton load of forging dies of X40CrMoV5 steel.
ConclusionASPN is a recently developed technology that provides solu-tions to many wear-resistance problems. It resolves the various inconveniences of conventional DC plasma nitriding while maintaining its numerous advantages. Metallurgically, the ob-tained structures are optimal and may be adapted to any need. They are fully reproducible since every parameter is piloted by automatic controls. The treatments are mostly done on steel but can be extended to other materials (Ti, polymers and powders). High-density loads, reduced energy consumption and reduced gas consumption make ASPN an economically competitive process. It does not produce any dangerous or toxic products or wastes, and it allows working in fully secure conditions with complete respect to the environment. IH
For more information: Contact Dr. Christian Kunz, president, PD2i
North America, 12816 Stahl Drive, Knoxville, TN 37934; tel: 865-321-
3932; e-mail: [email protected]; web: www.pd2i.com
OPERATING COST
Load: 1,000Kg • Steel: X 35 Cr Mo V5 • Depth: 0.2mm
Gas Nitriding Active Screen Nitriding
1. Heat up – 4 hours Heat up – 4 hours
2. Nitriding – 10 hours @ 530˚C Nitriding – 10 hours @ 540˚C
3. Cooling – 10 hours Cooling – 5 hours
Energy Energy
1. 400 kWh 200 kWh
2. 400 kWh 460 kWh
3. 160 kWh (motor) 160 kWh (motor, pump + fan)
Total 968 kWh Energy Cost $77.65
Total 820 kwh Energy Cost $66.94
Gas Consumption Gas Consumption
N2 82 m3 N2 2.1 + 2 = 4.1 m3
NH3 30 m3 H2 1.2 m3
NO2 1 m3 CH4 0.03 m3
Gas Cost $88.36 Gas Cost $4.28
Total Cost $166.01 Total Cost $71.22
ASPN – Lowest Running-Cost Technology for Nitriding• Very low gas consumption • Low energy consumption due to effi cient heating• Short cycle times• Very low spare-parts consumption
ASPN – An Environmentally Friendly Technology• No poisonous emissions• No environmentally hazardous materials• Safe for operators
Typical Applications• Components (crankshafts, camshafts, gears, pistons, valves,
cylinders, valve springs, shafts, spindle, sliding rails, pump cylinders)
• All types of hot-forging dies• All types of extrusion dies• Sheet-metal forming punches and dies• Rolling dies• Aluminum die-casting molds • Plastic extruder screws, molds for injection molding• Tool holders and taps
1300
1100
900
700
500
300
10h20h40h
10h20h40h
0 100 200 300 400 500Depth, μm Depth, μm
0 100 200 300 400 500
HV0.
1
HV0.
1
1500
1300
1100
900
700
500
300
Fig. 4. Hardness and case depth for H13 (left) and D2 (right) tool steels treated at 500oC (932˚F)with ASPN
Fig. 5. Optical (a) and SEM (b) microstructures of ASPN 316 steel

ll of the diagrams men-tioned are giving the phase boundary between alpha iron and gamma-prime ni-
trides as well as the phase boundary to-ward epsilon (carbo) nitrides as a function of the nitriding and carburizing potential and the temperature. In addition, we also have to account for the shifting of the phase boundaries, typically given for pure iron, caused by the alloying elements in real parts made from steel. But what will happen to our parts if we encounter devia-tions between the actual parameters and the set values during control? This article will show typical measur-ing errors caused by the technique of the analyzers used and by a faulty reading of the temperature due to temperature de-viations throughout the load, and it will explain their infl uence on the outcome of the heat treatment.
Nitriding and Nitrocarburizing The goal of a nitriding treatment is to en-hance the mechanical and chemical prop-erties of parts by inducing nitrogen into the surface. Depending on the require-ments, we are aiming for different types of layers. Figure 1 gives a schematic structure of a nitrided layer. Starting from the surface, we fi rst ob-serve a thin and very hard ceramic layer that has been formed by the transforma-tion of the base material into iron nitrides. Below this so-called white layer, we fi nd a zone saturated with nitrogen not yet
transformed into iron nitrides. This layer is known as the diffusion layer. Within the diffusion layer there are precipitations of non-iron nitrides, which are nitrogen compounds with nitride-forming alloying elements such as chromium, titanium or aluminum. Below this precipitation layer, we fi nd the base material. For nitrocarburizing, not only nitro-gen but also carbon will be induced into the surface. This causes a more rapid growth of the white layer. Nitriding pro-cesses are typically aiming for a deep load-bearing diffusion layer with only a thin white layer, whereas nitrocarbu-rizing is used to create corrosion- and abrasion-resistant white layers. Nitriding is typically carried out at temperatures in the range of 480-550°C (896-1022˚F) and nitrocarburizing in the range of 570-590°C (1058-1094˚F).
Potentials and Process Parameters Both nitriding and nitrocarburizing can be performed with different processes that are, according to DIN EN 10 052, classi-fi ed into gaseous, salt, powder and plasma nitriding depending on the nitrogen-bear-ing medium used. This article will focus on gaseous nitriding, where ammonia is used as the nitrogen source. The basic nitriding reaction is the cat-alytic dissociation of the ammonia mol-ecule on the surface of the part.
NH3 → 1.5H2 + [N] (1)
The effectiveness is defi ned by the nitrid-ing potential KN as:
KN = pNH3_____
p1.5H2
(2)
The phase diagram developed by Lehrer (Fig. 2) displays the phase boundaries in
ltbiAA
IndustrialHeating.com - January 2012 31
FEATURE | Process Control & Instrumentation
Impact of Measurement Errors on the Results of Nitriding and Nitrocarburizing Treatments Karl-Michael Winter – PROCESS-ELECTRONIC GmbH, a member of United Process Controls; Heiningen, GERMANY
We have a pretty good idea of what will happen to steel parts if exposed to a defi ned atmosphere at a given temperature. In order to determine the process parameters, we can use the well -known Lehrer Diagram for a nitriding process, or we might use one of the various Fe N C phase diagrams for a nitrocarburizing process.
10
1
0.1
0.01 450 500 550 600 650 700
%N9.59.08.58.07.5
ε
γʹ
γα
Temperature, ˚C
Nitri
ding
pot
entia
l, K N
[bar
-0.5
]Nitrided layer
Pure iron
Alloyed steel
N - c
onte
ntN
- con
tent
Interstitialnitrogen
Precipitations interstitial nitrogen
depth
depth
ε-nitride (Fe2-3N)(7.8-11.3 wt%)
γ -́nitride (Fe4N)(5.7-6.1 wt%)
γʹ
γʹ
ε
ε
Alloy-nitrides(precipitations)
Interstitialnitrogen
Base material
Prec
ipita
tion
laye
rdi
ffusi
on la
yer
a)
b)
c)
Oxid
e la
yer
Poro
us la
yer
Whi
te la
yer
Fig. 1. Schematic structure of a nitrided layer[1]
Fig. 2. Fe-N Lehrer Diagram with isocon-centration lines for nitrogen in the epsilon phase,[2, 3] nitriding potential KN in bar-0.5
and temperature in centigrade
RRMANY
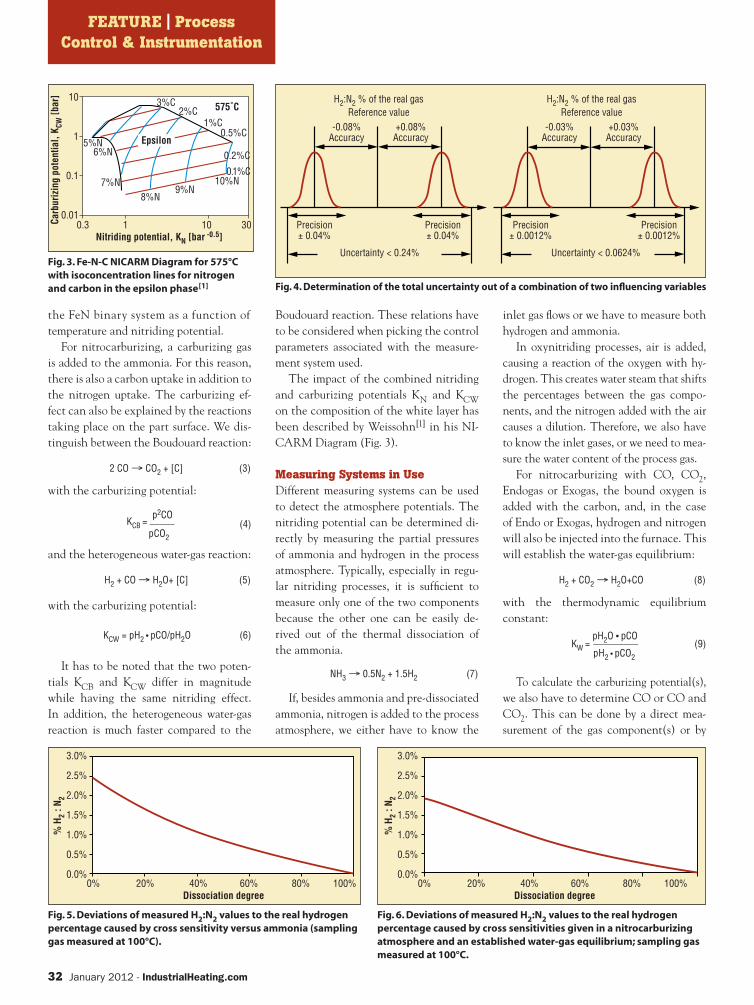
32 January 2012 - IndustrialHeating.com
FEATURE | Process Control & Instrumentation
the Fe N binary system as a function of temperature and nitriding potential. For nitrocarburizing, a carburizing gas is added to the ammonia. For this reason, there is also a carbon uptake in addition to the nitrogen uptake. The carburizing ef-fect can also be explained by the reactions taking place on the part surface. We dis-tinguish between the Boudouard reaction:
2 CO CO2 + [C] (3)
with the carburizing potential:
KCB = p2CO
_____
pCO2
(4)
and the heterogeneous water-gas reaction: H2 + CO H2O+ [C] (5)
with the carburizing potential:
KCW = pH2 • pCO/pH2O (6)
It has to be noted that the two poten-tials KCB and KCW differ in magnitude while having the same nitriding effect. In addition, the heterogeneous water-gas reaction is much faster compared to the
Boudouard reaction. These relations have to be considered when picking the control parameters associated with the measure-ment system used. The impact of the combined nitriding and carburizing potentials KN and KCW on the composition of the white layer has been described by Weissohn[1] in his NI-CARM Diagram (Fig. 3).
Measuring Systems in Use Different measuring systems can be used to detect the atmosphere potentials. The nitriding potential can be determined di-rectly by measuring the partial pressures of ammonia and hydrogen in the process atmosphere. Typically, especially in regu-lar nitriding processes, it is suffi cient to measure only one of the two components because the other one can be easily de-rived out of the thermal dissociation of the ammonia.
NH3 0.5N2 + 1.5H2 (7)
If, besides ammonia and pre-dissociated ammonia, nitrogen is added to the process atmosphere, we either have to know the
inlet gas fl ows or we have to measure both hydrogen and ammonia. In oxynitriding processes, air is added, causing a reaction of the oxygen with hy-drogen. This creates water steam that shifts the percentages between the gas compo-nents, and the nitrogen added with the air causes a dilution. Therefore, we also have to know the inlet gases, or we need to mea-sure the water content of the process gas. For nitrocarburizing with CO, CO2, Endogas or Exogas, the bound oxygen is added with the carbon, and, in the case of Endo or Exogas, hydrogen and nitrogen will also be injected into the furnace. This will establish the water-gas equilibrium:
H2 + CO2 H2O+CO (8)
with the thermodynamic equilibrium constant:
KW = pH2O • pCO
_________
pH2 • pCO2
(9)
To calculate the carburizing potential(s), we also have to determine CO or CO and CO2. This can be done by a direct mea-surement of the gas component(s) or by
3.0%
2.5%
2.0%
1.5%
1.0%
0.5%
0.0% 0% 20% 40% 60% 80% 100%
Dissociation degree
% H
2 : N
2
3.0%
2.5%
2.0%
1.5%
1.0%
0.5%
0.0% 0% 20% 40% 60% 80% 100%
Dissociation degree
% H
2 : N
2
Epsilon
575˚C10
1
0.1
0.01 0.3 1 10 30
Nitriding potential, KN [bar -0.5]
Carb
uriz
ing
pote
ntia
l, K CW
[bar
]
3%C2%C
1%C0.5%C
0.2%C
0.1%C10%N
9%N8%N
5%N6%N
7%N
Fig. 3. Fe-N-C NICARM Diagram for 575°C with isoconcentration lines for nitrogen and carbon in the epsilon phase[1]
H2:N2 % of the real gasReference value
-0.08%Accuracy
Precision± 0.04%
Precision± 0.0012%
Precision± 0.04%
Precision± 0.0012%
Uncertainty < 0.24% Uncertainty < 0.0624%
-0.03%Accuracy
+0.08%Accuracy
+0.03%Accuracy
H2:N2 % of the real gasReference value
Fig. 4. Determination of the total uncertainty out of a combination of two infl uencing variables
Fig. 5. Deviations of measured H2:N2 values to the real hydrogen percentage caused by cross sensitivity versus ammonia (sampling gas measured at 100°C).
Fig. 6. Deviations of measured H2:N2 values to the real hydrogen percentage caused by cross sensitivities given in a nitrocarburizing atmosphere and an established water-gas equilibrium; sampling gas measured at 100°C.

IndustrialHeating.com - January 2012 33
measuring the inlet mass balances. The measuring systems regarded in the following consist of: • An H2 analyzer using a measurement of
the thermal conductivity of the process gas
• An infrared analyzer to measure am-monia, as an alternative to the H2 ana-lyzer or as an addition
• An additional oxygen probe • A CO-CO2 infrared analyzer
Typical Errors when Measuring Hydrogen When using an analyzer that derives the hydrogen content of a gas mixture by mea-suring the thermal conductivity, there are three effects that infl uence the quality of the measurement: • Temperature stability – The thermal
conductivities of the various compo-nents in the sampling gas change in a different way when exposed to a shift in temperature.
• Pressure stability – Basically, the ther-mal conductivity of gases is stable in a wide range of pressure, but there are still little deviations.
• Viscosity – The thermal conductivity of a gas mixture is not represented by the sum of the thermal conductivities of the gas components but is curved by viscosity of the gas mixture.
On top of this, there are the built- in failures of a measuring system caused by the design and the sensor system used in the instrument, notably: • Resolution, linearity and drift of the
analog circuit • Thermal stability of the sensor and/or
longtime drift • Deviations in the sampling gas fl ow
But there is one error that is even worse. Analyzers of this type are calibrated on a binary gas mixture, typically on per-centage hydrogen in nitrogen (%H2:N2). When measuring the process gas of a ni-triding or nitrocarburizing process, we measure a mixture of hydrogen, nitrogen, ammonia and additional gases like carbon monoxide, carbon dioxide and water va-por. This causes a notable deviation of the interpreted H2 content to the real hydro-gen percentage.
If we have a closer look at an analyzer that is within a higher cost range, the manufacturer states for a measuring range of 0- 100% H2:N2:
Output signal < ±0.75% of the lowest possiblevariations: measuring range
Zero drift: < 1% per week of the lowest possible measuring range
Repeatability: < 1% of the selected measuring range
Linearity < ±1% of the selected deviations: measuring range
This translates into an uncertainty of ±1.54% H2:N2 absolute. In addition, we have to account for other infl uences such as environmental temperature, sampling gas fl ow and pressure, power-supply volt-age and a zero offset caused by other gases besides nitrogen and hydrogen. Figure 4 gives an example how the total uncertain-ty of an instrument is calculated. Exaggerating, if we use this analyzer outside of a temperature and air-pressure-controlled chamber, we will have different readings during summertime and winter-time. The offset caused by ammonia is shown in Fig. 5, and the deviations of a measurement of a nitrocarburizing atmo-sphere are shown in Fig. 6.
Typical Errors when Measuring AmmoniaWhen measuring ammonia with an infra-red analyzer, we have to account for some fundamental problems in addition to the deviations given by the mechanical and electrical design. For an IR measurement, there is a linear dependency of the mea-sured value on pressure. Therefore, the pres-sure either has to be stabilized or measured
and compensated for. The biggest error can be expected by the cross sensitivity to wa-ter vapor. The comparably small absorption lines of the ammonia are placed in a comb of water lines, and an accurate detection of the ammonia lines can be done only by applying high- tech and high -cost efforts. For this reason, we typically use a simple trick – the sampling gas is dried before be-ing passed through the analyzer. In other words, the water is taken out. But this also causes two errors in the measured values: • As the water content is taken out, it
will shift the percentages of the other gases in the sample.
• If the water is fi ltered out by condensa-tion, it will react with ammonia to form ammonium hydroxide (Eq. 10). In the presence of CO2, it will form ammo-nium bicarbonate (Eq. 11).
NH3 + H2O → NH4OH (10)
NH3 + H2O + CO2 → NH4HCO3 (11)
These effects result in a false measure-ment in the range of ±2% absolute com-pared to the real ammonia content in the process gas.
Balance of article & references online.
For more information: Contact Dipl.-Ing. (FH) Karl-Michael Winter, PROCESS-ELEC-TRONIC GmbH, a member of United Process Controls, Heiningen; tel: 0 71 61 / 94 888 0; e-mail: [email protected]; web: www.group-upc.com
Table 1: Effects of measurement errors with oxygen probes.
Temperature [°C] EMF signal [mV] pO2 [bar] error pO2 [bar] measured
580 -1100 2.12 · 10-27 +12 mV 4.07 ·10-27
580 -1100 2.12 · 10-27 -10 °C 1.04 ·10-27
Table 2: Effects of O2 measurement errors on the derived nitriding potential in an ammonia atmosphere with 5% air addition.
Temperature [°C] EMF signal [mV] error KN [bar -0.5] KN [bar -0.5] measured
520 -1151 +12 mV 1.00 1.03
520 -1151 -10°C 1.00 1.16
Table 3: Effects of O2 measurement errors on the derived carburizing potential in an ammonia atmosphere with 10% CO2 addition.
Temperature [°C] EMF signal [mV] error KCB [bar] KCB [bar] measured
580 -1090 +12 mV 0.15 0.09
580 -1090 -10°C 0.15 0.14
Use this Mobile Tag to go to the online version of this article with all text and fi gures. www.industrialheating.com/upc112

34 January 2012 - IndustrialHeating.com
FEATURE | Materials Characterization & Testing
esearch based on detailed simulation and testing con-cludes that turbine cooling could be improved by eject-
ing a pulsating stream instead of a contin-uous stream through the trailing edge. At the same time, the pulsed cooling signifi -cantly reduces the intensity of the shock waves. This opens up opportunities for jet-engine and power-plant turbine manu-facturers to achieve higher turbine expan-sions, resulting in more compact engines and reduced development costs.
Pulsated vs. Continuous CoolingTurbine blades in jet engines and power plants are internally cooled because of their exposure to high-temperature gas fl ow, which is directly discharged from the combustion chamber. Shock waves formed at the trailing vane edge generate strong stator/rotor interactions that re-duce turbine effi ciency and add additional mechanical challenges (Fig. 1). The current research at the von Kar-man Institute focuses on pulsated cool-ing versus continuous cooling. Scientists selected and characterized the different building blocks needed to acquire detailed insight into this new concept of pulsated turbine cooling (Fig. 2).
Building Blocks for Fluid-Dynamics ResearchA mechanical pulsating valve delivering an adequate margin of frequencies and amplitudes generates the pulsating cooling
air. The airfl ow travels through a model of a high-pressure inlet guide vane produced by LayerWise (Fig. 3), circulating all along its length before being ejected through a slot at the trailing edge. It is a simplifi ed and scaled turbine inlet guide vane model that is derived from a real geometry. Professor Paniagua and his team stud-ied numerically the entire setup using fl uid-dynamics simulation software. The complete experimental setup was mod-eled, including piping, pulsating valve and blade cavity. The fl uid-dynamics model was used to extend the experimental in-vestigation beyond the limits of the cur-rent setup, mainly in the upper frequency provided by the valve. Subsequently, ex-periments were carried out to verify the numerical results.
Turbine Inlet Guide VaneBuilding the physical model of the turbine inlet guide vane was a real challenge. Layer-
Wise, a company focusing on selective laser melting (SLM), produced the vane accord-ing to von Karman Institute specifi cations. Quite impressive is that the vane was man-ufactured as one unit in a single production step, including all internal cooling cavities and instrumentation channels. Tom De Bruyne, LayerWise sales man-ager, explains that the required geometry was out of reach for conventional met-alworking processes. “SLM reverses the entire production process by building up material in layers instead of removing it in different metalworking steps. By pin-pointing metal-powder particles with a powerful high-precision laser, the particles quickly and fully melt so that new material properly attaches without glue or binder liquid. As the laser can access any desired location at any time, we were able to pro-duce the complex geometry of the vane, including all internal cooling cavities and instrumentation channels.”
FEATURE | Materials Characterization & Testing
Additive Manufacturing Enables Innovative Shock-Wave Control in Supersonic Turbine BladesRob Snoeijs – LayerWise N.V.; Leuven, BELGIUM
Scientists at von Karman Institute in Belgium contracted LayerWise to produce a scaled turbine inlet guide vane model for a turbine research project. LayerWise, an additive-manufacturing specialist, built the metal-vane specimen as a single part, complete with internal cooling cavity and fi ne instrumentation channels.
RR
Fig. 2. Research based on detailed simulation and testing concludes that turbine cooling could be improved by ejecting a pulsating stream through the trailing edge instead of a continuous stream.
Fig. 1. Shock waves formed at the trailing vane edge reduce turbine effi-ciency and add additional mechanical challenges.

IndustrialHeating.com - January 2012 35
The heavily instrumented vane is de-signed to allow high density in the mea-surements. The pressure sensors include both pressure tabs and kulite’sTM unsteady pressure sensors. De Bruyne says that the SLM-produced vane contains dedicated fi t-tings and channels to ensure that instru-mentation sensors and wiring do not in-fl uence wind-tunnel experiments (Fig. 4). SLM is the only metalworking technology that is capable of incorporating these sub-tle features, which guarantee the validity of the measurement data. In this regard, the researchers at von Karman Institute valued the proactive interaction with LayerWise, which helped a great deal in timely achiev-ing the geometric vane requirements.
Engine-Representative Test ConditionsIn the wind tunnel, the aerodynamics performance of the vane is experimentally verifi ed under representative engine con-ditions. As a single experiment only lasts about half a second, the von Karman In-stitute opted for a Schlieren imaging setup to picture the shock waves formed at the vane trailing-edge base region. In the de-sign of the vane, the trailing-edge diam-eter had been enlarged to 5 millimeters to obtain the required spatial resolution for Schlieren experimental imaging and tem-poral resolution for vortex shedding. During the wind-tunnel tests, the sen-sors in the vane as well as in the upper and lower wind-tunnel fl ow channels collected all the experimental data (Fig. 5). The coolant vane airfl ow is generated using a rotating valve operating with a perforated rotating disc, delivering a pulsated high-pressure airfl ow up to 200 Hertz.
Improved Vane Cooling and Shock-Wave ControlWind-tunnel test results, including both time-averaged and time-resolved results, helped the aerodynamicists to understand and prove the complex physics involved. According to Paniagua, the relationship between pulsated cooling and shock-wave behavior is also quite revolutionary.
Fig. 6. Computed fluid-dynamics simulation predicts a 70% reduction in shock intensity between continuous (left) and pulsated cooling (right). Experimental verification of the aerodynamics performance of the vane under representative engine conditions confirms the heavy reduction tendency, as shown on these Schlieren shock-wave images.
Fig. 5. During wind-tunnel testing, the sensors in the vane as well as in the upper and lower wind-tunnel flow channels collected all the experimental data.
Fig. 4. The SLM-produced vane contains dedicated fittings and channels to ensure that instrumentation sensors and wiring do not influence wind-tunnel experiments.
Fig. 3. LayerWise produced the entire metal vane, including internal cooling cavities and instrumentation channels, as one unit in a single production step.
36 January 2012 - IndustrialHeating.com
FEATURE | Materials Characterization & Testing
Computed fl uid-dynamics simulation predicts a 70% reduction in shock intensity with experimental data confi rming the heavy re-duction tendency. The conclusion of this successful research project is that shock waves can be adequately controlled by optimizing the cooling pulsation timing and amplitude. This offers great po-tential for jet-engine and power-plant turbine manufacturers to
develop more compact engines exhibiting higher reliability and thrust/weight ratio. IH
For more information: Contact Tom De Bruyne, sales manager, LayerWise N.V., Kapeldreef 60, 3001 Leuven, Belgium; tel: +32 (0)16 298 420; fax: +32 (0)16 298 319; e-mail: [email protected]; web: www.layerwise.com. The author, Rob Snoeijs, is a technology writer for LayerWise N.V.; e-mail: [email protected]
March 11 – 15, 2012 Walt Disney World Swan & Dolphin Resort Orlando, Florida
The Premier Global Gathering of Materials Science & Engineering Professionals
Featuring 4 Full Days of Technical Programming
Over 3,500 presentations are expected, covering all facets of materials science and engineering research and applications, including:
Aluminum & MagnesiumAdvanced Characterization, Modeling and Materials PerformanceMaterials & Society: Energy and Sustainable ProductionMaterials Processing & ProductionNanoscale & Amorphous MaterialsHigh Performance Materials
Plus experience a growing exhibition, focused on solutions for the metals and materials industries! Learn more at www.tms.org/TMS2012
Join us at TMS 2012 for the ultimate in networking and technical programming amid the ambiance of WALT DISNEY WORLD SWAN & DOLPHIN RESORT – an award-winning convention resort and world-class entertainment destination!
TMS 2012: Linking Science and Technology for Global Solutions
eMedia SuiteCustomize Your Plan
PLUS:Webinars, Virtual Events
and Digital Editions
Contact one of Industrial Heating’s
integrated media specialists:Kathy Pisano 412-306-4357
Larry Pullman 888-494-8480 Steve Roth 520-742-0175
Patrick Connolly (44) 1-702-477341
Website
Custom-tailored eNewsletters
Enhanced Online Directory Listings
Video YouTube
Podcasts
Social Media
Blogs

IndustrialHeating.com – January 2012 37
advertorial
LD Thermal Treatment is a provider of vacuum heat-treat services that incorpo-rate the high-pressure gas-
quenching process (HPGQ) – highly val-ued in close tolerance component manufac-turing. With three high-technology plants located in Port Huron, Mich.; Limbach-Oberfrohna, Germany; and Ramos Arizpe, Mexico, this global service company has become the largest of its type in North America, applying their unique vacuum processes and HPGQ technology to preci-sion components in a variety of industries. ALD Thermal Treatment actively seeks high-volume opportunities to develop specialized processes that add value and reduce costs within the supply chain. The company currently offers: vacuum/plasma carburizing, hardening, carbonitriding, annealing, brazing and gas quenching (N2/He). A recent addition of CMM capability assists in their efforts to mini-mize geometric changes in their processes.
Vacuum carburizing advantages: • Fast carbon transfer• No surface oxidation• Excellent case-depth uniformity• Efficient consumption of carburizing
gases• High carburizing temperatures available
High-pressure gas quenching advantages:• Reduction in dimensional variation• Quenching intensity is adjustable• Flexible process• Clean and dry parts• Reproducible quenching results• Simple process control
ALD Thermal Treatment Inc. is a sub-sidiary of ALD Vacuum Technologies GmbH, which serves a demanding group of international customers with branches in North America, Japan, Britain, Russia, Poland and more than 70 representative offices around the world.
ALD Thermal Treatment, Inc.Lptr
quenching procAA
ALD Thermal Treatment, Inc.Providing the fi nest metallurgical services in a
wide variety of markets through Vacuum Treatments and specialized gas quenches.
Vacuum Carburizing with High Pressure Gas QuenchingPlasma C Vacuum High-Temperature -
Vacuum Har Vacuum Brazing
Michael Pode (Sales) 803-546-6686 or [email protected] Peters 803-600-8052 or [email protected]
Limbach - Oberfrohna GermanyPort Huron, Michigan USARamos Arizpe, Coahuila Mexico
GLOBAL SERVICE CENTERS
A ryogenic Treatments Measurement and Testing
LEADERS IN THE CONTROL OF DISTORTION
Photo: Buderus Edelstahl GmbH
www.aldtt.netwww.ald-vt.de

38 January 2012 – IndustrialHeating.com
advertorial
he AFFRI magnetic portable hardness tester solves all types of problems. It can be used as a conventional hardness tester, including conformance to any stan-dard, or as a portable system for on-site testing when
test pieces are too large or too heavy for a bench hardness tester. AFFRI’s state-of-the-art technology permits different tests at different load forces. The load cell inside has no impact force, while the AFFRI vertical movement permits a fully automatic test cycle. It conforms to all Rockwell and Brinell hardness standard methods. The standardized high pressure on the indenter creates depth indentations on the surface, thus eliminating the need for special surface preparation.
Follow the Profi le of the Test SampleThe AFFRI vertical stroke system of the measuring head (2 inches) follows the profi le of the test sample and assures a very accurate and absolute measurement even when the sample retracts during the test cycle. The original AFFRI patented system has been designed and studied by engineers, who have been creating the state of the art in hardness testing systems for more than 55 years. The AFFRI RS-MAG is completely uninfl uenced by di-
rection so that it is operative up to 360 degrees of positioning. It is not affected by any external source of vibration, and it does not need to be leveled. On digital mode, the internal battery assures 20 hours of operation. The AFFRI system protects the indenter by accidental shock before and during testing, thus increasing the life of the indenter, especially for diamond cone 120° Rockwell C test.
Easy to OperateThe system is easy to manipulate. Pull one single start lever and the measurement will appear in a few seconds. There is no motor inside, but it’s a totally automatic system. It is so simple to use that there is no need for any particular prep-aration by the operator. Identify the test area, place the hardness tester on the test sample and then lock the magnetic lever. The tester will strongly adhere to the test piece and remain clamped for the entire test cycle. Pull the single start lever for a few seconds and the head moves down dynamically until it makes contact with the test surface and generates the measurement cycle. The result will appear on the display scale or dial gauge in four seconds. Standard accessories include: magnetic clamping system, clamping piece, protective cup for indenter, lever for automatic
test cycle and direct readout scale.
AFFRI Inc.hahd
t t iTT
m
55 years.ninfl uenced by di-
clamping piece, protecttest cycle and direct

You can test large and smallcomponents with an Affri
Hardness Tester.It can be done so easily
and quickly.Think of the time and
trouble you could save,but that is not all.
Affri technology combines aunique system to perform the
Rockwell testwith full automatic action inonly one single start input.
Allows for motorizedor manual operation.The most technically
advanced testing packageon the market.
CAN YOU TESTHERE WITH GOODACCURACYAT A LOW COST ?
AFFRI Inc. 170 N Brandon Drive - GLENDALE HEIGHTS, IL 60139 - Tel. 224 374 0931 • E-Mail [email protected] • www.affri.com
DAKOMASTER 300 DAKOMASTER 3332 MRS A 270 RSD
THE ABSOLUTE HARDNESS TESTER

advertorial
Ajax TOCCO Magnethermic Corp.Induction Tempering Gains Popularity in Production Systems
nduction tempering systems have been designed and built by Ajax TOCCO Magnethermic Corp-oration for pipe, tube, ball screw,
shaft and bar applications for several decades. Recent customer demands for tempering within production cells have resulted in a number of new concepts, machine designs and installations. The major advantage of induction temper-ing is that it reduces the number of parts in process to just a few versus over 100 parts with conventional temper furnaces. Other advantages include pre-cise control of power, monitoring of the final temperature of each part, reduced part handling, reduced floor space and improved operator environment.
Options can include tracking of parts through the harden and temper stations and cool down of the tempered parts prior to exiting the system. The part configura-tion, production rate and heat-treat require-ments will dictate the type of induction system re-quired for harden and temper. Some parts such as large sprockets and workpieces can use the residual heat from hard-ening to temper the part. In other cases, such as statically heating a transmission race or scanning a shaft, the same equip-
ment can be used for hardening fol-lowed by tem-pering. The tempering adds time to the cycle and thus the pro- duction
rate is lower than hardening only. If a single machine can meet the production requirements, naturally this is ideal. However, if additional production is required, doubling the equipment (a lift rotate or scanner) is one possibility that adds both productivity and production flexibility. In many recent installations, separate induction temper station(s) or a separate system have been considered to maintain the short harden cycle and allow a long temper cycle. Temper stations can be added to new machines by providing an additional sta-tion or two on a pick & place, turntable or conveyor fixture. Temper stations can also be added to existing induction hardening systems using a separate pick & place fix-ture or conveyor system. The design gen-erally selected is based on the number of parts (stations) required to meet the met-allurgical requirements. Temper inductor(s) are furnished with a separate power supply to provide precise control. These automated systems include quality monitoring of part temperature, energy and time in process to assure that all parts exiting the system are within the operat-ing parameters.
nbTo
h fII
40 January 2012 – IndustrialHeating.com

Ajax TOCCO Magnethermic®
Corporation1745 Overland Ave
Warren, OH U.S.A. 44483
Tel: +1-330-372-8511
Fax: +1-330-372-8608
www.ajaxtocco.com
Call 1-800-547-152724/7 for assistance
THE GLOBAL FORCE IN
INDUCTION TECHNOLOGY
®
IND
UC
TIO
NH
EA
TIN
GEngineered Solutionsfor Induction Heating
Heat Treating• Scanning and single shot• Part development services
Forging• Billet and bar end heating
Steel• Quench and temper lines
for bar, pipe, and tube• Strip heating• Coating and curing• Bar and slab heating
for rolling

42 January 2012 – IndustrialHeating.com
Production and Laboratory–Over 6000 units built since 1954
All types of High TemperatureThermal Processing Equipment
Over 80 different styles of batch and continuous furnacesfrom 1 cu cm to 28 cu m. Custom sizes available. Testing available in our Applied Technology Centerfurnaces to 2800°CWorldwide Field Service and Spare Parts availablefor all furnace makes and models.
ExperiencedCost effectiveResponsive
Reliable
Competence Versatility Innovative
www.centorr.com/ih
Centorr Vacuum Industries, Inc.55 Northeastern Blvd., Nashua NH Toll free: 800-962-8631
Ph: 603-595-7233 Fax: 603-595-9220 E-mail: [email protected]
Details at
IH09074ATS.indd 1 8/17/07 12:01:53 PM
advertorial
Applied Test Systems, Inc./Data Solution – the must-have data-acquisition software for anyone who is using a manually controlled universal testing machine! Designed
to be accurate, reliable and easy to use, this program easily adapts to any manufacturer’s machine for a superior expe-rience in data acquisition. View data as graphs or tables, and easily export or import data to or from other common programs. Only from Applied Test Systems, Inc.www.atspa.com
/Dsc
bAA
advertorial
Centorr Vacuum Industries entorr Vacuum Industries manufactures custom vacuum furnaces for sintering, pressure densifica-tion, degassing, annealing and heat treatment of
metals, hardmetals, ceramics, carbons, graphites and other advanced materials for use at temperatures over 3000°C. Furnaces are available in sizes from 1 cubic cm to 50 cubic meters for use in laboratories and research facilities or in large production environments. Graphite or carbon-free refractory-metal hot zones are available with a variety of debinding systems, including Sweepgas™ debinding for synthetic or natural binder lubricant removal or posi-tive pressure systems with integrated thermal oxidizers. Furnace applications include batch units for MIM, brazing, hot pressing and diffusion bonding.
envti
t l hCC
systems with integrated thermal oxidizers. ations include batch brazing, hot

or over 20 years, Clemex Technologies has built a solid reputation for excellence in the field of automated imaging sys-
tems for material science. Customers from the steel, aerospace, automotive and other materials industries have come to rely on Clemex for its expertise in all types of opti-cal microscopy imaging solutions. When a hardness testing instrument that produces reliable, accurate and repeatable test results is needed, choose from the Clemex CMT.HD line of macro and micro (single or dual) hardness testing solutions. Field-proven systems, they offer unparal-leled capabilities and are fully ASTM E-384 and DIN/ISO 6507 compliant. With its Background Image of the entire sample (Macroviews) and its Annotation Tools, Clemex CMT.HD enables you to posi-tion indents precisely where they are required. No other software offers such accuracy. Bundled with Clemex Vision Lite and its four Application Packages, Clemex CMT.HD can also act as a materials image analysis system. Analyze phases, layer thickness, and grain or particle size, and gain a complete understand-ing of mechanical properties of your samples with a single tool. The Clemex advantages: seamless control of the various components of a system com-bined with better image quality providing better results.
oTrefi
fFF
advertorial
Clemex TechnologiesClemex CMT.HD – The Real High-Definition Instrument
MicroHardness Testing & Image Analysis Built in
CLEMEX intelligent microscopy
Take Advantage of the Clemex CMT.HD Hardness Testing Solution
Use Your Tester as a Powerful Quantitative Microscopy Instrument
See More Details with a High-Resolution CameraPosition Indents Accurately using Annotation Tools
Get Automated Measurements and Results
www.clemex.com
IndustrialHeating.com – January 2012 43

To order this or any one of our many titles, visit our bookstore online at www.asminternational.org/store or contact the ASM Member ServiceCenter at 800.336.5152, ext. 0, or 440.338.5151, ext. 0.
N E W B O O K R E L E A S E
The Heat Treating Reference Library DVD provides a complete guide to the heat treat-ing of steels and nonferrous alloys. The DVD features more than 3000 articles, data sheets, and diagrams from the ASM Handbook and other authoritative sources - more than 15,000 pages of content.
The DVD can be used with any Windows Platform laptop or desktop computer with a DVD drive. Articles can be printed, and text, table, and images can be copied and pasted. Note: the files on the disc cannot be copied, so the DVD must be present in the local machine for the content to be accessed.
Heat Treating Reference Library DVD, 2012 Edition
RPHT1102HTDVD
Price: $695 / ASM Member: $595Product Code: 05347V

advertorialadvdadvadvadvdvvadvadvada erterterterterterterterterterertertertertertertertrterttttr oooororiorioriororiiororiorioorioroorialalalalaaalalalaalll
eaverMatic, a manufacturer of proven-performance heat-treating systems, has manufac-tured several furnace lines for
a global power-transmission product manu-facturer. This customer believes heat treat-ing in internal quench furnaces produces better quality gears than parts processed in pit furnaces. To this end, their desire was a large chamber furnace line, and BeaverMatic was up to the challenge. The result is a large chamber internal quench furnace (IQF) line. It has a 15,000-pound capacity and 54-inch-wide by 54-inch-long by 102-inch-high work area.
Best known for IQFs with a transfer sys-tem capable of precise positioning, BeaverMatic is a company that provides the best value in quality and price. Our techni-cal and sales personnel are experienced in various heat-treating applications and fur-nace configurations utilized within specific markets. Equipment is designed and manu-factured to meet a specific process, through-put, time line and budget. BeaverMatic’s product line includes IQFs and companion equipment, atmosphere box furnaces, roller hearths, pushers, pit furnaces, tip-up fur-naces and car-bottom furnaces. With almost half a century of experience
and installations worldwide, you can rely on BeaverMatic. For more information, call BeaverMatic at 815-963-0005 or visitwww.beavermatic.com.
epttBB
BeaverMatic, Inc.Large Chamber Internal Quench Furnace Line
advertorial
IndustrialHeating.com – January 2012 45
424 Buckbee StreetRockford, IL 61104 Tel: 815.963.0005 / Fax: 815.963.5673www.beavermatic.com / E-mail: [email protected]
, Inc.
Heat Treating Equipmentfor Efficiently Processingworkloads from 500 to 90,000 lb.
Users experience substantial improvement in work flow Simplified designs for ease of operation and maintenance Reliable, performance proven equipment Excellent and efficient processing results Affordably priced
Visi
t us
at w
ww
.bea
verm
atic
.com
Internal Quench (IQF) Furnace
Tip-Up Furnace 40’W x 8’H

advertorial
CAN-ENG Furnaces Internationalstablished in 1964, CAN-ENG Furnaces Interna-tional has grown to become a leading designer and manufacturer of thermal-processing equipment for ferrous and nonferrous metals. CAN-ENG’s fur-
nace designs have served commercial and captive heat treat-ers; stamping and fastener companies; automotive component producers; the iron and steel industries; aluminum foundries; and agricultural, construction and appliance manufacturers for almost 50 years. We have gained an international reputation for design innovation, quality workmanship and a dedication to service. Whether manufacturing a simple, manually controlled furnace or a turnkey automated system, CAN-ENG focuses on the development of high-volume continuous industrial furnaces for challenging applications. CAN-ENG leads improvements and changes in the industry with its Research and Development programs, which have three areas of industrial heating focus:
• Developing new technology• Developing new processes• Improving and optimizing existing technology.
CAN-ENG utilizes existing engineering tools such as 3-D modeling and computational fl uid dynamic modeling in its research and development initiatives (Fig. 1). To support this ongoing research and development, CAN-ENG just opened its new Technology Development Center, which is dedicated to process development research and product testing. It is comprised of multifunctional pieces of equipment focusing on both ferrous and nonferrous applications, and it is overseen by dedicated research and development engineers. This new facility houses the following equipment and capabilities.
Ferrous Applications Testing Equipment• High-temperature 2400°F furnace for process, product and combustion system development• Focus on the development of new immersion and spray quenching techniques• Steel long product (bars, tubes, plates) quench and tempering testing and research
Nonferrous/Aluminum Casting Testing Equipment• Low-temperature 300-1100°F development furnace• Simulation of single-part handling of aluminum- intensive automobile components achieved in CAN-ENG’s Basketless Heat Treatment System (BHTS®)• Single-part immersion quenching and spray quenching
to achieve uniform part-to-part mechanical property results• Single-part Precision Air Quenching (PAQ) for developing processes that provide predictable metallurgical results while optimizing residual stress levels
Other Applications Testing Equipment• Fluidized-bed heating reactor for heating and cooling process development• Ability to utilize protective process atmospheres when testing• Access to material-testing laboratories; all equipment is integrated with CAN-ENG’s supervisory control and data acquisition and time-elapsed thermal-imaging systems
Whether you are looking for confirmation of material properties using a new process or trying to optimize your current processes or properties, CAN-ENG has the experience and tools available to support your current and future development needs. CAN-ENG Furnaces is an ISO 9001:2008 certifi ed company. Its head offi ce and manufacturing facility is located in Niagara Falls, in close proximity to the Buffalo, N.Y., and Toronto airports. We are proud of the name we bolt onto every furnace. It stands for our commitment to serve our customers with integrity, professionalism and quality that endures.
stmfe
d iEE
46 January 2012 – IndustrialHeating.com
CFD model of 100,000-liter batch immersion water-quench system
we listen. we understand. we innovate. we build.
Can-Eng is a leading designer and manufacturer
of thermal processing solutions. With almost 50
years experience and installations worldwide,
Can-Eng understands your business and its
unique demands.
P.O. Box 235, Niagara Falls, New York, 14302-0235
T : 905.356.1327 | F : 905.356.1817
www.can-eng.com
global furnace systems group
CONTINUOUS MESH BELT ATMOSPHERE FURNACE SYSTEMS
PLATE HEATTREATING SYSTEMS
CONTINUOUS ALUMINUM HEAT TREATING SYSTEMS
FLEXIBLE BATCH CAR BOTTOMHEAT TREATING SYSTEMS
BASKETLESS HEAT TREATING SYSTEMS (BHTS®)
CONTINUOUS BAR PRODUCT HEAT TREATING SYSTEMS

48 January 2012 – IndustrialHeating.com
advertorial
EIA is the leading manu-facturer and designer of medium- to high-frequency induction heating units.
Throughout its history, the commitment of CEIA brought the introduction of re-liable solid-state generators featuring the highest quality standards as well as very high performance, thus contributing to the widespread use of CEIA systems in the most important industrial fi elds around the world. Next to a wide range of generators (Power Cube), the product family includes control units (Master and Power Control-lers) for the semi-automatic and automatic management of the heating cycles, a full range of optical pyrometers (SH Series) equipped with low-intensity laser aiming, wire solder dispensers (WF Series) for low- and high-temperature applications, and a complete line of accessories. The Master Controller V3 is a comput-erized industrial control unit designed for the automatic and semi-automatic man-agement of soldering cycles carried out using CEIA Power Cube induction gen-erators and optical pyrometers. An option on the CEIA Master Controller when it is coupled with one of CEIA’s optical py-rometers is Thermal Profi le monitoring software. A unique quality-control tool, Ther-mal Profi le allows the programming of up to 20 heating steps per cycle. Each fully programmable heating step offers the ability to ramp up to temperature, hold temperature or do a controlled, extended cooling. Also included for each step is a tolerance setting, input as ±X°, which will output a signal at the end of the cycle if tolerance was not maintained throughout the entire heating process. Implementing this solution increases process control by ensuring that each part is heated within specifi cation.
CEIA USAEfamin
Th h iCC
Master Controller V3
Thermal Profi le


50 January 2012 – IndustrialHeating.com
advertorial
e listen to customers and respond to their needs. This simple approach to business has served
the company well for almost 40 years,” said Bob Edwards, president of Custom Electric Manufacturing Co. “It is why we are the leading supplier of original equip-ment and replacement heating elements for electric thermal-processing equipment, have a loyal customer base and are able to meet changing customer needs during constantly changing economic cycles.” Custom Electric offers every style of electric heating element fabricated from conventional and high-temperature ma-terials, like nickel-chrome, iron-chrome-aluminum, silicon carbide and molybde-num disilicide. When marketplace needs change, the company responds. For exam-ple, it recently introduced the C-mersion Heating System, a high-temperature alloy element and silicon nitride tube immer-sion heater for aluminum holding furnaces and die-casting machines. Custom Electric also is North America’s largest distributor of high-temperature Kanthal APM alloy radiant tubes for electric and gas applica-
tions, and it’s a source for Kromschroder gas combustion and control products. Custom Electric customer support extends well beyond heating elements. The company can return damaged heat-ing elements to their original condition for a fraction of the cost of a new heat-ing element. It stocks a wide variety of bulk wire and rod, insulators, straps and mounting hardware to support routine in-house maintenance operations. It of-fers tailored programs to minimize furnace downtime and lost production by ensuring replacement heating elements are always in stock. Custom Electric also has extensive experience converting furnaces and ovens from gas to electric. All of these programs can signifi cantly impact operating costs. Engineer and Custom Electric vice pres-ident Vic Strauss has more than 20 years of heating-element experience. Strauss works with original equipment manufac-turers on the design, alloy selection and layout of elements and tubes for new fur-naces and ovens. He works with the end users of thermal-processing equipment to ensure replacement elements continue to operate effi ciently when there are process changes, modifi cations to furnace atmo-sphere or new workload requirements. Electric thermal-processing machines
are extremely rugged and often have a ser-vice life well beyond 25 years. Continuing to use old heating-element technology in equipment can signifi cantly increase oper-ating costs. For example, in new large fur-naces, Strauss estimates heating elements represent 10% of the operating costs. This number climbs to 40% for new small fur-naces, 60% for older large furnaces and as high as 85% with older small furnaces. “As equipment ages, new heating-el-ement technology can dramatically im-prove thermal effi ciency, energy effi ciency and economic effi ciency,” Strauss said. “With furnaces from 10 to 25 years old, upgrading elements is justifi ed about 20% of the time. With furnaces in service lon-ger than 25 years, upgrading elements is usually justifi ed 100% of the time.” Custom Electric supports all segments of manufacturing through its Wixom, Mich., facilities and a network of sales representa-tives specializing in products used in ther-mal-processing applications. “We always will listen,” Edwards said. “And we always will do our best to respond to your needs.”
For more information:Custom Electric Manufacturing Co.48941 West Road, Wixom, MI 48393-3555Phone: 248-305-7700; Fax: 248-305-7705E-mail: [email protected]: www.custom-electric.com
Custom Electric Manufacturing Co.e lreThto
th llWW“ r
Bob Edwards (left) and Vic
Strauss (above) assist electric-furnace operators by answering
heating-element questions.
Fig. 1. Immersion heaters and tubes in aluminum-processing furnaces have proved to be effective in lowering heating-element costs.
Fig. 2. An example of new technology is this proprietary CNC machine designed by Custom Electric to bend rod elements.


52 January 2012 – IndustrialHeating.com
advertorial
Dalton Electric Heating Co.iff-Therm™ premium-quality platen heaters for diffusion pumps provide efficient, uniformly distributed heat transfer in a wide range of processing applications. Manufactured by swaging high-quality tubular heating elements into iron castings, Diff-Therm heaters are
available in more than 100 combinations of casting sizes and electrical ratings for 2-inch through 48-inch diffusion pumps. Custom dimensions and ratings are available for obsolete and foreign-manufactured pumps. High-purity magnesium oxide, nickel chrome resistance wire and stainless steel terminals are used in the manufacture of the unit’s heating element. Proprietary filling and compacting methods increase the density of the mag-nesium oxide, maximizing the element’s dielectric strength. Swaging under 50 tons of pres-sure further compresses the heating element and locks it into undercut grooves for superior heat conduction throughout the casting. The contact surface of the casting is precision machined flat and smooth to ensure maximum heat transfer.
ifpot
il bl iDD
ContactSusan Heinauer at [email protected]
Build your brand and stay in front of prospective customers by building on
traditional print advertising with one of IH’s many online options.
www.industrialheating.com
Advertise Online
With Industrial
Heating
DIFFUSION PUMPHEATERS
Available Immediately From Stock
Diff-Therm™ Platen Heaters
• Over 100 combinations of casting sizes and electrical ratings
• For 2" thru 48" diffusion pumps made by Varian, CVC, Edwards, Veeco, Leybold, and many others
• Custom heaters for obsolete or foreign-made pumps
Normal Order ProcessingShipment within 10 business days
Express Order ProcessingGuaranteed shipment in2 business days
TEL: (978) 356-9844FAX: (978) [email protected]
For a copy of our Diff-Therm™ Selection Guide, call today:

IndustrialHeating.com – January 2012 53
Grieve Corp.o. 943 is an electrically heated, 2000°F top-loading pit furnace currently used on a variety of heat-treat-ing applications at a customer’s facility. Workspace
dimensions measure 24 inches wide x 24 inches deep x 24 inches high. Heat to the workload is supplied by 26 kW installed in nickel chrome wire coils, supported by vacuum-formed ceramic fiber. This Grieve pit furnace features 7-inch-thick insulated walls, com-prising 5 inches of 2300°F ceramic fiber blanket and 2 inches of block insulation. A 6.5-inch-thick furnace floor is made of castable refractory materials. No. 943 also includes an air-operated vertical lift door and a reinforced .5-inch steel top plate to protect the unit while loading and unloading occurs.
advertorial
opin
di iNN
r. This Grieve pit furnace features d walls, com-300°F ceramicnches of blockh-thick furnaceable refractory
alsoatedd ateelhed
advertorial
Graphite Metallizing CorporationGRAPHALLOY: The High-Temperature Bearing Solution
he low, consistent friction level of GRAPHALLOY®
bushings and bearings make them the preferred choice for use in applications involving heat and
extreme chemical or mechanical stresses. Applications in-clude ovens, dampers, kiln carts and mechanical linkages. GRAPHALLOY components withstand temperatures ranging from cryogenic to 1000˚F and are dimensionally stable when submerged under load or experiencing wide temperature swings. GRAPHALLOY components are also self-lubricating, a key feature in applications where main-tenance operations are infrequent or diffi cult. Graphite Metallizing Corporation produces GRAPH-ALLOY, a graphite/metal alloy bearing material for appli-cations where other bearing materials or lubricants fail –or can't take the heat.
hbcTT
TEL. 914.968.8400 • WWW.GRAPHALLOY.COM/IH
GRAPHALLOY®
BEARINGS CAN TAKE THE HEAT.
GRAPHALLOY® bushings, bearings and components:• Survive when others fail• Run hot, cold, wet or dry• Excel at -450°F to 1000°F• Corrosion resistant• Self-lubricating• Non-galling• Low maintenance• Ovens, dryers, pumps, valves,
turbines, mixers, conveyors
GRAPHITE METALLIZINGCORPORATION
Yonkers, NY 10703 U.S.A.
ISO 9001:2008
HANDLE HIGH TEMPERATURE AND HARSHOPERATING CONDITIONS WITH EASE
H06a

54 January 2012 – IndustrialHeating.com
TT he technological advancement in controlled and directional flow of cooling gases in a vac-uum furnace without internal
moving parts provides unparalleled metal-lurgical and physical results. The Quantum Quench™ – 4 Directional Gas Flow with-out internal moving parts is a breakthrough in controlled and uniform cooling while controlling distortion. Generally, gas flow direction affects how heat is extracted from the part.• A part exposed to top to bottom cooling
gas flow will have a cooler top surface• A part exposed to bottom to top cooling
gas flow – the bottom surface is cooler• A side-cooled part will be cooler on the
gas-admission side
G-M Enterprises525 Klug Circle, Corona, CA92880-5452, USAPhone: 951-340-4646Fax: 951-340-9090
tem- ber 2006 - Page 29tem- ber 2006 - Page 29
Quantum Quench™ – 4 Directional Gas Flow Outline Diagram
advertorial
G-M Enterprises

Furnaces that work
Vacuum Furnaces - Atmosphere Furnaces - Replacement Parts - Hot ZonesLocations: East Coast, Midwest & West Coastwww.gmenterprises.com phone (951) 340-4646 fax: (951) 340-9090
“G-M Furnaces are simply outstanding: especially the hot zones, controls and powerful external quench system…..they are the best I have seen. Our G-M Furnaces are work-horses and require minimum maintenance. G-M has the best service and “after the sale” support we have experienced.
We have fourteen (14) G-M Vacuum Furnaces and three (3) more High Temperature Box Furnaces. Fourteen (14) Vacuum Furnaces consist of eight (8) 6-Bars, three (3) 10-Bars and three (3) 2-Bars In addition to Furnaces we have also purchased eight G-M replacements Hot Zones for our other Vacuum Furnaces.”
- Bob Muto, Plant Manager American Brazing a Division of Paulo Products Company
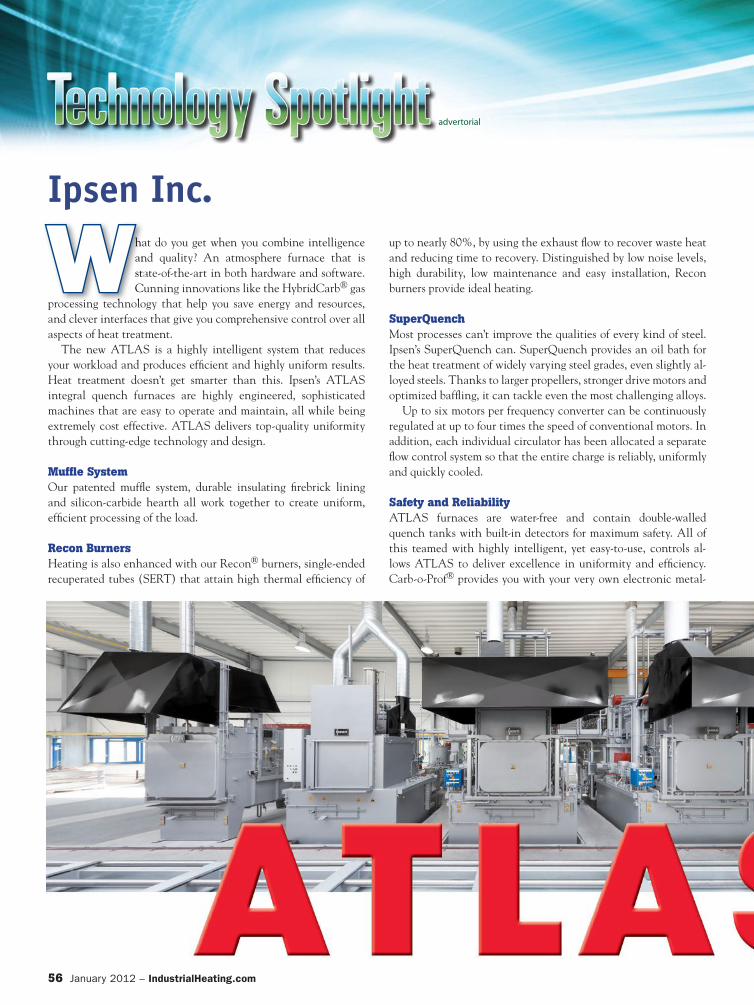
advertorial
hat do you get when you combine intelligence and quality? An atmosphere furnace that is state-of-the-art in both hardware and software. Cunning innovations like the HybridCarb® gas
processing technology that help you save energy and resources, and clever interfaces that give you comprehensive control over all aspects of heat treatment. The new ATLAS is a highly intelligent system that reduces your workload and produces effi cient and highly uniform results. Heat treatment doesn’t get smarter than this. Ipsen’s ATLAS integral quench furnaces are highly engineered, sophisticated machines that are easy to operate and maintain, all while being extremely cost effective. ATLAS delivers top-quality uniformity through cutting-edge technology and design.
Muffl e SystemOur patented muffl e system, durable insulating fi rebrick lining and silicon-carbide hearth all work together to create uniform, effi cient processing of the load.
Recon BurnersHeating is also enhanced with our Recon® burners, single-ended recuperated tubes (SERT) that attain high thermal effi ciency of
up to nearly 80%, by using the exhaust fl ow to recover waste heat and reducing time to recovery. Distinguished by low noise levels, high durability, low maintenance and easy installation, Recon burners provide ideal heating.
SuperQuenchMost processes can’t improve the qualities of every kind of steel. Ipsen’s SuperQuench can. SuperQuench provides an oil bath for the heat treatment of widely varying steel grades, even slightly al-loyed steels. Thanks to larger propellers, stronger drive motors and optimized baffl ing, it can tackle even the most challenging alloys. Up to six motors per frequency converter can be continuously regulated at up to four times the speed of conventional motors. In addition, each individual circulator has been allocated a separate fl ow control system so that the entire charge is reliably, uniformly and quickly cooled.
Safety and ReliabilityATLAS furnaces are water-free and contain double-walled quench tanks with built-in detectors for maximum safety. All of this teamed with highly intelligent, yet easy-to-use, controls al-lows ATLAS to deliver excellence in uniformity and effi ciency. Carb-o-Prof® provides you with your very own electronic metal-
Ipsen Inc. haanstaCu
i t h lWW
56 January 2012 – IndustrialHeating.com

lurgist. Using Carb-o-Prof process software increases repeatability and uniformity, which allows you to produce higher-quality parts.
Effi ciency with HybridCarbIpsen’s ATLAS internal quench furnace delivers a more effi cient solution than traditional atmosphere heat treating with the use of the unique HybridCarb® – an ultra-effi cient gassing system de-signed to replace endothermic generators and other gassing sys-tems. Its core strength is precision gas control. Instead of burning excess gas off, the process gas is reconditioned and reused, increas-ing effi ciency up to 90%. Other benefi ts of HybridCarb include:• Quick and easy hookup• Increased carburizing effi ciency• Improved hardness uniformity• Signifi cantly less expensive to operate than endogenerators• Consumes signifi cantly less gas• Environmentally friendly and cost effi cient
Commitment to InnovationATLAS and our entire product line are backed by more than 60 years of experience and expertise. Each year Ipsen invests in re-search and development, allowing us to deliver the quality equip-ment and service heat treaters need to be successful.
At Ipsen we believe that innovation drives excellence. Our dedi-cated research and development team – Team Innovation – is con-stantly pushing the boundary of possibilities and dreaming a future of thermal-processing excellence. Our innovations bring opportunities to the aerospace, automotive, medical and energy industries, where each commercial or in-house heat treater strives for excellence. World-Class Service and SupportCount on Ipsen’s responsive Aftermarket Support team to help you get winning performance from all your heat-treating equip-ment. From parts and service to retrofi ts and training, we can provide you with everything you need to be successful, including: • Parts and service for atmosphere and vacuum furnaces• Hot zones, retrofi ts and upgrades• Thermal processing and furnace operation/maintenance training• Global service and support networks• Equipment installation, relocation and start-up services
Ipsen’s ATLAS internal quench furnace is the latest in a long history of innovation, a legacy of fi rsts. The ATLAS furnace was carefully engineered to create a quality atmosphere furnace at an affordable price by developing an effi cient design that could pro-vide maximum uniformity and repeatability.
IndustrialHeating.com – January 2012 57

58 January 2012 – IndustrialHeating.com
advertorial
Induction Tooling, Inc.ith 35 years of experience in gear and bearing hardening, Induction Tooling, Inc. is “geared up” for wind energy. Specializing in quick
change tooling, our experience in the design, manufactur-ing and application of the induction selective hardening process specific to large bearings and gears benefits our customers. We recently expanded our induction laboratory service with the addition of a new 250-kW tunable frequency power supply as well as state-of-the-art metallurgical equipment. We are capable of preparing hardened steel specimens from large parts utilizing our specialized cut-ting equipment and our fully equipped metallurgical laboratory. Working with Sandra Midea, P.E. of the Midea Group Inc., Induction Tooling has the ability to design, build and test inductors to exact customer heat-treat specifications and then validate the results in a comprehensive profes-sional report. We continue to manufacture high-quality tooling for each and every project by working to improve the performance and durability of our products.
ithaup
h t liWW
advertorial
Proceq USAhe Equostat 3 portable hardness tester is designed to provide accurate, rapid and reproducible results in virtually any environment from laboratory to
factory and even outdoors. Equostat 3 measures hardness by penetration depth of a rugged diamond indenter using a Rockwell-type technique. Equostat 3 can measure from
very thin to very thick materials from only one side – no clamping necessary. Results
can be displayed in most com-mon hardness scales. Equostat 3 can also be combined with Equotip impact devices to increase testing capability.
htoin
fTT
Portable Hardness Testing Instruments
Proceq USA | 117 Corporation Drive | Aliquippa | PA 15001 [email protected] | www.proceq.com

IndustrialHeating.com – January 2012 59
eMedia SuiteCustomize Your Plan
PLUS:Webinars, Virtual Events
and Digital Editions
Contact one of Industrial Heating’s
integrated media specialists:Kathy Pisano 412-306-4357
Larry Pullman 888-494-8480 Steve Roth 520-742-0175
Patrick Connolly (44) 1-702-477341
Website
Custom-tailored eNewsletters
Enhanced Online Directory Listings
Video YouTube
Podcasts
Social Media
Blogs
advertorial
Kurt J. Lesker CompanyJLC® distributes a wide range of vacuum pumps from many of the finest pump manufacturers in the world. We offer a comprehensive selection of oil-sealed mechanical, dry mechanical, turbo-molecular, diffusion,
cryogenic and ionization pumps, including worldwide inventory and service. All remanufactured and repaired pumps come with a full 12-month warranty. We stock and service: Adixen, Agilent Technologies, Edwards, Oerlikon Leybold, Pfeiffer Vacuum, Shimadzu, ULVAC, Welch and more. With knowledgeable, OEM-trained technicians and an expan-sive spare parts inventory, our repair turnaround times are less than one week for most pumps. KJLC also offers a variety of mechanical pump oils, diffusion pump oils and greases, as well as a fluid recycling service.
JLpo
iKK

60 January 2012 – IndustrialHeating.com
advertorial
agShape produces magnetic fl ux concentrators for induction heating applications. The market is constantly looking for improved machinabil-ity, good effi ciency, better thermal resistance and
lower prices. Following its mission, MagShape is looking for customers’ sat-isfaction and continues the improvement of its own products. Re-search and development in cooperation with our customers allowed us to achieve a new target in 2012 – a complete new line of Mag-Shape fl ux concentrator. As a result, we have arrived at the most ef-fi cient and innovative solutions to today’s heat induction problems.
ProductsGrey T Type is an evolution of our GREY one, and this outstand-ing material is the new standard reference for all medium-frequen-cy induction heating applications. Its operating range frequency is 50 Hz-100 kHz.
Orange Type provides one solution for all induction heating appli-cations, with no need of insulation. It guarantees very high elec-trical resistance, high thermal resistance and mechanical robust-ness. Its operating range frequency is 50 Hz-500 kHz. Both materials are available as raw material and ready-to-use pieces upon customer’s request.
New ConceptIt is very important to approach MagShape fl ux concentrators in a new way. New products require new ideas and new solutions to use them. MagShape is not a copy of products currently available on the market. Great thermal resistance on Grey T (450°C) and incomparable thermal conductivity (27 W/m°C) as well as low losses leads to a new way of inductor design to hard applications. Using this con-centrator, it is possible to considerably decrease the time cycle of heating and therefore save energy.
MagShapeafii
l iMM

IndustrialHeating.com – January 2012 61
advertorial
etallurgical High Vacuum (MHV) provides in-depth service, design and engineering on a wide range of high-vacuum equipment, includ-ing quality remanufacturing of vacuum piston
pumps, boosters, diffusion pumps and blowers regardless of origi-nal manufacturer.
Thirty Years of Experience is Key Customers get more than just a “rebuild” when they look to MHV for help in keeping their vacuum equipment running. We look to solve the cause of the problem for our clients, and often just a pump rebuild isn’t the answer. We recommended adding oil fi ltration on 17 412H11 and 412J14 pumps to resolve the frequent breakdowns caused by particles or acid. Five pumps are running 24/7with over 60,000 hours each, saving a lot of money in the long run. Because customers can’t wait weeks or longer for OEM parts,
we design and manufacture our parts to meet and exceed OEM specs. MHV has an in-house computer-controlled MAZAK ma-chining center, CNC lathe, and fabrication, welding and CAD/CAM facilities. For example, we had to replace “short blocks” on six recent pumps that were be-yond repair due to excess wear or cracking. We replaced origi-nal (class 40) OEM castings with our own higher-quality block castings of grey iron (class 55) at 270 Brinell for increased life. MHV helps customers keep their production run-ning, delivering their products and controlling long-term costs.
Metallurgical High Vacuum
bMM

advertorial
62 January 2012 – IndustrialHeating.com
adadadadadadadadaadvadvadvdvadaddvdaadvadva ertertttertertertert iiorioorioriorio alalalal
andheld infrared thermom-eters are very popular for making on-the-spot non-contact temperature mea-
surements with little or no setup. These devices are completely self-contained and require no additional wiring or sig-nal processing, unlike thermocouples and RTDs. They are perfect for deter-mining the temperature of objects that are too hot to touch, hazardous to ap-proach, moving or just hard to reach. Choices are available that range from no-frills models for the simplest applica-tions to full-featured units that can be indispensable in industrial, commercial or scientifi c applications. The OMEGASCOPE® Wireless Hand-held Infrared Thermometer Series repre-sents the best-of-breed in this arena. Its low cost, unique built-in wireless capability, and patented dot or circle switchable laser sighting set it well apart from the com-petition. Numerous standard features –such as adjustable emissivity, analog out-
put, tripod mount, and large, backlit dis-play – also make it best-in-value.
FeaturesFor a product line that is loaded with useful features, the OMEGASCOPE OS530E Se-ries is an exceptionally economical choice and includes models starting at $295. The unit is rugged and looks it with a hefty, high-quality housing that is well suited to a wide range of settings, including factory conditions where gentle handling is not the norm. There are even protective bum-pers around the lens and the LCD display. When making a reading, squeeze or lock the trigger and aim the built-in laser sight at the measurement location. The laser sight has a feature that allows you to switch between a laser dot for general measurements and a circle that clearly in-dicates the target area. If a continuous laser beam poses a problem in your en-vironment, the beam can even be set to fl ashing. In addition, a fl ashing laser draws more attention and consumes less power.
An integral tripod mount and trigger lock permits the unit to be set in one place for long-term monitoring applications. The new wireless feature incorporated into the OMEGASCOPE Series adds many of the capabilities of a more elabo-rate and complicated hard-wired tempera-ture sensor installation. For instance, it allows you to monitor, record or data log readings directly to a PC. This PC can be at hand or in a remote location, such as a process control center. When it comes to using the wireless feature, simplicity is the order of the day. Plug the inexpensive $35 fl ash-drive-sized receiver into a USB port on a desktop or laptop computer, install the included soft-ware and you are good to go. As an added bonus, this software is compatible with many of Omega’s wireless thermocouples, RTDs and humidity sensors. It can support up to 48 wireless devices, displayed 12 at a time, and can turn your PC into a multi-channel chart recorder and data logger.
Omega EngineeringOMEGASCOPE® Infrared Thermometer Goes Wireless
aemci
HH
advertorial

IndustrialHeating.com – January 2012 63
Protection Controls Inc.Combustion Safeguards
rotection Controls Inc. offers this comprehensive Service Manual covering all PROTECTOFIER combustion safeguard units. It provides important
and valuable information on installation, service guides, testing and troubleshooting, as well as specifications, features and application on Protection Controls' single and multi-burner units.
For more information, contact:
Protection Controls, Inc.
P.O. Box 287
Skokie, IL 60076
Tel: 847-674-7676
Fax: 847-674-7009
www.protectioncontrolsinc.com
advertorial
rScPP
advertorial
TRENTRENT offers electric ovens in all sizes and con-figurations, including laboratory, warming, batch, walk-in, bell, pit, top-loading and conveyor with
maximum temperature ranges from 400-1400°F. They are available in three basic designs:
Radiant HeatProvides direct radiation of the heat from exposed heating elements.
Gravity ConvectionCreates more uniform temperatures in the oven. Heating elements are placed behind baffles to heat the natural air flowing within the chamber, creating a chimney effect.
Forced Air ConvectionUsed like the gravity-convection type, but has the added feature of air recirculation to produce better heat uniformity in the working chamber.
Rfiw
iTT
e gravity convection type, but has the added
chamber.
For over 50 years, we have provided Electrical Safety Equipment for Industry.For complete info, contact us at [email protected]. Visit our website at www.ProtectionControlsInc.com.
We understand savings and performance are critical to your business. That’s why we design our elements for maximum efficiency, longer life, best-in-class structural rigidity and fast heat-up and cool-down times.
WE’VE STOOD THE TEST OF TIME. SO
HAVE OUR ELEMENTS.
We carry a full line of ovens, furnaces, heating elements and melters.
www.trentheat.com
201 Leverington Avenue, Philadelphia, PA Phone (800) 544 TRENT Fax (215) 482-9389MADE IN USA

advertorial
64 January 2012 – IndustrialHeating.com
dadadadadadadadaadvadvadvdvadaddvdaadvadvertttertertertertert iiorioorioriorio lalalalal
ECO/WARWICK's new line of equipment, the Case-Master Evolution® univer-sal batch furnace for low-
pressure carburizing equipped with an oil quench, provides a technically advanced alternative to traditional integral-quench furnace systems for many applications, in-cluding:
• Aviation: engine and landing-gear components
• Automotive: gearbox components and drive axles
• Machine tool: drive axles, gear wheels, toothed rings
• Bearings: bearing rings• Commercial heat treating
This single system is capable of perform-ing low-pressure carburizing (FineCarb®
LPC), LPC with pre-nitriding (PreN-itLPC©), bright hardening (oxidation in preheat chamber), annealing and tem-pering. FineCarb is SECO/WARWICK’s prov-en LPC technology that has been in com-mercial use for over 10 years. PreNitLPC
is an updated technology that provides process integrity at higher temperatures, saving process costs by reducing the car-burizing cycle and reducing process gas consumption. All SECO/WARWICK LPC systems may be supported with the proprietary SimVac simulation software. The CaseMaster Evolution system of-fers many process advantages:
• Cost and time reduction of carburiz-ing process using FineCarb technology compared with conventional technolo-gies
• High-quality (clean and bright) parts following heat treatment
• Reliability • Consistent process repeatability • No load decarburization and oxidation • Minimizes quench distortion• Environmentally friendly (no CO2
emissions)• Optimal processing gas consumption• Full automation of the thermal and oil
hardening processes• Computer control system is equipped
with a visualization system • Easy process setup and visual display of
the process parameters• Data archiving and reporting system• Furnace can be used for hardening and
a variety of other heat-treatment pro-cesses
• Compact construction leaves small footprint
The furnace will operate up to 1320°C (2400°F) achieving a temperature unifor-mity in the heating chamber of +/- 5°C. The operating vacuum range is 10-2 mbar, with 10-5 mbar offered as an option. Un-der standard conditions, the charge can be transferred from the heating chamber to the oil quench in less than 20 seconds. The CaseMaster Evolution is fully au-tomated and provides precise monitoring of the process during the heating and quenching cycles. The SimCarb™ nodule is available to design and simulate carbu-rizing processes prior to running trials. By modeling processes in advance, process parameters can be checked, saving process time and avoiding scrapped parts. The furnace operation will meet AMS 2750D, AMS 2759, BAC 5621, PN-EN 98/37 and PN-EN 746-1 standards.
SECO/WARWICKEliMs
b
SS
Cooling vestibuleCaseMaster
Evolution®
advertorial

World class heat processing equipment
New patented technologysaves time and money when carburizing
Ask us about
ZEROFLOW
Advanced Nitriding

66 January 2012 – IndustrialHeating.com
advertorial
“The Brightest Solutions Through Ingenuity”Solar Manufacturing recently adopted this motto to better defi ne who we are and what we do. Our strength, since our inception in 2002, has always been defi ned by our ability to produce an-swers to the most diffi cult vacuum processing or vacuum furnace challenges. The ingenuity, defi ned as “the quality of being cleverly inventive or resourceful,” of our experienced metallurgical and engineering staff has produced the brightest solutions for many of our customer’s unique and special requirements.
“The Brightest Solutions” Through Research and CooperationOur research and development department has the distinct ad-vantage of cooperating with our Solar Atmospheres sister com-panies, which operate more than 55 vacuum furnaces throughout their facilities and continue to advance the designs and applica-tions of these furnaces in many areas of processing. With a com-bined R&D staff including metallurgists, engineers and chemists, we have been able to demonstrate and successfully develop new applications in response to specifi c customer needs. We can dem-onstrate before purchasing what you can expect in your new Solar vacuum furnace.
“The Brightest Solutions” for Standard or Special Furnace ApplicationsAlthough we build a complete line of standard furnaces, we are always prepared to design or modify equipment to fully satisfy any application. Whether you are a commercial heat-treating shop or a captive operation, we can provide the best and exact solution to your specifi c requirements. With models ranging from top-loading R&D furnaces to horizontal mid-size production furnaces to large
car-bottom or vertical furnaces, we can design a furnace to cover all aspects of your application. We work with you from defi ning your specifi cations to furnace installation to ensuring your fi nal processing success.
“Ingenuity” in Advancing Vacuum Furnace Technology and DesignsSolar Manufacturing accepts the challenge of new and special designs. We have built some of the world’s largest horizontal car-bottom furnaces, including equipment with a work zone that mea-sures 36 feet long and will accept workloads up to 150,000 pounds. We have also made technology advancements in the fi elds of low-pressure vacuum carburizing and vacuum nitriding. Our most re-cent accomplishment is the introduction of our new SSQ Series of high-pressure gas-quenching furnaces (20 Bar). This equipment will be capable of processing certain lower-alloy steels to signifi -cantly increase core hardness on increasingly larger cross-sections.
“The Brightest Solutions” in Customer SupportMost important to the success of Solar Manufacturing has been the continued support and services that are available and provid-ed to the vacuum furnace industry. Our engineers can improve your existing hot zone with a replacement that is durable, energy-effi cient and optimized for heating and cooling. We also support all customers in a range of aftermarket services, including spare parts, furnace upgrades and refurbishments, leak checking, tem-perature uniformity surveys and maintenance contracts. Solar Manufacturing’s extensive experience sets us apart in the industry to assist you when it’s time to invest in the right new vacuum furnace or a replacement hot zone for your current furnace.
Solar Manufacturing

The Brightest Solutions Through Ingenuity
PROUDLY MADE IN THE USA
“ingenuity”
The power to know. The power to perform.
Solar Manufacturing is the only US-based vacuum furnace OEM affiliated with a major business partner in commercial vacuum heat treating, Solar Atmospheres, with over 25 years of growth and innovation. Everyday our companies co-operate to solve the most difficult heat treating problems. Together we have been able to develop advanced and proven furnace designs. We know how to build them, improve them, repair them and keep them running. We custom engineer and fabricate the right furnace tailored to your specific processing needs.
To find out how Solar Ingenuity can customize your solution, call 267.384.5040 or visit solarmfg.com.
wer to know. The power to perform.

advertorial
68 January 2012 – IndustrialHeating.com
s a world-class producer of superior heat- and corrosion-resistant products for international and domestic markets since 1929, Steeltech Ltd. achieves maximum customer satisfaction by tak-
ing the extra step to develop revolutionary products that help you improve your bottom line. The latest line of products developed by Steeltech’s continu-ous improvement program is the Cast-Lite Basket. The project was initiated in response to constant complaints from cus-tomers about the deformation of their rod-frame baskets after minimal use. After years of research, Steeltech was able to re-engineer the commonly used rod-frame basket and created the Cast-Lite Basket, a more energy-effi cient, longer-lasting, lightweight design. This solid one-piece cast basket allows for superior structural strength while using less material than its rod-frame counterparts. Unlike their predecessors, Steeltech’s Cast-Lite Baskets have a much longer service life with a reduced re-shaping need. This greatly reduces the time, money and labor wasted while reshaping rod-frame baskets. Cast-Lite Baskets were created with their handlers in mind, as they are slotted to make stacking easy and designed to be operator friendly due to the lighter weight. Cast-Lite Baskets are just one of the products that Steeltech provides in an effort to improve your bottom line. Some other energy-effi cient products include the Alternative Energy Saving (AES) radiant tubes, the only radiant tube in the market with a fi ve-year warranty and up to 20% natural gas savings; and Super Dry Rolls, a solution for water-consuming, energy-wasting wet rolls. Both the Super Dry Rolls and the AES radiant tubes sig-nifi cantly reduce energy usage and help preserve and promote a healthier environment, all while saving you money. With highly trained casting engineers using the latest solid modeling and fi nite element analysis software, Steeltech can help you increase your throughput, decrease your alloy fi xtur-ing weight and increase the life of your alloy components. The Steeltech team has the knowledge, technology and expertise to provide you with the latest designs, highest-quality castings and the opportunity to continuously improve the effi ciency of your operation. Steeltech puts great emphasis on personal contact with their customers. For this reason, you will fi nd that there is no voicemail or automated phone system. To take customer service to the next level, Steeltech offers a 24-hour, 7 days a week toll-free number where you can talk to a human being at any time of the day or night. Simply dial 800-897-7833 to contact Steeltech’s customer service team today.
Steeltech Ltd.s caa
i th tAA
mete e-or ts o o
hr
d l. -p
-t-r
r -t r e

70 January 2012 – IndustrialHeating.com
advertorial
truers carries a wide range of hardness testers, including Rockwell, Brinell and mi-cro/macro tabletop units; a
variety of portable apparatuses; high-end universal machines; and custom-manufac-tured in-line hardness testing equipment. Additionally, Struers provides a full line of ancillary products and accessories for any hardness testing application.
New DuraVision Product LineThe DuraVision, designed in six basic models, provides a varying level of auto-mation to suit any production environ-ment need. The unique test load range of 1-250 kgf (DuraVision-20/-200/-250) and 20-3000 kgf (DuraVision-30/-300/-350) provides a level of versatility and fl exibil-ity of performing a diversity of test meth-ods on all types of materials and applica-tions. The load cell technology regulates precise control of the applied load force utilizing an electronic measurement and control system unit, giving technicians a high degree of accuracy and reproducibil-ity during the testing process. Standard features of the DuraVision include a state-of-the-art, high-quality optical system with an integrated optical zoom for image quality and automatic il-lumination adjustment utilizing an LED light system. The automatic adjustment
of the light system produces constant light intensity and controlled lighting conditions, reducing potential for an un-controlled illumination setting that can negatively infl uence hardness values and repeatability. The DuraVision models are available in two options: fi xed test head and manual adjustable test anvil or a motorized test head and fi xed test anvil with additional capacity for an expandable and fl exible test anvil. Additionally, the DuraVision is ideal for testing of regular and irregular samples using a nose cone and inserts or without a nose cone and inserts intended for the impossible access of a test point. Intuitive ecos Workfl ow™ software lets the user execute hardness testing procedures in a step-by-step process for simplicity and ease of operation. Users can perform high-quality hardness test-ing with minimal training. Also, there is an optional software module for Jominy (end quench/hardenability) testing available. The software module allows for standardized testing (EN ISO 642/ASTM A255) of up to nine Jominy sam-ples – fully automatically. Additionally, professional reports including statistical information can be easily generated uti-lizing the built-in report editor to assist in monitoring and improving processes and procedures. The main features of the DuraVision line include: • Unique test load range from 1-3000 kgf
(1-250 kgf or 20-3000 kgf), providing versatility in testing applications
• Motorized vertical test head for maxi-mum height capacity and fi xed, yet ex-pandable, anvil for an uncompromised and stable test environment
• High-quality optical system with auto-matic illumination adjustment, ensur-ing constant and uniform lighting con-ditions during testing
• Automatic test cycles including autofo-
cus and automatic hardness evaluation eliminate manual intervention while testing, improving workfl ow effi ciency
• Touch-screen operation for operator simplicity and ease of use
• Intuitive workfl ow oriented software for ease of operation and reporting func-tionality
The DuraVision creates effi ciencies in that an entire test cycle of load applica-tion, indentation, focusing, illumination adjustment and hardness evaluation is now carried out automatically, thereby ensuring 100% repeatability in testing. It’s fast, simple and unique.
Struers Inc.thRc
variety of porSS

A fully automatic universal and macro hardness tester with innovative features and increased automation is a natural complement to any production environment testing large or heavy samples in cast iron, steel and aluminum.
The DuraVision creates ef ciencies in a production environment. An entire test cycle of load application, indentation, focusing, illumination adjustment and hardness evaluation is now carried out automatically – thereby ensuring 100% repeatability in testing.
It’s fast, simple and accurate.
For more information about Struers complete hardness testing product range, contact your local Struers representative at 1.888.STRUERS (787.8377) or visit our website at www.struers.com.
Reaching new Heightsin Hardness Testing
Unique test load range from 1 kgf – 3000 kgf (1-250 • kfg or 20-3000 kfg) providing versatility in testing applications Brinell, Vickers, Knoop and Rockwell test methods• High quality optical system with automatic illumination • adjustment Automatic test cycles including autofocus and • automatic hardness evaluation Touch screen operation • Intuitive work ow oriented software • Motorized vertical test head for maximum height • capacity and xed, yet expandable, anvil for an uncompromised and stable test environment
DuraVision - Struers Newest Universal Macro Hardness Tester
Ensuring Certainty
Telephone: 888.STRUERS (787.8377) | Email: [email protected] | Web: www.struers.com

ith advancements in technology taking place across the thermal-processing indus-try, the opportunity to increase effi ciency is both essential and accessible. A solution
for simultaneously minimizing production costs and maximiz-ing furnace utilization has been introduced in the form of Su-per System Inc.’s e-TRIM Burner Management System. SSi’s e-TRIM provides a convenient way to shrink environmental impact while saving money and increasing productivity.
Burner Effi ciencyThe Department of Energy (DOE) estimates that most high-temperature direct-fi red furnaces, radiant-tube furnaces and boilers operate with 5-10% excess combustion air at high fi re. A poor air-to-fuel ratio can lower fl ame temperatures, lessen heat for the load, cause sooting in radiant tubes and increase dangerous gas emissions. With the precise control that e-TRIM provides, a savings in heat generation of up to 35% can be ex-pected as estimated by the DOE. Furthermore, taking advan-tage of effi cient combustion will result in more available heat for the process and a signifi cant conservation of fuel. Furnace throughput will be increased thanks to a shorter amount of time for loads to come to temperature. By continuously moni-toring the air-to-fuel ratio and managing excess air, e-TRIM delivers considerable savings for any application.
Environmental ImpactUsing SSi’s e-TRIM to promote energy savings is a simple way to keep thermal-processing facilities environmentally friendly. Excess air allows for the increased creation of pollutants such as nitrous oxide (NO) and nitrous dioxide (NO2). The e-TRIM system greatly reduces excess O2, minimizes noxious pollutants and optimizes fuel consumption. Several state governments offer grants and credits for companies that employ ecological practices. The monetary payback for implementing the e-TRIM system can be realized in less than 12 months as a result of fuel savings and gains in utilization. Establishing an environmentally friendly method has an immeasurable payback of its own. Thermal-processing facilities operating the e-TRIM system will mini-mize production costs, maxi-mize utilization and enjoy a competitive advantage over those who neglect this part of their process.
Super Systems Inc.itpltris
f i l lWW
advertorial
72 January 2012 – IndustrialHeating.com
months as ns
Modernize Your VacuumFurnace Operations
with control solutions
partial pressure control
The Road to Quality...
From
.7205 Edington Drive, Cincinnati, OH 45249
513-772-0060 Fax: 513-772-9466
www.supersystems.com
SuperSystemsincorporated
Programmable Controllers
On-board load tracking Load history reportsRemote data access
Featuring Color Touch ScreensAvailable Sizes
Vacuum and Temperature Programmable Controller
Nitriding and TemperatureProgrammable Controller
Atmosphere and Temperature Programmable Controller
Alarm log Easy to use recipe programmerUniversal Modbus communicationsDigital data logging to flash card Built in paperless recordingConfigurable event managementRemote software utilities
7205 Edington Dr. C
incinnati, OH
45249 513 - 772 - 0060 Fax: 513 - 772 - 9466 ww
w.supersystem
s.com
for Atmosphere, Nitriding, and Vacuum furnaces

advertorial
IndustrialHeating.com – January 2012 73
pioneer in the high-vacuum heat-treating industry, T-M has been manu-facturing high-vacuum furnaces and ovens since 1965 in our New Jersey facility. Our furnaces come in a work-zone sizes ranging from 2-36 cubic feet with operat-
ing temperatures from 200˚C up to 2000°C (3632°F) with ±3°C temperature uniformity avail-able in most models. We offer vacuum/pressure levels to 10-8
torr/6 bar. Our furnace systems come with full computer control and data logging, and our ovens come with PLC/color touch-screen interface control and data logging. We offer a wide range of sizes and options to fi t your budget.
pfff
i t tAAT-M Vacuum Products
T H E S C I E N C E O F V A C U U M
T-M Vacuum Products, Inc.
> Manufacturing vacuum furnaces and ovens in our New Jersey facility since 1965
> Unsurpassed temperature uniformity, precision control and data logging
> Easier AMS2750D and NADCAP conformance
> Offering a range of sizes and options to fit your budget
1-856-829-2000 www.tmvacuum.com [email protected] Cinnaminson, NJ USA
IH11084TM.indd 1 10/20/08 1:24:04 PM

74 January 2012 – IndustrialHeating.com
advertorial
ince 1915, Surface Combus-tion has focused on our tech-nical and practical experi-ence to provide customers
with rugged, long-lasting equipment. With this, Surface remains highly dedicated to the pursuit of new technology through ex-tensive research efforts and maintaining our industry-leading service and technical support capability. Innovation is a tradition at Surface. More than 675 patents and 75 registered trademarks support our technical accom-plishments. Technologies that customers can use and that meet Surface standards of rugged reliability are important to our present-day development objectives. For nearly 60 years, the Allcase® batch integral-quench furnace has been the ver-satile workhorse of industry. Whether it is used for automotive, off-road, aerospace, mining, oil fi eld, wind power, tool & die or commercial heat-treating applications, it has stood the test of time and is the undisputed industry benchmark. Allcase furnaces come in a variety of standardized and custom-designed sizes and can be sup-plied with all required companion equip-ment. The furnaces can be equipped with various sophistication levels of controls and material-handling automation. Also, Surface is committed to improv-
ing our aftermarket customer services. This is comprised of our rebuilding, retro-fi tting and equipment maintenance capa-bilities, aftermarket parts, and fi eld service engineering. Each aspect of aftermarket is important to our customer support efforts. Our Rebuild/Retrofi t Department is charged with fi nding ways, often new and innovative, to keep your present Surface equipment operating well into the future. With an installed base of equipment dat-ing back to the early 1900s, it is not un-usual to have customer’s requests with 50-year-old furnaces. The typical rebuild/retrofi t project entails re-bricking and re-alloying of a furnace; re-lining of a vacuum inner chamber; changing of RX®
endothermic gas generator catalyst; or replacement of furnace components that have worn, corroded or overheated over time. In addition, we perform energy-effi -ciency-based retrofi ts such as burner and burner control upgrades, recuperation, insulation upgrades, and operating energy conversions from gas to electric and vice versa. In some instances, Surface Com-bustion will engineer capacity increases to boost throughput or perform conversions to allow for the running of different pro-cesses in any given furnace. Our Aftermarket Parts Department is tasked with being able to provide replace-
ment parts on a timely basis, regardless of the age of the equipment. Customers are offered a choice of purchasing from our wide selection of stocked components for immediate delivery or taking advantage of purchases through our vast supply chain for longer deliveries while enjoying cost savings. Surface Combustion has established key relationships with alloy foundries to provide our customers with the best price and delivery combinations in the industry while maintaining high quality. Other programs, such as on-site inventory management for our customers, alloy scrap credit and holiday shutdown preparation, are offered. Our Service Department is staffed with the most experienced personnel in the industry. They are available for immedi-ate dispatch to solve equipment problems, for preventative maintenance calls or for additional training on the proper use of equipment. Service personnel are degreed engineers who take pride in their work. They are continuously trained to learn the latest industry technologies and to be able to discuss them with our customers. Please think of the Surface Combus-tion Aftermarket Team (rebuild/retrofi t, parts and service) when your equipment is in need of upgrades or repairs.
Surface Combustionintne
i h d l
SS

WHAT’S YOUR
PREFERENCE?
For over 75 years, Surface has been recognizedas an industry leader in the gas carburizingprocess. Since the 1930’s, Surface has pioneeredresearch, development and the application of thegas carburizing process with numerous patentsand a wide array of rugged furnace designs tomeet just about every requirement for industriesrequiring the carburizing process. This dedicationto expanding the process, evolved through thevacuum and ion carburizing processes to themost recent development of the VringCARB® LowPressure Carburizing systems presentlybeing promoted.
Tell us about your needs for carburizing andSurface will have a furnace and any companionequipment you need to meet the simplest to themost complex cycle requirements you may have.Surface has one of the most diverse productofferings in the industry to meet all your needs.
S U R F A C E C O M B U S T I O N, I N C.• 1700 INDIAN WOOD CIRCLE • P.O. BOX 428 •
• MAUMEE, OH 43537 •• PH: (419) 891-7150, (800) 537-8980 • FAX: (419) 891-7151 •
• EMAIL: [email protected] •• WEBSITE: www.surfacecombustion.com •
■ Gas Atmosphere Carburizing■ Low Pressure (Vacuum) Carburizing■ Plasma (Ion) Carburizing■ Batch Processing■ Continuous Processing■ Horizontal Furnace Configuration■ Vertical Furnace Configuration■ Gas Fired Heating System■ Electric Heating System■ Dual Energy Heating System

advertorial
76 January 2012 – IndustrialHeating.com
dadadadadadadadaadvadvadvdvadaddvdaadvadvertttertertertertert iiorioorioriorio lalalalal
enova Core is a multi-business unit Tenova company, based in Pittsburgh, Pa., providing the advanced technology of
LOI Italimpianti, the furnace business of Tenova. Tenova Core offers high-quality furnaces, equipment and services for the North American metals industry, includ-ing innovative heat-treating furnaces. Our heat-treating equipment product line also includes gas generators, material-handling systems and process control/automation systems for all types of heat-treating ap-plications. Our proven furnace designs feature shorter cycle times, optimal product qual-ity and lower operating costs per ton. Custom-built furnaces for annealing, carburizing, galvanizing, normalizing, spheroidizing, hardening, tempering and heating are available. Our design and sup-ply experience includes furnaces for the heat treating of forgings, automotive com-ponents, plate, wire, pipe, strip coils, bar, copper tubing, Si-Steel and other typical products.
Plate and Pipe Heat-Treating FurnacesTenova Core offers a variety of furnaces for plate and pipe applications. Designs include walking beam, walking hearth, roller hearth, rotary hearth (for pipe), batch-processing-type furnaces as well as complete heat-treating lines with quench-ing technology. Our plate and pipe heat-treating furnaces provides the customer with high-quality and low-variability products and are custom built to meet the strictest requirements of the plant. To lessen the impact of energy costs, furnaces are designed using the most effi cient com-bustion system for the specifi c application.
Rotary-Hearth Furnace with Zone Separation TechnologyThe innovative zone-separated rotary-hearth furnace can be applied to the heat
treating of automotive components as well as the carburizing of large components such as gears. The advanced furnace de-sign features different heat-treatment programs with adaptable treatment zone lengths and can provide a 30% reduction in energy consumption compared to push-er-type furnace designs. The zoned rota-ry-hearth furnace also requires less fl oor space and reduces maintenance costs.
STC®
Through a technology licensing agree-ment with Daido Steel, Tenova Core pro-vides engineering and supply of the STC®
(Short Time Cycle) furnace. The STC is a roller-hearth batch-type furnace that pro-cesses up to 20% faster and than a conven-tional box or bell-type furnace. The STC also uses 40% less fuel than conventional
furnaces. The product variability after spheroidizing and cold shear annealing is less than 2%. The STC is currently being used for a variety of applications including wire, wire rod, casting and slugs as well as long bar. The STC can also process long pipe and tubular products.
Tenova Core’s complete product range includes reheat furnaces, carbon process-ing furnaces, specialty furnaces, melt-shop equipment and submerged arc furnaces as well as automation and control systems. Tenova Core also understands the impor-tance of providing high-quality technical services, including engineering studies, energy surveys, equipment revamps, tune-ups, spare parts and training. Visit our website at www.tenovacore.com or call 412-262-2240 for more information.
Tenova Coreenuinth
LOI I l
TT
advertorial

Tenova Core - Cherrington Corporate Center - 100 Corporate Center Drive - Coraopolis, PA 15108, USAPhone (412) 262 2240 - Fax (412) 262 2055 - [email protected] - www.tenovacore.com - www.tenovagroup.com
CORE
Innovative industrial furnacetechnology
Tenova Core designs, supplies and delivers to the North American market, the cutting-edge technology of LOI Italimpianti, the furnace business of Tenova.
Heat treating furnace designs include batch and continuous type furnaces as well as complete heat treating lines. We specialize in installing quality furnaces to process plate, pipe, tube, bar, wire, forgings, strip and automotive parts.
Product uniformity, low fuel consumption, high quality construction and advanced custom designed process and automation control systems are just a few of the benefits and features of our comprehensive furnace technology.
Tenova Core, advanced furnace and metal making technologies.

78 January 2012 – IndustrialHeating.com
advertorial
nifrax I LLC, formerly known as The Carborundum Company’s North American Fibers Division, is a leading producer of high-temperature
fi ber products with corporate headquarters in Niagara Falls, N.Y. and manufacturing facilities in eight countries, as well as sales offi ces in various worldwide locations. The company invented and trade-marked ceramic fi ber under the Fiberfrax®
name more than 60 years ago. The key technologies utilized by Unifrax in the production of its ceramic fi ber products are applied in the fi berization of molten ceramic. These advanced processes are the result of more than six decades of experience in the evolution of melting and processing technologies developed by Unifrax engineers. Currently, more than 50 Unifrax product forms, including the revolution-ary Insulfrax® and Isofrax® soluble fi ber products, provide innovative heat-man-agement solutions for a broad range of industries, including the production and processing of ferrous and nonferrous met-als, industrial chemicals, petroleum prod-ucts, power generation, ceramic, glass and other industries employing process tem-peratures up to 3000°F. Unifrax is QS 9000 certifi ed for the design and manufacture of ceramic fi ber products for use in automotive applica-tions and has achieved ISO 9001 certifi ca-tion for the manufacture of ceramic fi ber products used in industrial applications.
Anchor-Loc®3 Insulating Fiber ModulesAnchor-Loc®3 insulating fi ber modules are specifi cally designed and manufac-tured for the global market, providing a winning combination of performance, reliability and consistency you can count on anywhere in the world. This new generation of Anchor-Loc mod-
ules is designed to meet a wide range of application requirements in a variety of heat-processing vessels. They provide continuous S-folded blanket construc-tion for improved thermal performance in high-temperature applications and are available in various fi ber chemistries, tem-perature grades and densities to meet the most demanding requirements. Anchor-Loc 3 modules offer:
Universal Specifi cations Anchor-Loc 3 modules are produced in each of the Unifrax global manufactur-ing centers using the same raw-material specifi cations, dimensional tolerances and assembly procedures worldwide. This approach provides customers with a con-sistent and uniform product.
Consistent Design Anchor-Loc 3 module design is based on decades of furnace-lining experience and manufacturing “best practices” from around the world. Anchor-Loc 3 modules feature construction from a continuous fold of spun blanket, stainless steel alloy hardware and center mount attachment. The design allows for consis-tent furnace layout, ease of installation and dependable service life.
Quality AssuranceThe insulating blankets, internal hard-ware and fasteners used to manufacture Anchor-Loc 3 modules meet or exceed established industry standards. Strict internal manufacturing procedures and ISO-9000 quality systems assure the same high-quality products worldwide.
Fast, Cost-Effective DeliveryThe Unifrax sales team provides design recommendations, engineering layout and product sourcing options, ensuring a cost-effective furnace-lining solution wherever customers are located in the global market.
Fiberfrax®, Insulfrax®, Isofrax® and
Anchor-Loc®3 are trademarks of
Unifrax I LLC.
nkCFp
fib d
UU
Fiberfrax® ceramic fi ber products for high-temperature applications
Anchor-Loc®3 insulating fi ber modules provide performance, reliability and consistency in applications throughout the global market.
Unifrax I LLCAdvanced Insulation Technologies for High-Temperature Applications

Anytime, Anywhere
Anchor-Loc®3 insulating fiber modules arespecifically designed and manufactured for theglobal market, providing a winning combinationof performance, reliability and consistency you
can count on anywhere in theworld. This new generation of Anchor-Loc® modules is
designed to meet a wide range of applicationrequirements in a variety of heat processing vessels. They provide continuous S-foldedblanket construction for improved thermal performance in high temperature applicationsand are available in various fiber chemistries,temperature grades and densities to meet themost demanding requirements. Anchor-Loc 3modules offer:
Universal specifications Anchor-Loc 3 modules are produced in each of our global manufacturing centers using thesame raw material specifications, dimensionaltolerances and assembly procedures, providingproduct uniformity and consistency worldwide.
Anchor-Loc®3 insulating fiber
modules keep your project on schedule with consistent, reliableperformance anywhere in the world.
w w w . u n i f r a x . c o m
Insulating Fiber Modules
Consistent design & quality assuranceAnchor-Loc 3 module design features construc-tion from a continuous fold of spun blanket,stainless steel alloy hardware and center mountattachment. The design allows for consistentfurnace layout, ease of installation and depend-able service life. All components meet or exceedestablished industry standards assuring thesame high quality worldwide.
Fast, cost-effective delivery The Unifrax sales team provides design recommendations, engineering layout andproduct sourcing options, ensuring a cost-effective furnace lining solution wherever you’re located in the global market.
For more information and a list of our worldwide manufacturing locations, visit the Unifrax website, call 716-278-3800 oremail [email protected].
ellman Furnaces, Inc. is uniquely equipped to design, manufacture and install your next heat
processing system. Whether your need is for a continuous or batch process, small or large load, long or short cycle, fixed or variable process, electric or fuel-fired, Wellman has the knowledge and expertise to build the equipment. The company's record provides it with over 100 years of solid heat processing experience across the globe. With a Wellman furnace, you get more than just a furnace. You get the experience, engineering excellence and reliability that mean optimum performance. The company's background with most furnace types allows
them to meet your specific application with a well-considered solution. It also gives them the foresight to anticipate and avoid costly problems, which allows their equipment to be started-up in minimum time. The furnaces and systems shown in the ad below are just a few of the hundreds of successful units Wellman Furnaces has man-ufactured at its modern production facility. These examples show the broad range of Wellman's experience and manufacturing capabilities. If you would like to know how Wellman Furnaces can help you with your next heat processing requirement, visit the company's website at www.wellmanfurnac-es.com or contact Bob Longstreet (senior project manager) at 317-398-4411, ext. 211.
eudin
i WWW
advertorial
Wellman Furnaces, Inc.
80 January 2012 – IndustrialHeating.com

IndustrialHeating.com – January 2012 81
advertorial
irco Inc. is a design-centered casting and fabrication company specializing in heat-
resistant stainless steels. Today’s manufac-turing challenges require our customers to consider and process different parts than they did in the past. This often necessi-tates new tooling and new design concepts on how to best fi xture and load for maxi-mum effi ciency. Wirco has a wealth of knowledge and technology to develop new fi xturing to meet these challenges. Our fi eld sales rep-resentatives and engineering department will work with you to gather the neces-sary information to ensure all the spe-cifi cs of your project are identifi ed. Our team of engineers will cross-reference your part and loading requirements with our extensive library of more than 10,000 patterns and core boxes. Next, our team will decide if your requirements can be met with our existing tooling or if new tooling is required. When new tooling is required, we begin the design phase of your project. We start with a concept design aimed at showing you the loading ideas we are employing. Upon your approval of the
initial design concept, we turn the sales drawing into a solid model within Solid Works®. Our experienced engineers will run a myriad of stress calculations to en-sure the casting design is ideal for your needs. Solid modeling allows us to look at your fi xture as a three-dimensional model rather than standard two-dimen-sional viewing. Upon your approval of the concept, we will generate a quote and lead time for your project. Once the project is ordered, we will begin making the pattern.
The fi rst step in the pattern-making process is to run the design through Mag-ma Soft® solidifi cation modeling. This ensures we gate and pour the casting in the most ideal fashion. Our pattern shop is fully integrated into our foundry. We have invested heavily in state-of-the-art pattern-making equipment to turn con-cepts into reality. Upon verifi cation from Magma Soft that the pouring and gat-ing concepts are sound, we convert the solid model into our CAM software. The CAM software converses with one of our eight CNC machines to ensure the pat-terns are made to exact specifi cations. Wirco typically makes patterns from alu-minum or highly durable plastic to en-sure years of consistent output. Prior to the production run, sample castings are put through a variety of quality checks to ensure they meet internal and customer specifi cations. Upon customer approval, we begin the production run of your new-ly designed fi xture. Never settle for a design that is less than ideal for your application. A foundry must have vertically integrated design and pattern-making capabilities to be able to service your needs and maximize profi ts.
Wirco Inc.irccefasp
i t t t i l tWW n-
ndny at-c-toansi-ts
xi-
ndtop-nts-e-ur initial design concept, we turn the sales

advertorialdadadadadadadadaadvadvadvdvadaddvdaadvadvertttertertertertert iiorioorioriorio lalalalal
isconsin Oven offers high-quality heat-treat ovens and furnaces with standard temper-
ature ratings of 500, 650, 800, 1000, 1250 and 1400°F. They can be heated by gas (direct or indirect), electric or steam. Typ-ical applications include aging, tempering, annealing, stress relieving, solution heat treating, etc. Equipment is available in either batch or continuous designs. Continuous heat-treating equipment can be designed as belt conveyors, overhead trolleys, ferris wheels or carrousels, to name a few. Cus-tom equipment is designed around the customer’s specifi c process requirements. Products processed include door hardware, wood products, fasteners, aerospace and automotive components, caskets, vehicle frames, decorative metals, military items, etc. The list goes on and on. Equipment is completely factory assem-bled and tested prior to shipment. Turn-key installations, start-up service, spare parts and PM programs are also available through our service department ([email protected]). Please contact us for any of your heat-processing requirements by phone at 262-642-3938, by fax at 262-363-4018 or by e-mail at [email protected].
Products Offered• Standard and custom designs• Electric, steam and gas-fi red• Batch, indexing and continuous• Belt conveyor, overhead trolley and
spindle conveyor ovens• Drop bottoms and pit furnaces• Convection, infrared and combination• Exterior-mounted W-Wall™ ovens• Quench tanks and washers• Laboratory or industrial equipment
Services Offered• Turnkey installations • Start-up and training• On-site uniformity• Preventative maintenance• Profi le testing and balancing • Service and repair• Rebuilding and retrofi tting• Spare parts
Contact us to see how we can help you with your application.
Wisconsin Oven Corporation2675 Main St. • P.O. Box 873East Troy, WI 53120 USAPhone: 262-642-3938Fax: 262-363-4018 Website: www.wisoven.comE-mail: [email protected]
Wisconsin OvenIndustrial Ovens for a Variety of Industries, Applications
ihow
i f 500WW
Service and repairRebuilding and retrofi ttingSpare parts
Fax: 262-363-4018Website: www.wisoven.comE-mail: [email protected]
advertorial
82 January 2012 – IndustrialHeating.com

IndustrialHeating.com – January 2012 83
okogawa’s new UTAdvanced is the latest generation of PID loop controllers. The UTAd-vanced combines PID con-
trol with ladder logic in 1/8 and 1/4 DIN packages. In addition to standard PID con-trol, there are two fuzzy algorithms, eight control modes (PV selection, cascade, PV hold, etc.) and eight control algorithms. This full-function controller also has uni-versal inputs and outputs. Three digital inputs and three digital outputs come as standard. Digital I/O is expandable up to nine digital inputs and 18 digital outputs. In order to make this controller as easy to use, the UTAdvanced can be set for one of three operating modes – Easy, Stan-dard and Pro. Easy is used for standard temperature control and has the shortest
menus and fewest parameters. Pro allows complete setup for advanced applications, and Standard resides in the middle of the other options. When setting up the controller, you can decide whether or not to use the ladder logic feature that comes standard. Ladder logic functions include timers, counters, math instructions, compare, etc. Since each parameter in the PID controller has an address, the ladder logic can be used to interact with the controller operation. For example, a program could modify the set-point based upon some logic conditions. Other features that enhance the value of the internal ladder logic function are programmable keys, color changing dis-play and a scrolling message on the display. The keys on the front of the controller can act as digital inputs to a ladder program, allowing operator interaction without ex-ternal hardware. An alarm or a digital fl ag can trigger the display to scroll a text mes-sage such as “Load Done” or “Door Open.”
This tight coupling of PID control and ladder logic program provides more benefi t at a lower cost than using a separate PID controller with a PLC, especially where an HMI is needed. The UTAdvanced display can be used to display up to 10 parameters in addition to the controller displays. A perfect application for the UTAd-vanced would be a process requiring a guaranteed heat soak time but where the complexity of a profi le controller is not desirable. The UTAdvanced could have a short ladder program that compares the temperature to the setpoint. When the temperature is at setpoint, a timer would start. When the time expires, the process shuts off and signals that it is done. Another application would be tempera-ture control of a gas-fi red furnace with a fl ame detector. When a fl ameout is de-tected, the controller would go to manual mode and turn the output off. Another in-put would cause the output to go to 100% for a purge.
YokogawaController Combines PID Control with Ladder Logic
okis lova
l i h l ddYY
X_DI1
Control start relay
Set MO1
RST R_S
MO1
MO2
PV>SP flag
X_DI1
TIM1
MO2
PV_L1 SP_L1 SET
TIM CLK1
Timer for heat treatment
Control start flag
PV>SP flag
Controller Stop m
TIM1
RST
RST
RST
SET R_S
TIM1
MO1
MO2
KO1
MO2
PV>SP flagControl start flag
Control stop relay
Timer for heat treatment
LED ALM1 ON
>
The UTAdvanced ladder program performs heat soak application.
UT55A Hybrid controller and UP55A profi le controller
advertorial

84 January 2012 - IndustrialHeating.com
Literature/Website Showcase
Instrumentation & Controls | Materials Characterization & Testing Equipment | Vacuum Pumps
Temperature Measurement HandbookOmega EngineeringVolume MMXIV Omega Temperature Measurement Handbook 7th Edition offers detailed information and specifications on more than 40,000 products for process measurement and control featured on over 2,000 color pages. The New 7th Edition contains the latest technology and new products in sanitary temperature sensors and devices, thermal imagers and infrared temperature products, and much more. www.omega.com/literature
Combustion SafeguardsProtection Controls Inc.This comprehensive Service Manual covers all PROTECTOFIER combustion safeguard units. It provides important and valuable information on installation, service guides, testing and troubleshooting as well as specifications, features and application on Protection Controls’ single and multi-burner units. For a free copy, fax 847-674-7009.www.protectioncontrolsinc.com
Data LoggerSuper Systems, Inc.Developed for harsh environments, the SDS 8020/SDS 8040 data logger is the latest in hardware and software technology for portable data acquisition. With operator-friendly interface and software utilities, a reporting platform compliant with many industry specifications, including AMS 2750D, is provided. Call 513-772-0060 to arrange a demonstration. www.supersystems.com
Digital Indicating ControllersYokogawaThe UTAdvanced is Yokogawa’s newest controller that combines PID control and ladder logic. The universal flexibility and ample communication protocols makes the UTAdvanced the most efficient and easy-to-use hybrid controller. www.yokogawa.com/us
Hardness TesterAFFRI Inc.The AFFRI magnetic portable hardness tester solves all types of problems. It can be used as a conventional hardness tester, including conformance to any standard, or as a portable system for on-site testing when test pieces are too large or too heavy for a bench hardness tester. AFFRI’s state-of-the-art technology permits different tests at different load forces.www.affri.com
Hardness Testing & Image AnalysisClemex Technologies Inc.Clemex CMT.HD is a field-proven hardness testing solution that offers unparalleled image quality and capabilities, and it is fully ASTME E-384 and DIN/ISO 6507 compliant. Clemex CMT.HD now offers more by adding a free copy of Image Analysis software Clemex Vision Lite.www.clemex.com
Metal Hardness Testing Proceq USA Proceq offers several instruments for nondestructive testing: hardness testers Equotip 3, Equotip Piccolo 2/Bambino 2 and Equostat 3; and ultrasonic thickness gauge Zonotip. Also available is the Equotip 3 Automation Package, which facilitates the integration of hardness tests into quality management systems. www.proceq.com
Hardness TestersStruers Inc.Struers carries a wide range of hardness testers, including Rockwell, Brinell and micro/macro tabletop units; a variety of portable apparatuses; high-end universal machines; and custom-manufactured in-line hardness testing equipment. Additionally, Struers provides a full line of ancillary products and accessories for any hardness testing application.www.struers.com
Vacuum Product GuideKurt J. Lesker CompanyThe Kurt J. Lesker Company Global Vacuum Product Guide is a 1,000-page, full-color reference tool packed with photos, drawings and technical specifications for over 14,000 vacuum products and many new Lesker brand products and services. Request a free copy today.www.lesker.com
Vacuum PumpsMetallurgical High Vacuum Corp.Three recently introduced pumps include a 430 CFM model and two 300 CFM models, available with high-pressure lubrication, oil filtration and a full gauge package. These high-quality pumps are American-made. MHV provides in-depth service, design and engineering on a wide range of high-vacuum equipment.www.methivac.com

IndustrialHeating.com - January 2012 85
Products
Limit ControllerYokogawa Corp. of AmericaThe UT35A-L limit controller is the newest addition to the UTAdvanced family. The 1/4 DIN-sized limit controller is an FM-approved instru-ment ideal for oven, furnace and kiln applications. The UT35A-L can be confi gured as a high or low limit. It comes standard with universal input, three alarm outputs and retransmission output. There is also a timer for exceeded duration and a display for maximum temperature. RS485 and Ethernet communications are available as an option. www.yokogawa.com/us
Cabinet OvenGrieveNo. 965 is a 1350ºF electrically heated cabinet oven used for heat treating titanium. The workspace of this unit measures 24 inches wide x 24 inches deep x 24 inches high. Thirty kW are installed in nickel-chrome wire coils, supported by a stainless steel frame, to heat
the oven, while a 1,300-CFM, 1 ½-HP alloy recirculating blower provides horizontal airfl ow to the workload. This cabinet oven features 11-inch-thick insulated walls, comprised of 2 inches of 1900ºF block and 9 inches of 10-pound/cf density rockwool in-sulation. Oven controls include a digital indicating temperature controller, manual reset excess temperature controller with sep-arate contactors, recirculating blower airfl ow safety switch and 10-inch-diameter circular chart temperature recorder.www.grievecorp.com
Spherical InsertsGraphite Metallizing Corp.845 spherical inserts are replacing traditional ball bearings in many high-temperature applications. GRAPHALLOY®, a graphite/metal alloy, is designed to operate without lubrication, which makes 845 spheri-cal inserts especially suited for operations where temperatures can exceed 750°F. They are intended for use in standard pillow and fl ange blocks without the need to alter or redesign equip-ment. 845 spherical inserts are used in a variety of high-tem-perature applications, including ovens, furnaces and conveyors. Metric shaft sizes and stainless steel housing and inserts are avail-able along with FDA-accepted grades. www.graphalloy.com
Oxidation-Resistant CoatingAremco ProductsGraphi-Coat 623™ is a new high-temperature oxidation-resistant coating used to protect graphite crucibles and fi xtures used in metallurgical casting processes up to 2000°F. Graphi-Coat 623 is a patented titanium diboride-based coating that signifi cantly inhibits the oxida-
Gassing SystemIpsen Inc.The new HybridCarb® is an ultra-effi cient gassing system designed to replace endothermic generators and other gassing systems. Its core strength is precision gas control. Instead of burning excess gas off, the process gas is reconditioned and reused, increasing effi ciency up to 90%. HybridCarb allows for the reduction of more than 40 tons of CO2 per year – the equivalent of planting 220 trees. Other benefi ts of HybridCarb include:• Quick and easy hookup• Increased carburizing effi ciency• Improved hardness uniformity• Signifi cantly less expensive to operate than endogenerators• Consumes signifi cantly less gas• Environmentally friendly and cost-effi cientwww.IpsenUSA.com/HybridCarb
Product of the Month
tion of most commercial grades of graph-ite. This two-part system is a water-based, non-volatile material that is easily applied. In addition to coating graphite crucibles and fi xtures for metallurgical processing, Graphi-Coat 623 can be used to protect graphite electrodes used in arc-melting furnaces.www.aremco.com
Hardness Testing MachinesMitutoyo America Corp.New HR-200/300/400/500 Series Rockwell hardness testing machines offer enhanced performance with improved frames, bet-ter ergonomics and many other productivity-boosting features. HR-200/300/400 Series hard-ness testers share a new frame design that pro-vides maximum clearance for fl exible workpiece positioning and facilitates mounting to any fl at surface. HR-500 Series tes-ters feature a projected-nose indenter arm for easy access to both interior and exterior surfaces. All HR Series hard-ness testers are robust and suitable for production fl oor as well as lab settings.www.mitutoyo.com
many high-loy, iseri-
res wp-
m-ors.
vail-

86 January 2012 – IndustrialHeating.com
THE AFTERMARKET
parts service PARTS • SERVICE • CONSULTINGContact Becky McClelland
Ph: 412-306-4355Fax: 248-502-1076
Call TODAY!
ppppppppaaaaaaarrrtttttts$$1122552012 RatesJust $125 per Month for Single B/W Cards$149 per month for a single two-color card$199 per month for a single four-color card
The AftermarketParts, Services & Consulting Resources
Lone StarInduction, Inc.Specializing in Induction:
Heating – Forging – Melting• Standard 3 to 4 week delivery• Performing quality after market repairs• Preventative maintenance• 24 hour emergency service
All of our repairs are performed on site at our centrally located repair
facility in Texas. Lone Star Induction offers over 30 years experience in the
heating and melting industry.
We Guarantee Our Work!Lone Star Induction, Inc.5610 SECR 2010, Corsicana, TX 75109
Phone: [email protected]
Hot Zone Rebuild & UpgradeVacuum Furnaces
Controlled Atmosphere FurnacesHydrogen Retort Furnaces
525 Klug Circle, Corona, CA 92880-5452Phone: 951-340-4646Fax: 951-340-9090Emaill: [email protected] or [email protected]
PROFESSIONAL SUPPORT SERVICES TO INDUSTRYTHE HERRING GROUP, INC.
Home of “The Heat Treat Doctor”®
Education/Training - Consulting - Product/Process Analysis - Problem Solving -
Furnace Diagnostics
Ph: 630-834-3017; Fx: 630-834-3117email: [email protected]
Web: www.heat-treat-doctor.com
VisitIndustrialheating.com/
helpwantedto fi nd out how the
Industrial Heating Classifi ed
Marketplace can help you
target qualifi ed job candidates!
Single orNEW DOUBLE
Aftermarket CardsBig Impact
for a Small Price!Starting at $125 per month for a black & white card

IndustrialHeating.com – January 2012 87
Ipsen’s Aftermarket Support team offers the most comprehensive vacuum furnace support:
Worldwide Service & Support
Training and more!
Aftermarket Support: 800-727-7625Engineered Components: 815-332-2625
Used Heat Treating Furnaces and OvensContact: Michael J. Kay
30925 Aurora Road • Solon, OH 44139
Ph: 440-519-3800 • Fax: 440-519-1455Email: [email protected]
Website: www.whkay.com
The AftermarketParts, Services & Consulting Resources
GUARANTEED WORK FOR 33 YEARSTel: 614-875-1447 Fax: 614-870-0236
WWW.WONDERWELD.COM
WONDER WELDINDUCTION
Energy Effi cient PreheatersYou Can Spend 15 Hours Preheating
or you can spend 15 Minutes50 lbs. to 1500 lbs.
Weld Preheating, Dies, Core Boxes, Patterns
NEW/ USED/ REBUILT FURNACES AND GENERATORS
FURNACE TROUBLE SHOOTING AND REPAIR SERVICE
REPLACEMENT ALLOY ROLLS AND RADIANT TUBES
www.thermotransferinc.com
THERMO TRANSFER INC.1601 Miller Avenue
Shelbyville, In 46176317-398-3503
317-398-3548 faxE-Mail: [email protected]
VACUUM FURNACE REBUILDS• Hot Zones• Pumps• Leak Detection• Service
Vacuum Engineering Services Co. P.O. Box 694, East Windsor, CT 06088
Phone 860-627-7015 • Fax: 860-627-9964Website: www.vacuumengineering.com
PARK THERMAL INTERNATIONAL (1996) CORPORATIONNew / Reconditioned Ovens Furnaces - Quenching Oils – Heat Treating Salts – Component Parts – Stainless Steel Foil – Refractory Products
62 Todd Road Georgetown ON L7G 4R7Tel: (905) 877-5254 Toll Free: (877) 834-4328 (HEAT) Fax: (905) 877-6205 Email: [email protected] Site: www.parkthermal.com
Sales
staf
f Kathy Pisano Advertising [email protected]
Patrick ConnollyEuropean Sales [email protected]
Steve Roth Midwest [email protected]
Larry PullmanEast & West Coast Sales [email protected]
www.industrialheating.com
... go here NOW and download your 2012 media kit.
2012 Media Kit NOW Available!
IndustrialHeating
CUSTOM ReprintsAn Excellent Marketing
Oppertunity!If it's been printed in Industrial Heating, you can have it reprinted by Industrial Heating. Feature Articles, Technology Spotlights, MTI or IHEA Profiles and
much more.
Contact:Becky McClelland

88 January 2012 – IndustrialHeating.com
Classifi ed Marketplace
Fax Your Ad To: Becky McClelland at 248-502-1076Or Mail To: Industrial Heating
Manor Oak One, 1910 Cochran Road, Suite 450, Pittsburgh, PA 15220Or Call (412) 306-4355 • Email: [email protected]
Rates Per Column Inch1x=$125; 3x=$115, 6x=$100 and 12x=$95.
No additional charge for bold printBlind box numbers available = $15 per issue
BUSINESS OPPORTUNITIES FOR SALE
PROCESS HEAT
The NextGeneration
www.leisterusa.comToll-free: (855) [email protected]
LHS Air Heater
Upgrade your LE to a NextGeneration LHS air heater today
Built-in thermocouple with digital temperature readout
Build your business with the support of a Global Industry Leader. Performance Review Institute is seeking experienced Aerospace auditors to work as independent contractors for the Nadcap Heat Treating program.
As an independent contract auditor for the Nadcap program, you will perform heat treating audits, complete audit reports, and have the opportunity to train associate auditors.
Typical auditor qualifications often include:• Bachelor’s Degree in a technical field or 10 years heat treating and/or brazing experience• Understanding of General & Aerospace quality systems (ISO, AS/EN/JISQ9100)• Familiarity with General Consensus specifications and Aerospace Standards• Computer skills in word processing, spreadsheets, email and internet• Desire to travel• Ability to communicate in multiple languages• Strong interpersonal skills
The following are specific criteria for Heat Treating:• Bachelor Degree in a technical field OR High School Diploma and 10 years heat treating
and/or brazing experience, 5 years of which are “hands-on” experience (preferably in the aerospace industry) with some of the following heat treating processes: aluminum, titanium, heat resisting alloys, brazing, carburizing and nitriding.
• Understanding of AMS2750 or Pyrometry specification
As an independent contract auditor, you will enjoy:• A Flexible Schedule• Competitive Daily Rate• Reimbursable Travel & Living Expenses• Skills Workshop• Ability to work from the location of your choice
See why Nadcap has been attracting & retaining some of the best partners in the industry! Apply on-line today, via our application website, www.eAuditStaff.com. Determine your area of auditor expertise in one or more of these specific disciplines: Chemi-cal Processing, Coatings, Composites, Conventional Machining, Elastomer Seals, Electronics, Fluid Distribution Systems, Heat Treating, Materials Testing, Non-Metallic Materials Testing and Manufacturing, Nondestructive Testing, Nonconventional Machining, Sealants, Surface Enhancement and Welding.
For more information on PRI and the Nadcap program, visit our website, www.pri-network.org.
Nadcap is administered by the Performance Review Institute, an equal opportunity organization.
“Nadcap and You… Achieving Excellence Together.”
FOR SALE
NEW DESIGN
*Diff
eren
t Len
gths
Ava
ilabl
e
283 East Hellen Road • Palatine, IL 60067Tel: 847.202.0000 • Fax: 847.202.0004www.duffycompany.com
*We offer both designs
• Improved Performance• Longer Life• Larger Gap• Floating Spark• Direct Replacement Call for model/ pricing information
SPARK IGNITER New Design
Used for the automatic ignition of recuperative burner systems.
REPRINT PLAQUES are Now Available Contact Becky
McClelland at 412-306-4355 [email protected]
FOR SALE
EQUIPMENT FOR SALE Gas-Fired Carbottom Furnace
6’ W x 6’ H x 12’ LMaximum Temp: 2000˚F
Fiber Lined50,000# Payload
Complete with Instruments
For more information, please
call 1-877-834-4328 (HEAT)
Industrial Heating
REPRINTPLAQUES ARE NOW
AVAILABLEContact Becky McClelland
at 412-306-4355 or [email protected]
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip

IndustrialHeating.com – January 2012 89
Classifi ed Marketplacehttp://twitter.com/IndHeatwww.industrialheating.com/FB-UsedEquip
FOR SALE
EQUIPMENT FOR SALE
Mowry Enterprises, Inc.New Used Rebuilt Solutions
For Sale
www.mowryenterprises.comemail: [email protected]
Phone: 978-808-8634 Fax: 508-845-4769
VFS 6 BAR, 36 x 36 x 48: graphite hot zone, high vacuum, internal quench, 2650 F, PLC/ touch screen controls
Ipsen 224, 15” x 10” x 24” , 2002 control panel, rebuilt pump, graphite elements, mech pump/ diffusion pump
VACUUM OIL QUENCH CARBURIZER: C.I. Hayes: 24” x 24” x 24”, Still installed, 2 chamber with isolated oil quench, complete with water recirc system and alloy grids. Heat Chamber is 24 24 36. Quench chamber can be modi ed for this larger load.
VFS HL 36: 2500 F, 24” x24” x38” graphite hot zone, High vacuum, PLC/ touch screen controls, Pressure Quench
VFS HL 50: 36” x 30” x 48”, graphite hot zone, high vaucum, 1200 CFM external quench, 2650 F
2 BAR: 10” x 10” x 20” hot zone, Graphite. Mech pump and blower, built in 1999.
TM 12 x 12 x 20: graphite hot zone, high vacuum, internal quench, 5 psig positive quench
ABAR 48 x 48 bottom load: graphite hot zone, high vacuum, external quench, PLC/ touch screen controls
ONLINE AT: WWW.INDUSTRIALHEATING.COM
HEAT TREAT – BRAZING TECHNICIAN Ace Precision is a manufacturer of complex sheet metal components serving the aerospace, military and ground power markets. We have an excellent opportunity for a Heat Treat-Brazing Technician at our Oconomowoc plant.
Experience/Quali cations:• 10 years experience with vacuum heat treat/braze operations• Thorough understanding of vacuum furnace equipment and pyrometry standards• Prefer experience with NADCAP audits• Skilled with furnace testing• Associates degree in mechanical, manufacturing or engineering related discipline
We offer great bene ts including Health, Dental, Life & Disability Insurance and 401K/Pro t Sharing plans
To apply, please complete the Employment Application on our website at www.aceprecision.com Don’t delay - Interviewing now!!
977 Blue Ribbon Circle,Oconomowoc, WI 53066
Equal Opportunity/Af rmative Action EmployerDrug/Alcohol free
HELP WANTED
FOR SALE
For $25.00 We Will Post and Link Your Ad OnlineVisit industrial heating online at
www.industrialheating.comContact Becky McClelland at 412-306-4355 or
Park Thermal International (1996) Corp. 62 Todd Road, Georgetown, Ontario L7G 4R7Toll Free: 877-834-4328 • Fax: [email protected] • Web: www.parkthermal.com
FOR SALEFOR SALEAll Surface Combustion Equipment:
• Gas Fired Super Allcase Integral Quench Furnace 30” x 48” x 30”, 1750 F, with Top Cool, SBS chiller and controls.
• Electric Super Allcase Integral Quench Furnace 30” x 48” x 30”, 1750 F, 140 KW with Top Cool, SBS cooler and controls.
• Electric Super Allcase Integral Quench Furnace 30” x 48” x 30”, 1750 F, 180 KW with SBS cooler and controls.
• Electric Tempering Furnace 30” x 48” x 30”, 1400 F, 81 KW with controls.
• Gas Dunk Washer 30” x 48” x 30”, 180 F with controls.For more information, please call your sales representative at 1-877-834-4328 (HEAT).

90 January 2012 – IndustrialHeating.com
Classifi ed Marketplace
Hot Zone Rebuild & UpgradeVacuum Furnaces
Controlled Atmosphere Furnaces Hydrogen Retort Furnaces
525 Klug CircleCorona, CA 92880-5452Phone: (951) 340-4646Email: [email protected] or [email protected]
––––– ATMOSPHERE GENERATORS –––––1000CFH Ammonia Dissoc. Drever Elec1000CFH Ammonia Dissoc. Hayes (1994) Elec1000CFH Exothermic Gas Atmos. Gas1500CFH Endothermic Ipsen Elec3000CFH Endothermic Lindberg (3) Gas3600CFH Endothermic Surface Gas5600CFH Endothermic Surface (5) Gas6000CFH Gas Atmos. Nitrogen Generator Gas10.000CFH Exothermic Seco/Warwick Gas
–––––––––– BOX FURNACES ––––––––––12" × 24" × 8" Lucifer Up/Down (Muffl e) Elec 2100˚F12" × 24" × 8" Hayes (Atm) Elec 1800˚F13" × 24" × 12" Electra Up/Down Elec 2000˚F17"×14.5"×12" L&L (New) Elec 2350˚F24"×36"×18" Lindberg Elec 2000˚F24"×36"×24" Lindberg Elec 2100˚F39" x 144" x 56" Nabertherm Kiln Elec 2450˚F126"×420"×72" Drever "Lift-Off" (2) Gas 1450˚F
–––––––––– PIT FURNACES ––––––––––14" Dia × 60"D Procedyne Fluid Bed Elec 1850˚F22" Dia × 26"D L&N Elec 1400˚F22" Dia × 26" L&N Nitrider Elec 1200˚F36" Dia x 48" Lindberg Elec 1400˚F28" Dia x 48" Lindberg Elec 1400˚F40" Dia × 60"D L&N (steam) (2) Elec 1200˚F60" Dia × 144"D Lindberg Elec 1400˚F
––––––––– VACUUM FURNACES –––––––––24" × 36" × 18" Ipsen VFC-424 Elec 2400˚F48" × 60" Ipsen Bottom Load Elec 2400˚F
–––– INTEGRAL QUENCH FURNACES ––––8" × 18" × 8" Ipsen Gas 1850˚F15" × 24" × 10" L&N Tricarb Elec 1850˚F30" × 48" × 30" Surface Elec 1750˚F30" × 48" × 30" Surface Gas 1850˚F
––––––– BELT FURNACES/OVENS –––––––4" × 4' × 2" Wat-Johnson (Atmos.) Elec 1800˚F12" × 15' × 4" Sgt. & Wilbur (1994) Muffl e Gas 2100˚F16" × 24' × 4" Abbott (Atmos.) Muffl e Elec 2400˚F17" × 9' × 24" Jensen Gas 700˚F24" × 17' × 28" Jensen – Dual Belt Gas 500˚F24" × 10' × 20" Infratrol Elec 500˚F 24" × 19' × 30" Jensen Gas 500˚F24" × 30' × 30" Jensen Gas 500˚F24" × 40' × 18" Despatch Elec 500˚F24" × 40' × 18" Despatch Gas 650F28" × 18' × 12" Hayes Elec 800F32" × 21' × 18" Sunbeam Elec 1450˚F36" × 108" × 34" Process Heating Elec 300˚F42"× 24'× 30" Jensen Gas 500˚F60"×45'×12" W-House Roller Hearth Gas 1700˚F
–––––––––– MISCELLANEOUS –––––––––30” × 48” Lindberg Charge Car (double-ended)4000# Accurate — Skip Hoist (NEW) 30"× 48"× 30" Dow Washer (D&S) ElecNew Carbon Probes36" × 48" Surface Roller Tables30" × 120" × 12" Ransohoff Belt Washer/Dryer GasWilson Hardness Testers (RC)SBS Air/Oil Coolers132" Diam. x 66" High Rad Con (Bell) Gas 1600˚F30" x 48" Surface Charge Cars (3)
––––––– OVENS/BOX TEMPERING ––––––12" × 18" × 12" Lucifer Elec 1250˚F12" × 16" × 18" Lindberg (3) Elec 1250˚F14" × 14" × 14" Blue-M Elec 1300˚F14" × 14" × 14" Gruenberg (solvent) Elec 450˚F15" × 24" × 12" Sunbeam (N2) Elec 1200˚F15" × 24" × 18" Lindberg Elec 1250˚F19" × 15" × 18" Blue-M (Solvent) Elec 650˚F20" × 18" × 20" Blue-M Elec 400˚F20" × 18" × 20" Blue-M Elec 650˚F20" × 18" × 20" Blue-M (2) Elec 800˚F20" × 18" × 20" Despatch Elec 500˚F20" × 24" × 20" Despatch Elec 1350˚F24" × 24" × 24" Grieve (Solvent) Elec 450˚F24" × 26" × 24" Grieve Gas 500˚F24" × 24" × 36" New England Elec 800˚F24" × 24" × 48" Blue-M (2) Elec 600˚F24" × 36" × 24" Demtee (N2) Elec 500˚F24" × 36" × 24" Paulo Gas 1250˚F25" × 20" × 20" Blue-M Elec 650˚F26" × 26" × 38" Grieve (2) Elec 850˚F30" × 48" × 54" Lindberg Gas 1250˚F36" × 24" × 24" Young & Bertke Elec 400˚F36" × 36" × 36" P-Quincy Elec 350˚F36" × 36" × 36" Grieve (2) Elec 1100˚F36" × 36" × 36" Grieve (2) Elec 650˚F36" × 48" × 60" Blue-M Elec 600˚F37" × 19" × 25" Despatch Elec 850˚F37" × 25" × 50" Despatch (3) Elec 500˚F36" × 60" × 36" CEC (2) Elec 650˚F36" × 36" × 120" Steelman Elec 450˚F38" × 26" × 38" Grieve Elec 1000˚F38" × 26" × 38" Grieve Elec 1250˚F38" × 28" × 28" Trent (Top load) Elec 900˚F 48" × 24" × 36" Blue-M Elec 650˚F 48" × 24" × 48" Blue-M Elec 600˚F 48" × 30" × 42" Despatch Gas 850˚F 48" × 48" × 60" Gasmac Burn-off (2) Gas 850˚F48" × 48" × 60" P-Quincy Elec 800˚F48" × 48" × 72" Lydon Bros. Elec 450˚F48" × 48" × 84" Gruenberg Elec 450˚F 50" × 30" × 54" Grieve Elec 550˚F50" × 50" × 50" Grieve Gas 850˚F54" × 68" × 64" Despatch Elec 500˚F60" × 64" × 72" Poll. Cont. Burn-off Gas 850˚F66" × 96" × 72" Gruenberg Elec 500˚F68" × 30" × 66" Grieve Elec 350˚F72" × 96" × 72" Despatch Gas 750˚F72" × 72" × 72" Mich. Oven Gas 500˚F84" × 168" × 84" Cincinnati (2) Gas 500˚F120" × 120" × 96" Steelman (New) Elec 500˚F
Since 1936TA E C
CAS BL ERRAMIC
COTRONICS CORP.www.cotronics.com - [email protected]
FREE MATERIALS HANDBOOK
718-788-5533
IT
P.
H GH EM
H
T
AD ESIVE & SEALAN
O
2300 F
Moist Creamy Putty
Just Apply and Let Dry
Bonds Most Materials
Resists Chemicals, Electricity,
Molten Metals and Abrasion
FOR SALE
FOR SALE
Industrial Heating
REPRINTSAn excellent marketing
opportunity! If it’s been printed in Industrial Heating, you can have it reprinted by Industrial Heating. Feature Articles, Technology
Spotlights, MTI or IHEA Pro les, Literature Features, and much more.
Customize your reprints with your company’s ad, special message or even
the cover of Industrial Heating.
Contact Becky McClelland at
412-306-4355 for details
Always Online at:www.industrialheating.com
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip

IndustrialHeating.com – January 2012 91
Classifi ed Marketplacehttp://twitter.com/IndHeatwww.industrialheating.com/FB-UsedEquip
FOR SALE
FOR SALE
FOR FOR SALESALE
Lindberg Electric Rotary A-1 Condition18” wide x 9” high x 60” diameter
72 kW; 1500 F. Complete with control system
Lightnin Mixers (7) Available 5 HP, 1725 RPM, Complete w/ propellers and agitators.
Shaft length 46" L, Small Propellers 8"W - Large Propellers 19"W
Surface Combustion Gas Fired Integral Quench Furnace
(5726, BC39663-1) rated at 1,500 lbs/hour, 30" wide x 48" deep x 24" high, totally complete including oil agitators, blowers,
carbon control, recouperators, exhaust ducts and free standing control panel housing Allen Bradley Panel View, Honeywell digital
controllers, all necessary push buttons, selector switches etc.
Surface Combustion 30" x 48" Double-ended charge car (6143, BX-3903-1)
Surface Combustion Gas or Electric Power Washer 30" x 48" x 24" (6140, BC-40233-1)
Surface Combustion Gas Fired Tempering Furnace 30" x 48" x 24" (5727, BC-39665-1)
Grids and baskets.
SBS Heat Exchanger Model MAWP66
Park Thermal Gas Fired 1,000 CFH Endothermic Generator complete with controls.
For more information, please call your sales representative at 1-877-834-4328 (HEAT).
Park Thermal International (1996) Corp. 62 Todd Road, Georgetown, Ontario L7G 4R7Toll Free: 877-834-4328 • Fax: [email protected] • Web: www.parkthermal.com
FOR SALE
FOR OVER 45 YEARS, specializing in buying and selling used Heat Treating, Heat Processing and Metal Finishing
Equipment worldwide.
Heat Treat Furnaces (Batch & Continuous) Heat Processing Ovens • Parts WashersShot Blast Cleaning/Peening & Vibratory
Finishing Machines • Dust Collectors
“Featured Equipment”
• 24" Wide belt washer
• 24" Dia. Rotary drum washer
• W/A Spinner hanger
• Induction equipment
• (2) available: Jensen double-
door, walk-in batch oven.
Enterprise Equipment Co., Inc.6000 Caniff Ave.,Detroit, MI 48212
Ph: 313-366-6600 • Fax: 313-366-6603Web: www.eecoinc.com
Email: [email protected]
VACUUM PUMPSSALES AND SERVICE
CASHVAC INC.• 25 years experience• Guaranteed rebuilding• Warrantied service• OEM replacement parts• New and used pump sales
All makes and models
• FREE ESTIMATESAND DELIVERY
TOLL FREE: 1-800-397-1600Specializing in Stokes Vacuum Pumps
Factory TrainedStokes Pumps/Blowers
Industrial Heating
REPRINT PLAQUES ARE NOW AVAILABLE
Contact Becky McClelland at 412-306-4355 for details

92 January 2012 – IndustrialHeating.com
Classifi ed Marketplace
FOR SALE
FOR SALEFOR SALE
Park Thermal International (1996) Corp. 62 Todd Road, Georgetown, Ontario L7G 4R7Toll Free: 877-834-4328 • Fax: [email protected] • Web: www.parkthermal.com
FOR SALEFOR SALEIpsen Horizontal Front Loading
Cold Wall Vacuum Furnace • With A Car Bottom For Loading/Unloading.• Model # VFCB-48X96X48(24)R, Serial # 54960• 48" w x 48" h x 96" l• Load Size: 3000 lbs, Vacuum: 10-4 Barr• 450 KVA, 480 Volts, 60 Cycles, 3 Phase, 4000,000 BTUH, 2400 Deg F • Thermocouples - Nickel-Molybdenum-Nickel• Two Cooling Fans, 10 HP Each• C/W Mechanical Pump - Model 412H, 300 CFM, 10 HP,
Diffusion Pump - 18", 20,000 CFM• Oil Capacity - 10 Pints, Heaters - 10KW, 480 Volts• Booster Pump - Roots Model 1722, 1250 CFM• Diffusion Pump - Varian HS20• Holding Pump - Leybold Trivac D25B• Roughing Pumps - Two (2) Stokes 412• Unit has Return Water System• C/w Free Standing Control, Console Complete With Strip
Chart Recorder/Controller, Excess Temperature Controller, Soak Times, Vacutronik (Indicates Vacuum Pressure)
• Warning Signals, Bell Alarm & Horn Alarm.
FOR SALERad Con Bell Annealing Furnace
132" Diameter x 66"H, 60 Ton Load Capacity, 1600˚F, Gas Fired,
N2 Atmosphere, 3 Bases, 3 Retorts, 1 Furnace
Furnaces, Ovens and Baths4790 White Lake RoadClarkston, MI. 48346248.343.1421 - Cell
E-Mail: [email protected]: www.fobinc.com
FOR SALE
Cleveland, OHPh: 440-519-3800Email: [email protected]
(2) Drever "Lift-Off" Furnaces• ID: 10' W x 35' L x 6' H• Gas Fired - 1450˚F• Atmosphere Capable• (26) U-Shaped Radiant Tubes• (4) Alloy Circulating Fans• Ceramic Fiber Lined• 100,000 # Loads
VisitIndustrialheating.com/
helpwantedto fi nd out how the
Industrial Heating Classifi ed
Marketplace can help you target
qualifi ed job candidates!qq jj
www.luciferfurnaces.com Call 800-378-0095
Check out the latest Used Equipment Listings on Facebook and Twitter – #IHUsedEquip

IndustrialHeating.com – January 2012 93
Classifi ed Marketplacehttp://twitter.com/IndHeatwww.industrialheating.com/FB-UsedEquip
FOR SALE
FURNACES OVENS & BATHS
• 44”W x 12”H x 20’L Heat, Belt Furnace, Gas Fired, 1250°F• 2500 CFH AFC/Holcroft Endo Gas Generator, Air Cooled• Air to Oil Heat Exchangers – 4 Total• 28" Diameter x 72" Deep, Lindberg, 2000-F, Carburizer, Electric.• Box Furnaces – All Sizes (30) In Stock• Conveyor Ovens – All sizes (16) In Stock• 72"W x 6"H x 24' , Holcroft, Atmosphere, 1600˚F, Mesh Belt • 102” x 72” x 16”H, Holcroft Slot Forge, 2200˚F, Gas, UNUSED• Induction Heating, 7.5 kW to 750 kW, 1 kHz to 450 kHz, 21 In Stock• 36"W x 30"H x 48"L, Surface Combustion, 1400°F, Gas Fired• 59”W x 67”H x 50”L, Despatch, 1000°F, Atmosphere w/Forced Cooling, 2 Available• 8 Cubic Feet Jet Wheel Blast Multi Tumble Shot Blast Machines w/Loader, 2 Available• 132" Diameter x 66"H Bell Furnace, 1600°F, Gas, Atmosphere• 36"W x 30"H x 48"L Temper, Surface Combustion, 1250°F, Electric• 36"W x 36"H x 72"L Temper, Wisconsin, 1250°F, Electric• 38" Dia. x 84" Deep, Lindberg Pit Furnace, 1250-F, Elec., Atmos/Cool.• 48"W x 7"H x 21'L, 1750-F, Electric, Cast Link Belt Furnaces - 3 Available• 30”W x 30”H x 48”L, Surface Combustion Batch Tempers, 1400°F, Elect., 2 Avail • Surface Combustion 36 x 72 Charge Car, Double Ended. Model: DEDP• Holcroft Charge Car 36 x 48 DEDP-ER, Used in line with Surface Equipment• Conveyor Washers, Stainless Steel, Gas Fired - 3 In Stock• Rotary Drum Washers, Stainless Steel - 2 In Stock• Drever Lift-Off Furnaces, 10'W x 6'H x 35'L, Gas, 1450°F, Atmos.• Abar Ipsen Ivadizer, Model: HR-72x144 IVD-GLO Ivadizer• Walk-In Ovens - All Sizes (19) In Stock• Cabinet Ovens - All Sizes (15) In Stock
For a complete inventory listing with photos visit www.fobinc.com
Contact: Jeffrey D. Hynes 248.343.1421 or [email protected]
FOR SALE
ContactSusan Heinauer at [email protected]
Advertise OnlineWith IndustrialHeating
Build your brand and stay in front of prospective
customers by building on traditional print advertising
with one of IH’s many online options.
www.industrialheating.com
FOR SALE FOR SALE
AFC Mesh Belt Austemper Furnace System750 Lbs/Hr, 1700 F, 30"W x 6"H x 120" long includes loader,
furnace, salt tank, wash, exit conveyor & control panel.
Seco Warwick Mesh Belt Austemper Furnace System1000 lbs/hr, 1550 F, 36" w x 14' L, 2 zone, includes loader,
furnace, salt tank, wash, exit conveyor & control panel.
Canefco Direct Gas Fired Draw Furnace 11' wide x 75' long (in heat) x 13" high. Max temp 900 F,
net capacity 15,000 lbs, 3 zones of control.Comes with re-circulating fans and free standing control panel.
For more information, please call your sales representative at 1-877-834-4328 (HEAT).
Park Thermal International (1996) Corp. 62 Todd Road, Georgetown, Ontario L7G 4R7Toll Free: 877-834-4328 • Fax: [email protected] • Web: www.parkthermal.com

Page (Tech Spotlight) COMPANY NAME PHONE WEBSITE ADDRESS
39 (38) AFFRI, Inc. 224-374-0931 www.affri.com
41 (40) Ajax TOCCO Magnethermic Corp. 800-547-1527 www.ajaxtocco.com
37 (37) ALD Thermal Treatment, Inc. 803-546-6686 www.aldtt.net
42 (42) Applied Test Systems Inc. 800-299-6408 www.atspa.com
27, 44 ASM International 800-336-5152 www.asminternational.org
22 Avion Manufacturing Co. 330-220-2779 www.avionmfg.com
45 (45) BeaverMatic, Inc. 815-963-0005 www.beavermatic.com
47 (46) Can-Eng Furnaces International Ltd. 905-356-1327 www.can-eng.com
49 (48) CEIA USA Ltd. 888-532-CEIA www.ceia-usa.com
42 (42) Centorr Vacuum Industries, Inc. 800-962-8631 www.centorr.com
23 Ceramitec 2012 646-437-1014 www.ceramitec.de
43 (43) CLEMEX Technologies Inc. 450-651-6573 www.clemex.com
51 (50) Custom Electric Manufacturing Co. 248-305-7700 www.custom-electric.com
52 (52) Dalton Electric Heating Co. 978-356-9844 www.daltonelectric.com
55 (54) G-M Enterprises 951-340-4646 www.gmenterprises.com
53 (53) Graphite Metallizing Corp. 914-968-8400 www.graphalloy.com/IH
53 (53) Grieve Corp. 847-546-8225 www.grievecorp.com
22 Herring Group, The 630-834-3017 www.heat-treat-doctor.com
58 (58) Induction Tooling Inc. 440-237-0711 www.inductiontooling.com
3,7 (56-57) Ipsen 800-727-7625 www.ipsenusa.com
59 (59) Kurt J. Lesker Co. 800-245-1656 www.lesker.com
60 (60) MagShape s.r.l. 39 0444 813 0899 www.magshape.com
61 (61) Metallurgical High Vacuum Corp. 269-543-4291 www.methivac.com
Inside Front Cover (62) Omega Engineering, Inc. 203-359-1660 www.omega.com
Inside Back Cover Plansee USA LLC 800-782-6659 www.plansee-usa.com
58 (58) Proceq USA Inc. 800-839-7016 www.proceq-usa.com
63 (63) Protection Controls Inc. 847-674-7676 www.protectioncontrolsinc.com
21 Rous Hi-Temp Product Co., Ltd. 0086-533-3580575 www.rous-hitemp.com
65 (64) SECO/WARWICK Corp. 814-332-8400 www.secowarwick.com
9 SGL Carbon, LLC 800-727-4474 www.sglcarbon.com
21 Shaanxi Sinwa International Trading Co., Ltd. 86-29-85325399 www.refrachina.com
67 (66) Solar Manufacturing 215-258-3350 www.solarmfg.com
69 (68) Steeltech Ltd. 616-243-7920 www.steeltechltd.com
71 (70) Struers, Inc. 888-787-8377 www.struers.com
72 (72) Super Systems Inc. 513-772-0060 www.supersystems.com
75 (74) Surface Combustion Inc. 800-537-8980 www.surfacecombustion.com
77 (76) Tenova Core 412-262-2240 www.tenovacore.com
73 (73) T-M Vacuum Products, Inc. 856-829-2000 www.tmvacuum.com
36 TMS 2012 www.tms.org/tms2012
63 (63) Trent, Inc. 800-544-Trent www.trentheat.com
20 Turbo Expo 404-847-0072 www.turboexpo.org
79 (78) Unifrax, LLC 716-278-3800 www.unifrax.com
80 (80) Wellman Furnaces Inc. 317-398-4411 www.wellmanfurnaces.com
11 (81) WIRCO, Inc. 800-348-2880 www.wirco.com
19, (82) Wisconsin Oven Corp. 262-642-3938 www.wisoven.com
Back Cover (83) Yokogawa Corp. of America 800-258-2552 www.yokogawa.com/us
Advertiser Website Index
94 January 2012 - IndustrialHeating.com
Industrial Heating is the world's largest and most comprehensive integrated media resource focusing on high-temperature thermal processing technology and practical applications. IH Niche Statement


For more information:
www.utadvanced.com 800-258-2552
When it’s your products job to provide heat to the customer...
...selecting the right controller keeps the heat off you.
®
®
® ®
AD
12
11
08