initiating low cost titanium parts · 2018. 4. 14. · presented by: m. kamal akhtar october 6,...
TRANSCRIPT

Initiating Low Cost Titanium Parts
Presented by: M. Kamal Akhtar October 6, 2010

2 of 12
Acknowledgements
Craig Blue, Bill Peter and The Materials Processing Group atOak Ridge National Laboratory

3 of 12
Introductions – ITP and Cristal Global
Cristal US, Inc.d/b/a International Titanium Powder– Wholly owned subsidiary of Cristal Global
Cristal Global– World’s largest titanium chemicals producer; 2nd largest
TiO2 producer– 8 manufacturing plants & 2 titanium mining operations;
about 4,000 employees– International Titanium Powder: Plant under construction;
R&D and pilot plant
Mining Titanium Tetrachloride
Titanium Dioxide
Titanium Powder

4 of 12
Commercial Facility at Ottawa, IL
Build a production facility based on the Armstrong Process® to produce commercial levels of titanium and titanium alloy powder– Phase 1 Objectives
• Design, build and operate titanium powder production facility
• Capable of making both CP and Ti-Al-V alloys
• Annual production of 4.4 MM lbs when complete
• Initial production expected in late Q4 2010
June 2010

5 of 12
The Armstrong Process® Technology
TiNaCl
Flowing Sodium
TiCl4
ContinuousReaction efficiency 100%Low-temperatureDirect alloy production
VCl4AlCl3 - 6Al - 4V
Large volume changeBubble dynamics
KineticsParticle growth
SegregationCrystallization

6 of 12
Morphology of ITP Powder
Element wt %
Aluminum 6.4
Vanadium 3.8
Oxygen 0.18
Nitrogen 0.004
Carbon 0.016
Hydrogen 0.004
Iron 0.027
Sodium 0.003
Chlorine 0.001

7 of 12
Process Capability
0.0018 0.0036 0.0054 0.0072 0.0090 0.0108 0.0126
Process Capability for HydrogenProcess Data–––––––––––––––––––––––––Sample Mean 0.006Sample N 96StDev (Within)0.00140StDev (Overall)0.001838
Potential (Within) Capability–––––––––––––––––––––––––Cp *CPL *CPU 1.53Cpk 1.53
Overall Capability–––––––––––––––––––––––––Pp *PPL *PPU 1.17Ppk 1.17Cpm *–––––––––––––––––––––––––
Process Data–––––––––––––––––––––––––Sample Mean 4.053Sample N 69StDev (Within) 0.087StDev (Overall) 0.159
Potential (Within) Capability–––––––––––––––––––––––––Cp 1.90CPL 2.11CPU 1.70Cpk 1.70
Overall Capability–––––––––––––––––––––––––Pp 1.04PPL 1.15PPU 0.93Ppk 0.93Cpm *–––––––––––––––––––––––––
3.60 3.75 3.90 4.05 4.20 4.35 4.5
Process Capability for Vanadium
WithinOverall

8 of 12
Potential Powder Processing Routes
CIP AddMan
Press CanlessHIP
RollComp
Casting
MIM Extrude
Mill / Sift
SPHEROIDIZE
ROLLCOMPACT
POW
DER
Mill
Pro
duct
Fi
nal P
arts
Powder Modification Powder Consolidation

9 of 12
Powder
100μm
SEM‐SEI
100μm
SEM‐SEI
Interconnected Porosity Eliminated: Armstrong Process® Ti-6Al-4V
Arm
strong
®HDH
Press + Sinter (100 ksi + 1300oC/1h)
TD: 94.0%OM
100μm
81.1%OM
100μm
Sponsored by DOE –EERE Industrial Technologies Program
10 of 12
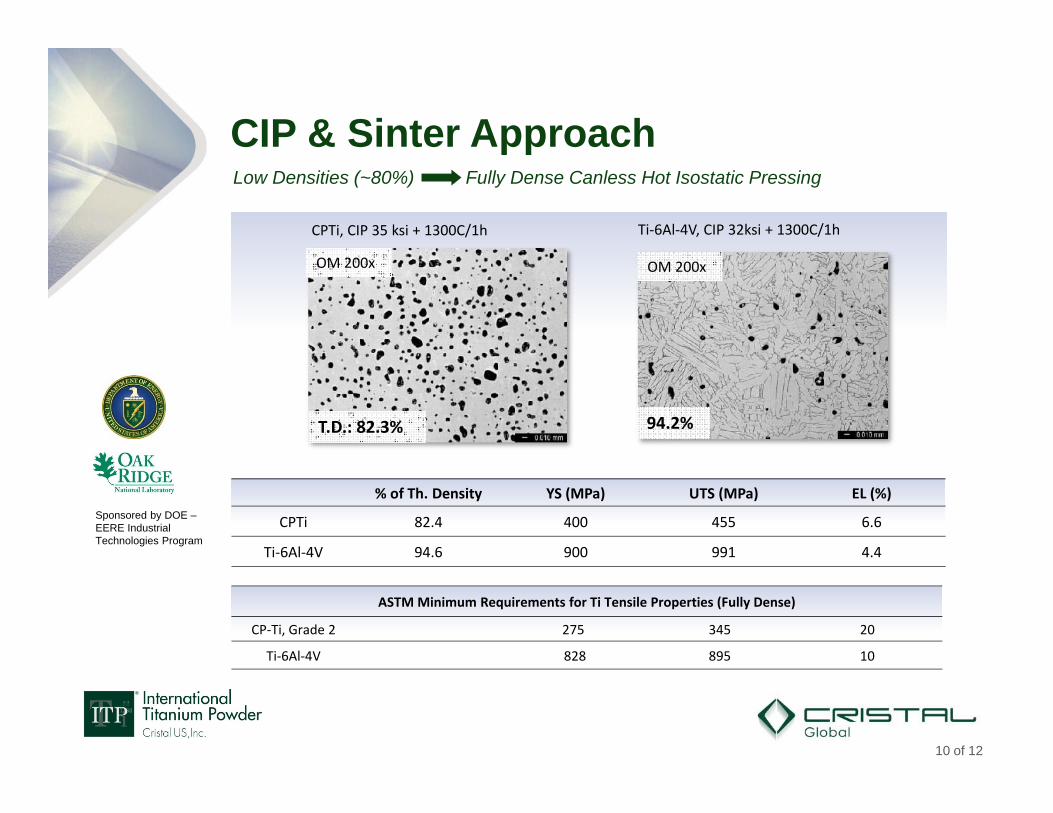
% of Th. Density YS (MPa) UTS (MPa) EL (%)
CPTi 82.4 400 455 6.6
Ti‐6Al‐4V 94.6 900 991 4.4
OM 200x
94.2%
OM 200x
T.D.: 82.3%
CPTi, CIP 35 ksi + 1300C/1h Ti‐6Al‐4V, CIP 32ksi + 1300C/1h
CIP & Sinter Approach
ASTM Minimum Requirements for Ti Tensile Properties (Fully Dense)
CP‐Ti, Grade 2 275 345 20
Ti‐6Al‐4V 828 895 10
Low Densities (~80%) Fully Dense Canless Hot Isostatic Pressing
Sponsored by DOE –EERE Industrial Technologies Program

11 of 12
Roll CompactionRoll-compacted CP-Ti
Powder Feed
Roll Compaction
Rolling
SinteringCoiling
Sponsored by DOE –EERE Industrial Technologies Program
0
20
40
60
80
100
Armstrong Ti-6Al-4V HDH Ti-6Al-4V
Den
sity
, %
GreenCold-rolledCR+ 1300C/1h
Ti-6Al-4V

12 of 12
Summary
Key process component: control of chemical precursors
ITP powder morphology is unique and challenging
Process routes to mill products and sheet have been demonstrated
Press & sinter, direct HIP, additive manufacturing approaches are in early development stages