investigation of the use of horizontal baffles
TRANSCRIPT
INVESTIGATION OF THE USE OF HORIZONTAL BAFFLES
IN A GAS-LIQUID AGITATED TANK
by
CHARLES C. FORSTER, B.S.
A THESIS
IN
CHEMICAL ENGINEERING
Submitted to the Graduate Faculty of Texas Tech University in
Partial Fulfillment of the Requirements for
the Degree of
MASTER OF SCIENCE
IN
CHEMICAL ENGINEERING
Approved
Accepted
May, 1990
CJlh.i^J ACKNOWLEDGMENTS \
The author wishes to thank Dr. Uzi Mann for his suppon, encouragement, and
guidance during the course of this work and for his assistance in writing this thesis. The
author would also like to thank Drs. R. R. Rhinehan and R. W. Tock for serving on the
thesis commirtee and for giving suggestions.
Special thanks are due to Mr. R. M. Spruill for his assistance in the design and
construction of the experimental system.
u
TABLE OF CONTENTS
ACKNOWLEDGMENTS ii
ABSTRACT v
LIST OF TABLES vi
LIST OF FIGURES vii
NOMENCLATURE xi
CHAPTER
1. INTRODUCTION 1
1.1 Background 1
1.2 Literature Review 4
1.2.1 Dimensionless Numbers Used in Analysis of Mixing Operation 6
1.2.2 Agitation Power 8
1.2.3 Hydrodynamics of the Gas-Liquid Agitated Tank 10
1.2.4 Gas-Liquid Mass Transfer 13
1.2.5 Surface Aeration 15
2. THEORY 17
2.1 Determination of the Gas-Liquid Mass Transfer Coefficient 17
3. EXPERIMENTAL EQUIPMENT AND PROCEDURE 28
3.1 Equipment Description 28
3.1.1 Tank and Baffle Assemblies 28
3.1.2 Gas Supply 35
3.1.3 Agitator 39
iii
3.1.4 OtiierEquipment 42
3.2 Experimental Procedure 42
3.3 Analytical Procedure 43
4. RESULTS AND DISCUSSION 45
4.1 Range of Operational Conditions 45
4.2 Presentation of Data 46
4.3 Validity of the Assumptions and Accuracy of the Experimental Data 46
4.4 Effect of tiie Number of Horizontal Baffles 48
4.5 Effect of Horizontal Baffle Inclination 66
4.6 Comparison with Results of Zinzuwadia (1987) 73
5. CONCLUSIONS AND RECOMMENDATIONS 81
5.1 Conclusions 81
5.2 Recommendations 81
REFERENCES 83
APPENDICES
A. CALIBRATIONS 86
B. EQUATION DERIVATIONS AND CALCULATIONAL PROCEDURES ... 112
C. A SAMPLE CALCULATION 123
D. COMPUTER PROGRAM LISTING 134
IV
ABSTRACT
The objective of this investigation was to study horizontal baffle parameters and
determine their effect on the mixing performance of a gas-sparged agitated conta'^tor and
compare to contactors of standard design. Unlike standard baffle design, horizontal baffles
are located at tiie dispersion surface. The following horizontal baffle parameters were
investigated; the number of horizontal baffles and the inclination of each baffle. The
performance criterion to be examined was the mass transfer coefficient for a given power
input.
The experiments were conducted on a 7.5-gallon lab-scale agitated tank. The sodium
sulfite method was used to determine the mass transfer coefficient. The primary
independent variables were the impeller speed and the air injection rate. The impeller speed
and air injection rate were varied from 500 to 1500 RPM and 160 to 1280 cm^/s,
respectively.
The number of horizontal baffles and their inclination had littie effect on mixing
performance. For a gas injection rate of 160 cm^/s, contactors equipped with horizontal
baffles showed only a 25% improvement in the mass transfer coefficient compared to a
contactor of standard design. At larger gas injection rates there is little or no difference in
mixing performance for contactors of different baffle design. Results of this investigation
were compared to previous research and it was found that the design of the tank
(specifically, the horizontal baffles) is a crucial factor for improving the performance of a
contactor equipped with horizontal baffles.
LIST OF TABLES
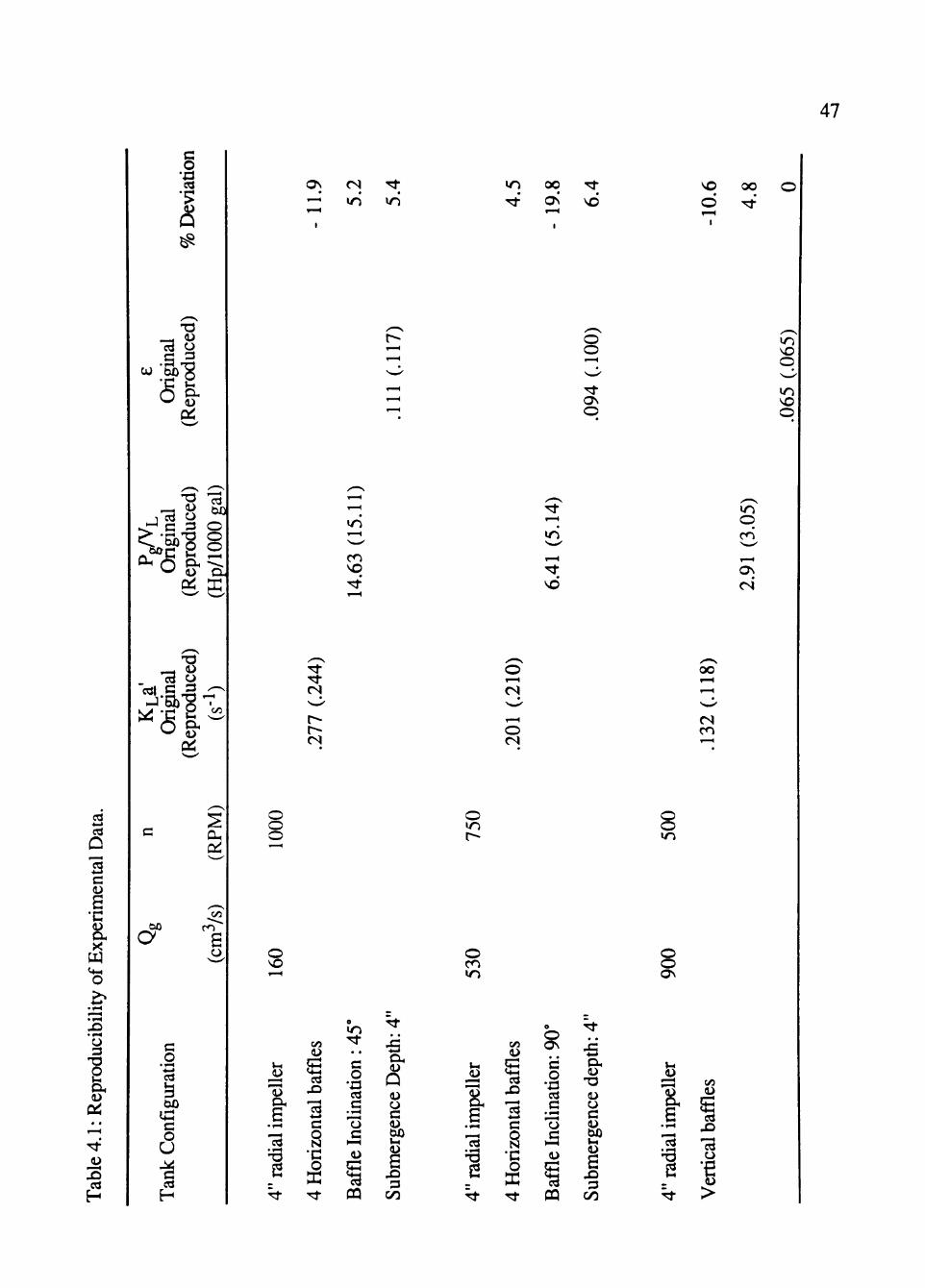
4.1 Reproducibility of Experimental Data 47
A. 1 Spring Calibration Data 91
A.2 Motor Calibration Data 99
A.3 Pressure Bell Prover Data and Calibration Results for Large Rotameter 108
A.4 Pressure Bell Prover Data and Calibration Results for Small Rotameter 111
B. 1 Solubility of Oxygen in Water 117
C. 1 Titration Readings 125
VI
LIST OF HGURES
1.1 Standard Agitated Gas-Liquid Tank 2
1.2 Liquid Row Patterns in an Agitated Tank Equipped with a Rushton Turbine .... 3
1.3 Agitated Tank with Horizontal Baffles 5
1.4 Typical Power Curves for Non-Aerated Agitated Tanks 9
1.5 Effect of Gas How Rate and Impeller Speed on Reduced Power 11
1.6 Cavity Formation for a Six-blade Turbine Impeller (Rushton) at Increasing Aeration Numbers 12
1.7 Appearance of Different Cavity Regimes in an Agitated Contactor
without Recirculation 14
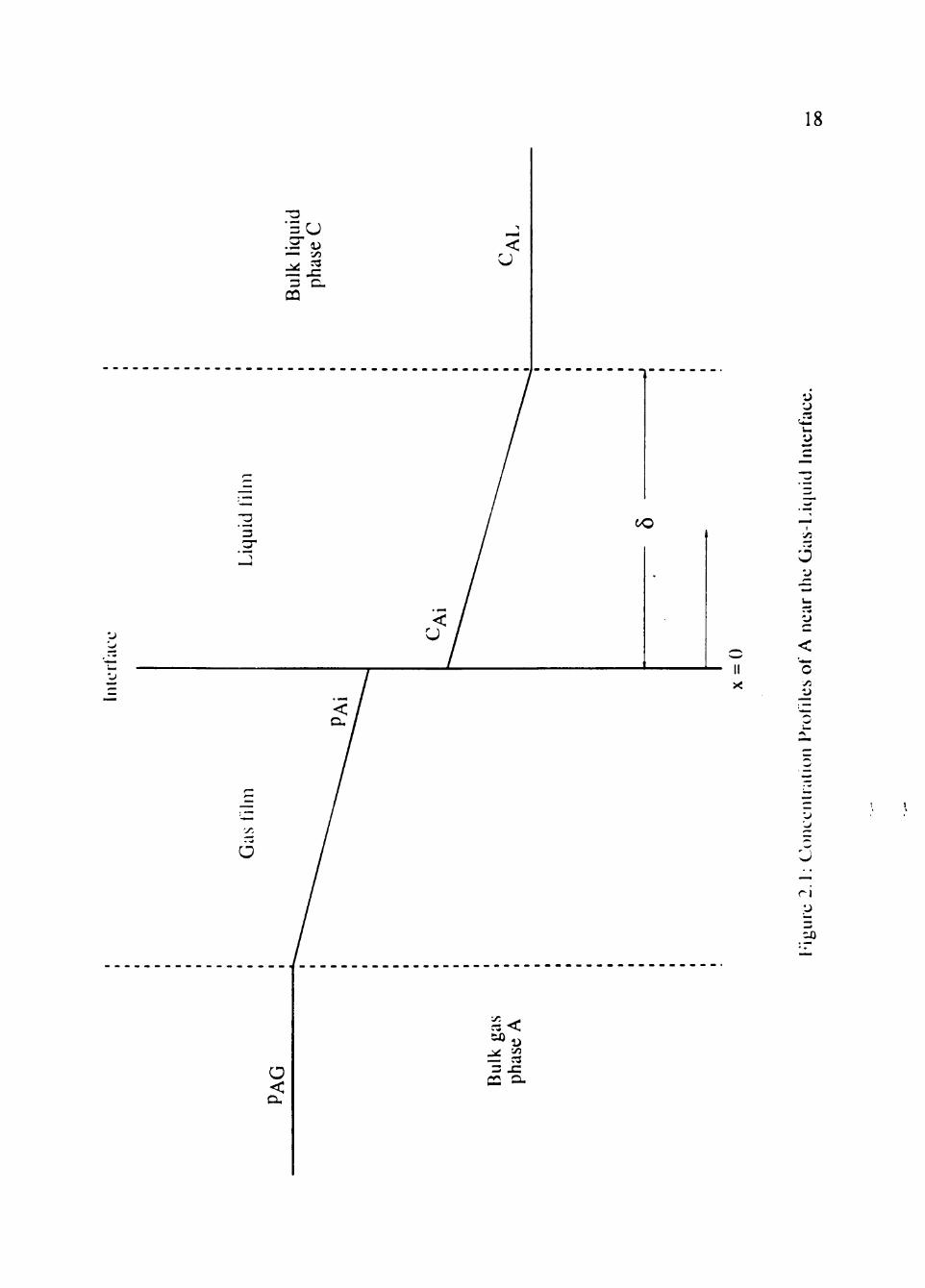
2.1 Concentration Profiles of A near the Gas-Liquid Interface 18
3.1 Schematic Diagram of Experimental System 29
3.2 Tank Details 30
3.3 Front and Top View of Horizontal Baffle Assembly 32
3.4 Top View of Horizontal Baffle Assembly 33
3.5 A View of Horizontal Baffle Mounting 34
3.6 Bolt Adjustment for Varying Baffle Pitches 36
3.7 Mounting of the Horizontal Baffle Assembly 37
3.8 Schematic Diagram of Gas Supply 38
3.9 Sparger Ring Assembly 40
3.10 Rushton Turbine Impeller (R-lOO) of 4" Size 41
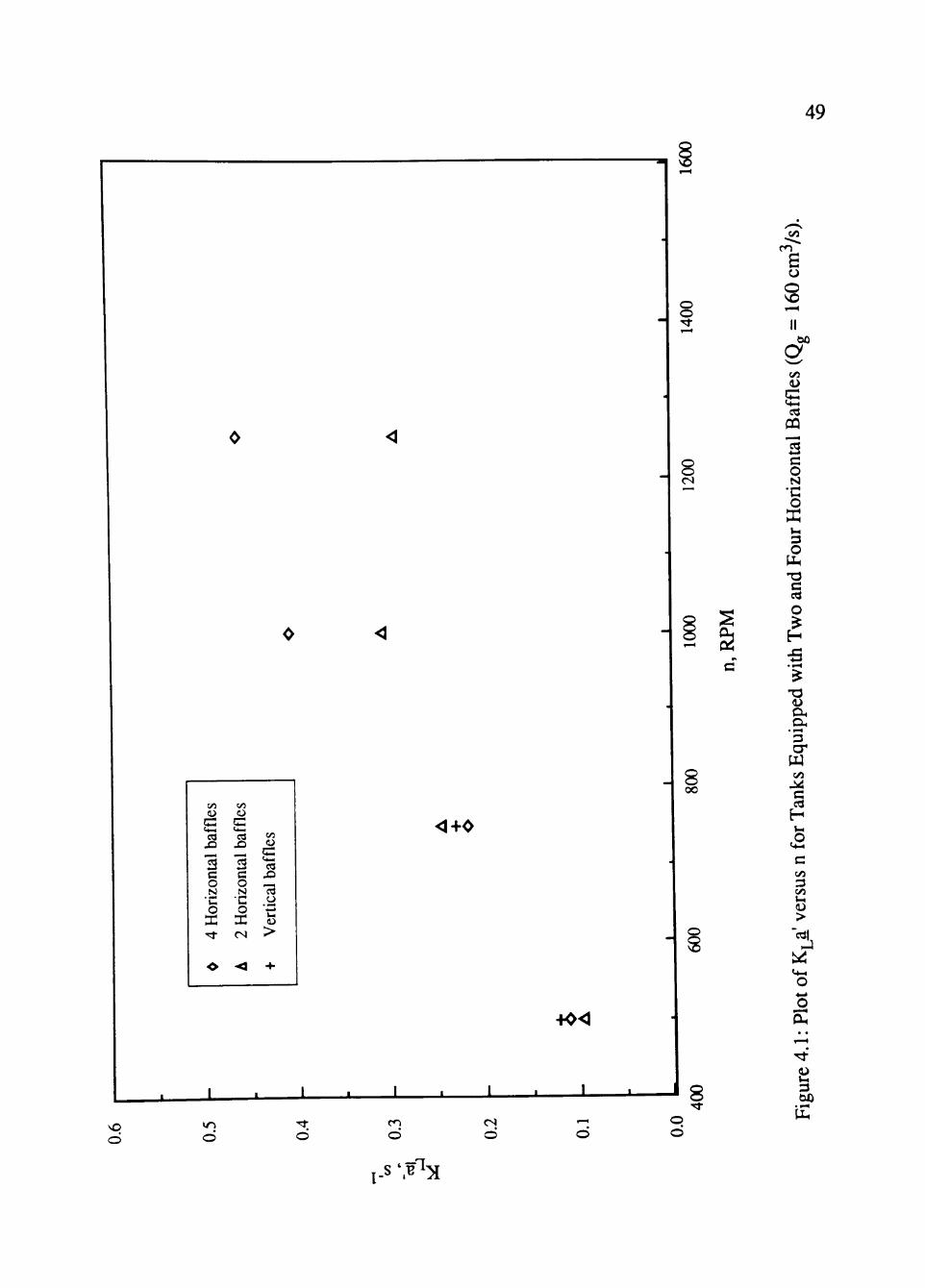
4.1 Plot of KLa' versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 160 cm^/s) 49
vu
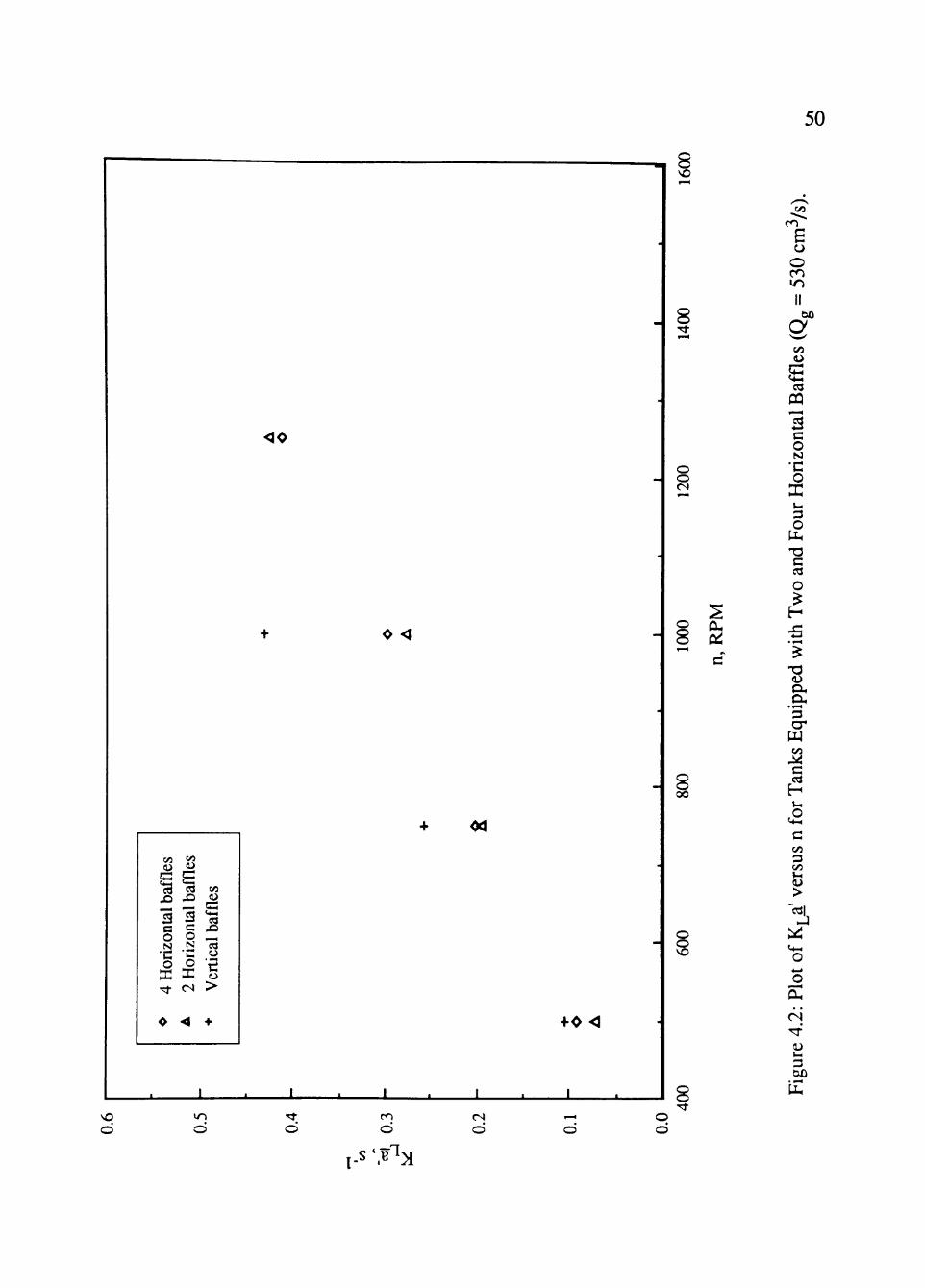
4.2 Plot of KLS' versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 530 cm^/s) 50
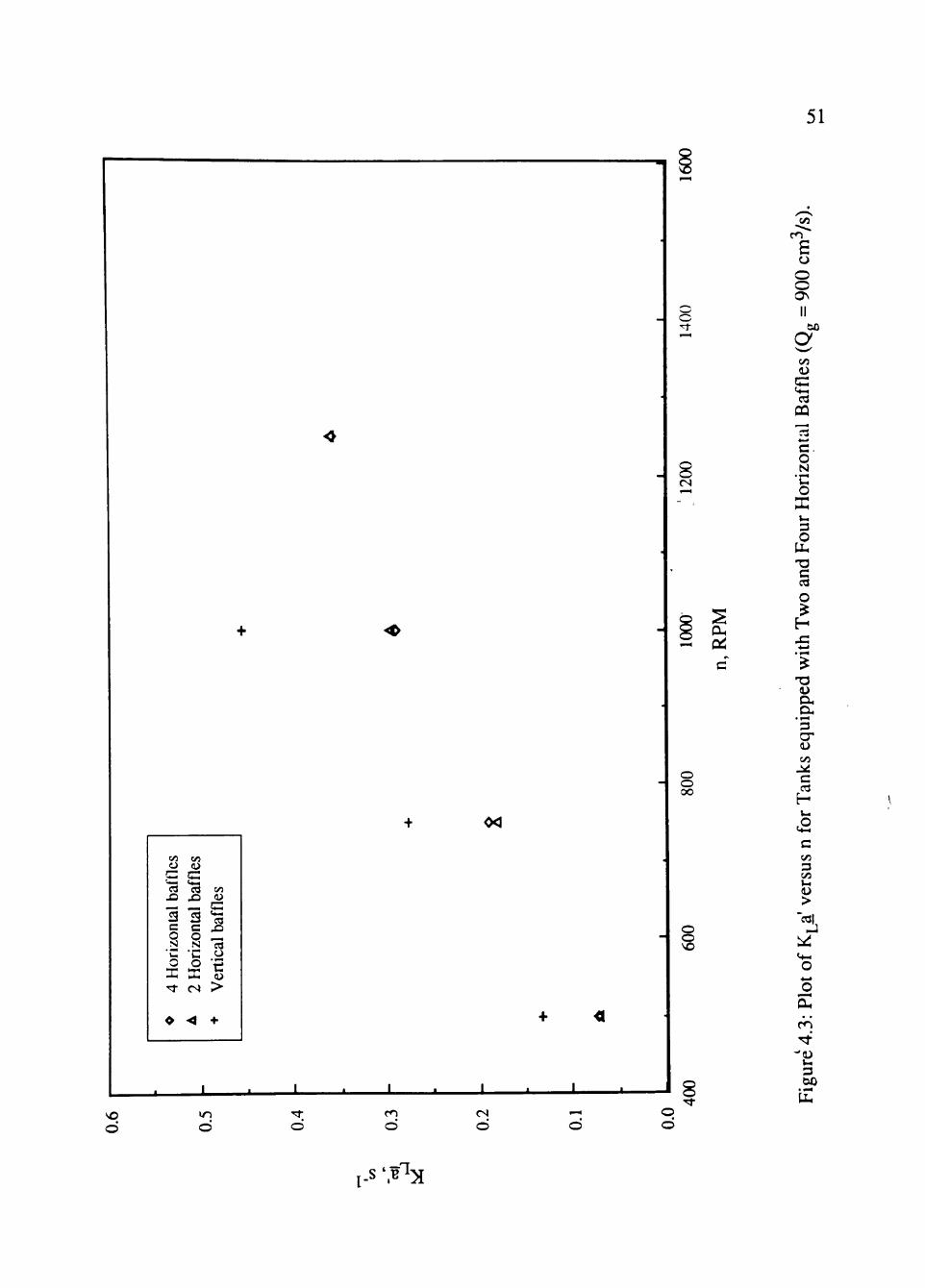
4.3 Plot of KLa' versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 900 cm^/s) 51
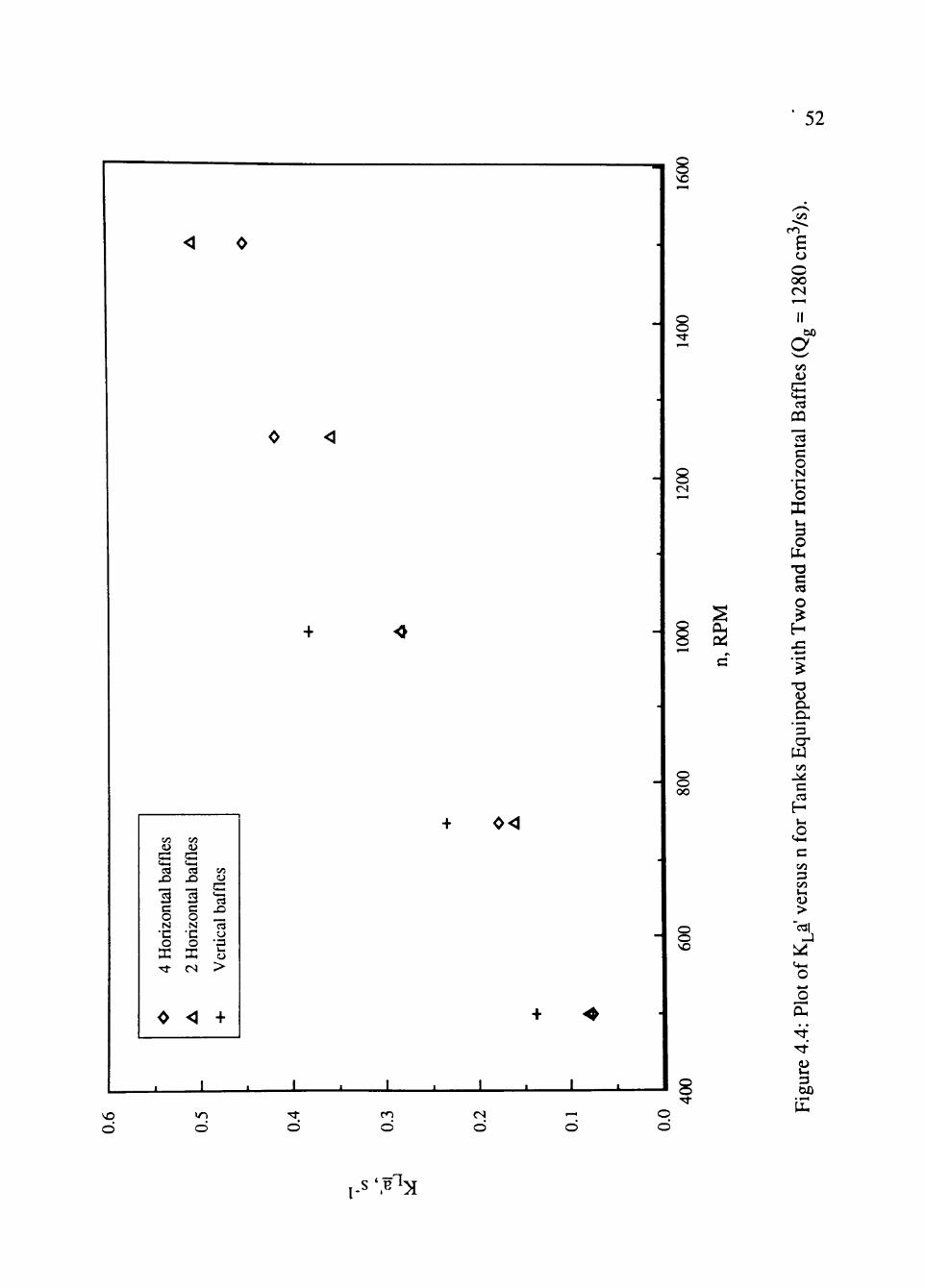
4.4 Plot of KLS' versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg= 1280 cm^/s) 52
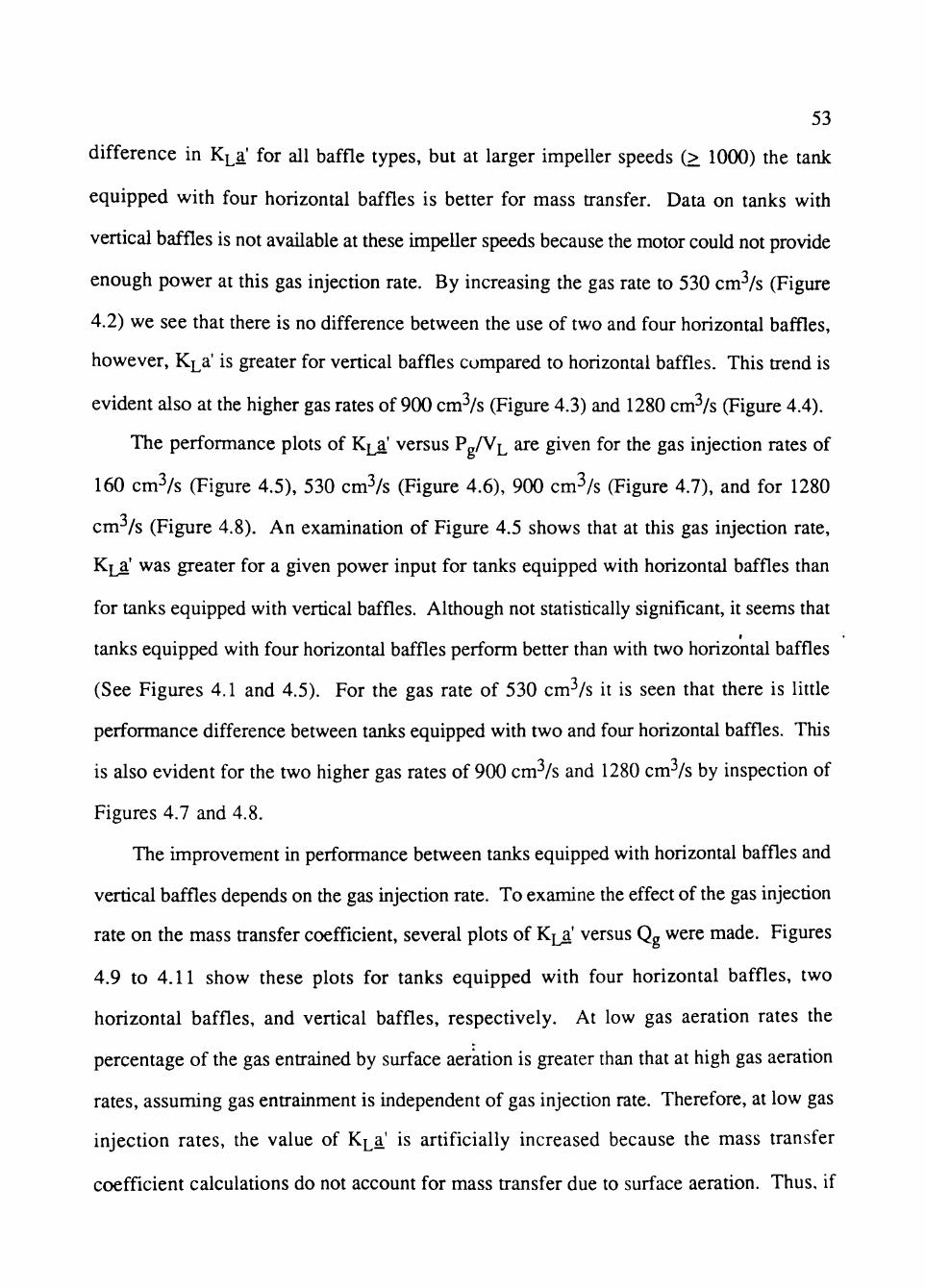
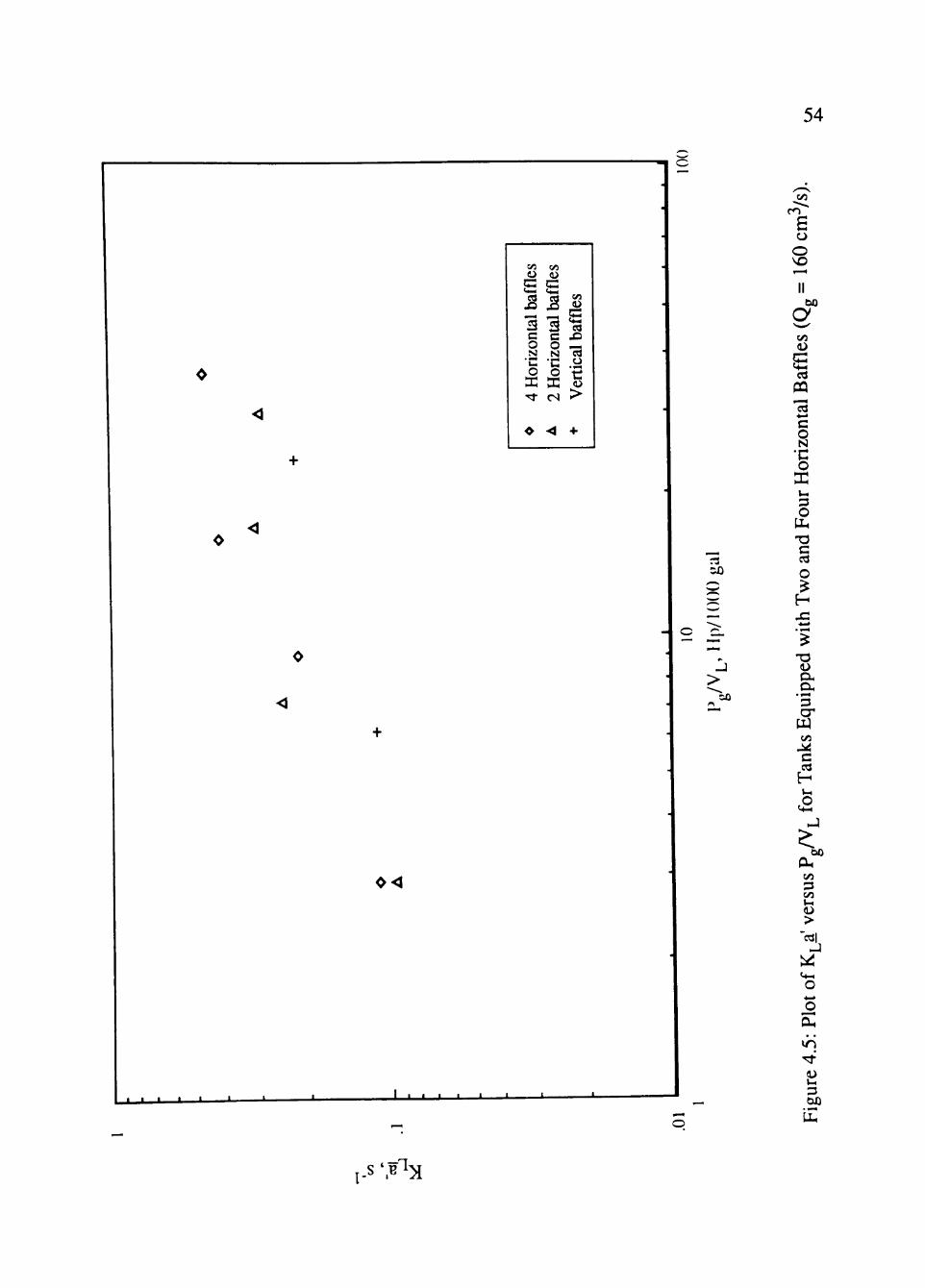
4.5 Plot of KLS' versus PgA^L ^ ^ Tanks Equipped with Two and Four Horizontal Baffles (Qg= 160 cm^/s) 54
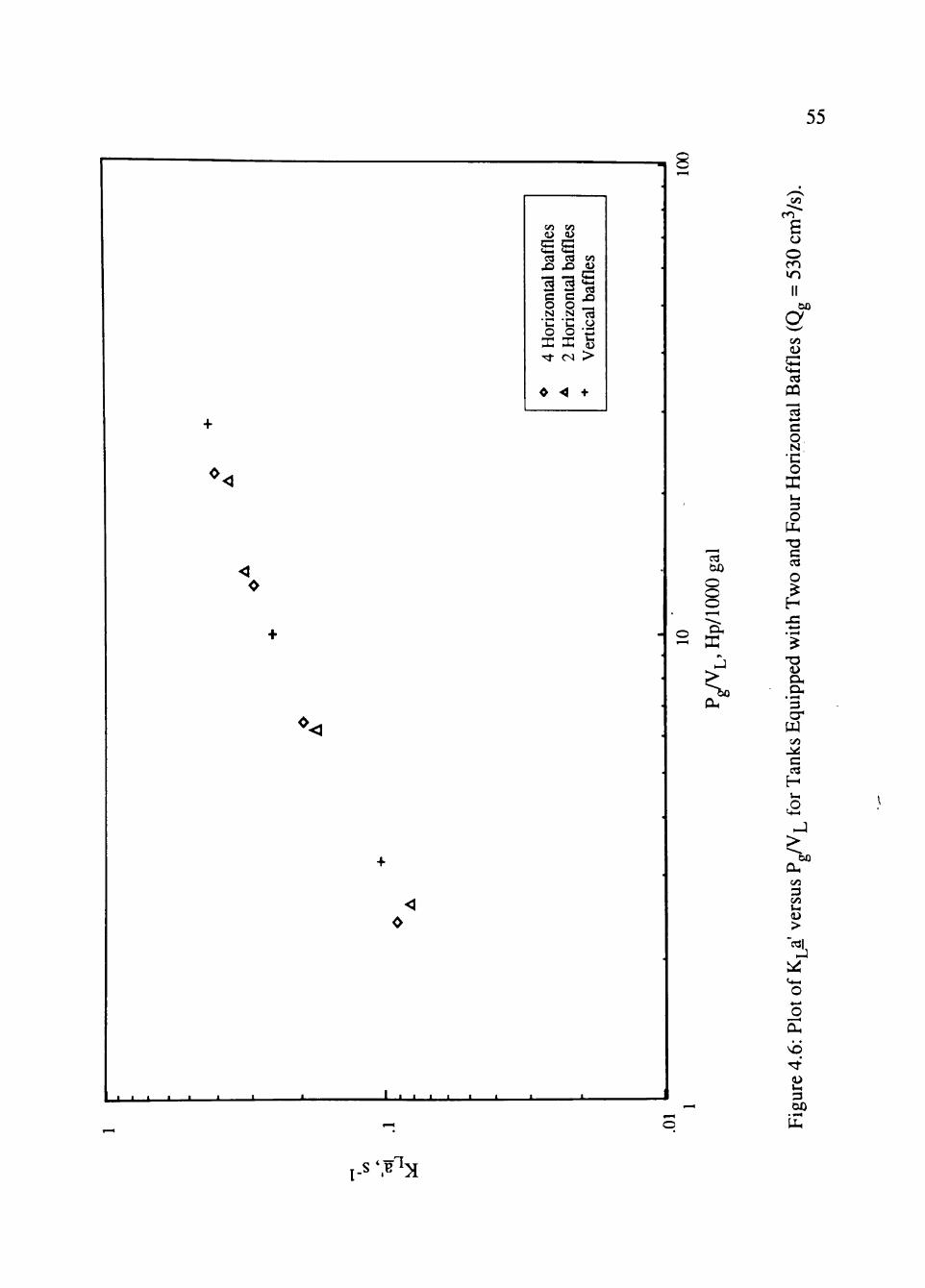
4.6 Plot of KLa' versus PgA^L for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 530 cm^/s) 55
4.7 Plot of KLS' versus PgA^L fo Tanks Equipped with Two and Four Horizontal Baffles (Qg - 900 cm^/s) 56
4.8 Plot of KLS' versus PgA' L o Tanks Equipped with Two and Four
Horizontal Baffles (Qg = 1280cm3/s) 57
4.9 Plot of KLa' versus Qg for Tanks Equipped with Four Horizontal Baffles 58
4.10 Plot of KLa' versus Qg for Tanks Equipped with Two Horizontal Baffles 59
4.11 Plot of KL^'versus Qg for Tanks Equipped with Vertical Baffles 60
4.12 Plot of e versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 160 cm^/s) 62
4.13 Plot of e versus n for Tanks Equipped with Two and Four Horizontal
Baffles (Qg = 530 cmVs) 63
4.14 Plot of e versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg = 900 cm^/s) 64
4.15 Plot of e versus n for Tanks Equipped with Two and Four Horizontal Baffles (Qg= 1280cm3/s) 65
vm
4.16 Plot of KLS' versus n for Tanks Equipped with Horizontal Baffles at Different Inclinations (Qg = 160 cm^/s) 67
4.17 Plot of KLa' versus n for Tanks Equipped with Horizontal Baffles at Different Inclinations (Qg = 1280 cm^/s) 68
4.18 Plot of KL^' versus PgA' L ^^ Tanks Equipped with Horizontal Baffles at EHfferentInclinations (Qg= 160cmVs) 69
4.19 Plot of KLS' versus PgA' L ^ ^ Tanks Equipped with Horizontal Baffles at Different Inclinations (Qg = 1280 cm^/s) 70
4.20 Plot of e versus n for Tanks Equipped with Horizontal Baffles at Different Inclinations (Qg = 160 cm^/s) 72
4.21 Plot of E versus n for Tanks Equipped with Horizontal Baffles at Different Inclinations (Qg = 128 cm- /s) 74
4.22 Plot of KLS' versus PgA^L ^ Horizontal and Venical Baffles Obtained by Zinzuwadia (1987) 76
4.23 Plot of KLS' versus PgA^L ^ ^ Horizontal and Vertical Baffles Reproduced in This Investigation 77
4.24 Plot of £ versus n for Horizontal and Vertical Baffles Obtained by Zinzuwadia 78
4.25 Plot of e versus n for Horizontal and Vertical Baffles Reproduced
in This Investigation 79
A. 1 Motor Schematic 87
A.2 Spring Diagram and Dimensions 89
A.3 Spring Calibration Setup 90
A.4 Equipment Assembly for Motor Calibration 93
A.5 Clamp Assembly, Side View 94
A.6 Exploded View of Clamp Assembly, Top View 95
IX
A.7 Layout of Spring, Ruler, and Clamp Assembly for Motor Calibration 98
A.8 Motor Calibration Chart 104
A.9 Schematic of Bell Prover Apparatus 106
B.l Graphical Representation of Sodium Sulfite Method 113
B.2 Measured and Calculated Values 119
C. 1 Experimental Data Sheet for Sample Calculation 124
NOMENCLATURE
a Average interfacial area per unit volume of liquid, L^/L?.
a.' Average interfacial area per unit volume of dispersion, L?-/l?.
All Frequency factor for Henry's law equation (Equation B.5), L^/t^.
A| Constant used to determine liquid viscosity (Equation C. 1).
B| Constant used to determine Uquid viscosity (Equation C.l), T.
C Concentration of sodium sulfite, M/L^.
C; Local concentration of solute A, M/L^.
^AG Concentration of solute A in bulk gas, M/L^.
^AG Concentration of solute A in equihbrium with p ^Q, M/L^.
^;^ Concentration of solute A at liquid interface, MA- .
^AL Concentration of solute A in the bulk liquid phase, M/L^.
C02 Concentration of oxygen in water, M/L- .
C] Constant used to determine liquid viscosity (Equation C. 1), 1/T.
D Impeller diameter, L.
D^ Diffusion coefficient of A in the liquid, L^/t.
Di Constant used to determine liquid viscosity (Equation C. 1), 1/T .
EH Henry's law activation energy (Equation B.5), L-/t^.
F Tension force applied to spring, ML/t^.
F;^ Tension force applied to spring A, ML/t^.
F3 Tension force applied to spring B, ML/t^.
FQ Tension spring preload constant, ML/t^.
XI
g Gravitational acceleration, L/t^.
gc Conversion factor.
H Henry's law constant, L^/t^.
H^ Liquid depth during tank operation, L.
H5 Stationary liquid depth, L.
k First-order reaction rate constant, 1/t.
k^ Spring constant, M/t^.
KQ Overall gas-side mass transfer coefficient, L/t.
k^ Gas-film mass transfer coefficient without chemical reaction "(denoted by °), L/t.
KL Overall liquid-side mass transfer coefficient, L/t
kL Liquid-side mass transfer coefficient with chemical reaction, L/t. 0
kL Liquid-side mass o-ansfer coefficient without chemical reaction. L/t.
L Length of moment arm, L.
U. Characteristic length, L.
m Fluid mass displaced by impeller, M/t.
N Total number of samples taken.
n Shaft rotational speed, l/t.
N j^ Molar flux of solute A, 1/L t.
Ng Aeration number.
n^ Moles of gas, M.
Npj^ Froude number.
ng in Molar flow of inlet gas, l/t.
Hg out Molar flow of outiet gas, l/t.
xu
"inert,in Molar flow of inen gas into tank, l/t.
"inert,out Molar flow of inert gas out of tank, l/t.
no^ Molar flow of oxygen, l/t.
"02,in Molar flow of oxygeii in inlet gas, l/t.
Np Power number.
NRE Reynolds number.
- WE Weber number.
P Power output of motor, ML^/t^.
p^Q Partial pressure of solute A in bulk gas phase, M/Lt^.
PAG,avg Average partial pressure of solute A in dispersion, M/Lt^.
p ^ Partial pressure of solute A at gas-liquid interface, M/Lt^.
Pfij^ Partial pressure of solute A in equilibrium with C/^Q, M/Lt" .
f*atm Atmospheric pressure, M/Lt^.
Pg Power of agitation for gassed conditions, ML^/t^.
Pfj O Partial pressure of water vapor in outiet gas, M/Lt'-
PH2O Vapor pressure of water at saturation in outiet gas, M/Lt^.
Pjnlet Inlet pressure of gas at sparger ring, Wi/Li^.
PQ Power of agitation for ungassed conditions, ML^/t^.
P Q C Pressure at rotameter operating conditions, M/Lt^.
PO^ Partial pressure of oxygen, M/Lt^.
P02,avg Average partial pressure of oxygen within dispersion. M/Lt'
P02,in Partial pressure of oxygen in inlet sparged gas, M/Lt^.
P02,out P ^ i ^ pressure of oxygen in tank outlet gas, M/Lf.
xm
PRP Pressure at which reference fluid was calibrated, M/Lt^.
Pgm Standard pressure, M/Lt^.
PsTP Standard Pressure, M/Lt^.
Qcai,STP Plo^ rate of reference (calibrated) reference fluid at STP, L^/t.
Q^ Flow rate of entrained gas, L^/t.
Qg Flow rate of sparged gas, L^/t
Qg,in ^l^t g^s flow rate, L-/t.
Qg,out Outiet gas flow rate, L^/t.
Qoc Flow rate of gas at the operating conditions of the rotameter, L^/i.
QRF ^ O ^ rate of gas indicated for rotameter reference gas, L- /t.
QsTP Flow rate of gas at standard pressure and temperature, L- /t.
R Ideal gas law constant, L^/t^T.
^AD Overall average rate of solute consumption per unit volume of dispersion, M/L- t.
AL Consumption of solute A in liquid phase, M/L^t.
^02,D (derail average rate of oxygen consumption per unit volume of dispersion,
M/L\
^02,L Consumption of oxygen in liquid phase, M/L-^t.
RR Rotameter reading, L^/t.
S Solubility of oxygen in water, M/L^.
^abs Absolute temperature, T.
T Tank diameter, L.
I Time, t.
Tamb Ambient temperature. T.
xiv
Tgyg Time-weighted average dispersion temperature, T.
tf Total elapsed time, t.
Tj Dispersion temperature at sampling time tj, T
tj Elapsed time at which sample i was withdrawn from dispersion, t.
T5 Shaft torque, ML^/t^.
Tsjj Standard temperature, T.
v Superficial gas velocity, L/t.
v Characteristic velocity, L/t.
Vj) Dispersion volume, L- .
VL Liquid volume, L^
Wj Volume of sodium thiosulfate titer used, L^.
VyJ Volume of sodium thiosulfate titer used at elapsed time tj, L .
Vj2 Volume of sodium thiosulfate titer used at elapsed time t2, L- .
X Distance from phase interface, L.
X Mole fraction of solute A in inlet gas.
^A out Mole fraction of solute A in outlet gas.
xpj o,oui Mole fraction of water in outiet gas.
inert Mole fraction of inerts in inlet gas.
Xinert,out Mole fraction of inerts in outiet gas.
XQ^ Mole fraction of oxygen.
X5 Distance of spring extension, L.
XV
Greek Symbols
a Degree of armature rotation or electrical brush lead,
a Surface tension at phase interface, M/t^.
5 Depth of penetration of solute A from the interface to the bulk liquid, L.
£ Void fraction of dispersion.
r| Cbrrelation variable,
(p Enhancement factor.
pl Density of liquid, M/L^.
PHOO Density of water, MAJ.
poc Density of gas at operating conditions of the rotameter, M/L^.
pRP Density of gas at reference condition, M/L^.
|i Viscosity of liquid, M/Lt.
M-H20 Viscosity of water, M/Lt.
XVI
CHAPTER 1
INTRODUCTION
1.1 Background
Many chemical processes involve contacting gas and liquid phases to transfer one
component from one phase into the other. An agitated gas-liquid contactor is such a system
which is used for gas absorption and gas-liquid reactions. Some industrial applications
include oxidation reactions (e.g., cyclohexane and municipal waste), hydrogenation
reactions (e.g., unsaturated glycerides), and fermentation reactions (e.g.. antibiotics,
steroids, and single-cell proteins). The tank agitator breaks the gas phase into small
bubbles which disperse in the liquid. This increases the gas-liquid contact area and
improves the absorption rate.
The design of a gas-liquid agitated tank involves two major considerations: (i) the
overall gas-liquid mass transfer rate and (ii) the power of agitation. Secondary
considerations include solids suspension, heat removal, blending of reactor contents, etc..
but these are usually satisfied when the design is satisfactory for mass transfer (Uhl and
Gray, 1966).
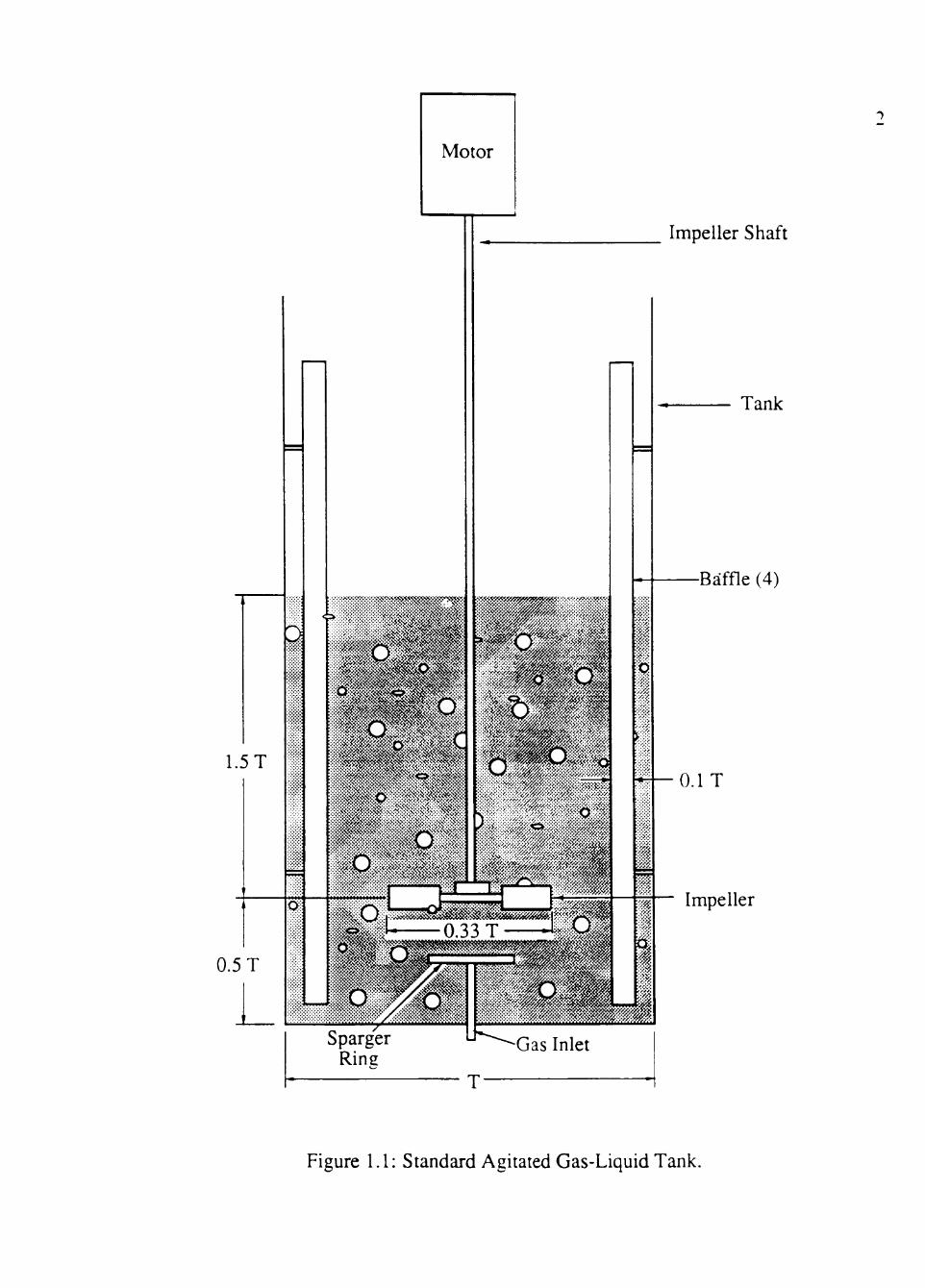
A schematic diagram of a standard agitated tank is shown in Figure 1.1. The major
components are the tank, an impeller, a gas sparger (shown as a sparger nng), the motor,
and four baffles. The baffles are usually extended along the tank wall and are offset from
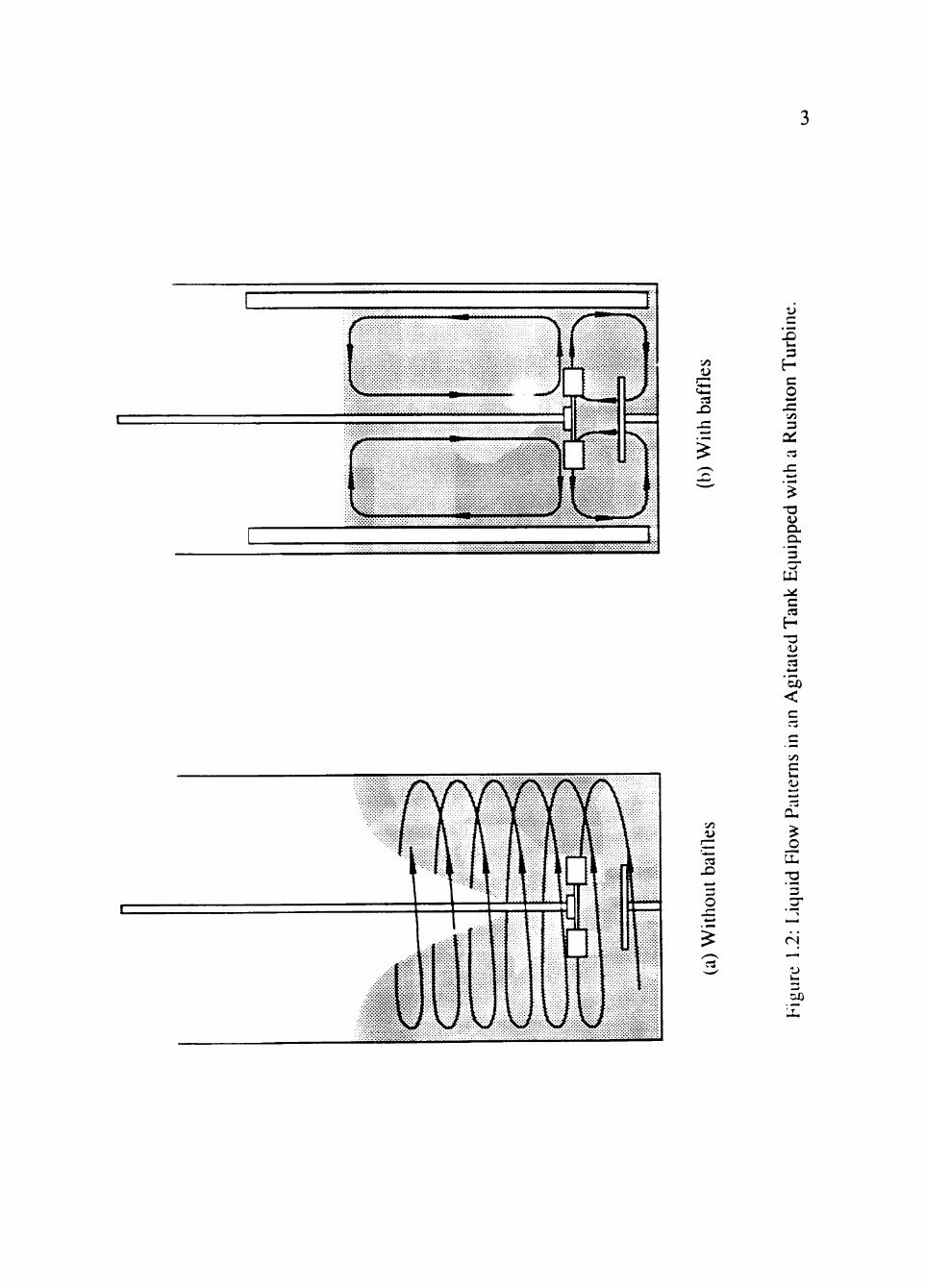
the wall to eliminate stagnant zones near the baffles. Without the four baffles, a vonex
would form and the fluid in the tank would rotate as one fluid element as shown in Figure
1.2a. The baffles cause the liquid to move in a vertical pattern down along the impeller
shaft, outward from the impeller, and then upward along the tank walls as shown in Figure
1.2b. Although the four baffles prevent the vortex formation, they increase the shear
1
Impeller Shaft
Tank
1.5 T
0.5 T
Baffle (4)
0.1 T
Impeller
Figure 1.1: Standard Agitated Gas-Liquid Tank.
^hMftMMA*M«*M**«*M*Md*MM**MM*M*M**AM«A**
mmmmmmmmmmmmtmmmllfttfmmmmtitmtmmmm
1>
X3
u
3 H c o 'yj
73
r~~'
"15 X )
^ 2
o r—
^ • « ^ ,,^-v
n
-a u CL o. • WM
3
,.> w ^ c ca H -a <u r3
« i ^
CD < C ^ ' j
r -
• - •yi
c U i
OJ
^ .^ cu ^ o u. TD • MM
3 O"
^ i ^
(N • — 1
•u u.
^ SJ)
4
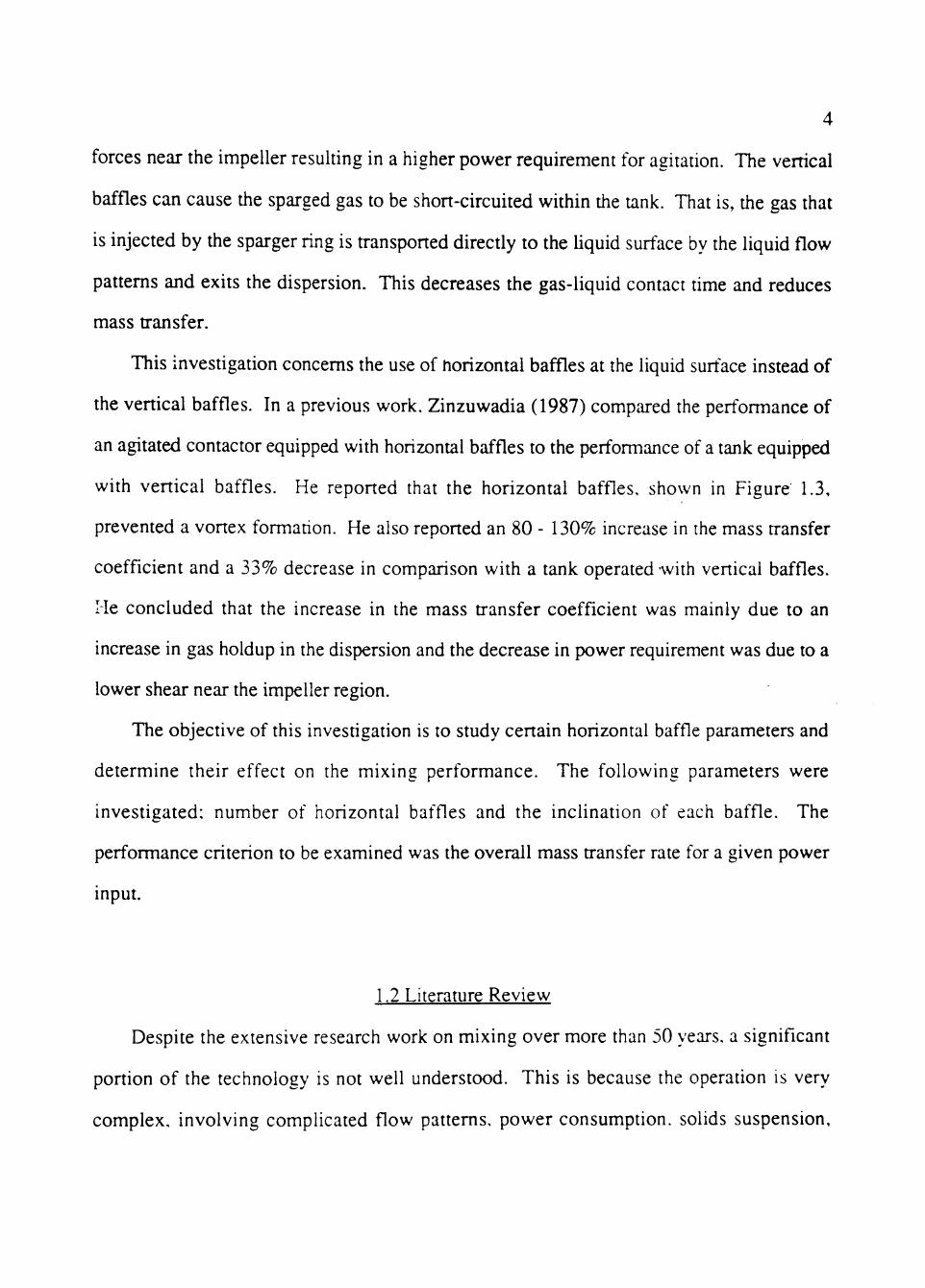
forces near the impeller resulting in a higher power requirement for agitation. The vertical
baffles can cause tiie sparged gas to be shon-circuited within tiie tank. That is, tiie gas that
is injected by the sparger ring is transponed directly to the liquid surface by the liquid flow
patterns and exits the dispersion. This decreases the gas-liquid contact time and reduces
mass transfer.
This investigation concems the use of horizontal baffles at the liquid surface instead of
the vertical baffles. In a previous work, Zinzuwadia (1987) compared the performance of
an agitated contactor equipped with horizontal baffles to the performance of a tank equipped
with venical baffles. He reponed that the horizontal baffles, shown in Figure 1.3,
prevented a vonex formation. He also reponed an 80 - 130% increase in the mass transfer
coefficient and a 33% decrease in comparison with a tank operated-with venical baffles.
He concluded that the increase in the mass transfer coefficient was mainly due to an
increase in gas holdup in the dispersion and the decrease in power requirement was due to a
lower shear near the impeller region.
The objective of this investigation is to study cenain horizontal baffle parameters and
determine their effect on the mixing performance. The following parameters were
investigated: number of horizontal baffles and the inclination of each baffle. The
performance criterion to be examined was the overall mass transfer rate for a given power
input.
1.2 Literature Review
Despite the extensive research work on mixing over more than 50 years, a significant
portion of the technology is not well understood. This is because the operation is very
complex, involving complicated flow patterns, power consumption, solids suspension.
Horizontal baffles
1 r
Figure 1.3: Agitated Tank with Horizontal Baffles.
mass and heat transfer, contactor geometries, etc. A recent review of mixing technology is
given by Joshi ei al- (1982).
1.2.1 Dimensionless Numbers Used in Analvsis of Mixing Operation
At present, a mixing tank cannot be designed from fundamental concepts of liquid
motion and transport phenomena because the Navier-Stokes equations which describe the
system cannot be solved. Rather, dimensional analysis is used to help us understand the
phenomena involved with the operation. White £ial- (1934) were the first to introduce
dimensional analysis in mixing and discuss the possibility and advantage of conelating the
impeller power. Some of the commonly used dimensionless groups are reviewed below.
Reynolds number. The Reynolds number represents the ratio of inenial forces to
viscous forces. For mixing operations it is defined by,
N - 5 ^ N R E -
\^
For Reynolds numbers less than 20 the flow is laminar and for greater than 10,000 the
flow is turbulent . For Reynolds numbers between 20 and 10,000 the flow is in the
transition range.
Froude number. The Froude number represents the ratio of inenial to gravitational
forces and is defined as v^^/L^g, where g is tiie gravitational acceleration. Substituting the
characteristic length (L^ = D) and velocity (v^ = nD), tiie Froude number becomes,
In most fluid flow applications, gravitational effects are unimponant and the Froude
number is not a significant factor. The reason it appears in the dimensional analysis ot
agitated tanks is that most agitation operations are carried out with a ft^ee liquid surtace in
the tank. The shape of the surface and, therefore, the flow pattern in the vessel, are
affected by gravity. This is particularly noticeable in unbaffled tanks where vortex
formation occurs.
Power number. Fundamentally, the power number is defined as the ratio of the drag
forces on the impeller to the inenial forces within the fluid. In practice, the power number
is the ratio of the power supplied by agitation, PQ, to the rate of momentum produced by
the rotating impeller and is defined as Po/mv^^, where m is the mass of the fluid displaced
by the impeller per unit time (pinD^) and v^ is a characteristic velocity (nD). Thus, the
power number can be written as,
Np = - ^ • Pin^D^
The power number for fluid agitation is analogous to the drag coefficient in fluid flow
analysis.
Aeration number. The aeration number is a ratio of the gas feed rate to the impeller
pumping rate and is defined as,
N = ^
The aeration number is useful when a gas is injected into the liquid for conelating the
reduction in power consumption in the agitation of a gas-liquid dispersion to that of just a
bulk liquid.
Weber number. The Weber number is the ratio of inenial to surface tension forces of
the gas-liquid interface. The Weber number is defined as piv^^L^ /o and substituting for v ,
and Lj, as before, the Weber number is written,
NwE-a
It appears in conelations where the surface tension effects are important.
the tank. The shape of the surface and, therefore, the flow pattern in the vessel, are
affected by gravity. This is particularly noticeable in unbaffled tanks where vonex
formation occurs.
Power number. Fundamentally, the power number is defined as the ratio of the drag
forces on the impeller to the inenial forces within the fluid. In practice, the power number
is the ratio of the power supplied by agitation, PQ, to the rate of momentum produced by
the rotating impeller and is defined as Po/mv , . where/ m is the mass of the fluid displaced
by the impeller per unit time (pjnD^) and v , is a characteristic velocity (nD). Thus, the
power number can be written as.
P
Pin-D^
The power number for fluid agitation is analogous to the drag coefficient in fluid flow
analysis.
Aeration number. The aeration number is a ratio of the gas feed rate to the impeller
pumping rate and is defined as,
^ nD-'
The aeration number is useful when a gas is injected into the liquid for conelating the
reduction in power consumption in the agitation of a gas-liquid dispersion to that of just a
bulk liquid.
Weber number. The Weber number is the ratio of inenial to surface tension forces of
the gas-liquid interface. The Weber number is defined as piw^\^/G and substituting for v^
and L^ as before, the Weber number is written,
a
It appears in conelations where the surface tension effects are important.
8
1.2.2 Agitation Power
The power required to mix Newtonian liquids is extensively covered in chemical
engineering literature. Papers which treat tiie subject include Rushton etai.( 1950), Holland
and Chapman (1966), Uhl and Gray (1966), Nagata (1975), and Midoux and Charpenrier
(1984).
The power requirement for ungassed tanks is usually expressed as curves of the power
number, Np, versus the Reynolds number, Nj^^. From dimensional analysis the power
number is a function of not only the Reynolds number, but also the Froude number and
other geometric parameters which describe the tank. These geometric parameters (tank
diameter, liquid depth, distance of impeller from tank base, impeller blade pitch and width,
number of baffles, etc.) are expressed as ratios of the impeller diameter. The functionality
of the Reynolds number can be simplified if geometric similarity is stipulated, that is, if all
geometries between two tanks remain proponional. Also, if adequate baffling is used, the
liquid surface is almost flat and the Froude number is constant and can be dropped from the
conelation. Thus, for a given tank geometry with adequate baffling, the power number is a
function of only the Reynolds number. A plot of power number versus the Reynolds
number is called a power curve and is unique for each impeller type and vessel geometry.
It can be applied to different size systems if the geometric similarity is preserved. Some
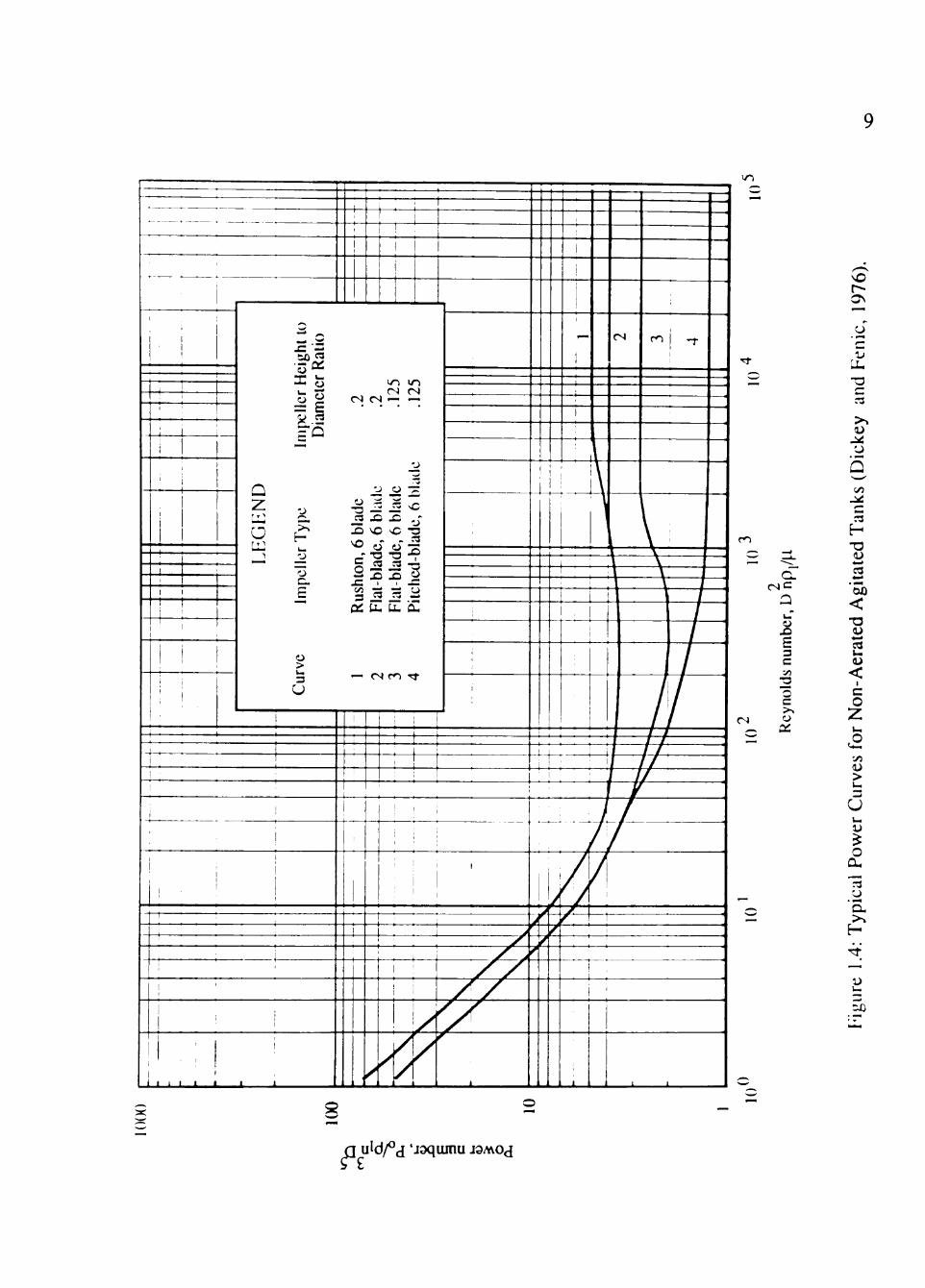
typical power curves are shown in Figure 1.4 (Dickey and Fenic, 1976). This particular
set of power curves shows the effect of impeller type and size in a tank with four baffles
and a liquid height to tank diameter ratio of 1.5.
The power requirement for gassed tanks is different from ungassed tanks due to the
reduced local density of the dispersion (Calderbank, 1958). There are also many other
additional parameters which affect the power requirement of a gassed tank. Van'i Reit £i
ai. (1974) and Van't Reit and Smith (1973, 1974) have suggested that the formation of a
^—. . .
. , .
. 1
i i
: !
'
i 1 i i 1 ' i
— i 1 ,
i i
1 ,.
1 1
1 ' 4 .1- . 1
1
. 1 1 • . i _ _
)
j
' ' 1 1 i 1 ! '
\ C
urve
Im
pell
er T
ype
Inqx
^lle
r Hei
ght t
o D
iam
cicr
Rat
io
1 R
usht
on, 6
bla
de
.2
2 Fl
at-b
ladc
, 6 b
lade
.2
3
Flat
-bla
dc, 6
bla
de
.125
4
Pitc
hed-
blad
e. 6
bla
de
.125
!
,
1 •
i '
; : j
1
1 j
j '
,
'
1
1 ^ \ 1
1 1 ' •
1 ' i 1 1 l _ l — 1 1_ _i
I ' l l '
'
;
1
t i 1 ;
• I 1 1 1
1
.
1
!
1
1 1 ^
\ \
1 : i\
1 1
CN
1
ro ^
\ — ' * • * •% - — \ ' 4 • ^ - ^
1 i l l \ 1
i ! ,
i t !
/
1 # # I I ' ' 1 i f
i i / / / t 1 1 /
! i ' 1 / / / I ' 1 1 / i
!
. - L-
1 •
, ' J 1 1
1
1 ' ' : J
i • i y
1 ' 1 X / i ' y^y
L.i, l _ ^ .
^x _±
^ f*r
/
l - _
M
f ^ 1
*
I
1 '
..J —i.
I/-)
m
<N
o
r3
~i
a. (Nt=
Oi
X) S 3 C yj
•a o c
OL
>» D
J ^ CJ
Q ^-^ iO
J ^
7i
H T3 OJ «-rf C3 * - 4
OX) <
-o u C3 U i (U
<
c o Z u« O
u^ -yj <U >
u o
'5, >^
5)
a uld/^'d 'Joqtunu JSMOti
10
stable vortex cavity behind the impeller blade reduces the form drag and hence the power
requirement. The stability of the vortex cavity behind the impeller blade has been found to
be a function of surface tension, electrolytic strength of solutions, foaming characteristics,
etc. Hence, the reduction in power requirement should also depend on these parameters.
Van't Reit and Smith (1974) found that the liquid viscosity influenced the stability of the
vortex cavity behind the impeller blade. Calderbank (1958) has shown that the gas holdup
is a function of the surface tension and this has been conelated by Hassan and Robinson
(1977) and Loung and Volesky (1979).
Several investigators have attempted to conelate the reduction in power requirement
with impeller speed and diameter, volumetric gas flow rate, and in some cases, the physical
properties of the system, for example Michael and Miller (1962), Clark and Vermeulen
(1963), Pharamond siai- (1975), Loiseau £iai. (1977), and Yung £t M- (1979). The
conelations derived by these investigators are reviewed by Joshi £i al. (1982).
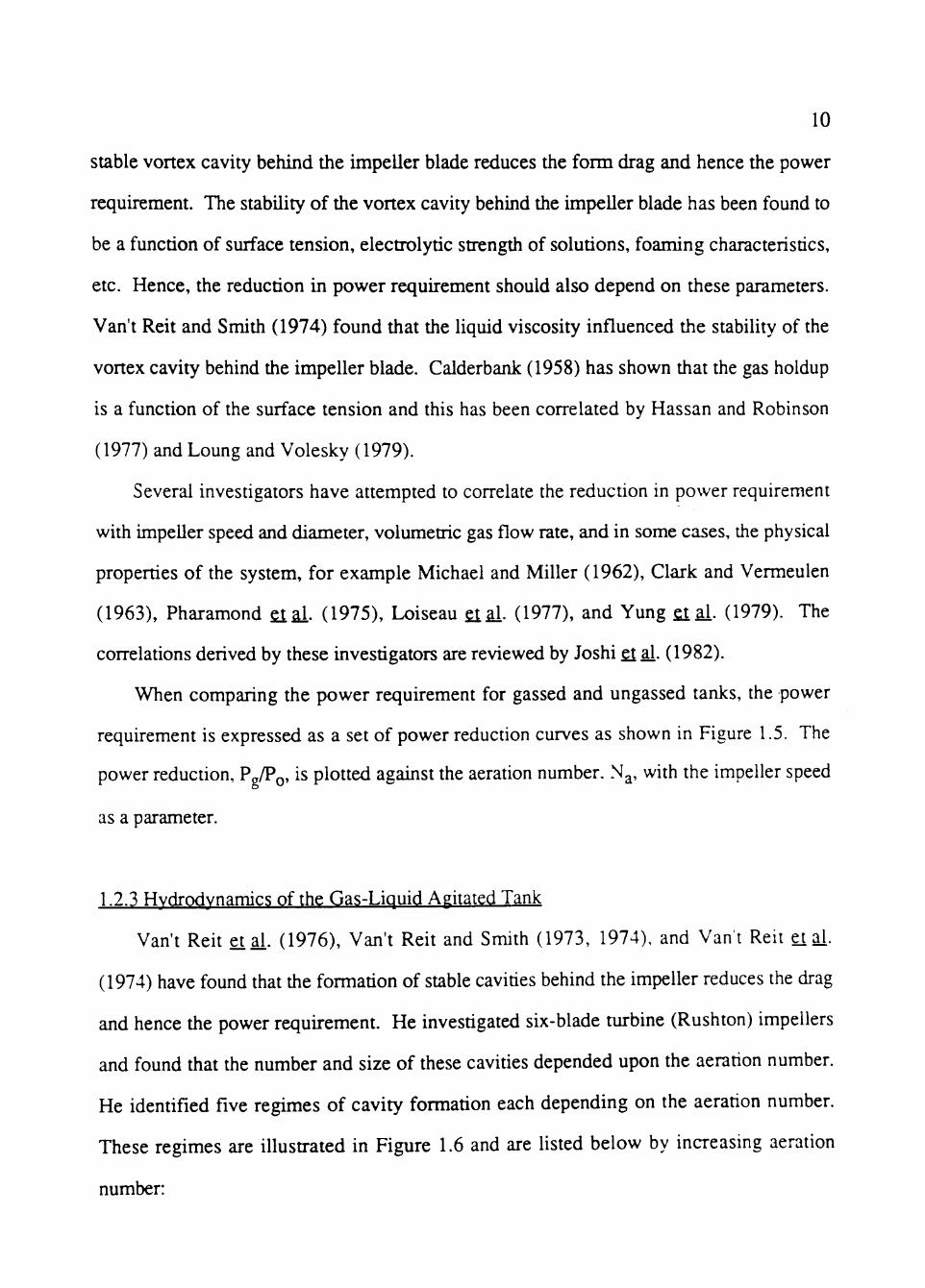
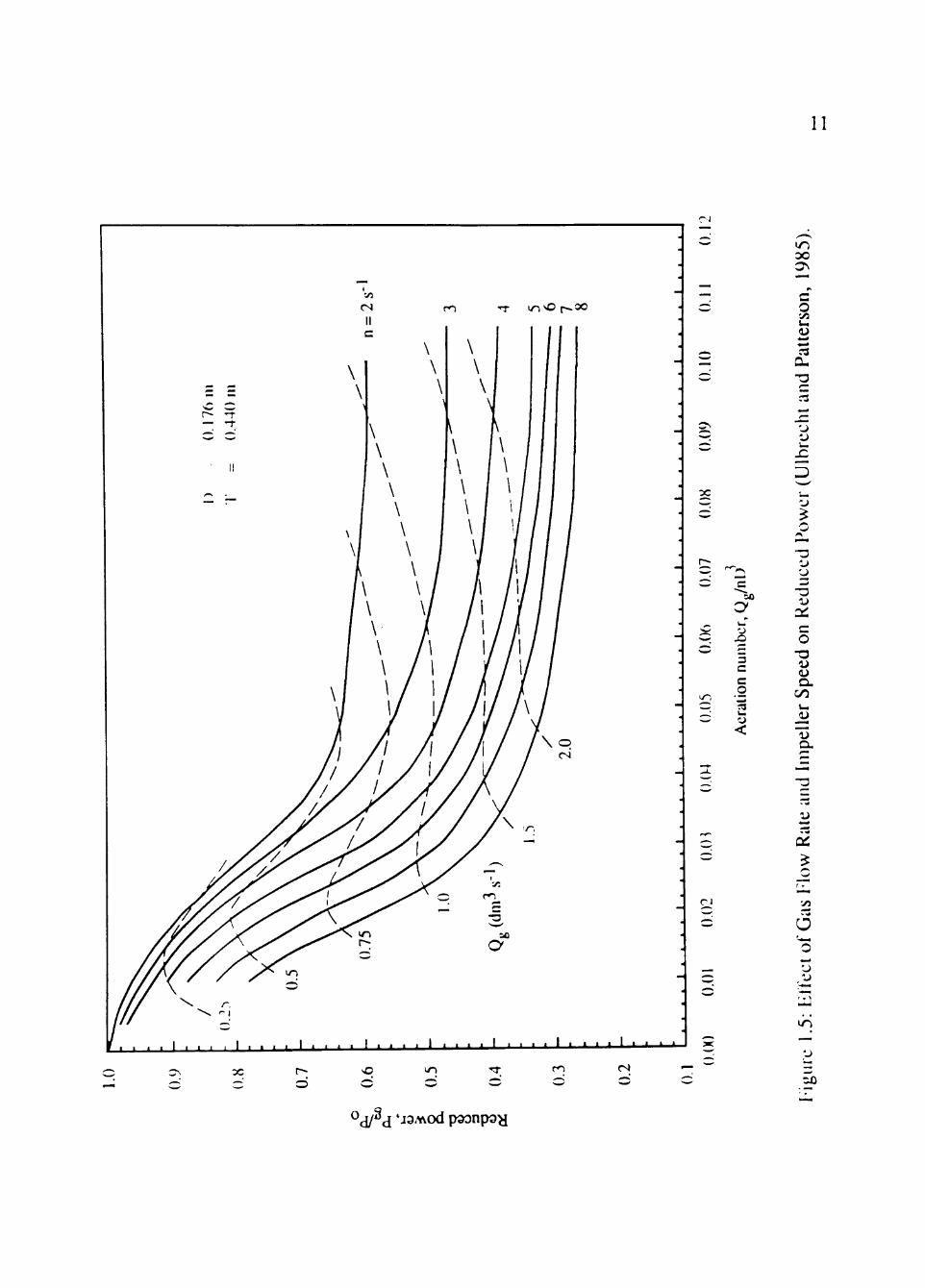
When comparing the power requirement for gassed and ungassed tanks, the power
requirement is expressed as a set of power reduction curves as shown in Figure 1.5. The
power reduction, Pg/Po> is plotted against the aeration number. N^, with the impeller speed
as a parameter.
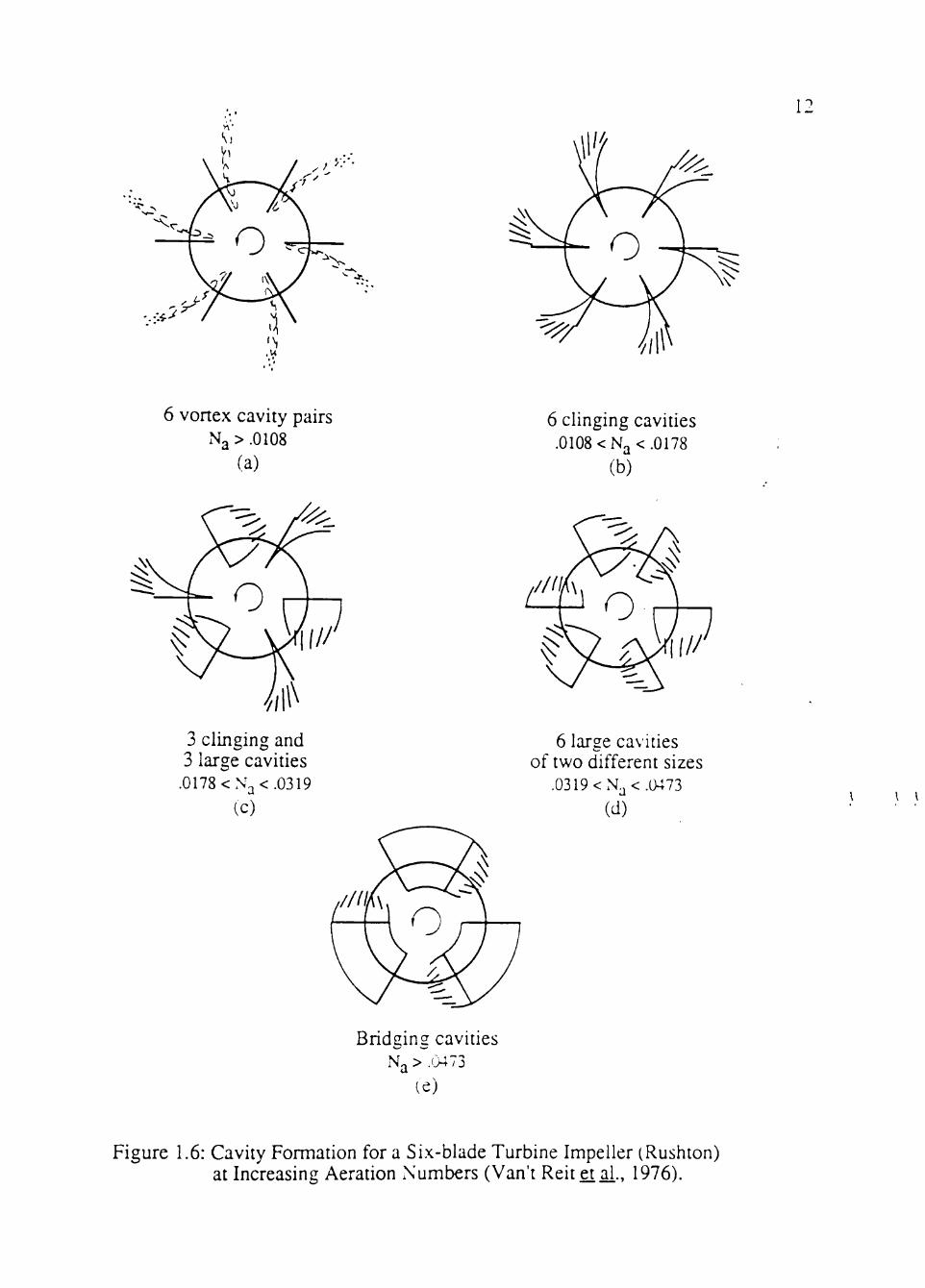
1.2.3 Hvdrodvnamics of the Gas-Liquid Agitated Tank
Van't Reit et al. (1976), Van't Reit and Smith (1973, 1974), and Van't Reit ei al-
(1974) have found that the formation of stable cavities behind the impeller reduces the drag
and hence tiie power requirement. He investigated six-blade turbine (Rushton) impellers
and found that the number and size of these cavities depended upon the aeration number.
He identified five regimes of cavity formation each depending on the aeration number.
These regimes are illustrated in Figure 1.6 and are listed below by increasing aeration
number:
11
rJ
_ -x
" ' - > "c
w u
JD /
nun
c _g ?: k .
<
un oo ON —~
^ r^
o -ys U i
« ^ : Cu •o
r -
ri ^^ '.J iJ u.
SL - :D
~ - u« --) ^ / , ^ n
* i ^ *
-a "-> ' v j
-
Red
r"
o
eed
Q. 00
b«
JJ 13 a.
C )
P
lis
5)
°cl/^d 'J3'^od psonpoy
12
6 vonex cavity pairs >.0 (a)
Na > .0108
3 clinging and 3 large cavities
.0178<N3<.0319 (C)
Bridging cavities
le) Na > .13473
6 clinging cavities .0108
/"fC 1^
<Na< (b)
^
o , / / ^
.0178
4 "*•*"* \
^u>J
6 large cavities of two different sizes
.0319<N3<.0473 (d)
\ \
Figure 1.6: Cavity Formation for a Six-blade Turbine Impeller (Rushton) at Increasing Aeration Numbers (Van't Reit et ai-, 1976).
13
a) Six pairs of vortex cavities; one pair for each blade,
b) Six clinging cavities,
c) Three large cavities alternately positioned witii respect to three clinging cavities, the
"3-3 configuration,"
d) Two groups of three large cavities with larger and smaller cavities on successive
blades, and
e) Three bridging cavities arranged symmetrically and filling the space between
alternate blades. This condition is also called impeller flooding.
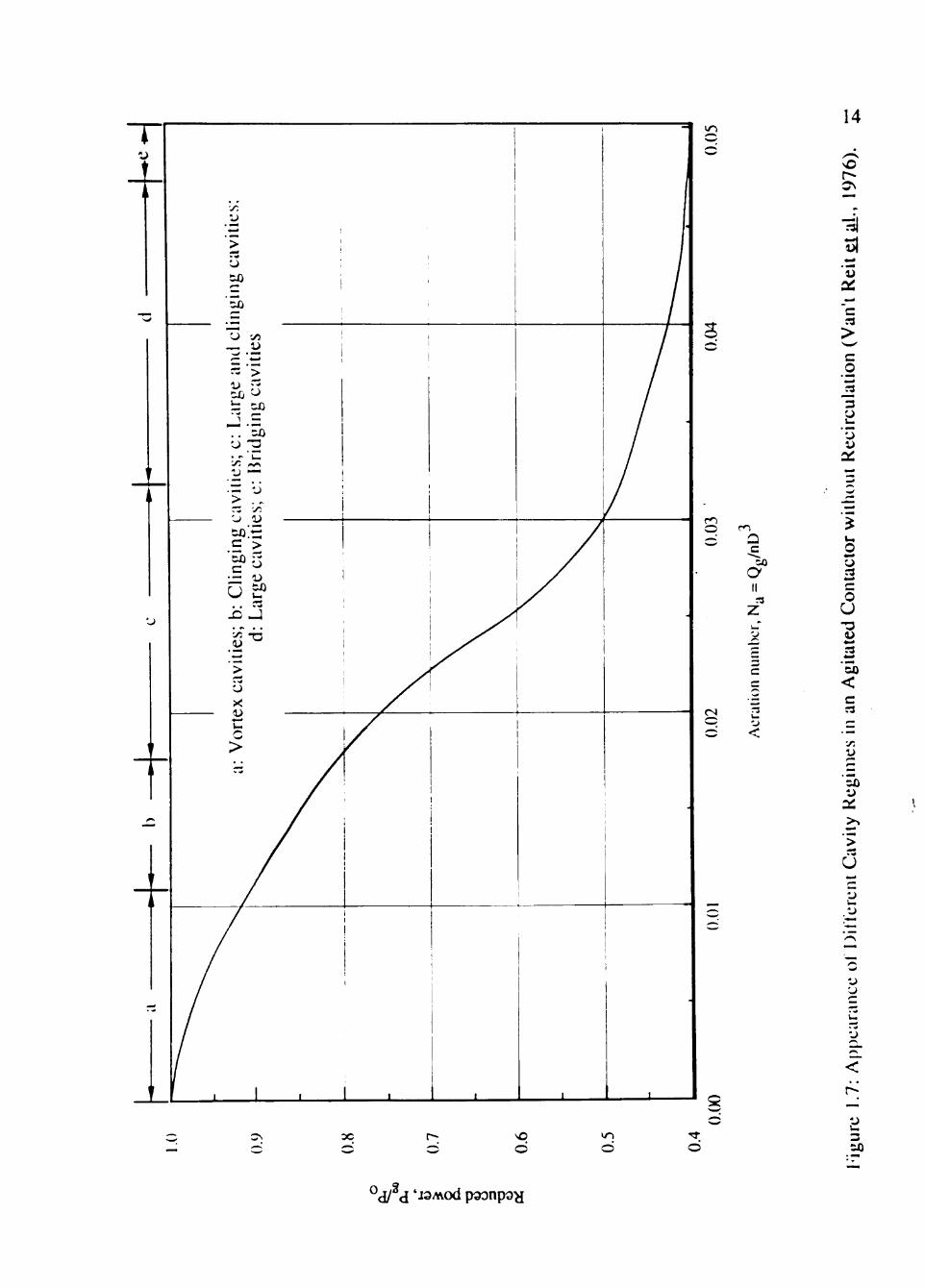
According to Bruijn £l al- (1974), it is possible to isolate the effect of cavities on the
power requirement if the recirculation of the gas is prevented. This was done by placing
the impeller in a large vessel ensuring the sparged gas passes through the impeller region
only once before escaping to the liquid surface. Thus, the reduction in power only depends
upon the type and size of the impeller. Figure 1.7 shows various cavity regimes on a
power reduction curve. If recirculation of the gas is permitted, the shape of the power
reduction curve will depend upon other geometric factors such as tank dimensions, baffle
type, etc. Typical power reduction curves are shown in Figure 1.5.
More recently, the subject of impeller flooding and cavity regimes and their effect on
power reduction, gas recirculation, etc., has been investigated by Dim and Ponter (1971),
Masheklar and Soylu (1974), Warmoeskerken and Smith (1984), and Dickey (1979).
1.2.4 Gas-Liquid Mass Transfer
One of the objectives of all gas-liquid agitated tanks is to transfer a component from
the gas phase to the liquid phase by absorption. The rate of mass transfer rate is usually
expressed as the amount of gas absorbed per unit volume of dispersion per unit time. This
rate is a function of the gas-liquid interfacial area per unit volume of liquid, a, and the
m 14
sO
151
"c >
C
_o _^ 3 k.
a:
r*l O
^
<N
*
^ M
:~
r-i
c i O
a II a
z u«
^ • ^
c c
•^ r3
'-» <
> >
tor
CJ r3
c O U -o :3
• « M
CO < c r3 • M
cm C
avit
y R
egim
es i
k_ 'J
y
u
<
d vn
d d 3 5X)
°d/^<I 'J3Avod p^onpo^i
15
concentration driving force, ( C ^ Q - C^^^). The overall liquid-side mass transfer
coefficient, KL, is defined by the relationship,
NA = KL a (CAG - CAL),
where C^G is the concentration of solute A in the bulk gas and C^L is the concentration of
the solute in tiie bulk liquid.
Usually the performance of an agitated contactor is determined by study of the product
of the interfacial area and the mass transfer coefficient, written as KLa. One of the most
common methods to determine KLa is the sodium sulfite method originally used by Cooper
et al- (1944). This method has been used by Chain and Gualandi (1954), Elswonh eiai-
(1957), and others because it is simple, inexpensive and the results are rehable. Using this
method, the rate of gas absorption is determined for a known driving force, thus the
product KLa can be calculated.
1.2.5 Surface Aeration
Surface aeration is the entrainment of gas into the liquid from the freeboard above the
liquid surface. In most applications surface aeration is ignored when designing a contactor.
In the fermentation industry where the effects of surface aeration are important, contactors
are designed to enhance surface aeration. Calderbank (1959) pointed out that surface
aeration increases the gas hold-up in the contactor, thus increasing the gas-liquid interfacial
area. Despite this, very few studies on the effects of surface aeration and power
requirement have been published.
Matsumara et ai. (1977) studied surface aeration rates with a Rushton turbine in a tank
with four vertical baffles. The following conelation was proposed,
- ^ = 1.913 X 10-3 (^)-2.2 (JlDi^O.. ("_!5!P1)..38 ( " ^ ^ 7 ^ 6 . 4 , 1 - ri nD HH,O O S '
16
where r\ = QE/ (QE + Qg), and Qg is the volumetric flow of the sparged gas and Q^ is the
volumetric flow rate of the entrained gas.
Metha (1970) has studied mass transfer coefficients enhanced by surface aeration. He
obtained values of interfacial area, a, and liqiud-side mass transfer coefficient, KLa, using a
six-blade Rushton turbine. The values of a and KLa were found to vary between 125 - 325
m^/m^ and .08 - .2 s*^ respectively, when Pg/Po was varied in the range of .017 to 41.11
kW/m^.
Zinzuwadia (1987) indicated that when horizontal baffles are used surface aeration
caused an increase in gas holdup and a decrease in the power requirement when compared
to tanks of standard design.
\ \
CHAPTER 2
THEORY
The objective of this investigation is to identify key parameters which affect tiie mixing
performance of gas-liquid agitated tanks with horizontal baffles. The mixing performance
is determined by considering the needed agitation power and the gas-liquid mass transfer
coefficient. The theoretical basis for the experimental methods and the calculation
procedure used in this investigation are developed below.
2.1 Determination of the Gas-Liquid Mass Transfer
Coefficient
The following analysis considers the definition of the mass transfer coefficient and
how it can be determined experimentally. This theory was first developed by Danckwerts
and Sharma (1966, 1970) and is a commonly accepted theory for gas-hquid reactions.
Consider a system where a gaseous component A is in contact with a liquid phase and
is being absorbed into the liquid phase as shown schematically in Figure 2.1. The rate of
mass transfer of solute A can be limited by the resistance at the interface. This resistance
can be modeled as consisting of two components, a gas-phase resistance and a liquid-phase
resistance, both of which are assumed to be controlled by molecular diffusion. Two
different mass transfer coefficients can be defined, one based on a liquid-side concentration
difference and the second on a gas-side concentration difference. The gas-side mass
transfer coefficient without chemical reaction, kG*, is defined as,
NA = ^C'CPAG - PAi)' (--1)
where N^ is the molar flux of A (mole/cm^ s), p^G is the partial pressure of A in the bulk
17
18
-a '5
v,^
• 1
X 3
CQ
U (U vo CO
a.
<
'J
3 "
CO
O
yt
d
<
J U;
<
-y C/5 — C3 3 .C
d a-
19
gas, and p^j is the partial pressure of A at the gas-liquid interface. The liquid-side mass
transfer coefficient witiiout chemical reaction, kL° (cm/s) is defined by,
NA = kY^C^-CAL) , (2.2)
where C^j is the concentration of solute A at the interface and C^L is the concentration of
solute A in the bulk liquid phase (mole/cm^).
Since it is difficult to measure the concentration at the interface, it is convenient to
express the flux in terms of the difference between the two bulk concentrations. This is
done by introducing an overall mass transfer coefficient. There are two overall mass
transfer coefficients each depending on the units of the driving force used. The overall
liquid-side mass transfer coefficient, KL, is based upon liquid concentration differences
and the overall gas-side mass transfer coefficient. KG, is based upon gas concentration
differences (partial pressures). They are both related and defined as follows,
NA = KL (C*AG - CAL) = KG (PAG - P*AL) • (2-3)
where C*^G is the concentration of the liquid which would be in equilibrium with the bulk
gas, p; G' ^"^ P*AL is the partial pressure of the gas which would be in equilibrium with
the bulk liquid, C^j^.
It is a well accepted assumption (Lewis and Whitman, 1924) that at the interface p/^\ is
in equilibrium with C/^L' thus, using Henry's law,
PAi = H C^i , (2.4)
where H is the Henry's law constant. We can use Henry's law to relate the bulk gas
concentration of solute A to its equilibrium concentration according to,
PAG = H C\\G • (2.5)
The liquid-side overall mass transfer coefficient can be written in terms of the individual
gas/liquid film mass transfer coefficients. Rewriting (2.3) as,
NA = KL [(C*AG - CAi) + (CM - CAL)] • (2,6)
Using (2.2) and (2.1) we can write.
20
NA . . . . . _ N A (CAI - CAL) = j ^ and (p^G - PAi) = j^« •
By substituting into (2.6) we obtain,
NA = KL[(C*AG-CAi) + ^ ] . (2.7)
Now, we can express C ^G tid C^j in equations (2.5) and (2.6) to obtain,
P* PAG _ , p _PAi ^ AG - H ^na ^Ai - ^ •
Substituting these expressions into (2.7) and factoring H we obtain.
NA = K L [ p j ( p A G - P A i ) + ^ ] = KLLPJ ^ + ^ ] . (2.8)
which reduces to.
J \__ _l_ KL - kG°H ^ kC • (2.9)
In a similar way, we obtain the gas-side overall mass transfer coefficient, KG (moles/cm^ s
kPa), as,
i = i if • ( '" For relatively insoluble gases (e.g., oxygen in water), the Henrys law constant is
very large making the first term on the right-hand side of (2.9) negligible. Thus KL is
approximately equal to kL°. Physically, this means that the liquid-side resistance is the
dominating resistance for mass transfer.
Hiegbie (1935) developed a film theory for the resistance to mass transfer from gas to
liquid. His theory states that any drop in concentration occurs in a nanow liquid region
near the interface and the concentration profile is assumed to be linear.
The mass flux of .A in the liquid can be expressed as,
where D^ is the diffusion coefficient of A in the liquid. Since the concentration profile of
21
A in the liquid film is assumed to be linear and occurs over a penetration depth of 5,
defined by Hiegbie's film theory, then the slope of the concentration profile at steady state
is constant and is given by.
dC. dx
C A J - C A T
x=0 = ^ - ^ • (2.12)
Substituting (2.11) into (2.12) we obtain,
NA = y (CAi-CAL) • (2.13)
Combining (2.13) and (2.2) gives.
, c D A kL = - ^ .
which means that the liquid-side mass n^ansfer coefficient is equal to the diffusivity of A in
tiie liquid divided by the liquid-film tiiickness.
Thus far we have considered mass transfer through the interface where there is no
chemical reaction involved. Now consider a situation where A reacts in the liquid phase to
form liquid products according to the ineversible reaction,
A(g)-HC(l) -producisd) .
Assume the reaction is first order with reaction rate constant, k, defined by,
(-rA)L = kCA
where (- ry )L is the local rate of consumption of A in the liquid phase (mole/cm^ s) and C/^
is the local concentration of A (moles/cm^).
If the reaction rate is fast in comparison with the diffusion rate, all the A reacts before
diffusing to the other side of the liquid film. In such a case the concentration profile of A in
the liquid film is not linear. Using the diffusion film theory, Danckwens and Sharma
(1966) developed an equation for the concentration profile for absorption accompanied by
fast chemical reaction. The slope of the concentration profile at the interface is given by.
dC, dx
22
(CAi - CAL) ,^,.. x-0 VDA/k
Substituting (2.14) into (2.11) we obtain.
N A = VD^k ( C A , - C A L ) • (2.15)
Now, by comparing (2.15) with (2.2) it can be seen that the term V^^k may be considered
the liquid-side mass transfer coefficient for gas absorption with chemical reaction, kL,
where,
kL = VD7k . (2.16)
The enhancement factor, (p, is defined as the ratio of the mass transfer coefficient with
chemical reaction to the mass transfer coefficient without chemical reaction. By dividing
(2.15) by (2.2) we obtain,
•P = i ^ = T Z ^ • (2.17)
When cp > 2, all the A reacts in the liquid film and CAL '^^ CAJ (Hatta, 1932, Sherwood
and Pigford, 1952, and Van Krevelen and Hoftijzer, 1948). So (2.15) can be reduced to.
NA = VDAk CAi =kLCA. • (2.18)
For a weak solute, Henry's law can be applied to relate the interface concentration to the
partial pressure of the solute. Using (2.8) and substituting into (2.18) we obtain.
NA = k L ( l f ) - (2.19)
According to Lewis and Whitman (1924), for a solute of low solubility, the partial pressure
of the solute at the interface is, for most practical purposes, equal to the partial pressure of
the solute in the bulk gas phase. This is because the gas film offers negligible diffusional
resistance compared to the diffusional resistance in the liquid film. Thus, (2.19) becomes,
NA = I C L 2 ^ . (2.20)
23
Let us now assume that the gas-liquid reaction is being carried out in an agitated
contactor in which gaseous A is being dispersed in liquid. Let us examine a small volume
element of this dispersion, dV^, as shown below.
If the volume fraction of the gas bubbles (void fraction) is denoted by £, the volume of
liquid, dVL, in the dispersion is given by,
dVL = (l-e)dVD.
Let the gas-liquid interfacial area per unit volume of dispersion be "a" (cm^/cm^), then
at steady state the rate of absorption in the volume element, dVp, is tiierefore.
NAadVD = ( k L ^ ) a d V o (2.21)
Since all the A is reacted within the liquid film we know that the local reaction rate is equal
to the absorption rate,
(-rA)L(l-e)dVD = NAadVD.
Substituting (2.22) into (2.21) we obtain,
(-rA)L(l-e)dVD = k L ( ^ ) a d V D
(2.22)
(2.23)
Reananging (2.23) gives,
^L^ PAG (- rA)L dVo =
1 - e H dV D (2.24)
Now, integrate (2.24) over the entire tank volume,
24
r
%
( - rA)LdVD = r M PAG
V'r 1 - e H
dV D (2.25)
D
The left-hand side of (2.25) is the overall rate of reaction which can be determined
experimentally. To integrate the right-hand side, the variation of all terms within the
contactor should be known. The Henry's law constant, H, is only a function of
temperature and (2.16) relates kL to the reaction rate constant, k, and to the diffusivity. DA-
At isothermal operation both k and D A are constant and they may be pulled out of the
integral.
( - r A ) L d V D = ^ H rPAG a
D
dV
V. 1 - e
D (2.26)
D
Dividing both sides of (2.26) by the total volume of the dispersion, V^, we obtain.
V D (- rA)L d V o ] = HV
rPAG a D
D
dV
V D
1 - e D (2.27)
When integrated, the left-hand side of (2.27) is the overall average rate of
A consumed per unit volume of dispersion. This quantity is denoted ( - r^ JD ^"d can be,
determined experimentally. Thus, (2.27) becomes.
( - ^A )D = r
H V D
V'r
P A G a
1 - e dV D (2.28)
D
Metha and Sharma (1971) have shown that for gas-sparged agitated tanks there is
considerable recirculation of the gas in the dispersion. Thus, the partial pressure of A can
be taken as the average partial pressure. Considering this, (2.28) becomes.
( - - X _ ^L PAG,avg 'A )D - H V D
Vr 1 - e
dVo . (2.29)
D
Now, define an average interfacial area per unit volume of dispersion as.
^ = V D
25
I r a
1 - e dVo , (2.30)
and substituting (2.30) into (2.29) we obtain.
By rearranging (2.31) we get.
, . ( - rA)DH kLa = . (2.32)
^ PAG,avg ^ ^
As mentioned above, for a fast chemical reaction compared to diffusion rate, the
liquid-side mass transfer coefficient, kL, is equal to the overall liquid-side mass transfer coefficient, KL, SO (2.32) is written as.
( -fA )D H
The term KL^' is often used to evaluate mass transfer performance in gas-liquid
agitated vessels. This equation is used as the basis for the calculation of the overall liquid-
side mass transfer coefficient.
In this investigation we determine the mass transfer rate by a chemical method based
on a reaction between oxygen and sodium sulfite a method commonly used in studies of
this type (See, for example, Elsworth si ai., 1957). In the presence of a cupric ion catalyst
(Cu"*"" ), sodium sulfite is oxidized to sodium sulfate according to,
2 SO3-2 + O2 — 2 S04-^ .
It has been shown that the reaction is fast and at sulfite concentrations above .01 molar the
conversion rate is first order in oxygen and independent of sulfite concentrations (Fuller
and Christ, 1941, and Schultz and Gaden, 1956). The local rate of reaction can be
expressed as,
(-r02)L = k C02 .
26
From stoichiometry tiie consumption of one mole of oxygen results in the oxidation of
two moles of sulfite ions. Therefore, the rate of change of sulfite concentration in the
liquid can be related to the rate of consumption of oxygen by,
d[S03-2] ^ , - dt = 2 ( - r o 2 ) L . (2.34)
Since the tank is well-mixed, the concentration of sulfite ion is uniform throughout the
tank. To convert tiie local rate of oxygen consumption based upon the liquid volume.
( • ^02 )L ' o ^ ^ based upon dispersion volume, ( - TQ )Q, the right-hand side of
(2.34) is multiphed by (ViyVL). Therefore, (2.34) becomes.
-7n
and.
d[SOv-] , , Vr> - ^ = 2( - ro2)D v7- (2.35)
-2^ 1 VL d[S03-^] ( - ^ 0 2 ) D = - 2 v ^ - ^ r ^ - (2-36)
This equation is used for calculating the rate of oxygen reaction in (2.33).
The average partial pressure of oxygen in the gas phase is determined by writing an
oxygen balance over the dispersion. In symbolic notation this can be written,
"O2 in - "02|out = ( - ^02 ) D ^ D •
Assuming ideal gas behavior, a well mixed dispersion, and rearranging we obtain.
OCT in (" ^^2 ^D ^ D P02avg =[ ^ + — o ] R T, ,g. (2.37)
^ ^ Vg,out ^g.out ^
All quantities on the right-hand side are calculated or measured, thus the average partial
pressure is calculated. For a detailed derivation of this equation refer to Appendix B.3.
This equation is used to determine the average partial pressure of oxygen in (2.33).
The Henry's law constant for an oxygen-water system is determined from oxygen
solubility data found in the literature. Since the solubility of oxygen in water is a function
27
of the temperature, the Henry's law constant is also expressed as a function of temperature.
Using the solubility data the Henry's law constant is expressed as follows,
T508.807, H = 126,361 e " ("J^ ) ' (2.38)
avg
where H is in atm l/mole. This equation is used to determine H in (2.33). For a derivation
see Appendix B.2.
CHAPTER 3
EXPERIMENTAL EQLTPMENT AND PROCEDURE
The experimental system used in this investigation was designed to allow
measurements for the determination of both the mass transfer coefficient and the power
requirement at different baffle configurations and tank operating conditions. The following
considerations were applied in the design of the system, (i) utilization of existing
equipment, (ii) ease of operation, and (iii) availability of financial resources. The final
design of the system was, for the most pan, similar to that used by Zinzuwadia (1987).
3.1 Equipment Description
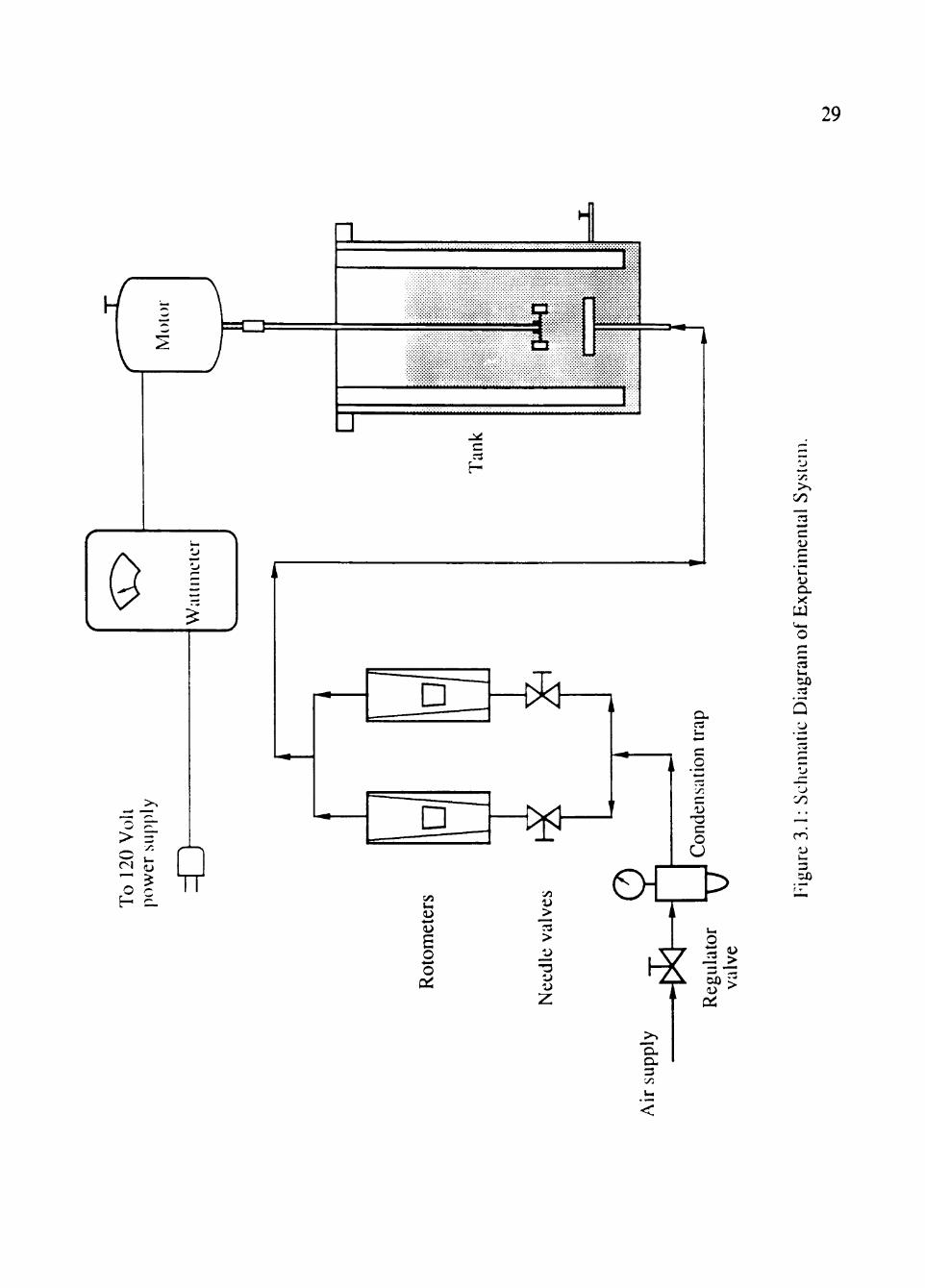
A schematic diagram of the experimental system is shown in Figure 3.1. For
convenience, the description of the system is divided into four main portions, (i) tank and
baffle assembly, (ii) gas supply, (iii) agitator, and (iv) supplemental equipment.
3.1.1 Tank and Baffle Assemblies
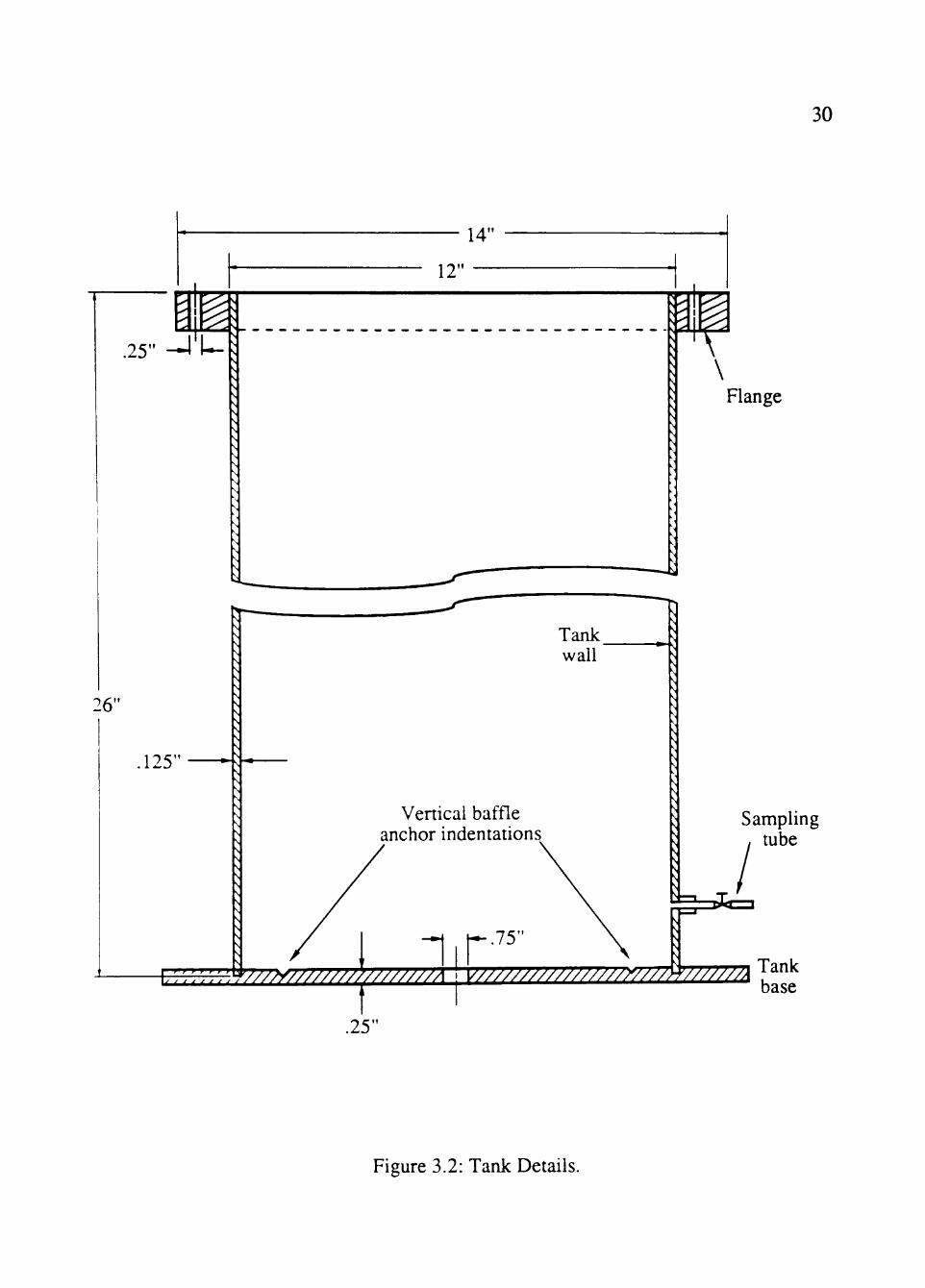
The tank used is the same as the one used by Zinzuwadia (1987) except for several
modifications for mounting the baffles. Figure 3.2 provides the main dimensions of the
tank. The tank walls, base, and flange were constructed of transparent polyacrylic
(plexiglass). The tank wall was constructed from a 26" tube, 12 " OD, and thickness of
.125". The tank base was made of a circular sheet .25" thick and 13.5" in diameter. The
tank wall and base were fused together with a chemical solvent. A .75" hole was drilled at
the center of the base for insertion of the sparger ring. A sampling tube and a valve were
mounted to the tank wail about 2.5" from the base.
28
29
>
r-1 ^" o H
"T
\r.
^ ( <—
n
0.
IJ
* * a * M M M M « M M M M *
MM***MM-rtM«te
r3
I t
s O
o
_>
>
Z
« .2
-a c o U € ^ ^
•y ;
c
Q. X
t _
r3
CJ
Si)
3
<
30
14"
12"
.25" -^ ^
26"
125" s
\
Flange
Tank wall
Vertical baffle anchor indentations
V
Sampling tube
1 K-.75"
y,±LUjj,i^yyy^yyyyyy/y;^yyyyyyyA V////////W////77>7777y^
\ \ \ \
Ji—I
YZZZm ^-^
.25"
Figure 3.2: Tank Details.
31
The flange at the top of the tank was made of a circular .5" thick circular ring, 14" in
diameter. The ring was fused flush at the top of the tank. Six .25" holes were drilled
approximately .25" from the outside edge of the flange to enable mounting of the baffles.
Four of the holes were drilled 90* apart and were used to anchor the four vertical baffles.
The other two holes were 120' to either side of one of the four other holes and were used to
suspend the horizontal baffle assembly.
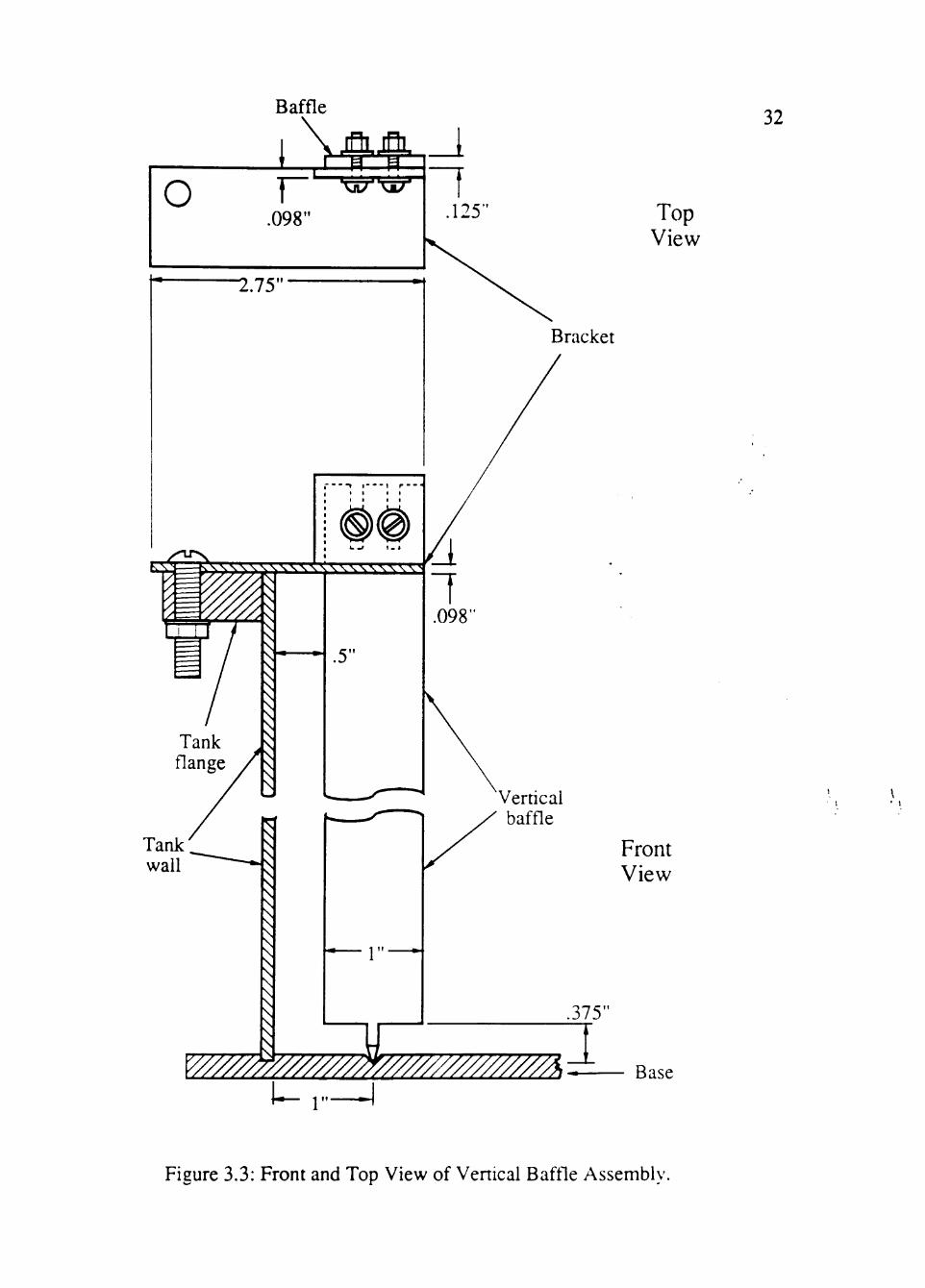
Vertical baffles were mounted individually as shown schematically in Figure 3.3.
Each vertical baffle was made of an 27" x 1" x .125" aluminum plate. The bottom of the
baffle was cut in such a way as to produce a pointed end which was inserted into an
indentation in the tank base located 1" from the inside tank wall. The top of each vertical
baffle was anchored with an L-shaped bracket as shown in Figure 3.3. The bracket was
made from a piece of 3" steel angle with approximately 1.75" of one side of the steel faces
removed. Two vertical slots, approximately 1" long, were cut into the top of each baffle to
allow mounting and adjustment of the baffle into the indentation. All metal components of
tiie vertical baffle assembly were coated with a non-oxidizing paint.
The horizontal baffle assembly was designed to allow for the use of two, three, or four
baffles, at two different baffle pitches and at different baffle submergence depths. The
design of the horizontal baffles is described in two pans, the horizontal baffle assembly
itself and the suspension unit.
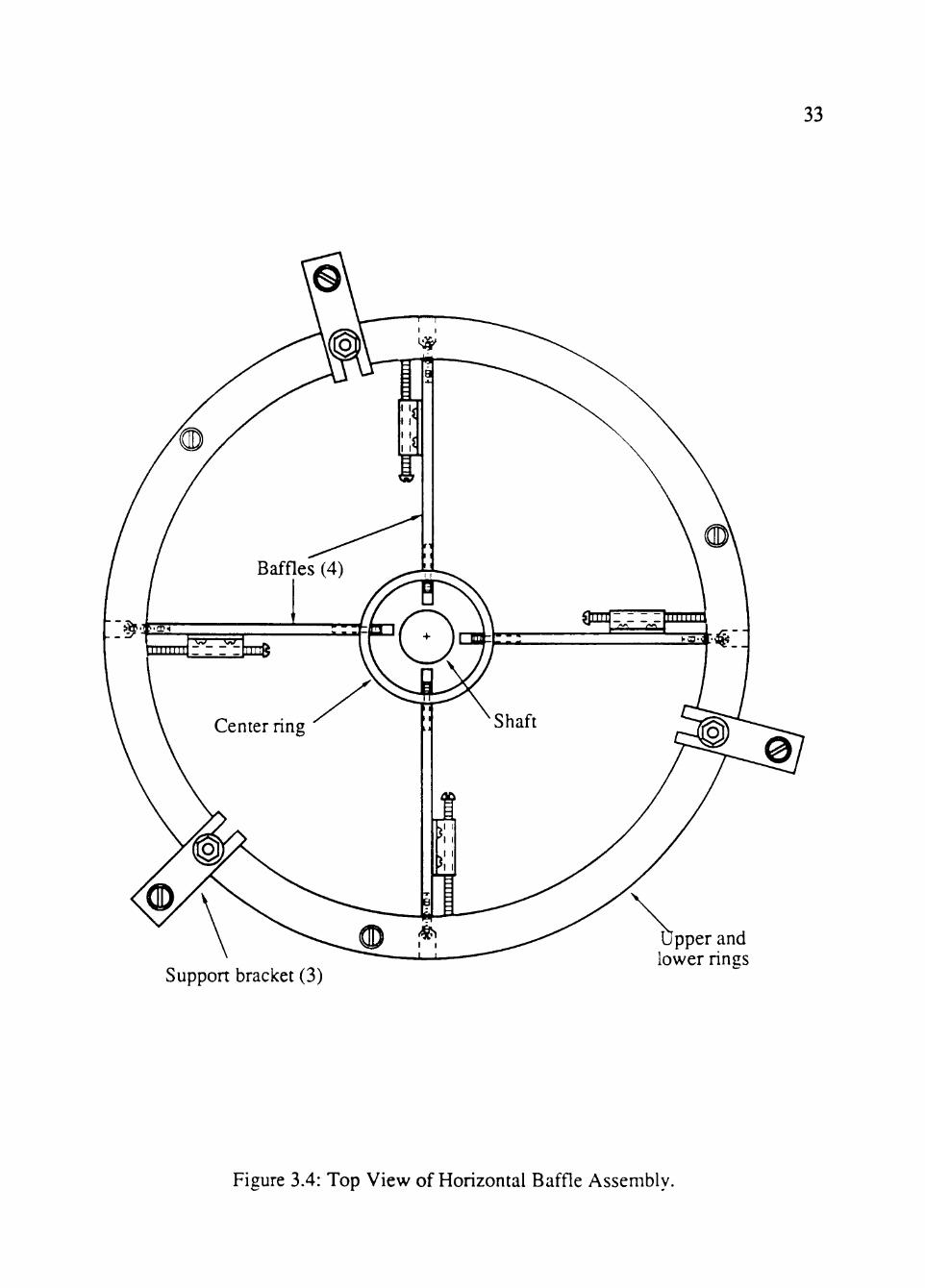
The horizontal baffle assembly consisted of an upper ring, a lower ring, a central (or
hub) ring, and the horizontal baffles themselves. A top view of the baffle assembly and
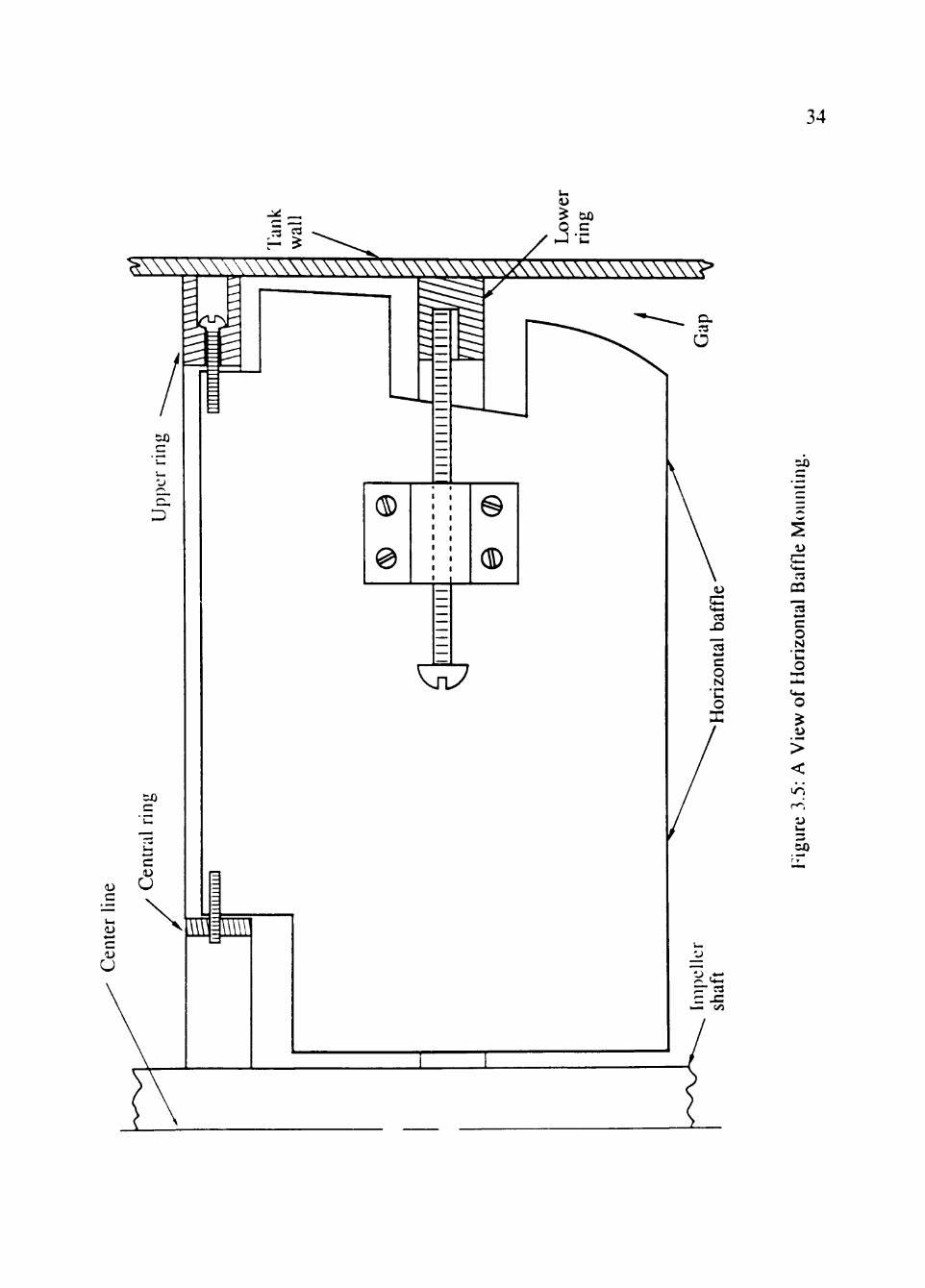
suspension is shown in Figure 3.4. Figure 3.5 shows how a horizontal baffle is connected
to the three rings. Each horizontal baffle was made from a 6" x 6" x .1875" aluminum
plate, witii the inside edge cut near the top to allow clearance for the central ring. The outer
edge of the baffle was cut in such a way to allow the baffle to be inclined at 45'. When the
baffle is oriented 90', a small gap between tiie outer edge of the baffle and the tank wall
Baffle
Bracket
32
Top View
Tank wall
Front View
.375'
mzm^m^/////////////////A^—» ase
Figure 3.3: Front and Top View of Venical Baffle Assembly
33
Suppon bracket (3)
pper and lower rings
Figure 3.4: Top View of Horizontal Baffle Assembly.
34
5 0
1>
c C3
CQ
c o N
o
> <
51)
35
develops as is shown in Figure 3.5. The baffle was connected to the central ring by a stud
which passed through one of the twelve holes drilled through the side of the ring. The
other edge of the baffle was anchored to the top ring by a small bolt. The bottom of the
baffle is held stationary by a bolt which is attached to the baffle surt'ace. This securing bolt
mates with a groove cut into the inside edge of the lower ring. Twelve round notches were
cut into the upper surface of tliis groove so that when the baffles were set at 90' the
securing bolt could be inset into the notch. This design permits the baffle to pivot at two
points allowing operation with different baffle angles.
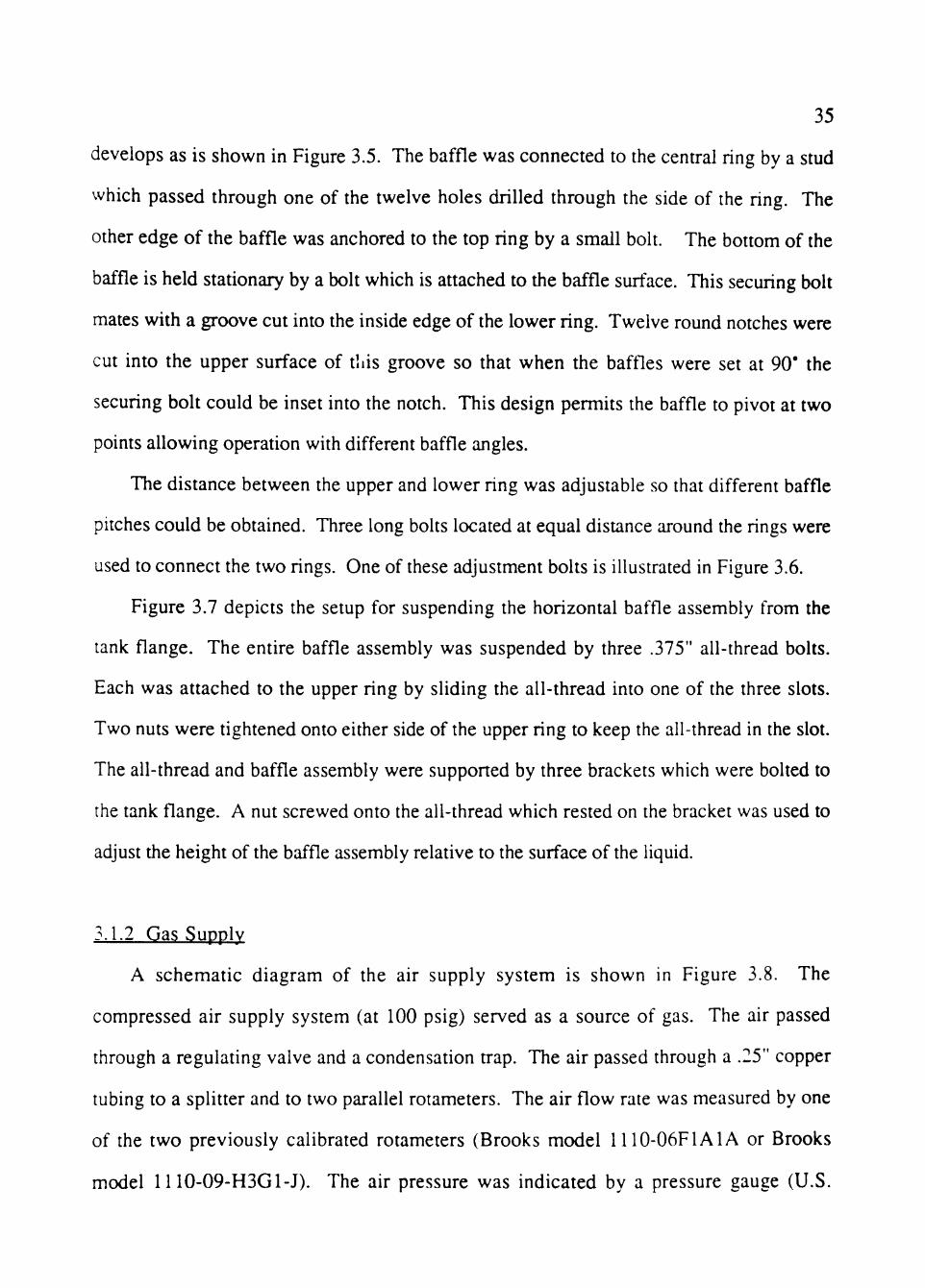
The distance between the upper and lower ring was adjustable so that different baffle
pitches could be obtained. Three long bolts located at equal distance around the rings were
used to connect the two rings. One of these adjustment bolts is illustrated in Figure 3.6.
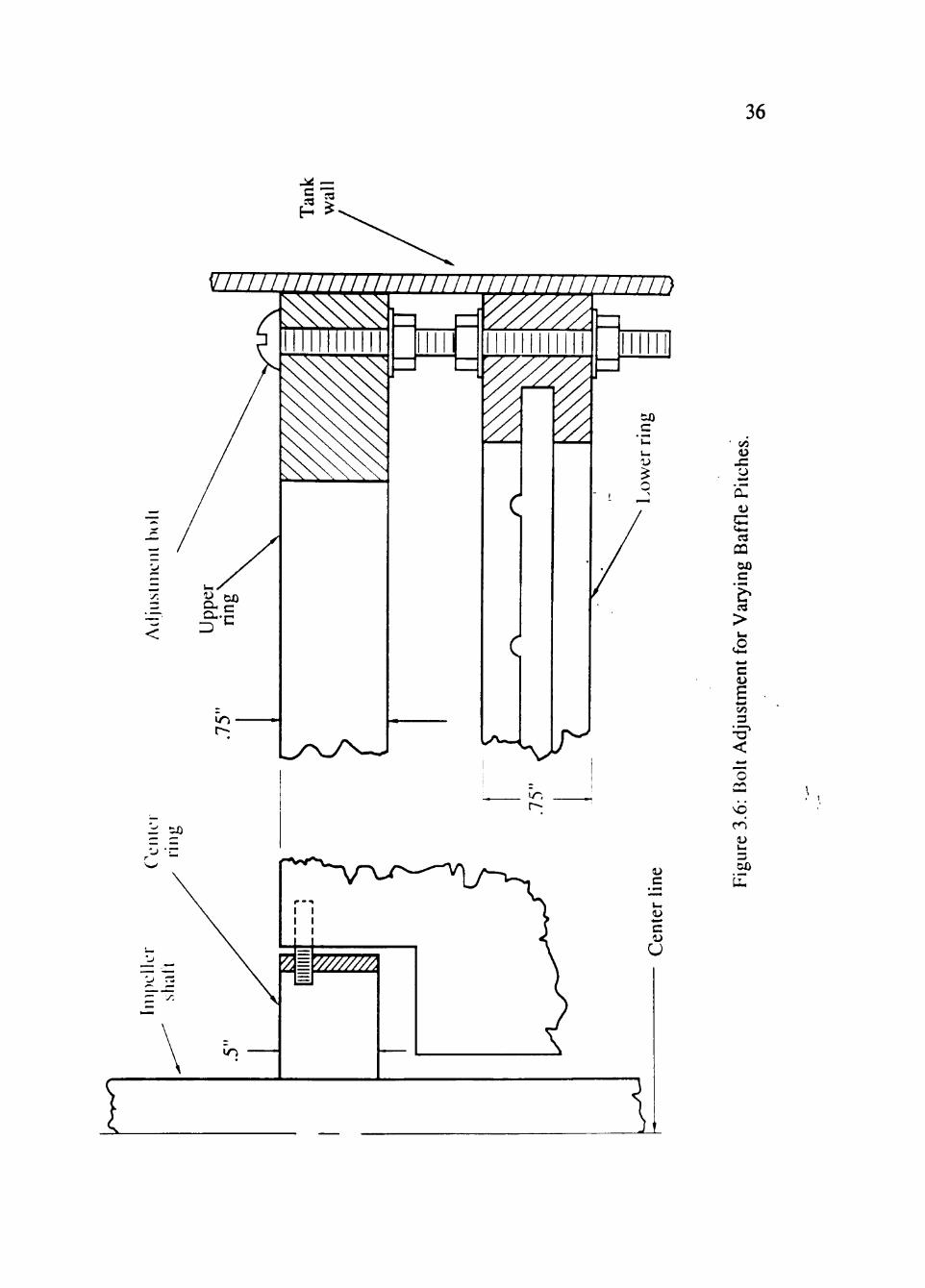
Figure 3.7 depicts the setup for suspending the horizontal baffle assembly from the
tank flange. The entire baffle assembly was suspended by three .375" all-thread bolts.
Each was attached to the upper ring by sliding the all-thread into one of the three slots.
Two nuts were tightened onto either side of the upper ring to keep the all-thread in the slot.
The all-thread and baffle assembly were supported by three brackets which were bolted to
the tank flange. A nut screwed onto the all-thread which rested on the bracket was used to
adjust the height of the baffle assembly relative to the surface of the liquid.
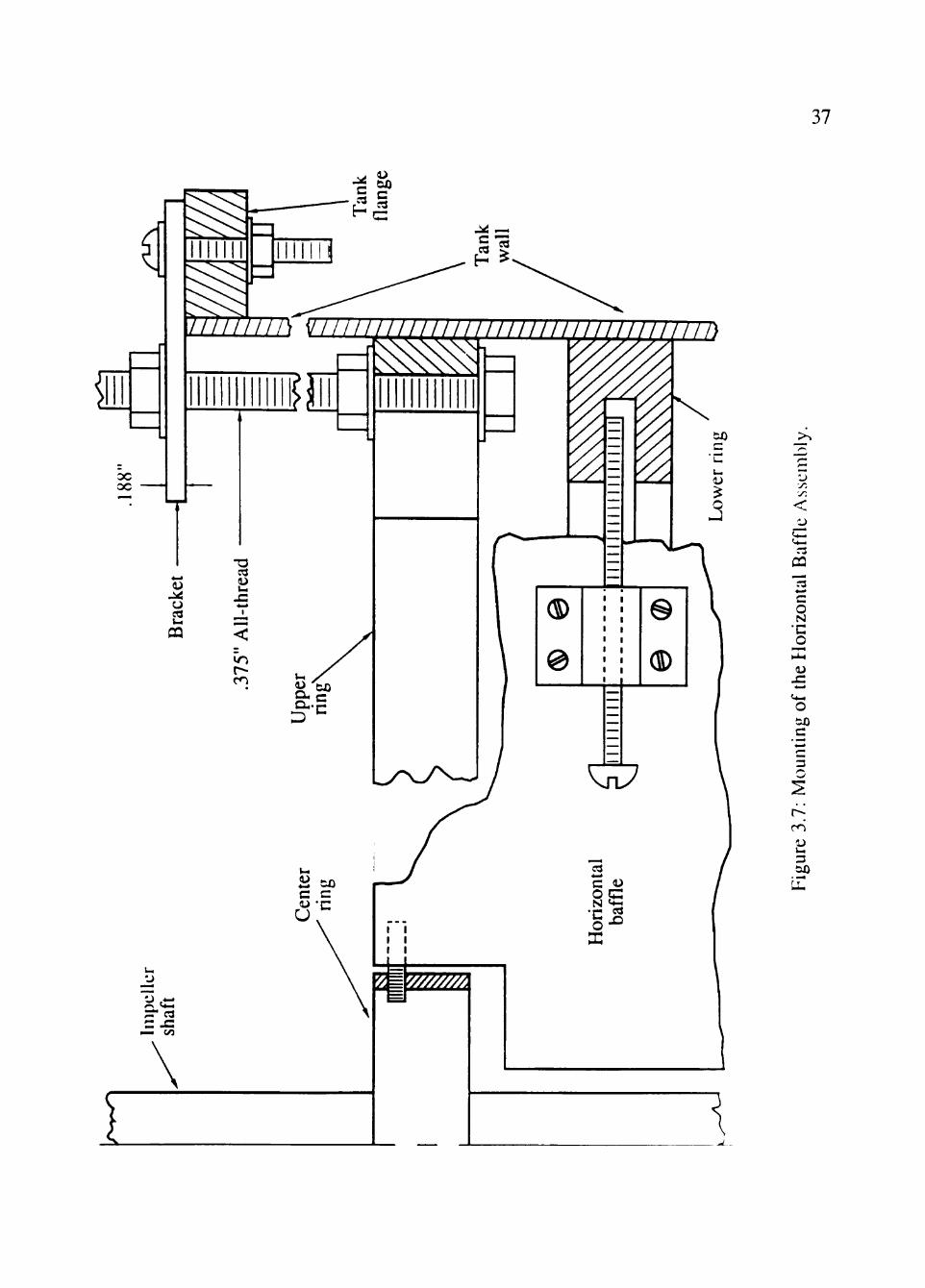
3.1.2 Gas Supply
A schematic diagram of the air supply system is shown in Figure 3.8. The
compressed air supply system (at 100 psig) served as a source of gas. The air passed
through a regulating valve and a condensation trap. The air passed through a .25" copper
tubing to a splitter and to two parallel rotameters. The air flow rate was measured by one
of the two previously calibrated rotameters (Brooks model 1110-06F1A1A or Brooks
model 1110-09-H3G1-J). The air pressure was indicated by a pressure gauge (U.S.
36
' C/5
C ( 4 -1
CQ &X)
c
>
c £
_3
<
ID l - i
OX)
37
•y.
<
C rs
c o N
•c o
o C
ax)
38
Tank
0
^ o 0 0
a * 0
0 <=
o 0
<t c
O
Sparger ring
Rotometers
Needle valves
-tJ} S
Regulator valve U
Condensation trap
Air supply
Figure 3.8: Schematic Diagram of Gas Supply.
39
Gauge Co. model Nl-11) mounted on the condensation trap. The two air lines joined and
the air passed through .625" vinyl tubing to the sparger ring supply pipe.
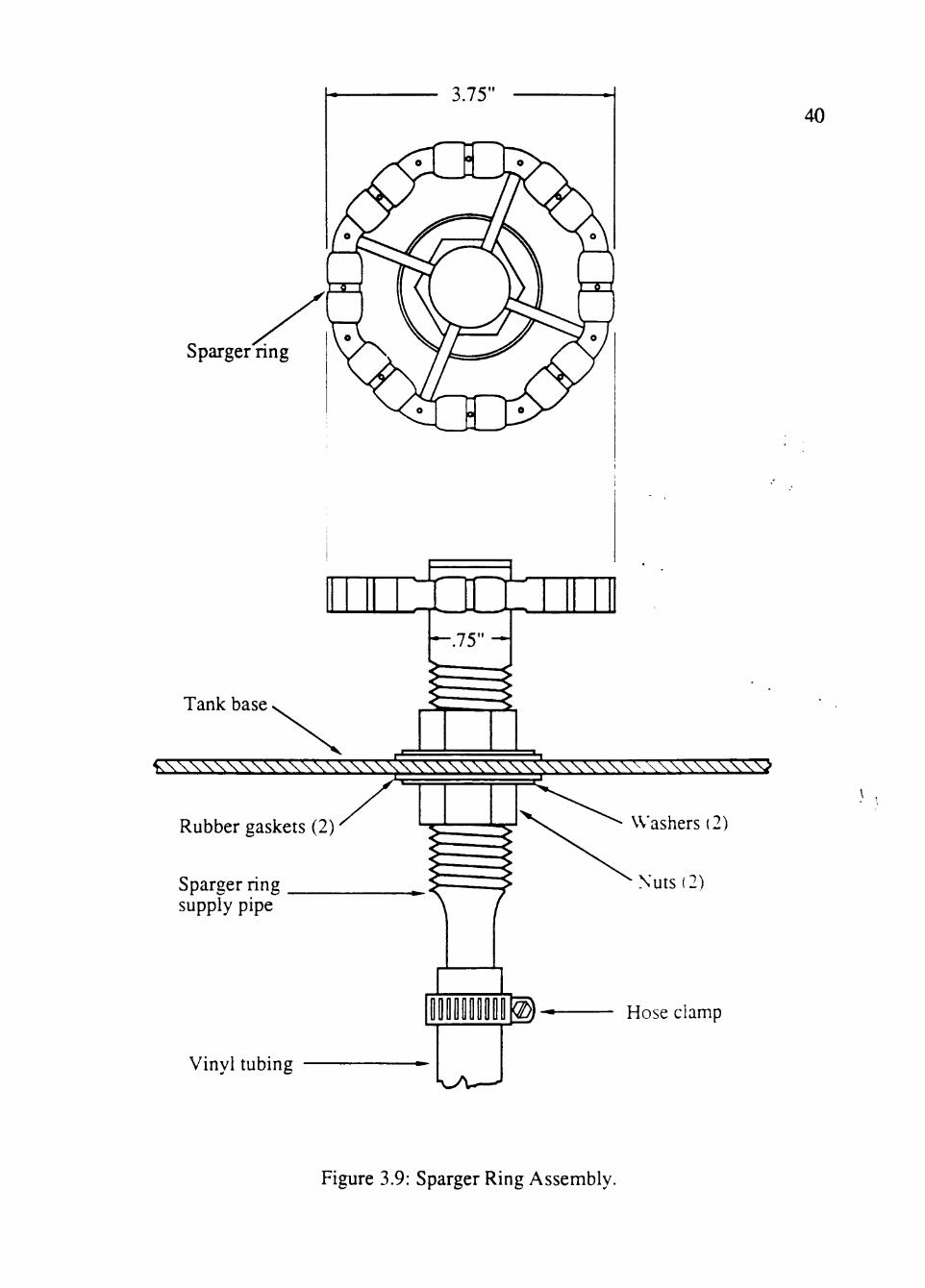
The air was injected into the tank through a sparger ring assembly shown in Figure
3.9. The air was fed into the assembly through a supply pipe constmcted from a brass rod
6.5" long and .75" in diameter. A .375" hole was drilled through the rod center and the
hole at the top was capped by soldering a small brass plate. External threads were cut to a
5.5" length of the brass rod to allow for the use of two bolts to mount the assembly to the
tank base. The sparger ring itself was constructed from eight 45° copper elbows (3/8") and
was soldered together to form an octagon. Two .03125" holes were drilled at the top of
each elbow and used as orifices for the injected air. Thus, the gas was injected from the
sparger ring into the tank through sixteen .03125" holes drilled into the copper elbows.
The sparger assembly was inserted into the hole at the center of the tank base and was held
in place with two nuts, washers, and gaskets. The ring was located 2" above the base.
3.1.3 Agitator
The agitator used was a LIGHTNIN model CV-3 with a rated power of 1/4 hp at
maximum speed of 1700 RPM. Its maximum rated cunent was 4 amps. A 120 V electric
power was supplied to the motor through a wattmeter (Weston model 310). The motor
armature was directly connected to the impeller shaft made of a .5" solid stainless steel rod
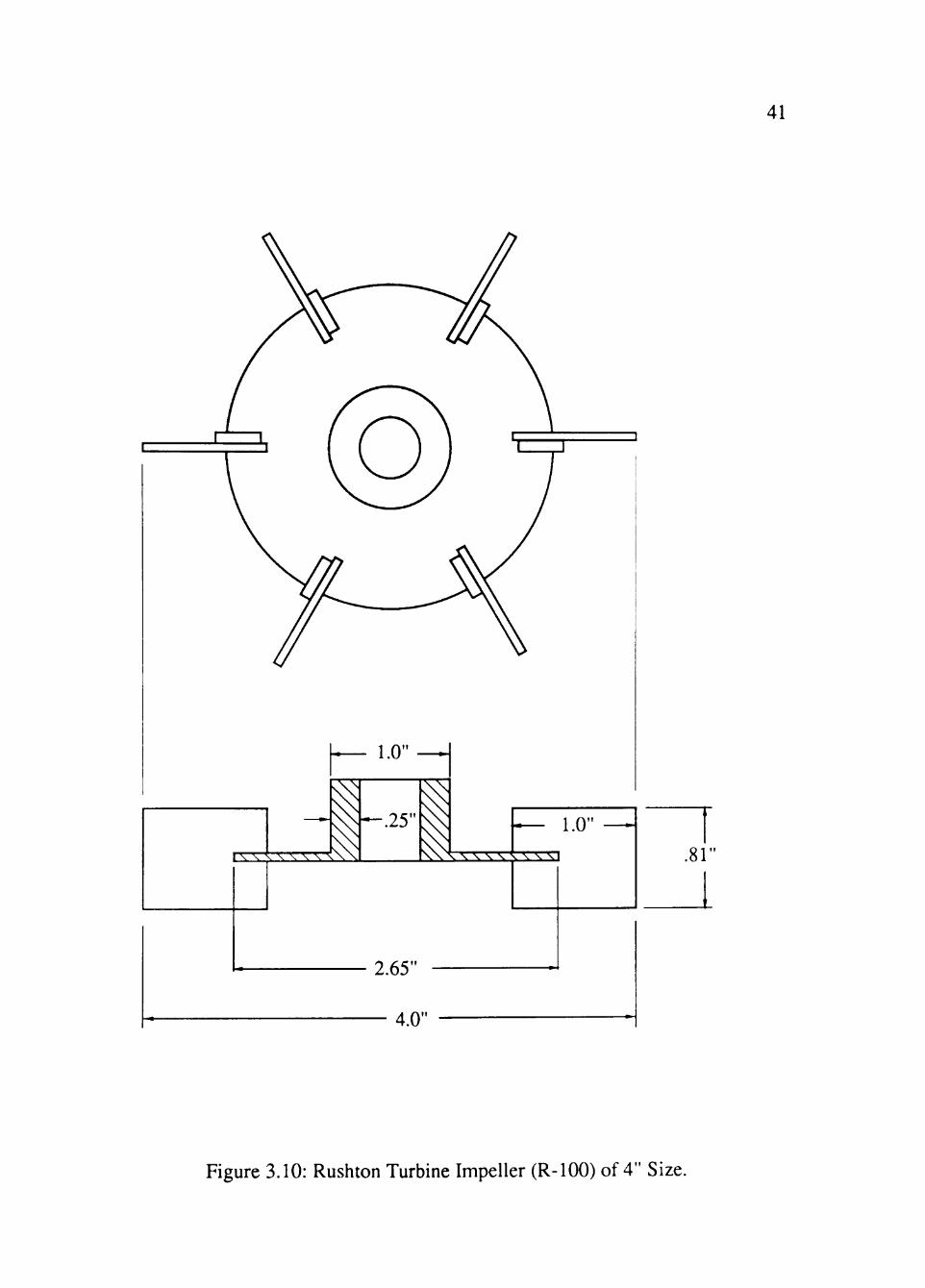
of 32" long. Two six-blade turbine (Rushton) impellers were used (LIGHTNIN type R-
100), one was 3 " and the other 4" outside diameter. The 4" impeller is shown in Figure
3.10.
The power consumption was determined by calibration of the electric motor as
described in Appendix A.
Sparger ring
40
^\\\V\\V\\\\\\\\\\\^\V\\V\VVVV\'<VVVV\VVVxVVVV\VV'v'v^
Rubber gaskets (2)
Sparger ring supply pipe
Washers (2)
Nuts (2)
Vinyl tubing
l l l l ^ Hose clamp
Figure 3.9: Sparger Ring Assembly.
41
Figure 3.10: Rushton Turbine Impeller (R-lOO) of 4" Size.
42 3.1.4 Other Equipment
A hand-held tachometer (Metron type 25A) was used to measure the impeller speed.
This measurement was taken directly from the motor armature. Two mercury
thermometers were used to measure the temperature of the dispersion. The thermometers
were immersed 76 mm into the dispersion just prior to the sampling of the tank. An
electronic timer (Kwik-set Lab-chron timer no. 1407) was used to measure the elapsed time
for each experiment. It was started when the first sample was taken from the tank.
3.2 Experimental Procedure
The effects of the following parameters on the mixer performance were investigated:
Baffle type, number of baffles and baffle inclination of horizontal baffles, impeller size, gas
flow rate, and impeller speed. The order of the experimental mns was randomly selected in
advance.
First the tank was set up to the selected configuration. Distilled water was added to the
tank until it was filled to 18" from the tank base. The motor was turned on and operated at
approximately 1000 RPM for 20 minutes to allow the motor to achieve a steady operating
temperature. The ambient temperature was recorded and the barometric pressure was
obtained from the National Weather Service and recorded. After the motor achieved a
steady operating temperature, the motor was slowed to about 500 RPM and approximately
425 grams of sodium sulfite (Fisher Cat. no. S430-3) were added to the distilled water in
the tank. For operating conditions of high gas rates and impeller speeds an additional 25
grams of sodium sulfite were poured in the tank to ensure that there was still enough
unoxidized sulfite to obtain at least five samples from the tank prior to its depletion.
The solution was agitated until the sodium sulfite had dissolved. Ten milliliters of
concentrated sulfuric acid (Fisher Cat. no. SA176-4) and 8 grams of cupric sulfate (Fisher
Cat. no. C493-500) were added to the tank.
43
Next, air was injected into the tank and the proper gas flow rate was set according to a
previously calibrated rotameter. The speed of tiie motor was adjusted to tiie selected value
by turning the variac knob at the top of the motor casing and the agitator RPM was
measured and then recorded.
Steady state was achieved by allowing tiie tank to operate for 3 minutes and then the
liquid samples were taken from tiie tank. Prior to each sample withdrawal, approximately
50 ml of liquid were drained from the the sampling port to ensure proper sampling. When
the first sample was withdrawn the timer was set and the dispersion temperature was
recorded. The sampling intervals varied from 1 to 60 minutes depending upon the
experimental conditions. For each experiment, the elapsed time between samplings was
selected so that approximately 10% of the initial sulfite concentration would be depleted
between each pair of samplings. At the end of each experiment the tank was completely
drained and washed.
3.3 Analytical Procedure
Ten 250 ml Erlennmeyer flasks were used to analyze the sodium sulfite solution
samples withdrawn from the tank during the experiment. A solution consisting of 50 ml of
distilled water, 5 ml of 30% acetic acid (Fisher Cat. no. A38-500), and 2 ml of starch
indicator solution (Fisher Cat. no. SS408-1) was added to each flask. When the sulfite
oxidation rate was rapid, 20 ml of .1 N iodine solution (Fisher Cat. no. S178-500) were
added to each flask. If the sulfite oxidation rate was slow, the iodine was added to the
flask immediately prior to sample withdrawal. During long experimental run times the
iodine solution would stand for several hours, yielding titration results that were inaccurate
by indicating a higher sulfite oxidation rate. This is due to the loss of iodine in tiie solution
by oxidation or its evaporation into the air. Thus, at impeller RPM's less than 1000 and
superficial gas velocities less than .0425 ft/s, the iodine solution was added to the flask just
44
prior to tank sampling. At aU other operating conditions the iodine was added to the ten
flasks just prior to tiie first tank sampling.
At high impeller speeds and gas rates a foam developed on the liquid surface and at
times poured over tiie top of tiie tank. It was found that by adding 10 ml of concentrated
sulfuric acid to the tank the foaming decreased. Thus, for consistency, the acid was added
to every experiment. This addition of the acid into the tank differs from the conventional
sodium sulfite method, but since sulfate ions already exist as oxidized sulfite ions in the
tank, the addition of the sulfate ions in the acid was considered not to have a significant
impact upon the sulfite oxidation rate.
A 250 ml beaker was used to collect the sulfite samplings from the tank sampling tube.
A 10 ml sample was withdrawn from this beaker by pipet and the excess immediately
dumped back into the tank. The 10 ml sample was then pipetted into one of the ten
Erlenmeyer flasks containing the iodine solution by immersing the tip of the pipet into the
solution to prevent further oxidation of the sulfite. Sometimes, upon adding the sample to
the iodine solution, the solution turned clear and no titration could be performed. When
this occurred, the sulfite concentration within the tank was greater than . 1 M and the sample
was discarded. If the iodine solution did not turn clear upon addition of the sample, the
solution was titrated with a thiosulfate solution (Fisher Cat. no. SS364-1) and the buret
levels were recorded.
CHAPTER 4
RESULTS AND DISCUSSION
Zinzuwadia (1987) found tiiat tiie use of horizontal baffles instead of vertical baffles
improved tiie performance of gas-hquid agitated tanks in terms of lower power requirement
and higher mass transfer coefficients. The objective of this investigation was to investigate
different horizontal baffle parameters and their affect on the reactor performance. These
parameters include the number of horizontal baffles, inchnation of the baffles, submergence
depth of the baffles, and impeller size.
4.1 Range of Operational Conditions
For each tank configuration several runs were conducted varying the impeller speed
and superficial gas velocity. Impeller speeds of 500, 750, 1000, 1250, and 1500 RPM
were studied and the three gas aeration rates conesponding to the superficial velocities
chosen were 0, .01, and .08 ft/s. The superficial gas velocity of .01 ft/s was chosen
because it was a gas velocity within the range investigated by Zinzuwadia. The gas
velocity of .08 ft/s was chosen because velocities of this magnitude are most often used in
industrial applications. Shortly after the experimentation started, it was found that at a gas
rate of .08 ft/s the dispersion flowed over the top of the tank at high impeller speeds.
Thus, each gas velocity was reduced 25% to .0075 and .06 ft/s, respectively. This
conesponds to gas injection rates of 160 and 1280 cm^/s at STP, respectively.
All combinations of impeller speeds and gas injection rates were attempted for each
baffle configuration. These runs were conducted in a random order. Some of the specified
operating conditions could not be achieved because the motor could not supply enough
power to obtain the desired impeller speed.
45
46 4.2 Presentation of Data
Three dependent variables were studied, the mass transfer coefficient (KLa'), the
power consumption (Pg), and the void fraction (e). The performance plot of the mass
transfer coefficient ( K L I ' ) versus the power input per unit liquid volume (Pa/yO is
commonly used to present mass transfer data (Oldshue, 1983).
To determine the effect of tiie impeller speed on tiie mass transfer coefficient, KLa' is
plotted against the Reynolds number (NRE)- Since in this investigation, the impeller
diameter, liquid density, and liquid viscosity were constant, KL^' is plotted against the
impeller speed. To determine the effect of the gas injection rate, tiie mass transfer
coefficient is plotted against the aeration number (N^). Since the aeration number is a
function of both impeller speed and gas injection rate, the impeller speed is used as the
independent variable. Similarly, a plot of void fraction versus the impeller speed is
presented, instead of versus the Reynolds number.
4.3 Validitv of Assumptions and Accuracy of the Experimental Data
Before discussing the results, it is important to discuss experimental data
reproducibility, accuracy of measurements, and the validity of the various assumptions
used in the calculations of the dependent variables.
Several experimental runs were repeated during the investigation. The results and their
deviations for KLa', Pg/VL, and e are given for each of these runs in Table 4.1. The data
indicate that the values of KLa', PgA' L' ^^d e were reproducible within +12, +20, and
+7%, respectively.
The validity of the assumptions made in developing the calculations is examined.
Recall that the following main assumptions were made in the derivation in Chapter 2: (1)
the resistance to mass transfer on the gas side is negligible, (2) film theory applies, and (3)
the hquid phase is well mixed (i.e., the gas driving force is the same everywhere).
47
cd
O
c
s 0)
X
W
c o •a
I
U)
T3
fl
^ o ^ cd a.
CO
C/2
due
S
ftS '^' '^'
ble
c« H
ion
4 ->
S
fig
c o U ^ cd H
ON cs U-)
' ^
>n >o T f
oo ON
- ^
vd so o
oo ^ '
o o
ON O
t o
o
o
>o
en vo
I—I p en
0 \
Ti- o
O
oo
CO
o o o o o o
«r)
O O en IT)
o o ON
13
2
00
X )
C
in • •
c o
•a
a a . . — <
S t3 PQ
ex
Q u c £? 6
XJ
00
fe 1/3
X5 a s f2 c o N
•g X
c o
•13 a a
13
ex
O c u D s
X5 3
00
I 13
2
48
The assumptions of negligible mass transfer resistance in the gas side and the
applicability of ftim theory are supported by the fact that the experimental results obtained
by different investigators using the same method, were within + 20% accuracy of the
results of interfacial area obtained from physical metiiods (Midoux and Charpentier, 1980).
The assumption of well mixed gas phase in the liquid for runs with vertical baffle
configuration can be justified based on the experimental results of Metha and Sharma
(1971) who used agitated tanks of similar scale and geometry to the one used in this
investigation. They compared their results with measurements of interfacial area by
physical methods and showed that the assumption of a fully mixed gas phase gives close
agreement (within + 15%) between the results from this chemical method and those of
physical methods. Also, in this investigation, visual observations indicated that there was a
very high recirculation of the gas within the contactor. This also suggests that the gas
phase was close to being well mixed. Zinzuwadia (1987) justified this assumption for
horizontal baffles based on power measurements and since the experimental system used
for this investigation is simiUar to his, this assumption is applied here.
4.4 Effect of the Number of Horizontal Baffles
In the first set of experiments the effect of the number of horizontal baffles on tank
performance was investigated and compared to the performance of a tank with vertical
baffles. In all runs, the horizontal baffles were oriented vertically (90°) and were
submerged (at non-agitated conditions) 4" into the liquid surface and a 4" (R-lOO) mrbine
impeller was used. The other independent variables in this set of experiments were the
impeller speed, gas injection rate, and the number of horizontal baffles.
To examine the effect of the number of horizontal baffles on the mass transfer
coefficient, K]j! was plotted against the impeller speed for gas injection rates of 160 cm^/s
(Figure 4.1), 530 cm^/s (Figure 4.2), 900 cm^/s (Figure 4.3), and 1280 cm^/s (Figure
4.4). Generally, from Figure 4.1 we can see that at low impeller speeds (< 750) there is no
49
o o
o o
<y5
en
6 o O
NO
II bO
g D
CQ
"5 c o N •c o 3
o
c« (U
C ( M 03
X3
2 c o N •c o 3: '^
-o
oo o c u - l cd
X3
2 c o N •c o X cs
-<J
(/5 (U s (fl
X3
13 o
. — » <L)
>
+
<+0
00
+^<
o O o o o
-J 8 o c5
o
-S
u a, O H
'3 w C/3
c cd
H
W3
3 1>3 D >
O
o
V H
3
F1^ i-s '.B A:s
50
«>
o <
(73 <U
G 1^ j O
B c o N
•c o X ^
•
1/5 (U 2 ( > 4
^ ^ M
3 c o N k .
o X <N
<
Vi O
S X5
1
C3 O •5
>
+
<A
^0<
o
o o
8 fti
0 0
o o
CO
e o
O m
s (A
cd
"3 c o N
'C o 3 O
UH T3 C cd O
H -S
T3 <o cx
a, ' 3 cr W c H
<2 C/5
3 (Z) Vl
>
o
<N ^ '
3
vo o o o O
o c>
i-s '. ' :s
51
£ o o ON
so
2 (/) D
OQ
«s
2 c. o N
•c O
OH
3 O
T3 C CO
O
H
C« V3 O 0) P c: • ^ 'eg X ) X5
3 2 c c q o NJ N
•c -c O O
I X •rt CS
• '<l
V3 0)
C U - i
X)
« o
erti
>
+
o o
o o oo
<Xi
o o
o d o d
13 u ex
*3
D c/5
C cd
H
c/5 3 c« Vx
>
O
o
V l
3
p l ^ i-s '.H A:s
• 52
00 <U
G ( M
« X )
"3 c o N
•c o X r t
0
00 (U
C t^^ C3
X)
•3 c o N •c o X cs
<
Vi
affle
X)
f3 U
• 3 ka
o >
+
+ 0<
\o
o o
(N
O o oo
o o
+ <
d d d d d o d
c/5
m £ o o oo II
60 a 0»5
CQ
c o N •c o Vl 3 O
PH -a c a O
T3 (U CL
' 3 a* W c/5
c
c/5 3 c« VH
>
o o
2^ 3
p l ^ l-s '.B y[
53
difference in KL^' for all baffle types, but at larger impeller speeds (> 1000) the tank
equipped with four horizontal baffles is better for mass transfer. Data on tanks with
vertical baffles is not available at these impeller speeds because the motor could not provide
enough power at this gas injection rate. By increasing the gas rate to 530 cm^/s (Figure
4.2) we see that there is no difference between the use of two and four horizontal baffles,
however, KLa' is greater for vertical baffles compared to horizontal baffles. This trend is
evident also at the higher gas rates of 900 cm^/s (Figure 4.3) and 1280 cm^/s (Figure 4.4).
The performance plots of KLa' versus P^/VL are given for the gas injection rates of
160 cm^/s (Figure 4.5), 530 cm^/s (Figure 4.6), 900 cm^/s (Figure 4.7), and for 1280
cm^/s (Figure 4.8). An examination of Figiu-e 4.5 shows that at this gas injection rate,
KLa' was greater for a given power input for tanks equipped with horizontal baffles than
for tanks equipped with vertical baffles. Although not statistically significant, it seems that
tanks equipped with four horizontal baffles perform better than with two horizontal baffles
(See Figures 4.1 and 4.5). For the gas rate of 530 cm^/s it is seen that there is little
performance difference between tanks equipped with two and four horizontal baffles. This
is also evident for the two higher gas rates of 900 cm^/s and 1280 cm^/s by inspection of
Figures 4.7 and 4.8.
The improvement in performance between tanks equipped with horizontal baffles and
vertical baffles depends on tiie gas injection rate. To examine the effect of the gas injection
rate on the mass transfer coefficient, several plots of KL^' versus Qg were made. Figures
4.9 to 4.11 show these plots for tanks equipped with four horizontal baffles, two
horizontal baffles, and vertical baffles, respectively. At low gas aeration rates the
percentage of the gas entrained by surface aeration is greater than that at high gas aeration
rates, assuming gas entrainment is independent of gas injection rate. Therefore, at low gas
injection rates, the value of KLa' is artificially increased because the mass transfer
coefficient calculations do not account for mass transfer due to surface aeration. Thus, if
54
o<
Vi O
C U-r
talb
a
c o N UH
O X -rt
•
Vi ii
G Vw
talb
a
c o •c O X cs
<
affl
es
X) 13 o
ert
>
+
50
- O C-
> "^"50
c/5 CO
£ o
II bO g
c/5
D S PQ
13 c o N
•c o a:
V H
3 O •o C cd O
-a D O H
a, '3 cr W
c/5
c H
• • • • • ' V . I I I .J I I
CL, c/5
3 VH
>
O
in '^' <u VH
3 &0
t-s '.B'^:^
55
1 1 i
+
o<
< 0
+
• • • •
* <
+
< 0
* • • • • • •
baff
les
baff
les
les
4 H
oriz
onta
l 2
Hor
izon
tal
Ver
tical
baf
f
^ < *
•
•
•
•
'
—T
—•
• '
' •
' '
C3
O o o
- O
cu
c«
£ o o
CO >n
bO
s s OQ
13 c o •c o
V H
3 O
PU T3 C c« O
a> ex ex 3
w c/5
c cd
H VH
CU c/5
3 c/5 VH
(U >
o o
V H
3
p l . I-S '.B ^:^
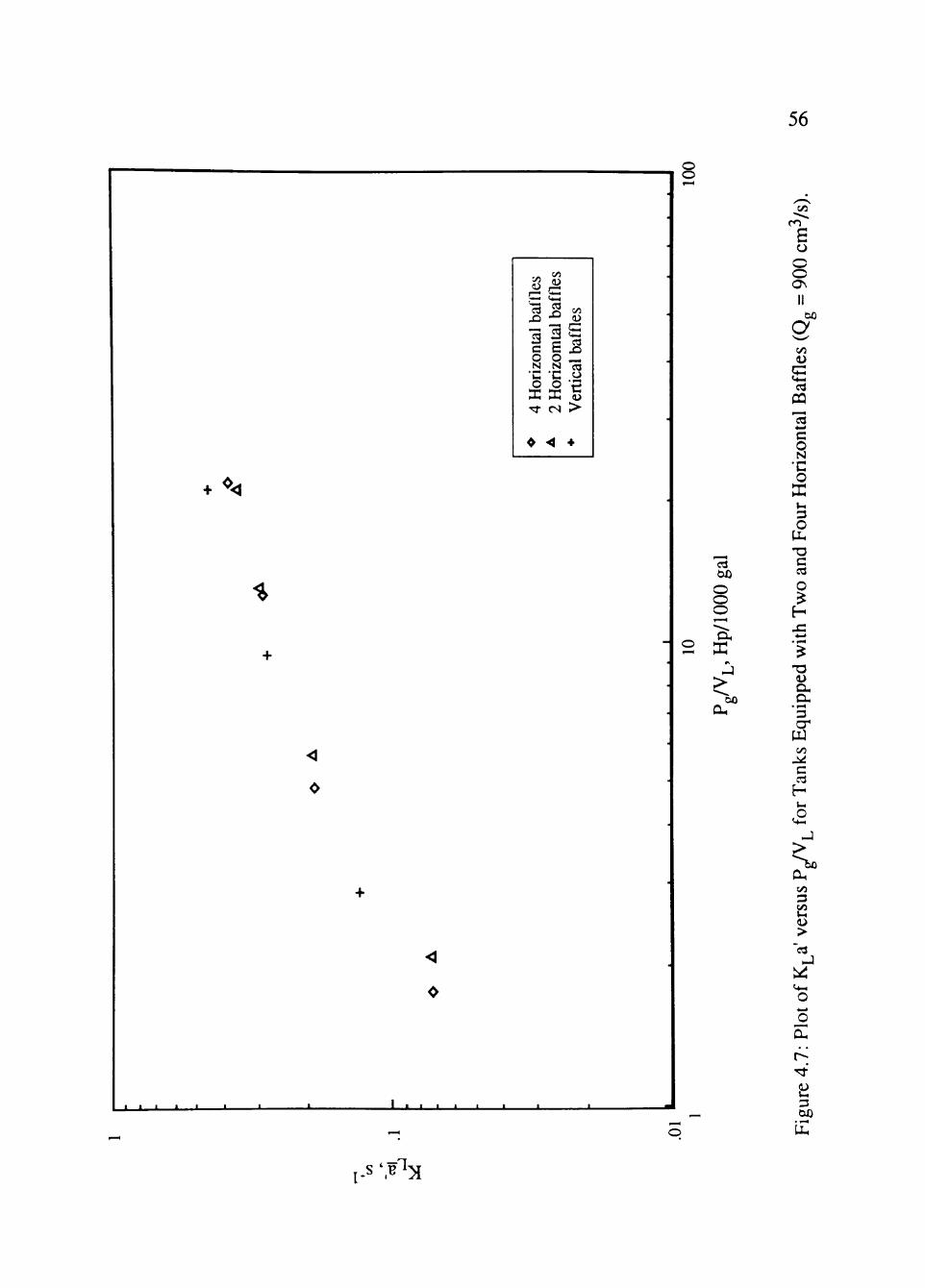
o o
56
*"><
%
<
0
Vi O r -
bal
ntal
o N U l
r/1
( M C3
3 s o N •c
o o X X T j -
•
cs
-4
c/5
baff
l
1 ,
CQ O
erti
>
4
c3
O o o " ^ X
DO
!/5
CO
£ o o ON
bO
g on
£ CQ
'B c o N
•c o PC
VH
3 O
PU T D G cd O
<u a. ex
• ^ 3 cr W 00
C 03
-J
<
0
I I I I I I I I I I I
00 3 00 VH
> 'a
J J ^ C 4 - 1
o _o CU
3 (30
• £
p l . i-s '.B :s
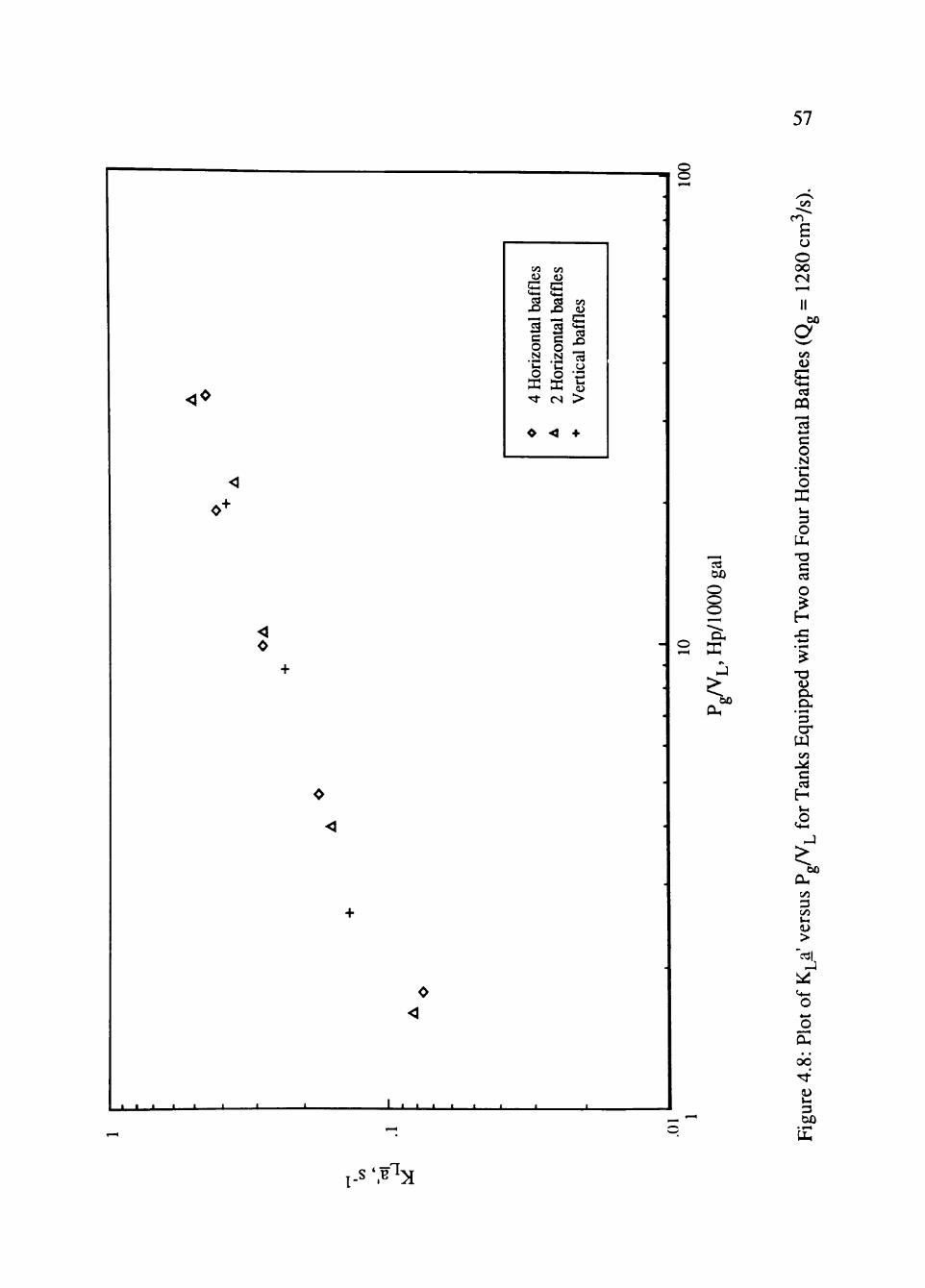
o o
57
<o
Vi <U
^ <4-4
s Xi p—•<
B c o N kn
o X '^
o
Vi i)
c C H CQ X) *—H
a c o N kn
o X cs
-•J
CO <U
c C3
^
13 u kn
>
+
c/5
£ o oo <N
II bO
2 00
CQ
13 4—1 c o N
•c o X
< 0
o o o "a, X
3 O
-o c cd
O
•a ex ex
• l - H
3 cr W 00
C cd
H
^ bO
' ' ' I I I I V . • • ' • '
0 0
3 oo VH
>
« * H
o o
66
V H
3
p l . i-s '. :s
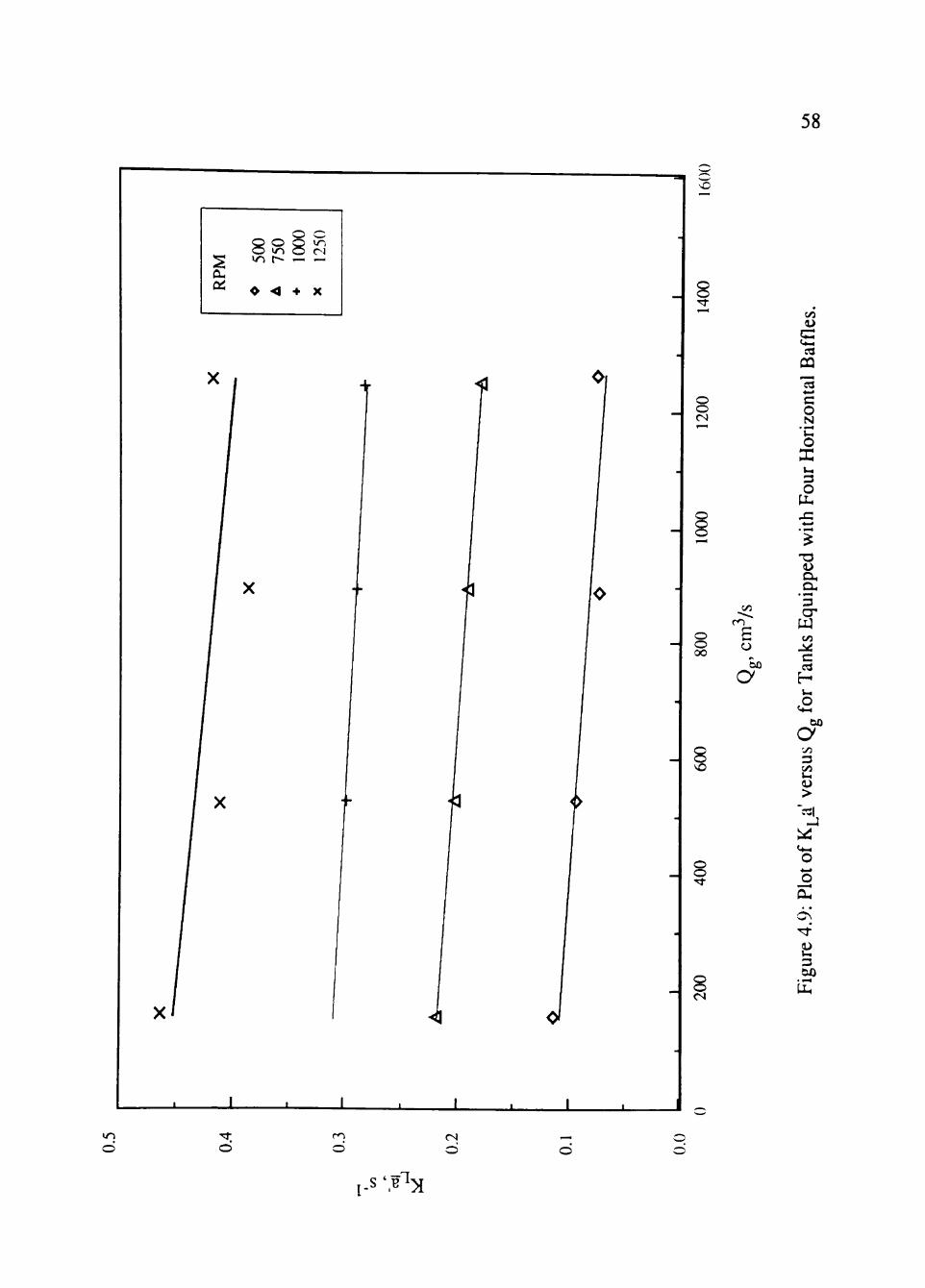
58
^ (X ai
8 »o
•
o </-i t^
<
o 8 +
^
CS
X
o
o o
o o cs
o o 00
00
£ CJ
bO
o
o o
cs
oo
u « H - |
CO
CQ
'2 c o Si
'C o X
V H
3 O
PU
T3 O ex ex
• ^-4
3 cr
W 00
c H
VH a bo
o 3 00 VH
>
« 4 - l
O
o
3
in
o o O <N O
i-s ' i ^ ' ^ : ^
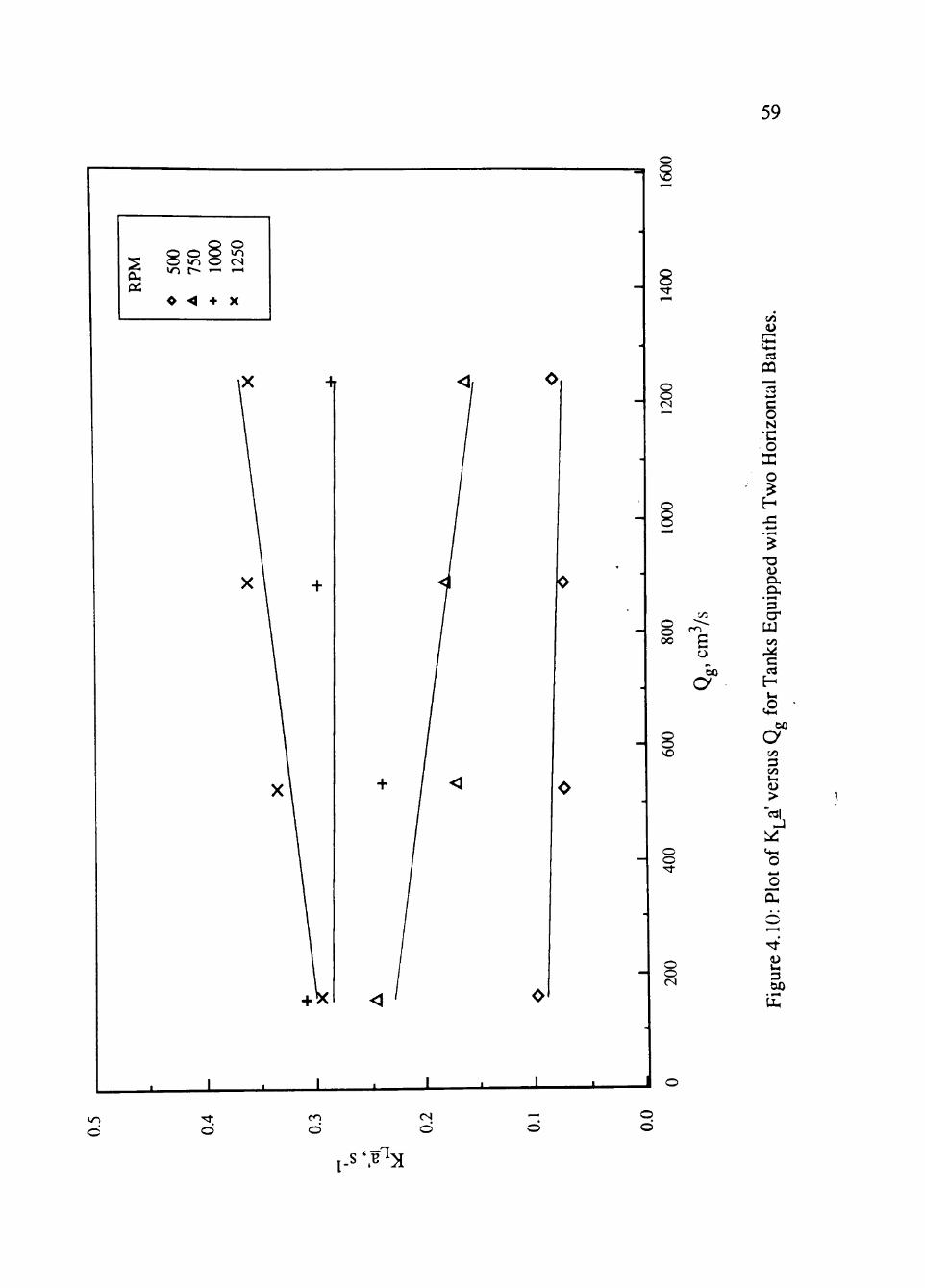
59
CU Oi
8 >o
•
o r-
<
000
^^
+
250
'—'
X
o o cs
c/5
£ OQ
13 4—> c o N
•c • o X o
o o oo £
o bO
D CX CX 3
W 00
M C
H
VO
o o
bO
o> Vi 3 Vi V H u >
<4- l
O
OH
o o cs 3 60
d CD cn d
cs d
o d
p l . i-s '.B :s
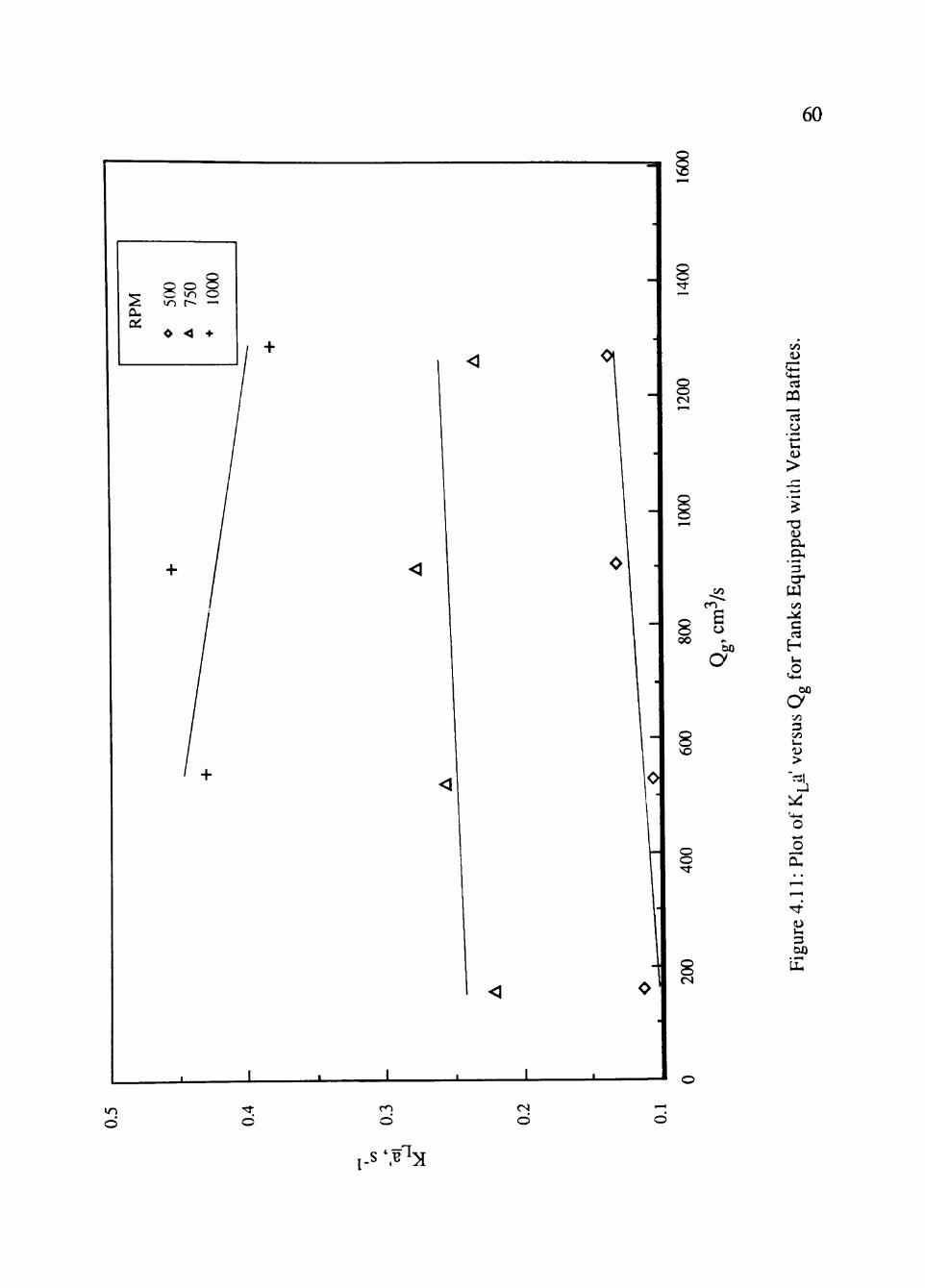
60
(X
Q ^ 'R o m o i n r~~ —'
^ < *
cs
c/5
£ C3
CQ 13
VH
>
oo
en
£ bO a
-a ex a, '3 a* W 00
C ca
H
VO
bO a 3 Vi
VH
>
o o
o o
cs
VH
3 60
in
d d d cs d
f-S '.^^M
61
surface aeration caused an increase in K^j! at low gas injection rates, the slopes of tiie lines
in Figures 4.9 to 4.11 would be negative. A two-variable statistical t-test was used to
determine if the slopes were distinguishable from zero at a 95% confidence level. Due to
the relatively large amount of scatter in tiie data this test indicated that for all three baffle
types the slopes were indistinguishable from zero. Thus, the dependence of KL^' on Qg is
not changed by tiie baffle type.
If surface aeration were the cause for the improvement in KLa' for four horizontal
baffles as found by Zinzuwadia (1987), the amount of gas in tiie dispersion will be greater
than for two horizontal baffles at the same conditions. This may be determined by plotting
the void fraction against the impeller speed for each baffle orientation. Figures 4.12 to
4.15 show these plots for gas injection rates of 160 cm^/s, 530 cm^/s, 900 cm^/s, and
1280 cm^/s, respectively. An examination of Figure 4.12 suggests that at the lowest gas
rate the void fraction for tanks equipped with four horizontal baffles is greater than that for
tanks equipped with two horizontal baffles. Thus, when four horizontal baffles are used
the entrainment of gas is greater than when only two were used. This suggests that surface
aeration is enhanced by the use of four horizontal baffles more than with two horizontal
baffles (See Figure 4.5). One would expect that four horizontal baffles at the liquid surface
would induce twice as much gas into the dispersion due to surface aeration (See Figure
4.12). Such would be the case if by the addition of two more baffles the flow patterns at
the surface were not changed. However, when two more baffles are added to the tank, the
local velocities near the surface are reduced, thus reducing the turbulence and inhibiting
surface aeration.
Also, the void fraction for tanks equipped with horizontal baffles is greater than for
tanks equipped with vertical baffles. Thus, the performance of tanks equipped with
horizontal baffles is better than with vertical baffles (See Figure 4.5).
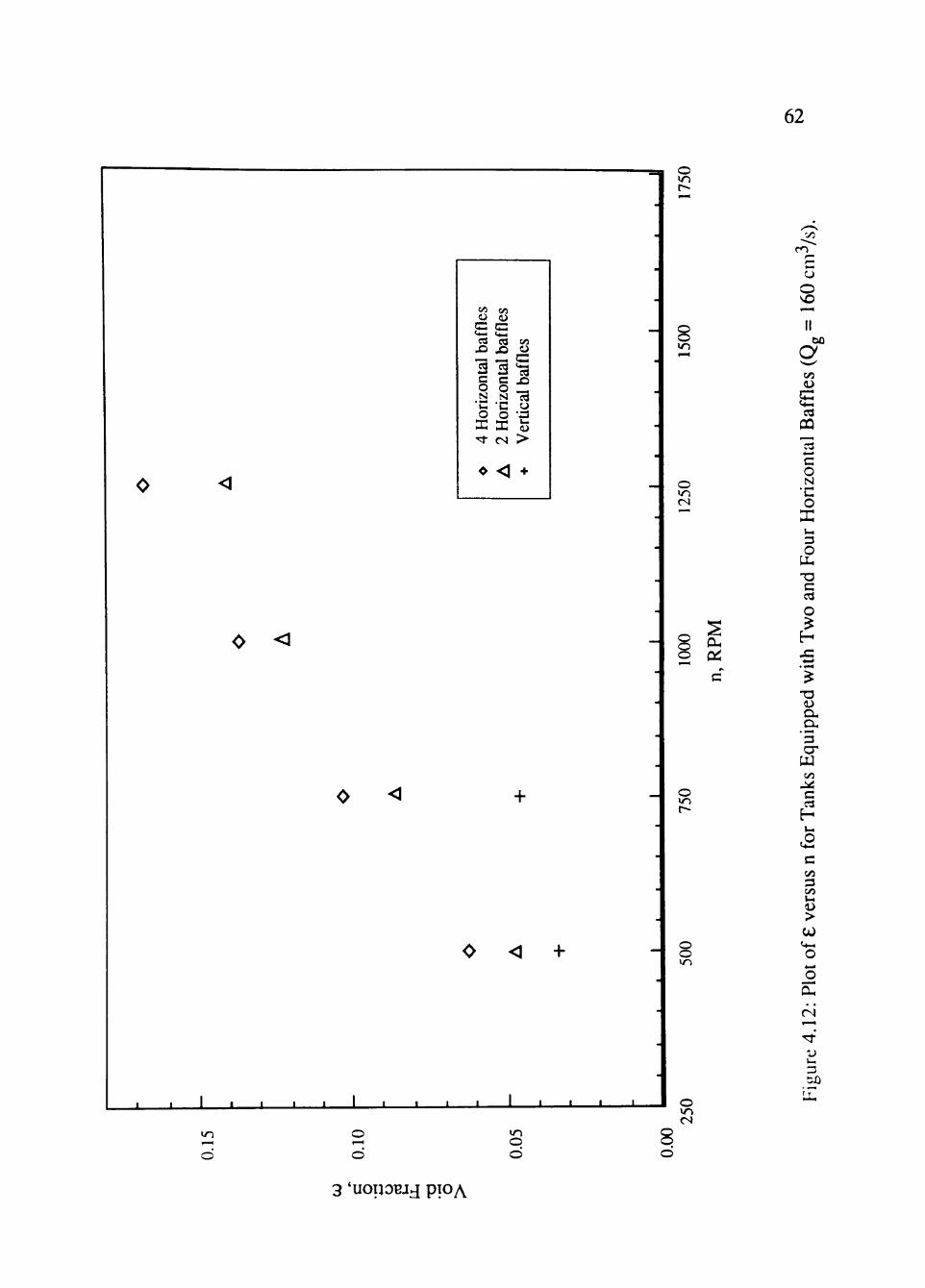
62
00 <U f=3 < 4 - l
CS X)
CO
<o C « 4 - l
cq X)
"3-3 c o N k H
o X r f
•
c o N
•c o DC cs
<
CO
o £ X3 'c^ o •3 k H
>
+
o »n
o o m
o in
o 0
o >n
o o in
I • I L O vn cs
in
d m o
'^5
cn r— rH
o O vO
II bO s
oo
£ OQ
c
o N
•c o X
VH
3
o c CO O
XJ <u CX a, 3 cr c/5
c
oo 3 oo V H
D > CO
Vt-H
O
CU
CN
k.
60
3 'uonom j PPA
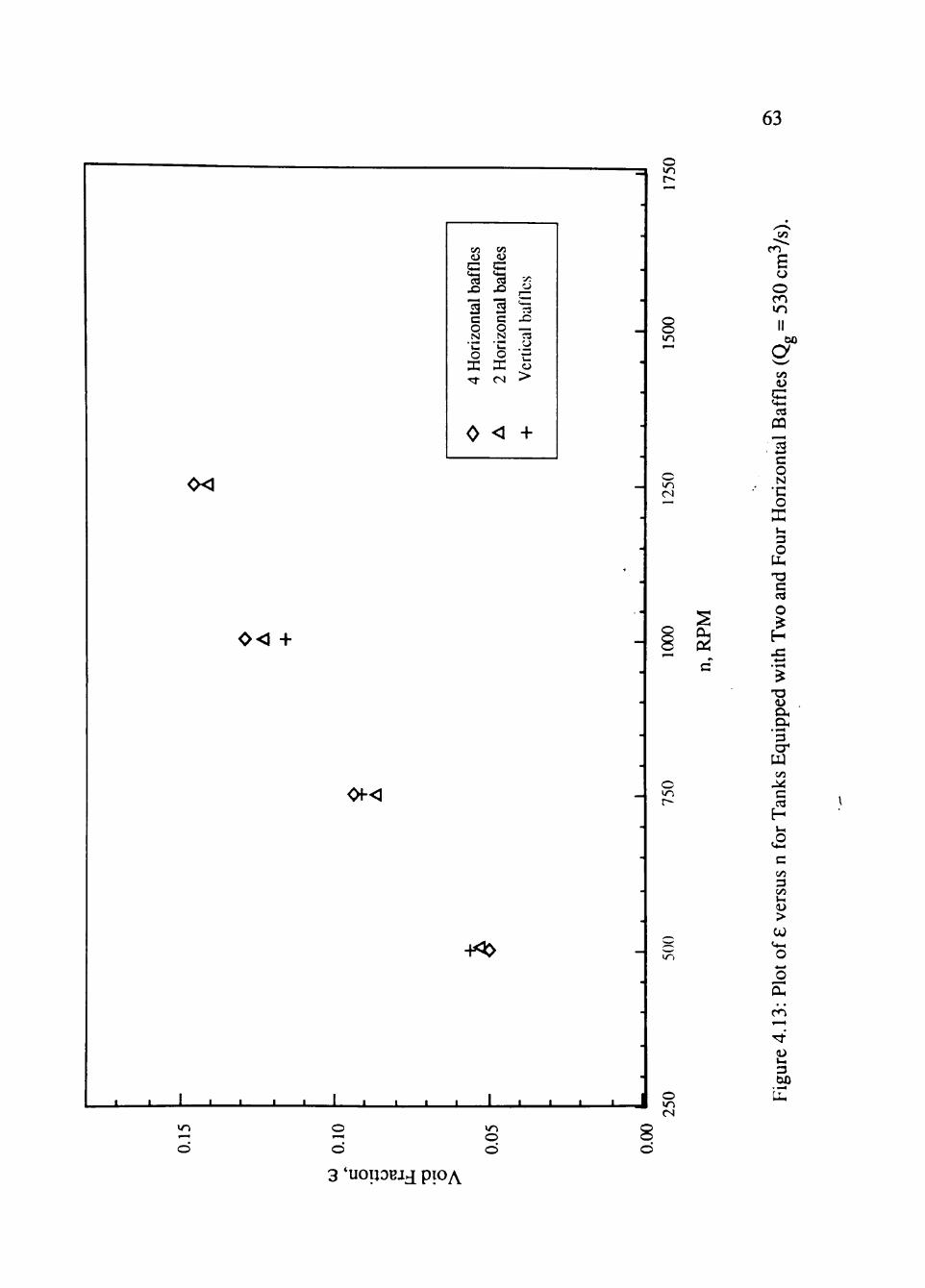
63
00 Hi
G • ^ X5
tal
c o N k.
o X ^
0
Vi <U P ^ X)
^ c o N k.
o X cs
<
V.
o 1 —
XJ . ^ •n u
ert
>
+
0 <
0 < +
<H-<
-lO
o m
o o m
m (N
8 2
O m
o m (N
d m O
c/5 cn
£ o m
bo s oo
£ C3
CQ
c o N •c o
VH
3 O
-o c o
T3 ex & '3
W c/5
c cd
H
00 3 oo VH
>
W
O
o
^ ' D V H
3 60
3 'uotjOBij pioyv
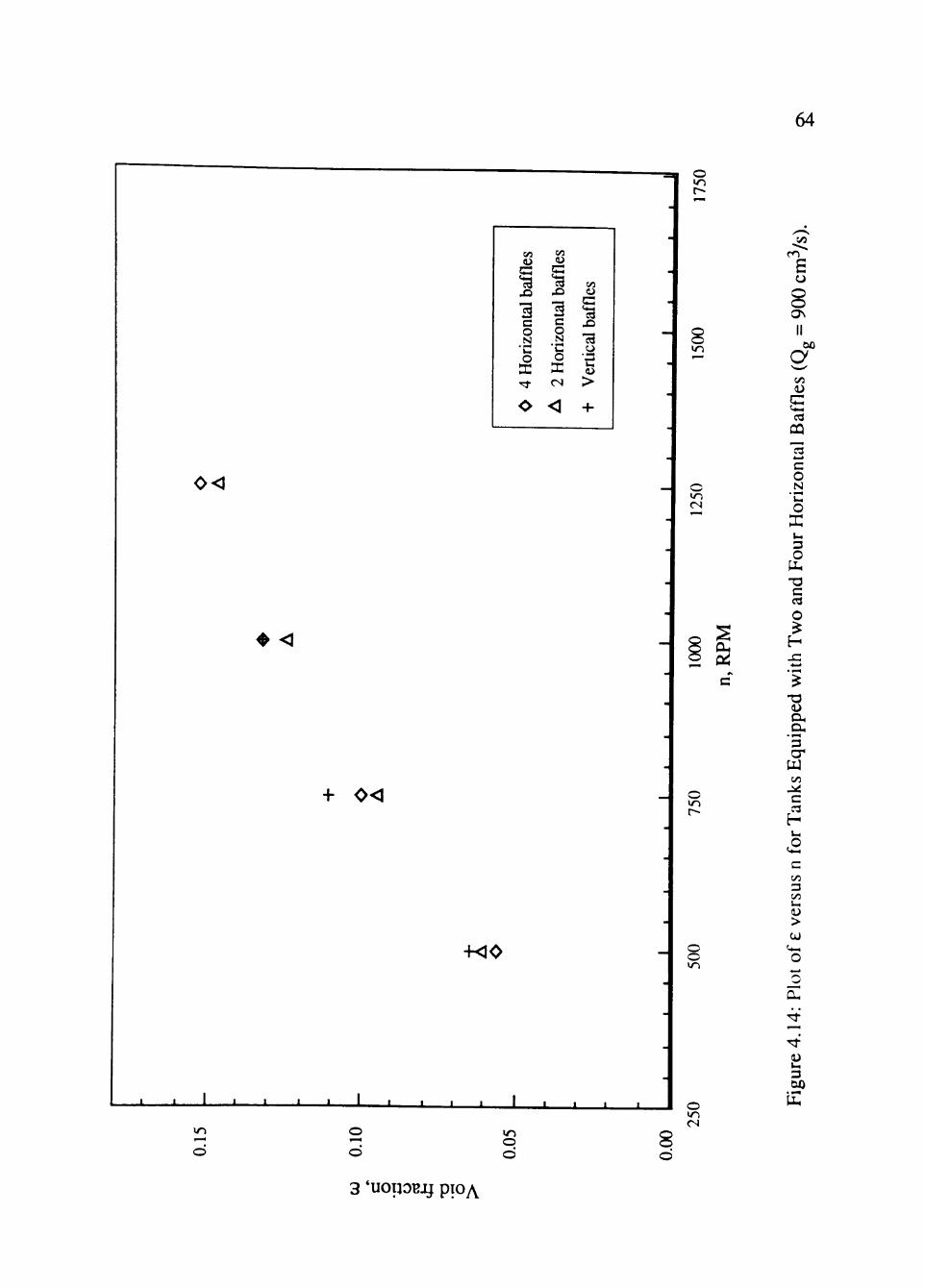
64
0 <
• <J
+ 0<1
CO (U c: 1^ Xl
tal
c o N kn
o X ^
o
Vi ii s 13 X5
3 c o N • c o X
(N
<
CO « s
X)
13 o • 3 Ui
0 >
+
-H30
o >n
m
m cs
o vn
o o i n
I I 1 I • •
d o d
m o d
o m cs
c/5
£
ON
bo
o Vi D
£ 03
CQ "2 c o
'u O 3:
VH
3 O tu -a c c3
O
(U O H CU 3 cr w 00
c r3
H VH
.0
00 3 c/)
VH
>
o
VH
3 60
3 'uopoBj^ plOy^
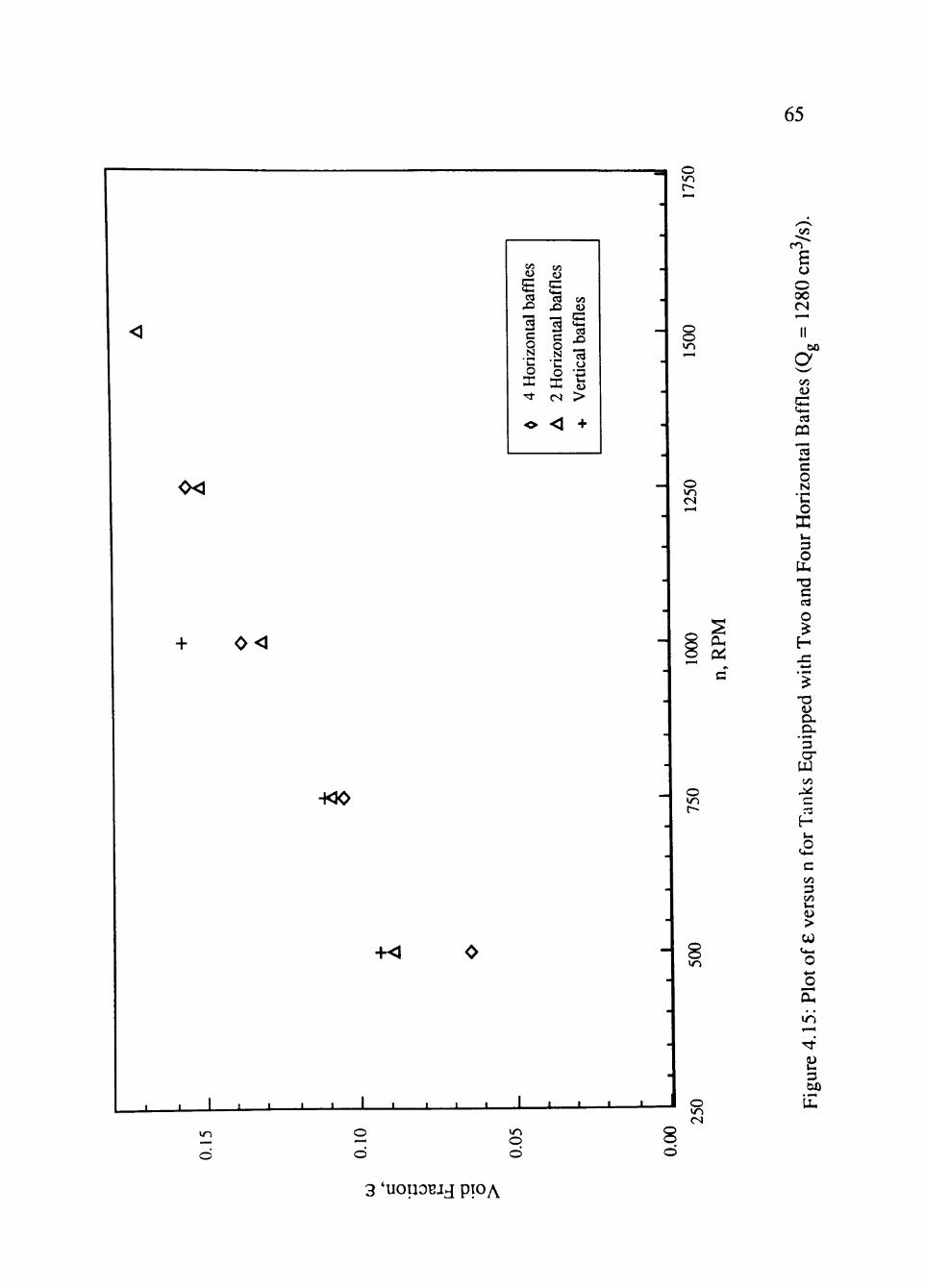
65
<
0<
S? 00 <U <u
E ^ 5 c3 00 X) X) (u
izon
tal
izon
tal
al ba
ffl
b; C U
3 o s X X ^ ^ cs >
o < +
_
-
^
—
•
-
-
o >n
0 <
4<0
•K l
o o m
O m cs
ii
o <n
m
J L O i n cs
m
d o d
i n O
c/5
m
£ u
O 00
bO
2 oo (O
< ^ C3
OQ
c O N
•c o X
VH
3 O
PU TD C cd O
D-
' 3 cr W 00
00 3 00 VH
>
(4-1
o o
vri
' ^
£i 3 60
3 'UOUDBJj pIOA
66
At gas rates of 530 cm^/s, 900 cm^/s, and 1280 cm^s the void fraction of the
dispersion is almost the same for all baffle types (See Figures 4.13 to 4.15). Thus, one
expects little difference in performance between the tanks, and this is evident from
inspection of Figures 4.6 to 4.8. At the highest gas rate the data show a small scatter
(Figure 4.15). At this high gas rate the surface of the dispersion was turbulent and this
made it difficult to obtain an accurate measurement of the dispersion height, from which the
void fraction is calculated.
4.5 Effect of Horizontal Baffle Inclination
The objective of the next set of experiments was to investigate the effect of the
inclination of the horizontal baffles at the liquid surface. Four horizontal baffles were used
in this set and oriented at the 90° and 45° from the liquid surface (See the diagram below).
90° inclination 45° inclination
To examine the effect of the baffle orientation on the mass transfer coefficient, K^a' is
plotted against the impeller speed (Figures 4.16 and 4.17) for gas injection rates of 160
cm- /s and 1280 cm^/s, respectively. An examination of Figures 4.16 and 4.17 indicates
that there is little difference between the two baffle inclinations. The performance plots of
KL^' versus PgA^L ^ ^ given for the two gas injection rates in Figures 4.18 and 4.19. In
Figure 4.18 it is observed that the data for both horizontal baffle inclinations fall along the
same line. This is also evident at tiie higher gas injection rate from the inspection of Figure
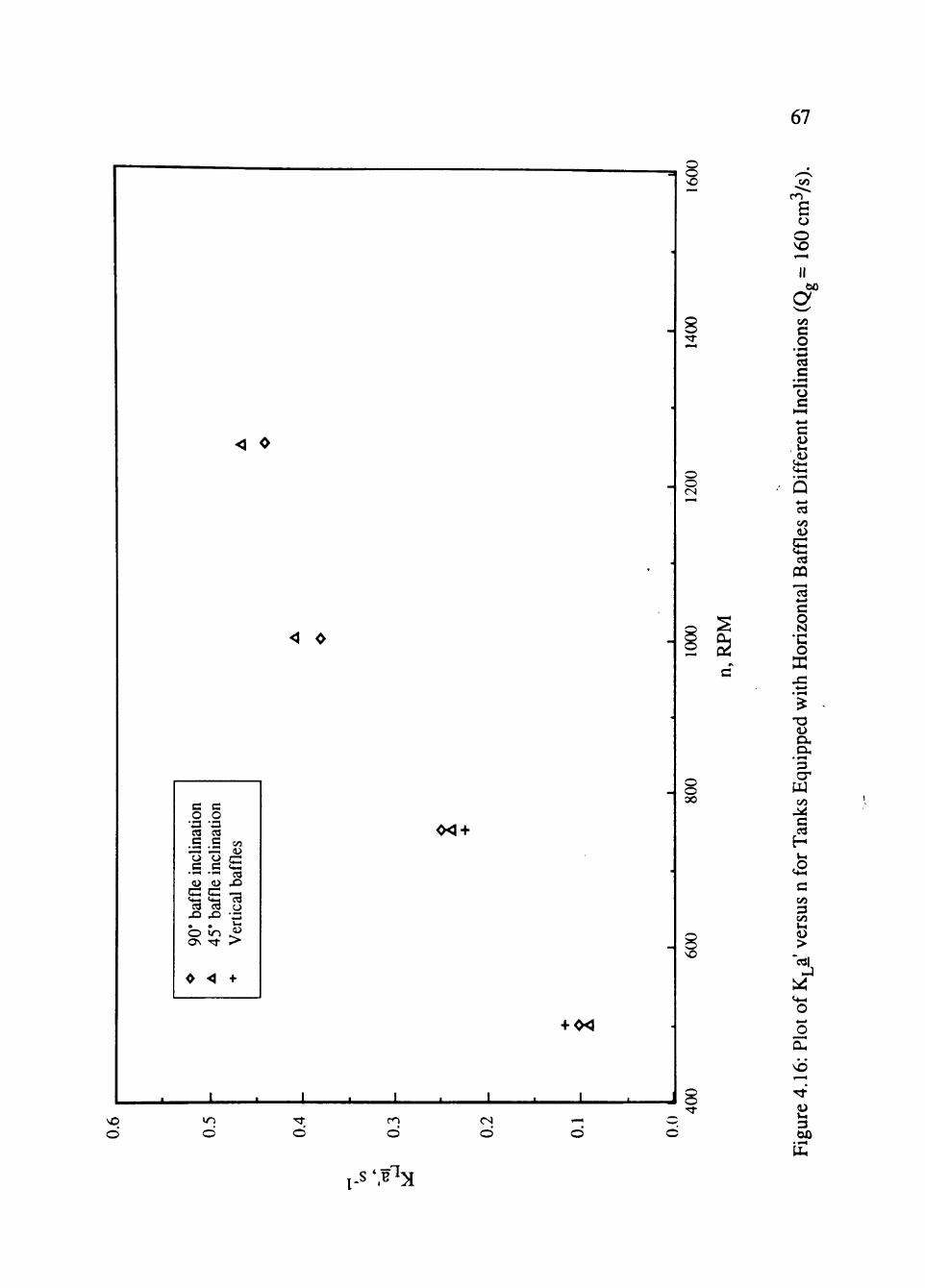
67
< 0
< •
c c o o •a -a C3 Ctl
c c CJ o
c c 'w^ '^m
(U (U
"c3t3 X5 X)
d tn o\ Tt-
• <
a> C C en
X>
cal
Ver
+
0< +
+ •<
o o
o o cs
o o 00
^
d i n
d d d cs d
t-s \^^:>i
Vi
m
£ CJ
o VO II
bo
g c/5 c o
•1.H
a c
. | . H
c c VH
cd 00
£ cd
CQ
«-• c o N
•c O
73 (U ex ex 3
W c/5
c H
VH
,o
OO 3 c/5 VH
>
o
'^'
VH 3 60
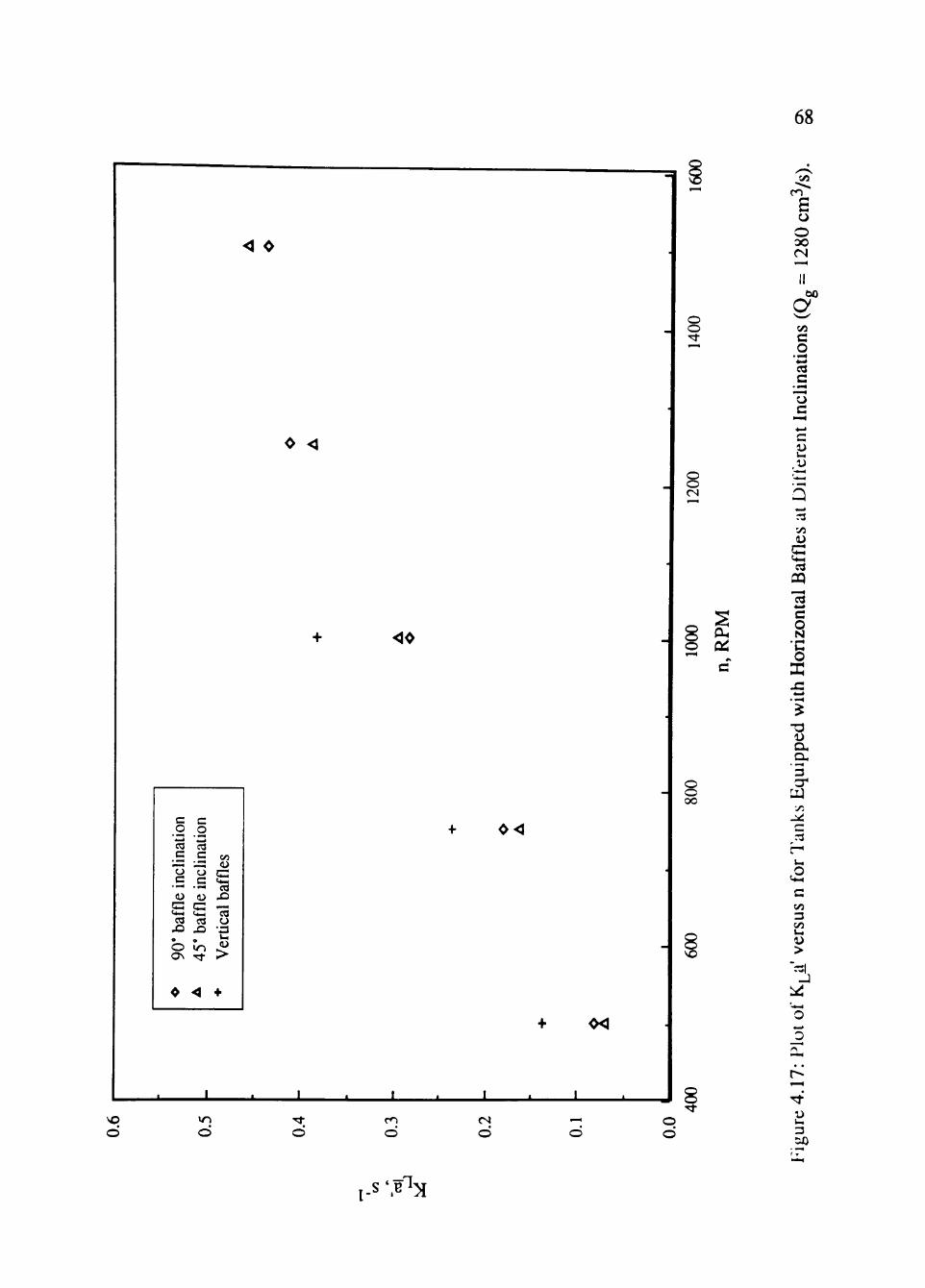
68
< 0
oo m
£ o
O
O O
bo
s Vi C o ^^ a c
"o c
0 <
«>
c o eg
lin
CJ c <u
G <4-i OJ
X)
o ON
•
c o cd
lin
o _c a)
G G cq X) m TT
<
Vi
C • ^ X) ....4
eg o •3 kH
0) >
+
• <
•<
o o cs
si o 0
o o oo
VO
d d d en
d cs d
o d
c Si
r3 y5
£ C3
CQ
c o N •c o
T3 U ex a, 3
a Vi 3 00 VH
1) >
-J
"o 3 a-
D kn 3 50
l- s '.¥^ :s
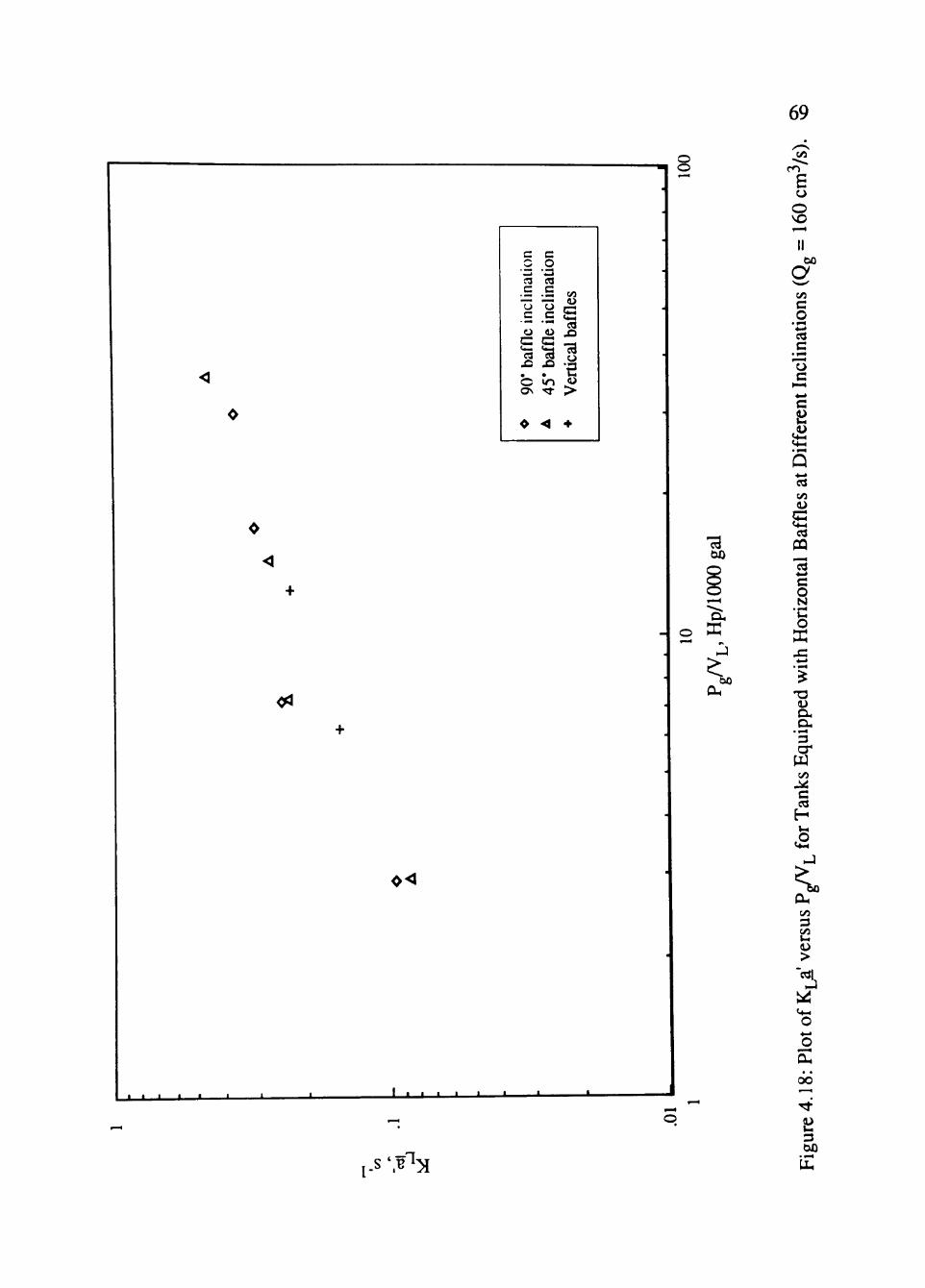
69
c ^mi
a c
w ^
c —•
o c c3
Xi
C C3N
•
C
o • 3 CO c ^^ u c *" o c •^ x> • m • t
<
Vi a> s CQ . A
13
•5 o >
+
c/5 m
£ CJ
O VO
II bo o
C o
.<-H CO
c . 1 .H
c c Si
c/5 (U
£ <+H
PQ "^ c o N
•c o X
<rt T3 ex ex 3
W c/5
c c«
V H
.O
• < I—I
J L. ' • •
00 3 00 V H
>
o o
CX5
V^^ i-s '.B :s
Si 3 60
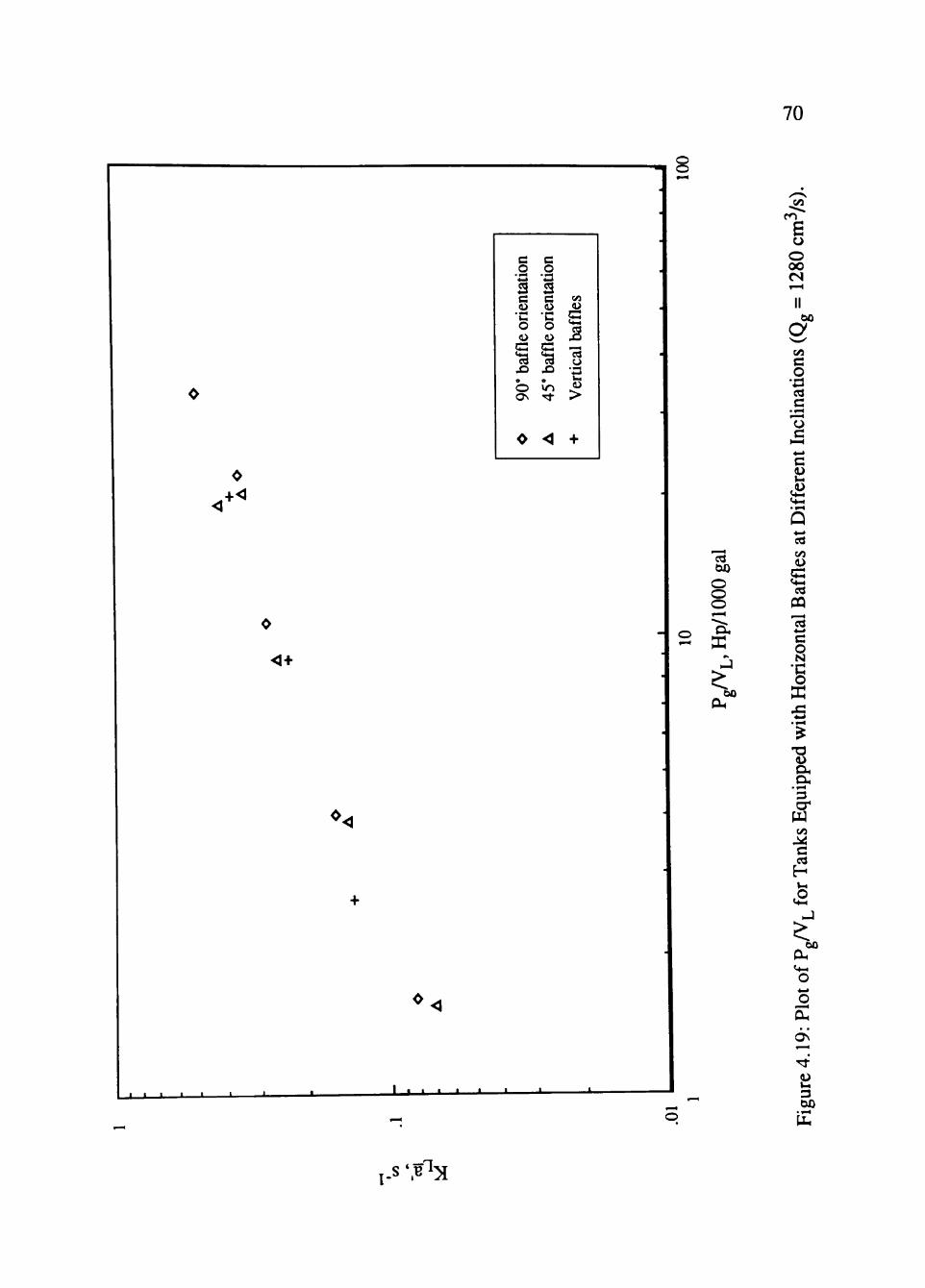
o o
70
c o ^ B a a kH
o c: 'H x> o
o as
0
c o •a a c (U
•c o a> G 13 x> «n -^
<
CO
u s .2 _ CU (J
•n
Ver
+
c/5 m
£ o 00 cs II
bo
s c/5 C o cd
c
c c Si
<+
cd 60
O o o
- O - X
5 .
cd 00
£ cd
CQ 73 c o N
•g X x: T3
<U ex ex
•>-H
3 a' W oo C
bO
j _ i I I 1 1 - I «- ' • • • • '
O
O CU
2i 3 60
F l -i-s '.B :H
71
4.19. Thus, there is no performance difference between tanks equipped with horizontal
baffles oriented at 45° and 90°.
While analyzing the data for this set of experiments, an inconsistency was found.
Recall that in the previous set of experiments, the performance increase for four horizontal
baffles over two horizontal baffles was attributed to an increase in tiie gas holdup. For tiiis
set of experiments the gas holdup for tanks equipped with baffles oriented at 90° is greater
tiian that for baffles oriented at 45° (See Figure 4.20). Despite this, the performance of
both baffle orientations is the same. It is suspected that a consistent measurement error is
responsible for this inconsistency.
Since the baffles oriented at 90° and 45° change the flow of the liquid near the surface
in different ways, it was difficult to obtain an accurate measurement of dispersion level for
both baffle orientations. The dispersion height was measured at the tank wall during the
experiments. When horizontal baffles were used, the liquid surface was very turbulent and
not flat. For measurement consistency, a vertical line was chosen along the tank wall
midway between two adjacent baffles to measure the dispersion height. It was observed
that due to the turbulent conditions the liquid surface was constantiy rising and falling, so
the dispersion height recorded for each experiment was the time-average dispersion height
along this line.
Since horizontal baffles oriented at 90° and 45° affect the flow between the baffles
differentiy, it is possible that a consistent measurement error developed. In such a case,
eitiier the calculated gas holdup for baffles oriented at 90° is too high, or tiie gas holdup for
the baffles oriented at 45° is too low. For example, at typical experimental conditions (Hy
= 20"), just a .5" error in measuring the dispersion height results in a measurement error of
2.5% for the void fraction. Thus, the increase in void fraction for the gas rate of 160 cm^/s
from a 45° baffle orientation to that of 90° may be explained as a measurement error.
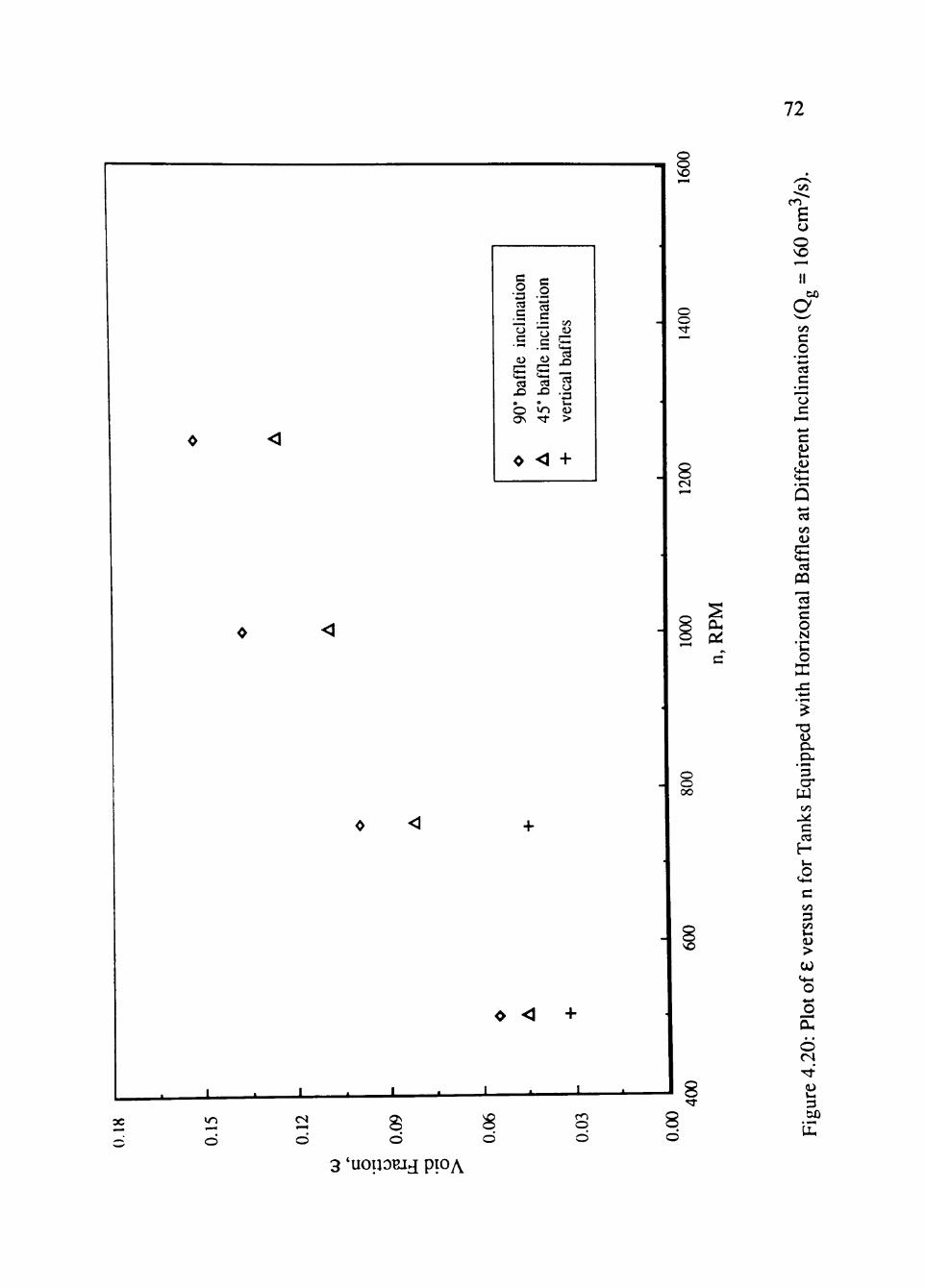
72
tion
ina
o c
<o C C cs Xi o
o OS
•
ion
nat
incl
i>
c ( « H eg
X) o
»n Tf
<
Vi U
Xi
tical
kH
(O >
+
o o VO
o o
cs
2 ^
o o oo
O <
± ±
VO
»n
d cs
d 8 d
O
c/5
£ o O VO
bO
s Vi C o c3 c
• ^
73 c c Si
c/5
£ cd
PQ
's c o N
•c o X
-a D CX
'3 W 00
C
a
c/5 3 c/5 V H
>
o o
CU
o ^ '
(U V H
3 60
UH
3 'uouoBJj ppA
73
At higher gas rates this error did not appear. When the tank was gassed at high rates
the baffles were completely submerged. At this condition, the surface of the dispersion
was not as turbulent, so the dispersion height is measured more accurately. Thus, when
the void fraction is plotted against tiie impeller speed for this gas rate (Figure 4.21) there is
littie difference between the baffle configurations.
4.6 Comparison witii Results of Zinzuwadia (1987)
The results obtained in this investigation were not consistent with those of Zinzuwadia
(1987). The performance of the tank equipped with vertical baffles performed better than
the one used by Zmzuwadia. Also, the performance increase of horizontal baffles was not
as large as reported by Zinzuwadia. At this point it was decided to try to duplicate the
results of Zinzuwadia using this experimental system.
The operating conditions used by Zinzuwadia were different than those used in this
investigation; he operated his system at gas injection rates of 154 cm^/s, 368 cm^/s, and
681 cm^/s. The gas injection rate (1280 cm^/s) used in this investigation is larger than that
used by Zinzuwadia. The experimental system used in this investigation differed in the
design of the horizontal baffle assembly. His horizontal baffles were four 1" strips of
polyacrylic at the liquid surface whereas in this investigation the baffles were 4.125" in
height. Zinzuwadia reported dispersion heights that would submerge the horizontal baffles
in the liquid. Because of the larger baffles used in this investigation, it was observed that
little liquid flowed over the upper edge of the baffle.
Another difference between the two experimental systems was the design of the
sparger. The sparger used in this investigation was a 4" ring mounted 2" above the tank
base. Into this 16 holes (.0938") were drilled into the top of the ring. The sparger used in
his investigation was made from copper tubing bent to form a 5" diameter ring and
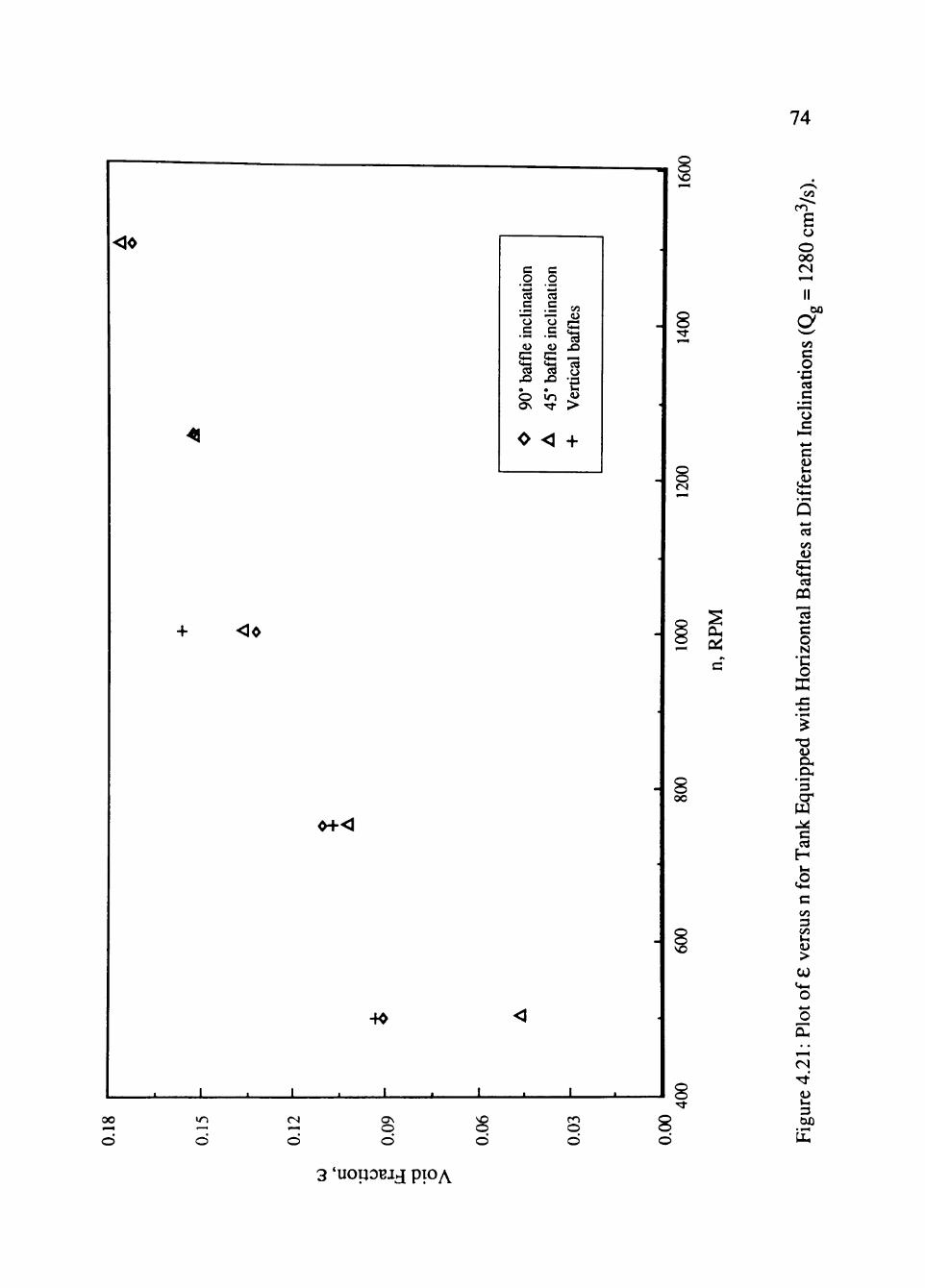
74
«>
^
«>
0+<
c c o o eg eg c c
c c (U a
G C •ta 13 X> Xi
o «n O N -TJ-
0 <
CO
u s X3
eg o •5 4> >
+
4^
o o VO
CS
« OH
2 Q
oo
c« m
£ o
bo
g c« C o
•a a c
73 c
oo
o m O
cs
o o o
VO
o o m O o
c VH
cd c«
£ cd
CQ
"5 c o N
•c o
-a
'3 cr W
H VH
.O
00 3 oo VH
>
O
CU
CN
<U VH
3 60
PU
3 'uopoBJj ptOA
82
2. Use a more acciu-ate method for determining the void fraction of the dispersion.
For example, recording several dispersion height measurements taken at different positions
around the tank perimeter may be a more accurate method to determine the void fraction.
3. Carry out experiments with a larger size contactor to develop scale-up relations.
4. Determine the effect of other geometric variables, such as, the submergence depth
of the horizontal baffles, impeller type and size, etc., on the performance of agitated tanks.
REFERENCES
Bruijn, W., Van't Reit, B., and Smith, J. M., Trans. Instn. Chem. Engrs., 52, 88 (1974).
Calderbank, P. H., Trans. Instn. Chem. Engrs., 36, 443 (1958).
Calderbank, P. H., Trans. Instn. Chem. Engrs. (London), 37, 173 (1959).
Chain, E. B., and Gualandi, G., R. C. sup. Sanit., 17, 5 (1954) (English edition), (Oxford: Blackwell).
Clark, M. W., and Vermeulen, T., Power Requirements for Mixing Gas-liquid Systems, UCRL-10996, Univ. of California, Berkeley (1963).
Cooper, C. M., Femstrom, G. A., and Miller, S. A., Ind. Engng. Chem., 36, 504 (1944).
Danckwerts, P. V., and Sharma, M. M., Br. Chem. Engnr., 15, 522 (1970).
Danckwerts, P. V., and Sharma, M. M., Chem Engnr., 44, 244 (1966).
Dickey, D. S., A. I. Ch. E. 72nd Annual Meeting, San Francisco, paper 116d (1979).
Dickey, D. S., and Fenic, J. G., Chem. Engng., 83, 139 (1976).
Dim, A., and Ponter, A. B., Chem. Engng. Sci., 26, 1301 (1971).
Eckenfelder, Jr., W. W., Principles of Water Quality Management, CBI Pub. Co. Boston (1980).
Elsworth R., Williams, V., and Harris-Smith, R., J. Appl. Chem., 1, 261 (1957).
Fuller, E. C , and Crist, R. H., J. Amer. Chem. Soc, 63, 1644 (1941).
Hassan, I. T. M., and Robinson, C. W., A. I. Ch. E. J., 23, 48 (1977).
Hatta, S., Technol. Repts., Tohoku Imp. University, 10, 119 (1932).
Hiegbie, R., Trans. A. I. Ch. E., 17, 365 (1935).
Holland, F. A., and Chapman, F. S., Liquid Mixing and Processing, Reinhold, New York (1966).
Joshi, J. B., Pandit, A. B., and Sharma, M. M., Chem. Engng. Sci., 37, 813 (1982).
Lewis, W. K., and Whitman, W., Ind. Engng. Chem., 16, 1215 (1924).
83
T • T. 8 4
Loiseau, B., Midoux, N., and Charpentier, J. C , A. I. Ch. E. J., 23, 931 (1977).
Loung, H. T., and Volesky, B., A. I. Ch. E. J., 25, 893 (1979).
Masheklar, R. A., and Soylu, M. A., Chem. Engng. Sci., 29, 1089 (1974).
Matsumara, M., Masunga, H., and Kobayashi, J., / . Ferm. Tech., 55, 388 (1977).
Metcalf and Eddy, Inc., Wastewater Engineering: Treatment/Disposal/Reuse, McGraw-Hill, New York (1979).
Metha, V. D., Ph. D. (Tech) Thesis, University of Bombay (1970).
Metha, V. D., and Sharma, M. M., Chem. Engng. Sci., 26, 461 (1971).
Michael, B. J., and Miller, S. A., A. 1. Ch. E. J., 8, 262 (1962).
Midoux, N., and Charpentier, J. C , BHRA 919, York 337-356, 3rd Conference on Mixing (1980).
Midoux, N., and Charpentier, J. C , Int. Chem. Engng., 24, 2 (1984).
Nagata, S., "Mixing," Wiley (1975).
Oldshue, J. Y., Fluid Mixing Technology, McGraw-Hill, New York (1983).
Perry, R. C , Green, D. W., and Maloney, J. O., Perry's Chemical Engineers Handbook, 6th Ed., McGraw-Hill, New York (1984).
Pharamond, J. C , Roustan, M., and Roques H., Chem. Engng. Sci., 30, 907 (1975).
Puchstein, A. F., Lloyd, T. C , and Conrad, A. G., Alternating Current Machines, 3rd ed., John Wiley and Sons, Inc., New York (1942).
Reid, R. C, and Sherwood, T. K., Properties of Gases and Liquids: Their Estimation and Correlation, McGraw-Hill, New York (1958).
Rushton, J. H., Costich, E. W., and Everet, H. J., Chem. Engng. Progr., 46, 395 (1950). i
Schultz, J. S., and Gaden, E. L., Industr. Engng. Chem., 48, 2209 (1956). t
Sherwood, T. K., and Pigford, R. L., Absorption and Extraction, McGraw-Hill, New '• •, York (1952).
Uhl, V. W., and Gray, J. B., Mixing, Theory and Practice, Academic Press, New York (1966).
Ulbrecht, J. J., and Patterson, G. K. Eds., Mixing of Liquids by Mechanical Agitation, Ch. 3, Gordon and Breach Science Publishers, New York, (1985).
Van Krevelen, D. W., and Hoftijzer, P. J., Rec. Trav. Chim., 67, 563 (1948).
85 Van't Reit, K., Boom, J. M., and Smith, J. M., Trans. Inst. Chem. Engrs., 54, 124
(1976).
Van't Reit, K., Bruijn, W., and Smith, J. M., Trans. Inst. Chem. Engrs., 52, 88 (1974a).
Van't Reit, K., and Smitii, J. M., Chem. Engng. Sci., 28, 1031 (1973).
Van't Reit, K., and Smitii, J. M., Chem. Engng. Sci., 28, 1093 (1974b).
Warmoeskerken, M. M. C. G., and Smith, J. M., Instn. Chem. Engrs. Symp. Series, 89, 59 (1984).
White, A. M., Brenner, E., Phillips, G. A., and Morrison, M. S., Trans. A.I.Ch.E., 30, 570 (1934).
Yung, C. N., Wang, C. W., and Chang, C. L., Can. J. Chem. Engng., 57, 672 (1979).
Zinzuwadia, H., M. S. Thesis, Texas Tech University (1987).
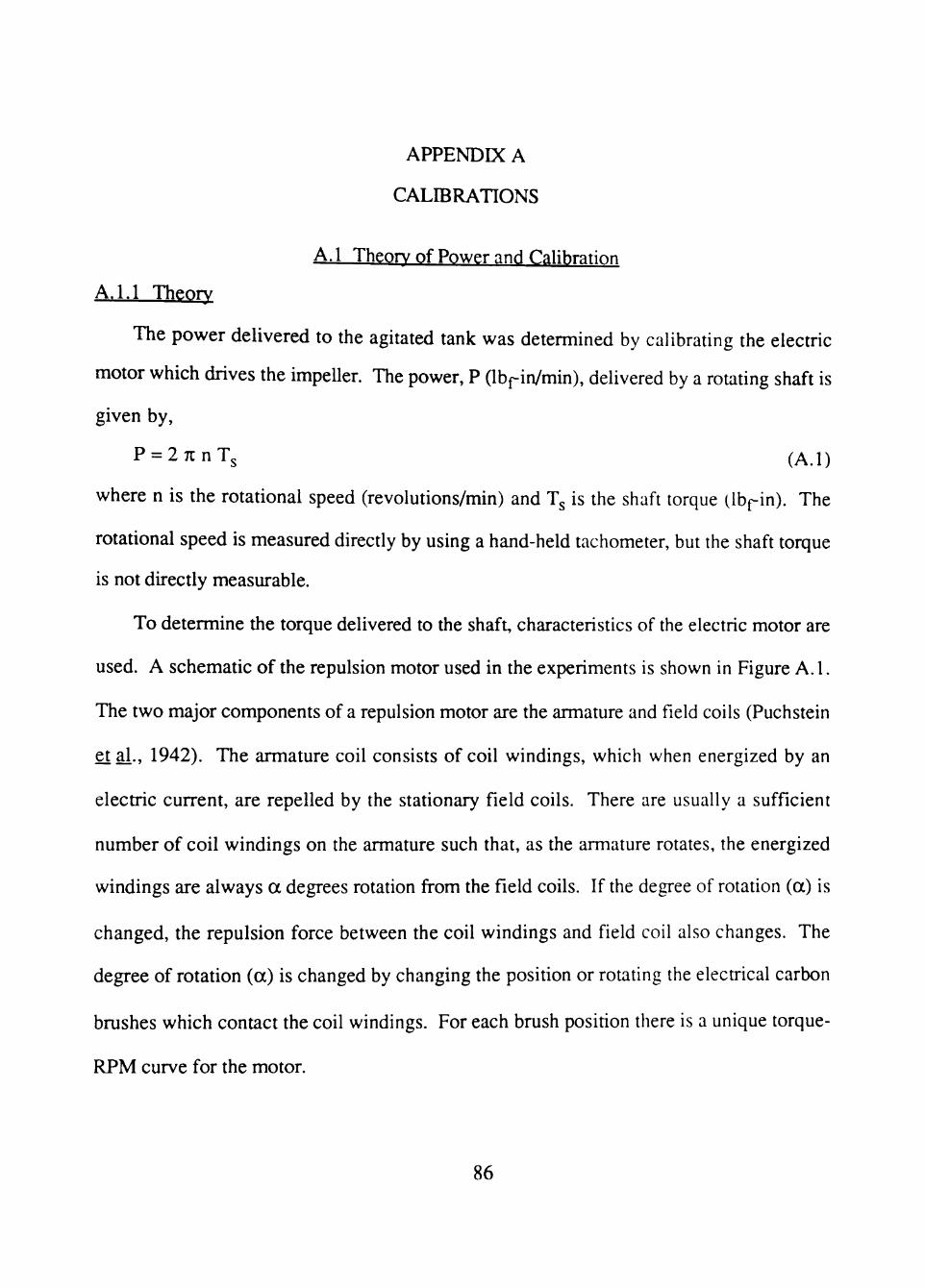
APPENDIX A
CALIBRATIONS
A.l Theory of Power and CaUbration
A. 1.1 Theory
The power delivered to the agitated tank was determined by calibrating the electric
motor which drives the impeUer. The power, P (Ibpin/min), delivered by a rotating shaft is
given by.
P = 2 7t n T s (A.l)
where n is the rotational speed (revolutions/min) and T is the shaft torque (Ibf-in). The
rotational speed is measured directly by using a hand-held tachometer, but the shaft torque
is not directly measurable.
To determine the torque delivered to the shaft, characteristics of the electric motor are
used. A schematic of the repulsion motor used in the experiments is shown in Figure A.l.
The two major components of a repulsion motor are the armature and field coils (Puchstein
et al., 1942). The armature coil consists of coil windings, which when energized by an
electric current, are repelled by the stationary field coils. There are usually a sufficient
number of coil windings on the armature such that, as the armature rotates, the energized
windings are always a degrees rotation from the field coils. If the degree of rotation (a) is
changed, the repulsion force between the coil windings and field coil also changes. The
degree of rotation (a) is changed by changing the position or rotating the electrical carbon
brushes which contact the coil windings. For each brush position there is a unique torque-
RPM curve for the motor.
86
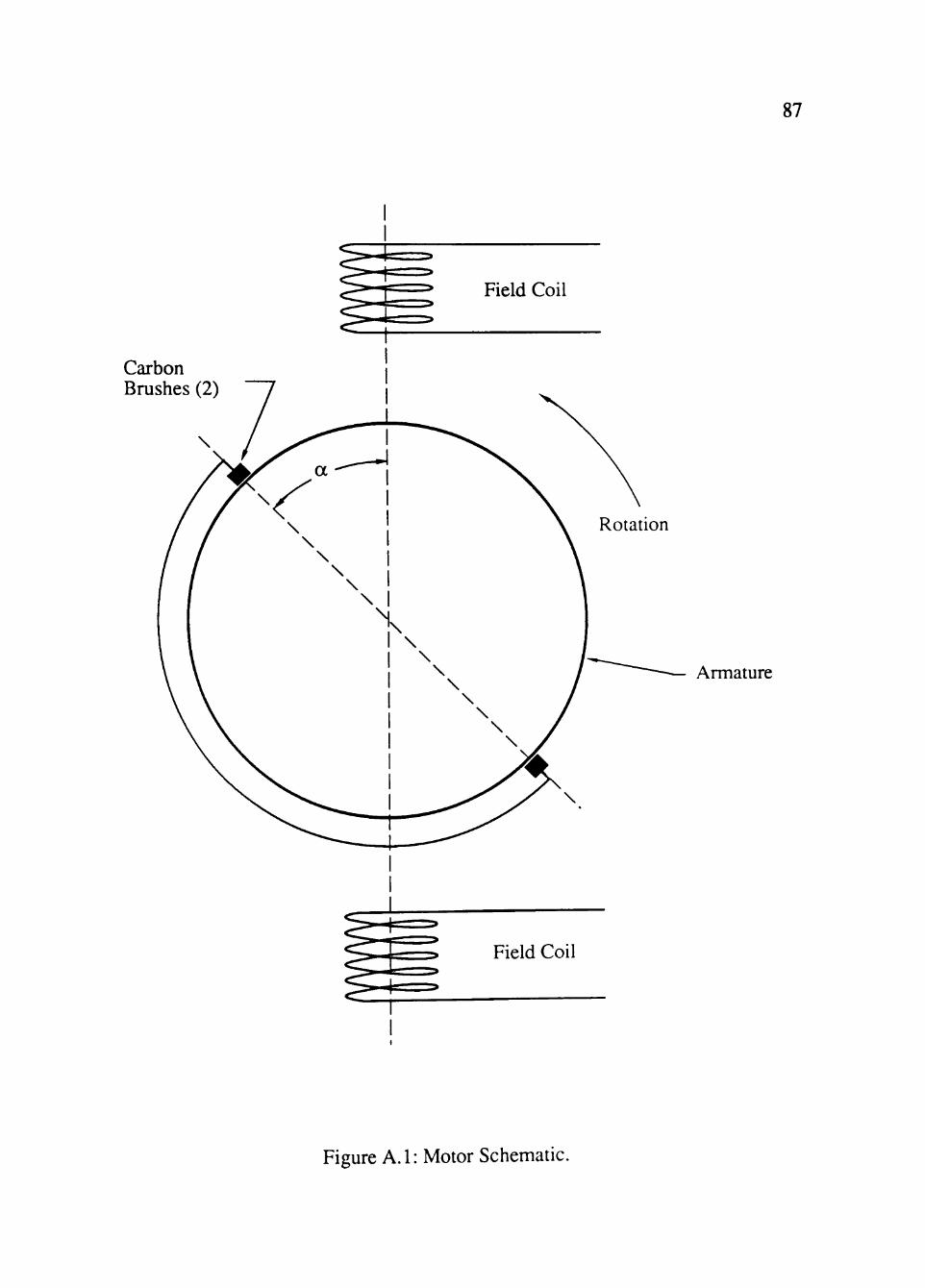
87
Carbon Brushes(2)
Armature
Figure A.l: Motor Schematic.
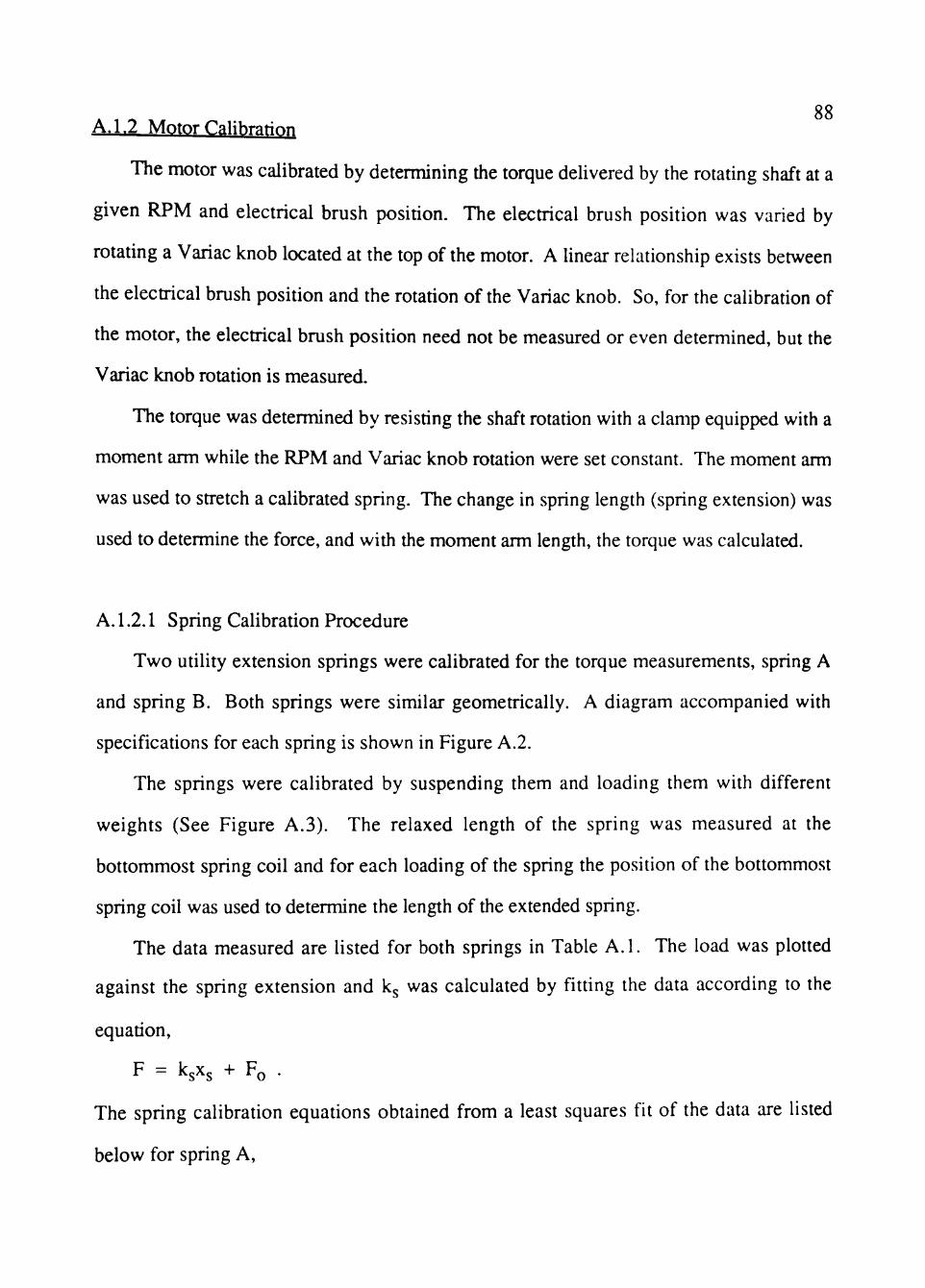
88 A. 1.2 Motor Cahhrntion
The motor was calibrated by determining tiie torque delivered by the rotating shaft at a
given RPM and electrical brush position. The electrical brush position was varied by
rotating a Variac knob located at the top of the motor. A Unear relationship exists between
the electrical brush position and the rotation of the Variac knob. So, for the calibration of
the motor, the electrical brush position need not be measured or even determined, but the
Variac knob rotation is measured.
The torque was determined by resisting the shaft rotation with a clamp equipped with a
moment arm while the RPM and Variac knob rotation were set constant. The moment arm
was used to stretch a calibrated spring. The change in spring length (spring extension) was
used to determine the force, and with the moment arm length, the torque was calculated.
A. 1.2.1 Spring Calibration Procedure
Two utility extension springs were calibrated for the torque measurements, spring A
and spring B. Both springs were similar geometrically. A diagram accompanied with
specifications for each spring is shown in Figure A.2.
The springs were calibrated by suspending them and loading them with different
weights (See Figure A.3). The relaxed length of the spring was measured at the
bottommost spring coil and for each loading of the spring the position of the bottommost
spring coil was used to determine the length of the extended spring.
The data measured are listed for both springs in Table A.l. The load was plotted
against the spring extension and kj was calculated by fitting the data according to the
equation,
r = l s s " ^o •
The spring calibration equations obtained from a least squares fit of the data are listed
below for spring A,
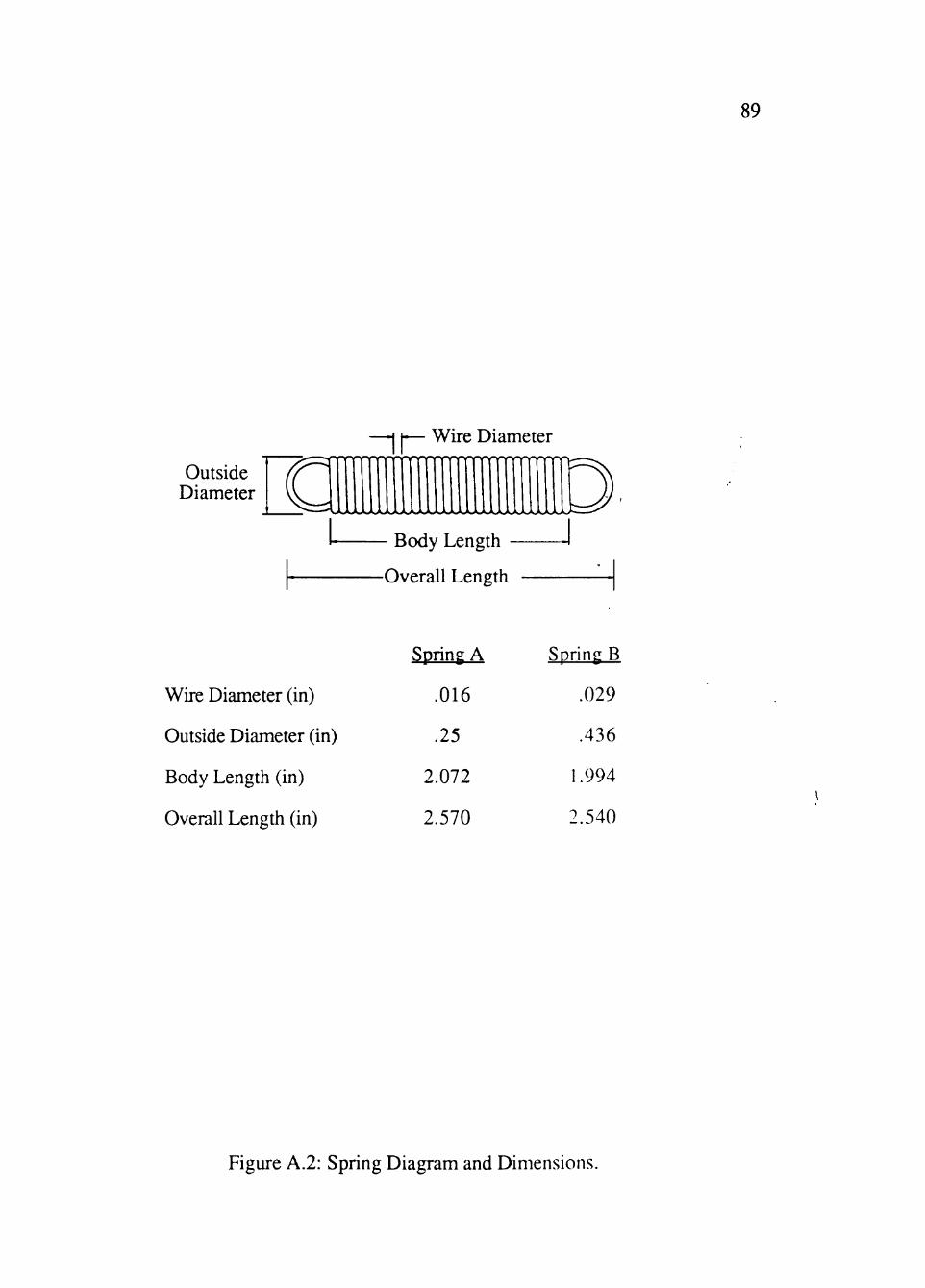
89
Outside Diameter
—I h— Wire Diameter
Body Length -
-Overall Length
Wire Diameter (in)
Outside Diameter (in)
Body Length (in)
Overall Length (in)
Spring A
.016
.25
2.072
2.570
Spring B
.029
.436
1.994
2.540
Figure A.2: Spring Diagram and Dimensions.
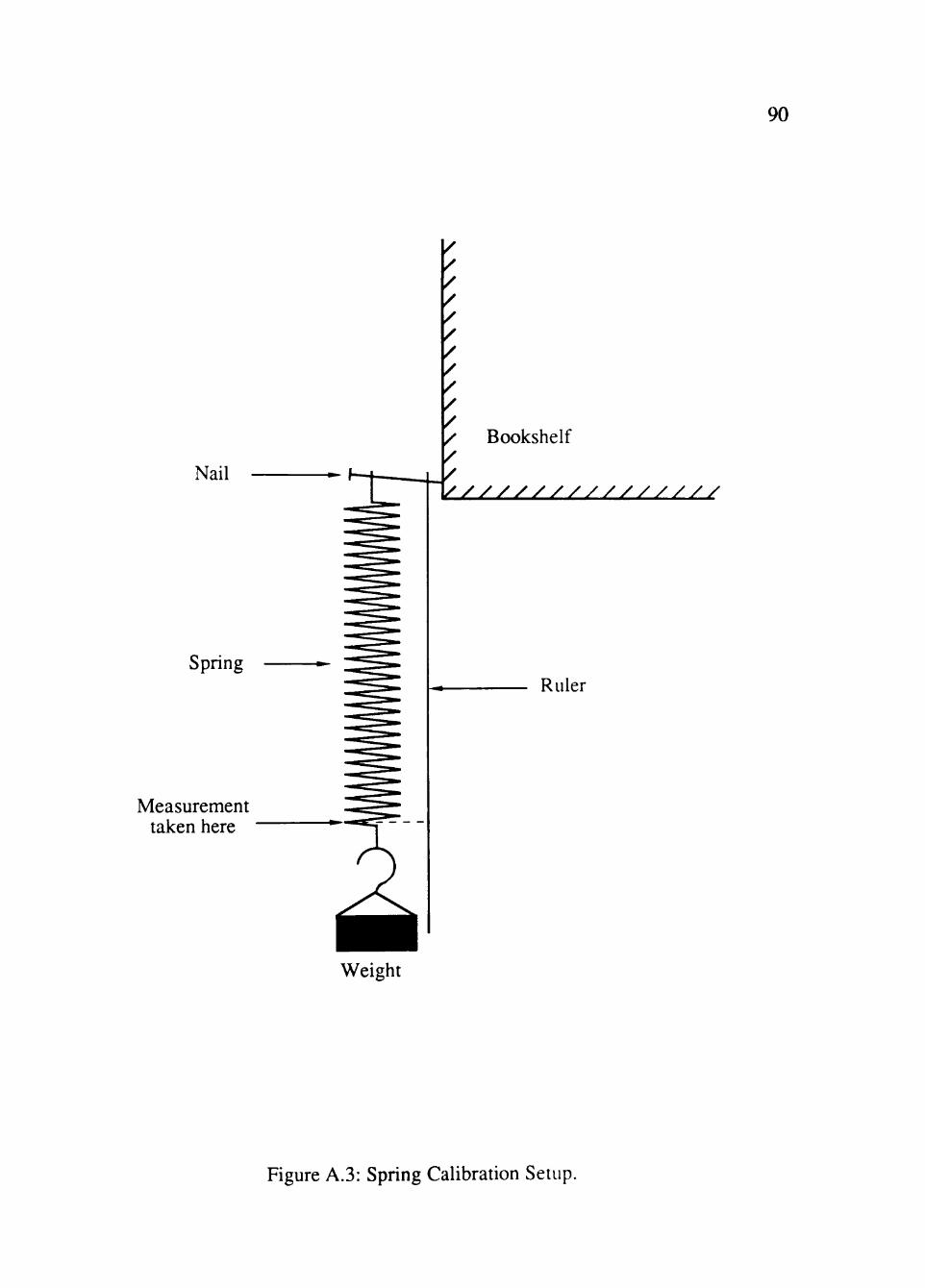
90
Nail
/ / / /
/ / / /
Bookshelf
Spring
Measurement taken here
\ y / / / / / / / / / / / / / / /
Ruler
Weight
Figure A.3: Spring Calibration Setup.
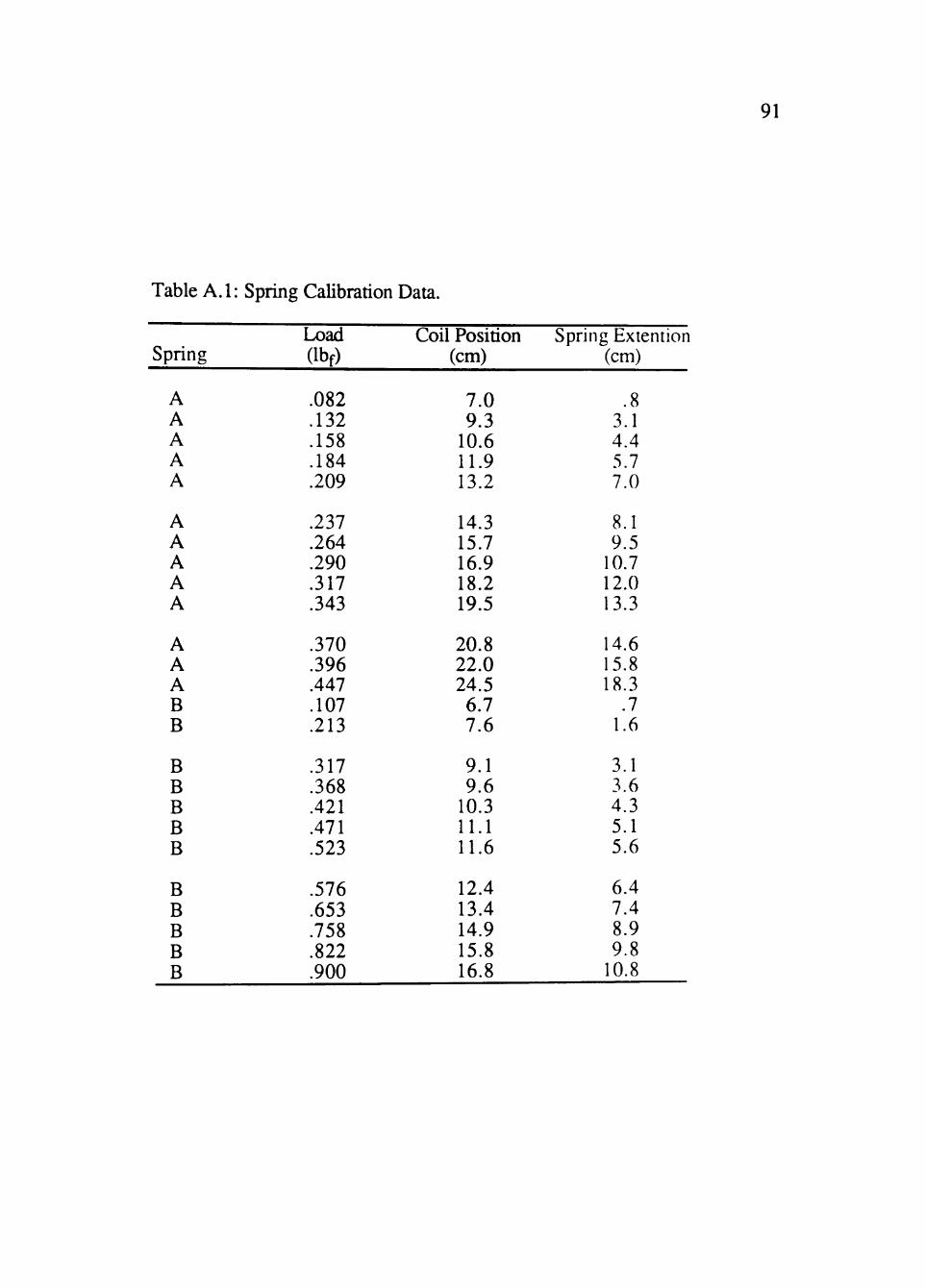
91
Table A.l: Spring CaUbration Data.
Spring
A A A A A
A A A A A
A A A B B
B B B B B
B B B B B
Load (Ibf)
.082
.132
.158
.184
.209
.237
.264
.290
.317
.343
.370
.396
.447
.107
.213
.317
.368
.421
.471
.523
.576
.653
.758
.822
.900
Coil Position (cm)
7.0 9.3
10.6 11.9 13.2
14.3 15.7 16.9 18.2 19.5
20.8 22.0 24.5 6.7 7.6
9.1 9.6
10.3 11.1 11.6
12.4 13.4 14.9 15.8 16.8
Spring Extention (cm)
.8 3.1 4.4 5.7 7.0
8.1 9.5
10.7 12.0 13.3
14.6 15.8 18.3
.7 1.6
3.1 3.6 4.3 5.1 5.6
6.4 7.4 8.9 9.8
10.8
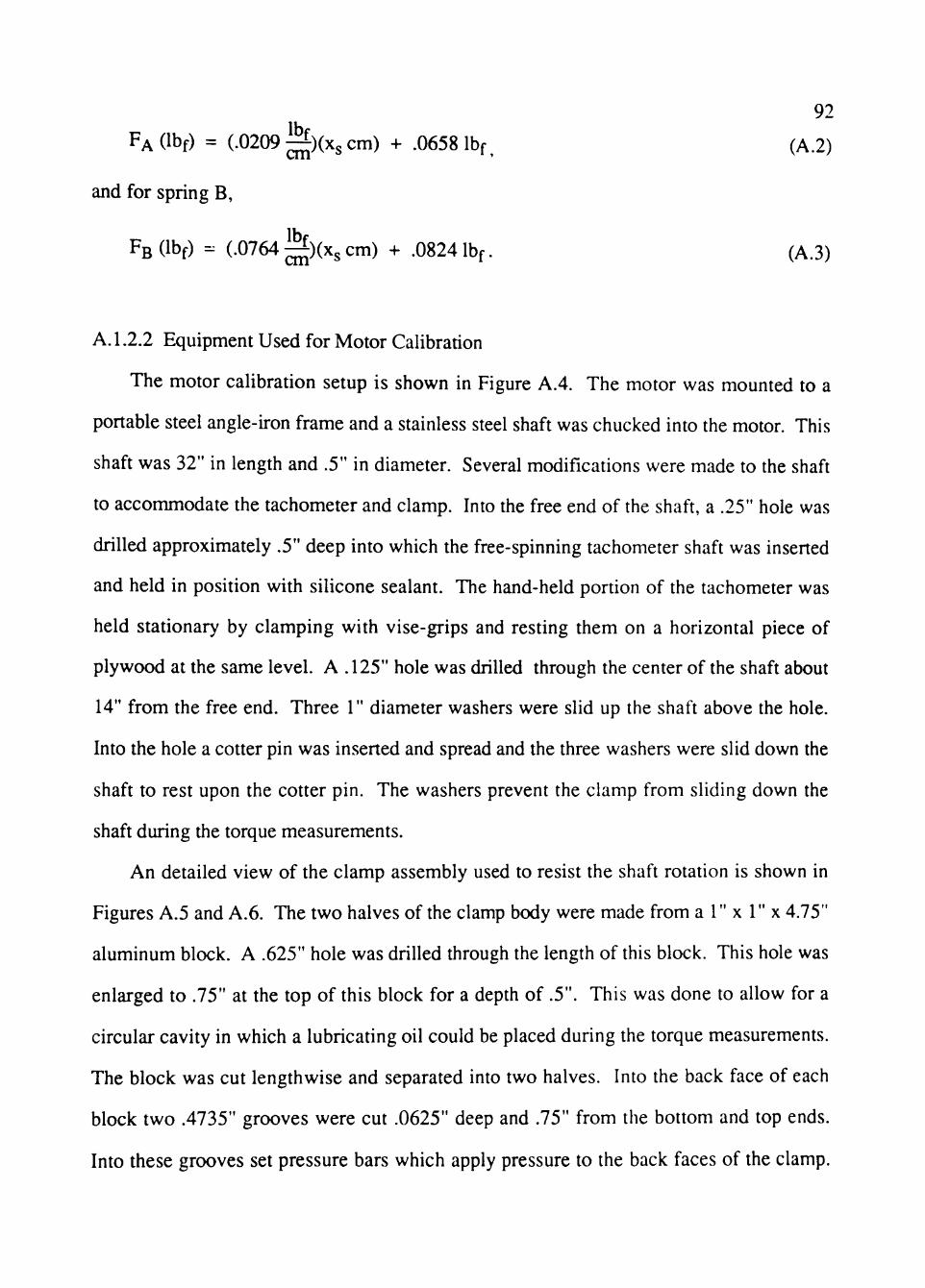
92
FA (Ibf) = (.0209 ^ ) ( x s cm) 4- .0658 Ibf, (A.2)
and for spring B,
FBdbf) - (.0764 ^ ) ( x s cm) + .0824 Ibf. (A.3)
A. 1.2.2 Equipment Used for Motor Calibration
The motor calibration setup is shown in Figure A.4. The motor was mounted to a
portable steel angle-iron frame and a stainless steel shaft was chucked into the motor. This
shaft was 32" in length and .5" in diameter. Several modifications were made to the shaft
to accommodate the tachometer and clamp. Into the free end of the shaft, a .25" hole was
drilled approximately .5" deep into which the free-spinning tachometer shaft was inserted
and held in position with silicone sealant. The hand-held portion of the tachometer was
held stationary by clamping with vise-grips and resting them on a horizontal piece of
plywood at the same level. A .125" hole was drilled through the center of the shaft about
14" from the free end. Three 1" diameter washers were slid up the shaft above the hole.
Into the hole a cotter pin was inserted and spread and the three washers were slid down the
shaft to rest upon the cotter pin. The washers prevent the clamp from sliding down the
shaft during the torque measurements.
An detailed view of the clamp assembly used to resist the shaft rotation is shown in
Figures A.5 and A.6. The two halves of the clamp body were made from a 1" x 1" x 4.75"
aluminum block. A .625" hole was drilled through the length of this block. This hole was
enlarged to .75" at the top of this block for a depth of .5". This was done to allow for a
circular cavity in which a lubricating oil could be placed during the torque measurements.
The block was cut lengthwise and separated into two halves. Into the back face of each
block two .4735" grooves were cut .0625" deep and .75" from the bottom and top ends.
Into these grooves set pressure bars which apply pressure to the back faces of the clamp.
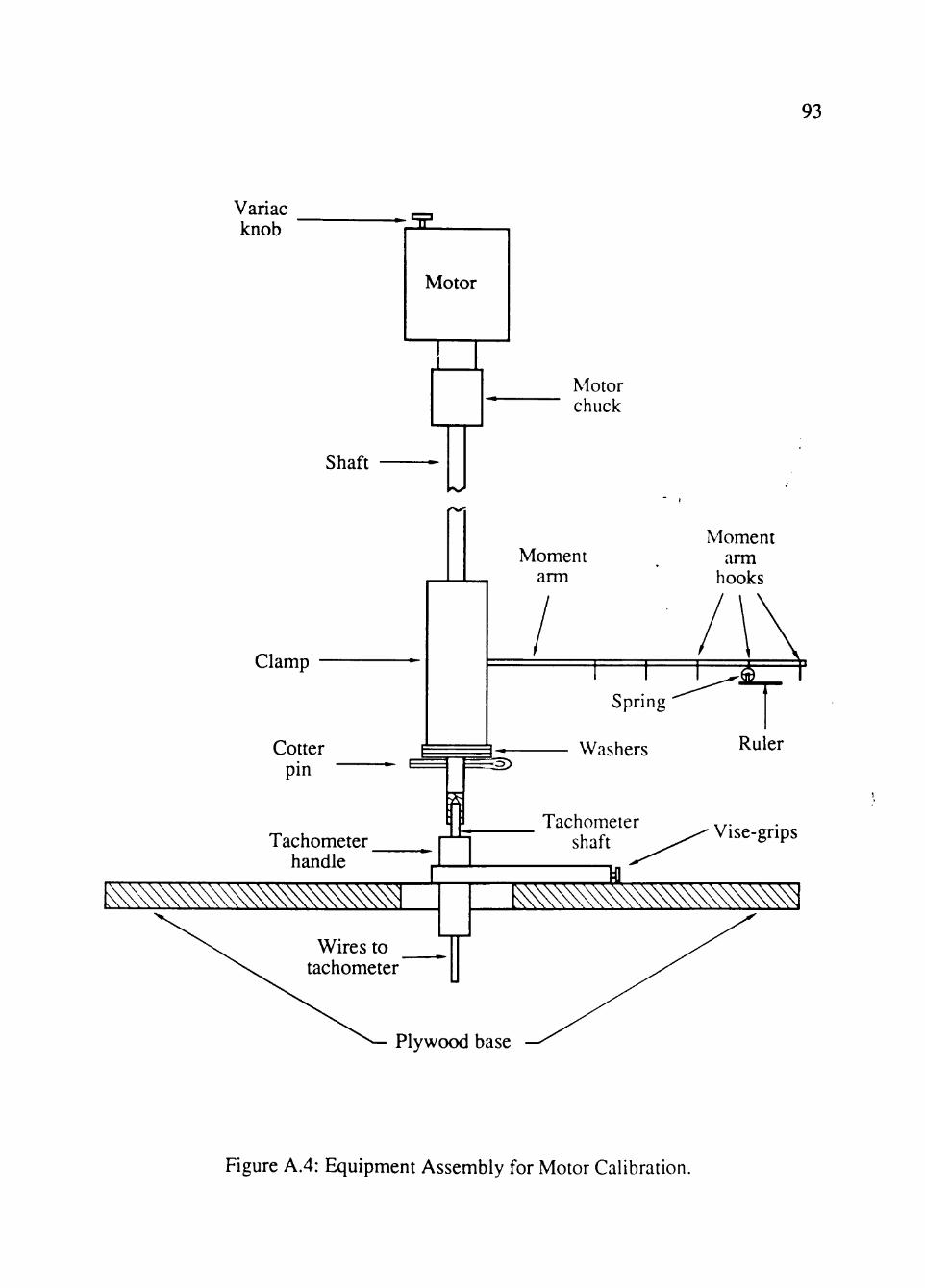
93
Variac knob
Clamp
Tachometer handle
Moment arm
k\\x\\\\\\\\\\\\\\\\\\m^
Motor chuck
Moment arm
hooks
I I I Spring
Washers
Tachometer shaft
Ruler
Vise-grips
fl ^ ^ ^ ^ ^ ^ ^
Wires to tachometer
Plywood base
Figure A.4: Equipment Assembly for Motor Calibration.
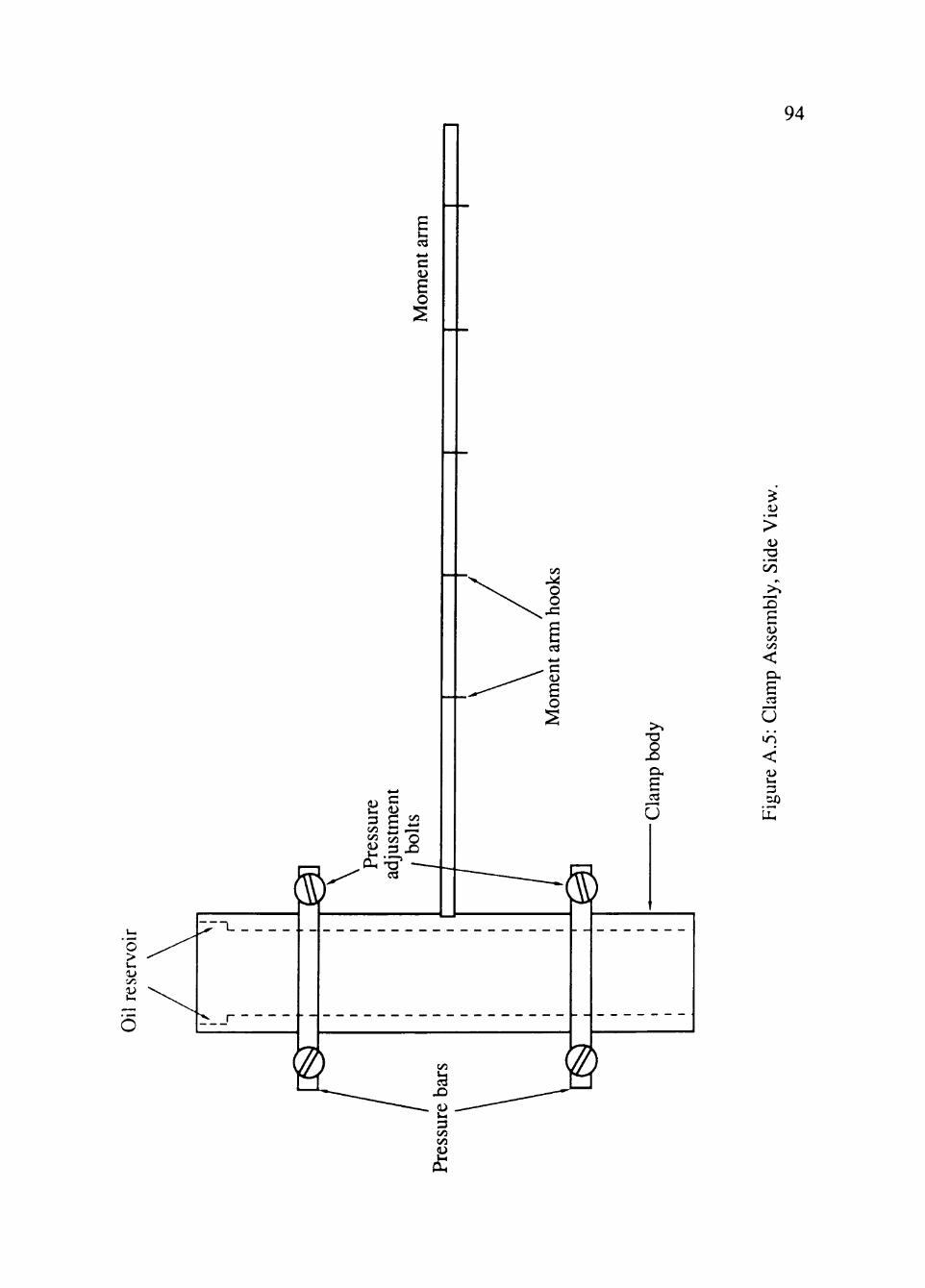
94
."2
IS £ Vi Vi
<
£ u
< •
OJ VH
3 60
3 C/3 C/5
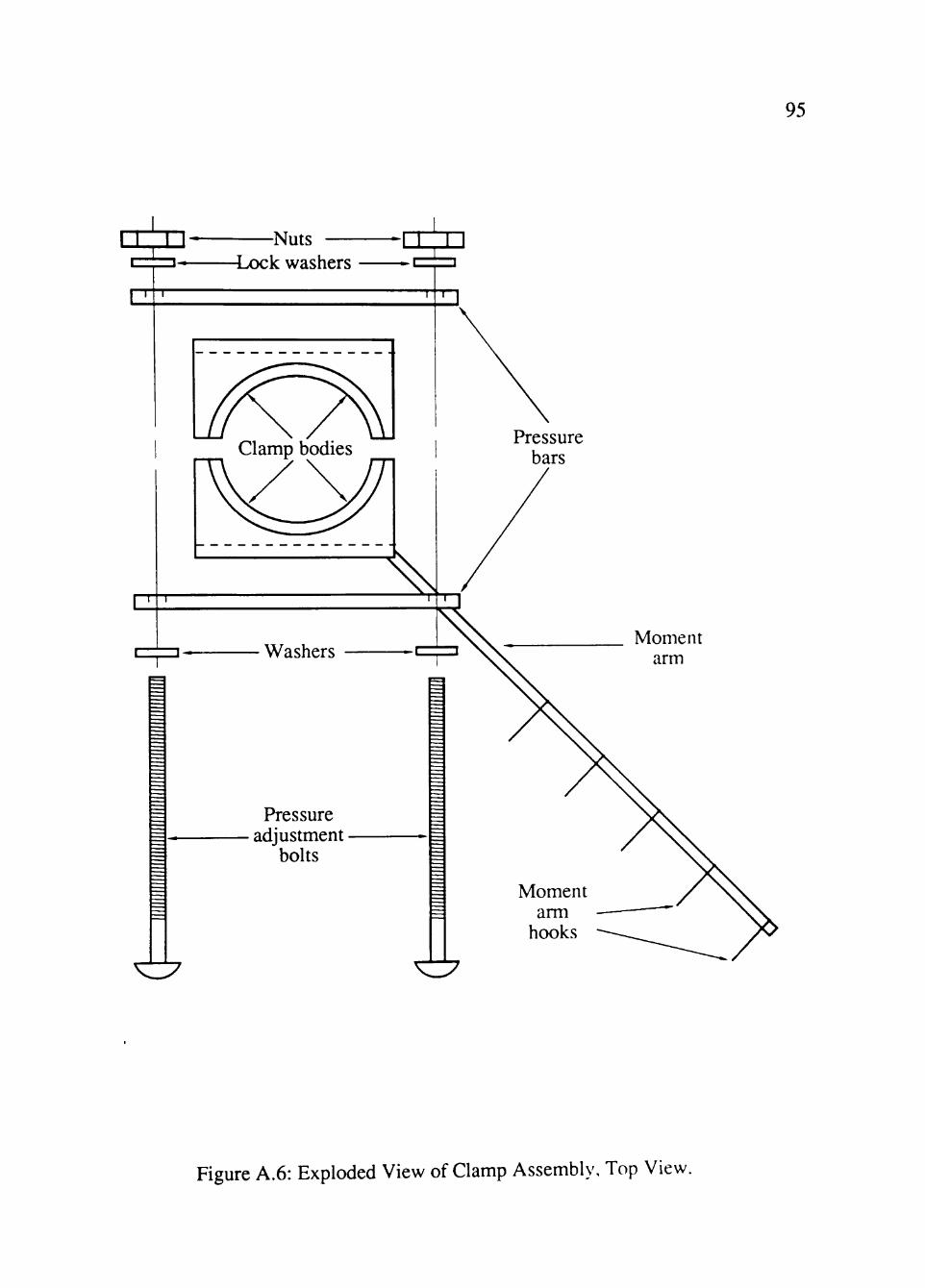
95
r r r n —Nuts -nzpn -Lock washers 1
Pressure bars
Moment arm
Figure A.6: Exploded View of Clamp Assembly, Top View.
96
The four bolts passing through the holes drilled through tiie pressure bars were used for
adjustment of the pressure to the shaft. Into the edge of one of the clamp bodies, a .125"
hole was drilled and threads tapped.
A .1875" brass rod of 12" length was used as the torque moment arm. Threads were
cut onto tiie end of this rod and the rod was screwed into the hole in the clamp body. Steel
hooks made from paperclips wcie soldered to the moment arm at distances of
4",6",8",10", and 12" from the clamp center. These hooks were provided for the
attachment of a spring end loop.
A strip of leather was used as a brake lining. The leather chosen was of medium
weight (.06" in thickness) and its dimensions were 4.5" x 3" (approx.). This strip of
leather was saturated with a light-weight machining oil for lubrication and to keep the
leather from drying out and burning during the torque measurements.
A. 1.2.3 Procedure for Motor Calibration
The torque measurements were obtained by the following procedure. With the motor
shut off the shaft assembly was inserted into the motor chuck and the chuck nut tightened.
A small amount of silicone sealant was applied to the free-spinning tachometer shaft and
this was insened into the hole drilled into the free end of the motor shaft. The silicone
sealant was allowed to cure for at least 12 hours before the motor was operated.
The leather strip was wrapped around the shaft in the direction of shaft rotation about
2" above the washers. The two halves of the clamp were placed around the leather strip.
The four pressure bars, bolts, washers, and nuts were then added. The bolts were hand
tightened so the clamp would not resist the rotation of tiie shaft. The clamp assembly and
leather were slid down the shaft until it rested upon the washers. The motor was then
turned on and was allowed to operate for 20 minutes at about 2000 RPM to allow the motor
to achieve a steady state operating temperature. The moment arm conveniently rotated and
97
hit the angle iron frame which kept the clamp assembly from rotating with the shaft. Care
was taken to enstu^ that the clamp offered no resistance to the rotation of the shaft. Oil was
periodically applied to keep tiie leather and shaft lubricated. After the motor had reached a
steady state operating temperature the variac knob was rotated to the selected position. A
spring was selected according to the magnitude of the torque anticipated. The layout of the
ruler, spring, clamp and moment arm is shown in Figure A.7. The moment arm hook was
selected according to the torque anticipated for the operating conditions of the motor. The
motor was slowed to 50 RPM less than the selected motor speed by tightening the bolts.
The rotational speed of the shaft gradually increased and when the proper RPM was
reached, the position on the ruler below the farthest spring coil was noted. The input
power was then noted from the wattmeter which was located within sight. Immediately,
the four pressure bolts were loosened so to offer no resistance to the shaft rotation.
A. 1.2.4 Motor Calibration Data and Chart
The data collected during the calibration of the motor are listed in Table A.2. A
calibration chart for the motor was made by plotting the torque versus the variac knob
rotation for different RPM. This chart was used during tiie experimental runs to determine
the shaft torque. This calibration chart is shown as Figure A.8.
A. 1.2.5 Sample Calculation
A sample calculation is given for the determination of the data presented in Table A.2.
The raw data recorded during a calibration is shown below.
Variac knob rotation 210°,
RPM 1500/min,
Spring coil position 18.8 cm.
Spring type A,
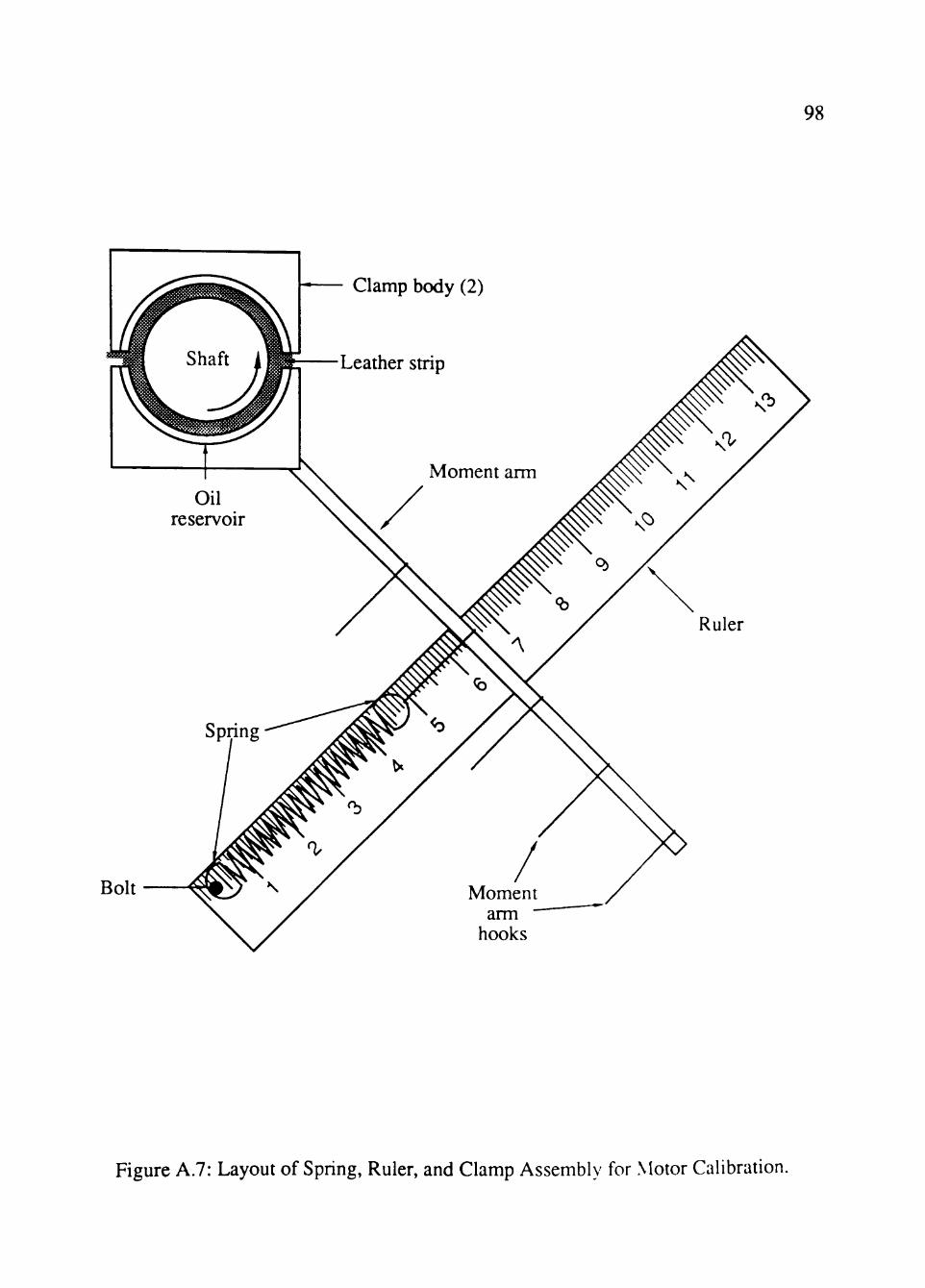
98
Oil reservoir
Clamp body (2)
Leather strip
Bolt Moment arm
hooks
Figure A.7: Layout of Spring, Ruler, and Clamp Assembly for Motor Calibration.
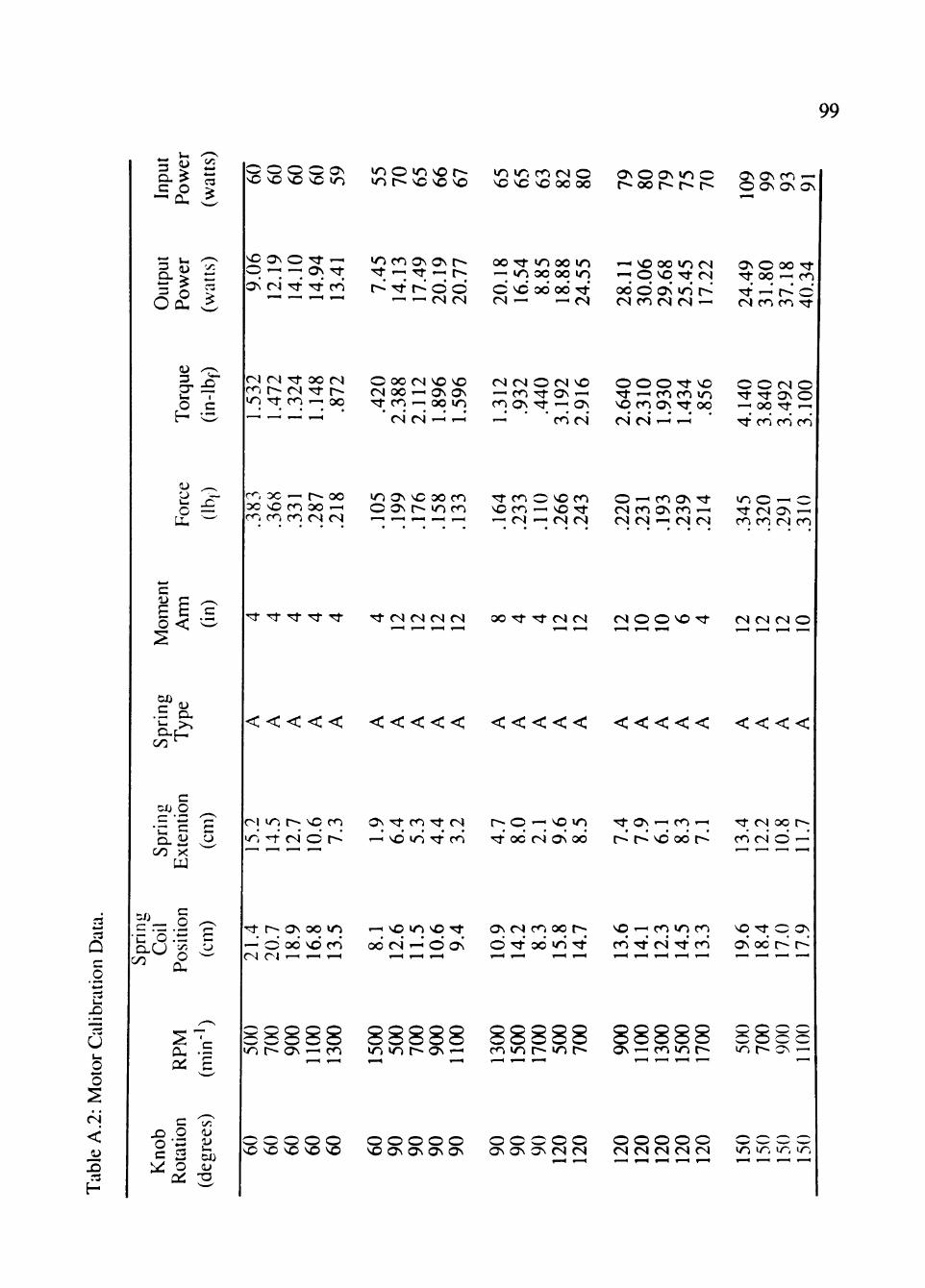
99
n
Q 3
o
U Ui
O
<
.a n
H
a. > c o ^ a.
6/)
v.
(U ,7v
§-^ V H I
O C
c
£ £ 1^
.3 a.
00
c 60 O
CL.B 00 X
Q O O O ON vC VO VO vO lO
»0 O >0 vO t^ lo r^ VO VO
»o w-i m <N o VC VO vO 00 00
ON O ON >0 C r^ CO r^ r~- r--
ON ON m -O ON ON ON
vO ON O -^ -^ O —< — ON rt ON ri Tt Tf CO
»0 m ON Ov r ' . ' . '^ .
t^ ' ' l^ O O -^ -^ <N <N
OO Tt lO OO »o ^ »0 OO OO lO O VC od oo Tt rs -^ —' <N
'—' NO oo »0 <N ^ P VO Tt CN od o ON >o r- <N en <N «N -^
ON O 00 Tf Tt OO —' c<-i ' —' r- d
CN CO en Tt
(N CN Tt OO CN
ro r- cN Tt r--lo - m ^ oo
O oo CN VO VO CN 00 ON ON Tt CO OO >o • • • • • CN (N -^ '—
(N rN O CN VO —' ro Tf ON T- ro ON Tf <—1 Ov
' ro oi
O O O ^ VO Tf r-H CO ro m VO ro Ov "^ OO • • • • •
<N <S —I 1—I
O O (N O '' ON O —' oo Tf ^ •«f ro ro ro
CO 3c -^ r>. oo 3C vo ro oo ^ ro CO CO (N rN
lo Ov VO oo ro O Ov r- »o ro
•^ ro o VO ro VO ro —' VO Tf -^ <N — fN (N
O ^ ro ON Tf CN ro ON ro <N CN <—! <N <N
lO o - o "" <N OS -^ ro ro CN CO
' ^ ' ^ T f T f T f T f < N ( N ( N < N O O T f r f r ^ c N i ( N O O V O T f CNCNCNO
< < < < < < < < < < < < < < < < < < < < < < < <
CJ
— O u o .3; 3
s: .£ a: £
c X i o
c/5
VH
o j i o r ^ v c r o O N T f c o T f c s
»r i CN O r- ^ vd uS Tf CO
r - o — VO u-i
Tf oo cs ON od Tf ON ^^ r o —1 r- r- VO od r-
Tf CN oo r -CO <N o —'
Tf r-- ON oo »o —* o od vd CO (N 0< —I ^ '-H
'—I VO l o vq Tf
od CN '—< O Ov
Ov CN r o oo r^ O Tf od »0 Tf
vq --< r o >o CO CO Tf CN Tf CO
vq Tf O ON
ON od r^ r-
lO r^ ON ^^ CO uo i n t ^ ON "-^ CO »o r^ «r> r^ ON '—' r o »o r^ ^^ 55 ^^ ^5 LO r - —
_; o o o o vO vO vO vO VO o oooo
^ ON ON Ov ON
o o o o o ON ON ON CN CN
ooooo CN CN CN CN CN
lO LO t o LO
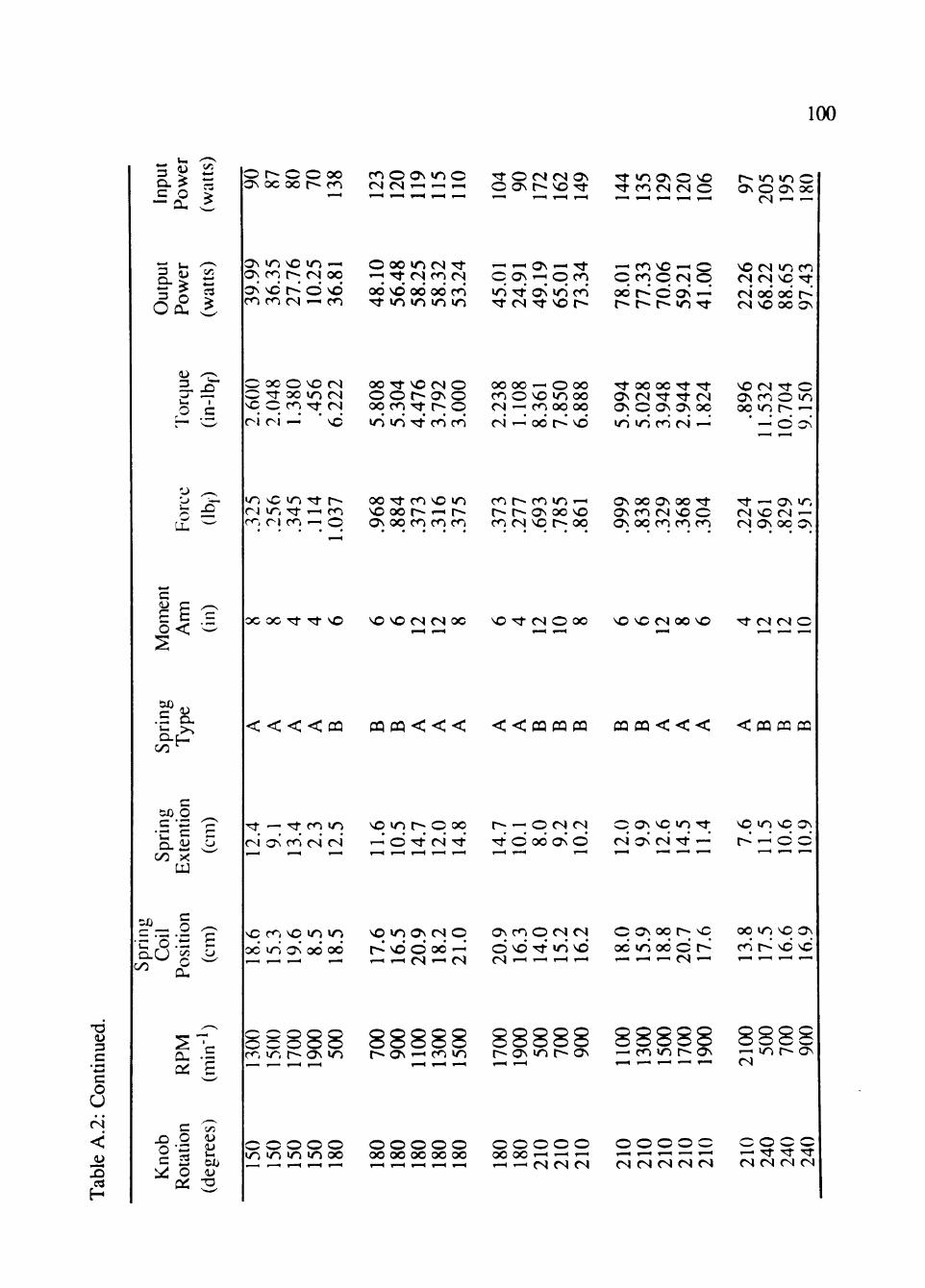
100
•a <u 3 C
•<-H *-^ c o U CN
<
ti Oi « a. t=
3 ^ «
2..0" UH I
O C
si"
o<
.5 CL
00 ^
c M) O c "z:
"C = a. H
LU
^— § •u p .t: cxU ^ ^ S.
r— r-
o
p o
X)
o C
c o
tati
o cci
c/5 <U
gre
<u -a
o r- o o oo ON oc oo r^ CO
CO O Ov »0 O <N CN —' ^
Tf O CN CN ON O ON r- VO Tf
Tf »0 Ov O VO Tf CO CN CN O
ON »n VO »o -^ ON CO r*; CN oo ON vd r- o vd ro ro CN ^ ro
O 00 >ri CN Tf '-J Tf CN ro CN od vd od od ro Tf lO »0 in in
— ^ ON -^ Tf O Oj ""I p ro in rf ON in ro Tf CN Tf VO r-
'- ro VO O p ro p CN p od r- C ON *
r^ r- r^ in Tf
O oo O VO CN O Tf 00 in CN vC O CO Tf CN
00 Tf VO CN O O O t^ ON o oo ro Tf t^ O
oo oo O oo ro o VO in oo fv| -^ ro oo oo
Tf oo oo Tf Tf Ov CN Tf Tf CN ON O 0\ ON OO
Cl Cl ^ VO i n i n T f c o r o cN' -^oor-vo i n i n r o c N ^ -
in vC in Tf r^ rj in Tf T—1 CO r<, rt ro -^ O
oo Tf CO VO m VO oo r^ r^ ON oo CO CO CO
CO r^ CO in H r^ r^ Ov oo VO CO CN VO r^ oo
ON oo 0> oo Tf Ov CO CN vO C ON OO CO CO CO
r>- »n in o ON O ON oc
CN —
VO CN in CO CN CN vq Tf CN od od r^ CN VO oo ON
VO (N Tf C ON CO o in 00 in r- ^ * —"' d o
Tf ON in CN VO CN — CN Ov OO ON
O C O C T f T f v O VOVOCNCNOO V O T f C N O O O VOvOCNOOVO T f c N C N O
< < < < CQ C Q C Q < < < < < CQ CQ CQ CQ PQ < < < < PQ CQ CQ
Tf — Tf CO i n CN ON CO CN CN
VO i n r - o 00
--«* d T f CN Tf
r - — O CN CN Tf d od ON d
o o N v o i n T f voinvooN CN ON CN Tf —* r- d O
vO CO VO in »n od in ON od od
vq in ON CN p r- vd d od ^ ^ -^ CN CN
Ov CO p CN CN d vd Tf in vd CN ^ '—• '-'
r<. in r-> ON m r* ON ro m r-- ON in r^ ON
O ON oo [ vC od in od d t^
^ ro m r^ ON
oo in VO ON ro r- vd vd
^ in r^ ON CN
O O O O O i n i n i n i n oo
O O O O O oo oo oo oo 00
O O O O O oo oo 1—I ^ .—1 r-H r. CN CN CN
O O O O O CN CN CN CN CN
^ Tf ^ ^ CN CN (N CN
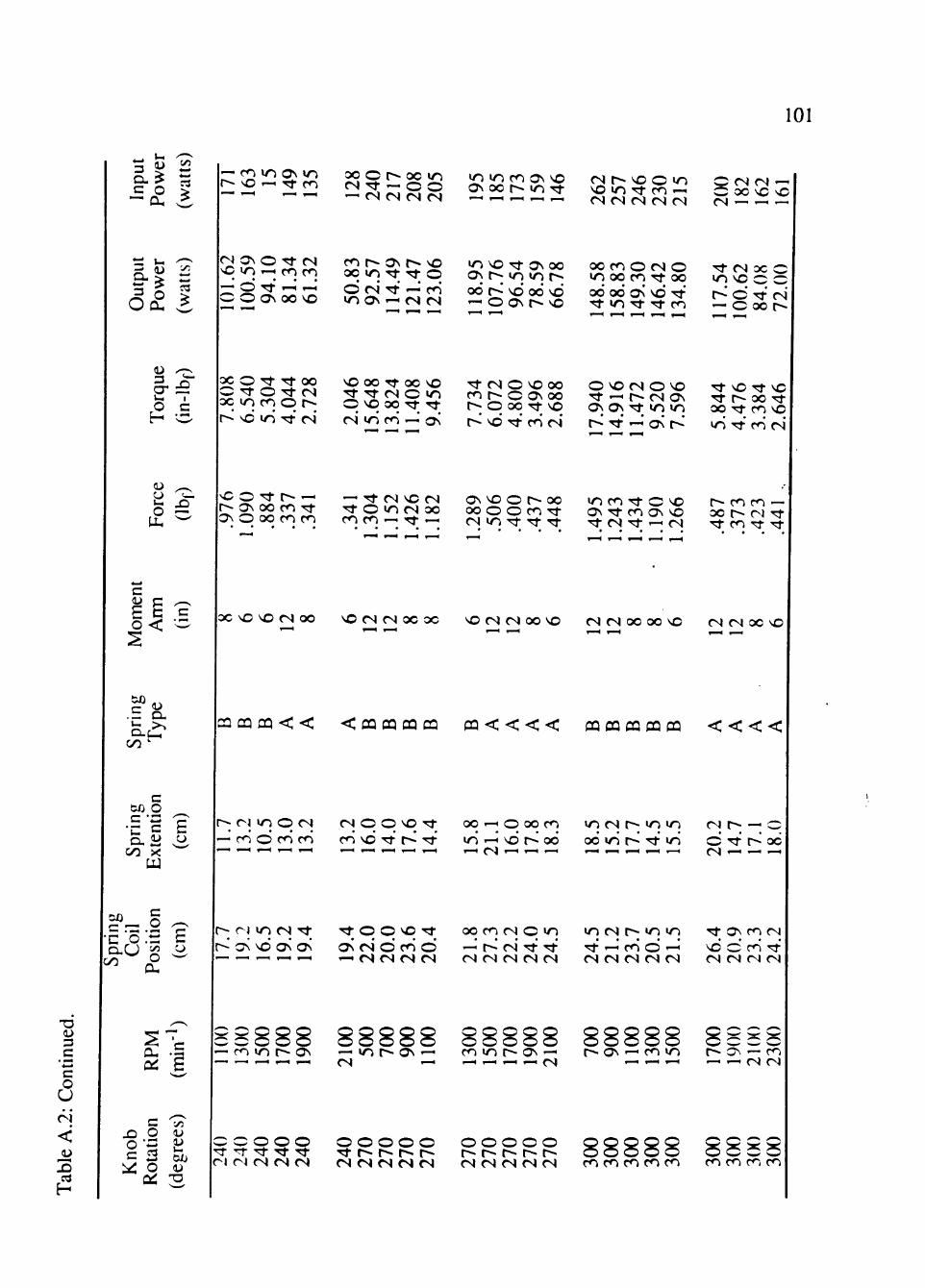
101
3 (U «2
VH I
<1^ ^ - v
O
c
o<
.5 a,
oo
c
60 O
00 X
W
—' ro in ON in r^ vo '- Tf CO
fN ON O Tf CN vO in »-i CO CO • • • • •
— O T^ .-H O O ON 00 VO
OO o r OC in CN Tf —. o o —' CN CN CN CN
CO I— ON r* vO 0C5 in Tf Tf o d CN Tf ' CO in ON CN CN
in in ro Ov VO ON oo r- in Tf
in VO Tf ON oo ON r^ in in r^ od r«.* vd od VO '—' o Ov r«- vo
CN r-* VO o in VO in Tf CO '—I CN CN cs cs CN
00 CO O CN O in 00 CO Tf oo od od ON vd Tf Tf in Tf Tf CO
O CN (N « O oo VO vO CN — — —
Tf CS OC O in VO o o r- d Tf rs — O 00 t^
00 O Tf Tf oo O Tf o Tf CN oc in CO o r-r^ vd in Tf r4
VO oo Tf oo VO Tf Tf rs o in O VO oo Tf Tf
Tf cs O VO 00 ro r- O ON oo r^ o 00 Tf VO
O VO CN O VO Tf -H r- CN Ov ON ON Tf in in
Tf VO Tf VO Tf r-- 00 Tf oo Tf CO VO ^ | f J ^ ; ^ O N r-voTfcocN r^Tfr-^ovr^ inTfcor4
vC o Tf r- -^ r-- ON oo CO Tf ON O oo CO CO
— Tf <N VO CN Tf o in CS OO CO ro -^ Tf ^
ON VO O r- oo oo O O CO Tf CN in Tf Tf Tf
in CO Tf o VO ON Tf CO ON VO Tf CN Tf CN
r CO m — oo r- cj Tf Tf ro Tf Tf
oc VO VO CN oo VO CN CN oo oc VO cs CN oo VO CS CS OO OO vO CN CN 00 VO
E
^ - o •CO.- c
CQ QQ PQ < < < CQ CQ PQ CQ pQ < < < < pQ OQ CQ CQ CQ < < < <
r cl in p CN — CO d ro ro
CN p p vq Tf CO vd Tf r^ Tf
oc H O oo CO
in ^ VO r^ oo in CN r^ in in od in r^ Tf in
CN r^ — O Tf r- oo CN — —
T3 1> 3 C -t.^
C O U C J
<
X) ,"= H
JO
o C ^
S OH oii,
c O
*-> O rf.
,—^ 1
c ^
^ ^
c/5
VH
00 (U -o ^^
r- Ol in CN Tf r-* ON vd ON ON
Tf p p vq Tf ON CN O ro d '^ CN CN CN CN
— CO in r^ ON —' in r-~ ON cs -
00 CO CN o in —<' r- CN Tf Tf <N CN CN CN CN
CO in r^ ON —I
in CN r^ in in Tf rJ CO d ^' CN CS CN CN CN
Tf ON CO (N vd d CO Tf CN CN (N CN
r^ ON ^ ro in r»- CN CO — '^ CN CN
: O O O O TT Tf Tf Tf Tf rJ (N CN CN CN
OOOOO Tf r«. r-. r^ r-CN CN CN CN CN
OOOOO r- r^ t^ r- r^ CN CN CN CN CN
8 CO CO CO ro CO CO CO CO CO
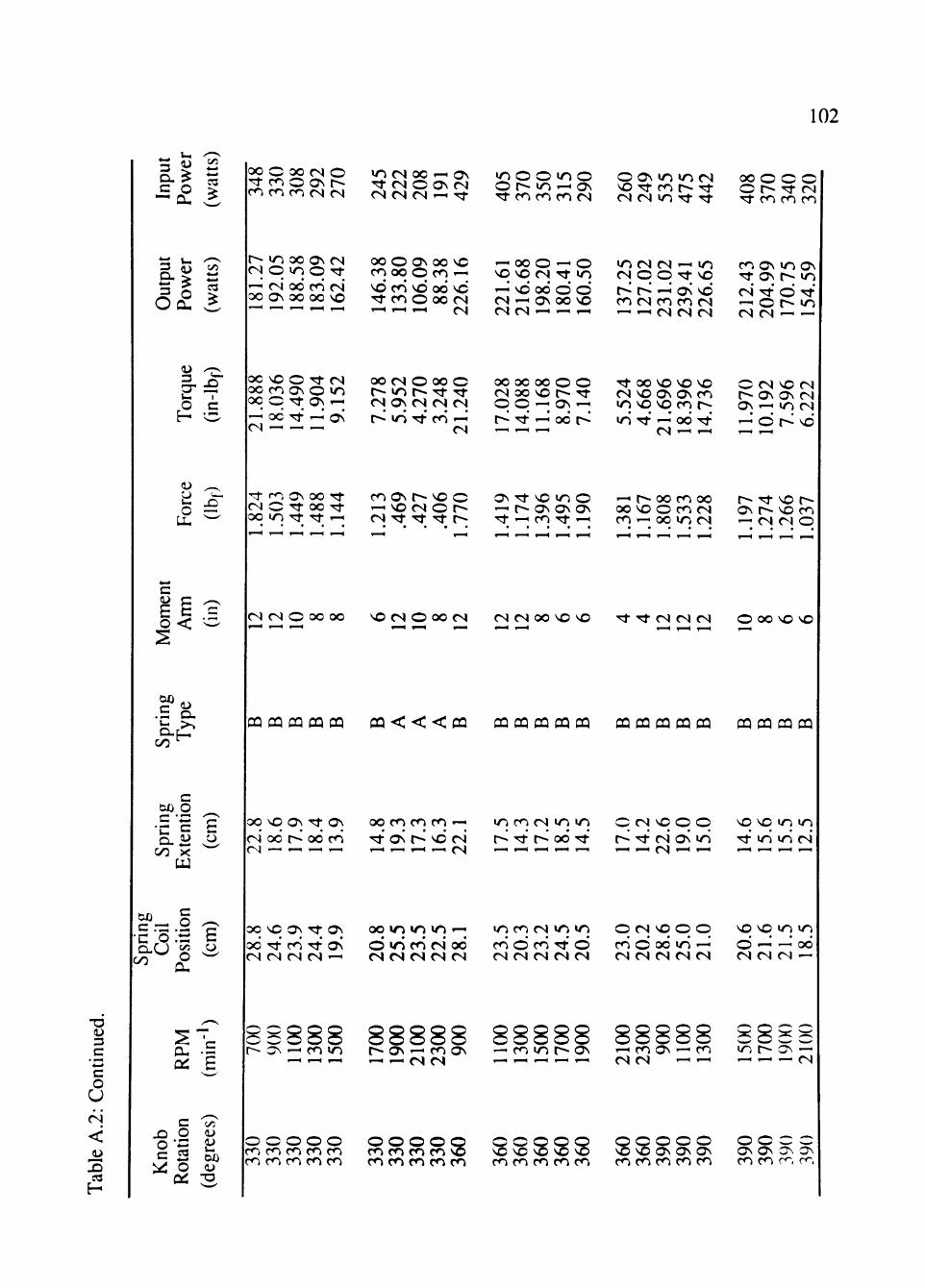
102
3 <U i2
= O >
3 43 c/5
*-• 5 TS
0(2 1
V H I
1> .—,
U H ^
c
OO O OO CN O Tf CO o Ov r -co CO CO cs CN
r-> i n oo ON CN CN p i n o Tf
^ CN od CO CN oo Ov oc oc VO
i n CN 00 — Ov Tf cs O ON CN CN CN CN T f
OO O ON OO VO ro oo O ro '— vd CO vd od VO Tf CO o oo cs
in o O in o O r^ in ON Tf CO ro ro CN
^ oo O - O vq vq cs Tf in r^ so oc G C^ CN ON 00 VO CN CN -^ r-.
O ON in in CN VO Tf CO r^ Tf CN cs in Tf Tf
in CN CN l-H in
CN o o Tf VO • • • • •
r- r o VO CO cs CO CO CN ^ ^ cs CN CN
oo O O O o r Tf r Tf CO CO CO
ro ON in ON "^ ON r- in CN Tf d Tf - o r- in CN CN -^
oc VO O Tf cs OC CO ON O in oc O Tf Ov
'- OC Tf r-H ON
oo CN O 00 O r- in r»- Tf Tf CN Ov CN CN CN t^ in Tf CO '—
cs
00 oo 00 o O CN oo VO r^ Tf O O -- ON r^ Tf oo r*»
Tf oo VO VO VO CN VO ON ON CO in VO VO CO r-in Tf oo Tf
cs -H
O CN VO CN r- Ov ON CN Ov'—1 in CN ^ o r VO
Tf r<, ON oo Tf CN O Tf OC Tf OC in Tf Tf ,—1
CO Ov r VO o ^ VO CN o r CN Tf Tf Tf r-
ON Tf VO in O •—' r^ Ov O N ON Tf ^ CO Tf l-H
^H r^ OO CO OO oo VO O CO cs CO 00 in CN
r- Tf VO r-ON r- VO CO ^ CN CN O
C N C N O O O O C V O C N O O O C N CNCNOOvOVO T f T f C N C N C N O O O V O v O
e ^ .3 O.
00 '^
3 00 O
'C = a. iii 00 X
£
60 — O C ."3 .^ c o .ti
£
T3 3 C 'S C O U (N
<
X) a H
X5
o c t^
s O-Q:
c O
O fy,
^—V
t
h
Vi
00 <u "O ^—'
CQ PQ QQ PQ PQ PQ < < < PQ PQ PQ PQ pQ PQ CQ pQ pQ CQ PQ CQ CQ CQ CQ
o c v o o v T f O N o o r o r o r O ' — '
CN oc r- 00 ro Tf Ov r^ VO CN in ro CN in in r- Tf r- od Tf
p CN vq p p r- Tf CN Ov '' ^ ^ CN ^
vq vq in in Tf in in CN
oc VO ON Tf ON
od Tf CO Tf ON CN CN CN CN -H
OO »n «n »n .-I d in CO CN od CN CN CN CN cs
in CO CN in in
CO d ro Tf d CN CN CN CN CN
p CS vq p p ro d od in CN CN CN CN CN
vq vq »ri in d * —< od CN CN CN —
O ro in r^ ON '—I ro Ov
—' -H cs CN '-' ro in r^ ON ^H ro ON '- ro
CN CN —' in r- ON —
OOOOO CO CO CO CO CO CO CO CO CO ro
OOOO ro CO CO CO ro CO CO CO CO
O O QQ VO VO 'O 'O ro CO CO CO CO
SQ O O O VO ON ON ON
CO ro CO CO CO
O O O O Ov ON ON ON CO CO r^, (T -
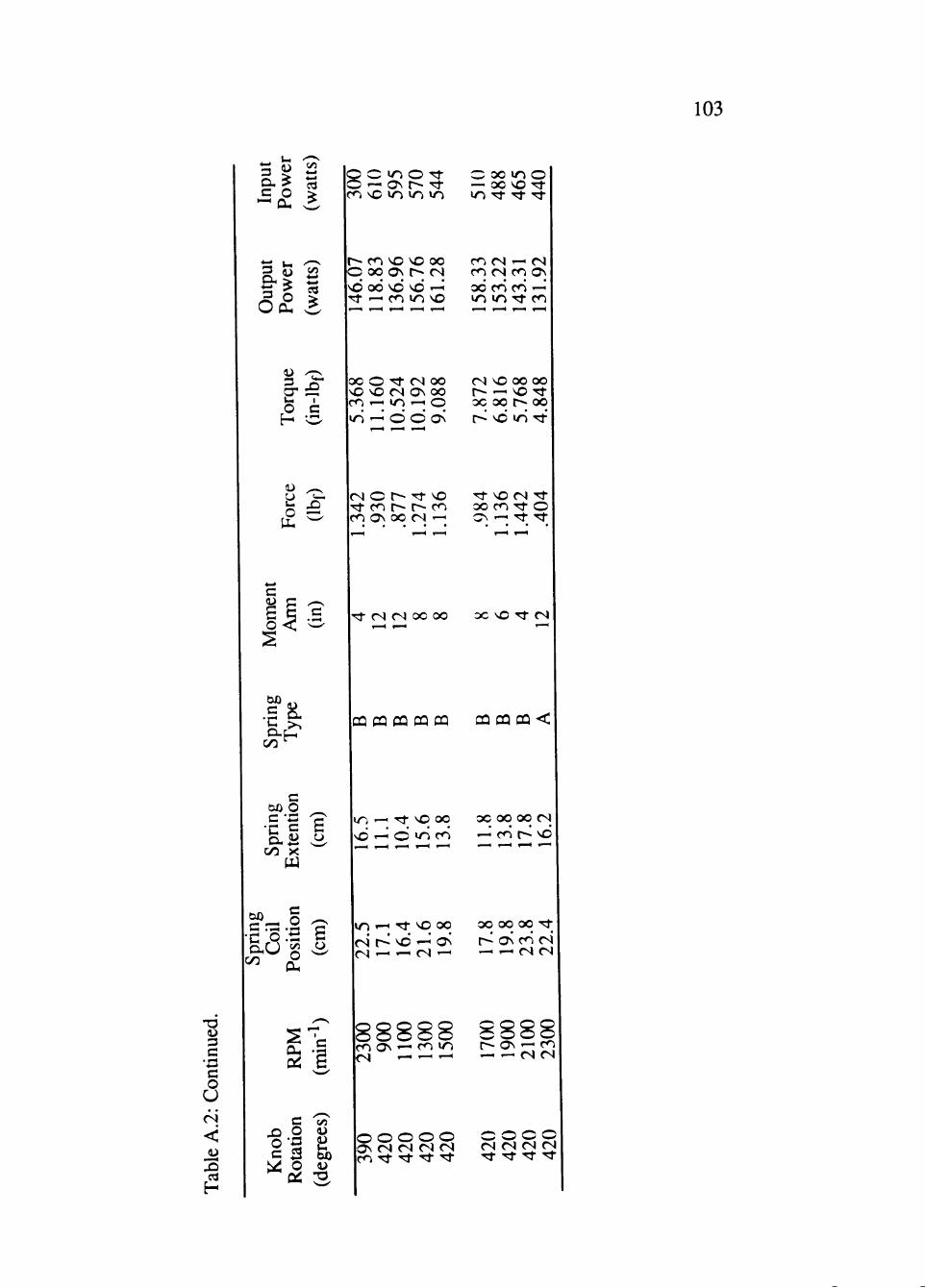
103
CX ? tS C O >
^ CU 3
c/3
VH I
o c
tu ^
Q o in o Tf O —1 ON r-« Tf CO vo in in in
r- CO VO VO oo p oo ON r- CN vd od vd vd '-3 Tf H CO in VO
oo O Tf CN oo vO vO CN ON oo CO i-< in --< p in —<* d d ON
CN o r^ Tf VO Tf CO r^ r- CO CO Ov oo cs '—' ,—1 — H ^ ^
O OC in o — oo VO Tf >n Tf Tf Tf
CO CS —1 CN CO cs CO ON od CO CO ^ in in Tf CO
CN VO oo oo r- —' NO Tf oc oo r^ oo r- vd in Tf
Tf VO CN Tf oo CO Tf o ON T—1 Tf Tf
r-( 1—(
T3 <o zs a
•a c o
U • •
cs
3
c n. 00 ^
ring
nt
ion
00 X Hi
T f C S C N O C O O O C v O T f C S
QQCQCQCQPQ CQCQCQ<
£
0 0 —, o •c 'o :B £
CJ
m ' Tf VO oo sO <—1 o in CO
OC oo oc cs ^H en r^ VO
in*—iTfvooo ooooooTf csr-^vd'—'ON r~-ONrocs CN ^ ' - ' CN ' ^ — l u e s e s
C Vi
o O (O
C B bo
OS S
CO ON '—' CO i n es ^ ^ ^ r - ON ^H CO — — cs CN
O O O O O ON CN CN CN CN CO Tf Tf Tf Tf
OOOO CN CN CN CN Tf Tf Tf Tf
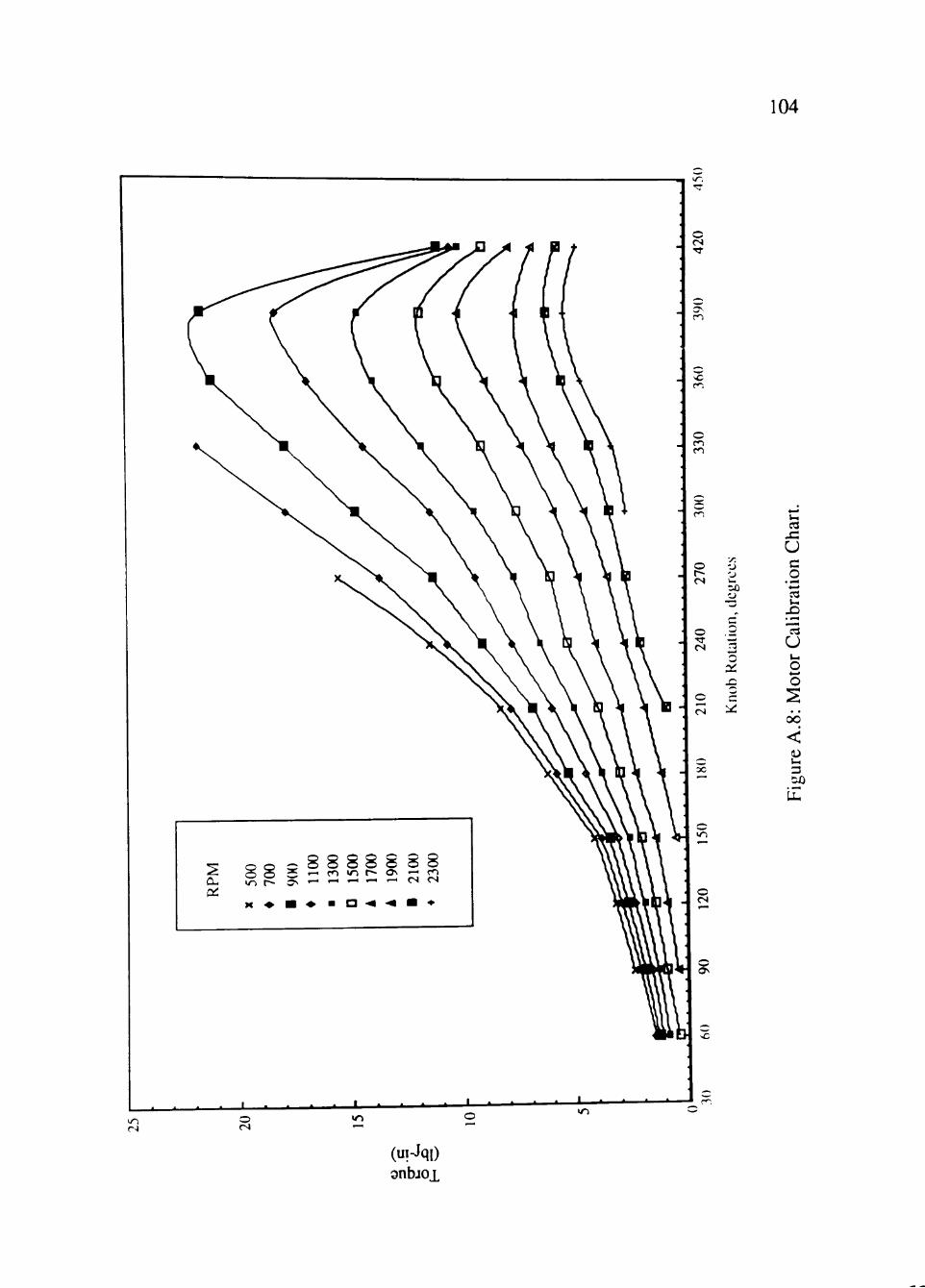
104
i /~. • ^
c CN TT
C
m
i n
o cs
o ON
03 XZ
U o r~ <N
o
o (N
O 30
•"—
•y.
' J u. SO o ^ " o
lal
OL X X
•JL
C o . H H 4 . ^
03 VH
X) _ 03
u VH
o o s
eA.8
:
V.I
3 00
(uiJqO snbjox
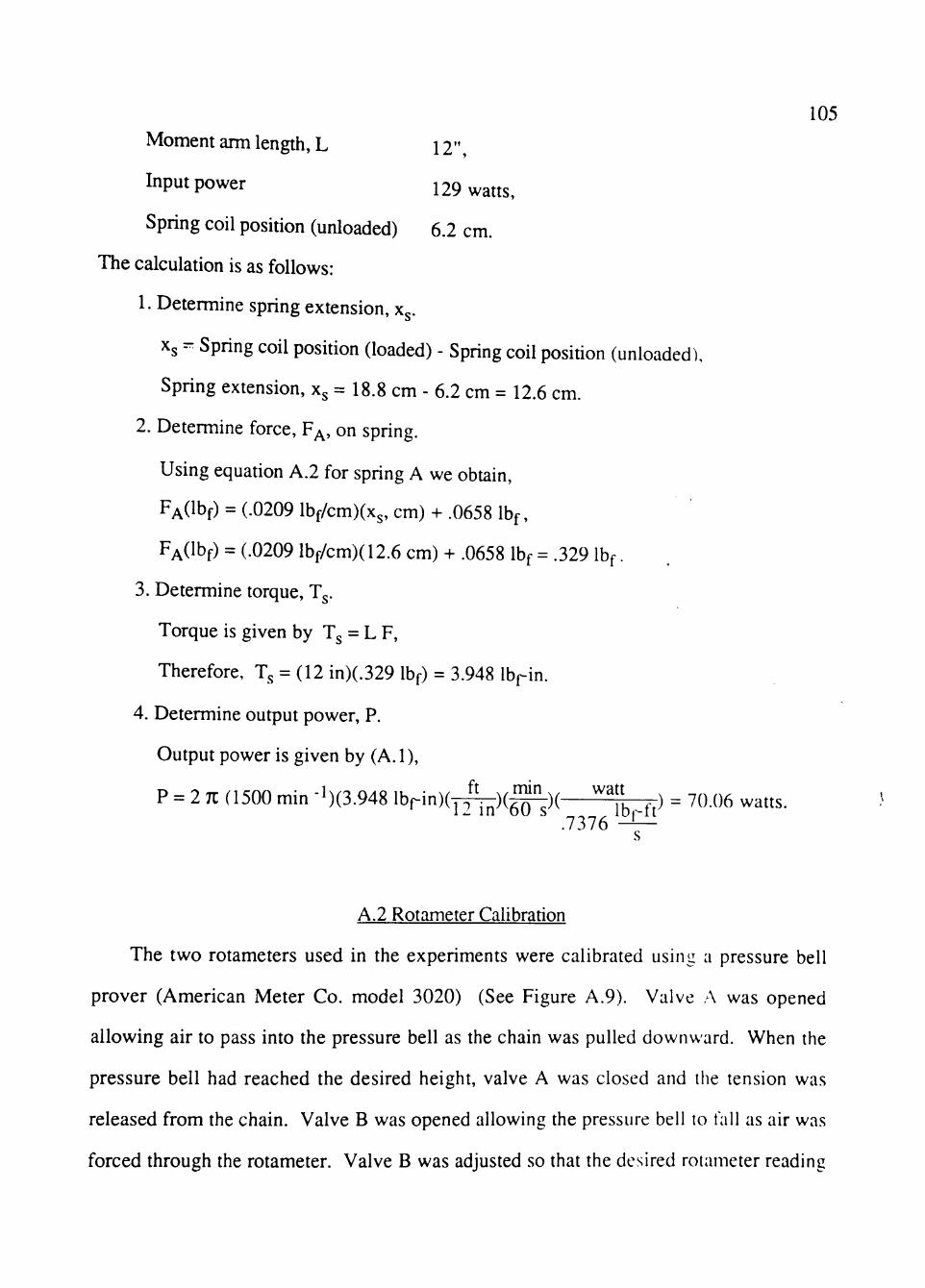
105
Moment arm length, L 12"
Input power 129 watts,
Spring coil position (unloaded) 6.2 cm.
The calculation is as follows:
1. Determine spring extension, x .
Xg - Spring coil position (loaded) - Spring coil position (unloaded),
Spring extension, Xs = 18.8 cm - 6.2 cm = 12.6 cm.
2. Determine force, F^, on spring.
Using equation A.2 for spring A we obtain,
FA(lbf) = (.0209 lbf/cm)(x3, cm) + .0658 Ibf,
FA(lbf) = (.0209 lbf/cm)(12.6 cm) + .0658 Ibf = .329 Ibf.
3. Determine torque, T .
Torque is given by Tg = L F,
Therefore, T = (12 in)(.329 Ibf) = 3.948 Ibfin.
4. Determine output power, P.
Output power is given by (A.l),
P = 2 7C (1500 min -1)(3.948 l b r i n ) ( p r [ ^ ) ( ^ ) ( ^^^^|^) = 70.06 watts. .7376 -L—
A.2 Rotameter Calibration
The two rotameters used in the experiments were calibrated using a pressure bell
prover (American Meter Co. model 3020) (See Figure A.9). Valve A was opened
allowing air to pass into the pressure bell as the chain was pulled downward. When the
pressure bell had reached the desired height, valve A was closed and the tension was
released from the chain. Valve B was opened allowing the pressure bell to fall as air was
forced through the rotameter. Valve B was adjusted so that the desired rotameter reading
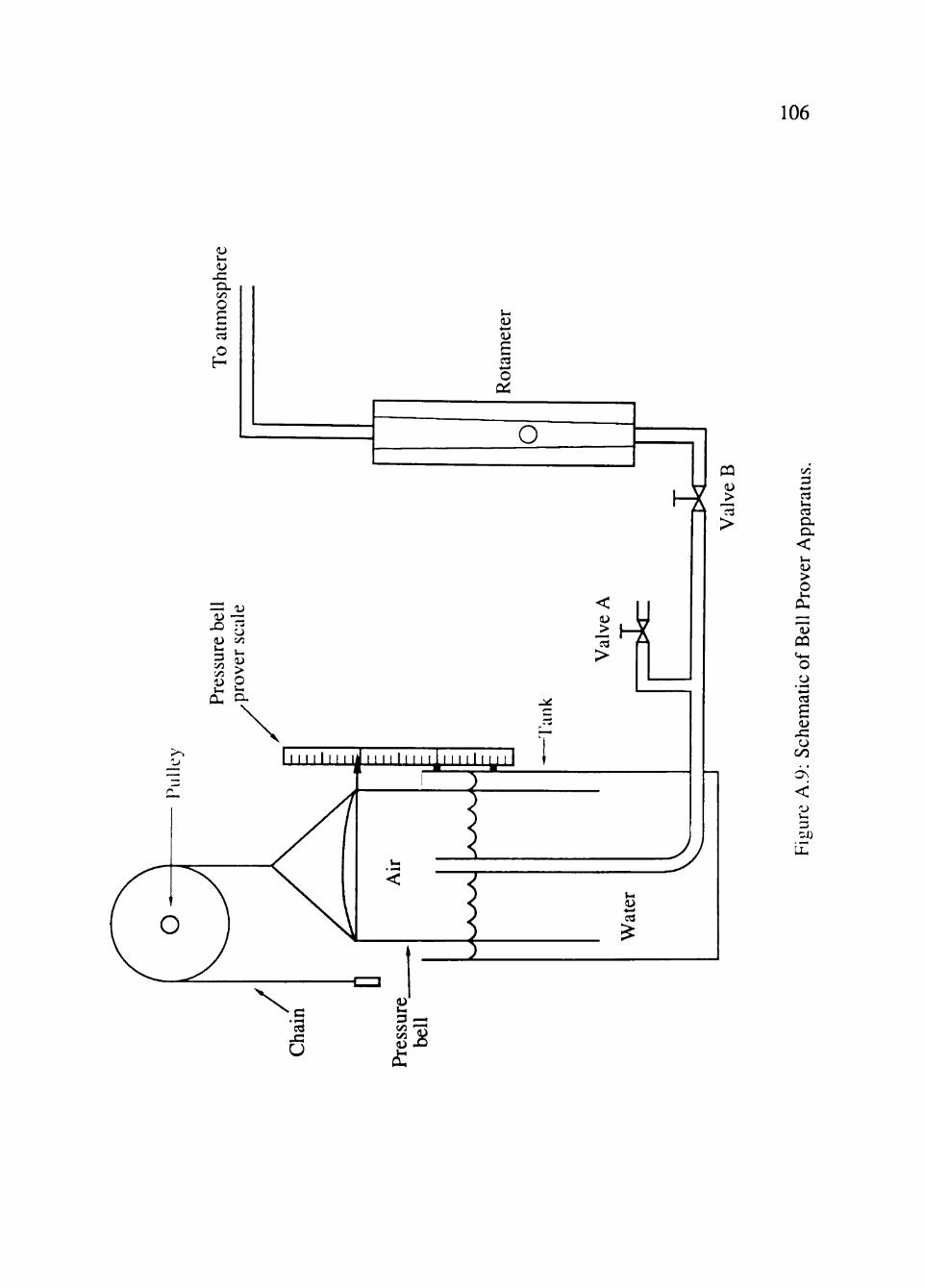
106
VH
sz a. Vi Q
a O H
VH
£ o
pti
O PQ
H ^ l >
1^ 03
>
l j ( l ' l l l M l l | l l l l l H _ l l l
t!J -<—• 03
VH
3 —. c/5 V D . O
3
VH
CX a.
< VH
> O VH
OH
CQ
o CJ
03
£ xz o 00
ON
< k.
Hi
107
was achieved. The small rotameter was read at the top of the ball. The reference gas was
air at a pressure of 100 psia and a temperature of 70T. The bell prover scale indicated the
amount of air passed which flowed through the rotameter as the elapsed time was
measured. The temperature of the air was determined by positioning a thermometer at the
outlet of the rotameter. The barometric pressure was obtained from the National Weather
Service and was 30.13" Hg during the calibration of the rotameter. Table A.3 lists the data
recorded during the nine calibration runs performed on the small rotameter.
The calculations of the air flow rate through the rotameter are as follows: Run 3 is
used as an example.
Measured quantities.
Volume of air passing through rotameter = 2.0 ft^.
Temperature = 8 r F ,
Patm = 30.13 in Hg,
Elapsed time = 7.90 min,
Rotameter indicator reading = .8 .
At this temperature from a psychromeoic chart there are 14.2 ft humid air per Ib^ dry
air and .023 Ib^ H2O per Ib^ dry air (Perry, 1984). The number of moles passing through
the rotameter is determined in the following way. Since the psychrometric chart is at
standard pressure, correct for pressure.
ft3 humid air 29.921" Hg _ ^^ ^^•^ l b n , d r y a i r ^ ^ 0 . 1 3 " H g ^ - ^ ^ - ' ^ ^
ft humid air <^^-^ Tb^" dr7air"> ("sO. T r Hg ^ = ' ^ ' " ^ lb„, dry air '
Calculate the mass of dry air passing through the rotameter,
(2.0 ft3 humid air) ( ^ \ i ' l ^ ' \ , . ) = -l^^^ ^K dry air 14.102 ft humid air
Now calculate the amount of water contained with this air,
. , ,.023 Ibm water r^r^^^^ l u U /-k
(.1418 Ibm dry air) ( ^^^ ^ "y - ) = .00326 Ib^ H2O .
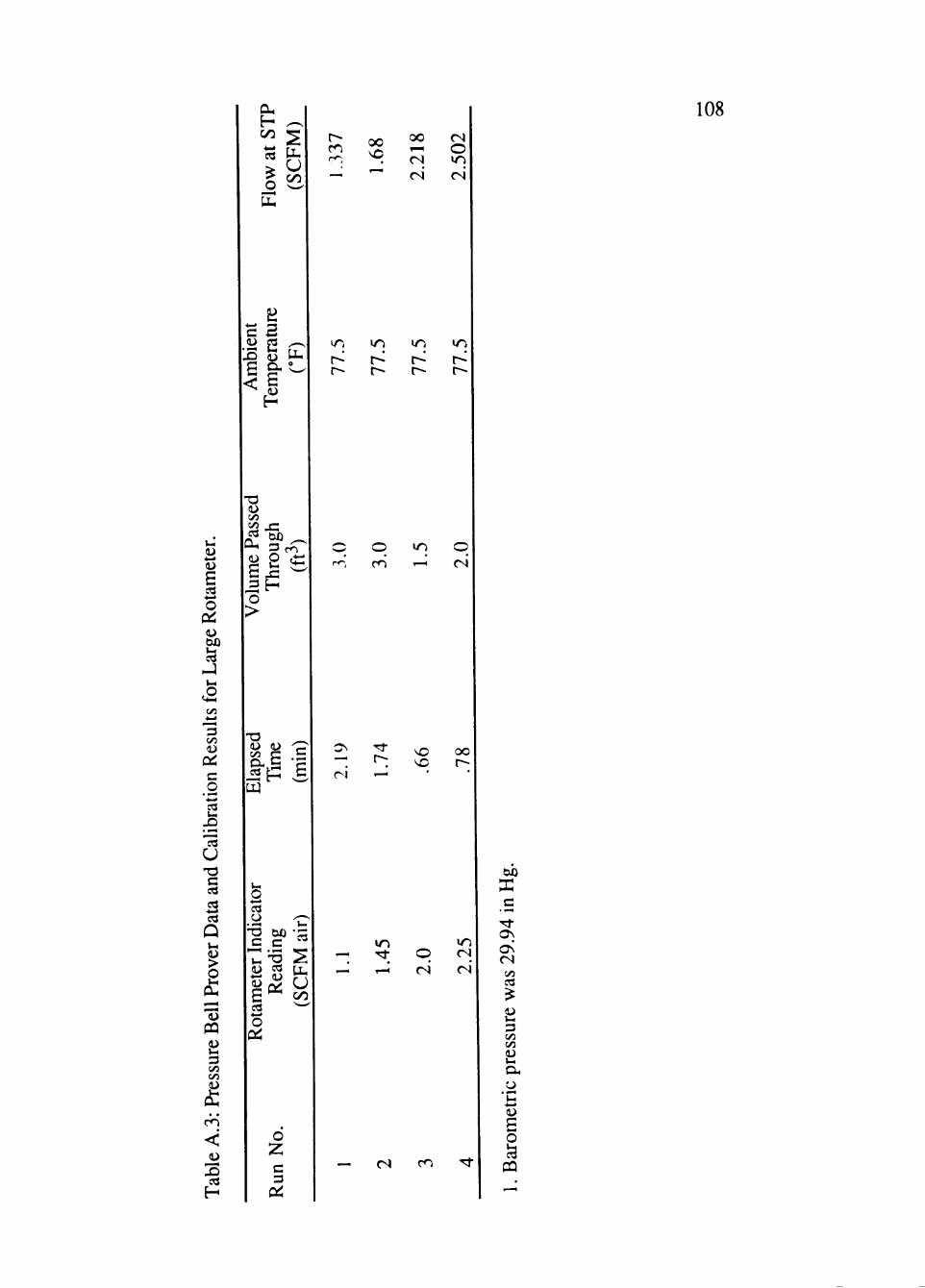
VH
£ «-> O
0^ lU OX)
53 VH
3 00 (U
a: c o 03
03
u C 03
iS 03
Q VH
> o
CQ
3 c/5 00
CO
<
03 H
OH H 0 0
03
O
u 00
c a (U 03 , ^
Xl 0) 1-^
£ & -
f2
CO 0 0 0 0
CN
CN
CN
O >o CN
T3 D Vi
-2H
CU
£
108
i~o q CO
i n q CN
^ P .£
4—>
03
c c ^
O cti
CN
^ r i
T f
r- —
so ^
•
oo r-~
•
^ Tt q — r * CN
CN
CN
O
c 3
— CN CO
c ' ^ OS OS CN Vi
3 Vi Vi lU VH
a. CJ
• ^ fa £ o J3
CQ
109
Conven both to molar quantities and combine,
(.00326 Ibm H2O) (igTbrnpS)^ = -^^^ ^^"^""^^ +
(a4181b,dryai r ) ( ,37;^^_;n ; ; ; ; .p = .00492 Ibmol, .
.0051 Ibmole
Now, calculate the number of standard cubic feet passing through the rotameter (SCF taken
at P = 1 atm, T = 60°F) using the ideal gas law,
„ RX (.0051 Ibmole) (.7302,/^ V"Jp) (60 + 460)'R SCF = ^ ^ & = , /*^,"^f ^ ^ =1.9365 SCF.
r (1 atm) Determine the flow rate through the rotameter by dividing by the elapsed time,
iri . 1.9365 ft at STP . . . „_„^^ Flow rate = 7 QQ ^^^ = .245 SCFM.
This calculation was performed for all the calibration runs and the results are given in Table
A.3. From these results the calibration curve of the rotameter was prepared. The rotameter
indicator reading (RR) was plotted on the abscissa and the flow at standard conditions was
plotted on the ordinate. A least squares fit of the data yielded the following equation.
Flow at STP, SCFM = (.3663)(RR) + (-.0366). (A.4)
The gas flow rate is now corrected from standard to operating conditions by,
QOC = Q R F A / ^ ^ ' ( -5) \ Poc
where QQC is the flow rate of the gas at the operating conditions of the rotameter, QRF is
the flowrate indicated for the reference fluid, pRp is the density of the reference fluid and
pOG is the density of the gas which is operated through the rotameter. Assuming a
constant temperature we can correct QQC i" (^.5) to standard conditions as follows,
Qoc = QsTP ("p^) •
no Since the pressure at operating conditions is very near atmospheric pressure we can write,
Qoc = QsTP • (A.6)
We can also correct Q^p to standard conditions,
QRF = Qcal,STP ( ^ ) . (A.7)
Substituting (B.3) and (B.4) into (B.2) we obtain,
QsTP = Q c a l . S T p t e A / 2 ^ . ^^ \ Poc
Since at near ideal gas conditions (P < 10 atm for air) and at constant temperature the
density of air is directly proportional to the pressure, we can rewrite this equation as,
QsTP = Qca,,STT(^)Vli'-Realizing that Pgip = PQQ and simplifying we obtain.
QsTP = Qcal,STP ^ P ^
A plot of QsTP on the abscissa and Qcal,STP on the ordinate should yield the same
slope determined previously from the pressure bell prover calibration curve. Thus,
knowing PQG = 14.7 psia and PRP = 100 psia, the slope can be determined by evaluating
the quantity under the radical. The slope is then calculated as .383. This is very close to
the slope (.366) in the calibration equation for the small rotameter below.
How at STP, SCFM = (.3663)(RR) + (-.0366). (A.4)
The calibration equation for the large rotameter is.
Row at STP, SCFM = (1.0053)(RR) + (.2253). (A.8)
The data used to determine this calibration equation is presented in Table A.4.
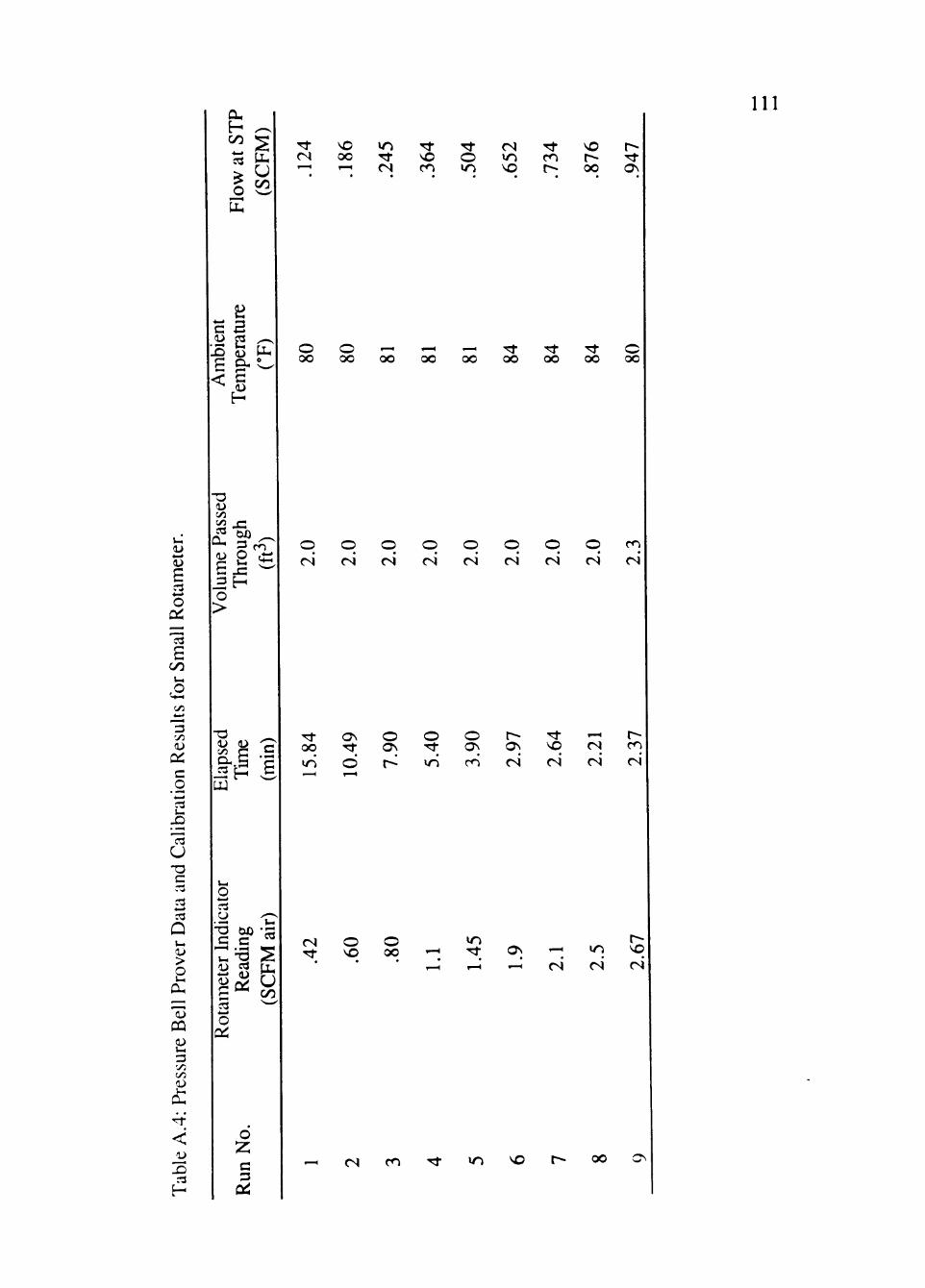
V H
<u
£ 03
o ai £
00 V H
a *
"3
Qi c .2 ^ 03
03 CJ • o c r3 03 03
Q V H
> 2
O H
PQ
VH
3
<
X i 03
H
111
o u 00
c (U Xi F <
a e a OH
£ H
tu
'^ CN '"'
VO OO ""l
>n -^ CN
-^ VO CO
-^ o yn
CN lO VO
'^ CO r
VO t^ OO
t^ -^ ON
O OO
O OO
.—1
oo ,-H
oo ^^ oo
rt oo
rt OO
Tt oo
o oo
oo Vi
O H
«o - xz an o
>
xz
p <£
-a ^ <U D O
til
q CN
q CN
q CN
q CN
q CN
q cs q
CN q CN
CO
CN
03
^ P 2 ^ £ " oo 3 ^^ o
o Z c 3
0C3 ON o
ON
O O ON
CO
O N
CN
VO CN
CN CN
CO
CN
CN rt •
o VO
o 00 1-H
1-H
U-) rt ,-H
ON 1-H
'~; CN
»n CN
r-VO (N
CN CO >o VO 0 0
APPENDIX B
EQUATION DERIVATIONS AND CALCULATIONAL
PROCEDURES
B.l Rate of Snlfitp, DepleHnn
The rate of sulfite ion disappearance is used to determine the rate of oxygen
consumption within the dispersion. Oxygen, which is present in the gas phase, is
absorbed into the liquid phase and reacts with the sulfite ions according to the following
half reaction,
2 SO3-2 + O2 ^ ^ • 2 SO4-2.
The rate of change of sulfite ion concentration is determined by a titration procedure using
iodine. Iodine is a moderately strong oxidizing agent and is used to titrate reducing agents
such as sulfite. These titrations are performed in solutions with pH's ranging from neutral
or weakly alkaline to weakly acidic solutions. If the titration is performed in a solution
which is too alkaline, I2 will disproportionate according to the following half reaction,
I2 + 2 OH- V ^ 10- + I + H2O .
If the titration is carried out in a solution which is too acidic, the starch which is used as an
end-point indicator tends to hydrolyze or decompose so that the end-point may be affected.
Also, in strongly acidic solutions the T produced by the reaction tends to be oxidized by
dissolved oxygen according to,
4 r -h O2 + 4 H+ 2 I2 + 2 H2O .
The titration is carried out in a mild solution of acetic acid to control the pH of the solution.
The titration procedure, shown graphically in Figure B.l, involves four solutions; (i) a
starch, acid, and water solution, (ii) the iodine solution, (in) the sulfite solution within the
112
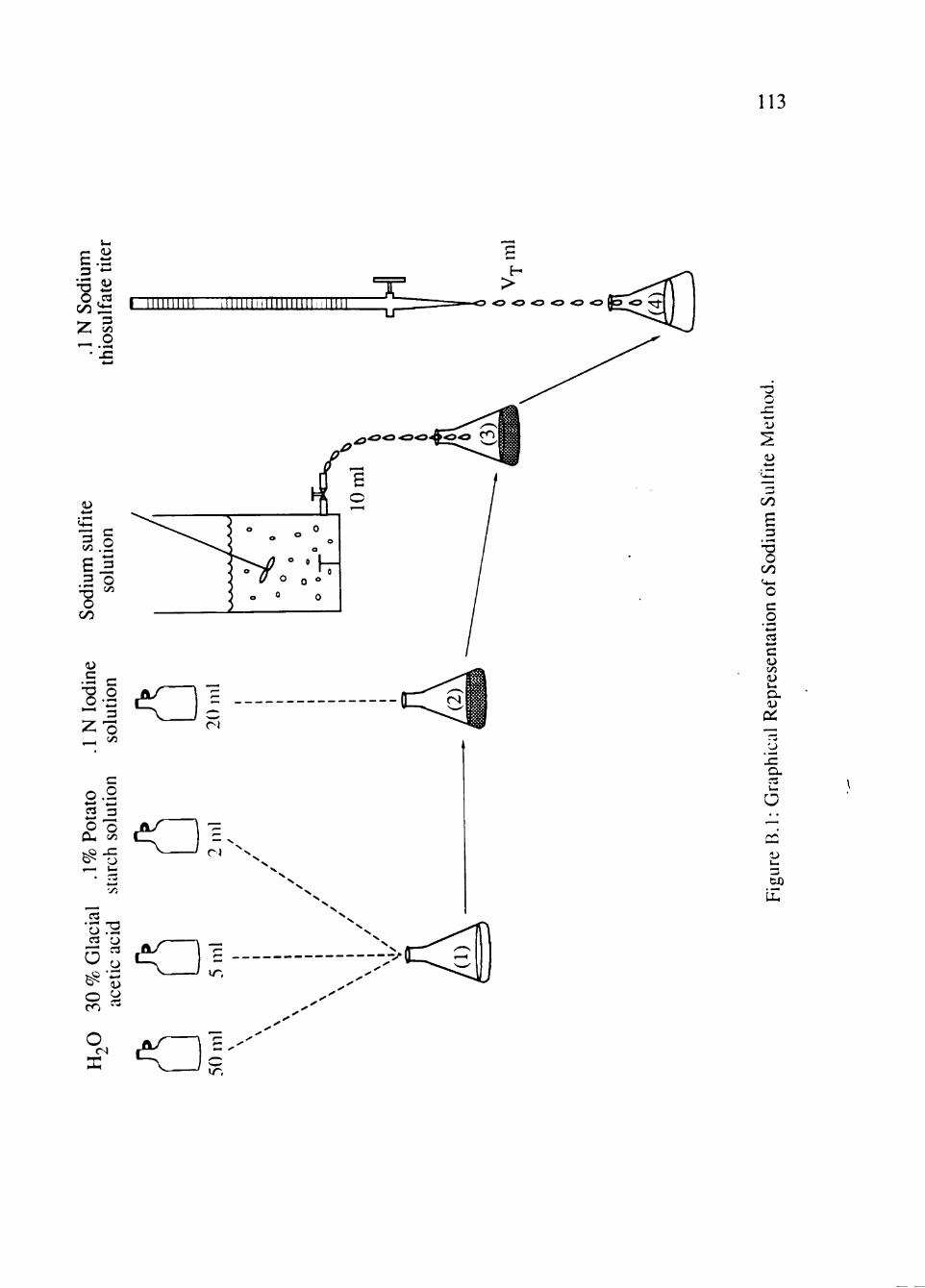
113
r* c 3
-a o 00
Z ^ • ^
'
U-i
a> 4 - ^
• • — '
.^ < * H
3
O XZ
i i i i i i i i i i i i i i i i i i ' H D <D ^ <D <D <D ^
<u
sul
£ 3
T3 O
00
(U c
•? '~"
z •
o ^ 03 ^ o Cu
^
ion
^ 3 O C/2
C .2
3 O r/1
c O
-•.-I
T
o on XZ < f^J " " -
03
03 p
5 o y CO >-
. <Z)1 o
CN
X
00
£ 3
•-5 o 00
c .2 B c c/5
VH
a.
a a.
O
3 CX)
IJU
l O
114
dispersion, and (iv) the sodium thiosulfate solution. The iodine solution is prepared by
taking 50 ml of distilled water and placing it in a 250 ml Erienmeyer flask. Then 5 ml of
30% (by volume) glacial acetic acid and 2 ml of . 1 % (by weight) potato starch solution
were added to the flask. Just before a sample was taken from the dispersion, 20 ml of .1 N
iodine solution was added to the flask. A 10 ml sample of sodium sulfite solution was
withdrawn from the dispersion and added to the flask. This solution in the flask was then
titrated with the.l N sodium thiosulfate titer solution.
The rate of change of sulfite ion concentration is determined by following the sulfite
ion concentration throughout the duration of the experiment. The sulfite ion concentration
is determined by adding the sulfite solution to the iodine solution and then back-titrating the
excess iodine with the sodium thiosulfate solution.
The sulfite ion concentration is determined in the following way. A 10 ml sample is
withdrawn from the dispersion at time tj and added to the iodine solution in the 250 ml
flask. The iodine reacts with the sulfite ion according to the following half reaction,
I2 + SO3-2 + H2O • SO4-2 + 21- + 2H+.
Since the concentration of the sulfite solution is not known, let us denote the sodium sulfite
concentration as C moles/1. The number of moles of sulfite ions in the 10 ml sample is
thus,
C moles Na2S07, , _ , , _ 11 _ mole S03-^ ^ ( U^. ^ (10 " 1 ^ "- ^TOOO^^ (mole Na2S03^ =
(.01 C) moles SO3"- in sample.
The number of moles of iodine in 20 ml of the . 1 N (.05 mole I2/I) I2 solution,
/-.i , T , ^/•05 mole I2, , 1 , .001 moles IT (20 ml I2 soln.)( j ) {JQQQ^) = ^ ,^^ .^i.^i^- -
Using the fact that iodine reacts with sulfite ion in an equimolar ratio, the number of moles
of unreacted iodine is given by.
.001 moles I2 01 C moles SO3-2 1 mole I2 Hn the I2 solution^ ' ^ in the sample ^ S mole SO3--
115
)
= (.001 - .OIC) moles I2 unreacted.
Notice that if the concentration of the sodium sulfite solution in the dispersion is greater
than .1 moleA, the equation yields a negative number which means that there is no excess
iodine present in the flask. So, let us suppose the sample withdrawn from the tank had a
sulfite ion concentration such that [Na2S03] < .20 M. The solution of excess iodine is
now titrated with the solution of .1 N sodium thiosulfate. The iodine reacts with the
thiosulfate ion according to the reaction,
.5 I2 + S203-2 • r + .5 S406"^.
The amount of . 1 N (.05 mole Na2S203/l) sodium thiosulfate titer used (Vy ml) to titrate
the excess iodine is given by,
./^/^, /^,^ , x x.moic S2O3-2, mok Na2S203,, 1 ,,1000 ml, (.OOl-.OlC moles l2)( .5 mofe I2 ^ mole S203-^^^-Q^ "^^le Na2S203^(Tl^hr)-
This is reduced to,
Vx = (40-400C). (B.l)
Now another sample from the tank is taken at time t2 and let us assume the
concentration within the tank is now C+AC, where AC is the change in sulfite concentration
between samplings. The amount of sodium thiosulfate solution used to titrate the sample
taken at t2 is therefore,
VT 2 = (40 - 400(C+AC)). (B-2)
Rearranging, (B.l) and (B.2) we obtain,
40 - 400C - VT,I = 40 - 400(C + AC) - VT,2 = 0 ,
Solving for AC we obtain.
116
Substituting AVT = iVj2" "^T,]) and At = t2 - tj and dividing botii sides by At we obtain,
AC^ 1 AVj At ~ • 400 At '
and at the limit as At —> Q,
d C _ 1 dVj dt "400 dt •
Since C represents the concentration of sodium sulfite in the sample and 1 mole of Na2S03'
^ contains 1 mole of 803'^, we can write,
d[S03-^] 1 dVy dt " ' 4 0 0 dt • (^•' )
Thus, the equation above represents the rate of change of sulfite ion concentration
expressed in terms of the rate of change in the sodium thiosulfate titer used. The term
dVj/dt is determined by plotting the volume of sodium thiosulfate titer used (ml) versus the
sampling time (min) and determining the slope (ml/min).
B.2 Determination of Henrv's Law Constant
The Henry's law constant is needed in the calculations for the mass transfer coefficient
(See equation (2.33)). It relates the partial pressure and the concentration at equilibrium
by,
P02 = H C02.
Since the solubility of oxygen in water varies with temperature, the constant is a
function of temperature. For a given partial pressure of oxygen the concentration of
oxygen in water is obtained from oxygen solubility data. Table B.l lists the solubility of
oxygen at various temperatures at an oxygen partial pressure in air of .209 atm.
The Henry's law constants were calculated for the temperature range at which the
experiments were conducted. They were then fitted according to an Ahhrenius expression,
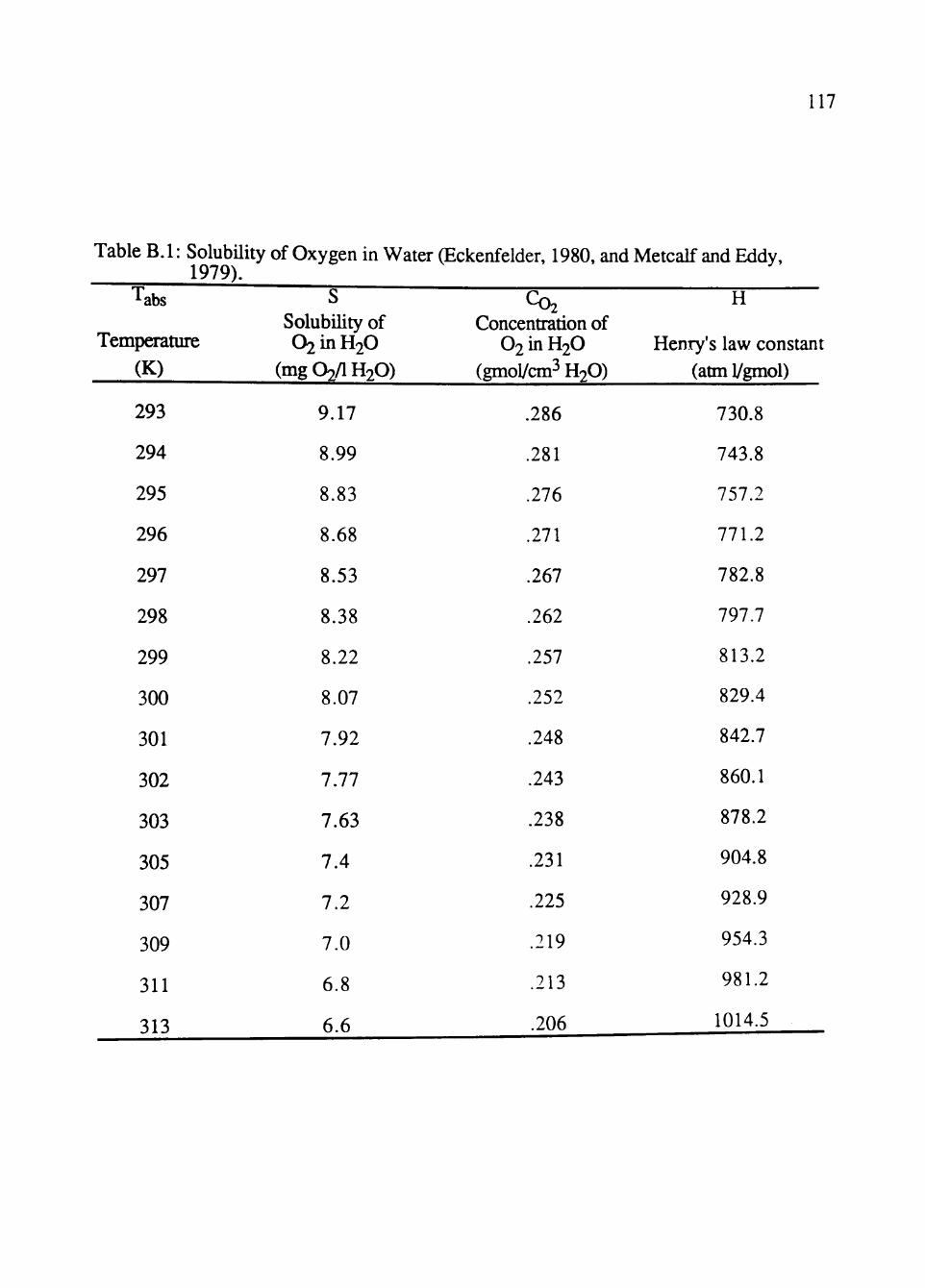
117
Table B. 1: Solubility of Oxygen in Water (Eckenfelder, 1980, and Metcalf and Eddy, 1979).
Tabs S C02 H Solubility of Concentration of
Temperature O2 in H2O O2 in H2O Henry's law constant (K) (mg O2/IH2O) (gmol/cm^ H2O) (atm 1/gmol)
293 9.17 .286 730.8
294 8.99 .281 743.8
295 8.83 .276 757.2
296
297
298
299
300
301
302
303
305
307
309
311
313
8.68
8.53
8.38
8.22
8.07
7.92
7.77
7.63
7.4
7.2
7.0
6.8
6.6
.271
.267
.262
.257
.252
.248
.243
.238
.231
.225
.219
.213
.206
771.2
782.8
797.7
813.2
829.4
842.7
860.1
878.2
904.8
928.9
954.3
981.2
1014.5
118 H = A H e -(En/RTabs)
" ' (B.5)
where A H is a pre-exponential factor (atm 1 / mole) and EH is the apparent activation energy
O cal / mole) of solution. By rearranging,
and plotting In H versus lA^^bs the parameters EA and AH can be determined. A least-
squares fit yield the following equation.
In H = (-1508.807 K) i ^ ) + (11.7469).
or.
^abs
,1508.807, H = 126,361 e - ( " ^ ; ) T ' ' (B.6)
abs
and,
EA = 2.998 kcal / mole ,
which indicates that H is a weak function of temperature.
B.3 Determination of the Average Partial Pressure of Oxygen
This section lists the assumptions and summarizes the procedure for calculating the
average partial pressure of oxygen in the dispersion. The following quantities are known
(See Figure B.2): inlet gas flow rate (Qg,in), inlet gas pressure (Piniet), atmospheric
pressure (Patm)' average dispersion temperature (T^vg), ambient temperature (Tamb), inlet
partial pressure of oxygen (po2,in)' oxygen consumption rate ((- ro2 ) D ) ' ^"^ the
dispersion volume (V^). The average dispersion temperature is determined by taking a
numerical average of the dispersion temperatures during the experiment.
Taking the control volume to be the liquid in the tank, a molar balance over oxygen
gives,
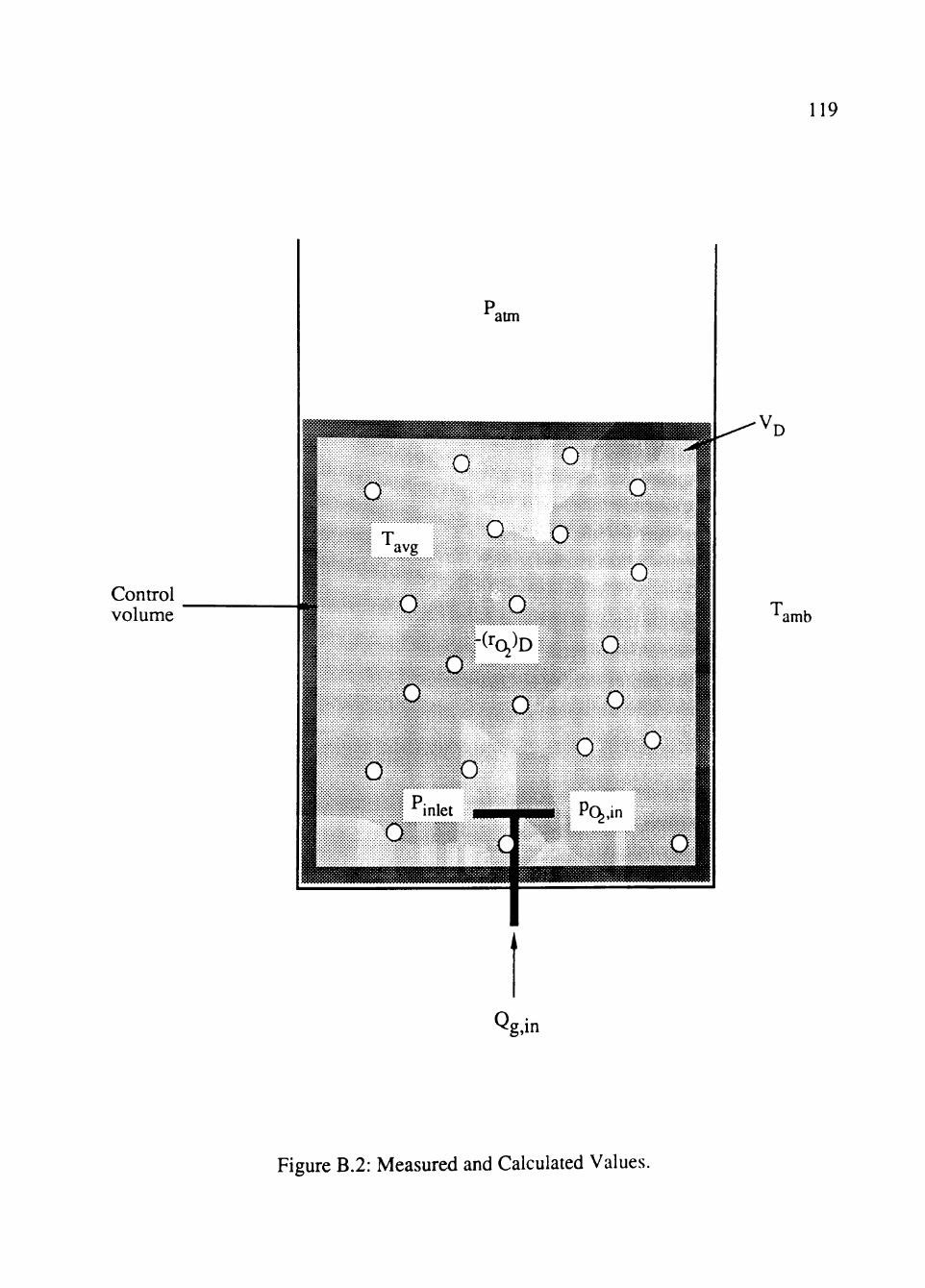
119
Control volume
1 1 T
1 ^ 1 ^ 1 1 ' P" 1 *-'
P
0
o
o -(ro,)D
0
o
o ilet mmmmt
^ 1 0 1 o
0 1 0 0 1
• Pq.in 1
o |
T amb
'g,in
Figure B.2: Measured and Calculated Values.
120
(Rate of O2 in) - (Rate of Oo out) = ( ^^^^ °^ ^2 consumption inside the tank. ^ •
In symbolic notation this can be written,
t 02 in - "02 out = (- ro2 )D VD • (B.7)
These molar flow rates can be expressed as the product of the volumeuic flow rate, Qg, and
the molar concentration, C02. The molar concentration can be calculated by assuming an
ideal gas and is given by,
PO2
Substitution of this into (B.7) gives,
^g,in VR Tgvg in • g.out R Tavg^O"t - (" Oz )D v D ,
where Qg is the inlet and outlet volumetric flowrate (cm^/s). If we assume a well-mixed
dispersion, the outiet concentration will be the average concentration of the gas within the
dispersion. Therefore we may write.
Pru O " ^07 )D VD VD T avg ~ o O vt>.o; ^ ^avg ° ^g,out ^g,out
All the variables on the right-hand side of (B.8) are determined experimentally or can be
calculated except for the outlet flow rate, Qg out- ^X estimating the outlet flowrate the
average concentration in the outiet gas can be calculated and then used to recalculate the
outlet flow rate using the new outiet flow rate as the next estimate, as follows:
Step A : The outiet gas flowrate is estimated by assuming it is equal to the inlet gas
flow rate, but correcting for the temperature and pressure differences using the ideal gas
law as follows,
Q - o • f inletA / J W \ Vg.out ~ Vg,in Vp M y J •
*' * ^aim ^amb
121
Step B : Calculate the average oxygen concentration in the outiet gas according to a
material balance over the dispersion, i.e..
^ R T W Qg,out^RT>in+ Qg^^^ •
Step C : Calculate the average oxygen partial pressure by multiplying the concentration
of the outlet gas by the ideal gas law constant and the average dispersion temperature as
follows.
Step D : Using the average panial pressure of oxygen in the outlet gas calculate the
mole firaction of O2 in the outiet gas,
PO2 ^02,0Ut ~ p •
^atm
Step E : Using a mass balance over the inert, calculate the mole fraction of inerts in the
outiet gas,
'^inert,out ~ ^ " v^02,out " H20,out) •
The mole fraction of water in the outlet is determined by assuming the gas leaves saturated
with water vapor. Therefore, PHOO ~ PH2O ' "^ Antoine's equation is used to determine the
partial pressure of water in the outlet gas. the mole fraction of water in the outlet gas is
given by,
PH2O ^H20,out - p ^ ^atm
Step F : Using the inerts as tie components, the mole fraction of the inerts can be used
to determine the outiet flow. The molar flow is given by,
_ "inertin "g.out ~ Y-® '^inert,out
Now, using the ideal gas law.
122
Q _ "g.out R l^avg g.out-— p - ^ .
^atm
Step G : Now, check to see if the outiet gas flow rate calculated in step F is within
.005% of the outlet flow assumed in step A. If it is, use the average partial pressure of
oxygen calculated in step C. If it is not within .005%, use the outlet flow calculated in step
F as the new value for the flow and repeat with step B.
APPENDDC C
A SAMPLE CALCULATION
The calculation of the mass transfer coefficient, power requirement, and several other
quantities is illustrated in this section. A copy of the original data sheet is shown in Figure
C.l .
C. 1 Calculation of Mass Transfer Coefficient. K^a'
The equation for calculating the mass transfer coefficient, derived in Chapter 2, is
( - ro2 )D H K L I ' = - r - . (2.33)
F02,avg
Values of the quantities on the right-hand side of the equation are calculated as follows:
First we calculate ( - ro2 )D- The equation for determining the rate of oxygen
consumption derived in Chapter 2 is
'- ^ '-^^^ . (2.36) (- ro2 )D - - 2 VD dt
The rate of sulfite oxidation in molesA min given in Appendix B ( as B.4) is shown below,
d[S03-'] ^ d V r dt " • 400 dt ' ^^-^^
where Vj is the amount of sodium thiosulfite titrated into the sample. The derivative is
determined by plotting V-j- versus the elapsed time at which the sample was withdrawn.
Data from this run are given in Table C.l. The slope, determined by a least-squares fit is
1.942 ml/min, and therefore,
i ^ ^ = - j i x ( 1 . 9 4 2 ^ ) = - . 0 0 4 8 5 4 = ^ . dt 400 ^ min^ 1 min
123
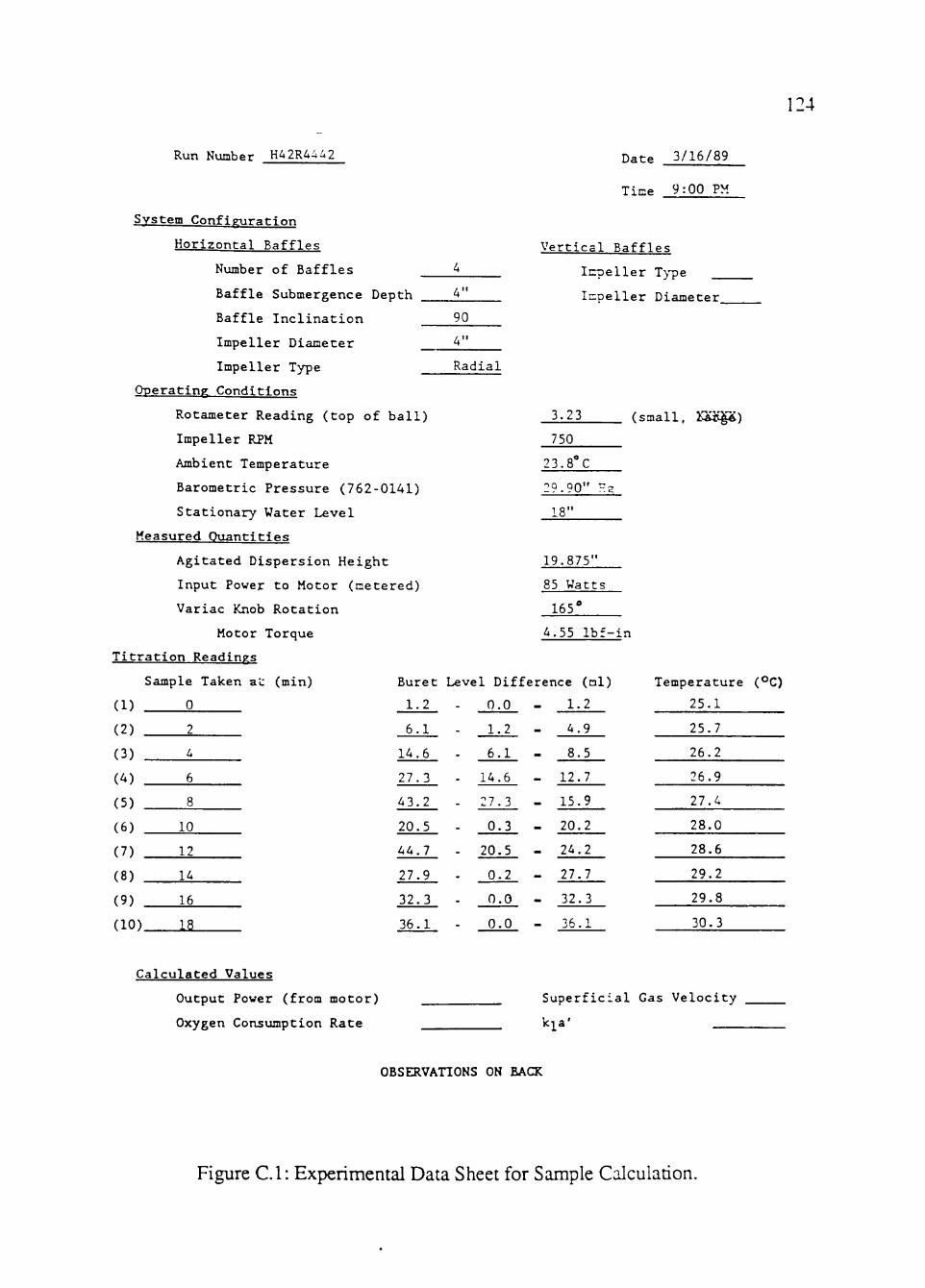
124
Run Number H42R44^2
System Configuration
Horizontal Baffles
Number of Baffles _
Baffle Submergence Depth _
Baffle Inclination _
Impeller Diameter _
Impeller Type _
Operatine Conditions
Rotameter Reading (top of ball)
Impeller RPM
Ambient Temperature
Barometric Pressure (762-0141)
Stationary Water Level
Measured Quantities
Agitated Dispersion Height
Input Power to Motor (metered)
Variac Knob Rotation
Motor Torque
Titration Readings
Date 3/16/89
Time 9:00 PM
Vertical Baffles
Impeller T>'pe
4" Inpeller Diameter
90
Radial
3.23 (small, XSJLP)
750
23.8 C
29.90' r.2
18"
19.875"
85 Watts
165'
4.55 Ibf-in
CD (2)
(3)
(A)
(5)
(6)
(7)
(8)
(9)
(10)
Cs
Jample Taken a t
0
2
4
6
8
10
12
14
16
18
i lcu la ted Values
Buret Level Difference (ml)
1.2
6.1
14.6
27.3
43.2
20.5
44.7
27.9
32.3
36.1
0.0 1.2
1.2
6.1
14.6
4.9
8.5
- 12.7
Temperature (°C)
25.1
25.7
26.2
26.9
27.3 - 15.9 27.4
0.3 - 20.2 28.0
20.5 - 24.2 28.6
0.2 - 27.7 29.2
0.0
0.0
32.3
36.1
29.8
30.3
Output Power (from motor)
Oxygen Consumption Rate
Superficial Gas Velocity
k^a'
OBSERVATIONS ON BACK
Figure C.l: Experimental Data Sheet for Sample Calculation.
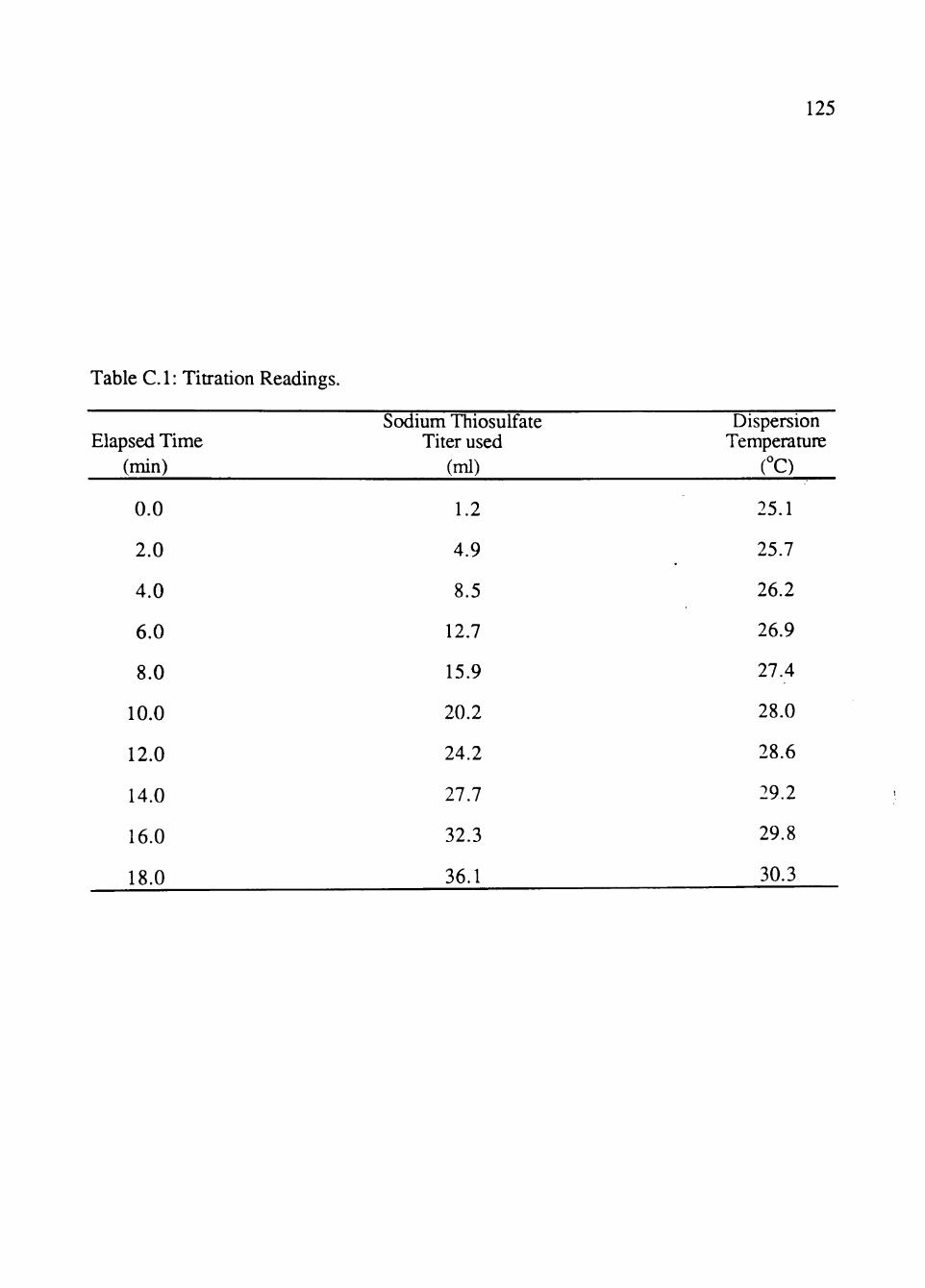
125
Table C.l: Titration Readings.
Elapsed Time (min)
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
Sodium Thiosulfate Titer used
(ml)
1.2
4.9
8.5
12.7
15.9
20.2
24.2
27.7
32.3
36.1
Dispersion Tempera tuns
CO
25.1
25.7
26.2
26.9
27.4
28.0
28.6
29.2
29.8
30.3

126
The liquid volume is given by,
VL = 7 r ( | ) 2H = ; t ( l M 5 u i ) 2 ( j g o i „ ) m3 ^ ^ ^ ^ ^ ^ 3 ^ 61,023.5 in-
and die dispersion volume is given by,
VD = 71 (^)2 HA = 7C ( i ^ ^ ) 2 (19.875 in) ( T T T I ? ^ ) = -0353 m3 . ^ ^ 61,023.5 in^
By substituting all these quantities into (2.36) gives,
(- " ^ > D = - \ -^^—l (-.004854 3 ^ ) = .002198 2^?l£i02 ^ 2 0353 m- 1 min^ 1 mm
Next we calculate the value of Po2,avg- Assuming that the gas in the tank is well-
mixed, Po2,avg is taken as Po2,out- '^^is quantity is obtained by iteration as described in
Appendix B. The relevant quantities are as follows:
Inlet pressure is determined by taking into account the barometric pressure and the
hydrostatic head above the sparger ring. Since the sparger ring is 2" (.167 ft) above the
tank base the inlet pressure is,
( H s - . 1 6 7 ) P H 2 0 g ^inlet ~ ' atm ••" a '
(1 .5- .167)f t (62.2yf) (32 .174^)
Pinlet = 101.254 kPa . , ^ ^ . . i b l - f t ^ 7 7 ^ ' 3 2 . 1 7 4 ' - ^ 20.885*-^
Ibf s2 ft2
Pinlet = 105.225 kPa .
The inlet air flow rate (at STP) was determined from the rotameter reading. For the
rotameter reading RR = 3.23,
Qg,in = (RR)(.3663) - (.0366) = (3.23)(.3663) - .0366 = 1 - 1 4 7 ^ . (A.4)
Now, to correct the pressure and temperature to the experimental conditions, it was
assumed that the inlet air enters the sparger ring at ambient temperature.
127
O - o ^amb Pstd , .y. ft . 296.95 K, , 101.325 kPa. . . . . ft Vg,in-^g4n 7^^ Piniet" min ' 288.7 K ^ M05.225 kPa ^ " ^-^-^^min '
The molar flow through the rotameter is given by,
p,„,^,Q^,„ (105.225 Pa) (.000536 g^) ^^.es a.r
(8.314 ^ 3 f | ) (296.95 K)
Now, taking the inlet air composition as 20.946% oxygen and the balance inerts, the
component molar flow rates are,
"02,in = (.20946) (.0228 moles air/s) = .0478 moles O2/S,
"inert,in = (.79054) (.0228 moles air/s) = .0181 moles inen/s,
and the partial pressiu^es are,
P02,in = X02 Pinlet = (-20946) (105.225 kPa) = 22.040 kPa,
Pinert = inert Pinlet = (.79054) (105.225 kPa) = 83.184 kPa.
The time-average dispersion temperature was calculated by,
^ Zi=l ^ i where tj is the elapsed time between sample i and sample i-1, tf is the total elapsed time of
the run, and Tj is the temperature of the dispersion when sample i was withdrawn. For this
run, N = 10, tf = 20 min.
^ N Ii=l ^-^ Atj = 554.4 °C min.
and,
Tavg = ^^zOm^n""'" = 27-72 'C = 300.87 K.
The average outiet partial pressure of oxygen is now calculated by using the iterative
procedure described in Appendix B:
128
Step 1. Taking the outiet volumetric gas flow as equal to the inlet gas but corrected for
temperature and pressure differences,
O - o r inlet fj^s .n^^f.^^\ . 105.23 kPa 300.87 K _ . . 0 0 ^ Qg.out - Qg,in ip^) ij^) - (1.136 ^ ( jQ^ 25 kPa^(296.95 K " ^'^"^ min '
Step 2. Using the rate of oxygen consumption and solving for (P02/^Tavg)avg we
obtain,
( ^^2 s _ vg,in / ^<J2 V t (B 8) ^RT,,g^avg - Qg ^ ^ ^RT^b^in + Q^^^^^ • ^ • >
The calculation of tiie inlet concenttation , (p02/RT)in, is calculated under tiie assumption of
thermal equilibrium with the surroundings,
( PO^).^ = 22,040 Pa ^ ^^^1 mole/m3. ^RTamb in (8314 m^Pa/mole K)(296.95 K)
Substituting into (B.8),
1 1 3 6 i t l , (2.198 5 ^ ) ( . 0 3 5 3 m 3 )
( ^ ) a v g = - ^ (8-927 3 ^ ) '^^^^^ = 6.164 " ^ . ^ " 1 . 2 0 0 ^ -' . 0 3 4 0 ^
Step 3. Calculate the average partial pressure given by,
PO2 POzavg = ^RTavg ^ S ^avg'
taking the temperature to be the average dispersion temperature, T^vg. So, using,
P02.avg = (6.164 ^ ) (.008314 m^ ^ ^ ^ )(300.87 K = 15.474 kPa.
Step 4. Calculate the mole fraction of oxygen in tiie outlet gas. This is calculated by,
_ P02,avg _ 15.474 kPa _ .^^^ xo2,out - p^^^ - 101.254 kPa ~ •^^^*-
Step 5. Using an inert balance, determine the mole fraction of inerts in the outlet gas.
An inert balance gives,
Xinert,out ~ 1 " (^02,oul •*" ^H20,out)-
129
The mole fraction of water in the outiet is determined by assuming the outlet gas is
saturated with water vapor. Therefore, PH2O = P*H20' ^^^ Antoine's equation can be used
to determine the partial pressure of the water vapor in the outiet gas,
LogioP*H20 = 8.10765 - ( j + 235.0) '
where tiie temperature, T, is in °C, P*H20 is in mm Hg. For T = 300.87 K,
LoglOP*H20 = 8.10765 - (27.72 °C +235.0) " ^^^'^^^
So,
P*H20 = PH2O = 29.680 mm Hg = 3.957 kPa.
The mole fraction of the water in the outlet gas is given by,
PH2O 3.957 kPa _ XHzCoui - p^j^ - 101.254 kPa " •^^^^•
Now, using the inert balance,
Xinert,out = 1 - (-1528 -H .0391) = .8081.
Step 6. Use the inerts as a tie component to determine the molar outlet flow,
^inertin "g.out - X- * . • ** ^inert,out
And using njngrt,in = -0181 moles/s and Xing out = -8081,
. 0 1 8 0 ^ ^ ^ s_ _ mole
ng,out- 8081 -'^^^^ s •
The outiet flow rate is
D T (1.341 ^ ^ ) ( . 2 9 3 6 ^ V ^ ^ ) ( 3 0 0 . 8 7 K) .3 r» n^.outRTavg ^ "^ mm-'^ mole min^^ 1 ^ 1 1 7 4 ^ ^ ^g.out- p^^^ - 101.25 kPa ' ' ' ^ m i n '
Step 7. Check to see if the calculated outlet flow is within tolerance to the outlet flow
guessed in Step 1. If it is not within tolerance, repeat these calculations using the outiet
130
flow calculated in Step 6 for the guess in Step 1. The tolerance chosen is .005% the value
of the calculated flow:
Tolerance = .00005 (1.174 ^ )= .0000587 4 - . mm' mm
Check the tolerance:
I I f t3
I Qg,out (calculated)-Qg,out(guessed)| < .0000587 ^ - j ^ ?
Substituting, we obtain,
ft ft ft 1 . 1 7 4 - ^ - 1 . 2 0 0 - ^ = - . 0 2 6 - ^ . inin min min
ft ft Is -.026 —^ < .0000587 —^ ? No, so go through second iteration. For subsequent min mm ' & & ^
iterations the guessed volumetric flows, and outiet oxygen partial pressure are shown
below.
ition
1
2
3
4
5
Guessed Volumetric flow
(ft^/min)
1.200
1.174
1.179
1.178
1.178
P02,0Ut
(kPa)
15.47
15.82
15.75
15.76
15.76
The average outlet partial pressure P02,avg' is thus equal to 15.762 kPa.
The Henry's law constant is calculated using,
TT 10/: o/:i a t m l ^-1508.807, /r> /:\ « = 126,361 -^^ exp ( T3,g ) • ^^'^^
Substituting these values into the expression we obtain.
131
2.998 ^ TJ I'^/ro/ri atm 1 , * mole v Q^. . atm 1
™^^ (.001987^^^^^)(301.950 K) ™^^
Now, all of the terms in (2.33) are known, so the mass transfer coefficient can be
calculated. The following values are substituted:
moles O2, o - . a tml ( - ro, )D H (.002198 • ^) (854.1 --^^)
K L I ' = = ^-^^^^ ^^^^ = .201 s-l . P^2,avg 15.762 kPa
C.2 Calculation of Input Power. P
The power of a rotating shaft is given by (A. 1) shown below,
P = 2 7CnTs. (A.l)
The shaft rotational speed is measured directiy and for tiiis experimental run it is 750 RPM.
The shaft torque is determined from the motor calibration chart shown as Figure A.8. At a
Variac knob rotation of 165° and a rotational speed of 750 RPM, the shaft torque is
determined to be 4.55 Ibf-in. So, substituting into the equation above we obtain,
P = 2 71 (750 min-^) (4.55 Ibf.in) = 21,440 - ^ = 40.4 watts .
C.3 Calculation of Dimensionless Groups and Other Quantities
The Reynolds number is given by.
The equation used to determine viscosity of water is found in Reid et al- (1958) and is
shown below,
hi^(cp)= A i + ; p ^ - h C i T -hDi (Ta^g)2 (Cl) , 1avg ^ ^
132
where for water, Aj = -24.71, Bi = 4209, Cj = .04527, and Dj = -3.376 x lO'^.
Substituting, we obtain.
In i = -24.71 + 3 Q Q 2 ^ ^ + (.04527)(300.87 K) + (-3.376 x 10-5)(300.87)2
In M.(cp) =-.17914 cp.
Therefore,
\i = .83599 cp = 5.625 x 10"^ . ^ ft s
Calculating the Reynolds number,
(12.5s-^)(62.2i^)(.333ft)2
NRE = ^^T^ = 153,600. 5.625 X 10-4 ^ ft s
The Froude number for a agitated tank is given by,
M - " ^ D (12.5 s-l)2(.333 ft) _ , Q NpR -—I— = K = 1.619.
^ 32.11 A ^ s^
The power number is given by the following equation,
Ibf ft ^^^ 1^. Ibm ft. (29.78 — ^ ) ( 3 2 . 1 7 4 — ^ )
Np = ^ - ^ ^ = ^ i ^ ^ ^ = 1.917. _ p g c ^ i M :
Pl "^ ^^ (62.2 ^-^)(12.5 s-l)3(.333 ft)5 ft
The aeration number is given by the equation below,
ft3 0 • .0189'-^
Na = ^ = -. ^ ^ = .0409. ^ n D 3 (12.5 s-l)(.333 ft)^
The superficial gas velocity is given by the following equation,
ft! _s_
^ J s 2 " ^ ..9792 ft,9 " •"""'' s
n . . 0189-^ . v = - % ^ = ——%_=.0251 "
2'
133
The input power (Hp) per 1000 gallons of liquid is given by.
Power (Hp) P ..^^^ ,. 5^414x 10 '^Hp, __ „ , ^ .^o TT /innn i 1000 gal = v [ ^^^^ sal) = g 449 ^^^—^ 1000 gal = 6.408 Hp/1000 gal.
The void fraction, £, is the fractional volume of air contained in tiie dispersion and is given
by,
e = 1 - ^ = 1.0 - , ^ ^ „ ° ' " = .0943. HA 19.875 in
APPENDIX D
COMPUTER PROGRAM LISTING
C This computer program was written to calculate the overall gas-liquid mass transfer C coefficient for gas sparged agitated tank in which sodium sulfite is used as tiie chemical C method. The following are the program inputs: C C Impeller diameter, inches C Rotameter reading (if a rotameter is used to determine air flow into the tank) C *-The rotameter equations used in this program are unique and if other C rotameters are used the equations must be supplied. C Number of samples withdrawn from the tank C Shaft RPM C Ambient Temperature, °C C Atmospheric Pressure, inches of Hg C Dispersion Height, inches C Stationary Liquid Height, Inches C Motor Torque, Ibf in C Amount of Sodium Thiosulfate Titer used (entered as an array), ml C Temperature of Dispersion (entered as an array), °C C Elapsed time at sampling (entered as an array), minutes
C The program outputs the following: C C Impeller RPM C Impeller Diameter, in C Superficial Gas Velocity, feet per second C Inlet Air Rowrate, cubic feet per minute C Dispersion Volume, cubic meters C Void Fraction C Oxygen Consumption Rate, moles per liter minute C Average Dispersion Temperature, Kelvin C Overall Liquid-Side Mass Transfer Coefficient, inverse seconds C Overall Liquid-Side Mass Transfer Coefficient at a Reference Temperature, C C sec-1 C Log base 10 of the Overall G-L Mass Transfer Coefficient at a Reference C C Temp. C Overall Gas-Side Mass Transfer Coefficient, Ibmole / hr ft3 atm C Output Power, watts C Horsepower per 1000 gallons of dispersion C Log 10 of the Horsepower per 1000 gallons of dispersion C Partial Pressure of Oxygen out of the dispersion,Kpa C Reynold's Number C Log 10 of the Reynold's Number C Froude Number C Power Number C Log 10 of the Power Number
134
c c c c c c c c c c
Aeration Number 135
Program written by: For: Date: Place:
Charles C Forster Research directed by Dr. Uzi Mann Fall, 1988 Texas Tech University
Chemical Engineering Department Lubbock, Texas 79406 (806)742-3553
Q ************************ VARIABLE DEFINITIONS ********************* C
AA Ah BB CC Cone
C C C C C C D C DD
-Constant used for calculating the liquid viscosity -Henry's law proportionality constant, atm 1 / mole -Constant used for calculating the liquid viscosity -Constant used for calculating the liquid viscosity -Average concentration of outiet air, moles / m3 -Impeller diameter, inches -Constant used for calculating the liquid viscosity
C Den -Value of the denominator for the titration-slope plot C Dplgmn -Average partial pressure driving force, Kpa C DS03DT -Change of sulfite concentration with respect to time, moles /1 min C E -Void fraction C Ea -Activation energy for the overall mass transfer coefficient, cal / mole C Eh -Activation energy for the Henry law constant, Kcal / mole C H -Stationary liquid height, inches C Ha -Dispersion height, inches C Hen -Henry's law constant, atm 1 / mole C I -Counting increment C K -Number of samples taken C Kga -Mass transfer coefficient (gas-side), Ibmole / hr ft3 atm C Kla -Mass transfer coefficient (liquid-side), 1 / sec C Klatvg -Mass transfer coefficient not corrected to the reference temperature, 1 / sec C Lgpsat -The log base 10 of the vapor pressure of water C Lnmu -The natural log of the water viscosity C Mu -Viscosity of water, centipoise C N -Integer flag, If N = 0 tiie smaller rotameter was used, otherwise the larger C rotameter was used C Na -Aeration number C Nfr -Froude number C Ngin -molar flowrate of air through the rotameter, mole / sec C Ngout -Molar flow of air through tiie rotameter, mole / sec C Ninen -Molar flow of the inerts at tiie inlet, mole / sec C N02in -Molar flow of oxygen at inlet, mole / sec C Np -Power number C Nre -Reynold's number C Num -The numerator for the calculation of the slope equation C Patm Atmospheric pressure, inches of Hg C PH20 -The vapor pressure of water at tiie average dispersion temperature, mm of C Hg C Pinert -Partial pressure of inerts in the inlet air, Kpa C Pinlet -Inlet pressure at tiie sparger ring
C Pow C Powgal C P02 C P02out C Pstd C Qgin C C C C C C C
Qgnew Qgout R RR Rad RPM
C SCFM C
Slope Smprod
C C c c c c c c c c c c c c c c c c c c c c c c c c c
c 101
Summl Sumtem
Sumtim Sumtsq T(I) Tamb Tavg Temp(I) Tol Torque Tref Tstd TT(I)
V VI Vr Xinert XH20 Xnrtot X02out
n . . 136 -Power of agitation, watts -Power of agitation, Hp / 1000 gallons liquid -Partial pressure of oxygen in tiie inlet air, Kpa -Outlet partial pressure of oxygen, Kpa -Standard pressure, 101.325 Kpa -Volumetric flowrate of the inlet air corrected from standard temperature and
pressure, ft3 / min -The calculated volumetric flowrate, ft3 min -Outiet gas flowrate, ft3 / min -Ideal gas law constant, M3 Pa / mole K -Rotameter reading from the rotameter used. -Absorption rate of oxygen based upon dispersion volume, mole /1 min -Impeller RPM, 1 / min -Standard cubic feet per minute of air (T = 60F, P = 1 atm) flow through
rotameter -The slope of the sodium thiosulfate titer-time plot, ml / min -The sum of tiie product of the sodium thiosulfate titer used and the sampling
time, ml inin -The sum of the sodium thiosulfate solution used in the titrations, ml The sum of the products of the temperature taken at sampling time T and the
sampling time T, K min -The sum of the sampUng times, min -The sum of the sampHng times squared, min2 -Time at which sample T was taken -Ambient temperature, "C -Time weighted average of the dispersion temperature, K -The temperature recorded at sampHng time T, °C -Iteration tolerance on the outiet flowrate -Motor torque from the motor caUbration graph, Ibf in -Reference temperature, °C -Standard temperature, 60 "F , 288.7 K -Titration amount (ml) of .1 N sodium thiosulfate solution used to titrate
sample T, ml -Superficial gas velocity, ft / sec -Liquid volume, m3 -Dispersion volume, m3 -Mole fraction of inerts in inlet air -The outlet mole fraction of the water vapor in the gas -The mole fraction of inerts in the outiet stream -Outiet mole fraction of oxygen
* * * * This is the beginning of the data input * * * * * * * * * * * * * * * * * * * * * * * *
Read(5,101)D,RR,N,RPM,Tamb,Patm,H,Ha,Torque Format(2D10.4,I3,6D10.4)
102 103
C p *************
Do 1021= 1,10 Read(5,103)T(I),TT(I),Temp(I) Format(3D5.1)
*This ends the input data section ***************************
C ''' R = 8.314 Pstd = 101.325 Tstd = 288.7
C *-Enter standard rotameter conditions Tref = 25.0
*-Enter reference temperature at which all 'Kla' comparisons will be made
Tref = Tref+273.15 C *-Convert reference temperature to absolute temperauire
Patm = Patm * (101.325 / 29.921) *-Conven pressure to Kpa
Tamb = Tamb+ 273.15 *-Convert ambient temperature to absolute temperature
C ^ ************** (Calculate inlet air comDosition ***************************** C
If(RR.LT..01)Goto 15 *-Skip this section if no air was injected into the tank
Pinlet = Patm + ((H - 2.0) * .2481784773) C *-Calculate inlet air pressure. Sparger ring is 2 inches from the bottom of C the tank C
If(N.EQ.O)Goto 10 C *-Come here when the larger rotameter was used C C SCFM = (RR * 1.005276074) + .2252806748 C *-Calculate volumetric air flow at standard conditions through the larger
rotameter C
C
c SCFM = (RR * .3663058976) - .03657576
C *-Calculate tiie volumetric air flow through the smaller rotameter at standard conditions
C
C
c
Goto 20
10 Continue
Goto 20
15 Continue
SCFM = 0 P02out = Patm * .20946 Goto 25
C 20 Continue
C Qgin = SCFM * (Tamb / Tstd) * (Pstd / Pinlet)
r *r- 138 ^ -Convert flow to actual conditions from standard conditions C
Ngin = (Pinlet * Qgin * .4719496713) / (R * Tamb) *-Calculate molar flow of air at inlet using the ideal gas law. mole / sec
X02 = .20946 Xinert = .79054
C P02 = X02 * Pinlet Pinert = Xinert * Ngin
C ^ N02in = X02 * Ngin Ninert = Xinert * Ngin
C 25 Continue
C Q *************** Calculate liquid volume and void fraction ********************* C
VI = .0017769 * H E = 1 . 0 - ( H / H a )
C
C Sumtim = 0.0 Summl = 0.0 Smprod = 0.0 Sumtsq = 0.0
C *-Set all summing variables to zero C
Do 50 I =1,10 C
If(TT(I).LT..l)Goto60 C
Sumtim = Sumtim + T(r) Summl = Summl + TT(I) Smprod = Smprod + (TG) * (TT(I)) Sumtsq = Sumtsq + (T(I)**2)
C
50 Continue 60 Continue
K = I - 1
Num = (Smprod - (Sumtim * Summl / Float(K))) Den = (Sumtsq - ((Sumtim**2) / Float(K))) Slope = Num / Den
C *-Calculate tiie slope of tiie titration plot, ml / min C
DS03DT = (0.0 - .0025) * Slope C *-Calculate the rate of sulfite concentration change, mole /1 min C
Vr = Vl/(1.0-E)
139 C *-Calculate the volume of the dispersion, m3 C
Rad = (0.0 - 0.5) * (VI / Vr) * DS03DT C *-Calculate the rate of oxygen consumption, mole /1 min
Q ******************(^^^^j^jg flowrate and average oxygen concentration ********** C
Sumtem = 0.0 C
D o l 0 0 I = l , K Temp(I) = TEMP(I) + 273.15 Sumtem = Sumtem + (Temp(I) * T([))
100 Continue C
C
C
Tavg = Sumtem / Sumtim
*-Time weighted average of tiie dispersion temperature
If(RR.LT..01)Goto 300
Qgout = Qgin * (Pinlet / Patm) * (Tavg / Tamb) *-Guess the outiet flow equal to tiie inlet flow but correct for the
temperamre and pressure difference 200 Continue
C Cone =.((Qgin / Qgout) * ((P02 * 1000.) / (Tamb * R))) - (Rad * Vr *
35314.5/Qgout) C *-Calculate average concentration of tiie outiet gas C
P02out = Cone * R * Tavg / 1000. X02out = P02out / Patm
C Lgpsat = 8.10765 - ((1750.286) / ((Tavg - 273.15) + 235.0)) PH20 = 10. ** Lgpsat . ,
C *-Calculate the partial pressure of the water vapor using Antoine s equation, mm Hg
C
C
C
C
C
C
C
PH20 = PH20 * (101.325 / 760.) •-Convert partial pressure to Kpa
XH20 = PH20 / Patm
Xnrtot = 1. - (X02out + XH20)
Ngout = Ninert / Xnrtot
Qgnew = (Ngout * R *Tavg / Patm) * .001 * 35.3145 * 60.
Tol = .00005 * Qgnew
If(DABS(Qgnew - Qgout).LT.Tol)Goto 300 C *-Check to see if convergence criteria has been met
C '^0
Qgout = Qgnew
Goto 200 C
300 Continue C Q *************** Calculate Average Partial Pressure *************************
Dplgmn = (P02 - P02out) / (DLOG(P02/P02out))
Q *************** Calculate Henry's law constant *************************** C
Ah = 126363.0 Eh = 2.998
C Hen = Ah * (DEXP(0. -(Eh /(R * Tavg / 4184.0))))
C *-Calculate Henry's law constant, atm 1 / mole C C *************** Calculate tiie mass transfer coefficients ********************** C
Kla = (Rad * Hen / P02out) * (101.325 / 60.) Klatvg = Kla Kga = Rad * 395.20901 / Dplgmn
C f^ 5F 5|c 3|C 5|C 3(c 3|C :|C 3|C :ic aic f^(yKt*^r*t iCyv t " P T n n P * r J l f n T P H l T T i p f P T l O P ^ 3(c 5|c s|c 3(c a|c :|e 3(c 5|C ;(c ;Jc :(c 3(c :ic :ic % 5|C 3jc ajc sjc % 3|C % 5(c 3(c :Jc sje ijc % :|c % %
C Ea= 16500. Kla = Kla * (DEXP((0. - .5) * (Ea / R) *(4.18) * ((1. / Tavg) - (1. / Tref))))
C Pow = 2.* 3.1415926 * RPM * Torque / (.7376 * 60. * 12.)
C *-Calculate power, watts C
Powgal = Pow * .15870987 C
V = Qgin/45.18084747 C *-Calculate superficial gas velocity, ft/sec C Q ************** Calculate dimensionless groups ****************************** C
AA =-24.71 BB = 4209.0 CC = .04527 DD = -3.376E-5
C *-Constants for viscosity calculation C
Lnmu = AA + (BB / Tavg) + (CC * Tavg) + (DD * (Tavg ** 2)) Mu = DEXPOLnmu)
C *-Viscosity in centipoises C
Mu = Mu * (2.42 / 3600.) C *-Convert centipoise to Ibm / ft sec
c ''' Nre = ((D ** 2) * PRM * 62.2 / Mu)/ 8640.0 Nfr = ((RPM ** 2) * (D / 32.174) / 43200.0 Np = (Pow / (62.2 * ((RPM / 60.) ** 3) * (D / 12.) ** 5)) * .7376 * 32.174 Na = (Qgin / (RPM * (D ** 3))) * 1728.
C ************** pYint out results ************************************* C
410 Format(/' The calculated values ai« as follows:'/) Write(6,410)
C 411 Format(/' Impeller RPM = ',D12.7)
Write(6,411)RPM C
412 Format(/' Impeller diameter = ',D8.4,' inches ' ) Write(6,412)D
C 413 Format(/' Superficial gas velocity = ',D12.7,' Ft / sec')
Write(6,413)V C
420 Format(/' Inlet air flowrate = ',D12.7,' Ft3/min' ) Write(6,420)Qgin
C 430 Format(/'Dispersion Volume = ',D12.7,'M3 ' )
C Write(6,430)Vr C
440 Format(/' Void Fraction = ',D12.7) Write(6,440)E
C 450 Format(/'Oxygen Consumption Rate = ',D 12.7,' Moles/L min')
Write(6,450)Rad C
460 Format(/'Average dispersion Temperature = ',D12.7,' K') Write(6,460)Tavg
C 465 Format(/' Kla(Tavg) = ',D12.7,' Sec -1' )
Write(6,465)Klatvg C
470 Format(/ Kla(Tref) = ',D12.7,' Sec -1 ' ) Write(6,470)Kla
C Kla = DLOG10(Kla)
475 Format(3x,' Log 10 Kla(Tref) = ',D12.7) Write(6,475)Kla
C 477 Format(' Kga(Tavg) = ',D12.7,' Ibmole / hr ft3 atm' )
Write(6,477)Kga C
480 Format(/' Output Power = •,D12.7,' Watts' ) Write(6,480)Pow
C 489 Format(/' Horsepower per 1000 gal = ',D12.7 )
c
c
142 Write(6,489)Powgal
Powgal = DloglO(powgal) 490 Format(3x,' Log 10 Hp / 1000 gal = ',D12.7 )
Write(6,490)Powgal C
500 Format(' Partial Pressure of oxygen out = ',D12.7,' Kpa') Write(6,500)PO2out
C 510 Format(' Reynold's number = 'X)14.7 )
Write(6,510)Nre C
Nre = DLOG10(Nre) 515 Format(3x,' Log 10 Reynold's number = 'D14.7 )
Write(6,515)Nre C
520 Format(' Froude number = ',D14.7 ) Write(6,520)Nfr
C 530 Format(' Power Number = ',D12.7 )
Write(6,530)Np C
Np = DLOG10(Np) 535 Format(3x,' Log 10 Power number = ',D14.7)
Write(6,535)Np C
540 Format(' Aeration Number = 'J) 12.7,) Write(6,540)Na
C 550 Format(///) Write(6,550)
Stop End
PERMISSION TO COPY
In presenting this thesis in partial fulfillment of the
requirements for a master's degree at Texas Tech University, I agree
that the Library and my major department shall make it freely avail
able for research-purposes.—4>ermission to copy this-thesis-f£ix___.
scholarly purposes may be granted by the Director of the Library or
my major professor. It is understood that any copying or publication
of this thesis for financial gain shall not be allowed without my
further written permission and that any user may be liable for copy
right infringement.
Disagree (Permission not granted) Agree (Permission granted)
Student's signature Student's signature
Date D a t e 7
