laboratorio
DESCRIPTION
medición de fuerzas de corte en el proceso de torneadoTRANSCRIPT


1TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
Índice1. Resumen..........................................................................................................................2
1.1. Objetivo general..............................................................................................................2
1.2. Objetivos específicos.......................................................................................................2
2. Equipos e instrumentos empleados..................................................................................3
3. Desarrollo de la experiencia.............................................................................................4
3.1. Parámetros de trabajo....................................................................................................4
4. Desarrollo de los cálculos.................................................................................................5
4.1. Cálculo mediciones..........................................................................................................5
4.2. Cálculo teórico................................................................................................................5
5. Presentación de resultados..............................................................................................7
5.1. Medición 1......................................................................................................................7
5.2. Medición 2......................................................................................................................8
5.3. Medición 3......................................................................................................................9
5.4. Medición 4....................................................................................................................10
5.5. Medición 5....................................................................................................................11
5.6. Medición 6....................................................................................................................12
6. Análisis de resultados y conclusiones..............................................................................13
7. Bibliografía.....................................................................................................................14
TOPICOS I – PROCESOSMedición de fuerzas en un proceso de torneado
UNIVERSIDAD DE SANTIAGO DE CHILE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
Nombre: Geraldine Farías
Profesor: Pedro Corral Echeverría
Fecha: 03 de Diciembre de 2014

2TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1. ResumenEn el presente informe se desarrolla la experiencia Medición de fuerzas en un proceso de
torneado. La cual consiste en medir las fuerzas de avance (F x), rechazo (F y) y corte ¿) en un proceso de cilindrado. La toma de datos se realiza mediante un dinamómetro piezoeléctrico, el cual envía las señales captadas a una unidad de control y procesamiento de información, correspondiente a tarjetas analógicas digitales, que permiten determinar las fuerzas presentes utilizando un software. Los ensayos se realizan bajo distintos parámetros de trabajo para identificar su influencia en las fuerzas analizadas. Además se estudia la variación de la presión específica en función del espesor de viruta.
Para ello se plantean los objetivos del laboratorio y se presentan los equipos e instrumentos utilizados durante la experiencia. Luego se procede a detallar el procedimiento seguido para obtener las variables del estudio. Después se desarrollan los cálculos necesarios para obtener los parámetros solicitados. Para dar paso a la presentación de resultados a través de gráficas. Finalmente se realiza un análisis de los resultados realizando una comparación con los modelos teóricos y se concluye.
1.1. Objetivo general
Estudiar el comportamiento de las fuerzas presentes durante el proceso de torneado a través del tiempo.
1.2. Objetivos específicos
Analizar los parámetros influyentes en las fuerzas de mecanizado. Graficar y analizar la variación de la presión específica en función del espesor de viruta. Comparar los resultados obtenidos con la teoría.

3TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
2. Equipos e instrumentos empleadosCaracterísticas Técnicas ImagenTorno Marca: OERLIKON. Modelo: DE08.
Dinamómetro piezoeléctrico Marca: Kistler. Escala: 500N, 1kN, 2kN, y 5kN. Cantidad máxima de datos: 200.000 Software: Dynoware.
Pie de metro: Marca: Mitutoyo Longitud de escala: 150 mm. División de escala: 0.001 mm.
Pieza de ensayo Material: SAE 1045.
Tarjeta analógica digital Número de canales: 16. Tipo de señales: +-10V. Procesador: 16 bits Frecuencia de muestreo: 200kHz.
Tabla 2.1 Características Técnicas de los equipos e instrumentos empleados.
4TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
3. Desarrollo de la experienciaSe inicia el laboratorio con una introducción teórica del estudio a realizar y se plantean los
objetivos que se desean alcanzar, destacando las gráficas a reproducir. Cabe destacar que durante esta experiencia se pone en práctica los conocimientos adquiridos en la cátedra Procesos Mecánicos, correspondientes al estudio de procesos de mecanizado.
Previo a desarrollar la experiencia se inducen los conceptos y las fórmulas que rigen el fenómeno, se determinan las variables a medir, se reconocen los equipos y el procedimiento a desarrollar, el cual consiste en tomar lectura de las fuerzas presentes en el proceso de cilindrado bajo distintos parámetros de velocidad de corte, velocidad de giro del husillo, velocidad de avance y profundidad. Finalmente se procede a realizar la experiencia y a tomar lectura de los valores obtenidos. Cabe destacar que la experiencia se desarrolla con una frecuencia de muestreo de 1000Hz y un tiempo de medición de 3 segundos.
El procedimiento se resume de la siguiente forma:
1. Reconocimiento del equipo. 2. Instalar instrumentos de medición. 3. Tabla de parámetros de trabajo. 4. Poner en marcha el equipo, hasta lograr condiciones operacionales estables. 5. Desarrollo de mediciones.
1.1. Parámetros de trabajo
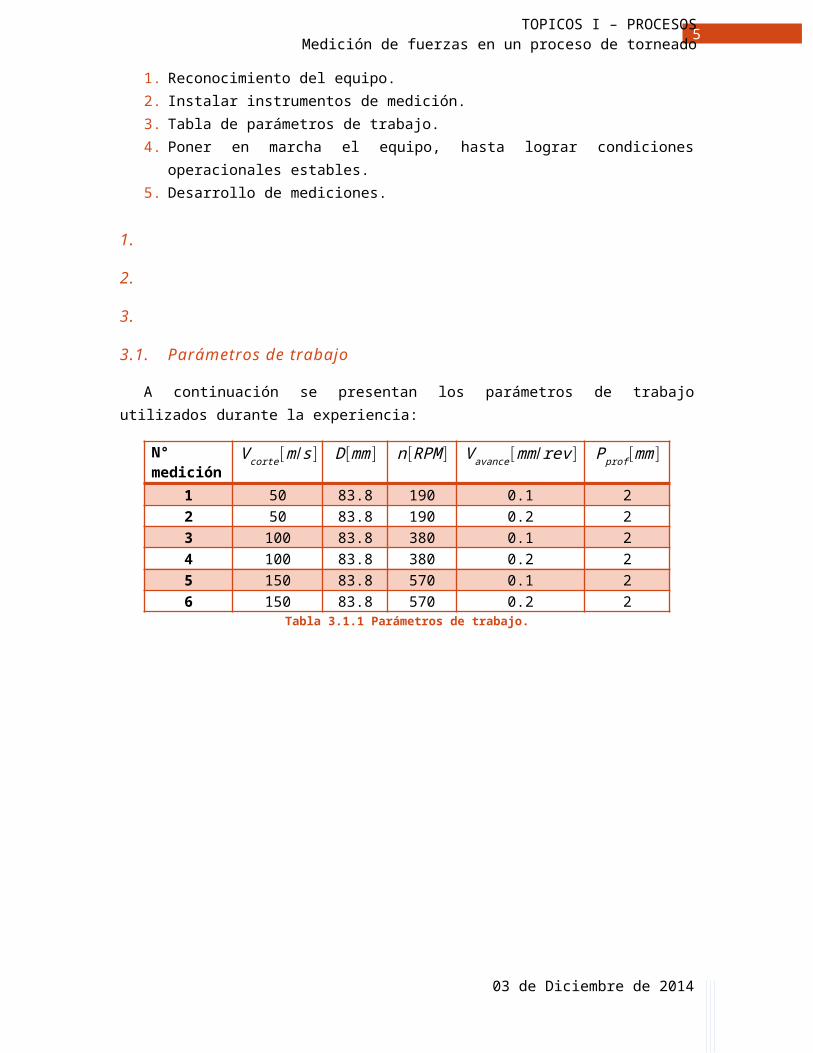
A continuación se presentan los parámetros de trabajo utilizados durante la experiencia:
N° medición V corte [m /s ] D [mm] n [RPM ] V avance [mm/rev ] Pprof [mm ]1 50 83.8 190 0.1 22 50 83.8 190 0.2 23 100 83.8 380 0.1 24 100 83.8 380 0.2 25 150 83.8 570 0.1 26 150 83.8 570 0.2 2
Tabla 3.1.1 Parámetros de trabajo.
5TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
4. Desarrollo de los cálculos1.1. Cálculo mediciones
A continuación se presentan las expresiones utilizadas para las mediciones:
La velocidad de giro del husillo:
n=V c1000
π D[rpm]
dónde:Vc: Velocidad de corte.D: diámetro material.
Presión específica de corte (k s).
K s=FzSi
dónde:Fz : Fuerzade corte.Si: Secciontransversal deviruta
Espesor de viruta (Hi).
H i=Avance ∙nm
N
dónde:nm: Número de muestra.N : Cantidad de datos registrados.
1.2. Cálculo teórico
A continuación se presentan los modelos utilizados por la norma ASME y AWF para el cálculo de la presión específica de corte. Para ello estos modelos requieren de una constante, la cual se define según el material a mecanizar, en este caso se trabaja con un Acero SAE 1045.

6TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
En la siguiente tabla se expresa la constante nombrada:
Tabla 4.2.1 Constantes expresión Presión Específica de Corte.
De la tabla 4.2.1 se desprende que la constante para el cálculo de presión específica de corte corresponde a 215 para la norma ASME y 145 para la norma AWF.
1.1.1. Modelo ASMEEl modelo ASME determina la presión específica de corte mediante la siguiente expresión:
K s=Ca
an
dónde:Ca: Constante acorde al material.a: Avance en mm.n: 0.2 (Aceros).
Al reemplazar los valores en la expresión anterior, se tiene:
Avance0.1mm→ K s=215
0.10.2→ K s=340.7
Avance0.2mm → K s=215
0.20.2→ K s=296.6
1.1.2. Modelo AWFEl modelo AWF determina la presión específica de corte mediante la siguiente expresión:
K s=Cw
a0.447
dónde:Cw: Constante acorde al material.a: Avance en mm.

7TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
Al reemplazar los valores en la expresión anterior, se tiene:
Avance0.1mm → K s=145
0.10.447→ K s=405.8
Avance0.2mm→ K s=145
0.20.447→ K s=297.7

8TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
5. Presentación de resultados1.1. Medición 1
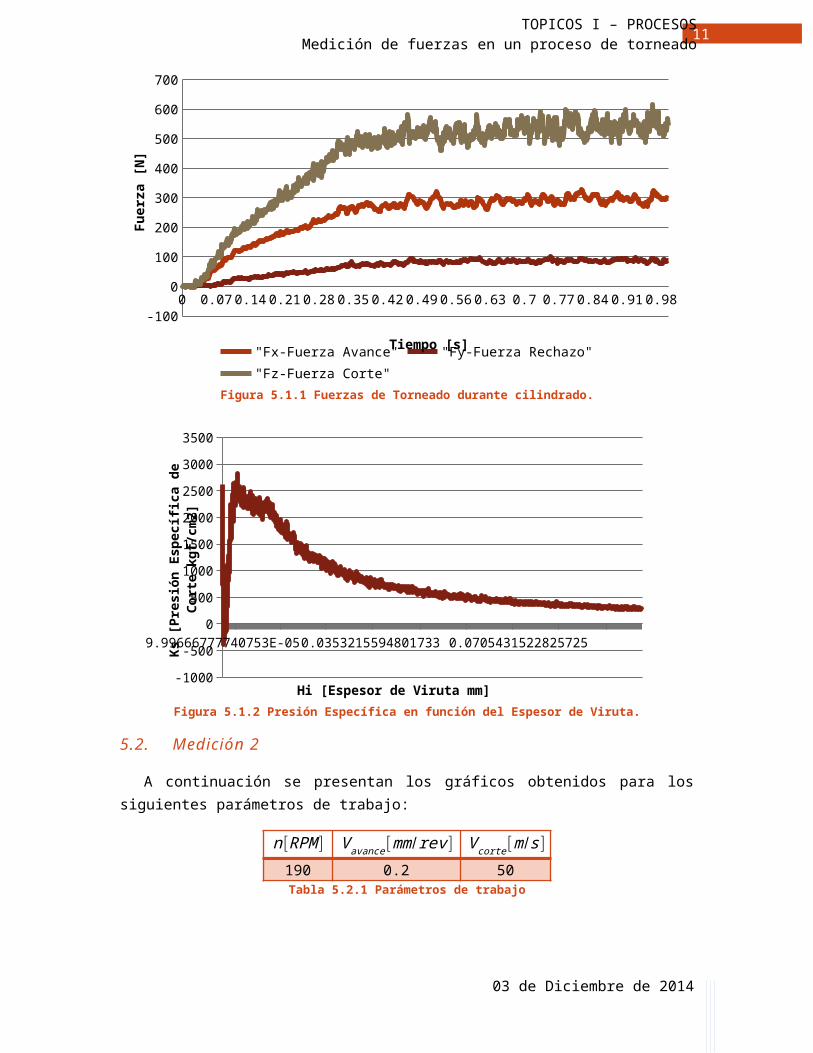
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]190 0.1 50
Tabla 5.1.1 Parámetros de trabajo
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 0.55 0.6 0.65 0.7 0.75 0.8 0.85 0.9 0.95-100
0
100
200
300
400
500
600
700
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.1.1 Fuerzas de Torneado durante cilindrado.
9.99666777740753E-050.0294901699433522 0.0588803732089303 0.0882705764745085
-1000
-500
0
500
1000
1500
2000
2500
3000
3500
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.1.2 Presión Específica en función del Espesor de Viruta.

9TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1.2. Medición 2
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]190 0.2 50
Tabla 5.2.1 Parámetros de trabajo
0 0.03 0.06 0.09 0.12 0.15 0.18 0.21 0.24 0.27 0.3 0.33 0.36 0.39 0.42 0.45 0.480
200
400
600
800
1000
1200
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.2.1 Fuerzas de Torneado durante cilindrado.
0.0477840719760080.08610463178940350.124425191602799 0.1627457514161950
200
400
600
800
1000
1200
1400
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.2.2 Presión Específica en función del Espesor de Viruta.

10TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1.3. Medición 3
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]380 0.1 100
Tabla 5.3.1 Parámetros de trabajo
0.001 0.129 0.257 0.385 0.513 0.641 0.769 0.897 1.025 1.153 1.281 1.409 1.537 1.665 1.793 1.921
-100
0
100
200
300
400
500
600
700
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.3.1 Fuerzas de Torneado durante cilindrado.
0.033188937020993 0.0489170276574475 0.064645118293902 0.08037320893035650
100
200
300
400
500
600
700
800
900
1000
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.3.2 Presión Específica en función del Espesor de Viruta.
11TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1.4. Medición 4
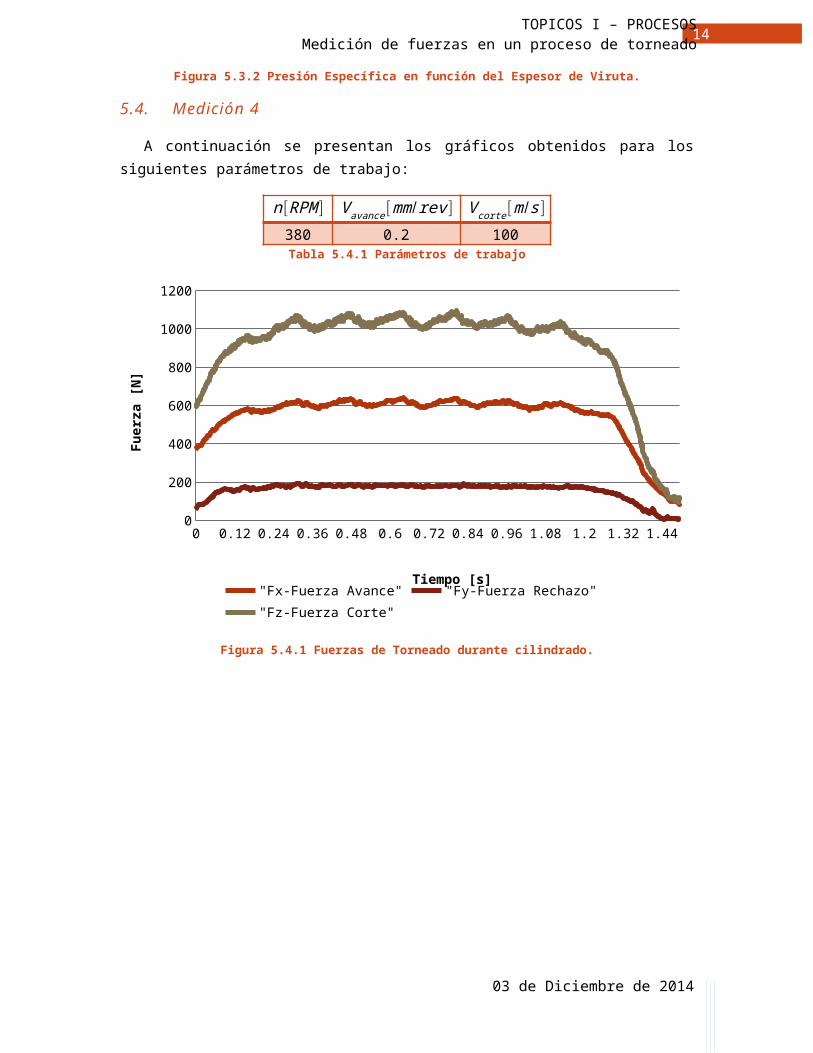
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]380 0.2 100
Tabla 5.4.1 Parámetros de trabajo
0 0.09 0.18 0.27 0.36 0.45 0.54 0.63 0.72 0.81 0.9 0.99 1.08 1.17 1.26 1.35 1.440
200
400
600
800
1000
1200
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.4.1 Fuerzas de Torneado durante cilindrado.
0.002999000333222260.0275908030656448 0.0521826057980673 0.07677440853048980
2000
4000
6000
8000
10000
12000
14000
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.4.2 Presión Específica en función del Espesor de Viruta.

12TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1.5. Medición 5
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]570 0.1 150
Tabla 5.5.1 Parámetros de trabajo
0.0010.1250.2490.3730.4970.6210.7450.8690.9931.1171.2411.3651.4891.6131.7371.8611.9850
100
200
300
400
500
600
700
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.5.1 Fuerzas de Torneado durante cilindrado.
0.0164945018327224 0.02919026991003 0.04188603798733750.05458180606464510
200
400
600
800
1000
1200
1400
1600
1800
2000
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.5.2 Presión Específica en función del Espesor de Viruta.

13TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
1.6. Medición 6
A continuación se presentan los gráficos obtenidos para los siguientes parámetros de trabajo:
n [RPM ] V avance [mm/rev ] V corte [m /s ]570 0.2 150
Tabla 5.6.1 Parámetros de trabajo
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 0.55 0.6 0.65 0.7 0.75 0.8 0.85 0.9 0.95
-200
0
200
400
600
800
1000
1200
"Fx-Fuerza Avance" "Fy-Fuerza Rechazo" "Fz-Fuerza Corte"
Tiempo [s]
Fuer
za [N
]
Figura 5.6.1 Fuerzas de Torneado durante cilindrado.
0.0263245584805065 0.04431856047984 0.0623125624791736 0.08030656447850710
500
1000
1500
2000
2500
Hi [Espesor de Viruta mm]
Ks [P
resió
n Es
pecífi
ca d
e Co
rte
kgf/
cm2]
Figura 5.6.2 Presión Específica en función del Espesor de Viruta.
14TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
6. Análisis de resultados y conclusionesAl observar las gráficas obtenidas se aprecia que estas experimentan algunas irregularidades
en comparación a la teoría, esto de produce debido a la presencia de errores de medición que poseen los equipo e instrumentos utilizados, además de la toma de lectura de datos por parte de los alumnos. Aunque cabe destacar que el comportamiento tanto de las fuerzas de corte, avance y rechazo en el tiempo como los parámetros de presión específica en función del espesor de viruta se desarrolla según lo esperado.
En cuanto a los resultados gráficos obtenidos de las fuerzas presentes en el proceso de cilindrado se aprecia que estas experimentan un fuerte aumento de forma lineal hasta llegar a la estabilización de los datos, punto en el cual el desprendimiento de viruta se hace constante. Por otra parte, se tiene que la magnitud de las fuerzas producidas en el tiempo varia al modificar tanto el avance como la velocidad de giro y la profundidad de corte. La fuerza que posee una mayor magnitud corresponde a la de corte (Fz), debido a que su función es producir el desprendimiento de viruta. Luego le sigue la fuerza de avance (Fx), dado que su función es desplazar la herramienta da corte a través del eje axial de la pieza. Finalmente la fuerza menor corresponde a la fuerza de rechazo (Fy). Por lo tanto se tiene que la magnitud de las fuerzas presentes depende de la función que cumplan en el proceso de cilindrado.
En cuanto a los resultados gráficos obtenidos de la presión específica de corte (Ks) en función del espesor de viruta (Hi), se aprecia que en primera instancia esta es muy elevada debido a que se inicial el contacto de la herramienta con el material de forma abrupta e invasiva, luego va disminuyendo a medida que se estabiliza y se vuelve constante la generación de viruta. El comportamiento que presenta la presión específica es según la teoría, es decir disminuye a medida que aumenta la velocidad de corte y avance. Cabe destacar que los modelos utilizado por la norma ASME y AWF para determinar la presión específica de corte (Ks) está en función del avance y el tipo de material a mecanizar, no utilizan parámetros como la velocidad de rotación. Sin embargo el valor de estabilización de la presión se aproxima al valor obtenido con el modelo teórico. Los valores de estabilización para cada medición corresponden a:
Medición 1 (RPM=190 ;V avance=0.1[mm/rev ];V corte=50[m /s ]): K s ≈350.5
Medición 2 (RPM=190 ;V avance=0.2[mm/rev ];V corte=50[m /s ]): K s ≈300.9
Medición 3 (RPM=380 ;V avance=0.1[mm/rev ];V corte=100[m /s ]): K s ≈370.9
Medición 4 (RPM=380 ;V avance=0.2[mm/rev ];V corte=100[m /s ]): K s ≈301.7
Medición 5 (RPM=570 ;V avance=0.1[mm/rev ];V corte=150[m /s ]): K s ≈560
Medición 6 (RPM=570 ;V avance=0.2[mm/rev ];V corte=150[m /s ]): K s ≈300.5
Los valores teóricos para un avance de 0.1 mm y 0.2 mm son: 340.7 y296.6; 405.8 y 297.7utilizando la norma ASME y AWF respectivamente. Se observa que los valores obtenidos se

15TOPICOS I – PROCESOS
Medición de fuerzas en un proceso de torneado
03 de Diciembre de 2014
aproximan a la teoría, no obstante la medición cinco experimenta una diferencia significativa producto de algún error de medición nombrado anteriormente.
7. Bibliografía[1] Mecanizado por Arranque de Viruta, autor Micheletti Gian Federico.
[2] Fuerza De Corte y Potencia De Mecanizado. Guía Laboratorio. Dpto. de Ingeniería Mecánica USACH.