laminated and functionally graded …eprints.qut.edu.au/6783/1/6783.pdf1 h.b. guo, k.a. khor, y.c....
TRANSCRIPT

1
H.B. Guo, K.A. Khor, Y.C. Boey, and X. Miao, "Laminated and Functionally Graded Hydroxyapatite/ Yttria Stabilised Tetragonal Zirconia Composite Fabricated by Spark Plasma
Sintering", Biomaterials, 24[4] (2003), pp. 667-675.
Laminated and functionally graded hydroxyapatite/yttria stabilized tetragonal zirconia composites fabricated by spark plasma sintering
Hongbo Guoa, Khiam Aik Khorb, Yin Chiang Boeya, Xigeng Miaoa*
aSchool of Materials Engineering, Nanyang Technological University, Nanyang Avenue, Singapore 639798
bSchool of Mechanical and Production Engineering, Nanyang Technological University, Nanyang Avenue, Singapore 639798
Abstract Hydroxyapatite ceramics have been conventionally strengthened and toughened in the form of composites and coatings. New microstructural designs and processing methodologies are still needed for the improvement of the mechanical properties of hydroxyapatite based ceramics. This study was to prepare laminated and functionally graded hydroxyapatite (HA)/yttria stabilized tetragonal zirconia (Y-TZP) composites by the relatively new process of spark plasma sintering. The microstructure and the mechanical properties of the laminated and functionally graded composites were studied for possible orthopedic applications. It was found that the laminated and functionally graded HA/Y-TZP composites could be densified at 1200oC within 5 minutes by the spark plasma sintering process and the average HA grain size in the composite layers was reduced by half due to the well dispersed Y-TZP second phase. The HA phase in the composite layers was stable up to 1200 oC and the Y-TZP second phase remained the tetragonal zirconia (t-ZrO2) phase after being processed at the highest temperature of 1250 oC. The laminated and functionally graded HA/Y-TZP composites exhibited much improved mechanical properties compared with the pure HA ceramics; the bending strength of the composites reached about 200 MPa, the double of the strength of the pure HA ceramics. Keywords: Hydroxyapatite; Zirconia; Spark plasma sintering; Laminate; Functionally graded material; Composite *Corresponding author. Tel.: + 65-67904260; fax: + 65-67909081. E-mail address: [email protected] 1. Introduction Hydroxyapatite (Ca10(PO4)6(OH)2, HA) has favorable bioactive and osteoconductive properties that result in rapid bone formation in a host body and strong biological fixation to bony tissues [1, 2]. However, hydroxyapatite possesses low mechanical strength and fracture toughness, which is an obstacle to its applications in load-bearing situations [3]. The enhancement of the mechanical properties of hydroxyapatite would extend its scope of applications. One method of improving the mechanical properties of HA is the synthesis of composites made of HA and other phases such as zirconia (ZrO2) [4-7], metal fibres [8] and polymers [9]. However, these composites are homogenous in mechanical and biological properties and thus the strength of zirconia for example and the bioactivity of HA can not be fully utilized. Another way to improve the mechanical properties of HA is to use it as a coating on a strong biomaterial substrate such as
2
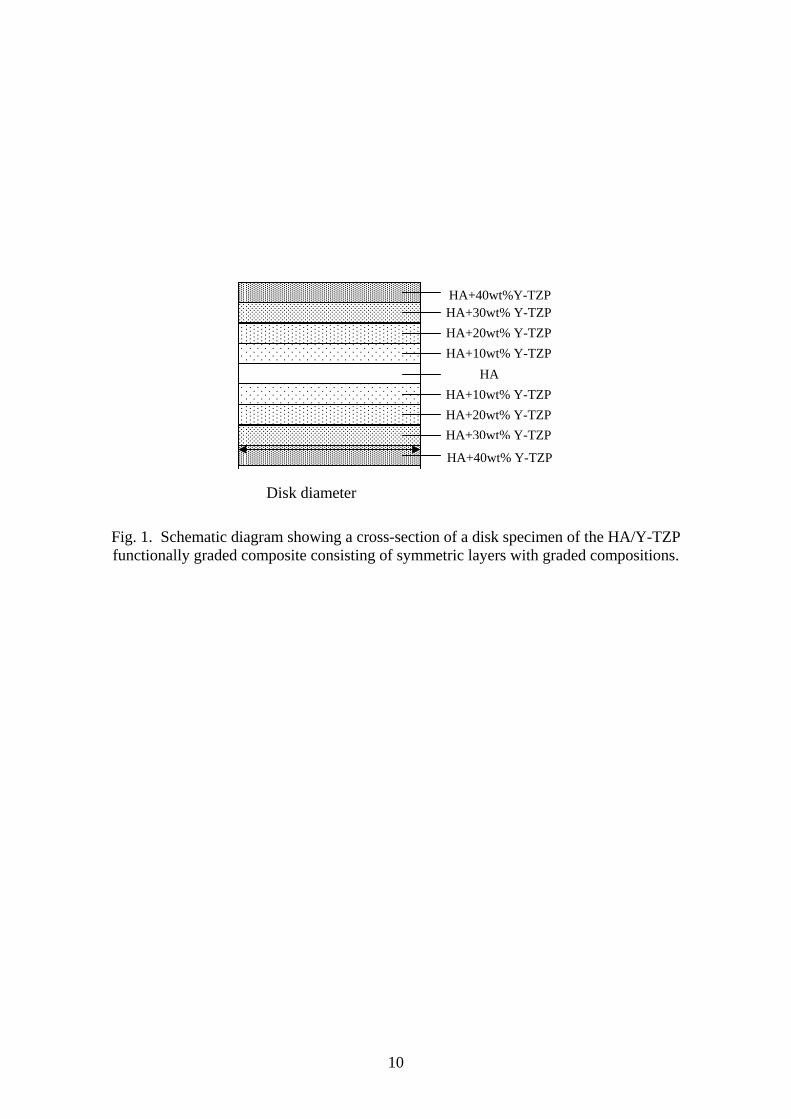
zirconia [10] or titanium alloy [11]. Although coatings on substrates can achieve the variation of properties, nearly all the conventional coating methods can not obtain reliable interfacial bonding. Although plasma sprayed coatings can result in sufficient interfacial bonding, they have the fundamental problem of HA phase decomposition due to the exceptionally high temperatures used [11]. Functionally graded materials (FGMs) as new materials have recently attracted much attention. A FGM is obtained by varying the composition from one side of the material to the other side either continuously or stepwise. The latter is tentatively called laminated and functionally graded composite in this paper. FGMs allow the achievement of varied properties unlike uniform composites. FGMs can also be made into bulky specimens with strong interfacial bonding and reduced thermal stresses unlike coatings on substrates. As a biomaterials, a bulky HA/Ti functionally graded composite was prepared by a powder metallurgy method [12]. Functionally graded tricalcium phosphate/ fluoroapatite composites were also prepared to combine the bioactive fluoroapatite with the bioresorbable tricalcium phosphate [13]. Although there have been intensive studies on the HA-zirconia composites and the HA coatings, the laminated and functionally graded HA/zirconia composites are rarely studied and characterized [14]. Although sintering [15], hot pressing [14], and hot isostatic pressing [16] have been used for the preparation of the HA-zirconia composites, spark plasma sintering (SPS) as an emerging densification method has been rarely used for the HA-zirconia composites, needless to say the laminated and functionally graded HA/zirconia composites. However, spark plasma sintering was considered in this study to be suitable for the laminated and functionally graded HA/zirconia composites, since SPS makes possible sintering at lower temperatures and shorter duration due to the special way of heating involved - charging the intervals among powder particles with electrical energy [17]. Therefore, this study aimed to fabricate the laminated and functionally graded HA/Y-TZP composites by means of the spark plasma sintering, which had not been used before for the said composites. The study also aimed at detailed characterization of the spark plasma sintered laminated and functionally graded HA/Y-TZP composites using transmission electron microscopy (TEM) and three-point bending strength test, for example. The laminated and functionally graded HA/Y-TZP composites could be designed as a strong Y-TZP core-bioactive HA layer structure, a non-symmetric Y-TZP layer to HA later structure or a bioactive HA core-strong Y-TZP layer structure. The latter was particularly used due to the absence of surface microcracking in the prepared composites and after being cut, the prepared bulky composites were expected to be useful for dental implants in the form of either blades (plates), cylinders or screws. 2. Materials and methods Hydroxyapatite (HA) and yttria stabilized tetragonal zirconia (Y-TZP) powders were the two main starting materials used in the study. The HA powder (E. Merck, D-6100 Darmstadt, Germany) was in the form of micron-sized agglomerates of nano-sized primary particles. To modify the as-supplied HA powder, calcination at 900 oC for 1 hour in air was carried out to obtain submicron-sized HA particles. On the other hand, a commercial Y-TZP (ZrO2-8wt% Y2O3) powder (Aldrich, F. W. 123.22, USA) with submicron-sized particles and 99.5% purity was used in the as-provided state. The HA and Y-TZP powders were then mixed by ball milling to obtain 4 mixtures with compositions of 10, 20, 30 and 40 wt. % Y-TZP, respectively. Multi-layered green compacts with the design shown in Fig. 1 were then prepared by loading proper amounts of the mixtures into a steel die with a diameter of 29 mm, followed by uniaxial pressing under the pressure of 20 MPa. Each layer in the green compacts was around 1 mm thick, for instance, which led to finally

3
densified disks about 10 mm thick and with nine layers. Depending on final uses, the individual layer thickness could be adjusted. For comparison, pure HA green compacts were also prepared. The HA/Y-TZP graded compacts were subsequently densified by the spark plasma sintering process on an SPS-1050 system (Sumitomo Coal Mining, Japan), as shown in Fig. 2. Specifically, the compacts were individually loaded in a graphite die (30 mm in diameter), followed by applying a low level of initial pressure. With the vacuum level of the chamber set at 4.5 Pa, the compacts were heated rapidly (100 oC/ min) by a 30 second pulsed electrical discharge (5 V and 2000 A). The actual densification of the compacts took place at 1100 oC, 1150 oC, 1200 oC and 1250 oC, respectively. During the high temperature holding periods (5 min. and 20 min., respectively), a high pressure of 30 MPa was maintained. After keeping the compacts at the above temperatures for 5 min or 20 min, the densified samples were cooled to the room temperature at a cooling rate of around 100 oC/ min. For comparison, some pure HA compacts were also produced by the spark plasma sintering at 950 oC, 1000oC and 1050 oC for 5min, respectively. To conduct the microstructural characterization of the graded composites using a scanning electron microscope (SEM, JEOL JSM-5410) and a field emission scanning electron microscope (FESEM, JEOL JSM-6340F), specimens of the composites were cut, ground, polished and etched in a 10% citric acid solution for 1 min, followed by coating with a conductive gold film. Fractured surfaces and as-polished samples were also prepared for microstructural characterization. Phase analysis using a Shimadzu X-ray diffractometer with the Cu-Kα radiation generated at 50 KV and 20 mA was carried out to determine the phase stability of the HA and the Y-TZP phases in the graded composites. For comparison, a green compact of HA-40%Y-TZP mixture was dry pressed and used for the XRD analysis. Transmission electron microscope (TEM, JEOL JEM-2010) was also used for microstructural observation on uncoated thin foils, which were prepared by the common procedures, namely, sectioning, disk cutting, grinding, dimpling, polishing, and ion beam thinning. Knoop hardness measurements using a Shimadzu HMV-2000 microhardness tester were performed on the polished cross-sections of the HA/Y-TZP graded composites to study the microhardness distribution across the composites. A test load of 0.3 kg and a holding time of 15 seconds (ASTM E384) were used in the measurements. The Knoop hardness Hk is expressed as [18]:
214229dLH K = (1)
where L is the load with a unit of Newton, N and d with a unit of micron is the longer diagonal of the indentation. The Knoop hardness tester was also used to determine the distribution of Young’s modulus (E) across the graded composites. The Young’s modulus can be calculated using the following equation [19]:
KH
Eab
ab α−=
'
'
(2)
where b’/a’ is the indent diagonal ratio after elastic recovery or after the indentation, b/a is the ratio of the Knoop indenter dimensions (= 1/7.11) and α is a constant with a value of 0.45. The three-point bending strength of the graded composites was determined on an Instron 4206 tensile tester (CA MA, USA) using a cross-head speed of 0.5 mm/min. Rectangular test bars with dimensions of 25mm×5mm×3mm were cut, ground, and polished for the three-point bending tests. The bar surfaces experiencing the tensile stresses were parallel to the pressing direction of the spark plasma sintering. The bending strength was finally calculated based on the following equation:
223bdPL
=σ (3)
4
where σ denotes the bending strength, P denotes the applied load, and L, b and d are the span length, the width and the thickness of the test specimen, respectively.
3. Results
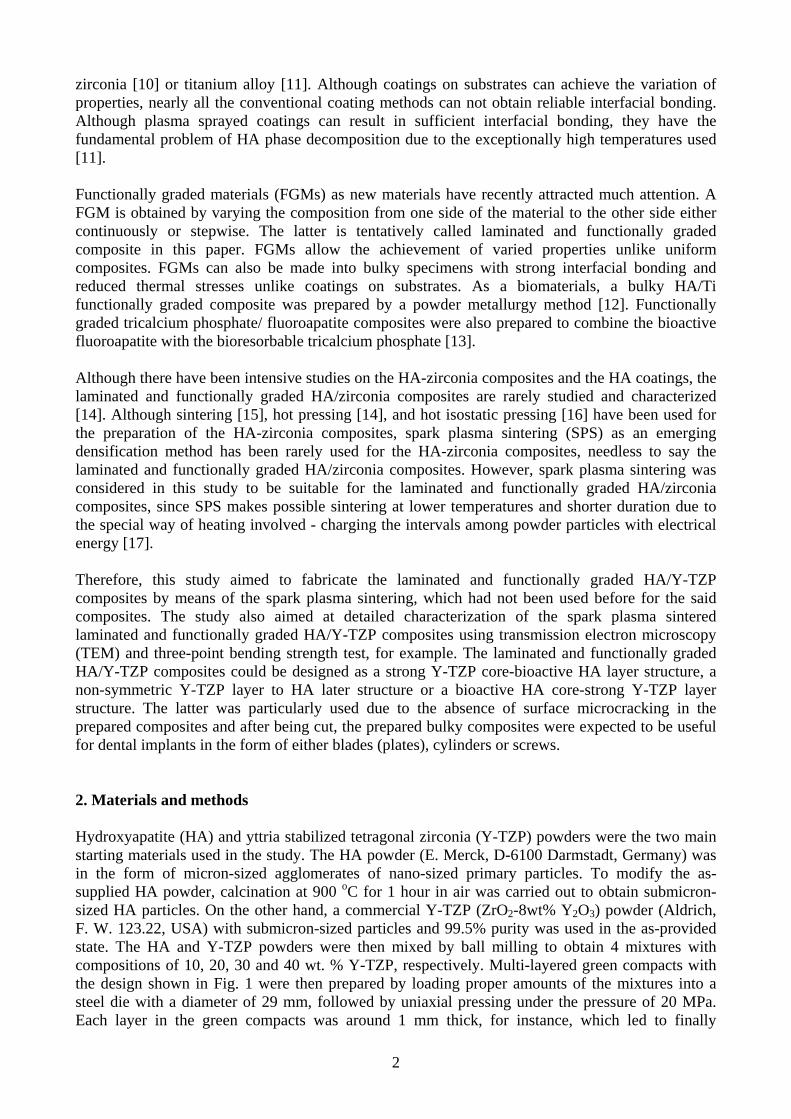
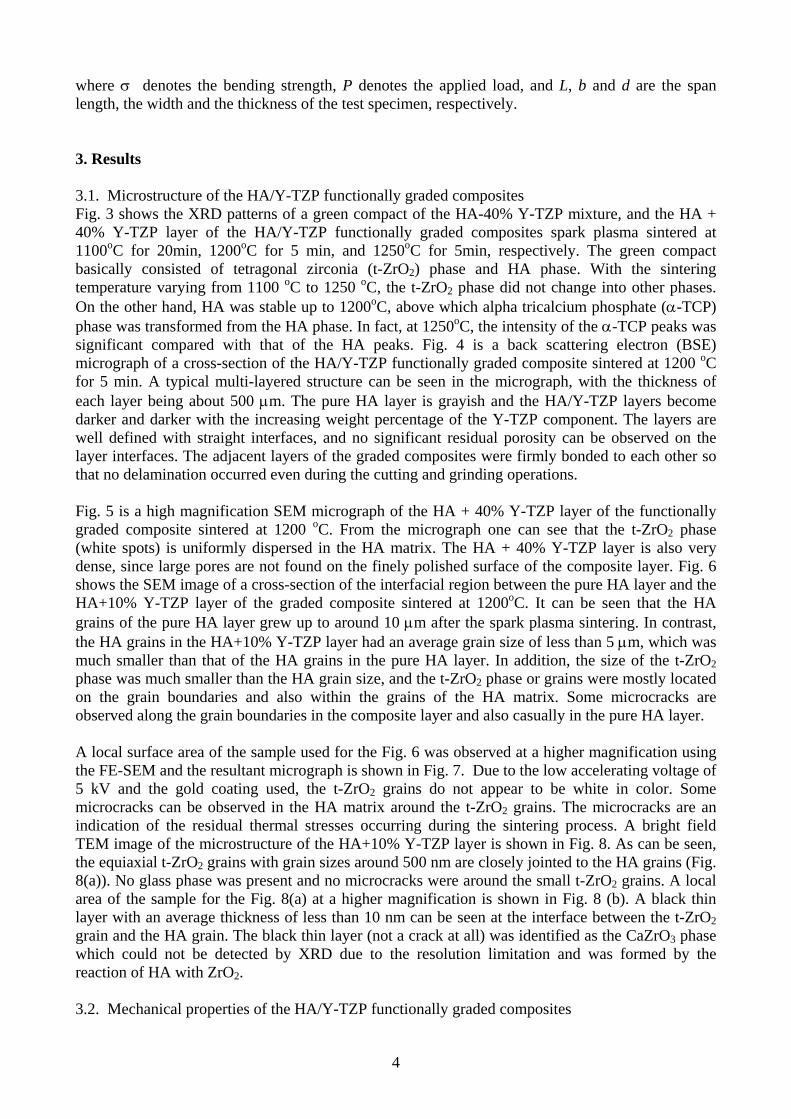
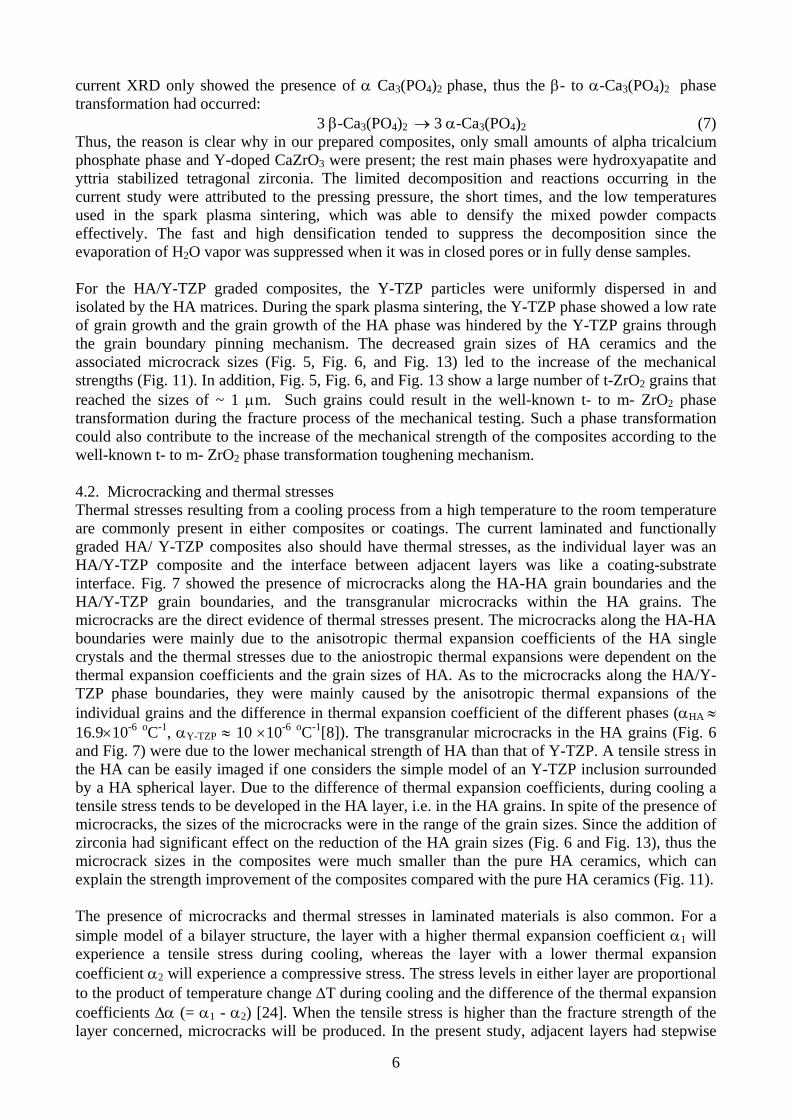
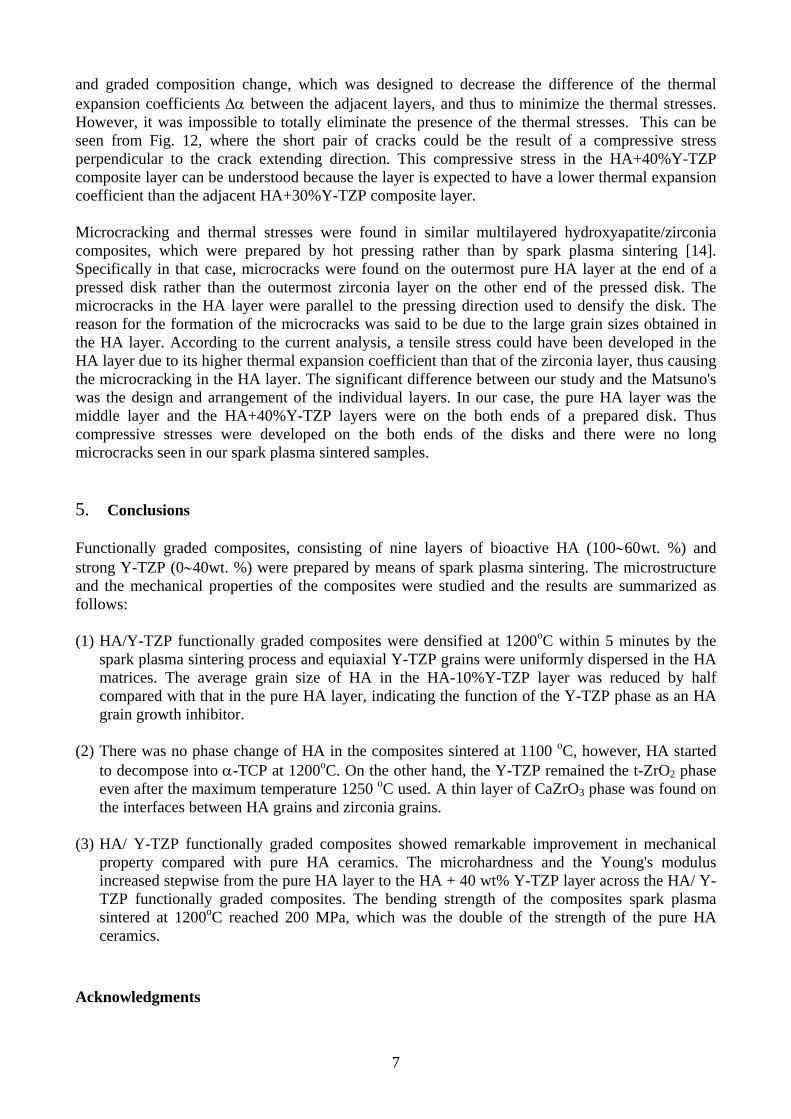
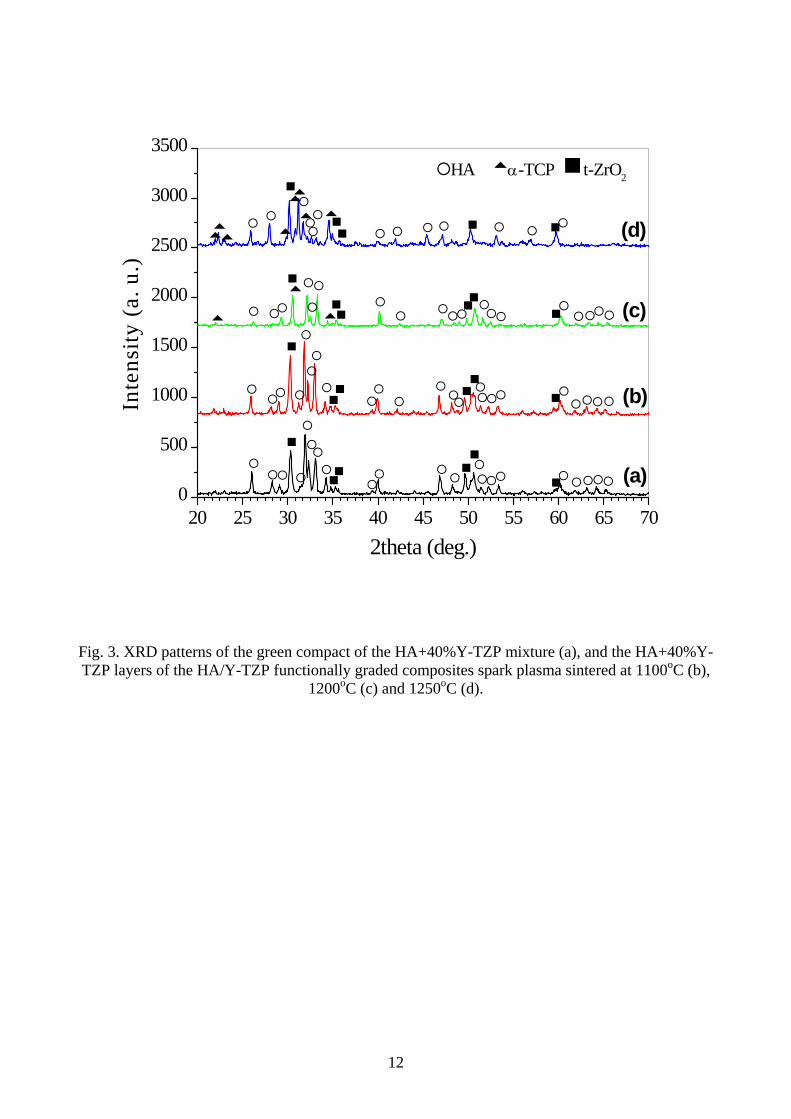
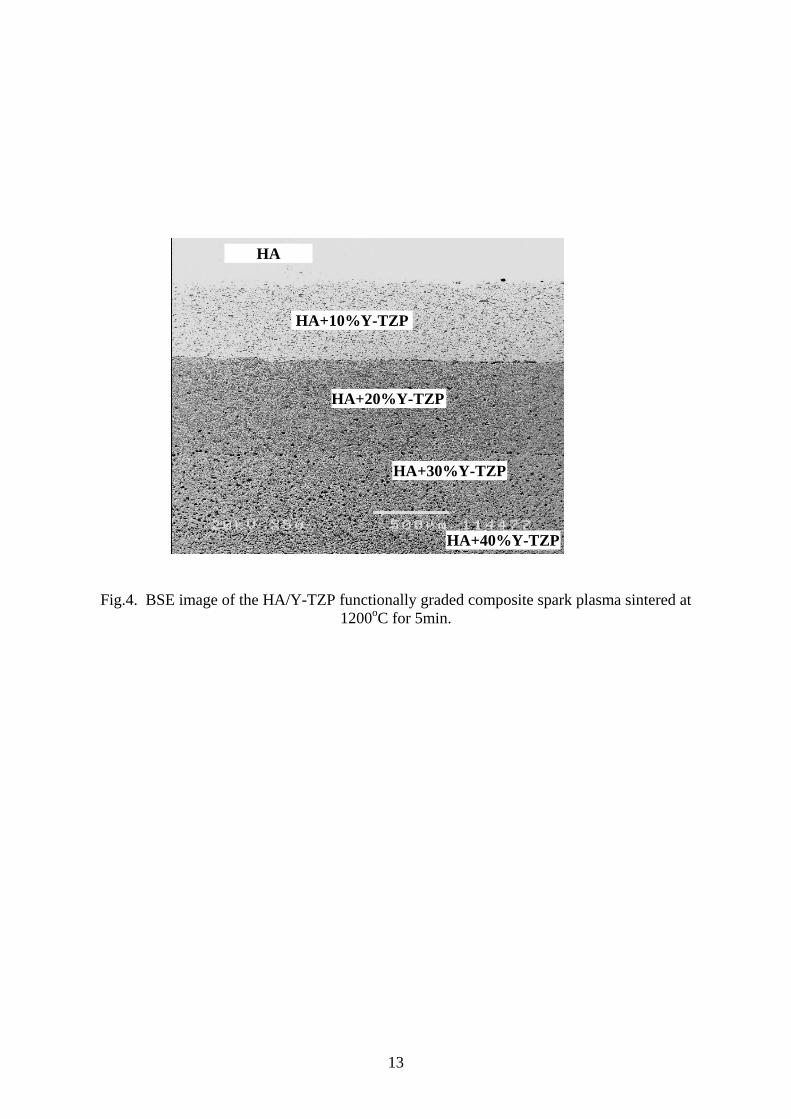
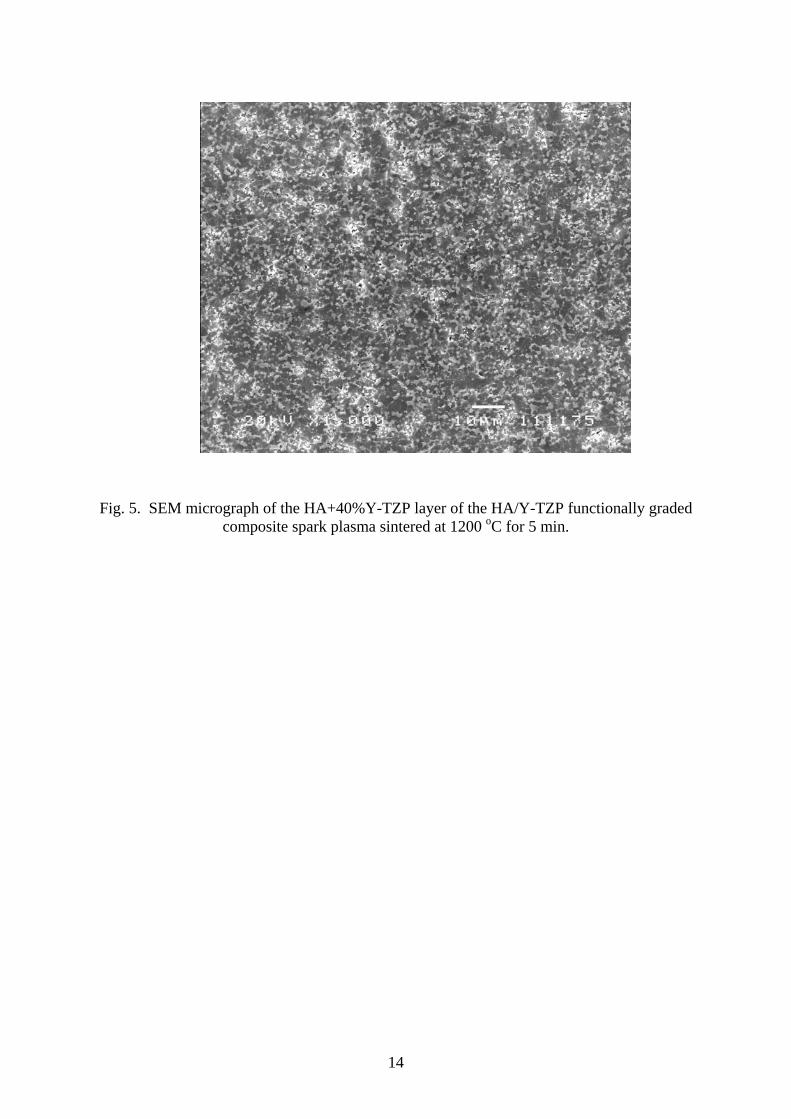
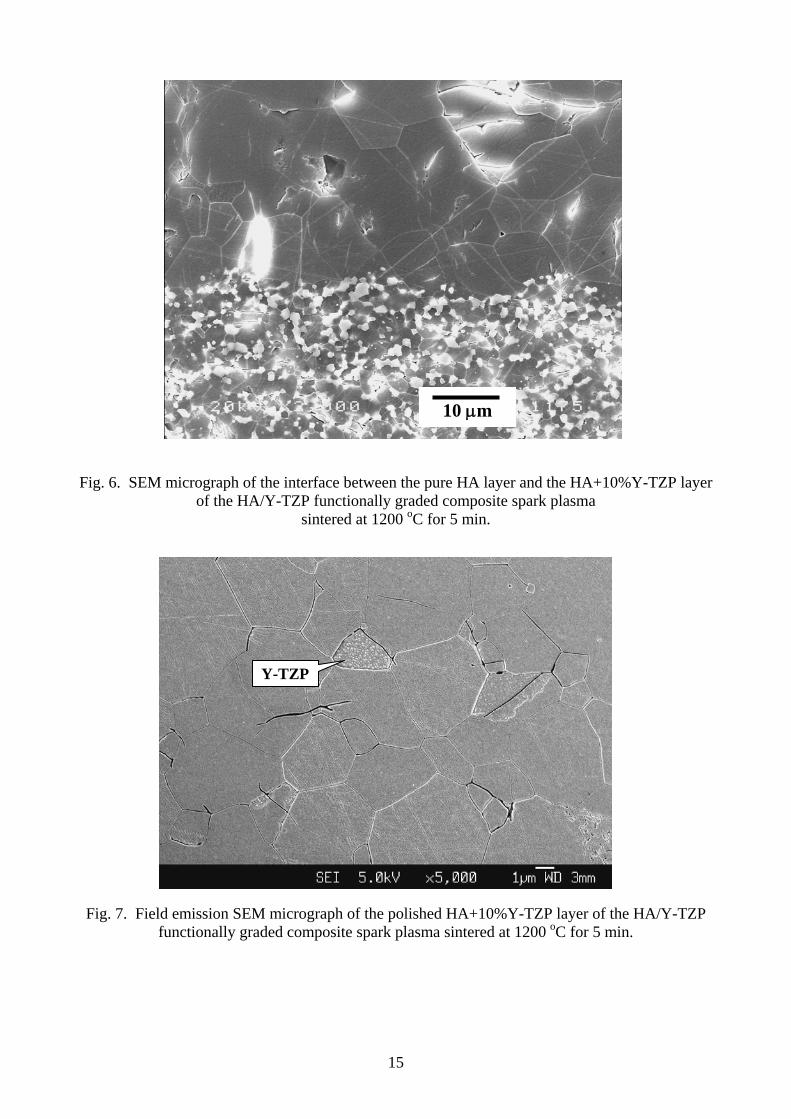
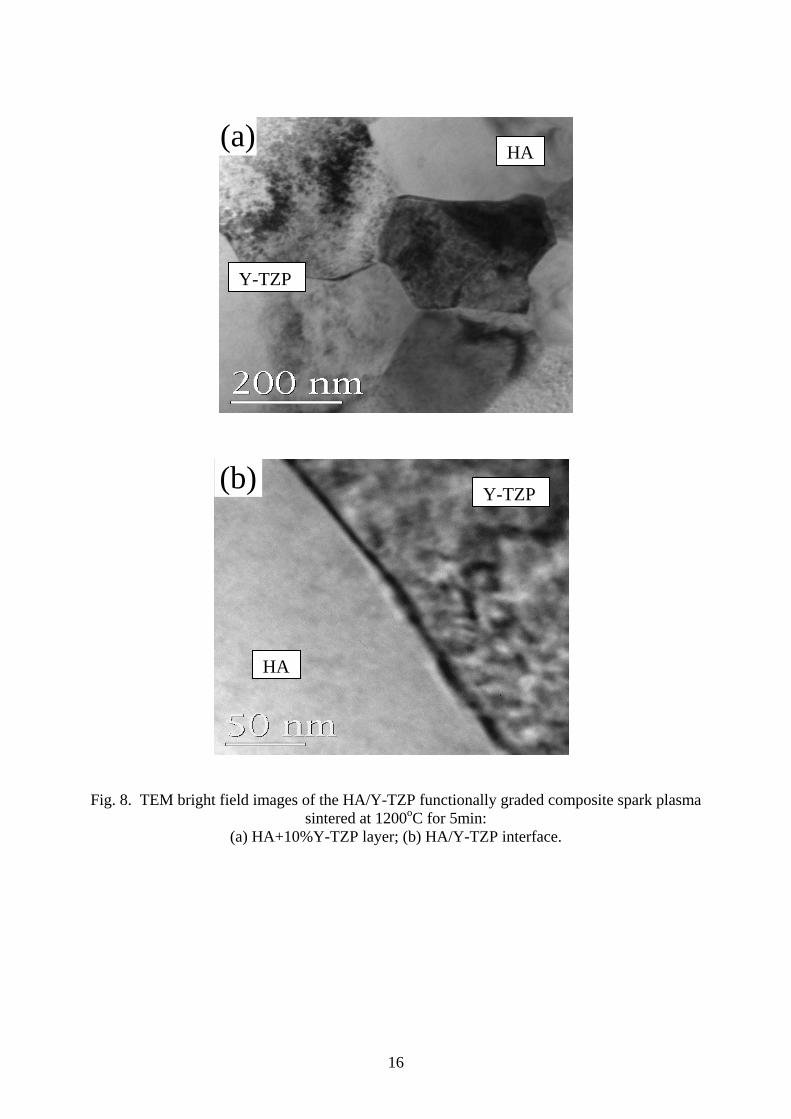
3.1. Microstructure of the HA/Y-TZP functionally graded composites Fig. 3 shows the XRD patterns of a green compact of the HA-40% Y-TZP mixture, and the HA + 40% Y-TZP layer of the HA/Y-TZP functionally graded composites spark plasma sintered at 1100oC for 20min, 1200oC for 5 min, and 1250oC for 5min, respectively. The green compact basically consisted of tetragonal zirconia (t-ZrO2) phase and HA phase. With the sintering temperature varying from 1100 oC to 1250 oC, the t-ZrO2 phase did not change into other phases. On the other hand, HA was stable up to 1200oC, above which alpha tricalcium phosphate (α-TCP) phase was transformed from the HA phase. In fact, at 1250oC, the intensity of the α-TCP peaks was significant compared with that of the HA peaks. Fig. 4 is a back scattering electron (BSE) micrograph of a cross-section of the HA/Y-TZP functionally graded composite sintered at 1200 oC for 5 min. A typical multi-layered structure can be seen in the micrograph, with the thickness of each layer being about 500 μm. The pure HA layer is grayish and the HA/Y-TZP layers become darker and darker with the increasing weight percentage of the Y-TZP component. The layers are well defined with straight interfaces, and no significant residual porosity can be observed on the layer interfaces. The adjacent layers of the graded composites were firmly bonded to each other so that no delamination occurred even during the cutting and grinding operations. Fig. 5 is a high magnification SEM micrograph of the HA + 40% Y-TZP layer of the functionally graded composite sintered at 1200 oC. From the micrograph one can see that the t-ZrO2 phase (white spots) is uniformly dispersed in the HA matrix. The HA + 40% Y-TZP layer is also very dense, since large pores are not found on the finely polished surface of the composite layer. Fig. 6 shows the SEM image of a cross-section of the interfacial region between the pure HA layer and the HA+10% Y-TZP layer of the graded composite sintered at 1200oC. It can be seen that the HA grains of the pure HA layer grew up to around 10 μm after the spark plasma sintering. In contrast, the HA grains in the HA+10% Y-TZP layer had an average grain size of less than 5 μm, which was much smaller than that of the HA grains in the pure HA layer. In addition, the size of the t-ZrO2 phase was much smaller than the HA grain size, and the t-ZrO2 phase or grains were mostly located on the grain boundaries and also within the grains of the HA matrix. Some microcracks are observed along the grain boundaries in the composite layer and also casually in the pure HA layer. A local surface area of the sample used for the Fig. 6 was observed at a higher magnification using the FE-SEM and the resultant micrograph is shown in Fig. 7. Due to the low accelerating voltage of 5 kV and the gold coating used, the t-ZrO2 grains do not appear to be white in color. Some microcracks can be observed in the HA matrix around the t-ZrO2 grains. The microcracks are an indication of the residual thermal stresses occurring during the sintering process. A bright field TEM image of the microstructure of the HA+10% Y-TZP layer is shown in Fig. 8. As can be seen, the equiaxial t-ZrO2 grains with grain sizes around 500 nm are closely jointed to the HA grains (Fig. 8(a)). No glass phase was present and no microcracks were around the small t-ZrO2 grains. A local area of the sample for the Fig. 8(a) at a higher magnification is shown in Fig. 8 (b). A black thin layer with an average thickness of less than 10 nm can be seen at the interface between the t-ZrO2 grain and the HA grain. The black thin layer (not a crack at all) was identified as the CaZrO3 phase which could not be detected by XRD due to the resolution limitation and was formed by the reaction of HA with ZrO2. 3.2. Mechanical properties of the HA/Y-TZP functionally graded composites

5
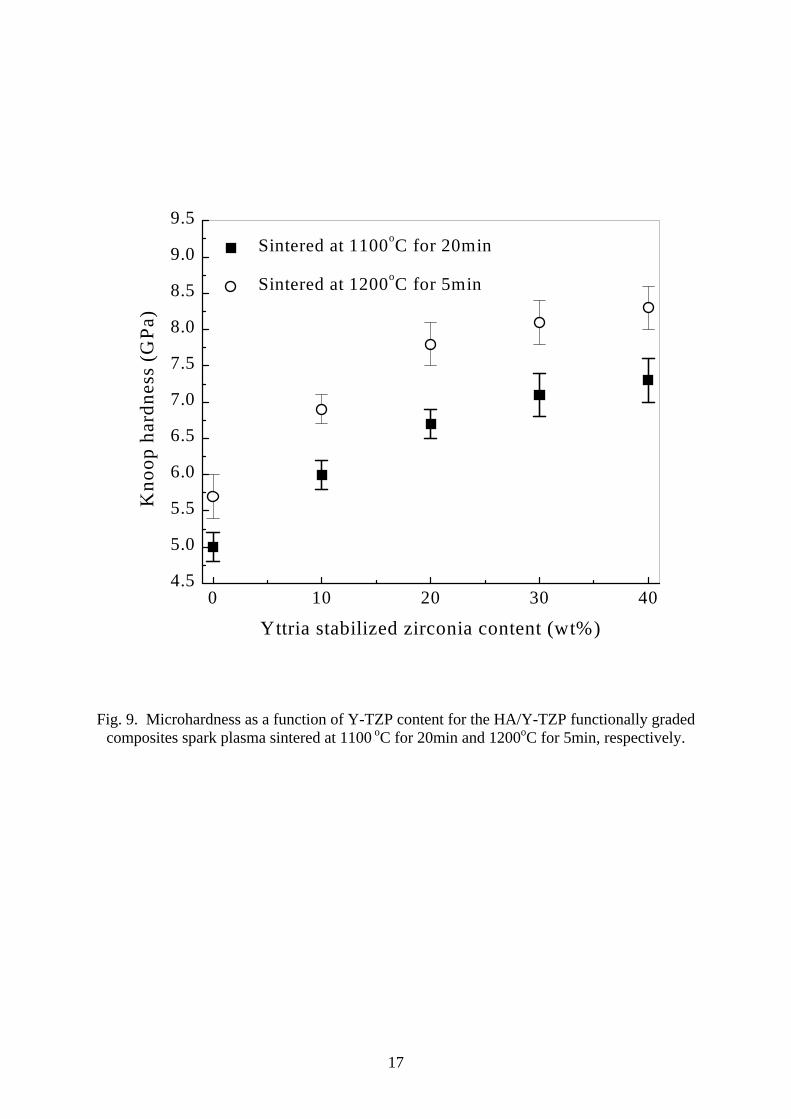
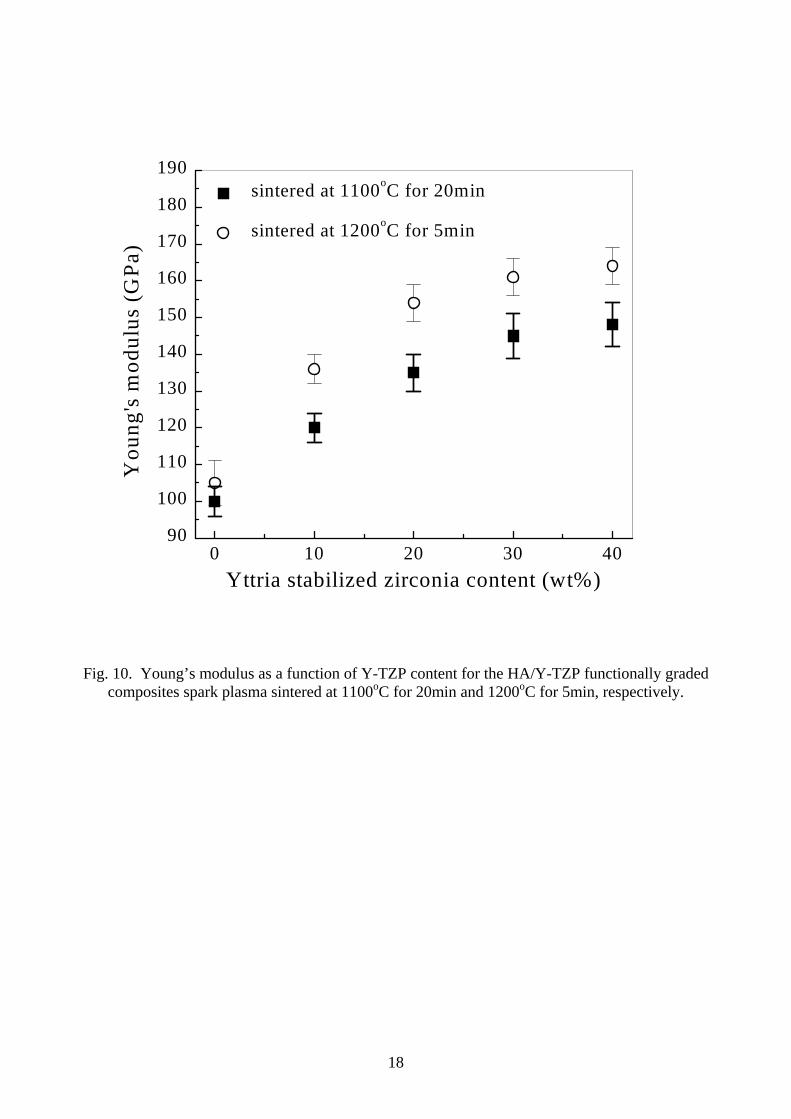
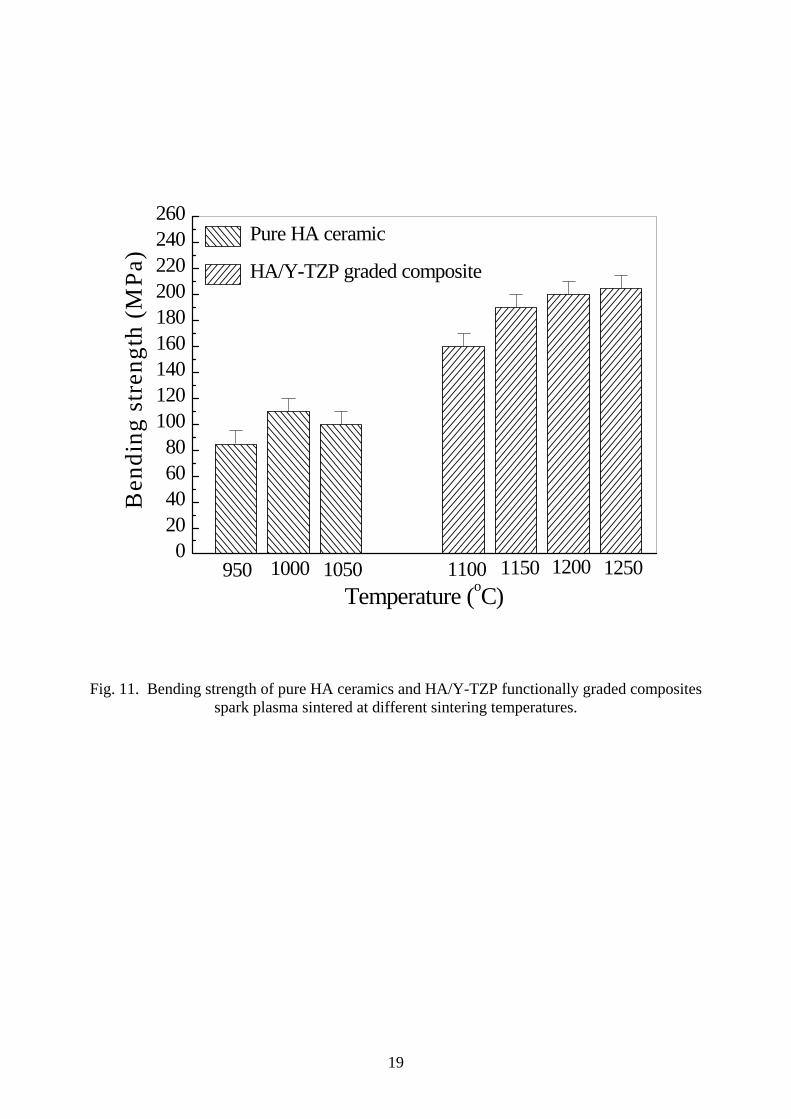
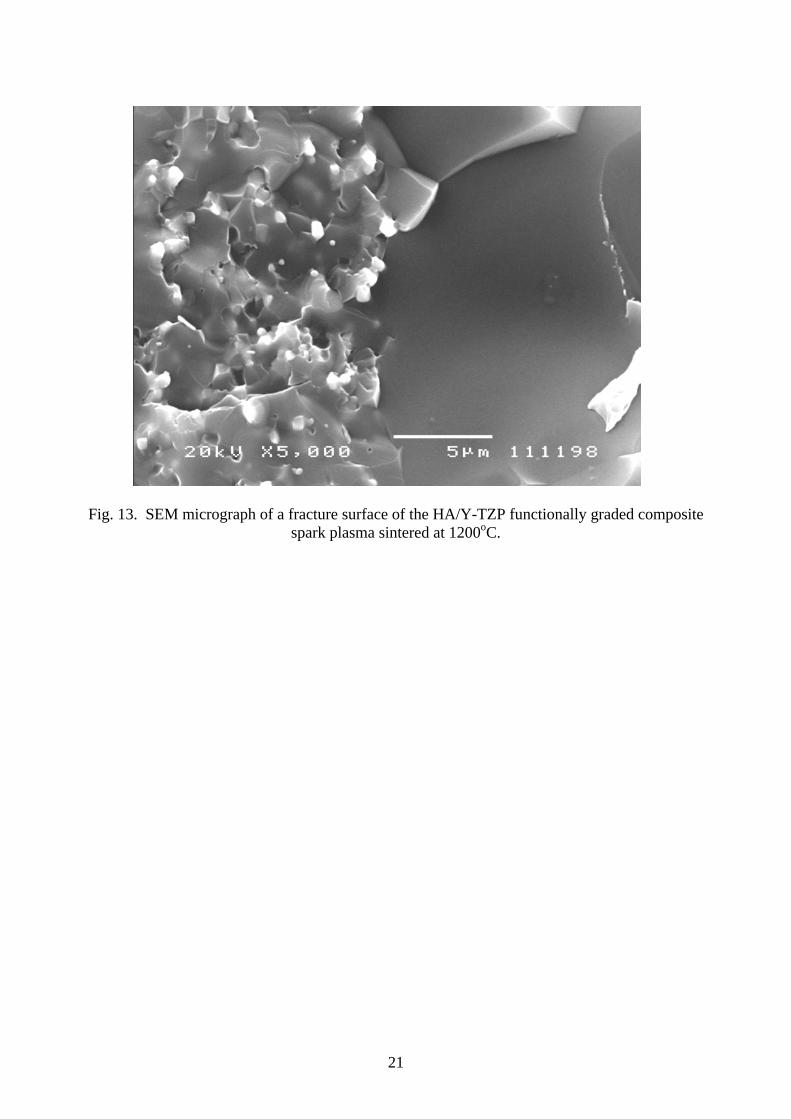
The Knoop hardness and the Young’s modulus of the HA/Y-TZP functionally graded composites spark plasma sintered under different conditions are shown in Fig. 9 and Fig. 10, respectively. The Knoop hardness and the Young’s modulus of the pure HA layer were about 5 GPa and 100 GPa, respectively, while the HA/Y-TZP layers had much higher Knoop hardness and Young’s modulus than those of the pure HA layer. With the Y-TZP percentage being increased up to 40%, the Knoop hardness and the Young's modulus increased gradually to about 8 GPa and 160 GPa, respectively. Furthermore, the composites sintered at 1200 oC exhibited higher mechanical properties than those sintered at 1100 oC. Thus, the addition of Y-TZP to HA could remarkably enhance the mechanical properties of the pure HA ceramics. Fig. 11 is a comparison of the bending strengths of the pure HA ceramics and the HA/Y-TZP graded composites spark plasma sintered at different temperatures. The pure HA ceramics sintered at 950 oC to 1050 oC exhibited bending strengths of 85 ~110 MPa, whereas the HA/Y-TZP graded composites showed much improved bending strengths about 180 MPa. Fig. 12 shows the crack patterns generated by a Vickers’s indenter (MXT 70) in the HA+40% Y-TZP layer and near the interface between the HA+40% Y-TZP layer and the HA+30% Y-TZP layer. The short cracks were parallel to the disk or the layer thickness direction, which suggests a residual compressive stress in the direction perpendicular to the layer thickness direction. Fig. 13 shows a fracture surface of part of the HA/Y-TZP graded composite spark plasma sintered at 1200 oC. The pure HA layer is featured with large grains and transgranular fracture, whereas the HA+10% Y-TZP layer is featured with reduced HA grain size, dispersed zirconia grains, and some cavities as a result of the grain pull-out. 4. Discussion 4.1. Microstructural development Synthetic hydroxyapatite powders can be pressureless sintered in air to full density without significant phase decomposition. The addition of zirconia to hydroxyapatite for the improvement of mechanical properties, however, poses the problems of densification retardation and HA phase decomposition. Over the last decade or so, lots of studies have been carried out to understand the decomposition mechanisms and to find ways to overcome the problems. For instances, different sizes (including nano-size [20] ) and shapes [21, 22] of zirconia and hydroxyapatite powders have been used. The zirconia components used include yttria stabilized zirconia, calcia stabilized zirconia, and magnesia stabilized zirconia [15, 22]. Additives such as CaO [15] and CaF2 [23] have been used for suppressing phase decomposition and as sintering aids. In addition to conventional sintering in air, sintering in a humid environment [15] and sintering under pressure (e.g., hot pressing [14] ) have been tried. The current spark plasma sintering for the HA/ Y-TZP composite system was a further effort to improve the structures and properties. Based on previously reported studies [14, 15] and the current experimental results, the following reactions can be proposed. Under the current conditions, a small amount of HA suffered from decomposition:
Ca10(PO4)6(OH)2 → 3 β-Ca3(PO4)2 + CaO + H2O (4) Both the β-Ca3(PO4)2 and the CaO phases were intermediate reaction products, since XRD did not detect these phases (Fig. 3). On the other hand, the Y-TZP phase remained tetragonal zirconia phase except for some Y-TZP, which reacted with the intermediate products, thus,
CaO + Y-doped ZrO2 (tetragonal) → Ca,Y-doped ZrO2 (tetragonal) (5) CaO + Y-doped ZrO2 (tetragonal) → 3β-Ca3(PO4)2 + Y-doped CaZrO3 (6)
Although XRD did not detect the presence of the Y-doped CaZrO3 phase due to its small amount (Fig. 3), TEM revealed the presence of such a phase on the phase boundaries (Fig. 8). Finally, the
6
current XRD only showed the presence of α Ca3(PO4)2 phase, thus the β- to α-Ca3(PO4)2 phase transformation had occurred:
3 β-Ca3(PO4)2 → 3 α-Ca3(PO4)2 (7) Thus, the reason is clear why in our prepared composites, only small amounts of alpha tricalcium phosphate phase and Y-doped CaZrO3 were present; the rest main phases were hydroxyapatite and yttria stabilized tetragonal zirconia. The limited decomposition and reactions occurring in the current study were attributed to the pressing pressure, the short times, and the low temperatures used in the spark plasma sintering, which was able to densify the mixed powder compacts effectively. The fast and high densification tended to suppress the decomposition since the evaporation of H2O vapor was suppressed when it was in closed pores or in fully dense samples. For the HA/Y-TZP graded composites, the Y-TZP particles were uniformly dispersed in and isolated by the HA matrices. During the spark plasma sintering, the Y-TZP phase showed a low rate of grain growth and the grain growth of the HA phase was hindered by the Y-TZP grains through the grain boundary pinning mechanism. The decreased grain sizes of HA ceramics and the associated microcrack sizes (Fig. 5, Fig. 6, and Fig. 13) led to the increase of the mechanical strengths (Fig. 11). In addition, Fig. 5, Fig. 6, and Fig. 13 show a large number of t-ZrO2 grains that reached the sizes of ~ 1 μm. Such grains could result in the well-known t- to m- ZrO2 phase transformation during the fracture process of the mechanical testing. Such a phase transformation could also contribute to the increase of the mechanical strength of the composites according to the well-known t- to m- ZrO2 phase transformation toughening mechanism. 4.2. Microcracking and thermal stresses Thermal stresses resulting from a cooling process from a high temperature to the room temperature are commonly present in either composites or coatings. The current laminated and functionally graded HA/ Y-TZP composites also should have thermal stresses, as the individual layer was an HA/Y-TZP composite and the interface between adjacent layers was like a coating-substrate interface. Fig. 7 showed the presence of microcracks along the HA-HA grain boundaries and the HA/Y-TZP grain boundaries, and the transgranular microcracks within the HA grains. The microcracks are the direct evidence of thermal stresses present. The microcracks along the HA-HA boundaries were mainly due to the anisotropic thermal expansion coefficients of the HA single crystals and the thermal stresses due to the aniostropic thermal expansions were dependent on the thermal expansion coefficients and the grain sizes of HA. As to the microcracks along the HA/Y-TZP phase boundaries, they were mainly caused by the anisotropic thermal expansions of the individual grains and the difference in thermal expansion coefficient of the different phases (αHA ≈ 16.9×10-6 oC-1, αY-TZP ≈ 10 ×10-6 oC-1[8]). The transgranular microcracks in the HA grains (Fig. 6 and Fig. 7) were due to the lower mechanical strength of HA than that of Y-TZP. A tensile stress in the HA can be easily imaged if one considers the simple model of an Y-TZP inclusion surrounded by a HA spherical layer. Due to the difference of thermal expansion coefficients, during cooling a tensile stress tends to be developed in the HA layer, i.e. in the HA grains. In spite of the presence of microcracks, the sizes of the microcracks were in the range of the grain sizes. Since the addition of zirconia had significant effect on the reduction of the HA grain sizes (Fig. 6 and Fig. 13), thus the microcrack sizes in the composites were much smaller than the pure HA ceramics, which can explain the strength improvement of the composites compared with the pure HA ceramics (Fig. 11). The presence of microcracks and thermal stresses in laminated materials is also common. For a simple model of a bilayer structure, the layer with a higher thermal expansion coefficient α1 will experience a tensile stress during cooling, whereas the layer with a lower thermal expansion coefficient α2 will experience a compressive stress. The stress levels in either layer are proportional to the product of temperature change ΔT during cooling and the difference of the thermal expansion coefficients Δα (= α1 - α2) [24]. When the tensile stress is higher than the fracture strength of the layer concerned, microcracks will be produced. In the present study, adjacent layers had stepwise
7
and graded composition change, which was designed to decrease the difference of the thermal expansion coefficients Δα between the adjacent layers, and thus to minimize the thermal stresses. However, it was impossible to totally eliminate the presence of the thermal stresses. This can be seen from Fig. 12, where the short pair of cracks could be the result of a compressive stress perpendicular to the crack extending direction. This compressive stress in the HA+40%Y-TZP composite layer can be understood because the layer is expected to have a lower thermal expansion coefficient than the adjacent HA+30%Y-TZP composite layer. Microcracking and thermal stresses were found in similar multilayered hydroxyapatite/zirconia composites, which were prepared by hot pressing rather than by spark plasma sintering [14]. Specifically in that case, microcracks were found on the outermost pure HA layer at the end of a pressed disk rather than the outermost zirconia layer on the other end of the pressed disk. The microcracks in the HA layer were parallel to the pressing direction used to densify the disk. The reason for the formation of the microcracks was said to be due to the large grain sizes obtained in the HA layer. According to the current analysis, a tensile stress could have been developed in the HA layer due to its higher thermal expansion coefficient than that of the zirconia layer, thus causing the microcracking in the HA layer. The significant difference between our study and the Matsuno's was the design and arrangement of the individual layers. In our case, the pure HA layer was the middle layer and the HA+40%Y-TZP layers were on the both ends of a prepared disk. Thus compressive stresses were developed on the both ends of the disks and there were no long microcracks seen in our spark plasma sintered samples. 5. Conclusions Functionally graded composites, consisting of nine layers of bioactive HA (100∼60wt. %) and strong Y-TZP (0∼40wt. %) were prepared by means of spark plasma sintering. The microstructure and the mechanical properties of the composites were studied and the results are summarized as follows: (1) HA/Y-TZP functionally graded composites were densified at 1200oC within 5 minutes by the
spark plasma sintering process and equiaxial Y-TZP grains were uniformly dispersed in the HA matrices. The average grain size of HA in the HA-10%Y-TZP layer was reduced by half compared with that in the pure HA layer, indicating the function of the Y-TZP phase as an HA grain growth inhibitor.
(2) There was no phase change of HA in the composites sintered at 1100 oC, however, HA started
to decompose into α-TCP at 1200oC. On the other hand, the Y-TZP remained the t-ZrO2 phase even after the maximum temperature 1250 oC used. A thin layer of CaZrO3 phase was found on the interfaces between HA grains and zirconia grains.
(3) HA/ Y-TZP functionally graded composites showed remarkable improvement in mechanical
property compared with pure HA ceramics. The microhardness and the Young's modulus increased stepwise from the pure HA layer to the HA + 40 wt% Y-TZP layer across the HA/ Y-TZP functionally graded composites. The bending strength of the composites spark plasma sintered at 1200oC reached 200 MPa, which was the double of the strength of the pure HA ceramics.
Acknowledgments
8
The authors would like to acknowledge the manpower fund (RGM 33/00 AMRC) provided by the Advanced Materials Research Center of the Nanyang Technological References
[1] De Lange GL, De Putter C, De Groot H. Histology of the attachment of gingival fibres to dental root implants
of hydroxyapatite. Biomater Biochem 1983; 5: 452-462. [2] Martz EO, Goel VK, Pope MH, Park JB. Materials and design of spinal implants-a review. J Biomed Mater
Res 1997; 38: 267-288. [3] Choi JW, Kong YM, Kim HE, Lee IS. Reinforcement of hydroxyapatite bioceramic by addition of Ni3Al and
Al2O3. J Am Ceram Soc 1998; 81 (7): 1743-1748. [4] Silva VV, Domingues RZ. Hydroxyapatite-zirconia composites prepared by precipitation method. J Mater Sci
Mater Med 1997; 8: 907-910. [5] Silva VV, Lameiras FS. Synthesis and characterization of calcia-partially-stabilized-zirconia-hydroxyapatite
composite powders. Materials Characterization 2000; 45: 51-59. [6] Sivakumar M, Manjubala I. Preparation of hydroxyapatite/fluoroapatite-zirconia composites using Indian
corals for biomedical applications. Materials Letters 2001; 50: 199-205. [7] Viviane Viana Silva, Fernando Soares Lameiras, Rosana Zacarias Dominggues. Synthesis and characterization
of calcia partially stabilized zirconia-hydroxyapatite powders prepared by co-precipitation method. Ceramics International 2001; 27: 615-620.
[8] Miao X, Ruys AJ, Milthorpe BK. Hydroxyapatite-316L fibre composites prepared by vibration assisted slip casting. J Mater Sci (2001); 36(13): 3323-3332.
[9] Bonfield W. Hydroxyapatite-reinforced polyethylene as an analogous materials for bone replacement. Ann NY Acad Sci 1988; 523: 173-177.
[10] Ferranis M, Verne E, Appendino P, Moisescu C, Krajewski A, Ravalglioli A, Piancastelli A. Coatings on zirconia for medical applications. Biomaterials 2000; 21: 765-773.
[11] Fu L, Khor KA, Lim JP. Processing, microstructure and mechanical properties of yttria stabilized zirconia reinforced hydroxyapatite coatings. Mater Sci Eng A 2001; 316: 46-51.
[12] Watari F, Yokoyama A, Saso F, Uo M, Kawasaki T. Fabrication and properties of functionally graded dental implant. Composites Part B: Engineering (UK) 1997; 28B(1-2): 5-11.
[13] Wong H, Tio B, Miao X. Functionally graded tricalcium phosphate/fluoroapatite composites, Materials Science and Engineering C 2002; 769: xxx-xxx (in press).
[14] Matsuno Matsuno T, Watanabe K, Ono K, Koishi M. Preparation of laminated hydroxyapatite/zirconia sintered composite with the gradient composition. J Mater Sci Lett 1998; 17: 1349-1351.
[15] Heimann RB, Vu TA. Effect of CaO on thermal decomposition during sintering of composite hydroxyapatite-zirconia mixtures for monolithic bioceramic implants. Journal of Materials Science Letters 1997; 16(6): 437-439.
[16] Li J, Liao H, Hermanson L Sintering of partially stabilized zirconia and partially stabilized hydroxyapatite composites by hot isostatic pressing and pressureless sintering. Biomaterials 1996; 17: 1787-1790.
[17] Groza JR. Consolidation of atomized NiAl powders by plasma activated sintering process. Scr Mater 1994; 30: 47-52.
[18] Quinn GD. Hardness testing of ceramics. Adv Mater Proc 1998; 154(2): 23-27. [19] Voort GFV, Lucas GM. Microindentation hardness testing. Adv Mater Proc 1998; 154(5): 21-25. [20] Shen Zhijian, Adolfsson Erik, Nygren Mats, Gao Lian, Kawaoka Hirokazu, Niihara Koichi. Dense
hydroxyapatite-zirconia ceramic composites with high strength for biological applications. Advanced Materials 2001; 13(3): 214-216.
[21] Pyda W, Slosarczyk A, Haberko M, Paszkiewicz Z, Rapacz-Kmita A, Pyda A. Effect of chemical composition and morphology of zirconia particles on properties of HAp-zirconia particulate composites. Key Engineering Materials 2001; 206-213 (3): 1567-1570.
[22] Delgado JA, Martinez S, Ginebra MP, Morejon L, Carlsson N, Fernandez E, Planell JA, Clavaguera-Mora MT, Rodriguez-Viejo J. Mechanical behaviour of new zirconia-hydroxyapatite ceramic materials. Key Engineering Materials 2001; 192-195: 151-154.
[23] Tamari Nobuyuki, Kondo Isao, Mouri Motoya, Kinoshita Makoto. Effect of calcium fluoride addition on densification and mechanical properties of hydroxyapatite-zirconia composite ceramics. Nippon Seramikkusu Kyokai Gakujutsu Ronbunshi-Journal of the Ceramic Society of Japan 1988; 96(12): 1200-1202.
[24] Wang H, Hu X. Surface properties of ceramic laminates fabricated by die pressing. J Am Ceram Soc 1996; 79: 553-56.

9
Figure captions
Fig. 1. Schematic diagram showing a cross-section of a disk specimen of the HA/Y-TZP functionally graded composite consisting of symmetric layers with graded compositions. Fig. 2. Schematic representation of the spark plasma sintering system with direct current (DC) electrical discharge. Fig. 3. XRD patterns of the green compact of the HA+40%Y-TZP mixture (a), and the HA+40%Y-TZP layers of the HA/Y-TZP functionally graded composites spark plasma sintered at 1100oC (b), 1200oC (c) and 1250oC (d). Fig. 4. BSE image of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200oC for 5min. Fig. 5. SEM micrograph of the HA+40%Y-TZP layer of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200 oC for 5 min. Fig. 6. SEM micrograph of the interface between the pure HA layer and the HA+10%Y-TZP layer of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200 oC for 5 min. Fig. 7. Field emission SEM micrograph of the polished HA+10%Y-TZP layer of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200 oC for 5 min. Fig. 8. TEM bright field images of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200oC for 5min: (a) HA+10%Y-TZP layer; (b) HA/Y-TZP interface. Fig. 9. Microhardness as a function of Y-TZP content for the HA/Y-TZP functionally graded composites spark plasma sintered at 1100 oC for 20min and 1200oC for 5min, respectively. Fig. 10. Young’s modulus as a function of Y-TZP content for the HA/Y-TZP functionally graded composites spark plasma sintered at 1100oC for 20min and 1200oC for 5min, respectively. Fig. 11. Bending strength of pure HA ceramics and HA/Y-TZP functionally graded composites spark plasma sintered at different sintering temperatures. Fig. 12. SEM micrograph showing the preferential propagation of the indentation cracks in the direction parallel to the layer plane and in the HA+40%Y-TZP layer. Fig. 13. SEM micrograph of a fracture surface of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200oC.
10
Fig. 1. Schematic diagram showing a cross-section of a disk specimen of the HA/Y-TZP functionally graded composite consisting of symmetric layers with graded compositions.
HA+40wt%Y-TZPHA+30wt% Y-TZPHA+20wt% Y-TZPHA+10wt% Y-TZP
HA HA+10wt% Y-TZPHA+20wt% Y-TZPHA+30wt% Y-TZP
HA+40wt% Y-TZP
Disk diameter

11
Fig. 2. Schematic representation of the spark plasma sintering system with direct current (DC)
electrical discharge.
SPS sintering DC
pulse generator
SPS controller
Lower punch electrode
Upper punch electrode
Pressure
Pressure
Die
Powder
12
Fig. 3. XRD patterns of the green compact of the HA+40%Y-TZP mixture (a), and the HA+40%Y-TZP layers of the HA/Y-TZP functionally graded composites spark plasma sintered at 1100oC (b),
1200oC (c) and 1250oC (d).
20 25 30 35 40 45 50 55 60 65 700
500
1000
1500
2000
2500
3000
3500
55
g
(a)
gg
5
5
5g
gg
g
55 5
ggg
g
5
g
ggg
g
g
5
g
g
5
g
gg
g
HA tα-TCP g t-ZrO2
(d)
(c)
(b)Inte
nsity
(a. u
.)
2theta (deg.)
13
Fig.4. BSE image of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200oC for 5min.
HA
HA+10%Y-TZP
HA+30%Y-TZP
HA+20%Y-TZP
HA+40%Y-TZP
14
Fig. 5. SEM micrograph of the HA+40%Y-TZP layer of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200 oC for 5 min.
15
Fig. 6. SEM micrograph of the interface between the pure HA layer and the HA+10%Y-TZP layer of the HA/Y-TZP functionally graded composite spark plasma
sintered at 1200 oC for 5 min.
Fig. 7. Field emission SEM micrograph of the polished HA+10%Y-TZP layer of the HA/Y-TZP
functionally graded composite spark plasma sintered at 1200 oC for 5 min.
Y-TZP
10 μm
16
Fig. 8. TEM bright field images of the HA/Y-TZP functionally graded composite spark plasma sintered at 1200oC for 5min:
(a) HA+10%Y-TZP layer; (b) HA/Y-TZP interface.
(a)
Y-TZP
HA
(b)
HA
Y-TZP
17
Fig. 9. Microhardness as a function of Y-TZP content for the HA/Y-TZP functionally graded
composites spark plasma sintered at 1100 oC for 20min and 1200oC for 5min, respectively.
0 10 20 30 404.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
9.5 Sintered at 1100oC for 20min
Sintered at 1200oC for 5min
Kno
op h
ardn
ess
(GPa
)
Yttria stabilized zirconia content (wt%)
18
Fig. 10. Young’s modulus as a function of Y-TZP content for the HA/Y-TZP functionally graded
composites spark plasma sintered at 1100oC for 20min and 1200oC for 5min, respectively.
0 10 20 30 4090
100
110
120
130
140
150
160
170
180
190 sintered at 1100oC for 20min
sintered at 1200oC for 5min
You
ng's
mod
ulus
(GPa
)
Yttria stabilized zirconia content (wt%)
19
Fig. 11. Bending strength of pure HA ceramics and HA/Y-TZP functionally graded composites
spark plasma sintered at different sintering temperatures.
020406080
100120140160180200220240260
125012001150110010501000950
Ben
ding
str
engt
h (M
Pa)
Temperature (oC)
Pure HA ceramic
HA/Y-TZP graded composite

20
Fig. 12. SEM micrograph showing the preferential propagation of the indentation cracks in the
direction parallel to the layer plane and in the HA+40%Y-TZP layer.
10 μm
21
Fig. 13. SEM micrograph of a fracture surface of the HA/Y-TZP functionally graded composite
spark plasma sintered at 1200oC.