lesson 7.1 quality control today we will learn to… > use quality control charts to determine if...
TRANSCRIPT

Lesson 7.1
Quality Control
Today we will learn to…> use quality control charts to determine if a manufacturing process is out of control
A business hires someone to be in charge of “quality control”to ensure that they produce a
quality product.

X Charts
The X Chart is used to analyze the means
of measured values to determine if a quality product
is being produced.

R chartsThe R Chart is used to
analyze the ranges of measured values to
determine if the manufacturing process is consistent.

Step 1 – compute the mean and range of each sample
Step 3 – compute upper and lower control limits
Step 2 – compute the Grand Mean ( XGM ) and the mean of the ranges (R)
Step 4 – plot control charts
Step 5 – analyze the charts

LCLx
UCLx
XGM
control chart for a process that is in control
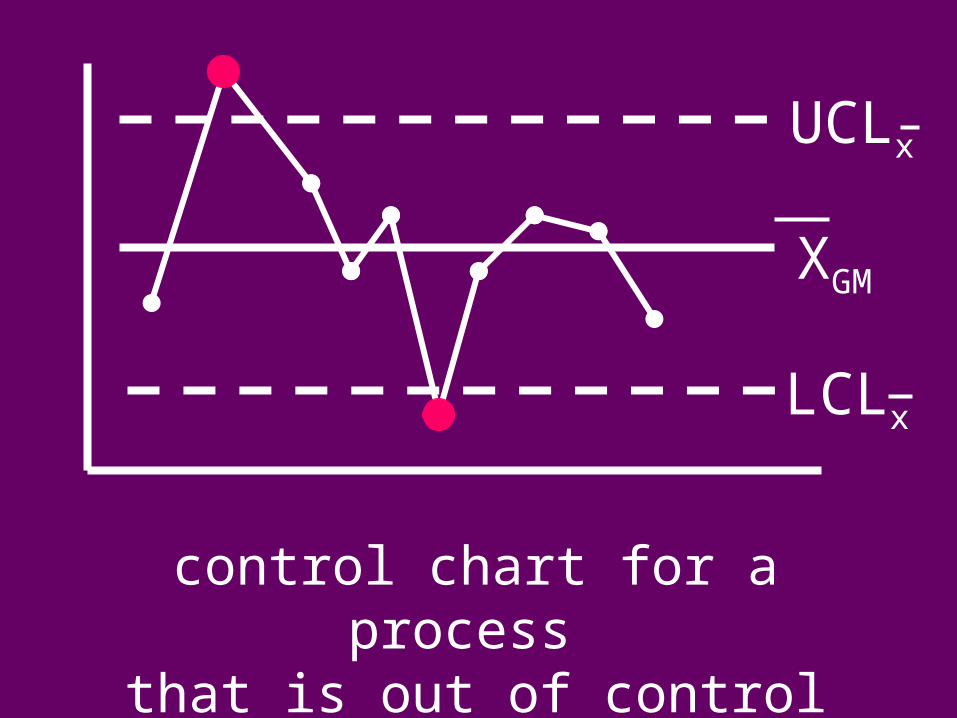
LCLx
UCLx
XGM
control chart for a process that is out of control
Two types of variation that can occur in manufacturing process:
1) chance variation – random problem & cannot be eliminated entirely2) assignable-cause variation – not random & must be eliminated to maintain quality of product
Why is a process out of control?

A manufacturer of rope tests the breaking strength of 6 samples of 5 ropes.
Sample Breaking Strength (pounds)
1 46 47 45 46 47
2 50 51 52 53 49
3 48 51 50 50 49
4 52 50 49 50 51
5 51 47 46 48 47
6 49 51 50 51 52
51
50
50
4851
243
3
5
3
Step 1 –
46
X R
mean & range of samples n = 5
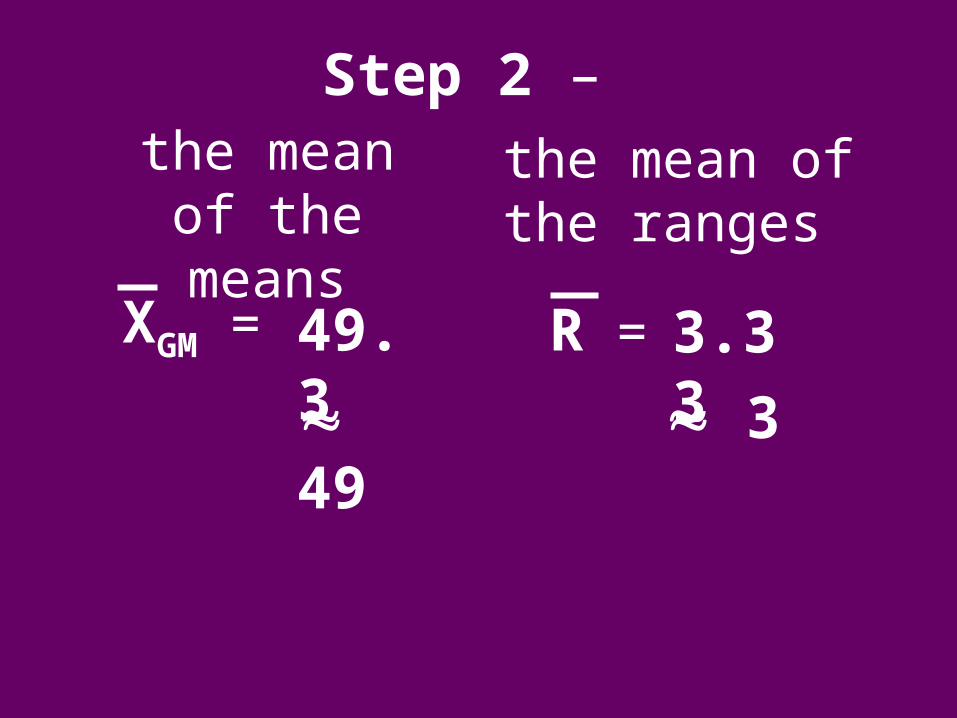
XGM = 49.3 3.33 R =
49
3
Step 2 – the mean of the means
the mean of the ranges

Step 3 –
A is a constant obtained from the Quality Control Table where n is the
number of items in one sample.
UCLx = XGM + A R
LCLx = XGM – A R
compute the upper control limit and the lower control limit

Step 3 – compute the upper control limit and the lower control limit
49 + (0.577)(3) = 50.7
49 - (0.577)(3) = 47.3
Step 4 –
51
47
UCLx = XGM + A R
LCLx = XGM – A R
draw the chart
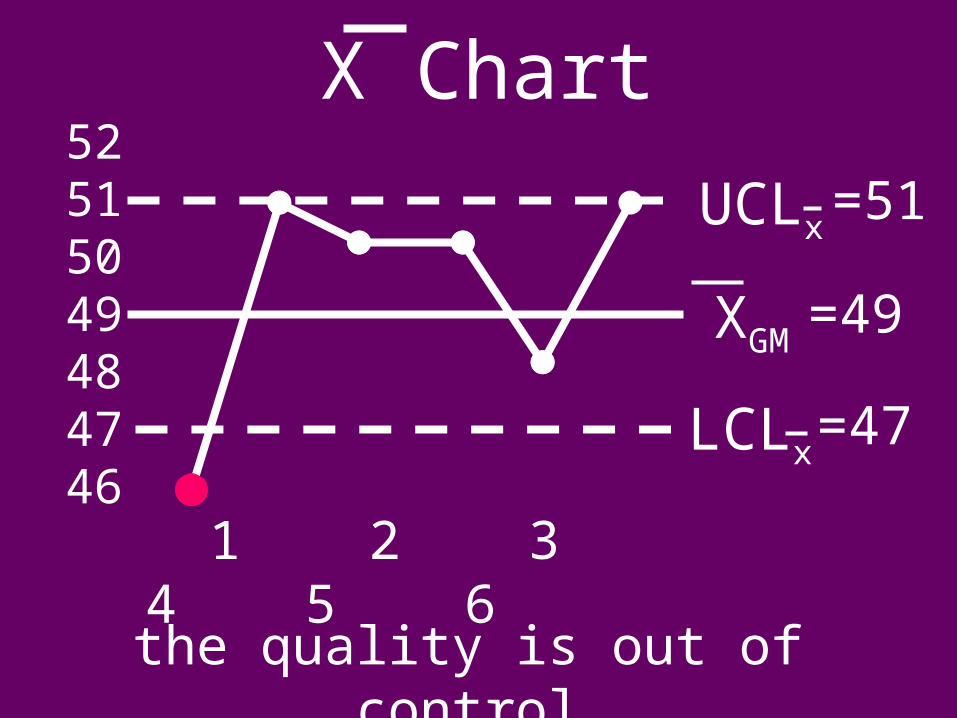
the quality is out of control
=49XGM
=51 UCLx
=47LCLx
1 2 3 4 5 6
52515049484746
X Chart

Step 3 –
D4 and D3 are constants obtained from the Quality Control Table where n is the
number of items in one sample.
UCLR = D4R
LCLR = D3R
compute the upper control limit and the lower control limit

UCLR = D4R
LCLR = D3R
n = D4 =
R = D3 =
(2.115)(3) =
(0)(3) =
5
3
2.115
0
6.345
0
Step 4 – draw the chart
6

The process is consistent!
= 3R
=6.3UCLR
=0LCLR 1 2 3 4 5 6
76543210
R chart

A battery is designed to last for 200 hours. Ten samples of six
batteries each were selected and tested. Construct and analyze a
quality control X chart for the data.
n = 6

Sample X R1 200.2 3.1
2 198.9 0.8
3 199.3 2.24 201.1 1.0
5 200.8 3.6
6 201.3 2.3
7 202.6 1.4
8 203.7 2.2
9 205.6 2.3
10 206.1 2.4
Battery Tests
XGM = 201.96
2.1R =
202.0
How is this chart different from the first
chart?

Step 3 – compute the upper control limit and the lower
control limit
UCLx = XGM + A R
LCLx = XGM – A R
202 + (0.483)(2.1) = 203
201202 - (0.483)(2.1) =
n = 6A = 0.483
XGM =
2.1R =
202.0

The battery performance is
=202XGM
=203UCLx
=201LCLx
1 2 3 4 5 6 7 8 9 10
206 205204203202201200199198
out of control (not consistent)
R chart

X charts
R charts
In control
Out of control
In control
Out of control
quality is consistent
quality is NOT consistent
quality of product is acceptable
quality of product is NOT acceptable
Lesson 7.2
Quality Control
Today we will learn to…> use quality control charts to determine if a manufacturing process is out of control
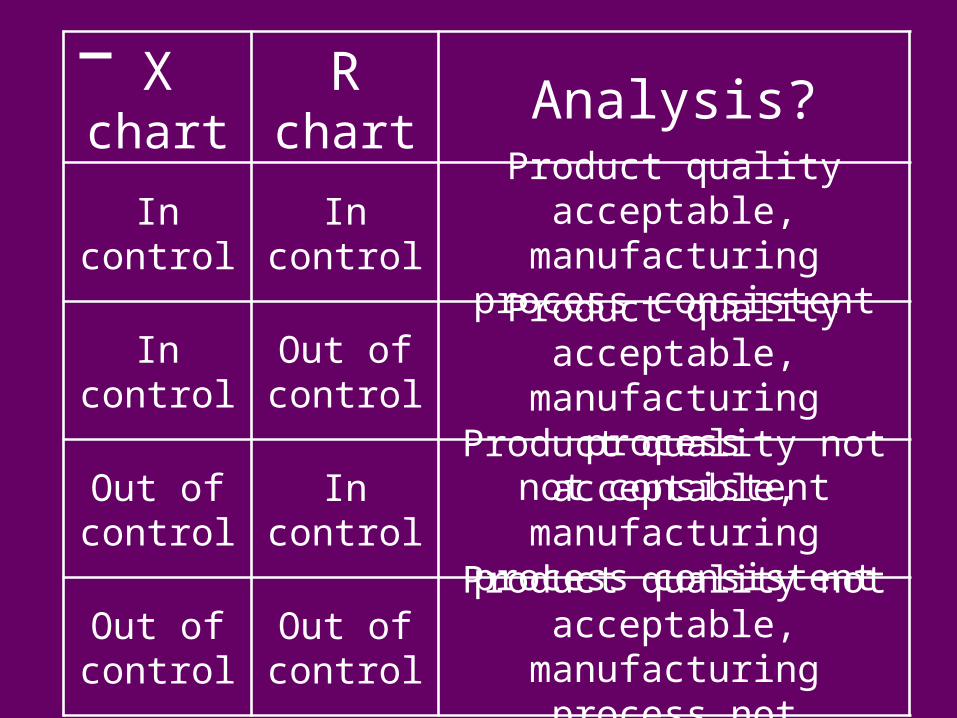
X chart R chart Analysis?
In control In control
In controlOut of control
Out of control
In control
Out of control
Out of control
Product quality acceptable, manufacturing process
consistent
Product quality acceptable, manufacturing process
not consistentProduct quality not
acceptable, manufacturing process consistentProduct quality not
acceptable, manufacturing process not consistent

Lesson 7.3Attribute Charts
Today we will learn to…> use attribute charts to determine if
a manufacturing process is out of control

Attribute Charts are used to determine if manufactured items
are within the acceptable limits of defects.
When manufacturing items, there is always some level of “acceptable” defects.
Two types of charts are used to measure attributes.
p charts and c charts
The c chart is used to analyze the quality of and item by counting the
number of defects per item
The p chart is used to analyze the percent of defects per sample.

A company manufactures ball point pens. Five samples of 50 pens each are selected, and the number of defective pens in each sample is recorded.
n = 50

Sample Size# of
defective pens
%1 50 32 50 13 50 44 50 25 50 5
0.060.02
0.040.08
0.10
Step 1 – find proportion of defective parts for each sample

Step 2 – find the mean for the proportions of defective parts
p = 0.06 + 0.02 + 0.08 + 0.04 + 0.10
5
p = 0.06
n = 50

Step 3 – find the UCLp and LCLp
UCLp = p + 3
p (1 – p )
n
p (1 – p )
n LCLp = p – 3
♪♫ Memories ♪♫
-3σ -2σ -1σ +1σ +2σ +3σ
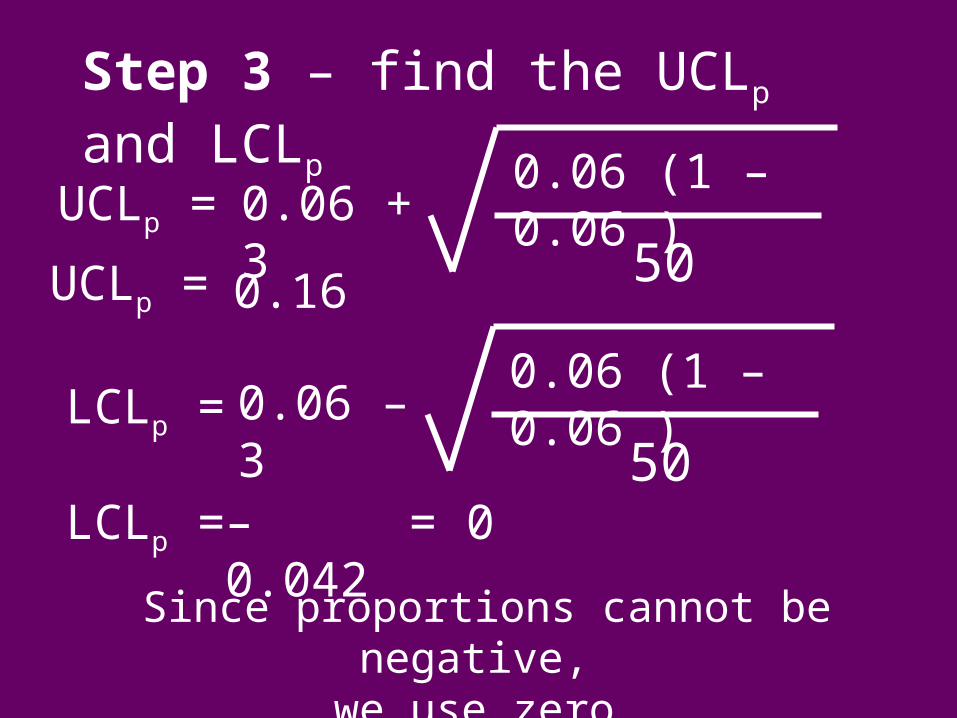
Step 3 – find the UCLp and LCLp
UCLp =0.06 (1 – 0.06 )
50 0.06 + 3
LCLp =0.06 (1 – 0.06 )
50 0.06 – 3
UCLp =
LCLp =
0.16
– 0.042
Since proportions cannot be negative, we use zero.
= 0
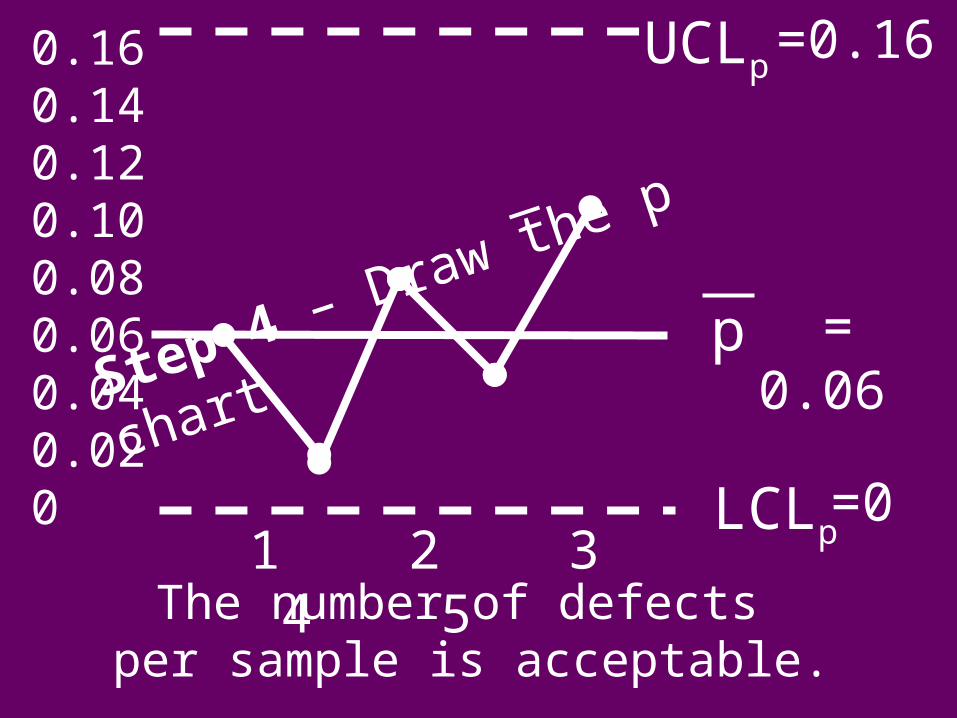
=0.16
= 0.06
=0
p
UCLp
LCLp 1 2 3 4 5
0.160.140.120.100.080.060.040.020
The number of defects per sample is acceptable.
Step 4 – Draw the p chart

Calculators are manufactured and checked for defects. Twelve of the defective calculators are checked for the number of defects per calculator. The defects might include soldering, lettering, cracked cases, and memory error.

The number of defects per calculator are: 6, 3, 2, 5, 6, 7, 4, 3, 7, 8, 9, 5
Step 1 – find the average number of defects per item, c.
c = 65 12 = 5.42
5

Step 2 – Find UCLc and LCLc
=
=
UCLc = c + 3 c
LCLc = c – 3 c
11.7
– 1.71 = 0
Since proportions cannot be negative, zero is used.
12
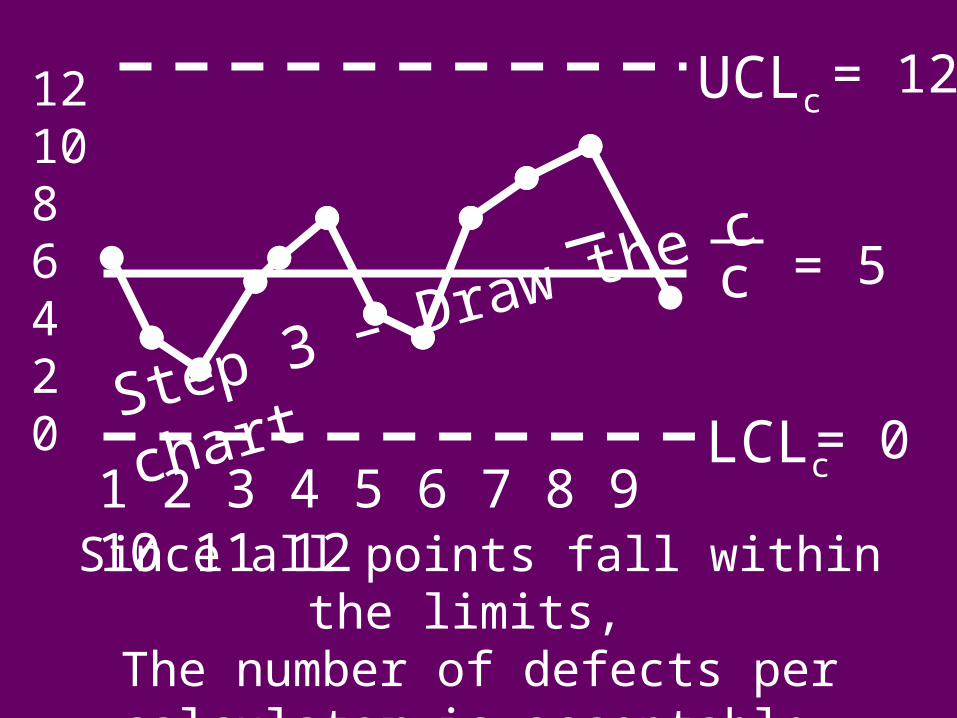
= 12
= 5
= 0
c
UCLc
LCLc1 2 3 4 5 6 7 8 9 10 11 12
121086420
Since all points fall within the limits, The number of defects per calculator is
acceptable.
Step 3 – Draw the c chart

p charts
c charts
In control
Out of control
In control
Out of control
% of defective products is acceptable
% of defective products NOT acceptable
# of defects per item is acceptable# of defects per item is NOT acceptable