logoworld - logoplaste€¦ · logoworld > nº 4 | september 2011. 2 it all began in 1976 with...
TRANSCRIPT

LOGOWORLDLogoplaste
is a Harvardcase studySPECIAL INTERVIEW
OUR WORLDA STEP AHEAD
BEHIND THE SCENESRESPONSIBILITY
PARTNER’S VOICELOGOWORLD
>
Nº 4 | SEPTEMBER 2011

2
It all began in 1976 with the Yoplait yogurt containers and lids for Nestle. The entrepreneurial vision of our Chairman Marcel de Botton has made the Logoplaste project a reality today. Today, we are pride to be present in 18 countries and being the natural choice in providing innovative solutions in rigid plastic packaging. We have been a case study for the prestigious Harvard University by our capacity for development and international expansion and we have the ambition to go further.
Our business model, our international strategy and our ability to innovate, show that a proactive attitude and a great motivation influence positively the management of companies and their results, especially in times of difficulty.
Since the new plant in Coleford, until the new production unit to Nestle in Brazil we have many examples of what is an excellent fit that you can find in the next pages.
Logoworld is, and intends to be, an increasingly important way of communicating within the Logoplaste universe. If you have any ideas, suggestions or stories you would like to share with us, please contact us at [email protected].
We hope you enjoy the next pages,
The Editorial Team
SPECIAL INTERVIEW
“My father told me: the future has no place for the plastic industry
OUR WORLD
Logoplaste is a Harvard Case Study
Logoplaste Drive
DPA Brazil: new plant for bigger business
Outstanding Continuous Improvement
A STEP AHEAD
How Logoplaste became an innovative company
A greener (and healthier) factory
BEHIND THE SCENES
To Bounce Back
Candia factory: tricky processes need a solution-oriented team
RESPONSIBILITYFriendly green plastic
PARTNER’S VOICEUnicer: a successful redesign story
LOGOWORLD
3
9
11
13
14
16
18
20
22
INDEX
CONTACTS
EDITORIAL E DESIGN
Pedro Alves, Lisa Hillburn
LisbonProject
EDITORIALSEPTEMBER ‘11
>>
24
26
28
3
MY FATHER TOLD ME: THE FUTURE HAS NO PLACE FOR THE PLASTIC INDUSTRY
SPECIAL INTERVIEW
MARCEL DE BOTTON
“ “
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
He is 85, but is still quite aware of everything that is going on in his Logoplaste. Marcel de Botton was born in Brazil, where he stayed for only 6 months before being taken to Paris. That’s where he stayed up until 1942, when due to the II World War, he decided to take refuge in Portugal at the age of 18, where he’s been ever since. It was in Portugal that he made plastic the business of his lifetime, despite being warned by his father that there was no future for the plastic business.
>
LOGOWORLD
SEPTEMBER ‘11
>>

4
Top 1989: First PET operation with CocaCola
in Portugal.
Bottom 1998: A plant for natural juices is installed in
Barcelona, Spain. Our new headquarters in
Cascais start to be built.
A day at Logoplaste starts at 10 a.m. for Mar-cel de Botton and ends at 7 p.m. Despite his 85 years of age, the President and founder of Logoplaste is the owner of a young, thoughtful spirit. He thinks and organises his thoughts before answering any of the questions posed by Logoworld, making sure that nothing is left unexplained. That’s precisely his attitude towards work as well. When he arrives at the company’s headquarters in Cascais, Marcel de Botton makes sure he gets an update on everything that’s going on with the company, on a worldwide level: “I switch the computer on, check emails, and analyse reports from all the different countries in which we ope-rate,” he says. “Afterwards, I make sure I attend the main meetings – that is why I´m always in tune with everything that happens within the Logoplaste universe.”As the company’s Chairman, Marcel does not want to interfere too much with how the busi-ness is conducted, although he always has an opinion on every aspect. “I do not really inter-fere, but I am always aware of it all,” he claims. When asked about the management carried out by his son, Filipe de Botton, and Alexan-dre Relvas, he only laughs and says: “Well, since everything is going well I have no com-plaints.” However, he knows that managing a
company nowadays is nothing like it used to be 30 years ago. “My management was based on the difference between costs and income. I understand their management model today is completely different. They are people with an entirely different vision.” Did he imagine Logoplaste could be like it is today - a benchmark in several seg-ments, and an international and innovative com-pany? He simply answers: “No, I never did. I could never imagine that. Our manufacturing process at the beginning was totally different to the norm at the time: having the package being made at the client’s ‘house’ was a com-pletely original concept.”His career had started much earlier, at the young age of 18 and when he had just arrived from France. He and his family came to Portu-gal for refuge during the Second World War.
MY FATHER TOLD ME: THE FUTURE HAS NO PLACE FOR THE PLASTIC INDUSTRY
“ “
“Perhaps it’s more important that owners are educated first, before workers. Although a new, more educated generation with better business perspectives seems to be emerging lately.”
>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
SEPTEMBER ‘11
>>

He dropped out of school in 1944, in order to be in charge of the production of pharmaceu-tical ampoules at Sotancro - his father’s glass factory in Janelas Verdes, Lisbon. “At that point, the ampoules were still handmade. The workers heated the tubes, and the ampoules were manufactured over the flames,” he re-calls. Sotancro moved to a bigger place in 1956, “a place that already had a glass oven, so we could manufacture the tube from which the ampoules were made.” These new facilities were located at Venda Nova, Amadora, in the surroundings of the Portuguese capital. It was with Sotancro’s benefit in mind that he decided to go to Berlin and learn how to ope-rate the ampoule making machines. He says, in a humorous tone: “I still remember quite well that the plane left Lisbon and had to stop in Madrid for fuel. It would land and we’d all disembark, and they would take a photo. As we boarded the plane once again, they would try to sell us the photographs (he laughs)”. Life was at a completely different pace back then…I spent two weeks in West Berlin lear-ning how to operate the machines. Later on, they arrived in Portugal and I worked directly with them. Subsequently, I eventually started training the workers who would operate the machines. By this time, the manufacturing of ampoules had gone completely automated,” he remembers.After spending some time in charge of produc-tion, he started working in Sotancro’s sales department, and his main clients were phar-maceutical companies. “Even back then, they
5
were already discussing plastic.”With that in mind, he went to Mari-nha Grande to order a mould for his first “plastic work”. It was a box for an ointment to treat calluses and warts, produced by Farmácia Andrade. They only wanted 5,000 boxes to be delivered in partial batches. “It was purely an act of personal fulfilment,” he claims.
Marcel de Botton maintains a close relationship with the word “origi-nal”. After all, that’s what he was when he decided to venture into the plastic market.
While still working in his father’s com-pany, he opened his first business: Titan - a partnership with a “friend that sold domestic utensils made out of plastic.” The first office was in a garage: “I was basically leaving the ampoule factory to go to the garage and operate the machine. My partner’s only expertise was sales. Sometimes, I’d start work-ing at 8 a.m. at Sotancro and finish at 2 a.m. at Titan. We pioneered the manufacturing of plastic in Portugal. At that stage, they only made moulds and plastic at Marinha Grande. Even so, things did not go too well and I saw myself forced to get a new business partner. My new partner was an expert in moulds, a segment that was nearly bankrupt. So, ‘we got together’ (laughs) and started all over
Top 2003: Start up of operations in Italy, with a large
implant dedicated to household care products.
Bottom 2008: In Holland, a new plant starts the
production of PET containers for sauces.
>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
SEPTEMBER ‘11
>>

again. Meanwhile, Bic pens were being manu-factured at Marinha Grande, but results were in the red. So they assigned the production of pens in Portugal to us.” The factory started operating at that very same place in 1956, staying there for the fol-lowing years. “After we were making the pens, the company began profiting. That was when we rented this building in Venda Nova and moved the factory there. There was a moment in which Titan bought land next to Sotancro and moved operations there.”
“I had to tell my father I could not deal with working for both companies, I was worn out. Either we would merge both companies or I’d continue dedicating myself to the plastic in-dustry only.”
“My father told me the future had no place for the plastic industry, “he says, in a good mood.
Nowadays, life without plastic is unimagi-nable. “There is plastic in absolutely every-thing!” He went against everyone to pursue his dream of expanding his business.
Without any hesitation, he made a decision that would change his life forever. “There was no real possibility that I was taking that many risks. By that time, plastic was already a good business and steadily so it remained. My factory once had 620 employees. That was in 1974.”
It was precisely in 1974, the year of the Portu-guese revolution on the 25th of April, followed by a period referred to as “a socialist revolu-tionary process”, that Titan’s Workers Com-mittee took over the factory’s management. “I managed the factory alongside the Committee for a year. Time went by, but at some point they decided that one of the machines, capable of producing 60 crates for bottles per hour would only produce 30, because they did not want to ‘work for capitalism’. That is just one example of their vision on how to manage the factory. I put up with it for another year out of my own good will, but in March of 1976, I submitted my letter of resignation as Titan’s manager.”
The factory continued operations. “But I swore I wouldn’t come back. At first, I kept my shares but they were eventually sold to my partner.”
What happened next is what everybody knows: another venture fuelled by de Botton’s spirit of entrepreneurship, which resulted in the foundation of Logoplaste. It all started with pots for Yoplait’s yogurts and lids for Nestlé. Now, Logoplaste is the great company it is.
Perhaps that is why Marcel de Botton is not reluctant to state his biggest professional pride: “Having achieved what I did for Logo-plaste”...
6
He doesn’t view Portugal’s current scenario in a very positive light.
He explains: “as is the case at Logoplaste, we must continue investing in education and training on an intermediate level. We have engineers and bluecollar workers, with very few people in the middle. That cannot go on. Portugal suffers from a total lack of educational strategy.” With regard to justice, he says: “It exists, but that doesn’t mean it actually works.” Despite all that, he remains very confident of the Portuguese people’s capabilities: “There are people who are highly recognised in other countries, so they can’t be that bad, can they? We’re just as good here as any citizens of any nationality.” Another downside he sees is the abyss between the socalled “elites” and the general population: “There is a Portuguese ‘elite’ that is extremely wellpaid, while the minimum wage is beyond low...” a wage that is expected to be raised to 500 Euros in 2011, which has been causing an uncomfortable discussion between bosses and unions. He does not view this as a complex issue: “Look, no company really needs that extra 30 Euros [that’s the average increase per person to reach 500 Euros] to survive or remain in business,” he’s quick to affirm, and concludes: “At Logoplaste, the minimum wage is at least twice as much as Portugal’s minimum wage.”
2009: In Ukraine, 1st Anniversary of Logoplaste
Ukraine with SC Johnson.
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
SEPTEMBER ‘11
>>

7
THE ECONOMIC CRISIS WILL NOT IMPACT SUSTAINABLE COMPANIES
INTERVIEW
“ “
As well as the Chairman of Logoplaste, Mr. de Botton is also the President of the Portuguese Association for the Plastic Industry. He is also the founder and Honorary President of the European Plastic Federation (which holds 1,000,000 jobs) in Brussels, a segment he still firmly believes in.“Yes, we have created it. There were two other European Associations in Brussels that joined us, and all of us formed the European Plastics Converters - EuPC, in which I hold the posi-tion of Honorary President for life.”
- How is the plastic sector doing in Europe?The manufacturing of packaging is doing pretty well all over Europe. However, there are problems related to the automotive sec-tor. The tube industry saw a decline, but in general terms, they haven’t really weakened.
- Even amidst the international economic/financial crisis?I’m referring to companies with a good infra-structure. Of course, companies that were about to go bankrupt will continue down that path. The crisis did not affect sustainable
companies. The plastic sector was not the most affected by the crisis, not by far.
- As for the sustainability of the plastic in-dustry. In many areas, there has been an at-tempt to replace plastic by glass. But a truck filled with plastic bottles weighs 1/3 less than one carrying glass bottles. So let’s compare their carbon footprint.
- How can the plastic industry be environ-mentally sustainable?It is not necessarily the industry that has to
>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
improve, but the end-user instead. Civilians need to be better educated in that sense. Consumers are not utilising resources wise-ly, and they could really help the recycling process. Currently, only 26% of the plastic in the market can be collected for recycling. I was one of the founders of Sociedade Ponto Verde [Green Point Society] in Portugal, pre-cisely because I’m a huge supporter of recy-cling. Although admittedly, I do not agree with the way it has been carried out; once again, people need to be better educated. Institu-tions do not provide incentives to people for
LOGOWORLD
SEPTEMBER ‘11
>>

Our President, Marcel de Botton, received on 11th April the highest academic dis-tinction, the honorary doctorate, awarded by University of Minho. The ceremony was chaired by the Rector, Professor António Cunha and happened in the hall of Medieval Rectory University of Minho, Largo do Paço, Braga. Yet issued in the same day, two oth-er honorary doctorates to two more unique personalities of our time.
8
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
“My father told me: the future has no place for the plastic industry”
RESPONSIBILITY
PARTNER’S VOICE
In his speech Marcel de Botton thanked all those who have always supported him, stressing that its success is due to hard work and many sacrifices, having bet on plastic when his own father don’t believed in a bright future for it.
Note that after this ceremony, the University only has twelve honorary degrees awarded in total.
HONORARY DOCTORATEdealing with their waste on a more individual level. One example: at the moment, there are approximately 24 waste separation centres in Portugal. Some of them only operate for three hours a day...The investment required for a separation mat is huge and three hours a day does not make it profitable.
- Therefore, a great part of plastic bottles and packaging end up with the regular waste...When a plastic bottle is put together with or-ganic matter, it can no longer be recycled or transformed into new bottles at low costs. Recycling is not necessarily the problem, as long as it does not consist of an expensive operation, with high costs related to the use of water and labour. Otherwise, the recycled material is actually more expensive than the freshly made one, which does not seem logi-cal. But there is another issue to tackle: in-cineration. Plastic is more calorific than coal. So, the incineration of plastic with energy re-covery can be quite advantageous. If we could use plastic instead of fossil fuel to incinerate organic waste, that’d certainly be better.
- What about the emissions in the atmo-sphere, would that not be counterproduc-tive?Not at all, as long as the incineration process is done the right way. In Vienna (Austria), an incinerator can be found right in the city’s centre. In Miami, also a composting centre. There is no problem when it’s carried out ap-propriately. If in Portugal one can’t get near the composting centres...well, that just means something is not being done right.
LOGOWORLD
SEPTEMBER ‘11
>>

Harvard Business School has one of the most prestigious MBA programs in the world. A major part of the school’s program involves using case studies to give students an idea of the challenges companies face, and to make students think about the best way to handle those challenges. Logoplaste was the subject of a recent case study, written by John Leitão, a 30yearold who graduated from HBS’s program last year. John grew up in Portugal and worked in Lisbon for the Boston Consulting Group before going to Harvard. Students at the HBS have the option of writing a case study to replace taking a course, and John decided to go that route. After looking at several different Portuguese companies, including Renova and Corticeira Amorim, he decided Logoplaste would be his best choice. “I wanted to write a strategy case on a Portuguese company because there were no Portuguese companies with an HBS case,” he said. “Logoplaste is very interesting because, not only is it successful in Portugal, it’s successful around the world, and the challenges of expanding into other countries made this a perfect case” to be studied at the business school.
9
>
LEARN MORE
Case Study (pdf)Harvard Business School
Logoplaste is a Harvard case study
At Harvard Business School, the good relationship Logoplaste created worldwide was a case study at last year’s MBA.
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
RESPONSIBILITY
PARTNER’S VOICE
Logoplaste Drive
Logoplaste is a Harvard case study
LOGOWORLD
SEPTEMBER ‘11
>>

10
John started the process by doing research on the company, its history, its market and its competitors. He consulted with his profes-sors over how to focus the case history to set up the challenge students would discuss. He also took advantage of a trip to Portugal dur-ing a study break to meet with Filipe de Botton and Alexandre Relvas, to gather information and to help decide what the case study’s focus should be. After more research, more consultations with his professors and more interviews with other top people at Logoplaste, including the Chief Operating Officer, Chief Financial Officer, HR Director and some of Logoplaste’s function-al Directors John was able to finish his case study. The whole process took 10 months of hard work, and the result earned Leitao what he modestly called “a good grade.”The study begins with a history of the rigid plastic container market, providing details on suppliers, customers and distribution and then goes on to outline Logoplaste’s history and expansion, pro-viding pertinent information about its competi-tive model and its market rivals. Annexes provide information about the com-pany’s list of clients, sales evolution, geo-graphic footprint, revenue by country and also general market information regarding the growth of the rigid plastic container market around the world. Trends within the industry are also covered, all with the aim of giving readers the background they need to then discuss the case study’s challenge for students: how can a company with Logoplaste’s history and structure grow and become a multinational supplier capable of meeting the needs of giant, globalized con-
sumer goods makers such as Procter & Gam-ble and Coca Cola?Harvard case studies “have to be able to be used to teach a specific problem,” John said. “This one is used to introduce students to operational and strategic challenges of growing into new regions; how to start out in one corner of Europe and be-come global, in this specific case.”After graduating from Harvard Business School in May, 2010, Leitao returned to work for Boston Consulting Group, accepting a one-year posting in Sydney, Australia. His case study was first used in a class this year, so he was unable to attend the session. The class did have a special guest while dis-cussing the case, though: Filipe de Botton. It’s not uncommon for CEOs from some of the world’s biggest corporations, such as Disney or JP Morgan, to attend classes on days their companies’ cases are being taught, so Filipe was in good company. The case study method is intended to provoke discussion of new ideas, rather than to provide a single, correct answer, so different students can come away from the same case with a very dif-ferent conclusion. John didn’t suggest an answer to his own challenge for students, but he came to two main conclusions after his in-depth study of Logoplaste. “I learned how challenging can be for a company to just enter a new market, with no operation already set up there,” he said. “In the specific case of Logoplaste, I was also impressed at its success in building relationships. You don’t normally think of giant corporations as function-ing on a relationship level, but a big part of Logo-plaste’s success has been to build up a great level of trust with its clients. It’s not just writing a con-tract, it’s how the company behaves over time.”
John Leitão
In the specific case of Logoplaste, I was also impressed at its success
in building relationships.
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Logoplaste Drive
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
Logoplaste is a Harvard case study
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
LEARN MORE
Case Study (pdf)Harvard Business School
SEPTEMBER ‘11
>>

11
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Logoplaste Drive
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
Logoplaste is a Harvard case study
RESPONSIBILITY
PARTNER’S VOICE
Logoplaste is ready to do just about anything necessary to win a client and provide better service. International drinks maker Diageo found that out when Logoplaste moved its North American headquarters to the Chicago area, because it would be more efficient for all the operations in the region.When in 2010 Logoplaste won the contract to provide Diageo with the full supply of PET con-tainers for its plant in Plainfield, Illinois, the de-cision to move its plant and Headquarters to the site, leaving Loveland, Ohio, 500 km away, was made based on efficiency and to take advan-tage of the synergies of what would become the larger operation in Chicago. This change never endangered the customer in Loveland, because its requirements could be handled just as easily from the new plant. Logoplaste moved all of the Loveland operation to Chicago including the iLab operations and the PET production equipment such as the injection molding machine, dryers and ancillary equip-ment like the material handling systems, silos and a chiller system. The company acquired a building for the PET preforms and built offices and conference rooms with video conferencing.The company hired 40 new workers for the Plainfield plant, and got hundreds of applica-tions for the jobs, including 70 for just eight po-sitions on the factory floor. Most of the new hires had training, but one 32-year-old applicant that had no relevant training left such an impres-sion on plant’s manager Wayne Bellhouse, that he decided to hire him and he has been a model employee ever since.
LOGOWORLD
LEARN MORE
Plastic News
SEPTEMBER ‘11
>>

The county and municipal leaders from Will County and Plainfield were delighted to welcome Logoplaste to the area, and went so far as to name the street where the plant is located “ Logoplaste Drive” for a day. Logoplaste Chief Executive Officer Filipe De Botton traveled to Plainfield for the opening, a demonstration of just how important the North American operation is to the company.
Another 50 jobs will be added over the next few years as part of the move of the research and development center to Plainfield.The new operations started up with no problems, thanks to the professionalism and experience brought in by Logoplaste, according to Wayne, and production will be able to increase even more in the future once more bottle qualifications are achieved.
“The transition was done seamlessly,” he said. “We were fortunate to have four personnel transfer from Loveland to Chicago. We had our Maintenance Tech, QC Tech, a Team Leader and an Operator (since promoted to Team Leader) move to Chicago. We assumed all production requirements with no issues and have supplied the blow plant at Diageo with product since November 2010.”
3
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
RESPONSIBILITY
PARTNER’S VOICE
12
Logoplaste Drive
Logoplaste is a Harvard case study
LOGOWORLD
LEARN MORE
Plastic News
SEPTEMBER ‘11
>>

13
Dairy Partners America
DPA Yogurt plant in Araras, Brazil
DPA BRAZIL NEW PLANT FOR BIGGER BUSINESSLogoplaste’s standard operating procedure of setting up production in our partners’ plants offers a lot of advantages, in time savings, in cost-cutting and in promoting cooperation be-tween ourselves and our clients. We recently changed our operation supplying containers for the DPA yogurt plant in Araras, Brazil, North of São Paulo, from a site one mile away to a facility within their building.
DPA, a joint venture between Swiss food gi-ant Nestle and Auckland, New Zealand-based Fonterra that has operations in several Latin American countries, has seen demand growth for its products in recent years. Moving our production to a space within their plant helped make their whole process less complicated by getting rid of one step, transport (from our pre-vious production facility to the yogurt factory). “The large advantage of moving from off to in-house essentially comes from eliminating all costs and investments associated with the logis-tics,” said Marcelo Amaral, Chief Executive Of-ficer of Logoplaste’s Latin America operation.
Construction at the DPA plant began in March 2009, the transfer of the production opera-tion started in January of last year and the process was mostly finished by May. The two production units ran at the same time during those five months, and the equipment was moved from one plant to the other by product cell. The transfer required moving 85 people and 22 machines, and was judged a success by DPA’s chief executive officer after it took place with no major supply disruptions. There was some investment in new equipment for the new plant, Marcelo explained, for ad-ditional machinery to cope with rising demand from DPA, and for an upgrade to the system that supplies cool and industrial water to the unit. The new system reduced water consump-tion by 70 percent and eliminated the need for water treatment. The DPA plant now has capacity to produce 715 million units per year working around the clock, six days per week. DPA’s production forecast for this year is for 615 million units, giving the plant ample capacity to meet the growing demand for dairy products in Brazil.
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
DPA Brazil: new plant for bigger business Outstanding continuing improvement
RESPONSIBILITY
PARTNER’S VOICE
LEARN MORE
Logoplaste Drive
Logoplaste is a Harvard case study
LOGOWORLD
SEPTEMBER ‘11
>>

EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
RESPONSIBILITY
PARTNER’S VOICE
The teams at Logoplaste are experts in making sure our products meet the highest quality standards, supplying our partners with containers that fulfill their needs. Sometimes, though, problems beyond our immediate control also require intervention, and even in those cases we’re ready and able to step in and resolve issues that affect ourselves and our clients. Last year such a situation arose, and our partners were so happy with our success that they gave us an award. Plastic bottles used by Cosan for motor oil was leaking at the point of sale, and at some points along the distribution chain, frequently ruining all the other containers in the same packing box. The plastic bottles already met all the quality standards set by Cosan, so there was nothing Logoplaste could do by altering the production process.
OUSTANDING CONTINUING IMPROVEMENT
Accepting the award for Logoplaste were Eugenio Barroso, who was Industrial Director at the
time, Silvanir Freitas, who is the manager of our operation at the Cosan plant, and Boaventura
Guedes. Cosan sent its top people, including Daniel Costas, who is in charge of the company’s
supply chain, Cosan Vice President Nelson Gomes.
Logoplaste Drive
Logoplaste is a Harvard case study
LOGOWORLD
CosanLEARN MORE
SEPTEMBER ‘11
14>>

15
“This was a very big problem,” said Boaventu-ra Guedes, Logoplaste’s Industrial Director for Brazil. “This product is distributed throughout the country. When we first heard of the prob-lems, we checked all around”.After some investigation by Logoplaste and Cosan, we discovered that some dealers and warehouses were stacking the cardboard box-es containing the bottles of motor oil too high, putting too much weight on them and caus-ing some of them to spring leaks. Some of the bottles were also being overfilled at the packaging plant, making the stacking situa-tion even worse. The problem was affecting as much as 15 percent of the bottles, according to Boaventura. “The situation arose very rapidly, and we dealt with it rapidly. That’s what they told us, at Cosan, they liked that we were fast and con-sistent”, he says. Our solution, once the problem was identi-fied, was simple, though multifaceted. One part of the solution involved going to the point of sale, and to some warehouses, and train-ing their stock people in the correct way to stack the boxes holding the oil containers. The cardboard the boxes are made from were also strengthened, reducing some of the pressure on the bottles themselves. Finally, the workers at the packaging plant received more training at their jobs, helping them avoid putting too much product in the bottles. It took us one month from the time the prob-lem was identified to solve it, a result that impressed and delighted our partners at Cosan. To recognize our successful effort the company gave Logoplaste an award for ‘Out-
standing Continuing Improvement’, at Cosan’s first-ever awards ceremony honoring their best suppliers. Cosan held the ceremony, at which other sup-pliers also received awards, on July 5 in Rio de Janeiro. Accepting the award for Logo-plaste were Eugenio Barroso, who was Indus-trial Director at the time, Silvanir Freitas, who is the manager of our operation at the Cosan plan, and Boaventura Guedes. Cosan sent its top people, including Daniel Costas, who is in
charge of the company’s supply chain, Cosan Vice President Nelson Gomes and many of the workers from the plant. It was a special event for Logoplaste and for Cosan, and not just be-cause of the award we won, said Boaventura. “It was the first time they held an event to give out this prize, and it was the first time they gave this prize,” he said. “Now they’re going to do this every year for their suppliers. It’s not just a prize ceremony; it’s also an opportunity for them to talk to us and for us to talk to them.”
Logplaste’s prize
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
DPA Brazil: new plant for bigger business
Outstanding continuing improvement
RESPONSIBILITY
PARTNER’S VOICE
Logoplaste Drive
Logoplaste is a Harvard case study
LOGOWORLD
CosanLEARN MORE
SEPTEMBER ‘11
>>

16
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
How Logoplaste became an innovative companyA greener (and healthier) factory
LEARN MORE
SEPTEMBER ‘11
>>
Logoplaste Innovation Lab

17
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
How Logoplaste became an innovative companyA greener (and healthier) factory
RESPONSIBILITY
PARTNER’S VOICE
Logoplaste’s innovative story started back in 2007, when the company’s decided to find out what its clients thought about it. A survey was made, and there were some good and some bad news. The good news was that Logoplate’s partners saw the company as providing the best technical solutions to their needs. The not so good news was that Logoplaste’s clients didn’t see it as an innovative company.
That second finding spurred changes to the way the company works that led to the transformation of the Logoplaste Technology unit into the Logoplaste Innovation Lab. The iLab added designers to the technical team, permitting the group to offer clients an integrated service that covers technical and design solutions to clients, saving time and money, increasing efficiency. “We have a very strong relationship with most of our clients, and their reaction has been very good,” said Paulo Correia, Director of R&D (Research and Development) and Managing Director of iLab.iLab changed the way Logoplaste interacts with many of our clients. Before, clients typically approached designers to develop a vision of the product, and then went to Logoplaste for a technical solution. This frequently led to problems when design solutions weren’t feasible or viable in terms of finance and usually meant a lot of lost time and money trying to solve the problems. Some clients that had a bad experience with the design agency decided to go straight to the manufacturer for a solution.
Many clients were also disappointed with this approach because most manufacturers that say they have design services focus mainly on developing a solution that’s feasible in technical terms and viable financially, and forget the consumer, who is the user of the packaging. Now, everything changed. “We’re creating relationships with some of them that are unusual because we’re so integrated with their marketing and R&D from an early stage”, says Paulo.The new approach has improved the relationship with clients, and brought creativity and innovation to the entire development process. Costs have been cut because fewer people are involved, and a new product can be moved to market as much as 30% more quickly. iLab is integrated on Logoplaste, but works as an independent unit and by using the inhouse design service, it’s also easier to keep information confidential.“The main difference of our service is that we’re able to offer clients the creativity and innovation you would expect from a traditional design agency, but you also get the pragmatic approach you would get from a manufacturer,” said Carlos Rego, iLab’s head of design. “The main benefit is that, from the beginning, all the design concepts we offer are consumer and market driven, but they’re also feasible and comply with technical, industrial and financial requirements. That’s something you don’t see often.”
iLab has proven so popular with clients that Logoplaste has already opened two regional development centers: in the U.S. in 2009 and in Brazil in 2010. Those are two markets where the company is expanding rapidly, and Logoplaste of course wants to provide old and new clients in both countries with the same topnotch service they get in Europe. “We need to be capable of supporting the local structure in regions by having technical competence in the area, by having people who can do the development close to the client,” said Paulo. The next market where Logoplaste is looking to expand its activities is Asia, and when the business grows enough to justify it, a new regional development center will be considered there as well, Paulo added.
THE NEW APPROACH HAS IMPROVED THE RELATIONSHIP WITH CLIENTS, AND BROUGHT CREATIVITY AND INNOVATION TO THE ENTIRE DEVELOPMENT PROCESS
LOGOWORLD
LEARN MORE
SEPTEMBER ‘11
>>
Logoplaste Innovation Lab

18
A GREENER and healthier FACTORYThere’s growing concern around the world about global warming, which has sparked interest in cutting carbon footprints as much as possible. Logoplaste’s strategy of placing production facilities within its partners’ plants fits in per-fectly with that interest, and has already helped win some big contracts.
A recent example is the GlaxoSmithKline con-tract which, when it was announced in 2008, was the single biggest bottle project in the world. GSK, which makes Lucozade, Luco-zade Sport, Ribena and other drinks in ad-dition to its many pharmaceutical products, put the project up for bid because it wanted to be more environmentally responsible and
stop shipping bottles to the drinks plant from a production site located more than a 3-hour drive away.GSK asked for bids from companies that could make the bottles on-site at the plant in Col-eford, England, and Logoplaste’s long experi-ence gave it the edge over the supplier at the time, which had also bid on the project.
>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
How Logoplaste became an innovative companyA greener (and healthier) factory
RESPONSIBILITY
PARTNER’S VOICE
GSKLucozade
Lucozade Advert 2011YOUTUBE
LEARN MORE
LOGOWORLD
SEPTEMBER ‘11
>>

19
“GSK felt that our track record in hole-in-the-wall production meant we had the right kind of know-how” to carry out the project, said Tom Corbett, UK Project Manager, who has been with Logoplaste for more than five years.Another aspect of Logoplaste’s bid that GSK liked was an innovative plan to automate a part of production in a way that hadn’t been tried before, using laser-guided vehicles to replace forklifts. The new system, which is fully automated, uses seven robots that take preforms from the injection machines and puts them in stock, and then takes them to the blowing machines when needed. The robots “are just like a forklift, but without a driver,” Tom said. “These things are in all ware-houses, but what we’ve used it for is unique. They’re integrated into the manufacturing pro-cess, instead of just moving parts around.”Once the project was won, the challenges be-gan. At Logoplaste we pride ourselves on de-livering on time and on budget, and we had no intention of dropping the ball with this chal-lenge despite some weather-related difficul-ties that threatened our deadline. Last winter was one of the worst in decades in the U.K., and that slowed construction of the building that holds the Logoplaste plant by a few months. Tom Corbett and his team, in-cluding Project Manager Chris Jones, worked closely with Logoplaste’s equipment suppliers and got them to take up the challenge of get-ting everything delivered on a tighter schedule to help meet the final production deadline. “The end date for delivery didn’t change, so we still had to hit the customer’s target for supplying bottles, and so far we’ve hit every target, despite the changes,” Tom said prou-
dly. “We’re hitting above and beyond what they expected.”Meeting the start dates was essen-tial because Logoplaste is stepping in and taking over the supply of 100 percent of the GSK plant’s needs right from the first day. That’s al-ways a tough challenge, and it was made even tougher by the scale of the production requirements. Therefore the plant began produc-ing before the official plant opening, which only took place on the 30th of June 2011 and was attended by John M Clarke, President of the Consum-er Health Care division of GSK. When running full-tilt, the plant is able to make 1 billion bottles per year, in 11 differ-ent sizes. Coleford has eight filling lines, and each line has its own blowing machine that can match the filling speed of the GSK lines.The bottles produced have also been re-designed, with the help of the iLab team in Cascais. The new base and neck designs will save about 2.500 tons of plastic each year, yet another successful effort by Logoplaste to reduce waste and help the environment.
WHEN RUNNING FULL-TILT, THE PLANT IS ABLE TO MAKE 1 billion bottles per year, IN 11 DIFFERENT SIZES
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
How Logoplaste became an innovative companyA greener (and healthier) factory
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
GSKLucozade
Lucozade Advert 2011YOUTUBE
LEARN MORE
Opening Ceremonyfrom left ro right: Tom Corbett, Stephen Mancey,
Rob Daly East, Lisa Hillburn, Nigel Sladden.
SEPTEMBER ‘11
>>

20
The story starts almost three years ago when P&G started an Ariel bottling operation at the Mataró plant. It was a complicated situation because the American consumer goods company had recently sold its Sunny Delight product line, but the drink was still being produced in Mataró. The type of bottle used for the two products are very different in size and shape, which meant that many of the people at the plant had little experience with the technology used to produce the new bottles. The storage system for the product after bottling is also very different, with the Ariel being put in pal-lets and stored in an automated warehouse, compared with the bulk silo storage system used for Sunny D. Neither our team at Mataró nor the P&G team were happy with the early stages of the project, which was bedeviled by various dif-ficulties, including communication problems and flaws in synchronizing bottle supply to the line, which sometimes required stopping production.
But the problems weren’t enough to making us stop. The two companies got together, formed working teams to handle the problems, and were able to implement changes that produced rapid results, said Isabel Piedrafita, who was startup leader of the Ariel plant for P&G. “A very important factor in this process was that the local technical team knew perfectly well how the bottle system works, so every change was an improvement,” she said. “The local Logoplaste technical team understood the line and where the weak links were, so their proposals always improved the situa-tion. The Logoplaste team was always totally eager to help, and they trusted us.”That spirit of trust and cooperation was vital to the effort, Isabel said. In daily, weekly and monthly meetings, the team worked together to iron out problems after setting a goal of re-ducing by 90 percent the production problems caused by the bottle supply line.
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENESTo Bounce BackCandia Factory: tricky processes need a solution-oriented team
RESPONSIBILITY
PARTNER’S VOICE
P&G Spain Ariel Spain
LEARN MORE
LOGOWORLD
The team used a variety of different manage-ment tools, some of which developed within P&G, and other by Logoplaste Loveland, USA. Problems were identified using tools such as ‘why-why,’ ‘standard work’, and ‘fish-bone analysis’. Very precise and transparent im-provement goals were set, based on detailed action plans that were developed at the many meetings. liver bottles and we had to have the ability to improvise.”
Not everything has a happy ending. But this wasn’t the case of the factory Procter & Gamble in Mataró, located North of Barcelona, Spain. Not only it managed to turnaround a difficult situation, but also set and achieved very ambitious goals at the quality improvement level.
TO BOUNCE BACK
>
SEPTEMBER ‘11
>>

21
“The teams knew exactly what the situation was at any given moment, problems were transmitted up and down the line,” said Antonio Martins, Production Director at Logoplaste Ibe-ria. “It was a very motivated team, both us and the client. The client knew the importance of this project. We had to deliver bottles and we had to have the ability to improvise.”The result of the intense cooperative effort was dramatic. Within four months the group had eliminated 75 percent of the problems the teams wanted to change, Isabel Piedrafita said. Months later, both teams, and the management at both companies, are very pleased with the vast improvement in quality and operations at the plant.A quality audit carried out recently at the plant, using P&G’s 19-element testing system, gave the Mataró facility a score of 97, one of the highest ever recorded using the method. That rousing success was based partly on the use of the various management tools by the teams, but the most im-portant reason was the work of the teams themselves, and especially the work of Ms. Piedrafita, António said. “The key to success was the interaction between the two teams,” he explained. “We had a lot of luck to have Isabel, who in addition to having a work capacity that is incredible, also had a clear idea of the importance of the packaging in the process. It’s a fundamental element in the image of what they’re selling and she understood that perfectly. She asked as much from her team as she did from ours. There were no conflicts because she didn’t allow responsibility to be pointed out. We all worked together on this. That won a strong com-mitment from everyone involved, it was the key.”
THE KEY TO SUCCESS WAS THE INTERACTION
BETWEEN THE TWO TEAMS“ “EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENESTo Bounce BackCandia Factory: tricky processes need a solution-oriented team
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
P&G Spain Ariel Spain
LEARN MORE
SEPTEMBER ‘11
>>

22
Our jobs here at Logoplaste can sometimes seem like a juggling act when we have to keep many different parts moving at the same time, without a single slip. In the case of the Candia milk-bottling plant in Camp-bon, France, the process of adding a new production line would have put even the most experienced jug-gler to the test.
In fact, the whole operation had to be carried out quickly and under extremely complicated conditions because of the need to maintain a sterile environment while also keeping up production, and to do it all with-out a strong timeline.
Logoplaste’s operation at the Campbon factory be-gan in December 2008. Candia, of Sodiaal, France’s biggest dairy cooperative and the owner of brands including Yoplaït and RichesMonts, has a policy to bottle and sell milk as close as possible to where it’s produced. The goal is to reduce its carbon footprint and be more ecological. As a result, Candia needed to increase capacity at the Campbon plant, which pro-duces UHT milk packed in three-layer plastic bottles. The installation of the new line boosted capacity on the plastic-bottle lines plant to 15,000 liters of milk per day from 9,000 previously.
Candia France
LEARN MORE
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENESTo Bounce Back
Candia Factory: tricky processes need a solution-oriented team
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
SEPTEMBER ‘11
>>

The process of installing the line was compli-cated by the fact that the interior of the work-shop had to be re-adapted for the new layout. That required the installation of a mobile wall and other equipment to maintain sterility along the production line. The use of conveyer belts along the line made the whole process even more tricky, Christophe Mouthon, who oversaw the operation for Logoplaste, said.
“We had many companies working simulta-neously at the plant, and we had to keep ev-erything aseptic and not damage our perfor-mance indicators,” he said. “We had an issue with business continuity and we had to extend the building and continue to produce while in-stalling new machines.”
The project was completed on time thanks to the hard work of all the companies involved, and especially thanks to the Logoplaste team’s dedication and the company’s insis-tence on preparation.
All the equipment that was installed had been tested by suppliers at their production facili-ties before being brought to the plant, which operates 24 hours a day and seven days a week. That greatly reduced the amount of time required to get the line up and running.
“No equipment can arrive at the plant before it’s approved, that’s how we do it,” explained Christophe. “So there was a lot of preparation, and that definitely cut the time we needed to
get things going. The experience of the Logo-plaste staff working on the project really made the difference”, Christophe said. Everyone was able to work together closely, with each other and with the other companies involved, to ensure that the process went smoothly and with as few bumps along the way as possible.
Six months later, the goal was achieved. And it was “very challenging,” said Christophe. “We have an excellent team and wonderful people,” he says. “When it’s so demanding, your team has to compensate for any difficul-ties and be very solution-oriented. You also have to always be ready to compromise and be solution-oriented with your customer.”
23
Candia France
LEARN MORE
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENESTo Bounce Back
Candia Factory: tricky processes need a solution-oriented team
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
SEPTEMBER ‘11
>>

24
FRIENDLY GREEN PLASTICThe average American produced about 800 kilograms of trash in 2005, while the average European threw out about 577 kilograms of garbage. The world’s annual consumption of plastic has risen to about 100 million tons, so recycling as much as possible of it can really cut the amount ending up in landfills.
Here’s another fact: the use of plastics is growing around the world, by about 4 percent each year in Western Europe for example, and consumers are becoming more and more conscientious about recycling to help the en-vironment.
In 2009, consumers in the European Union recycled 30.3 percent of all its plastic pack-aging, well above the minimum target of 22.5 percent.In the U.S., about 80 percent of consumers have access to plastics recycling programs, and the amount of plastic bottles recycled in the U.S. has grown every year since 1990, though the actual recycling rate remains steady at around 27 percent.In fact, recycling can be quite easy. But we must do it the right way. Plastic has many other unexpectedly positive benefits for the environment.
Most plastic containers used by consumers are marked with a number, from 1 to 7 that indicate what the container is made of. The easiest plastic to recycle, and the most com-monly recycled, is polyethylene terephthalate (PET), which is marked with a ‘1’, which most of us recognize as the material used to make soda and water bottles, and containers for many other common consumer products.
PET is widely accepted at recycling centers, and can be converted into many different kinds of products, including fiberfill for win-ter coats, sleeping bags and life jackets. It can also be used to make rope, car bumpers, tennis ball felt, furniture and, naturally, other plastic bottles.
High-density polyethylene HDPE plastics are used to make heavier containers, such as those that hold laundry detergent, bleaches, milk, shampoo and motor oil. Such contain-ers, marked with the number ‘2’ and usu-ally recycled into plastic toys, piping, plastic lumber and rope, are also accepted at most recycling centers.
>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Friendly green plasticRESPONSIBILITY
PARTNER’S VOICE
Ponto VerdePlastics RecyclingRecycling Guide
LEARN MORE
LOGOWORLD
SEPTEMBER ‘11
>>

25
The plastic that is marked with a ‘6,’ poly-styrene, is also usually accepted at recycling centers. Polystyrene, also known as Styro-foam, is used to make things such as coffee cups, meat trays from supermarkets, packing peanuts and insulation.The remaining 4 plastics that are marked un-der this system are harder to recycle, and ac-cepted at few recycling centers. They’re used to make things like shower curtains, vinyl dashboards on cars, Tupperware, grocery and sandwich bags and medical tubing.By recycling plastic we are all helping the en-vironment, though using plastic can be ecolo-gy-friendly in other ways as well. The use of plastic packaging saves a lot of resources by preventing or slowing food spoilage, allowing more people to be fed from the same amount of production capacity.Strong, light-weight plastics used in cars, buses, trucks and planes help out by making all those vehicles lighter and reducing amount use of fuel needed to power them. The Airbus 380, the world’s largest passenger plane, is 22 percent carbon fiber, which gives it a 15 percent fuel savings.So the average consumer in Europe or North America, though producing more trash than
most of the rest of the world, is also working hard to mitigate the impact of his or her ac-tions. Recycling programs are growing more widespread and efficient, and retailers and packaging makers in countries are working hard to reduce the amount of plastic used in their products.Logoplaste is part of this world-wide effort, by constantly striving in cooperation with its partners to use less plastic while making its bottles and other packaging stronger, and by making as much use as possible of recycled materials in its products.It’s every person’s responsibility to reduce their impact on the planet to a minimum.
It’s every person’s responsibility to reduce their impact on the planet to a minimum.
Key Words Why is plastic Environment friendly1.Recycle2.Reuse3.Stronger packaging4.Less fuel
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Friendly green plasticRESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
Ponto VerdePlastics RecyclingRecycling Guide
LEARN MORE
SEPTEMBER ‘11
>>

26
Logoplaste’s reputation as an innovator continues to grow, one satisfied client at a time. One of the latest convinced partners is Unicer, one of Portugal’s biggest water bottlers and beer brewers. In 2008, we proposed bottle redesigns for Unicer’s Vitalis and Caramulo water brands that re-duced the amount of raw material used for each container and, in the case of Vitalis, gave the bottles a fresher, more modern look that fit in perfectly with the brand’s market positioning.
“This was our own initiative, we’re always working on mak-ing the containers more competitive,’’ said Aurélio Fer-nandes, Technical Director for Logoplaste Portugal. “We looked at what they already had, analyzed at what was in the market, and we made our proposal.”
Unicer was very happy with the outcome of the project, and is also pleased with Logoplaste’s evolution as a provider of design solutions as well as technical innovations, said André Jacques de Sousa, Unicer’s Marketing Director for waters and soft drinks.
BEFORE AFTER
UNICERA SUCCESSFUL REDESIGN STORY
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Unicer: a successful redesign story
RESPONSIBILITY
PARTNER’S VOICE
VitalisVitalis Comunication
LEARN MORE
LOGOWORLD
SEPTEMBER ‘11
>>

27
BEFORE AFTER
“Logoplaste has deeply improved in terms of bottle design, as we’ve tested their abilities in other innovation pro-jects,” he said. “Today, we have a partner that is capable of understanding a brief as well as a design agency but with the know-how of a producer. This saves considerable time, money and energy to the client.”
Logoplaste first proposed the changes to Unicer at the end of 2008, with the goal of cutting the use of raw materials by 250 tons per year. With raw material costs at about 1.2 euros per kilo, the potential savings were substantial. Once the bottler accepted the proposal, we took about nine months to finish the prototypes and by the first half of 2010 the bottles were being produced.
Although it seems simple, the redesign project make use of the concept of bio-mimicry, by which designers and engineers study natural structures and forms deve-loped over millions of years by the process of evolution to come up with more efficient product designs.
Total raw material use was cut by 7%, with a 1.5 liter bottle going from 29.6 grams to 27.5, from 15 grams to 13.5 for the half-liter con-tainer and from 11.5 grams to 10.5 grams for the 0.33-liter bottle. The cut to raw materials costs was especially important for the Cara-mulo brand, which is positioned in the value-for-money segment of the market.
The bottles were restructured to maintain the strength of the container while using less plastic. For Vitalis, which is aimed at the young, sporty, dynamic market niche, the look of the bottle was also important to give them a modern appearance as well as being more resistant. The design concepts developed for this project can also be used for many other products, making it a positive learning expe-rience for Logoplaste as well, said Aurélio Fernandes.
The redesign has helped Unicer’s brands de-fend their market share, according to André Jacques de Sousa, in a market that is in-creasingly sensitive to pricing, making it a key decision.
Today, we have a partner that is capable of understanding a brief
as well as a design agency but with the know-how of a producer
“ “EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
Unicer: a successful redesign story
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
VitalisVitalis Comunication
LEARN MORE
SEPTEMBER ‘11
>>
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
RESPONSIBILITY
PARTNER’S VOICE
28
HOLLAND
BELGIUM
PORTUGAL
SPAIN
MALASYA
USA
BRAZIL
CANADA
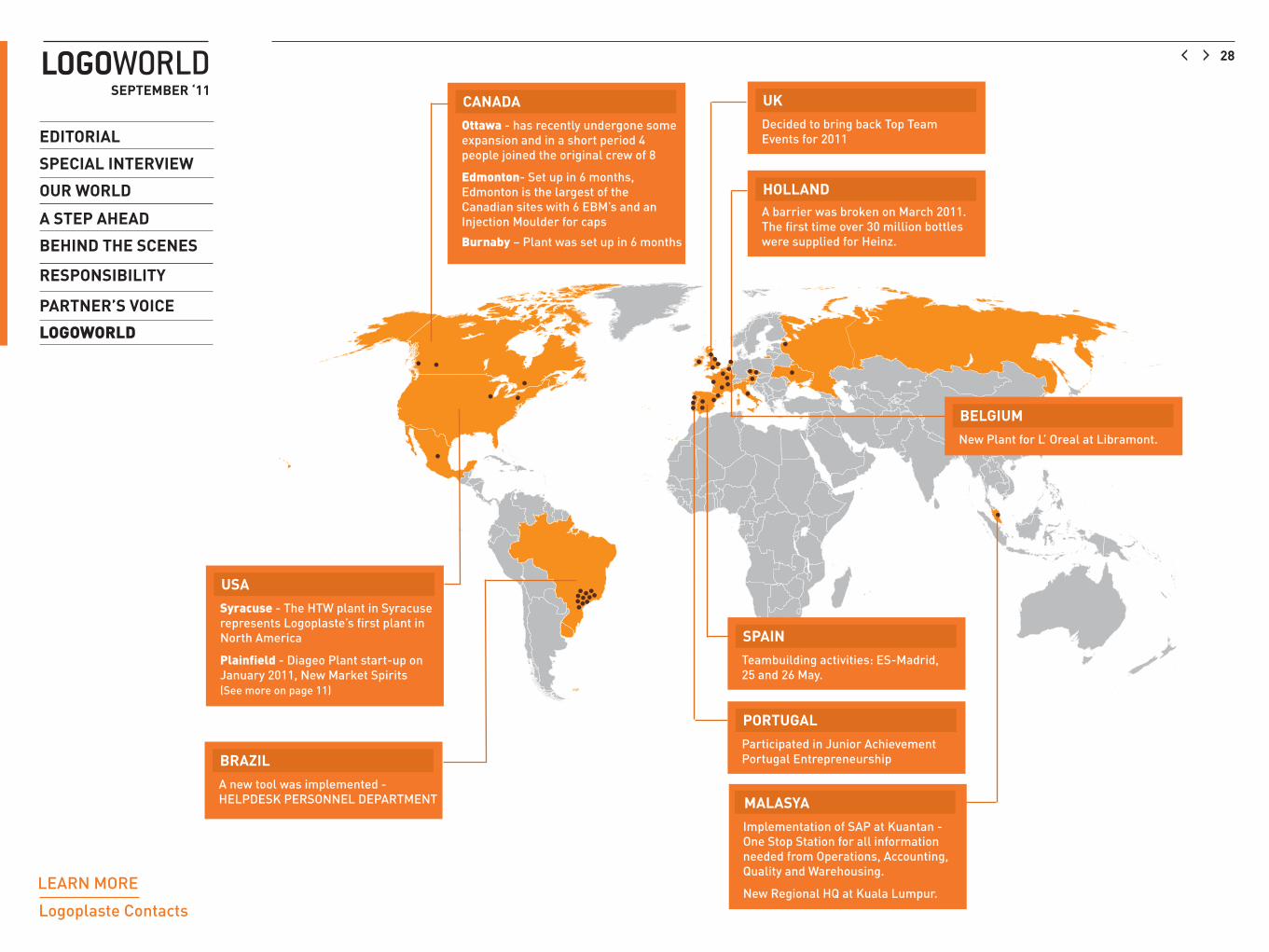
A barrier was broken on March 2011.The first time over 30 million bottles were supplied for Heinz.
New Plant for L’ Oreal at Libramont.
Participated in Junior Achievement Portugal Entrepreneurship
Teambuilding activities: ES-Madrid, 25 and 26 May.
Implementation of SAP at Kuantan - One Stop Station for all information needed from Operations, Accounting,Quality and Warehousing.
New Regional HQ at Kuala Lumpur.
Syracuse - The HTW plant in Syracuse represents Logoplaste’s first plant in North America
Plainfield - Diageo Plant start-up on January 2011, New Market Spirits(See more on page 11)
A new tool was implemented - HELPDESK PERSONNEL DEPARTMENT
Ottawa - has recently undergone some expansion and in a short period 4 people joined the original crew of 8
Edmonton- Set up in 6 months, Edmonton is the largest of the Canadian sites with 6 EBM’s and an Injection Moulder for caps
Burnaby – Plant was set up in 6 months
LOGOWORLD
Logoplaste Contacts
LEARN MORE
UK
Decided to bring back Top Team Events for 2011
SEPTEMBER ‘11
>>
HOLLAND
BRAZIL CANADA
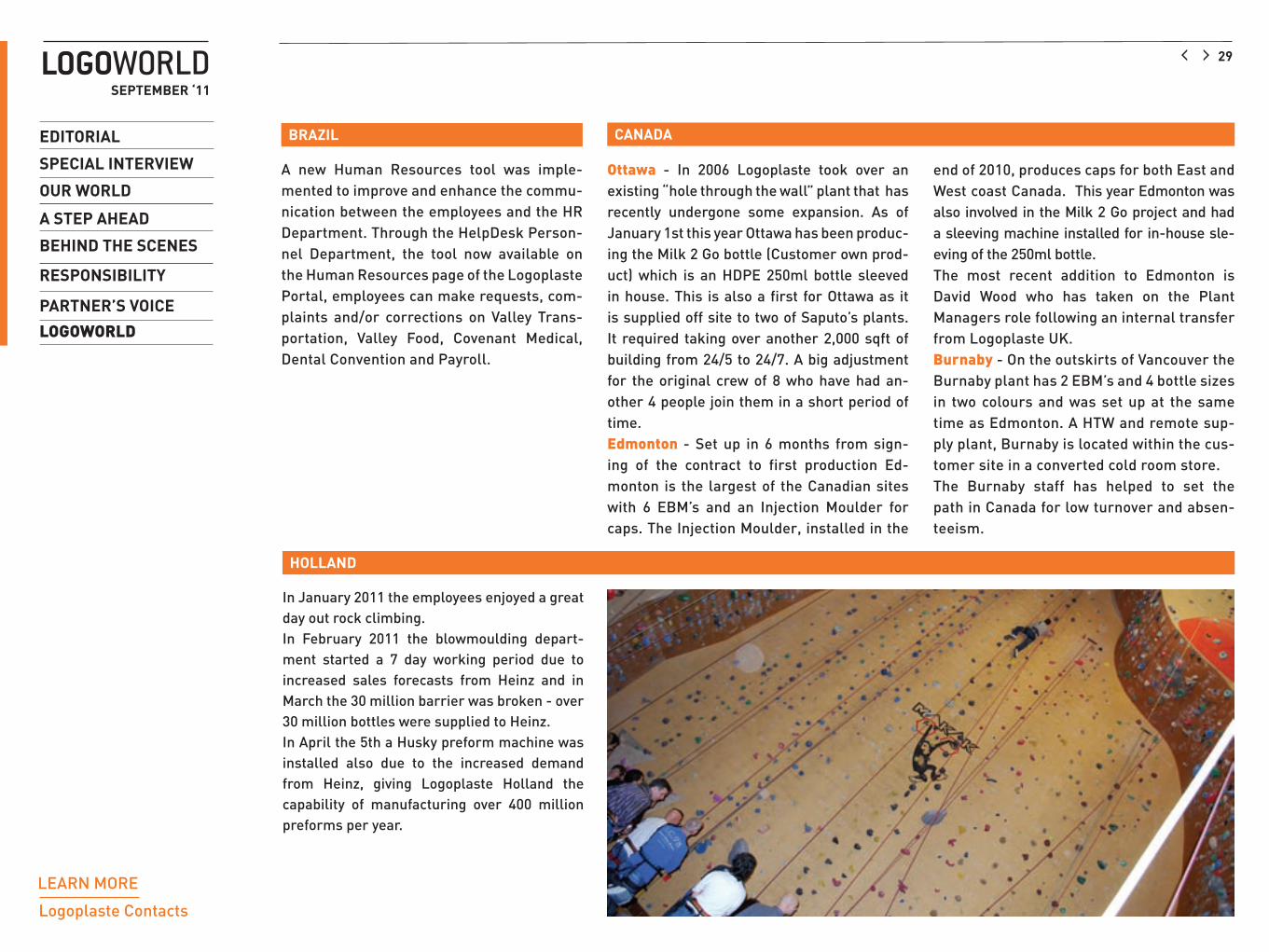
In January 2011 the employees enjoyed a great day out rock climbing.In February 2011 the blowmoulding depart-ment started a 7 day working period due to increased sales forecasts from Heinz and in March the 30 million barrier was broken - over 30 million bottles were supplied to Heinz.In April the 5th a Husky preform machine was installed also due to the increased demand from Heinz, giving Logoplaste Holland the capability of manufacturing over 400 million preforms per year.
A new Human Resources tool was imple-mented to improve and enhance the commu-nication between the employees and the HR Department. Through the HelpDesk Person-nel Department, the tool now available on the Human Resources page of the Logoplaste Portal, employees can make requests, com-plaints and/or corrections on Valley Trans-portation, Valley Food, Covenant Medical, Dental Convention and Payroll.
Ottawa - In 2006 Logoplaste took over an exis ting “hole through the wall” plant that has recently undergone some expansion. As of January 1st this year Ottawa has been produc-ing the Milk 2 Go bottle (Customer own prod-uct) which is an HDPE 250ml bottle sleeved in house. This is also a first for Ottawa as it is supplied off site to two of Saputo’s plants. It required taking over another 2,000 sqft of building from 24/5 to 24/7. A big adjustment for the original crew of 8 who have had an-other 4 people join them in a short period of time.Edmonton - Set up in 6 months from sign-ing of the contract to first production Ed-monton is the largest of the Canadian sites with 6 EBM’s and an Injection Moulder for caps. The Injection Moulder, installed in the
end of 2010, produces caps for both East and West coast Canada. This year Edmonton was also involved in the Milk 2 Go project and had a sleeving machine installed for in-house sle-eving of the 250ml bottle.The most recent addition to Edmonton is David Wood who has taken on the Plant Managers role following an internal transfer from Logoplaste UK.Burnaby - On the outskirts of Vancouver the Burnaby plant has 2 EBM’s and 4 bottle sizes in two colours and was set up at the same time as Edmonton. A HTW and remote sup-ply plant, Burnaby is located within the cus-tomer site in a converted cold room store. The Burnaby staff has helped to set the path in Canada for low turnover and absen-teeism.
29
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
Logoplaste Contacts
LEARN MORE
SEPTEMBER ‘11
>>

MALASYA
PORTUGAL
In the beginning of June, SAP was imple-mented at Logoplaste Malaysia and the team is confident and challenged with this new tool. The training started on the 30th of May and will end on the 9th of June.Rui Cabral of the SAP IT International De-partment and Ana Ildefonso of the Financial Department assisted the Kuantan team during the implementation, assuring the integra-tion of the current practice systems to SAP. Now all information needed from Operations,
Some Logoplaste people participated in the Junior Achievement Portugal that promotes the Creativity & Innovation Challenge, provi-ding lessons for Portuguese students. The program aims to inspire and prepare young people, ages 15 to 18, to succeed in a Global Economy, contributing to their development at the level of entrepreneurship, creativity and innovation. Various topics are discussed, such as: “Family”, “Community” and “Economics for Success” according to the educational level of the class.This initiative started in late March at the head-quarters of Logoplaste, Portugal, and since then several employees have voluntarily joined the program and been “teachers” for a day.
Volunteers:Marta Catarino | Diogo Cortez | Ana Paula Rocha | Pedro Lopes | Sara Folgado | Vitor Vila Verde | Daniela Mendes
Testemonials:
“The commitment and participation of all students during the sessions and above all the interest shown by all addressed subjects gave me an enormous satisfaction.Therefore, I’d like to thank the opportunity to participate in this project. It was a pleasure!”
Vitor Vila Verde
“(…)Thank you for the opportunity to participate in this wonderful volunteer work. I had a great experience and I’m sure that the students liked it, because on the 2nd class they ran to hug me and only let me go because I promised I’d come back another day.”
Pedro Lopes
Accounting, Quality and Warehousing can be obtained as a One Stop Station.The team in Kuantan is headed by Alan Alcan-tara, Plant Manager, and has members from different departments: Mohan Baskaran, Administration Manager, and Nicole Tan, Administration Assistant; Jonathan Milca, QA Manager; Mohd Nizam Bin Hashim, Ahmad Safawi Bin Bakri and Badruddin Bin Halim, Shift Leaders.
30
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
Logoplaste Contacts
LEARN MORE
SEPTEMBER ‘11
>>
UK
USA
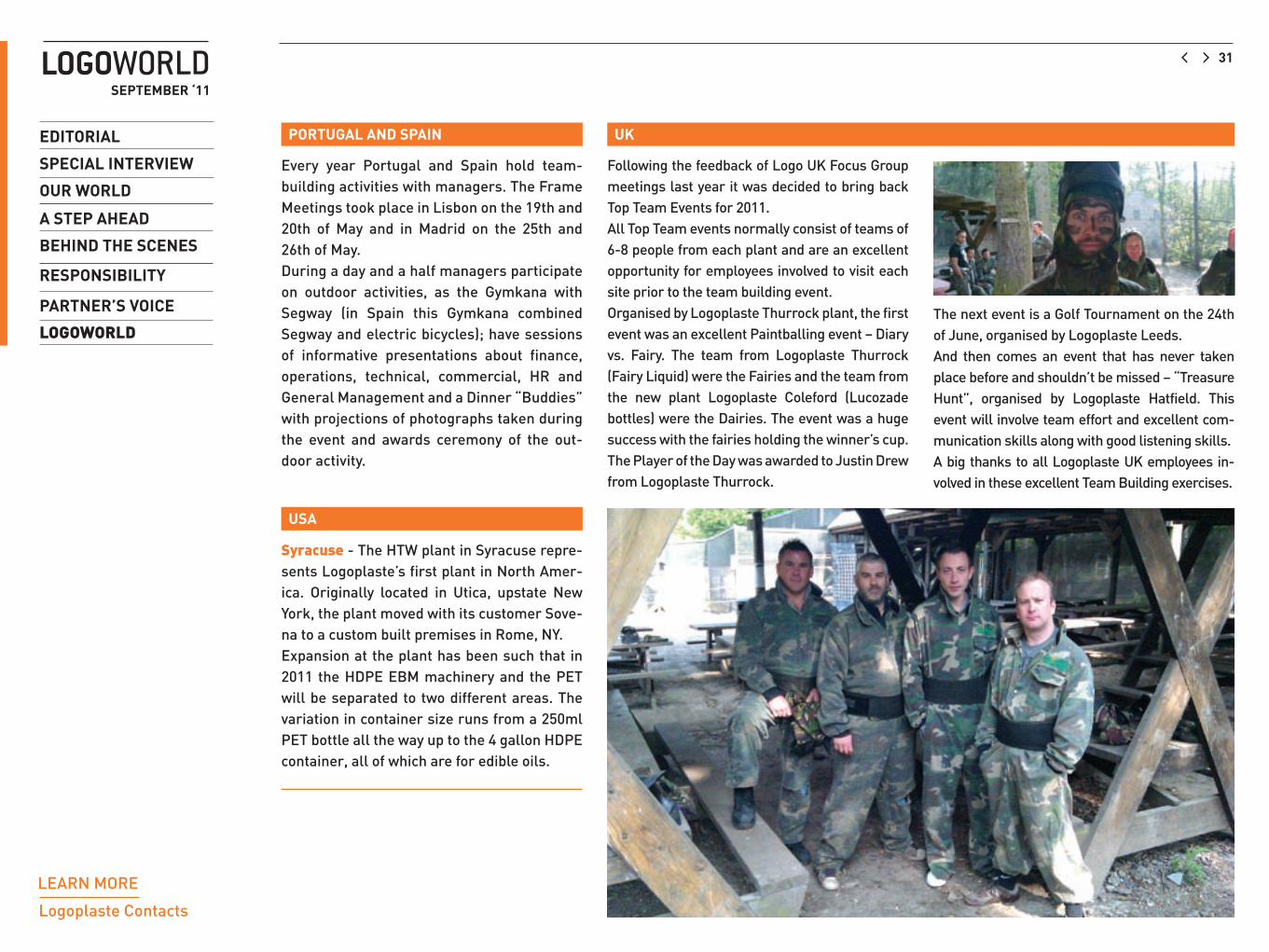
Following the feedback of Logo UK Focus Group meetings last year it was decided to bring back Top Team Events for 2011. All Top Team events normally consist of teams of 6-8 people from each plant and are an excellent opportunity for employees involved to visit each site prior to the team building event.Organised by Logoplaste Thurrock plant, the first event was an excellent Paintballing event – Diary vs. Fairy. The team from Logoplaste Thurrock (Fairy Liquid) were the Fairies and the team from the new plant Logoplaste Coleford (Lucozade bottles) were the Dairies. The event was a huge success with the fairies holding the winner’s cup. The Player of the Day was awarded to Justin Drew from Logoplaste Thurrock.
Syracuse - The HTW plant in Syracuse repre-sents Logoplaste’s first plant in North Amer-ica. Originally located in Utica, upstate New York, the plant moved with its customer Sove-na to a custom built premises in Rome, NY. Expansion at the plant has been such that in 2011 the HDPE EBM machinery and the PET will be separated to two different areas. The variation in container size runs from a 250ml PET bottle all the way up to the 4 gallon HDPE container, all of which are for edible oils.
PORTUGAL AND SPAIN
Every year Portugal and Spain hold team-building activities with managers. The Frame Meetings took place in Lisbon on the 19th and 20th of May and in Madrid on the 25th and 26th of May.During a day and a half managers participate on outdoor activities, as the Gymkana with Segway (in Spain this Gymkana combined Segway and electric bicycles); have sessions of informative presentations about finance, operations, technical, commercial, HR and General Management and a Dinner “Buddies” with projections of photographs taken during the event and awards ceremony of the out-door activity.
The next event is a Golf Tournament on the 24th of June, organised by Logoplaste Leeds.And then comes an event that has never taken place before and shouldn’t be missed – “Treasure Hunt”, organised by Logoplaste Hatfield. This event will involve team effort and excellent com-munication skills along with good listening skills.A big thanks to all Logoplaste UK employees in-volved in these excellent Team Building exercises.
31
EDITORIAL
SPECIAL INTERVIEW
OUR WORLD
A STEP AHEAD
BEHIND THE SCENES
RESPONSIBILITY
PARTNER’S VOICE
LOGOWORLD
Logoplaste Contacts
LEARN MORE
SEPTEMBER ‘11
>>