maintenance of heavy equipment.ppt
TRANSCRIPT

Maintenance of Heavy EquipmentThrough Lubricant Monitoring

Maintenance Principle

Maintenance• Maintenance: kegiatan yang dilakukan
berulang-ulang untuk mengembalikan standar prestasi dan kehandalan peralatan agar memenuhi tuntutan operasi saat ini• Maintenance Management: pengelolaan
kegiatan perawatan yang meliputi perencanaan, penjadwalan, pelaporan, pengawasan, perbaikan berkelanjutan & organisasi pelaksana kegiatan perawatan• Maintenance Technique: kegiatan
pengawasan dan perbaikan peralatan yang dilakukan secara berulang-ulang agar prestasi dan kehandalan peralatan memenuhi tuntutan operasi saat ini
Manajemen
TeknikPera
wat
an

Kehandalan (Reliability)
• Pasti: Reliability↑ Availability ↑• Tidak Mungkin: Reliability ↓ Availability ↑• Reliability Productivity
Mean Time Between Failure (MTBF) (a+c+e)/3 1.33Mean Time To Repair (MTTR) (b+c)/2 1.00
b c d e Availability {(a+c+e)/(a+b+c+d+e)}x100% 66.671 1 1 1 Reliability {1-(1/MTBF)}x100% 25.00
Mean Time Between Failure (MTBF) (p+r)/2 2.00Mean Time To Repair (MTTR) (q)/1 2.00
q Availability {(p+r)/(p+q+r)}x100% 66.672 Reliability {1-(1/MTBF)}x100% 50.003
p
Opr-Time-1 Opr-Time-2
r1
2
Down time-1
Down time-1
Opr-Time-2
Down time-2
Opr-Time-3
Opr-Time-1
a
B
A

Maintenance Technique
• Define of maintenance technique for every component based on failure mode increase reliability
• Define of monitoring frequency for every component based on potential-failure interval increase availability
• Define of monitoring tools for every component based on failure effect minimize risk

Maintenance Technique Chart

Maintenance Technique Definition

Maintenance
Un-Planned
Time based (Preventive
Maintenance)
Condition based
(Predictive Maintenance)
MonitoringMonitoring & Prediction of
Failure
Time Based Correction
Condition Based
Correction
Actio
n
Corrective Breakdown
Time Based Correction
before Failure
Correction after Failure
PlannedPreventive
Maintenance
Stra
tegy

Downtime
• Longer downtime = higher production loss• Breakdown = unplanned/unscheduled maintenance activities = higher cost
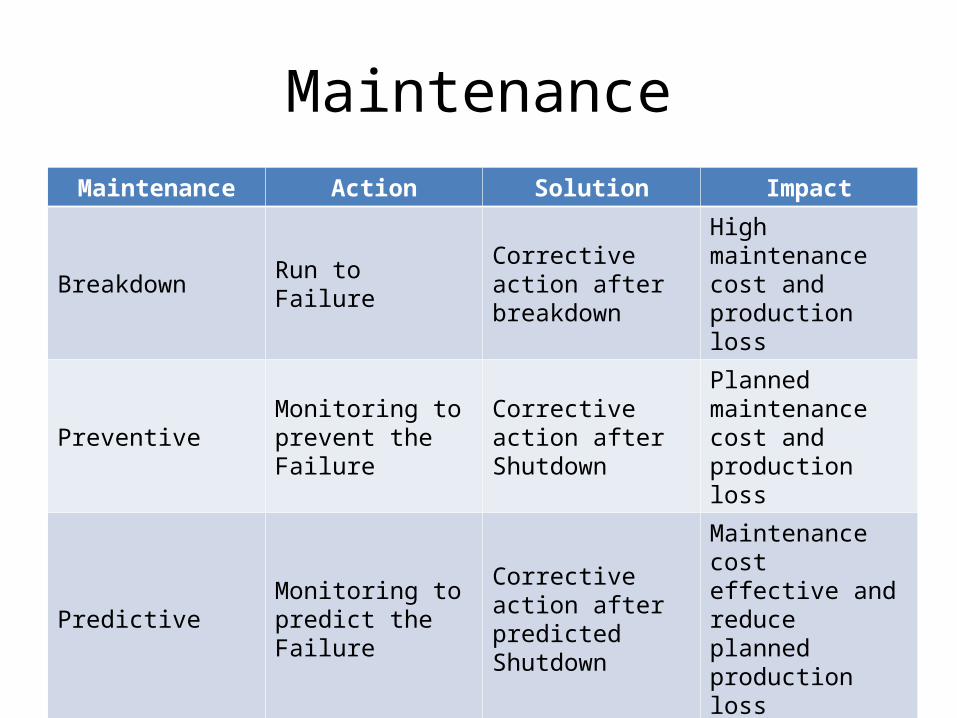
MaintenanceMaintenance Action Solution Impact
Breakdown Run to Failure Corrective action after breakdown
High maintenance cost and production loss
Preventive Monitoring to prevent the Failure
Corrective action after Shutdown
Planned maintenance cost and production loss
Predictive Monitoring to predict the Failure
Corrective action after predicted Shutdown
Maintenance cost effective and reduce planned production loss
Pro-ActiveMonitoring to reduce/avoid the Failure
Modification to reach longer operating time
Minimized maintenance cost and planned production loss
Pro-Active Maintenance
• Minimize Maintenance Cost• Minimize Production Loss
Pro-Active Maintenance
• Pro-Active Maintenance = Preventive/Predictive Maintenance + Failure Analysis• Failure Analysis = Root Cause Analysis +
Improvement

Case Example: Gas Engine
Failure AnalysisGas Engine Waukesha
GE 387 C 27 May 2003 GE 387 C 3 December 2003 GE 387 B 17 January 2004
GE 387 A 8 March 2004

Running Hour by Accident
• GE 387 C (27 May 03) 8.027 hour• GE 387 C (03 Dec 03) 2.800 hour• GE 387 B (17 Jan 04) 14.000 hour• GE 287 A (08 Mar 04) 2.443 hour

Typical Damage Parts
• Exhaust valve broken• Inlet valve bending / broken• Piston crown surface damage• Cylinder head surface damage• Valve tulip recession• Valve seat wear / leakage

Exhaust Valve Broken
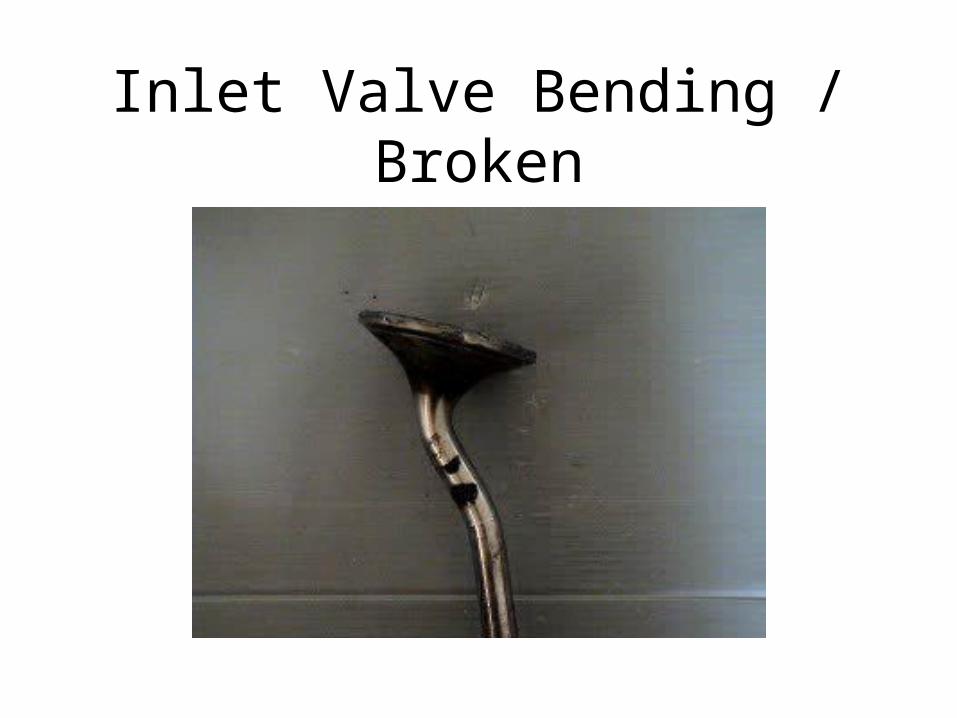
Inlet Valve Bending / Broken

Piston Crown Surface Damage

Cylinder Head Surface Damage
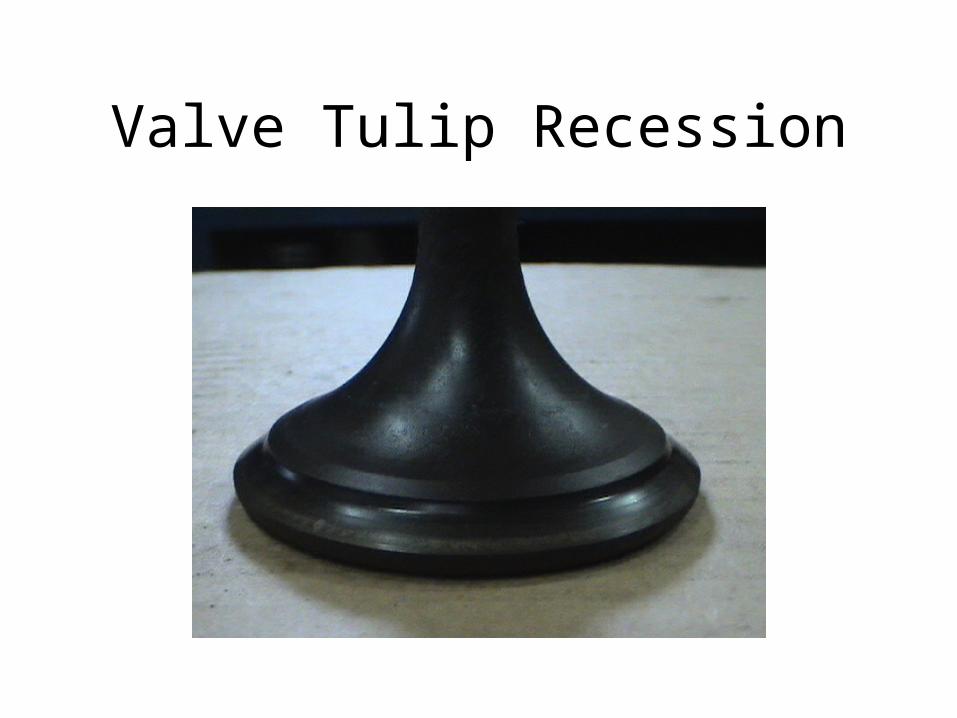
Valve Tulip Recession

Valve Seat Wear / Leakage

Others Fact Finding
• Clearance valve stem/valve guide higher than specification (+ 0,003”)
• Sulfated ash on lubricant lower than required limit (- 0,13 %wt)
• Hardness different between valve tulip and valve seat to high (200 HVN)
• Engine shutdown due high intake manifold temperature

Valve Stem-Guide Clearance
• High clearance miss-alignment between valve and guide high contact on edge of guide only (not uniform distributed) very thin film lubrication

Contact Point Characteristics• Fn = Load• D = Valve guide inner
diameter• d = valve stem diameter• b = stem length• n = stem rotation speed• ω = 2πn/60• h = 0,5.(D-d)+e.cos φ• Ψ = (D-d)/d• So = (Fn/b.d)(ψ/μ.ω)• ε = 2e/(D-d)

Thin Film Lubrication
Higher clearance higher (D-d) lower ψlower So lower ε (graphics)lower e lower h thinner lubricant film excessive wear
Sommerfeldzahl (So)

Valve Stem – Guide Wear
• Excessive wear on valve stem – guide contact debris/abrasive material stem stack in guide

Higher Valve Stem – Guide Clearance
• higher lubricant temperature higher oxidation carbonizing/debris valve sticking
• valve miss-alignment leakage on valve-seat contact high temperature gas torching higher lubricant temperature & lower material strength valve broken
• valve miss-alignment leakage on valve-seat contact high temperature gas torching valve diameter expansion valve sticking

Sulfated Ash in Lubricant
• Required limit = 0,35% wt >< Mysella R40 = 0,22% wt• Wear of both valve face and valve seat by metal abrasion, high temp,
corrosion frictional sliding and adhesion mechanisms• Recession causes the valve to sink or recede into the head• Recession measurable by monitoring valve stem head

Hardness of Valve Head - Seat
• New valve head = 500 HVN• Broken valve head (GE 387 C by accident on
27 May 03) = 650 HVN• Valve seat (GE 387 B by accident on 17 Jan 04)
= 700 HVN to many variant of material strength by
supplied valves quality control ?

Intake Manifold Temperature Shutdown
• Present on all gas engine• Higher clearance higher valve miss-
alignment higher valve-seat leakage more hot gas flow to intake manifold by compression stroke higher intake manifold temperature engine shuttdown

Influence to Combustion
• Valve-seat leakage combustion chamber pressure changes timing ignition setting changes (by DSM) timing ignition fault detonation

Explanation• GE 387 C (27 May 03) 8.027 hour
original valve from engine manufacturer low sulfated ash lube oil
• GE 387 C (03 Dec 03) 2.800 hour valve material out of spec ?
• GE 387 B (17 Jan 04) 14.000 hour original valve from fabricator
• GE 287 A (08 Mar 04) 2.443 hour ?

Root Cause Analysis
• Detonation Sensor Module:– Random timing fluctuation advanced ignition
timing until 40º before TDC• Material:– Valve tulip to soft, 200 HVN under specification– Valve seat hardness comply to specification
• Lubricant:– Ash content in lubricant 0,13 %wt under
requirement

Root Cause Analysis
• Destructive test:– No beach mark– Valve broken due to
static impact– Microstructure of
piston no excessive heating
B
A

Root Cause Analysis

Recomendation• Check clearance between valve stem – valve
guide (max 0,0045” or spec of stem diameter = 0,558” & valve guide inner diameter = 0,5625”)
• Use lubricant with sulfated ash content more than 0,35% wt
• Indication of leakage on valve head-seat can be monitored by :– Intake manifold temperature– Lube oil consumption– Compression test (by top overhaul)– Valve-seat recession (by top overhaul)

Failure Symptom Detection
• Air inlet temperature:– Indicate hot gas torching– Indicate valve –seat
leaking– Indicate valve recession
• TBN of Lubricant:– Indicate oxidation level– Indicate deposits form in
valve stem-guide

Total Base Number

Life Extention Cost Effective
Condemning Limit
Analyzed Calculated
Initial 1.00 4.50 0Recommended Oil Exchange
1000
Attention (P) 0.65 2.93 1200Critical (F) 0.40 1.80 2800P-F Interval 1.131/3 x P-F Interval 0.38Extended Oil Exchange
2.55 1780
Extention 780Cost Saving/Year 37.5%
TBNParameter
Running Hour

How to ImproveReliability and Cost Effectiveness

Reliability Centered Maintenance (RCM)
• Metode untuk:– merencanakan (planning) maintenance secara
terstruktur– mendefinisikan maintenance technique
(breakdown / preventive / predictive / pro-active) secara tepat
guna mendapatkan reliability (dan availability) tinggi yang cost effective
Prinsip Dasar RCM
• Reliability tinggi tercapai jika mesin tidak pernah breakdown
• Breakdown dapat dicegah jika mesin dimonitor dan diperbaiki sebelum kegagalan terjadi (predictive / preventive maintenance)
• Monitor dapat mendeteksi tanda-tanda akan terjadinya kegagalan (failure symphtom)
• Pemilihan alat inspeksi harus mempertimbangkan kemampuannya untuk mendeteksi failure sympthom

7 Pertanyaan Dasar RCM1. Apa fungsi dan standar prestasi yang terkait dengan aset
dalam konteks operasinya saat ini ?2. Dengan jalan apa saja aset ini bisa gagal dalam memenuhi
fungsinya ?3. Apa yang menyebabkan setiap kegagalan fungsional ?4. Apa yang terjadi pada setiap kegagalan yang timbul ?5. Apa saja pengaruh dari kegagalan ini ?6. Apa yang dapat dilakukan untuk mencegah setiap kegagalan ?7. Apa yang sebaiknya dilakukan bila tugas pencegahan yang
sesuai tidak dapat ditemukan ?

Implementasi RCM

Konsensus
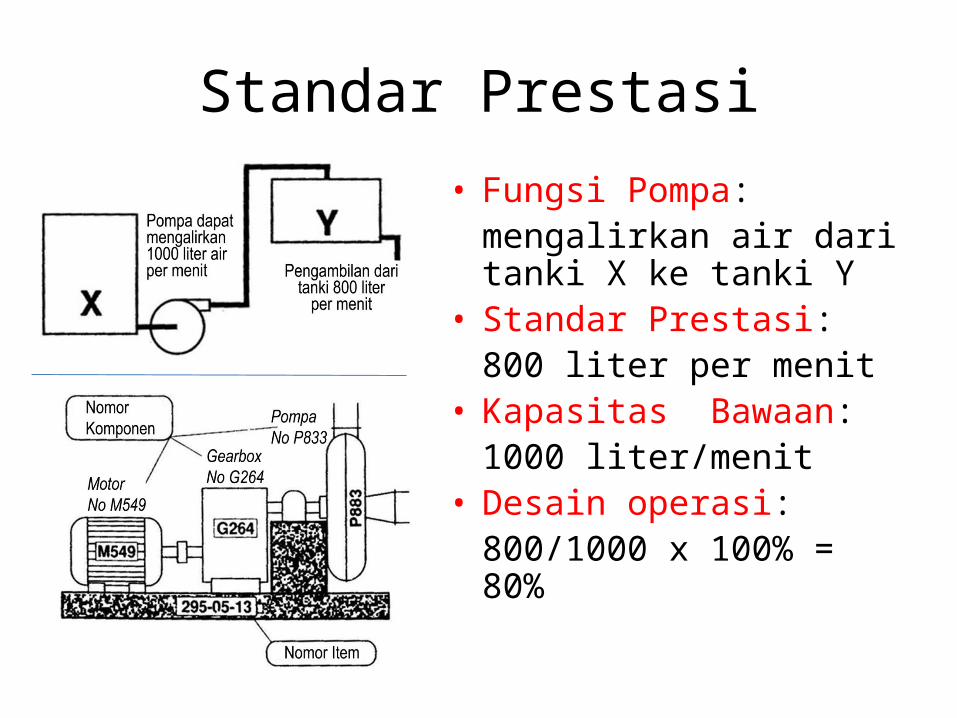
Standar Prestasi• Fungsi Pompa:
mengalirkan air dari tanki X ke tanki Y
• Standar Prestasi:800 liter per menit
• Kapasitas Bawaan:1000 liter/menit
• Desain operasi:800/1000 x 100% = 80%

Karakteristik Peralatan• Setiap peralatan
dirancang untuk suatu kebutuhan tertentu
• Setiap peralatan mempunyai kemampuan tertentu
• Setiap peralatan dioperasikan pada kondisi tertentu (design operation)

Perawatan
• Perawatan : kegiatan yang dilakukan berulang-ulang agar suatu peralatan selalu memiliki kondisi yang sama dengan keadaan awalnya

Perawatan• Perawatan rutin
(reactive/pro-active maintenance) tidak dapat meningkatkan kemampuan inheren yang dimiliki peralatan
• Corrective Maintenance dapat meningkatkan kemampuan inheren dengan cara modifikasi / up-rating

Pertanyaan-1
50
Definisikan FUNGSI dan STANDAR PRESTASI secara jelas dan lengkap !

Pertanyaan-2
Definisikan KEGAGALAN untuk setiap FUNGSI secara jelas dan lengkap !
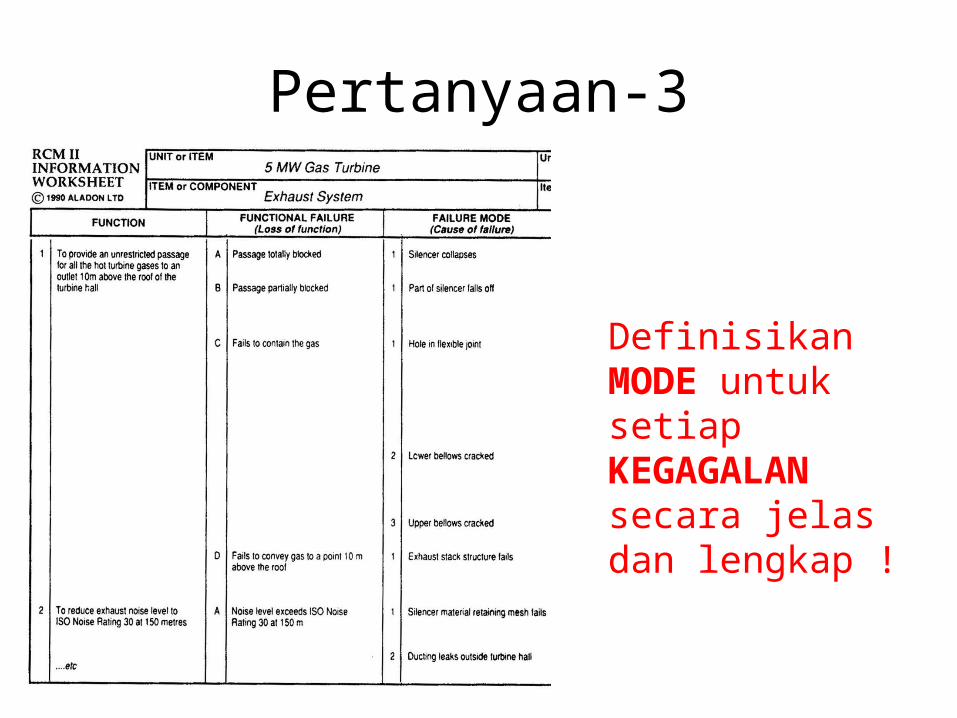
Pertanyaan-3
Definisikan MODE untuk setiap KEGAGALAN secara jelas dan lengkap !

Pertanyaan-4
53
Definisikan EFEK untuk setiap mode KEGAGALAN secara jelas dan lengkap !

54

Pertanyaan-5 s/d 7EFEK KEGAGALAN
LANGKAH PENCEGAHAN
LANGKAH DEFAULT

Hidden Multiple Failure
56

Hidden Multiple Effect

Pertanyaan-5
Pergunakan Diagram Keputusan RCM untuk mendefinisikan PENGARUH KEGAGALAN

Pertanyaan-6
Pergunakan Diagram Keputusan RCM untuk mendefinisikan langkah pencegahan

Preventive Task

Pertanyaan-7
Pergunakan Diagram Keputusan RCM untuk mendefinisikan langkah default

Redesign
Kapan redesign layak untuk dilakukan ?

63

Proposed Task• Defined from failure effect minimize failure
effect avoid failure increase reliability
Initial Interval• Defined from targeted availability minimize
breakdown avoid failure increase availability
Can be Done by• Minimum required competency of craft man

Reliability & Cost Effectiveness
•Melakukan equipment criticality rating•Menetapkan work priority•Menetapkan spare parts service level•Melakukan / mengatur monitoring frequency•Mengoptimasi monitoring tools•Menganalisis failure mode (sesuai operasi saat ini)•Mengoptimasi maintenance technique
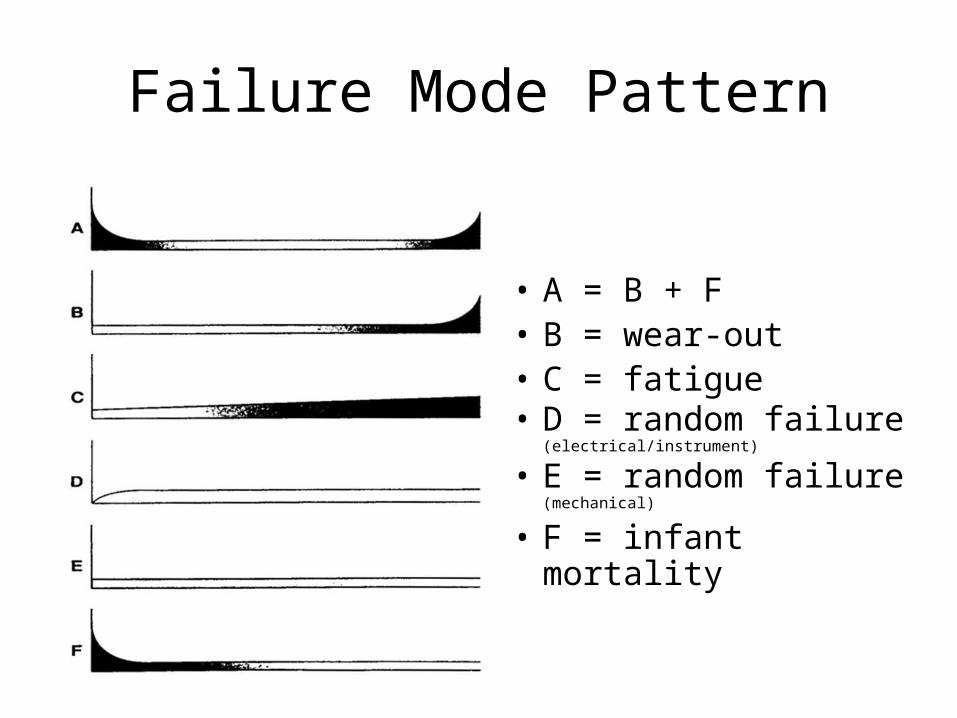
Failure Mode Pattern
• A = B + F• B = wear-out• C = fatigue• D = random failure
(electrical/instrument)
• E = random failure (mechanical)
• F = infant mortality

Failure Mode Pattern B & C

Failure Mode Pattern E & F

Maintenance Technique

Maintenance TechniqueFailure Mode
Pattern Maintenance Technique
A Combination of corrective maintenance and optimized time based preventive maintenance
B Optimized time based preventive maintenance
C Time based preventive maintenance refer to instruction manual
D Predictive maintenance (condition based preventive maintenance) for electrical/instrumentation equipment
E Predictive maintenance (condition based preventive maintenance) for mechanical equipment
F Corrective maintenance
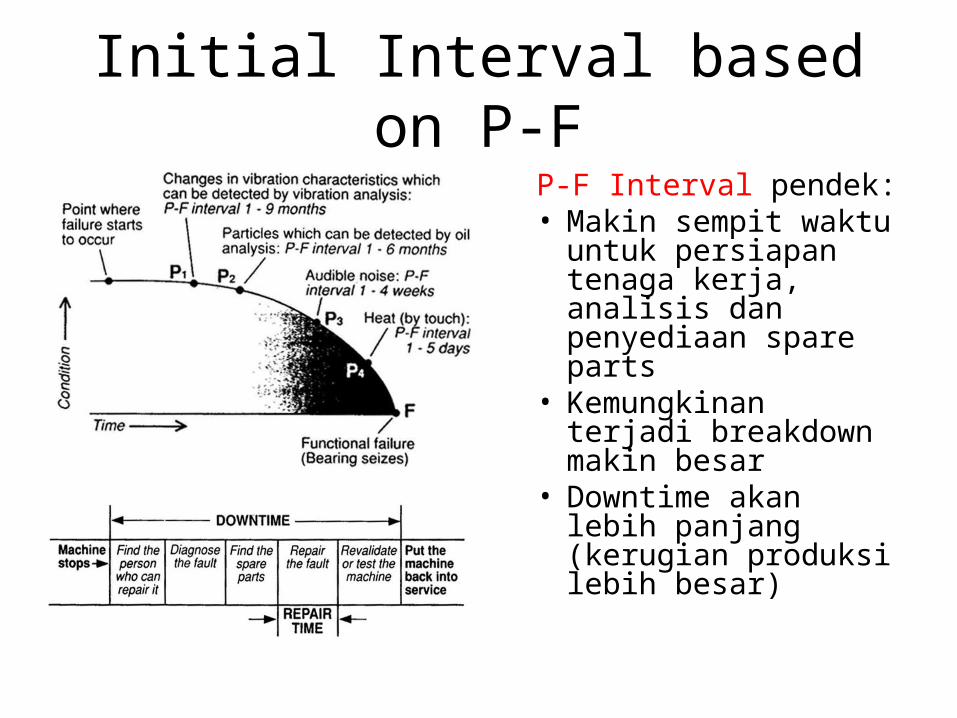
Initial Interval based on P-FP-F Interval pendek:• Makin sempit waktu
untuk persiapan tenaga kerja, analisis dan penyediaan spare parts
• Kemungkinan terjadi breakdown makin besar
• Downtime akan lebih panjang (kerugian produksi lebih besar)

Infra-Red Thermography
14,3°C
31,0°C
15
20
25
30AR01
SP01
Object parameter Value• Emissivity 0,96• Object distance 75,0 m• Ambient temperature 28,1°C• Relative humidity 0, 84• LNG Temperature -160 oCLabel Value• SP01 23,1°C• AR01 : min 23,1°C• AR01 : avg 26,1°C
• Infra-Red Thermography melokalisir daerah kritis
• Ultrasonic mengukur ketebalan dinding tanki pada bagian
kritis• Life Assessment
menetapkan umur sisa tanki


Monitoring Interval define Availability
Monitoring frequency harus dioptimasi untuk menjamin tuntutan availability dan cost effectiveness
Maintenance Technique
1. Correct maintenance technique increase reliability
2. Correct maintenance interval increase availability
3. Correct monitoring tools reduce failure risk
Correct managing of the 3 factors: increase availability, reliability and cost effectiveness
maintenance excellence

Integrated Maintenance System
RBI
RCM
CMMS
ECR
WO
Spare PartsMan Power
Maintenance Activity
TPM
Integrated Maintenance System
Register System

Modern Maintenance Principle

Maxim 1
• OLDMaintenance is about preserving physical assets
• NEWMaintenance is about preserving the functions of assets

Maxim 2
• OLDRoutine maintenance is about preventing failures
• NEWRoutine maintenance is about avoiding, reducing or eliminating the consequences of failures

Maxim 3
• OLDThe primary objective of the maintenance function is to optimise plant availability at minimum cost
• NEWMaintenance affects all aspects of business effectiveness and risk - safety, environmental integrity, energy efficiency, product quality and customer service, not just plant availability and cost

Maxim 4
• OLDMost equipment becomes more likely to fail as it gets older
• NEWMost failures are not more likely to occur as equipment gets older

Pattern of Failure• Pattern A is the well-known bathtub
curve• Pattern B suggests that most items
can be expected to operate reliably for a period "X", and then wear out.
• Pattern C shows slowly increasing probability of failure with no specific wearout age
• Pattern D shows low failure probability to begin with then a rapid increase to a constant level
• Pattern E shows a constant probability of failure at all ages
• Pattern F starts with high infant mortality and drops eventually to a constant or very slowly increasing failure probability.

Studies on civil aircraft• 4% of the items conform to pattern A• 2% to B• 5% to C• 7% to D• 14% to E• 68% to pattern F(The distribution of these patterns in aircraft is not necessarily the same as in industry, but as equipment grows more complex, more and more items conform to patterns E and F.)

Overhaul• it leads to the belief that if we
don't have any hard evidence at all about the existence of an age-related failure-mode, it is wise to overhaul the item anyway from time to time "just-in-case" such a failure mode does exist. This ignores the fact that overhauls are extraordinarily invasive undertakings that massively upset stable systems. As such, they are highly likely to induce infant mortality, and so cause the very failures which they seek to prevent

Maxim 5
• OLDComprehensive data about failure rates must be available before it is possible to develop a really successful maintenance program
• NEWDecisions about the management of equipment failures will nearly always have to be made with inadequate hard data about failure rates
Maxim 6
• OLDThere are three basic types of maintenance:- predictive- preventive- corrective
• NEWThere are four basic types of maintenance:- predictive- preventive- corrective- detective
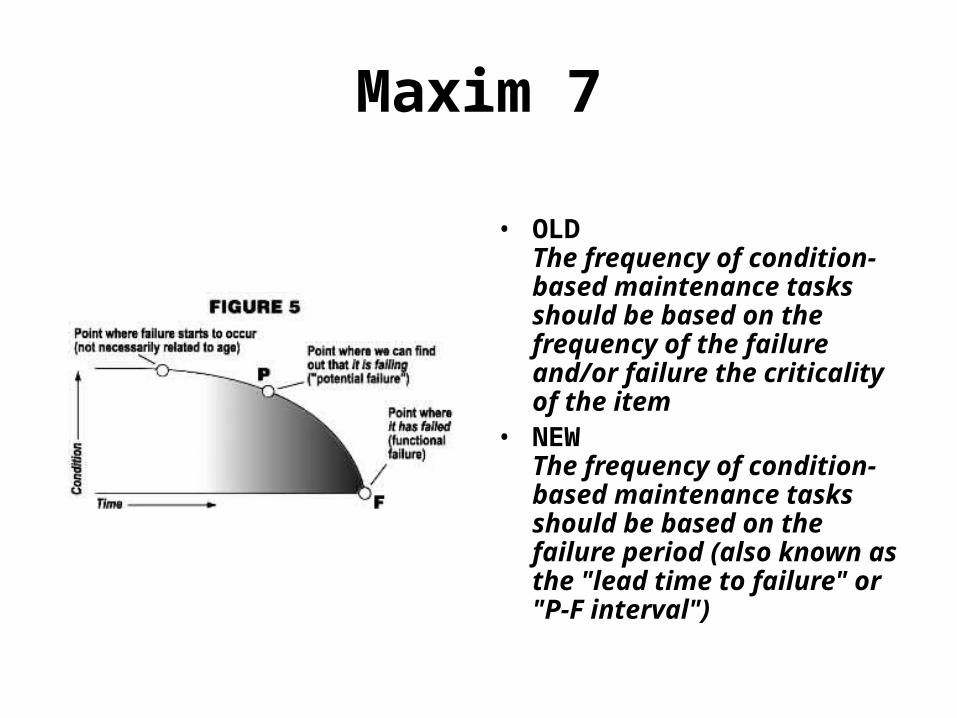
Maxim 7
• OLDThe frequency of condition-based maintenance tasks should be based on the frequency of the failure and/or failure the criticality of the item
• NEWThe frequency of condition-based maintenance tasks should be based on the failure period (also known as the "lead time to failure" or "P-F interval")

P-F Interval• The P-F interval governs the
frequency with which the predictive task must be done. The checking interval must be significantly less than the P-F interval if we wish to detect the potential failure before it becomes a functional failure.
• The P-F interval can be measured in any units relating to exposure to stress (running time, units of output, stop-start cycles, etc), but it is most often measured in terms of elapsed time. For different failure modes, the P-F interval can vary from fractions of a second to several decades.

P-F and Nett P-F Interval• Unless there is a good reason to do
otherwise, it is usually sufficient to select a checking interval equal to half the P-F interval. This ensures that the task will detect the potential failure before the functional failure occurs, while providing a net interval of at least half the P-F interval to do something about it. However, it is sometimes necessary to select a checking interval which is some other fraction of the P-F interval.
• If the P-F interval is too short for it to be practical to check for the potential failure, or if the nett P-F interval is too short for any sensible action to be taken once a potential failure is discovered, then the condition-based task is not appropriate for the failure mode under consideration.

Maxim 8• OLD
If both are technically appropriate, fixed interval overhauls/replacements are usually both cheaper and more effective than condition-based maintenance
• NEWIf both are technically appropriate, condition-based maintenance is nearly always both cheaper and more effective fixed interval overhauls/ replacements throughout the life of the asset

Use Fuel Life and MTBF• The Figure shows hypothetical failure data for
such a fleet which show that most of the tyres last between 30 000 miles and 50 000 miles. If a fixed-interval retreading policy designed to prevent all failures due to normal wear is adopted on the basis of this information, all the tyres will be retreaded at 30 000 miles. However, this policy also means that many tyres would be retreaded long before it was really necessary. In some cases, tyres which could have lasted as long as 50 000 miles would be retreaded at 30 000 miles, so they could lose up to 20 000 miles of useful life.
• On the other hand, it is possible to define a potential failure condition for tyres related to tread depth. Checking tread depth is quick and easy, so it is a simple matter to check the tyres (say) every 2000 miles and to arrange for them to be retreaded only when they need it. This would enable the fleet operator to get an average of 40 000 miles out of his tyres without endangering his drivers, instead of the 30 000 miles which he gets if he does the scheduled restoration task described above - an increase in useful tyre life of 33%. So in this case a predictive task is much more cost-effective than scheduled restoration

Maxim 9
• OLDSerious incidents/catastrophic accidents which involve multiple equipment failures are usually the result of "bad luck" or "acts of God", and are hence unmanageable
NEWTo a considerable extent, the likelihood of a multiple failure is a manageable variable, especially in protected systems

Maxim 10• OLD
The quickest and surest way to improve the performance of an existing "unreliable" asset is to upgrade the design
NEWIt is nearly always more cost-effective to try to improve the performance of an unreliable asset by improving the way it is operated and maintained, and only to review the design if this cannot deliver the required performance

Maxim 11
• OLDGeneric maintenance policies can be developed for most types of physical asset
NEWGeneric policies should only be applied to identical assets whose operating context, functions and desired standards of performance are also identical

Stand by - Duty• However, if pump B fails, the
operators simply switch to pump C, so the only consequence of the failure of pump B is that it must be repaired. As a result, it is probable that the operators of B would at least consider letting it run to failure (especially if the failure of B does not cause significant secondary damage.)
• On the other hand, if pump C fails while pump B is still working (for instance if someone cannibalises a part from C), it is likely that the operators will not even know that C has failed unless or until B also fails. To guard against

Maxim 12• OLD
Maintenance policies should be formulated by managers and maintenance schedules drawn up by suitably qualified specialists or external contractors (a top-down approach)
NEWMaintenance policies should be formulated by the people closest to the assets. The role of management is to provide the tools to help them make the right decisions, and to ensure that the decisions are sensible and defensible
Maxim 13
• OLDThe maintenance department on its own can develop a successful, lasting maintenance programme
NEWA successful, lasting maintenance program can only be developed by maintainers and users of the assets working together

Maxim 14
• OLDEquipment manufacturers are in the best position to develop maintenance programs for new physical assets
NEWEquipment manufacturers can only play a limited (but still important) role in developing maintenance programs for new assets

Maxim 15• OLD
It is possible to find a quick, one-shot solution to all our maintenance effectiveness problems
NEWMaintenance problems are best solved in two stages: (1) change the way people think (2) get them to apply their changed throught processes to technical/ process problems - one step at a time

Tribology Principle

Tribology
• Definition-1: Science and technology of interacting surface in relative motion and of the practices related thereto
• Definition-2: Lubrication, friction, and wear of moving or stationery parts
• Impact: Industry could save considerable money by improving their lubrication, friction, and wear practices
Hamrock: Fluid Film Lubrication
Applied Tribology
Principle
• Engine can’t start without fuel, but without lubricant engine run to damage:o No relative motion - no
frictiono Friction related to
efficiencyo No friction - no wearo Wear related to endurance
Application
• Friction can be optimized depend on requirement through adjusting of:o Adhesiono Deformationo Weld – Shear - Plow
www.s3.images.com & www.mitsubishi.com

Coulomb TheoryMacro Friction Analysis
α W
tancos
sin:Condition Balance
fWF
WF
FF
f
N
f
N
f
NF
fF
Dry Lubricated Dry LubricatedSteel Steel 0.15 0.1 0.01 0.05Steel Cast Iron 0.2 0.1 0.16 0.05Steel Wood 0.55 0.1 0.35 0.055Sttel Leather 0.6 0.25 0.25 0.12
Static Friction Dynamic FrictionSurface-1 Surface-2
Holland: Tribologie

Micro Friction Analysis
• Deformation (fd)• Adhesion (fa)• Weld-Shear-Plow (fwsp)
can be optimizedto buildlowest or highest friction coefficient
Satryo Soemantri Brodjonegoro: Tribologi

Deformation
• Soft materials deform when under pressure increased resistance to motion
• Materials deform "plow" through to move creating a resistive force higher friction
www.school-for-champions.com

Adhesion
Two objects into contact: many atoms or molecules from one object are in such close proximity to
those in the other object molecular or electromagnetic forces attract the molecules of the
two materials together adhesion slide one object across the other breaking these adhesive bonds essence of friction
www.school-for-champions.com

Weld – Shear - Plow
• Pressing on contact surface of two object + Sliding motion Welding
• Surface roughness + Sliding motion Shearing
• Surface roughnes + deformation + Sliding motion Plowing
SHEARING
WELDING
PLOWING
www.gulfoil.com
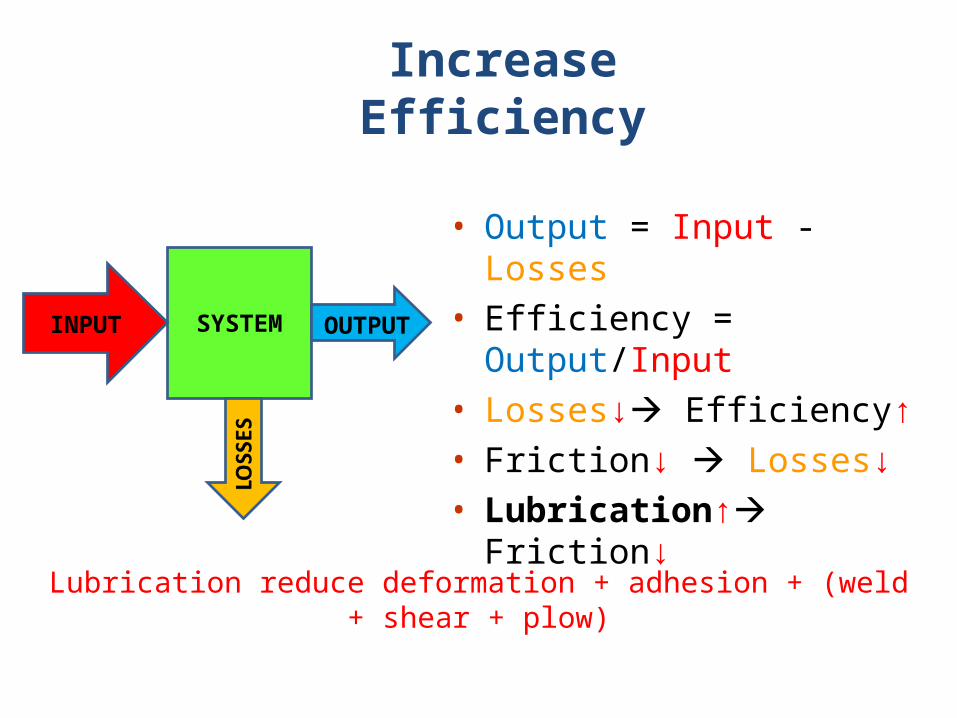
Increase Efficiency
• Output = Input - Losses• Efficiency = Output/Input• Losses↓ Efficiency↑• Friction↓ Losses↓• Lubrication↑ Friction↓
INPUT OUTPUTSYSTEM
Lubrication reduce deformation + adhesion + (weld + shear + plow)
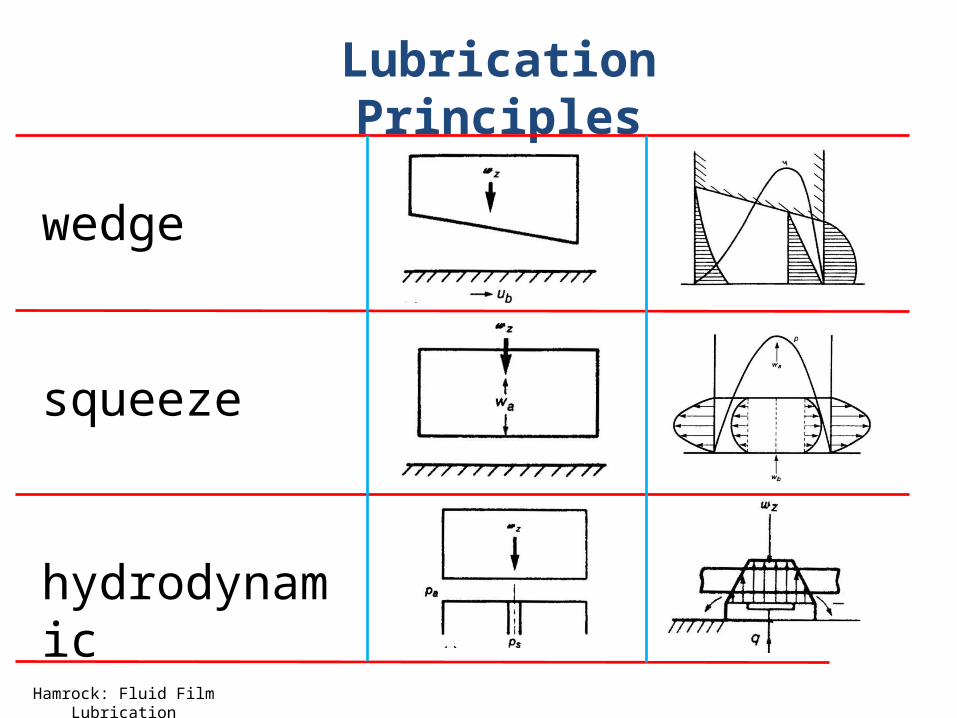
Lubrication Principles
wedge
squeeze
hydrodynamic
Hamrock: Fluid Film Lubrication

Lubricant & Lubrication
Lubricant = 3rd Body (solid / fluid / gas)

Lubricant & Clearance
● Endurance Constant Bearing Characteristic● Efficiency Lowest Friction● Lowest Friction Lowest Viscosity● Endurance + Efficiency Finest Clearance
SpeedAngular :60
2Viscosity Absolute:
Clearance:
DiameterShaft : WidthBearing:
Load:20 5 :Practice
stic)Characteri (BearingNumber Sommerfeld :
2
n
ddD
dbF
So
SodbFSo
N
N
Holland: Tribologie

Tribology Solution for 3E

Principle of Design
Emission Regulation
Engine Technology
Fuel Specification
Lubricant Specification
Low Emission
World Wide Fuel Charter (WWFC): ● Category-1 ● Category-2 ● Category-3 ● Category-4
Lubricant Classifica-tion: ● API Service ● JASO ● ISO VG ● ACEA ● …………

Principle of Implementation
Lower Emission
CxHy + O2 CO2 + H2O + Heat

Lubricant Conservation & Diversification
Low Base Oil Viscosity Additive
Qualified Lubricant
Longer Service Interval
Used Lubricant
Recycling Process
Refined Base Oil
Mineral / Synthetic Virgin
Base OilBio Virgin Base
OilWaste

Trend
• Future trend:• Endurance • Efficiency• Environment
• Tribology Solution:• Finest Clearance• Minimize Moving Parts• Lowest Viscosity
Better Quality and
Sustainability of Life

Resume• Pemenuhan target produksi akan tercapai jika reliability dan
availability tinggi• Reliability tinggi dapat diwujudkan dengan menerapkan
maintenance technique berdasarkan mode kegagalan setia komponen kritis alat berat
• Availability tinggi dapat diwujudkan dengan mengatur interval monitoring
• Reliability Centered Maintenance (RCM) dapat dipergunakan untuk mewujudkan Availability dan Reliability tinggi secara Cost Effective
• Lubricant monitoring dapat dipergunakan untuk menurunkan resiko kegagalan
• Pro-Active Maintenance dapat dipergunakan untuk menaikkan target reliability, availability dan cost effectiveness