managing director a qbd approach to freeman technology ... · ifpac annual meeting continuous...
TRANSCRIPT

Event Name © Freeman Technology Ltd, 2014
A QbD Approach to IFPAC Annual Meeting
22nd January 2014 Continuous Tablet Manufacture
Tim Freeman Managing Director
Freeman Technology

Event Name © Freeman Technology Ltd, 2014
Traditional Batch Process Flow for Tablet Manufacture

Event Name © Freeman Technology Ltd, 2014
The traditional approach to tablet manufacture…
….required each process step to be validated and fixed, and quality would be tested for, retrospectively.
But, this requires all potential variables to be consistent, batch to batch, including raw material properties, if quality is to be assured.
However, most raw material specifications for powders are inadequate. They may list particle size distribution, density, water content and some chemical properties, but never particle shape, surface texture, surface energy, elasticity, or many other parameters that are likely to be important.
These variables all influence bulk powder properties like flow, adhesion, compressibility – therefore perhaps it is not surprising that batch to batch problems are often related to variation in raw materials.
RAW MATERIALS PROCESS PRODUCT

Event Name © Freeman Technology Ltd, 2014
Process Flow for continuous tablet manufacture (wet and dry granulation)

Event Name © Freeman Technology Ltd, 2014
QbD applied to Tablet Manufacture
In both batch and continuous, a QbD approach requires a detailed understanding of the material properties and processes employed.
The relationship between material properties and process conditions determines the critical quality attributes of the tablet.
COMPRESSION MILL GRANULATE FEED RAW MATERIAL
COATING MIX (Mg.St) DRY MIX DISPENSE
Event Name © Freeman Technology Ltd, 2014
COMPRESSION MILL GRANULATE FEED RAW MATERIAL
COATING MIX (Mg.St) DRY MIX DISPENSE
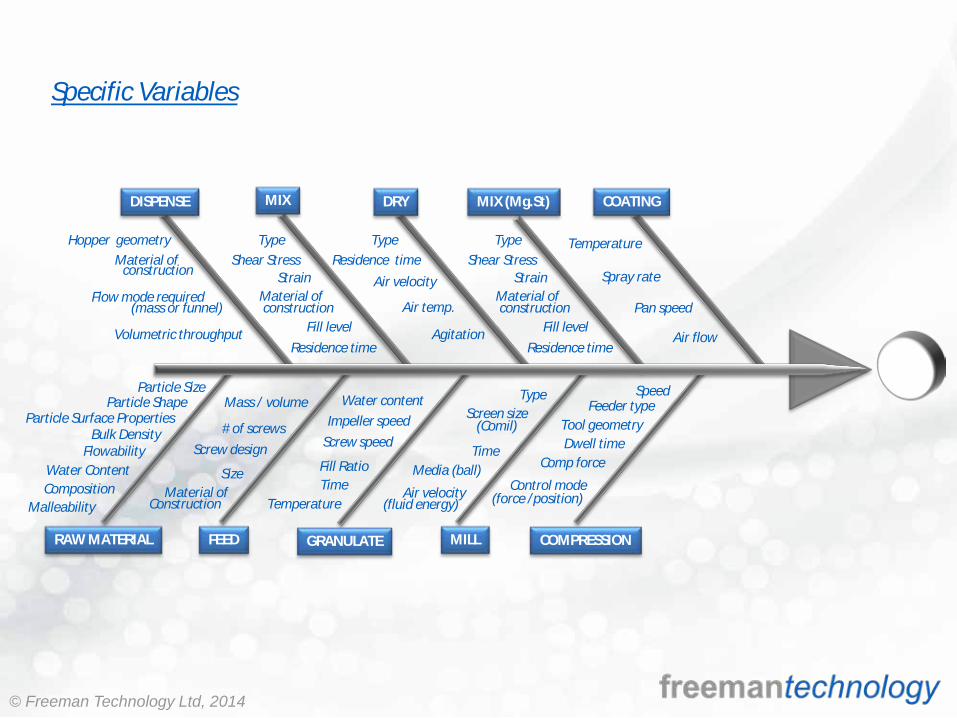
Specific Variables
Particle Size Particle Shape
Bulk Density Flowability
Particle Surface Properties
Water Content Composition
Malleability
Hopper geometry Material of
construction
Flow mode required (mass or funnel)
Volumetric throughput
Mass / volume
# of screws
Size Material of
Screw design
Construction
Water content Impeller speed
Fill Ratio Time
Screw speed
Temperature
Type Screen size
Media (ball)
Air velocity
Time
(fluid energy)
(Comil)
Speed Feeder type
Dwell time Comp force
Tool geometry
Control mode (force /position)
Type Shear Stress
Strain
Fill level
Material of construction
Residence time Air velocity
Agitation
Type
Air temp.
Residence time
Type Shear Stress
Strain
Fill level
Material of construction
Residence time
Temperature
Spray rate
Pan speed
Air flow
Event Name © Freeman Technology Ltd, 2014
COMPRESSION MILL GRANULATE FEED RAW MATERIAL
COATING MIX (Mg.St) DRY MIX DISPENSE
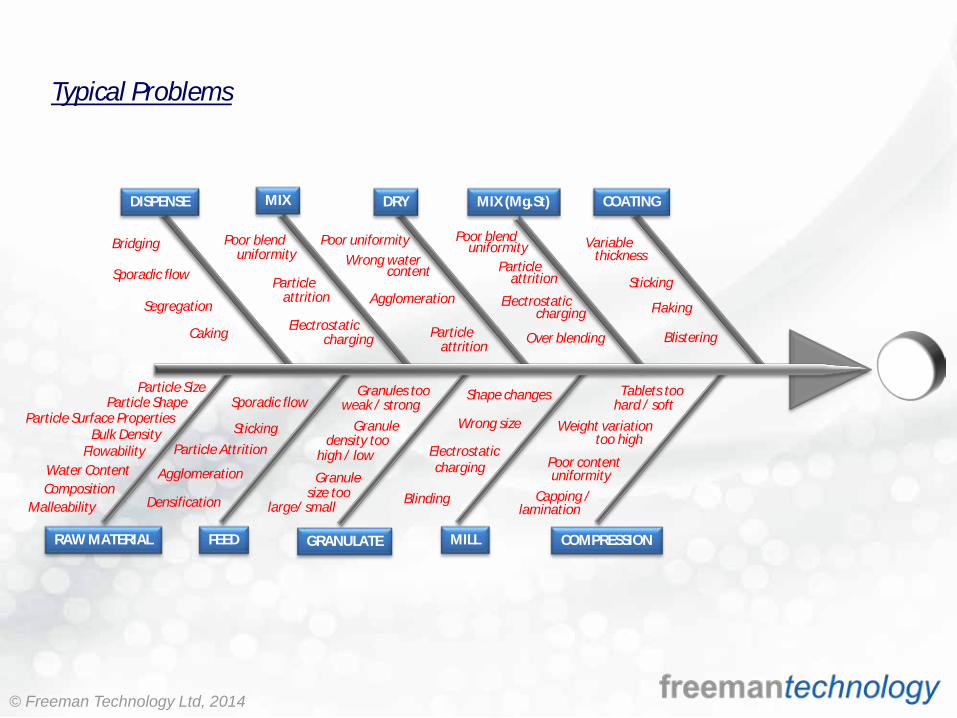
Typical Problems
Particle Size Particle Shape
Bulk Density Flowability
Particle Surface Properties
Water Content Composition
Malleability
Bridging
Sporadic flow
Segregation
Caking
Sporadic flow
Sticking
Agglomeration
Densification
Particle Attrition
Granules too weak / strong
Shape changes
Wrong size
charging Electrostatic
Poor blend
Particle
Wrong water content
Poor uniformity Variable
Sticking
Flaking
Blistering
uniformity
attrition
Electrostatic charging
Granule density too
high / low
Granule size too
large/ small
Particle attrition
Agglomeration
Poor blend
Particle uniformity
attrition
Electrostatic charging
Over blending
Blinding
Tablets too hard / soft
Weight variation too high
Poor content uniformity
Capping / lamination
thickness

Event Name © Freeman Technology Ltd, 2014
What properties are important? Are the same properties important for each process? What attribute (or attributes) dictate(s) good performance in: -
Ø Dispensing from a hopper or IBC? Ø Feeding Ø Blending Ø Wet Granulation Ø Dry Granulation Ø Compression
It is unlikely that one material attribute will be responsible for good performance in every process
So, what knowledge is required?
Material Characteristics

Event Name © Freeman Technology Ltd, 2014
A particle is discrete entity with a set of physical and chemical attributes. As an assembly, particles form powders, which are often defined with certain quality attributes, such as: -
Ø Particle Size (distribution?) Ø Bulk Density Ø Tapped Density Ø Moisture Content
Is that all we need to know to ensure consistent quality and good in-process performance through every process step?
Are we processing particles or powders?
Event Name © Freeman Technology Ltd, 2014
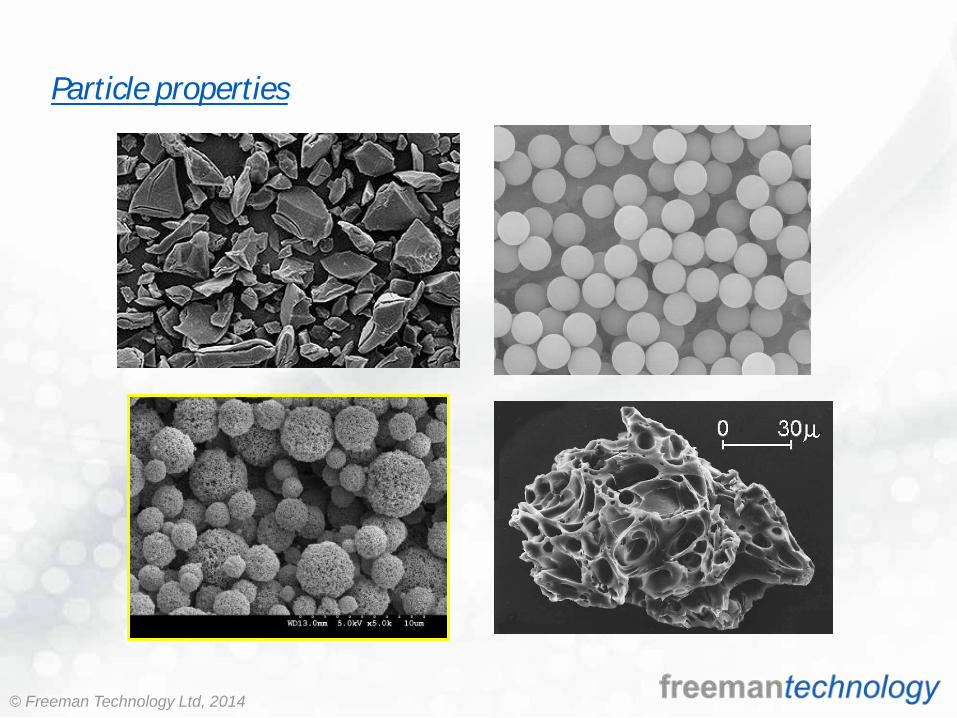
Particle properties
Event Name © Freeman Technology Ltd, 2014
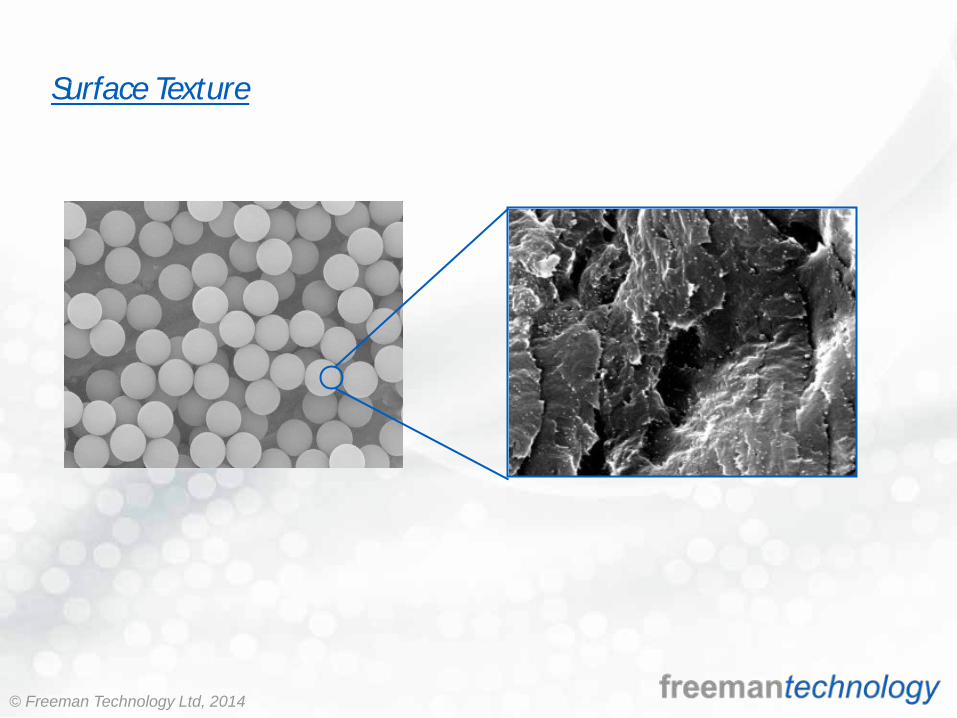
Surface Texture

Event Name © Freeman Technology Ltd, 2014
Particles are complex, and variable
Each particle possesses a set of physical and chemical properties
Ø Elasticity
Ø Plasticity
Ø Porosity
Ø Potential for electrostatic charge
Ø Hygroscopicity
Ø Hardness / Friability
Ø Amorphous content
Ø Size
Ø Shape
Ø Surface Texture
Ø Surface Area
Ø Density
Ø Cohesion
Ø Adhesion
Each will contribute to how the powder behaves as a bulk collection of particles

Event Name © Freeman Technology Ltd, 2014

Event Name © Freeman Technology Ltd, 2014
Powder Behaviour Includes…
Ø How it flows - into a die, out of a hopper, through a feeder or within a mixing process, etc. Flow properties are affected by how aerated or consolidated the powder is, and they may flow differently depending on flow rate.
Ø Compressibility – powders change density when subjected to consolidating stresses.
Ø Adhesion – may stick to containing equipment, or maybe retained within packaging (capsule / blister/ sachet).
Ø Permeability – how easily air can pass between particles. Important during high speed compression, and closed system processing.
Ø Powders are sensitive to electrostatic charge, causing poor flow, poor blend uniformity and sticking.
Ø A powder may change its characteristics if its moisture content increases. Some powders are hydrophobic, others hydrophilic.
Ø Particles may change size, shape and surface properties, if subjected to stress. Some are prone to attrition.
Powders have many behavioural characteristics and it’s these that determine their in-process performance and the quality of the finished product

Event Name © Freeman Technology Ltd, 2014
Friction between particles
Mechanisms of particle interaction and powder flow / behaviour
High Resistance
Low Resistance
Event Name © Freeman Technology Ltd, 2014
Mechanical Interlocking of Particles
Strong interlocking High force required for separation (and often breakage) of particles
Related to particle shape and stiffness
Event Name © Freeman Technology Ltd, 2014
Mechanical Interlocking of particles
Weaker interlocking Lower force required for separation of particles
Event Name © Freeman Technology Ltd, 2014
Liquid bridges between particles
Increased particle – particle adhesion

Event Name © Freeman Technology Ltd, 2014
Cohesive, inter-particulate forces
Increased particle – particle attraction
Ø Van der Waals Ø Electrostatics

Event Name © Freeman Technology Ltd, 2014
Gravitational forces
Gravity is often the only motivating force
F = mg
due to gravity “g” = acceleration

Event Name © Freeman Technology Ltd, 2014
Ø Friction Ø Particle – Particle, Particle - Wall
Ø Mechanical Interlocking
Ø Adhesion / Liquid Bridges Ø Particle – Particle, Particle - Wall
Ø Cohesion Ø Van der Waals, Electrostatics, Covalent, Magnetic
Ø Gravity Ø Often the only motive force
All mechanisms will contribute to powder behaviour to some extent
Mechanisms of Particle Interaction and Powder Flow

Event Name © Freeman Technology Ltd, 2014
Interparticulate forces (fn) are a function of: -
Ø Friction Ø Mechanical interlocking Ø Adhesion Ø Cohesion
The relationship between fn and mg depends on particle physical properties, but also the conditions imposed in the process environment
Ø When powder is in low stress state (dosing, die filling, low shear mixing), cohesive and adhesive forces are dominant in relation to powder behaviour
Ø When powder is consolidated (hopper, feeder, compression), mechanical friction and particle interlocking are most important. Cohesion still contributes to flow, but it’s effect is less significant

Event Name © Freeman Technology Ltd, 2014

Event Name © Freeman Technology Ltd, 2014
Powder required to flow under gravity.
Smooth flow rates and mass flow preferred.
Problems include blockages and channelling, leading to sporadic output (at best). Segregation may also occur.
Require suitable hopper half angle (α) and outlet diameter (B), for a given material of construction, to ensure good performance
Hopper & IBC discharging / dispensing
( )g
HBr
as1=
( ) bddpa -
--= -
sin2sin1cos
21
21

Event Name © Freeman Technology Ltd, 2014
Wall Friction between powder and hopper wall
Properties required to predict flow behaviour in hoppers
Normal Stress (σ) s1
Shear Stress (τ)
sc
FF = sc
s1
Shear Properties of the powder
s t
Normal Stress (σ)
Shear Stress (t)
φ
tW
sW
φ = tan-1 sw
tW
Event Name © Freeman Technology Ltd, 2014
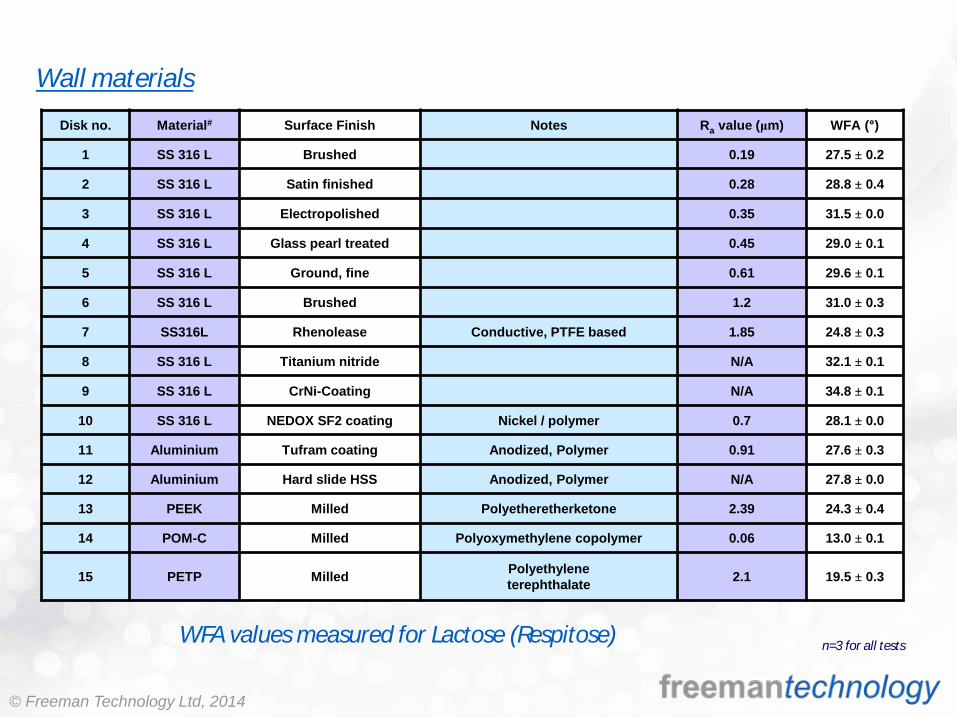
Wall materials
Disk no. Material# Surface Finish Notes Ra value (μm) WFA (°)
1 SS 316 L Brushed 0.19 27.5 ± 0.2
2 SS 316 L Satin finished 0.28 28.8 ± 0.4
3 SS 316 L Electropolished 0.35 31.5 ± 0.0
4 SS 316 L Glass pearl treated 0.45 29.0 ± 0.1
5 SS 316 L Ground, fine 0.61 29.6 ± 0.1
6 SS 316 L Brushed 1.2 31.0 ± 0.3
7 SS316L Rhenolease Conductive, PTFE based 1.85 24.8 ± 0.3
8 SS 316 L Titanium nitride N/A 32.1 ± 0.1
9 SS 316 L CrNi-Coating N/A 34.8 ± 0.1
10 SS 316 L NEDOX SF2 coating Nickel / polymer 0.7 28.1 ± 0.0
11 Aluminium Tufram coating Anodized, Polymer 0.91 27.6 ± 0.3
12 Aluminium Hard slide HSS Anodized, Polymer N/A 27.8 ± 0.0
13 PEEK Milled Polyetheretherketone 2.39 24.3 ± 0.4
14 POM-C Milled Polyoxymethylene copolymer 0.06 13.0 ± 0.1
15 PETP Milled Polyethylene terephthalate 2.1 19.5 ± 0.3
n=3 for all tests WFA values measured for Lactose (Respitose)

Event Name © Freeman Technology Ltd, 2014
Test Data for Lactose (Respitose) W
all F
rictio
n Te
sts
Shea
r Cel
l Co
mpr
essib
ility

Event Name © Freeman Technology Ltd, 2014
Effect of wall friction on hopper half angle
0
5
10
15
20
25
30
35
disk1
4dis
k15
disk7
disk1
3dis
k11dis
k12
disk1
disk1
0dis
k2dis
k4dis
k5dis
k6dis
k3dis
k8dis
k9
Hop
per H
alf A
ngle
(α),
degr
eeHopper Half Angle (α)
low WFA ¾¾® high WFA
`

Event Name © Freeman Technology Ltd, 2014
Wet Granulation
Ø Converts fine powders into larger granules. Benefits include: -
Ø Improved flow
Ø Reduced segregation
Ø Better content uniformity
Ø Improved compression properties
Ø Reduced dusting
Ø Granulation via high shear can be a batch or a continuous process
Ø In both cases, water is introduced whilst the powder is sheared
Ø Process variables: -
Ø Amount of water added
Ø Screw speed (continuous)
Ø Powder feed rate (cont.)
Ø Impeller and chopper speed (batch)
Ø Granulation time (batch)
Ø Water addition rate (batch)
Event Name © Freeman Technology Ltd, 2014
Purpose of this Study
To investigate the change in material properties of both wet
and dry granules as a function of a variation in formulation
and process configuration…..
……and to relate these material properties to tablet
characteristics

Event Name © Freeman Technology Ltd, 2014
GEA ConsiGmaTM 1 Continuous High Shear Wet Granulator and Drying
System
(photo courtesy of GEA Pharma Systems)
Process Variables (granulator)
Ø Water content
Ø Screw Speed
Ø Powder Feed Rate
Ø Barrel Temperature
Process Variables (dryer)
Ø Time
Ø Air Velocity
Ø Air Temperature
(Can also measure online NIR using Lighthouse Probe)
Event Name © Freeman Technology Ltd, 2014
FORMULATION
Two types of formulation were considered in this study: -
1) APAP – 90% API
2) DCP – 90% API
PROCESS VARIABLES
Ø Water content was varied to provide granules with different properties, from under-
granulated to over-granulated (as determined visually). Different ranges were required for
the two different formulations (APAP 8 – 17%, DCP 15 – 25%)
Ø Screw speed was varied to investigate it’s influence on granule properties. The settings
chosen were 450, 600 and 750rpm.
Ø Feed rate of dry powder feeder was also varied for a limited number of samples. Settings
were reduced from 25kg/hr (standard, and equivalent to ConsiGma 25) , to 20 and 15kg/hr.

Event Name © Freeman Technology Ltd, 2014
Granules were characterized using a Powder Rheometer
Blade
Sample in glass Vessel (typ. 10ml to 160ml)

Event Name © Freeman Technology Ltd, 2014
Force
Torque
The Powder Rheometer measures the resistance that the powder, or granules exert on the blade, as the blade forces its way through the sample.
This resistance is expressed as “Flow Energy”, which is calculated from the direct measurements of Torque and Force
(Powder not shown in either image)

Event Name © Freeman Technology Ltd, 2014
Flow Energy is influenced by (as we saw earlier): -
Ø Friction between particles / granules Ø Mechanical interlocking of particles / granules Ø Strength of capillary bonds Ø Strength of cohesive forces
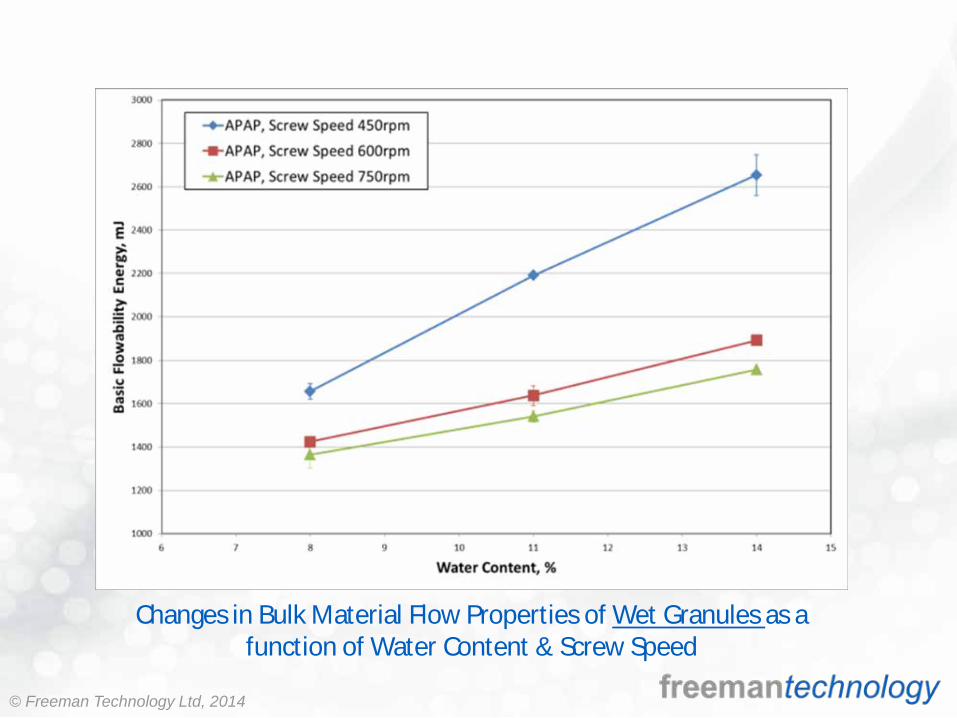
In high shear wet granulation, the addition of water and work (shear) results in larger, denser, more adhesive granules. This means that more water and more work input results in higher flow energy as granules are harder to move (denser, larger, stickier and less compressible).

Event Name © Freeman Technology Ltd, 2014
Ø Blends were mixed and loaded into the feed hopper
Ø Blends were characterised in their dry state using a range of rheometric tests
Ø Wet granules were collected directly at the outlet of the granulator and bagged,
before being measured on the rheometer
Ø Granule stability, with respect to time, was also investigated (although data not
included in this presentation)
Ø Water content, screw speed and feed rate of dry powder blend into granulator was
varied and granule properties measured
Ø Wet granules were dried on the ConsiGma drier, and then tested on the rheometer
Ø For wet granule characterisation, Basic Flowability Energy tests were used (standard
approach), whilst for dry blends (pre-gran) and dried, milled and lubricated
granules, additional Powder Rheometer methods, such as Stability, Variable Flow
Rate, Aeration and Shear Cell, were employed.
Event Name © Freeman Technology Ltd, 2014
Changes in Bulk Material Flow Properties of Wet Granules as a function of Water Content & Screw Speed

Event Name © Freeman Technology Ltd, 2014
Data for wet granules of DCP formulation showing how granules of similar properties can be manufactured using different process settings

Event Name © Freeman Technology Ltd, 2014
Data showing how the flow properties of granules from each “Condition” change as they move through the process (wet, dry, milled, lubricated)

Event Name © Freeman Technology Ltd, 2014
GEA Modul™ S Tablet Press
Tooling 7mm Round
Pre-Compression Upper Position 2.15mm
Pre-Compression Lower Position 4.82mm
Compression Upper Position 2.29mm
Compression Lower Position 4.29mm
(photo courtesy of GEA Pharma Systems)
Event Name © Freeman Technology Ltd, 2014
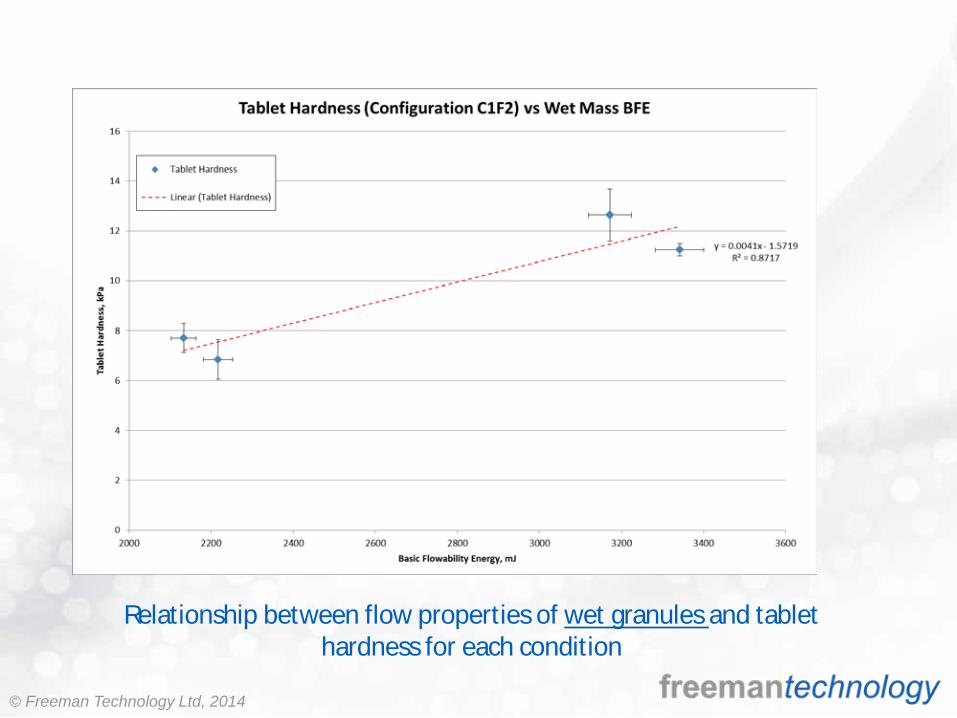
Relationship between flow properties of wet granules and tablet hardness for each condition
Event Name © Freeman Technology Ltd, 2014
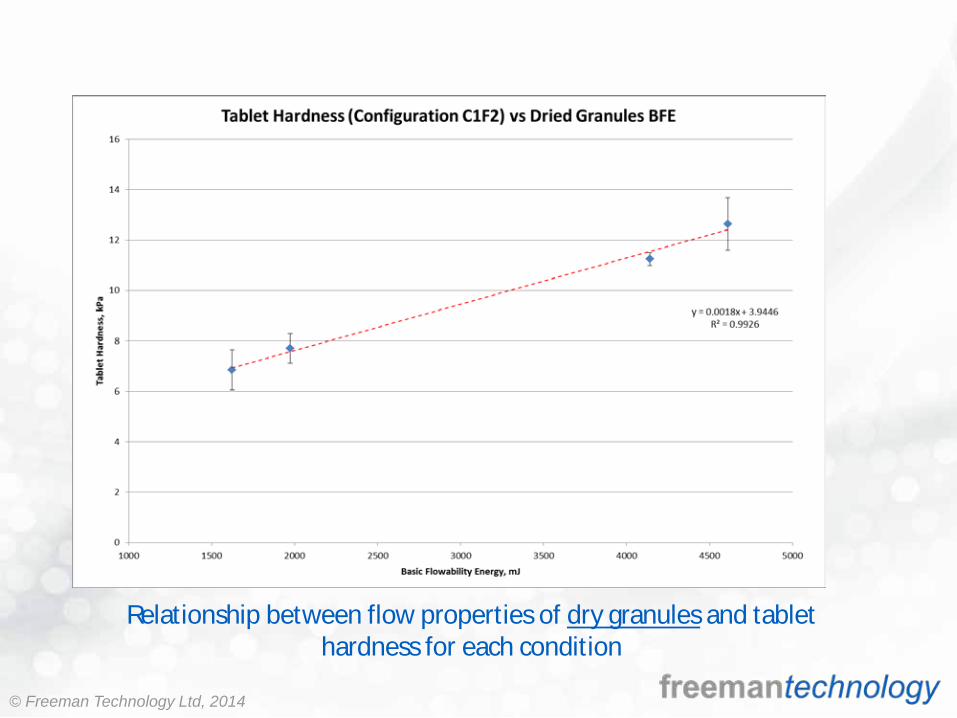
Relationship between flow properties of dry granules and tablet hardness for each condition

Event Name © Freeman Technology Ltd, 2014
Relationship between flow properties of milled granules and tablet hardness for each condition

Event Name © Freeman Technology Ltd, 2014
Relationship between flow properties of lubricated granules and tablet hardness for each condition

Event Name © Freeman Technology Ltd, 2014
Data showing the strong relationship between granule properties and a critical quality attribute of the tablet (hardness) for each type of granule (wet, dry, milled, lubricated)
Condition 1 & 2
Condition 3 & 4

Event Name © Freeman Technology Ltd, 2014
Particle Size & Shape Powder Flow & Powder
Behaviour
Malvern Morphology G3
Freeman FT4

Event Name © Freeman Technology Ltd, 2014
Overlay of the HS Circularity distributions Overlay of volume based Size distributions
Selection of particle images for FlowLac 100, Inhalac 230 and SpheroLac 100 (l to r))
Three grades of lactose

Event Name © Freeman Technology Ltd, 2014
Compressibility – percentage by which the bulk density has changed – as a function of
normal stress
Total Flow Energy as a function of repeated tests & flow rate change
Effect of Size
Effect of Shape
Effect of Size
Effect of Shape

Event Name © Freeman Technology Ltd, 2014
Conclusions 1. Powders (wet or dry) are complex materials.
2. The multiple process steps in a continuous tableting line subject raw materials and intermediates to a range of different environments.
3. Each process operation provides the opportunity to adjust settings in order to improve process efficiency and / or to alter the properties of the material leaving that stage of the process.
4. With sufficient understanding of the relevant material properties and critical process parameters, it is possible to employ a QbD approach to continuous tablet manufacture.
5. Powders have many characteristics, so single number characterization, or even a single technique is not going to thoroughly describe powder behaviour in every process – a multivariate analysis is required.
6. Each stage of the process, from initial feeding to final compression needs to function efficiently in order that product of the desired properties can be can be manufactured. Problems at any stage have the potential to translate downstream, ultimately affecting tablet properties.

Event Name © Freeman Technology Ltd, 2014
Thank you for your attention
For further information, please visit us at
Booth #202
or
www.freemantech.co.uk