managing nh3 risk in the supply chain and across end …€¦ · 3 risk in the supply chain and...
TRANSCRIPT

11
Managing NH3 Risk in the Supply Chain and Across End Use Sectors
Pre-Conference Workshop:10:15 –11:15 AM to616 (Hilton Austin)
Monday August 29, 2011
Instructor: Jerry L. Jones, PE, CSP, [email protected]
Alliance of Hazardous Materials ProfessionalsAHMP 2011 National Conference
Austin, Texas

2
AbstractNH3 is one of the largest tonnage chemicals and is extensively used in agriculture and in
many industrial applications. Its onsite storage has been the reason for filing 50% of Risk Management Plans to the EPA. Although the safety record for NH3 use has generally been quite good, accidental releases have continued to occur during the last several decades from accidents in transportation and stationary use facilities. These accidents have caused business disruptions and serious injuries in the work place and offsite to the public.
To adequately control the hazards and be prepared to respond to potential releases of NH3, appropriate risk based decisions must be made by:
– those who design/install/operate and maintain facilities with NH3, – those in government who regulate facilities and respond to hazardous materials releases, – those who work or reside near NH3 use sites.
The regulatory requirements, consumption levels, supply chain/transport network in the US for NH3, and the relative magnitude of onsite inventories will be described for the primary uses for anhydrous NH3 as a fertilizer/fertilizer intermediate, and in various industry sectors—chemicals, metals, electric power, pulp and paper, bioprocessing, electronics, water utilities, food processing and commercial refrigeration.
The history and causes for accidental releases will be discussed and examples given of various changes made related to chemical substitution (aqua ammonia, urea), engineering controls (binary fluid refrigeration, ammonia containment, exhaust gas scrubbers), and administrative controls (improved mechanical reliability/integrity, system lockout procedures) to more effectively manage the risks and mitigate potential consequences from releases.
33
Topics Addressed1. Physical Properties, Hazards and Accident History with NH3
2. Overview of Regulations and Standards for NH3
3. Anhydrous NH3 Supply Chain and Uses/Site Inventories
4. Anhydrous NH3 Refrigeration Systems
Overview of US production/storage/transport/use
NH3 and fertilizer production and use in agriculture
Chemicals and polymers Pulp and paper
Power plant NOx control Bioprocesses
Steel and nitriding Electronics industry
Water disinfection Other uses
44
Physical Properties/Characteristics of NH3:• Physical State: Gas at ambient conditions• Boiling point (at 1 atm): -28°F Freezing point (at 1 atm): -108°F• Vapor density relative to air (air = 1) ~ 0.6• Odor: Strong, penetrating & pungent • Appearance: Colorless liquid or gas
• Highly soluble in water and strongly alkaline when dissolved in water• Liquid anhydrous ammonia density: ~42.6 lbs/ft3 or 5.7 lbs/gal (at -28°F)
(1 ft3 of liquid if evaporated would form almost 1,000 ft3 of vapor at 70 oF)• Moist ammonia: will react with (corrode) copper or brass valves/piping
• Thermal stability: very stable, dissociates slightly at at 800 to 900°F• Heat of Combustion: ~8,000 BTU/lb• Flammability Limits*: 15% (LFL) to 28% (UFL) (compare to hydrocarbon
gases that have LFL-UFL ranges from 2 to 15%) • Minimum ignition energy* (MIE) = 680 mJ (very high relative to low
molecular weight hydrocarbon refrigerant gases such as propane and butane, both with reported ignition energies of 0.25 mJ)
* Source of LFL, UFL and MIE values: NFPA 497 (2008)

55
Pressure Hazards and Reducing Risks of NH3Vapor Releases
Where aqua NH3 is technically an option and can be cost effectively used, it is much less of a pressure hazard and vapor release hazard.
The vapor pressure of anhydrousNH3 and aqua NH3 solutions are much different as shown on the next two slides.
Ruptured Ammonia Hose Source: M.P. Jeppeson, “Anhydrous Ammonia, Health and Safety Issues”, ASSE conference paper (June 2009) A black hose filled with anhydrous NH3 (both
ends closed by valves) and heated in sunlight to 115 oF will develop an internal pressure of ~ 250 psig. All lines and vessels need to have pressure relief methods.

66
Physical Properties: Pressure Hazard(Vapor Pressure / Temperature Relationship for Anhydrous NH3 )
Temperature0F
Vapor Pressurepsig
-28 0(~15 psia)
68 ~ 100(~115 psia)
100 ~ 200(~ 215 psia)
115 ~ 250(~265 psia)
130 ~315 psig(~330 psia)
Very large capacity storage facilities with capacities on the order of 100 million lbs (at NH3synthesis plants for product storage or distribution terminals) use refrigerated storage tanks operating at -28 0F and near atmospheric pressure (individual tanks with > 10 million gallons capacity) with onsite refrigeration systems using evaporated ammonia vapor from tanks in the refrigeration loop.
Smaller capacity facilities store liquid ammonia at ambient temperatures and under pressure (up to ~ 250 psig) and have pressure rated storage tanks with capacities up to 50,000 gal (~ 250,000 lbs).

77
• 5 to 20 ppm: most individuals detect the odor within this range
• 125 ppm: irritation and tearing begins within a minute or so of exposure
• 300 ppm: concentration in air considered to be Immediately Dangerous to Life and Health (IDLH) (The IDLH is based on the statement by AIHA [1971] that exposures to 300 to 500 ppm for 30 to 60 minutes have been reported as a maximum short term exposure tolerance [Henderson and Haggard 1943] )
• 700 ppm: immediate irritation with tears to eyes within seconds of exposure but still breathable
• 1,000 ppm: Eyes streaming with tears instantly and vision impaired, but not lost. Breathing intolerable to most. Skin irritation experienced by most.
• 1,500 ppm: Instant reaction is to get out, escape from area. (Scandinavian groups have used emergency planning level limit for 5 minutes exposure in the range of 1200 to 1500 ppm.) Causes respiratory spasms and coughing to occur.
• Lethal concentration: LC 50 = 4,000 ppm (Santa Clara County Toxic Gas Ordinance)Note: Information in literature on lethal concentrations in air may differ depending on a number of factors such as
exposure duration. Range of 5,000 to 10,000 ppm reported to be fatal by Mulder and Van der Zahm (1967). Also see ASHRAE paper on EPA website-- http://www.epa.gov/ozone/snap/refrigerants/safety.html
Human Reaction to NH3 Concentrations in Air
88
Description of Injuries to Workers Exposed to Anhydrous NH3 in a Meat Processing Facility in the USA fatal accident occurred in 2001 during maintenance of a wiped surface heat
exchanger cooled by liquid NH3 located at a large sausage/meat processing plant in the US with 1,650 workers.
The estimated quantity of liquid ammonia released (at a pressure of 125 psi) from the cooling system was ~390 lbs. The total quantity of ammonia onsite in the recirculating ammonia cooling systems was ~250,000 lbs.
One worker died due to massive skin and extensive airway burns due to exposure to anhydrous ammonia. The coroner commented that the employee who died had his airway swollen shut as a result of the contact with ammonia.
A second employee also had a significant exposure and was permanently blinded in both eyes. After the accident the injured employee had both corneas replaced. It was stated that he will never return to work but hopes to provide safety and health training to other employees who with ammonia.
Source: Morton,K., “OSHA Compliance Issues—Fatal Exposure to Anhydrous Ammonia in Food Processing Facility”, Journal of Occupational and Environmental Hygiene (2005)

99
Statement by Leader of Chemical Safety Board Concerning Frequency of NH3 Releases in US
In August 2010 CSB Chairperson Rafael Moure-Eraso stated:
“We are seeing too many ammonia releases in our daily incident reviews. Though many are “small” releases, a high consequence accident that causes multiple injuries to members of the public is a serious one that warrants our examination…”
Based on the CSB’s monitoring of media reports there were four high consequence incidents involving the release of anhydrous ammonia which led to a total of six fatalities in 2009:
• May 14, 2009: American Cold Storage, Louisville, KY – 2 fatalities• June 20, 2009: Mountaire Farms, Lumber Bridge, NC – 1 fatality• July 15, 2009: Tanner Industries, Swansea, SC – 1 fatality on nearby
highway• November 16, 2009: CF Industries, Rosemount, MN – 2 fatalities

1010
Examples of Incidents in 2009 & 2010Facility Type
& YearDescription of Accidental Release
Cold Storage Warehouse(May 2009)
Louisville Fire Chief Greg Frederick said hazmat crews responded to the scene and determined there was an active anhydrous ammonia leak in the building and found two seriously injured victims.The victims were identified as Damon Shanks, 34, and Robert Corbin, 59. The coroner said both died due to exposure to anhydrous ammonia gas. http://www.wlky.com/r/19453816/detail.html
Poultry Processing Plant(June 2009)
Ammonia was released through a break in a high-pressure refrigeration line at the Mountaire Farms poultry plant (chicken slaughtering and processing) in Lumber Bridge, North Carolina. The release killed a mechanic, injured at least six co-workers, and caused the evacuation of as many as 40 employees at the facility.http://www.charlotteobserver.com/573/story/795027.html~27,000 lbs of ammonia in the refrigeration system www.RTKNET.org
Poultry frozen storage and distribution center(Aug 2010)
“Five people were hospitalized in intensive care Tuesday as federal investigators sought the cause of an ammonia leak a day earlier in a plant that freezes chickens.” (ABC News)The CSB is investigating an anhydrous ammonia release at the Millard Refrigerated Services, a warehouse and distribution center in Theodore, Alabama, 15 miles south of Mobile where more than 130 members of the public sought medical attention…

1111
Topics Addressed1. Physical Properties, Hazards and Accident History with NH3
2. Overview of Regulations and Standards for NH3
3. Anhydrous NH3 Supply Chain and Uses/Site Inventories
4. Anhydrous NH3 Refrigeration Systems
Overview of US production/storage/transport/use
NH3 and fertilizer production and use in agriculture
Chemicals and polymers Pulp and paper
Power plant NOx control Bioprocesses
Steel and nitriding Electronics industry
Water disinfection Other uses
1212
US EPA NH3 Reporting Requirements
Anhydrous NH3 (CAS #7664-41-7) is currently classified by the U.S. EPA as an extremely hazardous substance (SARA Title III, Sec. 302). It is included on the following SARA Title III lists:
• Reportable Quantity List (Section 304) -Chemicals on this SARA Title III list require notification to EPA and state and local agencies of releases in excess of the reportable quantity of 100 pounds.
• Extremely Hazardous Substance List (Section 302) - Chemicals on this SARA Title III list, at facilities with quantities in excess of the Threshold Planning Quantity (TPQ), are subject to SARA Title III requirements, which mandates numerous reporting and planning provisions (e.g. Risk Management Plans or RMPs). The TPQ of ammonia is 10,000 pounds
• Toxic Release Inventory (REI) (Form R Reporting) - Section 313 -Chemicals on this SARA Title III list are subject to the Emergency Planning and Community Right-to-Know Act of 1986 annual TRI reporting.
• Emergency Planning - 40 CFR Part 355 Facilities that have ammonia at or above 500 pounds must report to their LEPC and SERC and comply with certain requirements for emergency planning.

1313
US OSHA PSM and EPA RMP Requirements
• OSHA’s Process Safety Management (PSM) standard (29 CFR 1910.119*) applies for quantities of NH3 > 10,000 lbs and provides guidelines for a comprehensive program developed by employees and management at facilities to ensure that proper safety, maintenance and operating procedures are followed, and thereby minimizing potential hazards. PSM incorporates ANSI/ ASHRAE Standard 15, Safety Standard for Refrigeration Systems.
• Facilities affected by OSHA’s PSM are also affected by EPA’s Risk Management Program (RMP), which is intended to prevent, detect and respond to accidental releases of hazardous chemicals and to inform local communities of the risks. NH3 Inventory sas the reason for ~ 50% of Risk Management Plans Submitted to US EPA (2000)
Note: Also see OSHA PSM compliance for ammonia refrigeration systems (2006)
http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=INTERPRETATIONS&p_id=25576
14
EPA Enforcement of General Duty Clause(GDC) of the Clean Air Act
• In the Clean Air Act Amendments of 1990, Congress enacted Section 112(r)(1) known as the General Duty Clause that makes owners and operators of facilities using regulated and other extremely hazardous substances* responsible for ensuring that their chemicals are managed safely.
• The GDC applies even if a RMP is not required.
• Penalties of up to $37,500 per day for each violation of the GDC.
* Chemicals listed in 40 CFR 68, or any other chemicals which may be considered extremely hazardous.

1515
Examples of Standards, Guidance & Training Resources
American Society of Heating, Refrigerating, and Air-Conditioning
EngineersANSI/ASHRAE 15-2007 AND ANSI/ASHRAE 34-2007 PACKAGE Safety Standard for Refrigeration Systems/ Designation and Safety Classification of RefrigerantsEstablishes safeguards for life, limb, health, and property and prescribes safety requirements. Provides an unambiguous system for numbering refrigerants and assigning composition-designating prefixes for refrigerants.
Refrigerating Engineers and Technicians Association (RETA)
AIChE CCPS Guidelines Books On Process Safety
ANSI K61.1 American National Standard: Safety Requirements for the
Storage and Handling of Anhydrous Ammonia
NFPA 70 National Electrical Code (500.5)2007 CA Mechanical Code
2007 CA Fire Code
National Fire Protection Association (NFPA-472)
Standard for Professional Competence of Responders to Hazardous Material Incidents
OSHA 29 CFR 1910.111: Standard for Storage and Handling of Anhydrous NH3
16
OSHA Expects Compliance with Industry Consensus Standards—Storage & Handling Facilities Example
In 29 CFR 1910.111, the standard for storage and handling of anhydrous NH3, OSHA incorporates by reference:
– The Boiler and Pressure Vessel Code, Section VIII, Unfired Pressure Vessels of the American Society of Mechanical Engineers (ASME)
– The American National Standard for the Storage and Handling of Anhydrous Ammonia, ANSI K61.1,
– Fertilizer Institute Standards for the Storage and Handling of Agricultural Anhydrous Ammonia, M-1,
– Refrigeration Piping Code, American National Standards Institute, B31.5– Non-refrigerated piping--American Society for Testing and Materials (ASTM) A-
53-69 Grade B Electric Resistance Welded and Electric Flash Welded Pipe– American Society for Testing and Materials (ASTM) A47-68, ASTM 395-68, or
ASTM A126-66 Class B or C– Joint Agricultural Ammonia Institute - Rubber Manufacturers Association
Specifications for Anhydrous Ammonia Hose– API Standard 620, Recommended Rules for Design and Construction of Large,
Welded, Low-Pressure Storage Tanks– Compressed Gas Association (CGA) S-1, Part 3, Safety Relief Device Standards
for Compressed Gas Storage Containers
* http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=STANDARDS&p_id=9757

1717
Topics Addressed1. Physical Properties, Hazards and Accident History with NH3
2. Overview of Regulations and Standards for NH3
3. Anhydrous NH3 Supply Chain and Uses/Site Inventories
4. Anhydrous NH3 Refrigeration Systems
Overview of US production/storage/transport/use
NH3 and fertilizer production and use in agriculture
Chemicals and polymers Pulp and paper
Power plant NOx control Bioprocesses
Steel and nitriding Electronics industry
Water disinfection Other uses
1818
NH3 consumption in the US ~16 x 106 mt/yr (avg. of ~ 90 x 106 lbs/d)
~ 90% of demand for agricultural uses
~ 20% is applied in fields directly as anhydrous NH3 or as NH4OH solution,
~ 70% converted to urea, ammonium sulfate, ammonium nitrate, or diammonium phosphate produced from NH3.
~ 10% is used for other purposes such as:
– Chemical synthesis (nitrogen containing compounds & polymers)
– Pulp & paper production
– NOx control (from fuel combustion with SCR systems)
– Nitrogen source and pH control for bioprocesses (e.g. fermentations)
– Water disinfection (with chlorine)
– Electronics industry (materials synthesis and cleaning)
– Metals processing
– Refrigeration systems
Source: USGS Mineral Commodity Summaries, Jan-09 http://minerals.usgs.gov/minerals/pubs/commodity/nitrogen/mcs-2009-nitro.pdf
Because application in agriculture of NH3or other nitrogen fertilizers (based on NH3) is done during only certain short time periods, large inventories of fertilizers are built to meet peak demand.

1919
Facilities for Producing, Storing, Distributing and Using Anhydrous NH3
Types of Stationary Facility NH3 InventoryNH3 synthesis and often co-located nitric acid and fertilizer facilities (urea, ammonium nitrate, phosphate, or sulfate)
107 to 108 lbs(10 - 100 million lbs)
Large NH3 bulk storage terminals (refrigerated atmospheric pressure storage tanks), some with co-located chemical ops:
–Pipeline terminals and river barge terminals (~ 40+ sites) –Ocean vessel terminals (~10 sites)
~108 lbs(~100 million lbs)
Large chemical plants chemically converting NH3 to non-volatile ammonia fertilizers and chemicals or polymers
106 to 107 lbs(1 - 10 million lbs)
Local NH3 distribution centers/small fertilizer plants (including aqua ammonia solution production/distribution, power plant NOx control units, industrial refrigeration systems metal treating, pulp and paper mills)
103 to 106 lbs(1,000 - 1 million lbs)
Chemical hazards in terms of onsite inventories vary by orders of magnitude.

2020
US Transport of Anhydrous NH3
Rail Tank Cars (>105 lbs each)Rail tank cars can carry 80 tons each of NH3 (160,000 lbs).In 2007, there were > 49,000 rail shipments of anhydrous NH3,delivering ~ 4 million tons.
Tank Trucks (>104 lbs each) Truck cargo tanks carry 20 tons each of NH3 (40,000 lbs). In 2007, truck cargo tanks carried ~4 million tons of product in ~200,000 deliveries.
PipelinesIn 2007, ~ 4.3 million tons of anhydrous NH3 were transported by pipeline from TX/OK and LA.
NH3 “Nurse Tanks (> 5,000 lbs each) In 2003 ~ 200,000 tanks deliver ~ 4 million tons to fields. Ship unloading at Agrium in W. Sacramento, CA
http://www.agrium.com/company_profile/our_operations/799.jsp
Ships (>107 lbs each) Capacities to 30,000 tons each (60 million lb)
Barges (>106 lbs each)In 2007 ~ 1.7 million tons of NH3 were transported by barge with capacities up to 2,500 tons (5 million lbs).
Source: Fertilizer Institute, http://www.tfi.org/publications/transportpolicy.pdf
Top 5 states using anhydrous NH3 in fields: Iowa, Illinois, Kansas, N. Dakota & Minn..

2121
~ 10 Bulk Storage Terminals in US for Ocean Tanker Deliveries of Anhydrous NH3 with West Coast Facilities Listed Below
Organization / Location Anhydrous NH3 Storage Capacities
Agrium US Inc., West Sacramento, CA ~79,000,000 lbs*
California Ammonia Company, Stockton, CA ~80,000,000 lbs*
J. R. Simplot Co., Portland OR ~101,000,000 lbs*
Refrigerated storage at “atmospheric pressure
(< 1psig)
Sources: www.RTKNET.org, Simplot

2222
Example of Anhydrous NH3 Terminal Located on the Mississippi River
The Pine Bend Ammonia Terminal is located in east central Minnesota (Rosemount) near Minneapolis on the Mississippi River. The terminal receives ammonia via barge on the Mississippi River and rail on the Union Pacific line. It ships ammonia to customers via truck.The facility has two refrigerated storage tanks with a total storage capacity of ~60,000 tons or ~120 million lbs.
Sources: http://www.cfindustries.com/DFPineBendTerminal.htm ;
www.rtknet.org; http://www.startribune.com/local/south/70429692.html?elr=KArks:DCiUocOaL_nDaycUiacyKUUr
This site was the scene of a fatal accident on November 16, 2009. A 31 year old truck driver involved with a tanker truck filling operation was killed and another truck driver seriously injured from a truck hose connection failure and leak of anhydrous NH3. The flow to the truck was quickly stopped and no offsite impacts were reported.

23
Impact Mitigation Methods to Minimize Impacts from NH3 Releases
There are two methods generally practiced to minimize the size of anhydrous NH3 vapor plumes downwind from an NH3 release and the efficacy of each is dependant upon the storage conditions of the NH3 at the time of the release:
• Secondary containment (effective for NH3 stored at atmospheric pressure at its boiling point of –28oF)
• Vapor suppression with water sprays/fog (effective for NH3 stored at elevated pressure)
Notes: Both above methods should be effective for mitigating aqua NH3 spills as is dilution to further reduce
the vapor pressure of ammonia over the solution.Emergency response plans also include provisions for warning residents of the threat, providing
training on shelter in place, and instituting a system to notify residents at risk of a release and to provide instructions concerning evacuation or shelter in place.

24
Impact Mitigation to Reduce Impacts from Releases of Anhydrous Cold NH3
Atmospheric pressure/low temperature storage tank releases: Secondary containmentminimizes the surface area of the spill. This results in less rapid boil off from the pool and the evaporation cools the spill and further reduces the boil off rate. Modeling results reported by Terra Industries and other ammonia producers and terminal operators indicate that the downwind distance impacted by such a release can be reduced by roughly an order of magnitude with properly designed secondary containment.
Worst Case Scenario Release of Total Contents of Cold NH3 Storage Tank (30,000 tons) in 10 Minutes (Modeled with and without secondary containment using RMP*COMP )
Topic Considered Without Secondary Containment
With Secondary Containment
Distance to toxic endpoint (200 ppm)
>25 miles <3 miles
Affected population > 100,000 < 1,000
Risk assessment severity factor
1 4
Source of photo and modeling results: Jim Schellhorn, Terra Industries Inc., Emergency Response for Large Scale Ammonia Releases, American Institute of Chemical Engineers Ammonia Safety Symposium (September 2009)
2525
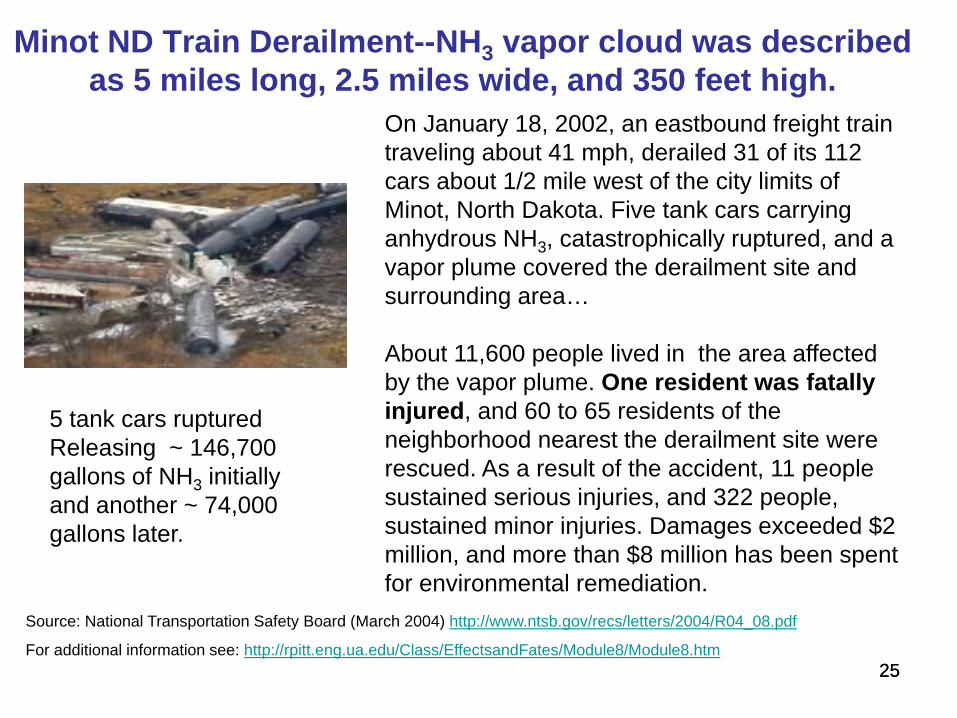
Minot ND Train Derailment--NH3 vapor cloud was described as 5 miles long, 2.5 miles wide, and 350 feet high.
On January 18, 2002, an eastbound freight train traveling about 41 mph, derailed 31 of its 112 cars about 1/2 mile west of the city limits of Minot, North Dakota. Five tank cars carrying anhydrous NH3, catastrophically ruptured, and a vapor plume covered the derailment site and surrounding area…
About 11,600 people lived in the area affected by the vapor plume. One resident was fatally injured, and 60 to 65 residents of the neighborhood nearest the derailment site were rescued. As a result of the accident, 11 people sustained serious injuries, and 322 people, sustained minor injuries. Damages exceeded $2 million, and more than $8 million has been spent for environmental remediation.
Source: National Transportation Safety Board (March 2004) http://www.ntsb.gov/recs/letters/2004/R04_08.pdf
For additional information see: http://rpitt.eng.ua.edu/Class/EffectsandFates/Module8/Module8.htm
5 tank cars rupturedReleasing ~ 146,700 gallons of NH3 initially and another ~ 74,000 gallons later.

26
Impact Mitigation to Reduce Impacts from Anhydrous NH3
Releases from Pressurized Vessels/Lines
NH3 released from a pressurized vessel or line is rapidly cooled by “expansion cooling” as it exits the pressured container. A large portion of the released NH3 under such conditions is in the form of a dense or neutrally buoyant gas cloud comprised of a mixture of NH3 vapor, liquid NH3 droplets and water condensed from the atmosphere. This “dense cloud” containing NH3 travels downwind near the ground and may be readily absorbed by a properly designed water spray/fog NH3 vapor suppression system. Terra reported their field test results that found NH3 concentration directly behind a team of responders applying water fog spray with hand-held hose lines to be essentially non-detectable even when the team was within a few feet of the release point.
Source of photo and field test information: Jim Schellhorn, Terra Industries Inc., Emergency Response for Large Scale Ammonia Releases, American Institute of Chemical Engineers Ammonia Safety Symposium (September 2009)
2727
July 2009 Incident:Motorist Died in an NH3 Vapor Cloud on a
Highway in South CarolinaDescription of Accidental Release from an
NH3 tank truck (July 2009)Ms. Ginyard died and more than a half-dozen other people were treated at a hospital after ~ 7,000 lbs of anhydrous NH3 leaked out of a tanker truck in South Carolina. The tanker truck was unloading anhydrous ammonia at a Tanner Industries distribution site when a hose connecting the truck to a storage tank ruptured. One of the truck’s drivers used an emergency shut off valve to stop the release. The ammonia quickly evaporated and created a plume of toxic vapor that drifted across nearby highway U.S. 321. Ms. Ginyard was traveling down US highway 321 at the time and drove into the vapor cloud and was overcome by the fumes and died. The SC Dept. of Health and Environmental Control reported that the wrong type of hose was used to transfer ammonia.
News stories available at: http://www.cnn.com/2009/US/07/15/south.carolina.ammonia/
http://www.thestate.com/2010/12/15/1606253/fatal-spill-brings-91000-fine.html
Ammonia leak killed Jacqueline Ginyard, a 38-year-old motorist whose car was enveloped in the toxic cloud as she drove to work.
2828
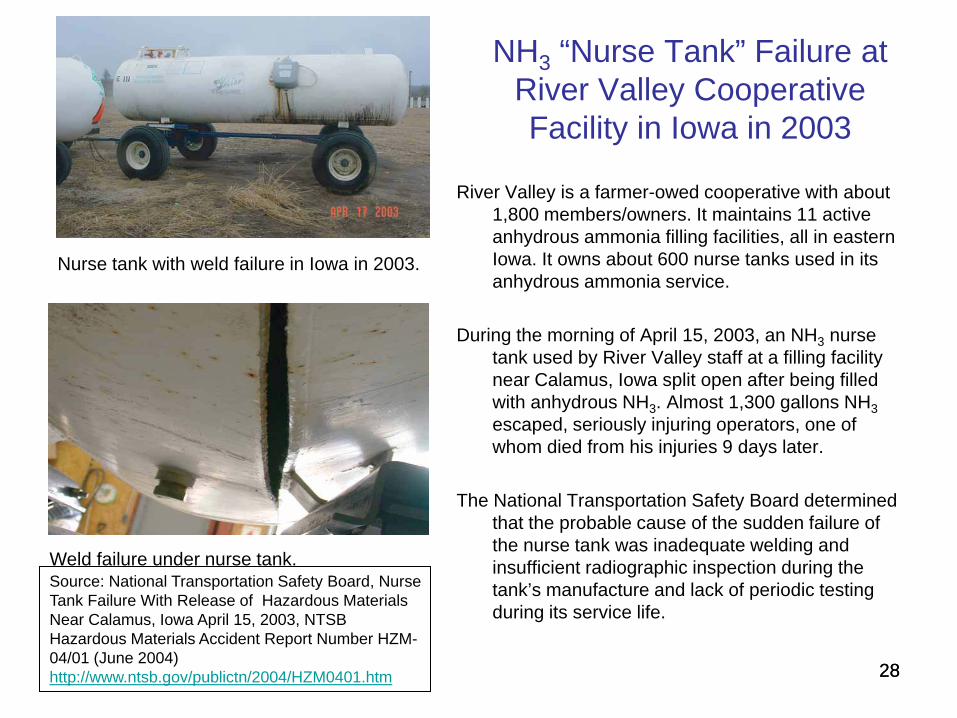
NH3 “Nurse Tank” Failure at River Valley Cooperative Facility in Iowa in 2003
River Valley is a farmer-owed cooperative with about 1,800 members/owners. It maintains 11 active anhydrous ammonia filling facilities, all in eastern Iowa. It owns about 600 nurse tanks used in its anhydrous ammonia service.
During the morning of April 15, 2003, an NH3 nurse tank used by River Valley staff at a filling facility near Calamus, Iowa split open after being filled with anhydrous NH3. Almost 1,300 gallons NH3escaped, seriously injuring operators, one of whom died from his injuries 9 days later.
The National Transportation Safety Board determined that the probable cause of the sudden failure of the nurse tank was inadequate welding and insufficient radiographic inspection during the tank’s manufacture and lack of periodic testing during its service life.
Source: National Transportation Safety Board, Nurse Tank Failure With Release of Hazardous Materials Near Calamus, Iowa April 15, 2003, NTSBHazardous Materials Accident Report Number HZM-04/01 (June 2004) http://www.ntsb.gov/publictn/2004/HZM0401.htm
Nurse tank with weld failure in Iowa in 2003.
Weld failure under nurse tank.

2929
NH3 “Nurse Tank” Failure at River Valley Cooperative–
Injuries to EmployeesBoth nurse tank loaders suffered chemical burns over
more than 50 percent body surface area, eye injuries, and airway/lung injuries due to anhydrous ammonia inhalation exposure. The loader who had been on the loading platform when the tank fracture occurred died as a result of inhalation injuries.One River Valley tank loader was standing
on the loading platform, while the other had backed a pickup truck up to the full nurse tank and was standing at the back of the pickup truck hooking the nurse tank to the truck. Suddenly, the nurse tank shell split open at the bottom of its front half. The pressure of the escaping gas made several holes in the gravel lot surrounding the platform; the largest was about 7 feet long, 5 feet across, and 30 inches deep.Source: National Transportation Safety Board, Nurse Tank Failure With Release of Hazardous Materials Near Calamus, Iowa April 15, 2003, NTSBHazardous Materials Accident Report Number HZM-04/01 (June 2004) http://www.ntsb.gov/publictn/2004/HZM0401.htm

3030
Benefit versus Risk: NH3 Use to Reduce Emissions of Nitrogen Oxides from Fossil Fuel Fired Power Plants
Another important beneficial use of ammonia is as a reactant in a catalytic process to eliminate nitrogen oxide pollutants from power plant stack gases:
NO + NH3 + ¼ O2 → N2 + 1.5 H2O
6 NO2 + 8 NH3 → 7 N2 + 6 H2O
2 NO2 + 4 NH3 + O2 → 3 N2 + 6 H2O
Source: H Balentine, “PHA & Offsite Consequence Analysis”, CA Unified Program Conference (2007)

3131
Examples of SCR NOx Control Units at Power PlantsOrganization / Location NH3 Storage Amounts
Northern California Locations:POSDEF Power Co., Stockton, CA ~ 100,000 lbs anhydrous NH3*
Air Products, Co-generation Plant, Stockton, CA ~ 95,000 lbs anhydrous NH3 *
Calpine, Delta Energy Center, Pittsburg, CA ~ 73,000 lbs anhydrous NH3 *
Calpine, OLS Energy Agnews, San Jose, CA ~ 62,0000 lbs anhydrous NH3 *
Northern California Power Agency, Lodi, CA ~ 55,000 lbs anhydrous NH3 *
GWF East Third Power Plant, Pittsburg, CA ~ 50,000 lbs anhydrous NH3 *
GWF Loverage Rd. Power Plant, Pittsburg, CA ~ 50,000 lbs anhydrous NH3 *
Carson Energy Co-Generation Plant, Sacramento, CA ~ 40,000 lbs anhydrous NH3 *
Carson Energy SCA Co-Gen Plant II, Sacramento, CA ~ 22,000 lbs NH3 in 29.4 % solution *
Mirant Potrero Power Plant, San Francisco, CA ~ 44,000 lbs NH3 in 29.4 % solution *
Calpine, Los Medanos Energy Center, Pittsburg, CA ~ 31,000 lbs NH3 in 24.5% solution *
University of California San Francisco, San Francisco, CA ~ 17,500 lbs NH3 in 29.5 % solution *
Locations in Southern US: Gorgas Elec. Gen. Plant, Alabama Power, Parrish, AL (700 MW coal-fired) ~ 413,000 lbs anhydrous NH3 *
Barry Elec. Gen. Plant, Ala. Power, Bucks, AL (2,657 MW, coal & gas) ~ 483,000 lbs anhydrous NH3 *
Plant Bowen, Georgia Power, Cartersville, GA (3,160 MW, coal-fired) ~ 2,100,000 lbs anhydrous NH3*
Plant Wansley, Georgia Power, Carrollton, GA (1,779 MW, coal-fired) ~ 2,800,000 lbs anhydrous NH3*
JH Miller Gen. Plant, Ala.Power, Quinton, AL (2,640 MW coal-fired) ~ 3,400,000 lbs anhydrous NH3 *
* Source: www.RTKNT.org (the online Right-To-Know Network),

3232
Alternative Supplies of NH3 for Selective Catalytic Reduction (SCR) of NOx
* For example of urea supply system see http://www.ftek.com/pdfs/TPP-551.pdf
Options for supplying NH3 for SCR:
•Anhydrous NH3-- Generally the most cost effective but safety concerns in transporting, storing and dispensing with systems that consume thousands of lbs per hour at peak power production
•Aqua NH3-- Ammonium hydroxide solution that is evaporated to release NH3
•Urea*: Generate NH3 onsite by heating urea that decomposes at slightly below 300 oF
CO(NH2)2 NH3 + HNCOHNCO + H2O NH3 + CO2
Aqua NH3 or Urea have been selected at some power plants to reduce risks associated with transport, storage and use of anhydrous NH3. There are additional costs associated with these risk management choices.

3333
Examples of Bioprocess Facilities Using NH3 as a Nitrogen Source for Microbial Growth and pH Control
(Note: Several facilities have onsite co-generation power plants with SCR using NH3)
Organization / Location NH3 Storage Capacities
Pacific Ethanol Stockton, LLC(60 million gallon/yr capacity of EtOH)
~ 50,000 lbs* (as NH3 in aqua NH3)
Pacific Ethanol Madera, LLC(40 million gallon/yr capacity of EtOH)
~ 10,000 lbs* (as NH3 in aqua NH3)
Calgren Renewable Fuels, LLC , Pixley, CA(55 million gallon/yr capacity of EtOH)
~ 79,000 lbs* (anhydrous NH3)
ADM Corn Processing, Cedar Rapids, IA EtOH FacilityCo-Generation Steam/Power Plant
~ 69,000 lbs * (anhydrous NH3)~ 170,000 lbs * (anhydrous NH3)
ADM East Complex, Decatur, ILBioproducts and Co-Generation Steam/Power Plant
~ 924,000 lbs * (anhydrous NH3 storage tanks)~ 1,800,000 lbs * (anhydrous NH3 railcar storage)
Source: www.RTKNET.org

3434
Pulp & Paper Industry—Several Examples of Sulfite Pulping Plants Using Ammonia Base
Pulp Mill Location Maximum Quantity of Anhydrous NH3
Kimberly ClarkEverett, WA
1,300,000 lbs*
ITT Rayonier Performance Fibers LLC Fernandina Beach, FL
960,000 lbs*
Finch Paper LLCGlens Falls, NY
360,000 lbs*
* Source: www.RTKNET.org
Only a few sulfite wood pulp mills using ammonia as the base are still operating in the US.

3535
Steel Production and Heat Treating/Nitriding
Location Quantity of Anhydrous NH3
US Steel Clairton Works, Clairton, PA (anhydrous NH3 recovery from coke ovens)
~ 150,000 lbs *
Ellwood National Crankshaft Co., Irvine, PA(nitriding of auto parts—crankshafts)
~ 84,000 lbs *
Anna Engine Plant, Honda of America, Anna, OH(nitriding of auto parts—crankshafts)
~ 75,000 lbs *
Bodycote Thermal Processing, Worcester, MA ~ 52,000 lbs *
Specialty Steel Treating, Fraser, MI ~ 40,000 lbs *
Specialty Steel Treating, Farmington Hill, MI ~ 40,000 lbs *
Wellman Products Group Tulsa, Catoosa, OK ~ 40,000 lbs *
Wellman Friction Products, Brook Park, OH ~ 33,000 lbs *
Sierra Aluminum, Riverside CA(For extrusion die nitriding)
~ 450 lbs *
* Source: www.RTKNET.org
3636
Use of NH3 at Water and Wastewater Treatment / Reclamation Facilities
• Potable Water Treatment and Distribution: Many municipal potable water supply utilities inject small amounts of ammonia to the treated water prior to leaving the treatment plant. The ammonia reacts with the chlorine species in the water to form chloramines that are more chemically stable than various chlorine species and last longer in the distribution system. Anhydrous or aqua NH3 may be used for this purpose and onsite inventories are relatively small (103 to 104 lbs).
• Wastewater Treatment/Reclamation: The San Jose/Santa Clara Water Pollution Control Plant is an example of a facility that produces reclaimed water. It uses chlorine and sulfur dioxide in the disinfection process before discharge of treated wastewater to the environment or for pumping into the reclaimed water distribution system. For treatment of the reclaimed water immediately before it leaves the plant, they also add ammonia to the chlorine treated product water to create chloramines. Chemical inventory for aqua NH3 is listed below and is small in comparison to the 540,000 lbs (in 90-ton railcars) each for chlorine and sulfur dioxide stored on site:
– Aqua NH3 : delivered at a concentration of 19.5 percent by weight and stored in two 8,000-gallon double-walled tanks with an NH3 inventory up to 20,000 lbs.

3737
Current and New or Proposed Uses in the Electronic/Semiconductor Fabs
Electronic Materials and Cleaning: NH3 has been used in semiconductor and integrated circuit manufacturing for many years for deposition of silicon nitride and in the form of ammonium hydroxide for cleaning of electronic devices. Quantities utilized at a single large facility are in the range of 103 to 104 lbs of NH3 per month.
Light emitting diodes (LEDs)--The LED industry is experiencing high growth rates with new markets such as LEDs for backlighting applications for LCDs computers and LCD TVs. Other new growth markets anticipated include full-color outdoor displays, traffic signals, automotive interior and exterior
For HB LEDs in the blue through green spectral ranges, high purity anhydrous NH3 is used in the production of GaN. According to the online data base cited below, Philips Lumiled LLC in San Jose, CA has a capacity to store ~105,000 lbs of anhydrous NH3 for use in LED development and manufacture.
Source for information on Philips Lumiled: www.RTKNET.org

3838
Topics Addressed1. Physical Properties, Hazards and Accident History with NH3
2. Overview of Regulations and Standards for NH3
3. Anhydrous NH3 Supply Chain and Uses/Site Inventories
4. Anhydrous NH3 Refrigeration Systems
Overview of US production/storage/transport/use
NH3 and fertilizer production and use in agriculture
Chemicals and polymers Pulp and paper
Power plant NOx control Bioprocesses
Steel and nitriding Electronics industry
Water disinfection Other uses

3939
Anhydrous NH3 has been widely used for well over 100 years as a refrigerant in industrial facilities such as:
– meat, poultry, and fish processing facilities, – dairy and ice cream plants, – wineries, breweries, fruit juice and vegetable juice,
processing facilities, – fruit and vegetable processing facilities, – cold storage warehouses,– seafood processing facilities aboard ships, – ice plants– chemical & petrochemical facilities.
For additional general information on storage and emergency response see: http://www.osha.gov/SLTC/etools/ammonia_refrigeration/index.html
4040
Factors Driving Changes in Refrigerants and Increased Use of NH3
1. Primary Driver: Replace Ozone Depleting Substances (halogenated refrigerant compounds) widely used as refrigerants with so-called “natural refrigerant” compounds (NH3, propane, CO2)
2. Secondary Drivers:
• Reduce Global Warming Potential: • Direct Impacts from releases of “green house” gases from refrigeration systems
(refrigerants with global warming impacts)• Indirect impacts from release of global warming gases (CO2) from electric power
generation using fossil fuels to power refrigeration systems
• Reduce Energy Use —Significant energy is used to cool buildings and in manufacturing (e.g. food processing / preservation) and large capacity NH3 systems have proven to be very energy efficient (but other refrigerants are also comparable but not quite as high in overall system efficiency)
41
Strong Active Professional Society Support for Continued Use of NH3 As A Refrigerant
• ASHRAE considers that the continued use of NH3 as a refrigerant is necessary for food preservation and air conditioning.
• ANSI/ASHRAE Standard 15-2007, Safety Standard for Refrigeration Systems states that NH3 can be used in:– unlimited quantities in direct systems for industrial
occupancies – indirect systems (with a secondary circulating fluid)
for commercial and public occupancies
Sources: “Ammonia as a Refrigerant”, Position Document, Approved by the AMERICAN SOCIETY OF HEATING, REFRIGERATING AND AIR-CONDITIONING ENGINEERS, INC.(ASHRAE) Board of Directors in 2002 and Reaffirmed in 2006; ANSI/ASHRAE Standard 15-2004

4242
The Outlook for Broader Use of NH3 Refrigeration for
Commercial/Institutional Applications
NH3 will not only likely remain as the refrigerant of choice for large industrial refrigeration systems, its use will probably increase for large commercial/institutional cooling systems.
However, wider application for commercial / institutional applications will be depend on designs/risk controls that:
(1) require smaller quantities of NH3 per unit of refrigeration capacity (including use of a secondary recirculating cooling fluid can easily reduce NH3 quantities by 50%), and
(2) provide multiple layers of protection including isolation (containment) of all NH3 containing equipment and piping within a dedicated utility building or utility machinery room, sophisticated leak detection/alarms, venting of pressure relief to absorption tanks or scrubbers, water, interior building water fogging or deluge systems, and utility room exhaust air scrubbing controls.
“In recent years ammonia has been applied in many applications where
traditionally it was not common.”
Dr. Andy Pearson, Managing Director,Star Refrigeration, Ltd. Glasgow, UK
4343
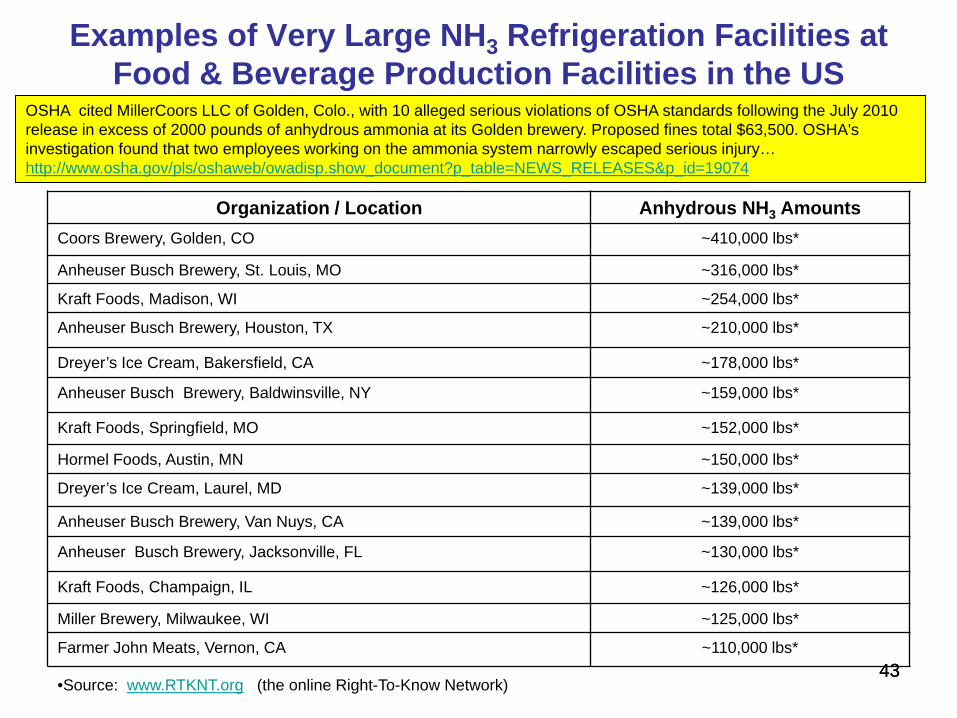
Examples of Very Large NH3 Refrigeration Facilities at Food & Beverage Production Facilities in the US
Organization / Location Anhydrous NH3 AmountsCoors Brewery, Golden, CO ~410,000 lbs*
Anheuser Busch Brewery, St. Louis, MO ~316,000 lbs*
Kraft Foods, Madison, WI ~254,000 lbs*
Anheuser Busch Brewery, Houston, TX ~210,000 lbs*
Dreyer’s Ice Cream, Bakersfield, CA ~178,000 lbs*
Anheuser Busch Brewery, Baldwinsville, NY ~159,000 lbs*
Kraft Foods, Springfield, MO ~152,000 lbs*
Hormel Foods, Austin, MN ~150,000 lbs*
Dreyer’s Ice Cream, Laurel, MD ~139,000 lbs*
Anheuser Busch Brewery, Van Nuys, CA ~139,000 lbs*
Anheuser Busch Brewery, Jacksonville, FL ~130,000 lbs*
Kraft Foods, Champaign, IL ~126,000 lbs*
Miller Brewery, Milwaukee, WI ~125,000 lbs*
Farmer John Meats, Vernon, CA ~110,000 lbs*
•Source: www.RTKNT.org (the online Right-To-Know Network)
OSHA cited MillerCoors LLC of Golden, Colo., with 10 alleged serious violations of OSHA standards following the July 2010 release in excess of 2000 pounds of anhydrous ammonia at its Golden brewery. Proposed fines total $63,500. OSHA's investigation found that two employees working on the ammonia system narrowly escaped serious injury… http://www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=NEWS_RELEASES&p_id=19074

44
Key Components of a Vapor-Compression Refrigeration System
1. Compressor
2. Condenser (hot vapor/warm liquid)
3. Receiver (warm liquid)
4. Expansion valve (cold liquid and vapor) -------------------
5. Evaporator *
High Pressure / ”Hot” Side
* Evaporator is where heat is absorbed by liquid refrigerant and liquid flashes to vapor inside for example air cooling coils,, or a plate and frame heat exchanger, or a, shell and tube heat exchanger)
Low Pressure / “Cold” Side

4545
Source of Photo: JLJones (August 2009)
Example of an NH3 Refrigeration System in Salinas, CA with a Large NH3 Inventory
Growers Ice Co. Facility, Salinas, CA(Site NH3 inventory of ~140,000 lbs*)
*Source: www.RTKNET.org
Outdoor Location for Evaporative Condensers
Mounted over
High Pressure Receiverfor Condensed Liquid
NH3
“High” Pressure Side of Refrigeration System Operating
Typically at 150 to 200 psig
Note: Condensers and condensate receiver operate at highest pressure in system and a receiver vessel related failure & release is often a “worst case” scenario.

4646
Refrigeration systems with > 10,000 lbs NH3Total # of systems**: ~ 2,000 (estimated)Accidental releases: ~ 600 in 10 yr (on avg 60/yr) of which: • ~¼ had no impact• ~½ had impacts only onsite• ~¼ (or ~150) had offsite impacts, which includes injury to public/emergency personnel or environmental impact • worst accident: 100,000 lbs NH3 released over 2 hr period (equivalent to an of average 833 lbs/min if evenly released)
Refrigeration systems with < 10,000 lbs NH3Total # of Systems**: 2,000 – 3,000 (estimated)• typical accidental release estimated to be 25-30 lbs /min for up to 2 hr period
Industry Data on Releases from NH3 Refrigeration Systems*
*Source: Personal communication with staff of International Institute of Ammonia Refrigeration (2007)
** May be multiple systems at a single site serving different areas or buildings
Summary of Key Points:
~30 per 1,000 large systems had some release each year (3 %)
7 to 8 per 1,000 large systems had a release each year with an offsite impact (< 1%)
Typical estimated release rates for smaller facilities would be expected to dissipate with only minor if any offsite impacts

4747
Examples of Causes Reported for NH3 Releases *Releases result from a number of situations that include:
– procedural failures to do proper equipment lock out of hazardous energy sources including block and bleed piping before doing line or equipment opening work;
– physical damage from mechanical damage to system components (e.g. forklift collisions );
– other component failures from lack of periodic maintenance or replacement;
– component failures due to loss of mechanical integrity from corrosion or material incompatibility (e.g. seal leaks or gasket failures);
– over pressurization of system components during operation or maintenance;
– hydraulic shock; and
– hose connection errors or failures that occur during ammonia deliveries/transfers. Sources: Personal communication with system operators and “Hazards of Ammonia Releases at Ammonia Refrigeration Facilities (Update)”, US EPA, EPA-550-F-01-009 (August 2001) www.epa.gov/ceppo

48
Examples of Codes and Standards for NH3Refrigeration System Design, Operation,
Maintenance and Testing•State and Local Mechanical Codes
•State and Local Fire Codes
•State and Local Electrical Codes
•International Institute of Ammonia Refrigeration Standards (IIAR)*
•American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE)**OSHA Expects Compliance with Industry Consensus Standards
4949
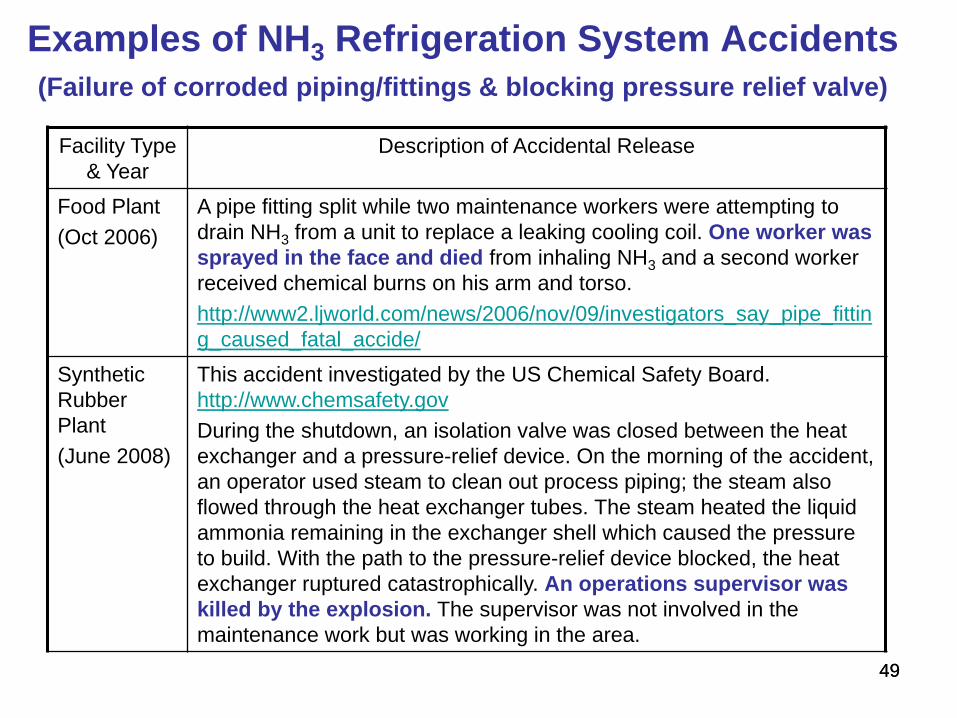
Examples of NH3 Refrigeration System Accidents(Failure of corroded piping/fittings & blocking pressure relief valve)
Facility Type & Year
Description of Accidental Release
Food Plant(Oct 2006)
A pipe fitting split while two maintenance workers were attempting to drain NH3 from a unit to replace a leaking cooling coil. One worker was sprayed in the face and died from inhaling NH3 and a second worker received chemical burns on his arm and torso.http://www2.ljworld.com/news/2006/nov/09/investigators_say_pipe_fitting_caused_fatal_accide/
Synthetic Rubber Plant (June 2008)
This accident investigated by the US Chemical Safety Board. http://www.chemsafety.govDuring the shutdown, an isolation valve was closed between the heat exchanger and a pressure-relief device. On the morning of the accident, an operator used steam to clean out process piping; the steam also flowed through the heat exchanger tubes. The steam heated the liquid ammonia remaining in the exchanger shell which caused the pressure to build. With the path to the pressure-relief device blocked, the heat exchanger ruptured catastrophically. An operations supervisor was killed by the explosion. The supervisor was not involved in the maintenance work but was working in the area.

50
CSB Case Study for Accident in 2008 at Goodyear Tire and Rubber Plant: Heat exchanger rupture and ammonia release in Houston, TX
(Report Issued Jan. 2011)
Source: US Chemical Safety Board http://www.csb.gov/assets/document/Case_Study.pdf
On the morning of June 11, an operator closed a block valve isolating the ammonia pressure control valve from the heat exchanger. The operator then connected a steam line to the process line to clean the piping. The steam flowed through the heat exchanger tubes, heated the liquid ammonia in the exchanger shell, and increased the pressure in the shell. The closed isolation and block valves prevented the increasing ammonia pressure from safely venting through either the ammonia pressure control valve or the rupture disk and relief valve. The pressure in the heat exchanger shell continued climbing until it violently ruptured…
On June 10, 2008, Goodyear operators closed an isolation valve between the heat exchanger shell (ammonia cooling side) and a relief valve to replace a burst rupture disk under the relief valve that provided over-pressure protection. Maintenance workers replaced the rupture disk on that day; however, the closed isolation valve was not reopened.
Note: Heat exchanger was protected by rupture discs rated at 300 psig so vessel was probably rated at somewhat above that level. At 130 oF, NH3 vapor pressure is over 300 psig, at 212 oF, over 900 psig

5151
Example of a Mechanical Failure in NH3Refrigeration Piping Caused by Hydraulic Shock
“Don’t believe that a catastrophic failure due to hydraulic hammer cannot occur in your system.”
“Defrost is one of the potential areas where hydraulic shock can occur.”
“In extreme cases, hydraulic shocks will generate extremely high pressures which can cause the catastrophic failure of valves, piping, evaporator coils, and other equipment.”
“Below is a picture of a new (<6 month old) system that failed due to a hydraulic shock event. The shock was caused when the suction stop valve on a large, low-temperature evaporator was opened without a more gradual depressurization of the evaporator using a proper bleed period. ..While not known definitively, it is likely that the reason that the failure occurred at the weld and not at the obstruction was due to a “notch” at a weld…”
Source: “Understanding Hydraulic Shock”, The Cold Front, Vol. 9, No. 1 (2009)
The Cold Front is the Electronic Newsletter of the Industrial Refrigeration Consortium at the University of Wisconsin http://www.irc.wisc.edu/?/newsletter

5252
Perspective of the International Institute of Ammonia Refrigeration on the Future for NH3
Industrial Refrigeration Systems
• Smaller ammonia charges and packaged ammonia units replace R-22 (CFC) systems
• Industrial refrigeration for food & beverage plants--95% will be NH3 based systems, 5% NH3/CO2
• Secondary coolants in process and storage areas (Glycol, Brine, CO2 )
• Exterior piping and valve stations
• Higher pressure rated vessels (300 psig)
• Pressure relief to lower pressure side
Source: A Bruce Bader of the International Institute of Ammonia Refrigeration, “Promoting the Safe Use of Ammonia for Industrial Refrigeration”, AIChE Presentation (April 2009)
Q CO2 NH3 Q+P
Item NH3 CO2
Threshold Limit Value
25 ppm 5,000 ppm
Short Term Exposure Limit
35 ppm 30,000 ppm
IDLH 300 ppm 40,000 ppm
LFL 15% Inflammable
53
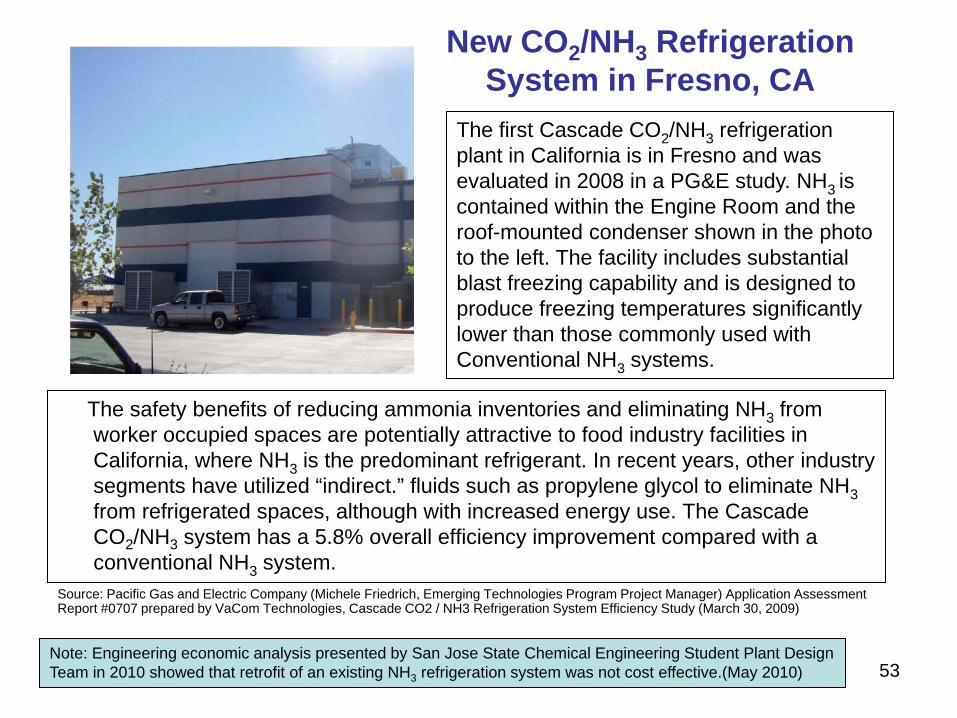
New CO2/NH3 Refrigeration System in Fresno, CA
The safety benefits of reducing ammonia inventories and eliminating NH3 from worker occupied spaces are potentially attractive to food industry facilities in California, where NH3 is the predominant refrigerant. In recent years, other industry segments have utilized “indirect.” fluids such as propylene glycol to eliminate NH3from refrigerated spaces, although with increased energy use. The Cascade CO2/NH3 system has a 5.8% overall efficiency improvement compared with a conventional NH3 system.
The first Cascade CO2/NH3 refrigeration plant in California is in Fresno and was evaluated in 2008 in a PG&E study. NH3 is contained within the Engine Room and the roof-mounted condenser shown in the photo to the left. The facility includes substantial blast freezing capability and is designed to produce freezing temperatures significantly lower than those commonly used with Conventional NH3 systems.
Source: Pacific Gas and Electric Company (Michele Friedrich, Emerging Technologies Program Project Manager) Application Assessment Report #0707 prepared by VaCom Technologies, Cascade CO2 / NH3 Refrigeration System Efficiency Study (March 30, 2009)
Note: Engineering economic analysis presented by San Jose State Chemical Engineering Student Plant Design Team in 2010 showed that retrofit of an existing NH3 refrigeration system was not cost effective.(May 2010)
5454
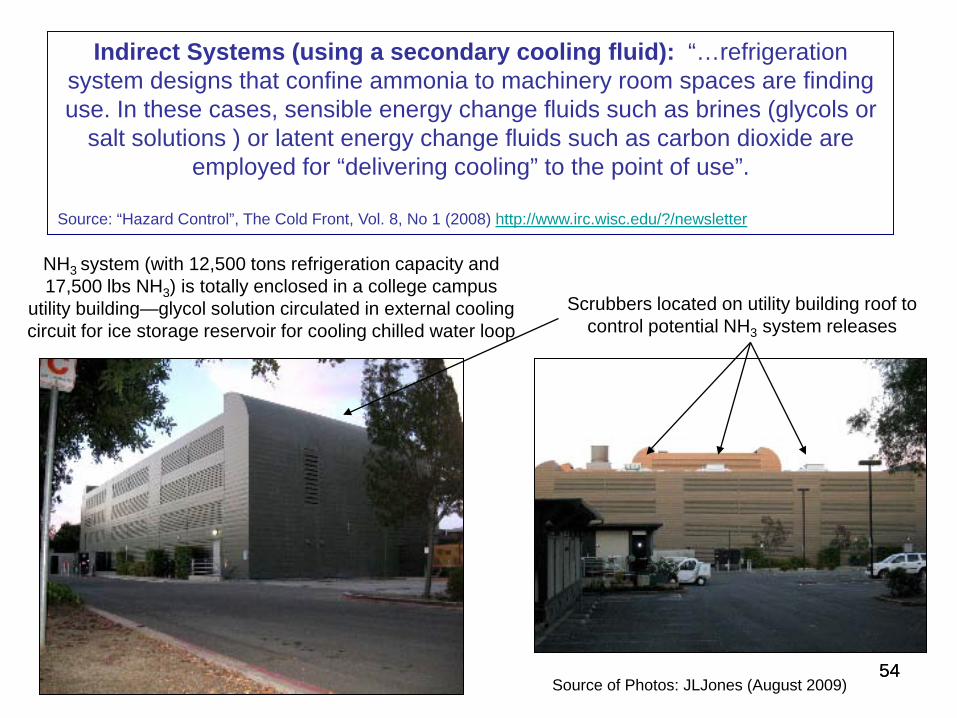
NH3 system (with 12,500 tons refrigeration capacity and 17,500 lbs NH3) is totally enclosed in a college campus
utility building—glycol solution circulated in external cooling circuit for ice storage reservoir for cooling chilled water loop
Scrubbers located on utility building roof to control potential NH3 system releases
Source of Photos: JLJones (August 2009)
Indirect Systems (using a secondary cooling fluid): “…refrigeration system designs that confine ammonia to machinery room spaces are finding use. In these cases, sensible energy change fluids such as brines (glycols or
salt solutions ) or latent energy change fluids such as carbon dioxide are employed for “delivering cooling” to the point of use”.
Source: “Hazard Control”, The Cold Front, Vol. 8, No 1 (2008) http://www.irc.wisc.edu/?/newsletter

5555
NH3 Refrigeration System for Chicago’s McCormick Place Convention Center
Chicago’s McCormick Place utility plant includes an anhydrous NH3 refrigeration system (17,000 tons of refrigeration capacity using 30,000 lbs of NH3).
The system uses gas turbine-driven screw compressors and chills water in an 8.5 million gallon reservoir for facility cooling via circulation of the secondary cooling fluid.
Sources : www.rtknet.org; Greenpeace, “COOL TECHNOLOGIES: WORKING WITHOUT HFCs : PART TWO Examples of HFC-Free Cooling Technologies in Various Industrial Sectors” (April 2008), and
http://www.esmagazine.com/Articles/Case_In_Point/a195e38468ba8010VgnVCM100000f932a8c0
McCormick Place comprises four buildings with a combined total of 2.6 million square feet of exhibit space, 1.2 million square feet all on one level, making it the nation's largest convention center. Source: http://www.mccormickplace.com/facilities/facilities_01.html

5656
Skid Mounted NH3 Chillers for HVAC System at
London’s Heathrow Airport
Four units, each with a cooling capacity of 6.6 MW (~1,875 ton) are installed in the new Terminal 5 at Heathrow, the world’s busiest international airport.
NH3 was selected by the airport authority because it was recognized as a future proof solution which offered excellent efficiency...
Source: A. Pearson, ASHRAE Journal, “Ammonia’s Future”, (Feb 2008)
One of four skid mounted packaged ammonia chillers being installed at Heathrow Airport Terminal 5Source: John Ansbro, Johnson Controls : “Packaged Ammonia Chillers with Variable Frequency Drives” International Technical Meeting on HCFC Phase-out, Montreal, Canada ( April 2008)
5757
NH3 Refrigeration for Ice Skating
Arenas
• Canada has put in place legislations to phase out and prohibit the use, production and importation of HCFCs… Refrigeration systems are used in over 500 hockey arenas in the province of Quebec and 400 of them have to be modified to use a more ozone friendly refrigerant (e.g. ammonia).
Source: Jean Paul Lacoursiere, “Replacement of HCFC-22 Refrigerants with Ammonia: a Challenge for Hockey Arenas in Quebec,” presentation at the AIChE Spring National Meeting (April 2009)
Public SKATING
andHOCKEY Pick-up Games

5858
Risk Management Challenges forNH3 Refrigeration Systems in
Commercial/Institutional Facilities in Urban AreasMany more people in very close proximity and therefore:
• Very little time to react to a release (assess, notify agencies and neighbors) before a high risk situation could threaten site occupants and/or neighbors
• Many more people and organizations to warn, train on appropriate response plans and actions (e.g. shelter in place)
• Public insistence on minimizing the magnitude of the hazard (quantities of NH3) and providing more layers of protection or safeguards to prevent releases from equipment and to minimize the consequences should a release occur
An accident release scenario is are presented for a system to illustrate why certain design features will be necessary to manage risks to a level acceptable to public agencies and local residents.

5959
“Alternative Release Case” Scenario for an NH3 Refrigeration
System in an Urban Area(30 minute release period from vessel piping
located outside near ground level)
Outdoor Concentration in Air500 ft Downwind from Release
Estimated Time
Emergency Response Planning Guideline 2 concentration of 150 ppmv reached at:
~ 1 minutes following start of release
Emergency Response Planning Guideline 3 concentration of 750 ppmv reached at:
1 minute & 40 seconds following start of release(Concentration above ERPG 3 for ~30 minutes)
Peak Concentration calculated to be1,320 ppmv
Occurs at 2 minutes & 45 seconds following start of release
Basis, Assumptions and Model Input Parameters: Vapor compression cycle refrigeration system with total inventory of 25,000 lbs NH3; ~ 20% of inventory or 5,000 lbs contained in high pressure condensate receiver vessel located outdoors; piping leak and contents released over a 30 minute period at an average release rate of 166.7 lbs/min of NH3; wind speed of 3.0 meters/sec; atmospheric stability factor D; 50% RH; T = 25 0C; distance to receptor 500 ft; urban environment; Model Used: ALOHA*, v. 5.4.1.*Areal Locations of Hazardous Atmospheres Model from National Oceanic and Atmospheric Administration (NOAA)