manufacturing a piston
TRANSCRIPT
Manufacturing
Process of a
Piston

INTRODUCTION
A piston is an important component of
reciprocating engine helps to convert
energy obtained by the combustion of
fuel in cylinder into useful mechanical
power.
It is like a disc which reciprocates within a
cylinder.
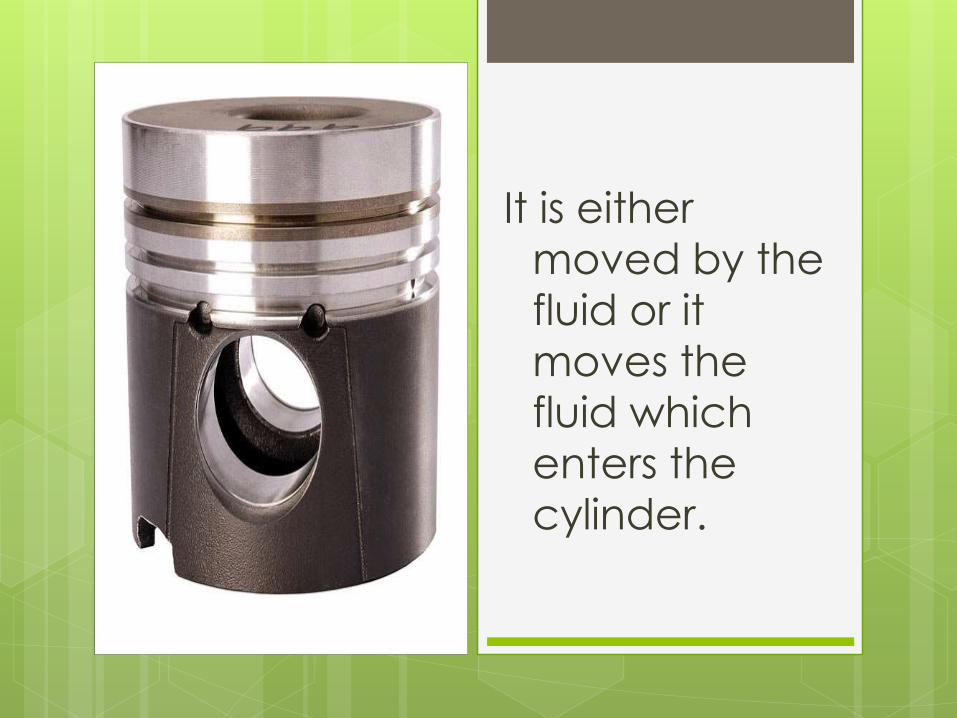
It is either
moved by the
fluid or it
moves the
fluid which
enters the
cylinder.
MANUFACTURING PROCESS
Casting
Heat treatment
Machining process
Pin fitting and Inspection

CASTING
The foundry is the beginning of the piston.
At the foundry the die is prepared by heating
it to operating temperature for approximately
one hour.
This process allows the die to readily accept
the molten material when it is poured.
The molten material used for Piston is 10%
Silicon content Aluminium or Aluminium alloys
PROCESS
The process starts by heating the material to 700 degrees Celsius.
The material is then scooped up with a ladle from the crucible (the pot that holds the molten material).
This is then poured into the die through the sprue.
The material is then allowed to cool before it is removed from the die.

HEAT TREATMENT Heat Treatment is the controlled heating and
cooling of metals to alter their physical and
mechanical properties without changing the
product shape.
Heat Treatment is often associated with
increasing the strength of material, but it can
also be used to alter certain manufacturability
objectives such as improve machining, improve
formability, restore ductility after a cold working
operation.

MACHINING PROCESS
Open end bore machining
Rough outer diameter turning
Grooves forming
Semi finish hole boring
Circle grooving oil hole drilling in 3rd
groove and skirt
Ring grooving and chamfering
Final outer diameter turning
Deburring and cleaning
Tin coating
Finish pin hole boring


PIN HOLE BORING
At this stage of the piston manufacturing
process, the casting has the gudgeon pin
hole rough machined.
This is carried out on a simple lathe.
The pin borer is only a rough machining
process which allows the reamer to enter
the gudgeon hole later.

CNC TURNING
Turning of the casting is carried out on CNC machinery.
This equipment is the most accurate and fastest available for this application with very tight tolerances and extremely fast spindle speeds. The following operations are performed on this machine:
Open end bore machining
Rough outer diameter turning
Grooves forming

DRILLING AND GRINDING
Drilling includes all oil holes in places such as the gudgeon pin bosses and oil ring grooves.
Slotting is done where slots are placed in the skirt or in the oil ring groove.
Grinding involves the final size being machined on the piston.
Semi finish hole boring
Circlip grooving oil hole drilling in 3rd groove and skirt
Ring grooving and chamfering

REAMING
The final machining process for the piston is
that of reaming.
This process involves the piston being placed
in a bath of oil and reamed at different sizes
to reach the final size required.
Since the pin boring process is only rough it is
necessary to ream the pin bore a number of
times to achieve the surface finish and size
required.
DEBURRING AND TIN
COATING
Before coating, the pistons should be
thoroughly cleaned to remove any soap or
phosphate residue, water spots, machining oil,
dirt, etc. picked up during the manufacturing
process.
For optimum results a mechanical type
cleaner (e.g. spray) is recommended.
Recommended methods for applying Tin
Coating to pistons are either screen print or
spray techniques.
PIN FITTING AND FINAL
INSPECTION
At this stage the piston is cleaned, inspected
by the instruments, fitted with the appropriate
gudgeon pin, stamped with the pistons
oversize and any other markings, and then
sent to dispatch.
Finally, the piston is wrapped and placed in
the shipping container with the ring set and
sent to the customer.
