matriÇage a chaud hot pressing de …beck-industries.com/wp-content/uploads/8-14.pdf · le...
TRANSCRIPT

8
MATRIÇAGE A CHAUDDE PRECISION
HOT PRESSING
Les techniques de forge ont un rôle déterminantdans la production de pièces fiables et écono-miques.
The pressing techniques are a determining factorin the production of reliable low-cost parts.
Le choix de la méthode de fibragepermet d’orienter les fibres longitu-dinales de la matière mise enœuvre dans le sens où lescontraintes sont les plus fortes, afinde répondre aux forces que la piècedoit supporter ou transmettre.Les fibres suivent très exactementle contour de la pièce, lui assurantainsi :- Amélioration des allongements
avant rupture- Amélioration de la résistance à la
fatigue- Amélioration de la résistance
aux chocs violents et répétés.
Le corroyage et la compacité dumétal forgé éliminent les micro-défauts éventuels et garantissent laqualité de structure interne despièces.
Ces caractéristiques sont pré-cieuses ; elles permettent de conce-voir, fabriquer et mettre en œuvredes pièces à hautes caractéris-tiques.
Equipements :
- Cisailles automatiques- Presses rapides à forger de 50
à 600 T- Fours de chauffe par induction
et au gaz- Fours de recuit, de trempe et de
revenu- Installations de grenaillage et
sablage- Atelier intégré d’outillages, par
électroérosion et usinage.
Continuous grainflow of thematerial is oriented in the directionwhere stress is at strongest in orderto support the working strain.
The fibres follow the exact contourof the part, thus ensuring :- Increased elongation before rupture- Increased resistance to fatigue- Increased resistance to violent
and repetitive shocks.
Forging provides a totally imper-vious structure and eliminateseventual internal micro-defects,guaranteeing perfect homoge-neous structure.
These characteristics are essentialfor the design, manufacture andservice of critical components.
Equipment :
- Automatic shears- Rapid forging presses from 50 to
600 tons- Induction furnaces and gas furnaces- Annealing, quenching and tempe-
ring furnaces- Shot-and sand-blasting equipments- Toolshop
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p8.pdf

9
TRAITEMENTS
THERMIQUES
HEAT
TREATMENTS
Ils permettent d’obtenir sur pièces les caractéris-tiques mécaniques et de structure requises.Des années d’expérience, des matérielsmodernes, et des contrôles permanents permet-tent à BECK-CRESPEL de garantir la qualité destraitements réalisés.- Normalisation- Affinement de grain- Recuit- Détentionnement- Recuit par trempe ou hypertrempe- Trempe- Revenu- Cémentation gazeuse
Les opérations de traitement sont réalisées sousatmosphère neutre.
Les montées en température des charges, leurmaintien et refroidissement sont régulés et enre-gistrés.
Les milieux de trempe sont définis et pilotés.
Le contrôle des structures et couches est réalisésous court délai par le laboratoire.
They give to products the required mechanicalcharacteristics and metallurgical structure.Large experience, up-to-date equipments, conti-nuous controls and checks enable BECK-CRESPELto undertake heat treatment with reliability andquality :- Normalizing- Grain refining- Annealing- Stress-free annealing- Solution annealing- Hardening- Tempering- Carburizing
Heat treatments are carried out under protectiveatmospheres.
Heated charges are under permanent temperaturecontrol, which is recorded on charts. Quenchingliquids are defined and controlled.
The structures and layers can be quickly checkedin the laboratory.
Equipements :
- Fours à sole à chauffage électrique ou au gaznaturel, à régulation automatique, alimentéspar paniers
- Bacs de trempe thermostatés à convection forcéedu fluide
- Fours de revenu à chauffage électrique- Fours automatiques de trempe- Générateurs d’atmosphères neutres- Pyromètres enregistreurs- Installation de lavage.
Equipments :
- Electric or gas heated sole furnaces with auto-matic temperature control
- Quenching tanks with thermostatic control,fluid convection and cooling system
- Electric tempering furnaces- Batch-type furnaces- Neutral atmosphere generators- Recording pyrometers- Washing machines.
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p9.pdf

10
TOURNAGE
DE PRODUCTION
PRODUCTION
TURNING
La complexité des formes et profils à réaliser,les tolérances à respecter, l’usinabilité desmatières mises en œuvre, l’importance desséries à réaliser déterminent le choix des outilsmis en œuvre.
The complexity of shapes and profiles to berealised, the tolerances to be respected,machineability of the raw materials to be used,the size of the runs determine the type ofequipment necessary.
Les tolérances sur diamètres obtenues sontselon les types de machines, celles des qualités9, 8 et 7. Les états de surface garantis ont pourvaleurs correspondantes 6,3 - 3,2 - 1,6 - 0,8 -0,4 Ra microns ou 125- 63 - 32 - 16 micro-inches.
The tolerances on diameters, depending on thetype of machine, are those of qualities 9, 8 and 7.The guaranteed surface conditions have the cor-responding values 6,3 - 3,2- 1,6 - 0,8 - 0,4 Ramicrons or 125 - 63 - 32 - 16 micro-inches.
Equipements :
- Tours CNC monobroches pour travail enbarre.
- Tours CNC de reprise en mandrin.- Tours à commande numérique.- Unités d’usinage.
Equipments :
- Single spindle automatic CNC lathes formachining of bars.
- NC Chucker lathes for finishing.- NC lathes.- Machining units.
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p10.pdf

11
PARACHEVEMENTS COMPLEMENTARY
MACHINING
Les ébauches forgées ou usinéesfont l’objet de finitions complé-mentaires, éventuellement com-plexes et de grande précision. Cesopérations peuvent être groupéesdans les 3 familles suivantes :
1°) Reprises par enlèvementde matière
- Usinage sur centres d’usinage- Filetage à l’outil, au peigne,
à la fraise- Fraisage (méplats, fentes,
rainures)- Forage profond- Taraudage- Brochage- Perçage monobroche
ou multibroche
2°) Reprise par déformationplastique de la matière
- Roulage des filets- Galetage- Sertissage- Rivetage- Pliage- Cambrage
3°) Reprise par rectification- Plane- Cylindrique extérieure ou
intérieure.
Les opérations de reprise sontautomatisées dans une très largemesure.Parmi ces techniques, une mentionparticulière doit être accordée au roulage des filets,au galetage et au forage profond.
Forged or machined blanks aresubject to complementary machi-ning operations which can be com-plex and highly accurate. Theseoperations can be listed in the fol-lowing groups :
1°) Operations by removalof material
- MC machining- Threading
(tool, chaser, mill)- Milling
(flats, slots, grooves)- Deep boring- Tapping- Broaching- Single or multi-spindle boring
2°) Operations by plasticmaterial deformation
- Thread rolling- Burnishing- Setting- Riveting- Curving- Bending
3°) Operations by grinding- Flat- Cylindrical, internal or external
Large automation is applied duringall these operations.
Among these techniques, a specialmention must be made to thread rolling, burnishingand deep boring.
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p11.pdf
12
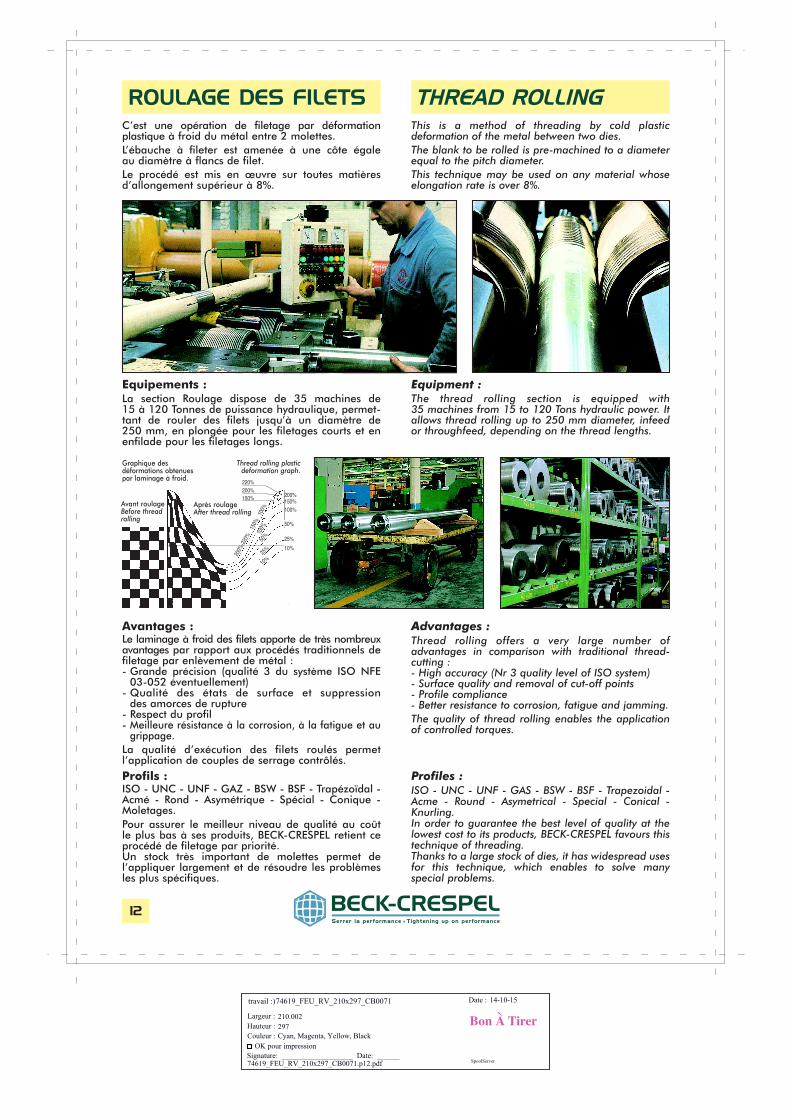
ROULAGE DES FILETS THREAD ROLLING
C’est une opération de filetage par déformationplastique à froid du métal entre 2 molettes.
L’ébauche à fileter est amenée à une côte égaleau diamètre à flancs de filet.
Le procédé est mis en œuvre sur toutes matièresd’allongement supérieur à 8%.
This is a method of threading by cold plasticdeformation of the metal between two dies.
The blank to be rolled is pre-machined to a diameterequal to the pitch diameter.
This technique may be used on any material whoseelongation rate is over 8%.
Equipements :La section Roulage dispose de 35 machines de15 à 120 Tonnes de puissance hydraulique, permet-tant de rouler des filets jusqu’à un diamètre de250 mm, en plongée pour les filetages courts et enenfilade pour les filetages longs.
Equipment :The thread rolling section is equipped with35 machines from 15 to 120 Tons hydraulic power. Itallows thread rolling up to 250 mm diameter, infeedor throughfeed, depending on the thread lengths.
200%
220%
200%
150%150%
150%
200%-220%
100%
100%
100% 50%
50%
25%
25% 10%
10%
Avantages :Le laminage à froid des filets apporte de très nombreuxavantages par rapport aux procédés traditionnels defiletage par enlèvement de métal :- Grande précision (qualité 3 du système ISO NFE
03-052 éventuellement)- Qualité des états de surface et suppression
des amorces de rupture- Respect du profil- Meilleure résistance à la corrosion, à la fatigue et au
grippage.
La qualité d’exécution des filets roulés permetl’application de couples de serrage contrôlés.
Profils :ISO - UNC - UNF - GAZ - BSW - BSF - Trapézoïdal -Acmé - Rond - Asymétrique - Spécial - Conique -Moletages.
Pour assurer le meilleur niveau de qualité au coûtle plus bas à ses produits, BECK-CRESPEL retient ceprocédé de filetage par priorité.Un stock très important de molettes permet del’appliquer largement et de résoudre les problèmesles plus spécifiques.
Advantages :Thread rolling offers a very large number ofadvantages in comparison with traditional thread-cutting :- High accuracy (Nr 3 quality level of ISO system)- Surface quality and removal of cut-off points- Profile compliance- Better resistance to corrosion, fatigue and jamming.
The quality of thread rolling enables the applicationof controlled torques.
Profiles :ISO - UNC - UNF - GAS - BSW - BSF - Trapezoidal -Acme - Round - Asymetrical - Special - Conical -Knurling.In order to guarantee the best level of quality at thelowest cost to its products, BECK-CRESPEL favours thistechnique of threading.Thanks to a large stock of dies, it has widespread usesfor this technique, which enables to solve manyspecial problems.
Graphique desdéformations obtenuespar laminage à froid.
Avant roulageBefore threadrolling
Après roulageAfter thread rolling
Thread rolling plasticdeformation graph.
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p12.pdf

13
GALETAGE BURNISHING
C’est une opération de superfinition réaliséesans enlèvement de matière par déformation àfroid de surfaces préusinées sous la pressionhydraulique de galets lisses.
This is a superfinish operation undertakenwithout material removal, by plastic deformationof premachined surfaces under the hydraulicpressure of rollers.
Surface tournéeRt = 20 m
Pre-machined surfaceRt = 20 m
Surface galetée en laissant des creuxde rugosité Rt = 2 m (réserve d’huile)
Burnished surface with Rt = 2 mroughness (reserving for oil)
Surface galetée Rt = 0,1 m
Burnished surface RT = 0,1 m
Avantages :- Excellent état de surface (Ra = 0,10)- Meilleure résistance à la fatigue- Bonne qualité de glissement- Meilleure protection contre la corrosion- Economie du procédéBECK-CRESPEL accorde à cette technique toutel’importance qu’elle mérite en raison de sesavantages techniques et en généralise l’appli-cation.
Advantages :
- Excellent surface condition (Ra = 0,10)- Increased resistance to fatigue- Lower friction resistance- Better corrosion protection- Unexpensive processBecause of the above advantages, BECK-CRESPELresorts to burnishing whenever possible.
Cœ
ffic
ient
de f
rott
em
ent
Fri
ctio
n r
esi
stance
rate
Structure avant galetageStructure before burnishing
Structure après galetageStructure after burnishing
Résistance au frottement en fonction de la rugosité RtFriction resistance in terms of roughness
Rectifié Ground
Galeté Burnished
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p13.pdf

14
FORAGE PROFOND DEEP BORING
C’est le perçage de longueurs pouvant atteindre200 à 250 fois le diamètre nominal, sansdébourrage, en continu, réalisé à haute vitessede coupe et d’avance.C’est aussi un perçage de grande précision parla qualité des tolérances et des états de surfaceréalisés.
Avantages :
- Précision- Rectitude- Perfection des états de surface- Concentricité- Réduction des coûts
Capacité :
Diamètre de perçage : 3 mm à 100 mmLongueur de perçage maxi : 3000 mmPrécision : Qualité 9 ou 8 selon conditions
Etat de surface : de 3,2 à 0,4 Ra m selonconditions
Concentricité : 0,10 mm par 100 mm sur piècefixe ; 0,05 mm par 100 mm surpièce en rotation.
Cette technique trouve une large applicationdans la réalisation de boulonnerie à hautesperformances.
This is the continuous drilling of lengths reaching200-250 nominal diameters, at high cuttingspeeds and important feeds.It is also an accurate way of drilling, because ofthe quality of tolerances and surface conditionsobtained.
Advantages :
- Accuracy- Straightness- Surface condition- Concentricity- Cost reduction
Capacity :
Boring diameter : 3-100 mmMaxi boring length : 3000 mm
Accuracy : quality 9 or 8 accor-ding conditions
Surface condition : 3,2 - 0,4 Ra m accordingconditions
Concentricity : 0,10 mm per 100 mm on fixedwork piece ; 0,05 mm per 100 mmon turning work piece.
This technique has a large field of application inthe manufacturing of high performance bolting.
74619_FEU_RV_210x297_CB0071
Cyan, Magenta, Yellow, Black
Date : 14-10-15
210.002
___________________ ______SpoolServer
297
74619_FEU_RV_210x297_CB0071.p14.pdf