mecanismos de formación de dispersiones en sx
TRANSCRIPT
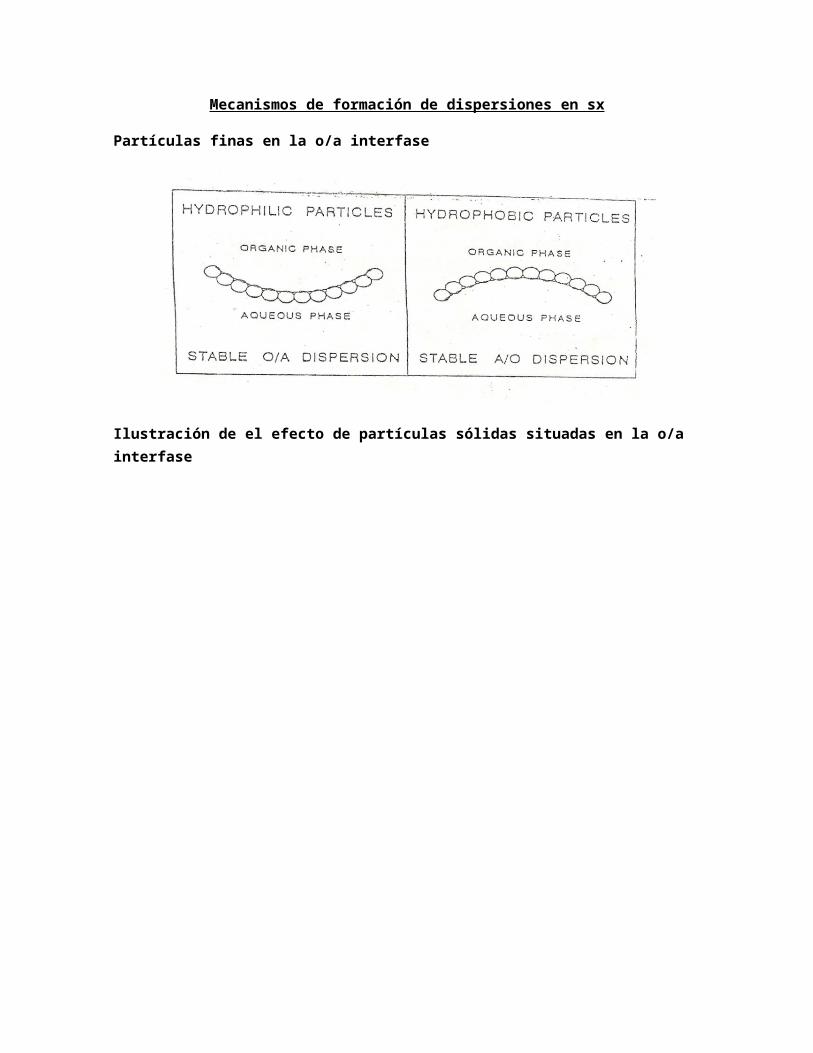
Mecanismos de formación de dispersiones en sx
Partículas finas en la o/a interfase
Ilustración de el efecto de partículas sólidas situadas en la o/a interfase

Posibles estructuras superficiales de la sílic
e
Ángulo de contacto en la interfase orgánico – acuoso - sólido

Crud o/A emulsion stabilized by solid or solid – like particles
Crud: a powerful emulsifier

- ¿qué contienen los sólidos en el crud?
• 1-2% COMPUESTOS APOLARES COMO NAFTENOS, PARAFINAS Y OTROS
• 5-7% COMPUESTOS POLARES AROMÁTICOS POLICÍCLICOS, MULTICÍCLICOS DE PM (ASFALTENOS).
• 91-94% SÓLIDO PROPIAMENTE TAL (SÍLICE Y ALUMINIO SILICATOS, PRINCIPALMENTE)
• ALREDEDOR DE 1/3 DE LOS SORBATOS CORRESPONDEN AL EXTRACTANTE. Y OTROS
Efectos de la dosificación de aditivos sólidos sobre la separación de fases
X: carbón O:cuarzo ∆:sílice ∇: azufre

REMOCIÓN DE CONTAMINANTES TENSOACTIVOS DESDE EL ORGÁNICO POR ADSORCIÓN EN LOS SÓLIDOS FINOS
SISTEMAS INDUSTRIALES PARA EL TRATAMIENTO DEL CRUD, REMOCIÓN DE ARRASTRES Y RESTAURACIÓN PROPIEDADES DE COALESCENCIA DEL ORGÁNICO DE OPERACIÓN
OBJETIVOS
SINTETIZAR EN FORMA DESCRIPTIVA :
- LA PROBLEMÁTICA DE FORMACIÓN DE CRUD.
- LA PROBLEMÁTICA DE LSO ARRASTRES A/O.
- LA PROBLEMÁTICA DE LOS ARRASTRES O/A.
- EL DETERIORO DE LAS PROPIEDADES DE COALESCENCIA DEL ORGÁNICO DE OPERACIÓN.
REVISAR OPCIONES DE PREVENCIÓN Y CONTROL Y LAS ALTERNATIVAS IMPLEMENTADAS INDUSTRIALMENTE PARA SOLUCIONAR EL PROBLEMA.
LAS PROBLEMÁTICA DE FORMACIÓN DE CRUD PREVENCIÓN Y CONTROL PROCESOS INDUSTRIALES DE TRATAMIENTO
CRUD.- Emulsión estable de continuidad acuosa que normalmente se deposita en la interfase de los decantadores y que está constituida por una mezcla íntima de fase acuosa, fase orgánica, sólidos y, eventualmente aire.
Causas que determinan una mayor o menor formación de crud en plantas de sx
• La naturaleza y contenidos de sólidos en el PLS.
• La contaminación ambiental por sólidos
• Especial consideración con la sílice coloidal.
• La continuidad de fases en la operación.
• El traspaso de crud entre etapas. Corridas de crud.
• Las características del extractante y diluyente sus productos de degradación y contaminantes externos.
• La presencia de compuestos tensoactivos en el sistema.
• La presencia de elementos hidrolizables a la acidez el sistema.
• La precipitación de complejos órgano-metálicos de baja solubilidad en la fase orgánica.
• EL atrapamiento de aire.
• El grado de agitación.
• Tipo y dosificación de floculantes en el proceso.
• Viscosidad de las soluciones, acuosa y orgánica.
• La temperatura.
• Otros.
Problemas asociados
MAYORES COSTOS DE OPERACIÓN POR:

Orgánico inactivo en proceso.
Incremento de arrastres O/A.
Incremento de arrastres A/O.
Malas características de separación de fases del orgánico atrapado en el crud, en particular al operar en orgánico continuo.
INVERSIONES Y COSTOS DE OPERACIÓN ADICIONALES POR:
Requerimiento de sistema de extracción desde decantadores.
Requerimiento de proceso para tratamiento.
Mayor complicación para plantas con altos contenidos de cloruro y nitrato en el PLS.
Características típicas del crud
COMPOSICIÓN (O/V)
Orgánico : 50 – 70
Acuoso : 25 – 40
Sólidos : 5 – 10
Sólidos : 25 – 40
CARACTERÍSTICAS DE LOS SÓLIDOS
Componentes principales : arcillas y micas
Elementos principales : Si – Al – Cu – Fe
Granulometría : inferior a 5µ
TASAS DE FORMACIÓN
Condiciones normales :0.15 – 0.30 lt/m PLS
Periodos Críticos : hasta 0.70 lt/m PLS
Opciones para la prevención y control del crud
Control riguroso de sólidos en el PLS.

Utilizar coagulante y/o floculante compatible con la fase orgánica.
Considerar proceso de curado ácido a menas silicatadas de cobre para inhibir disolución de la sílice.
Control riguroso de la calidad del diluyente.
Tratar de operación con arcillas.
Operar todas las etapas en orgánico continuo
Implementar agua de lluvia en sector de vertedero hacia el interior del decantador (E1 – E2 – W).
Importancia de la continuidad de fases en la operación
CONTINUIDAD ACUOSA
• Mayores tasas de formación de Crud.
• Menor eliminación de sólidos y natas vía refino.
• Crud se dispersa, flota y rebalsa con el orgánico.
CONTINUIDAD ORGÁNICA
• Menores tasas de formación de Crud.
• Crud más compacto y se deposita en la interfase.
• Remoción de Crud más eficiente.
• Mayor eliminación de sólidos y natas vía refino.
• E2 etapa de desintoxicación.
El traspaso de crud entre etapas corridas de crud
• Ocurre en etapas que operan en acuoso continuo.
• Crud traspasado tiene gran capacidad para virar etapas que operan en orgánico continuo. Basta 10lt de crud m3 de orgánico para producir el viraje.

• Una vez producido el viraje, se genera in situ mayores cantidades de crud, el cual vuelve a traspasarse a la etapa siguiente y así sucesivamente.
• Se genera al final una reacción tipo en cadena que, de no tomar acción oportuna, PUEDE EMULSIFICAR TODA LA PLANTA.
PROCESOS ALTERNATIVOS PARA LA RECUPERACIÓN DEL ORGÁNICO DEL CRUD
• El proceso de Centrifugación
• El proceso de Filtración
• El proceso de Ruptura Mecánica
• Autocontrol in situ en la operación de la planta
• Combinación de procesos anteriores
1.- El proceso de centrifugación
PRIMERA APLICACIÓN EN SX PARA TRATAMIENTO DEL CRUD.
EQUIPOS ALTERNATIVOS.
CENTRÍFUGAS VERTICALES.
CENTRÍFUGAS HORIZONTALES
CENTRÍFUGAS VERTICALES DE PLATOS HAN PERDIDO VIGENCIA POR PROBLEMAS OPERACIONALES CON BORRAS MUY ESTABLES Y DE ALTO CONTENIDO DE SÓLIDOS.
DECANTADORAS Y SEPARADORAS CENTRÍFUGAS HORIZONTALES DE NUEVA GENERACIÓN SE PROYECTAN EN EL CAMPO DE SX CON EXCELENTES EXPECTATIVAS.
ALTERNATIVA DE TRATAMIENTO DE CRUD

VENTAJASY DESVENTAJAS DE EQUIPOS CENTRÍFUGOS
VENTAJAS
Equipos de alta eficiencia.
Se han reportado recuperaciones de orgánico del crud entre 98 y 99%.
DESVENTAJAS
CENTRÍFUGAS VERTICALES DE PLATOS
Alta inversión y costos de operación.
Problemas con borras con alto contenido de sólidos.
Gran pérdida disponibilidad.
Altos requerimientos limpieza y mantención.

Disminución notable de capacidad de tratamiento.
Acumulación progresiva de Crud en planta.
DECANTADORES CENTRÍFUGOS.
Alta inversión.
Limitaciones para plantas que operan con agua de mar o plantas con altos niveles de cloro y nitrato en PLS.
2.- PROCESO DE FILTRACIÓN
DE LAS ALTERNATIVAS EXISTENTES ES LA MENOS COMÚN EN CHILE.
PROCESO DEPENDE DE LAS CARACTERÍSTICAS DEL CRUD INICIAL.
PROBLEMA TÍPICO SE RELACIONA CON LA COLMATACIÓN DE LAS TELAS DE FILTRACIÓN Y POR CONSIGUIENTE DISMINUCIÓN IMPORTANTE EN LAS CAPACIDADES DE FILTRACIÓN.
RESULTADOS PROMISORIOS OBTIENE DIVISIÓN EL TENIENTE CON FILTROS PERRIN.
PRUEBAS PILOTO DESARROLLADAS EN PERÚ EMPLEANDO FILTROS LAROX TAMBIÉN HAN ENTREGADO RESULTADOS MUY PROMISORIOS.
3.- EL PROCESO DE RUPTURA MECÁNICA
Etapas secuenciales
Remoción Crud primario planta y acumulación en estanque pulmón lavador.
Lavado con lluvia de refino y/o agua industrial y descarte acuoso con sólidos a sumidero y/o pond refino.
Ruptura mecánica con orgánico de operación en continuidad orgánica en reactor agitado.
Decantación de la mezcla anterior.
Descarte de acuoso con sólidos en suspensión y retorno de Crud secundario a estanque lavador.
Tratamiento del orgánico recuperado con arcillas y retorno a la operación.
Repetición ciclo.
DIAGRAMA DE FLUJO SIMPLIFICADO PROCESO DE RUPTURA MECÁNICA

Principales criterios de diseño
TASAS DE FORMACIÓN DE CRUD: Hasta 0.7 l/m3 PLS
COMPOSICION CRUD PRIMARIO (O/V)
Orgánico : 60 – 70
Acuoso : 25 – 40
Sólidos : 5 – 10
ETAPA DE LAVADO
Equipo : Reactor cilíndrico con fondo cónico 45°
Agente : Lluvia refino y/o agua industrial 2 m3/m3 Crud.
CRUD LAVADO (O/V)
Orgánico : 75
Acuoso : 22
Sólidos : 3
Ruptura mecánica

EQUIPO : Reactor cilíndrico con fondo cónico 45° y cuatro bafles de 90°
Razón Orgánico Crud : 1.5
Continuidad fases : Orgánica
Tiempo Agitación : 40 – 120 min
Velocidad Periférica : 825 – 1216 pie/min
ϕReactor/ϕImpeller : 2
Tipo Agitador : Cuatro aspas, axial.
Tiempo Decantación : 14 -24 h.
Crud Secundario : 0.20 – 0.30 m³/ m³ crud inicial.
DESTINOS
Despiches Acuoso : Sumidero y/o refino.
Orgánico Recuperado : A tratamiento con arcillas para recuperar sus propiedades.
Resultados típicos del proceso recirculando crud secundario
CRUD INICIAL : 155.83 m³
RUPTURA M ECÁNICA
CRUD SECUNDARI
O REM ANENTE 6.7m³
2.35m³ ORGÁNIC
O
ORGÁNICO RECUPERAD
O85.14m³
ACUOSO CON
SÓLIDOS DESCARTADOS
161.27m³
1.33m³ ORGÁNIC
O

Características relevantes proceso ruptura mecánica
Menores inversiones y costos de operación.
Alta capacidad de tratamiento y eficiencia.
Acepta fácilmente cambios abruptos en las tasas de formación de crud.
Gran simplicidad de operación.
Sin limitaciones en materiales de construcción para plantas con altos niveles de cloro y nitrato en PLS.
Mínimos requerimientos de limpieza y mantención.
Mínima instrumentación y control.
Equipamiento nacional y no importado.
Equipos pueden ser utilizados adicionalmente en el tratamiento con arcillas.
Desarrollo tecnológico chileno.
Ingeniería 100% nacional.
Autocontrol in situ del crud en la operación de la planta
• En rigor se trata de hacer la ruptura mecánica en los mismos mezcladores de la planta que operan en orgánico continuo.
• Lo anterior explica por qué al operar todas las etapas en orgánico continuo se generan menores tasas de formación de crud.
• El crud generado en la planta se puede canalizar muy controladamente a la etapa E2, cuidando vía conductivímetro el viraje
Orgánico Recuperado : 95.86%Orgánico Remanente en Sistema : 1.49%Orgánico Arrastrado por acuoso y sólidos : 2.65% Fracción aún recuperable desde sumidero o pond refino.
Combinación ideal
Utilizar coagulante en SX.
Operar en orgánico continuo.
Autocontrol in situ controlado.
Ruptura mecánica.
Lavado.
Ruptura.
Centrifugación o Filtración.
Crud lavado.
Crud secundario.
Restauración propiedades separación de fases.
La problemática de arrastres de acuoso en orgánico, opciones para su disminución.
Procesos industriales de remoción
Microgotas de fase acuosa que son arrastradas por la fase orgánica y que no logran ser separadas en los decantadores
Factores que determinan un mayor o menor arrastre de acuoso en la fase orgánica.
Continuidad de fases.
Temperatura.
Densidad, viscosidad y tamaño de gotas.
Flujos específicos y velocidades lineales.
Alturas capas de orgánico, acuoso y bandas de dispersión.

Niveles de Crud.
Grado de agitación.
Compuestos tensoactivos en el sistema.
Características de la fase acuosa.
Características del extractante y diluyente. Concentración.
Tensión interfacial y tiempos de separación de fases.
Sólidos en suspensión.
Diseño de Picket Fence, empleo de bafles, mallas y lechos.
Problemas asociados
Contaminación del electrolito con cloro, manganeso, nitrato, aluminio, sílice, hierro, yodo, sólidos y otros.
Mayor corrosión anódica.
Mayor contaminación catódica.
Mayor contaminación ambiental en la nave.
Mayores pérdidas de electrolito por arrastres en reextracción y mayor requerimiento de purgas.
Pérdidas de cobre, cobalto, aditivos desde el electrolito.
Mayor reposición de agua declorizada.
Mayor requerimiento de energía externa.
Riesgo potencial de pitting en láminas de acero inoxidable.
Riesgo potencial de despegue de cátodos con compromisos en la producción.
Riesgo potencial de deterioro de la calidad física y química del producto.
Situación puede ser crítica en invierno en plantas que operan con altos niveles de cloro y nitratos en el PLS.
Opciones para disminuir arrastres A/o

Operar E1-W-S2 en continuidad acuosa (lo cual se contrapone a problemática del crud).
Incorporar el PLS niveles controlados de coagulante y/o floculante compatible con la fase orgánica.
Restaurar las propiedades de separación de fases del orgánico de operación.
Minimizar la problemática de generación de crud.
Minimizar las pérdidas de calor.
Incrementar dentro de lo posible las capas de orgánico de E1-W-S2.
Optimizar el grado de agitación sin alterar eficiencias.
En casos críticos de altas bandas de dispersión, incorporar crud, bentonita o kieselgur en dosis controlada.
Incorporar mallas y/o lechos empacados en decantadores.
Incorporar agua de lluvia en sector de vertederos hacia el interior del decantador, en vertederos o TK orgánico para diluir arrastres.c
Técnica resonancia magnética nuclear
Equilibrio tautomérico:
PERMITE CUANTIFICAR: F
Aldoxima Cetoxima
Aldehido
Cetona Tridecanol Éster

Diseño de mixer-settler para control de arrastres
Sx como proceso físico
Separación
Mezclado
Separación
Mezclado
El mezclado genera área transferencia de masa para mejorar cinética

En la práctica no existen dispersiones dobles o/a o a/o, sino dispersiones múltiples
RANGO DE AMBIVALENCIA PARA EXTRACCIÓN EN CONDICIONES DE EQUILIBRIO
(BOWDEN, SCUFFHAM AND WARWICK)

SETTLER CIRCULAR SEGMENTADO (JACKSON, NEWRICH AND WARWICK)
DISTRIBUCIÓN DE ESFUERZOS DE CORTE
(KARAM AND BELLINGER)

Análisis conceptual del diseño de mezcladores-decantadores
Multistage mixers

DIMENSIONAMIENTO DEL SETTLER POR CRITERIO DEL FLUJO ESPECÍFICO
(RITCEY)
MIXER-SETTLER : TWO-STAGEREVERSIBLECONTACTOR
OLDER PLANTS : SINGLE-CHAMBER
MIX TANKS(80% EXTRACTION)
NEW PLANTS : MULTIPLE MIXER
TANKS(95% EXTRACTION)
SETTLER : COMMONLYGRAVITATIONAL

CRA BAFFELD SETTLERS
VENTANA ÓPTIMA
