mop – manuel de spécification d’organisme de … issue 7.pdf · thermocouples de frein de roue...
TRANSCRIPT

MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 1 / 38
This document is maintained on digital media. The current issue is located on the Esterline Advanced Sensorsnetwork. If this document is printed it is the responsibility of the user to check that the printed copy is of the
current issue before use.
2012 Esterline Advanced Sensors : Auxitrol SA, Norwich Aero Products Inc and Weston Aerospace Limited
MOP – Manuel de spécificationd’Organisme de Production
AGRÉMENT N° FR.21G.0028
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 2 / 38
HISTORIQUESection Modification par rapport à la dernière version
Toutes
I.A.2 / I.A.5 / I.B.2
I.B.5.
I.B.7
I.C.1
Remise en forme suivant procédure plateforme MTB P01GSAC devient OSACProcédure locale PI 01 devient procédure plateforme MTB P01
Changement de Dirigeant Responsable Délégué suite à évolution de l’organisationet changement (personnel de commandement) forme 4.Prise en compte des remarques OSAC (CRIS 1337 07 12)
Simplification chapitre I.B.5. en conformité au fascicule OSAC P32-55
Les informations concernant les agréments, certifications, … sont disponibles surle site d’Esterline
Nouvelle organisation de production
OBJETLe présent manuel ainsi que les documents organisationnels associés ont été établis en application de la souspartie G du règlement PART 21.
CHAMP D’APPLICATIONEsterline Advanced Sensors Bourges (Auxitrol SA)L’activité d’Auxitrol SA est la production de capteurs et systèmes de mesures associés repris dans le GQ 04.
UTILISATEURSVoir Chapitre IA5
REFERENCESPD 01 : Evolution des documents de conception, de fabrication et de contrôlePD 02 : Gestion de la configurationPH 01 : Qualification du personnel effectuant des opérations de contrôle et des procédés
spéciaux et sensiblesPQ 01 : Traitement des non conformitésPQ 03 : Actions correctives et préventivesPQ 04 : Etablissement des demandes de dérogationPQ 05 : Conservation des élémentsPQ 07 : Certificats libératoires autorisésPI 02 : Diffusion contrôlée des documentsMTB P01 : Maîtrise des documents du système organisationnelSM P03 : Exigences applicables aux Fournisseurs d’Esterline Advanced SensorsMI 03 : Lexique et numérotation des documents internes à la sociétéMD 03 : Sérialisation suivant norme ATA2000MQ 01: Maîtrise des appareils, équipements et outillages de contrôle et de fabricationMQ 03 : Contrôle Premier article des équipementsML 03 : Conditions d'achat, de stockage et d'utilisation des produits périssablesMM 01 : Etablissement et visa des documents du dossier industrielMM 03 : Mise en œuvre des procédés spéciaux et sensiblesMM 04 : Conception, réalisation, qualification et réforme des appareils, équipements et outillages de
fabrication et de contrôleGA 01 : Liste des prestataires agréésGD 03 : Classification des procédés spéciauxGH 02 : Programme de qualification du personnel habilité à prononcer la certification de navigabilitéGQ 03 : Procédures associées au MOP et au MOEGQ 04 : Capability List for PART 21-G Agreement
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 3 / 38
DEFINITION/
SOMMAIRE
I PARTIE DESCRIPTIVE .........................................................................................................4I.A GÉNÉRALITÉS........................................................................................................................4I.B ORGANISATION GÉNÉRALE DE L’ENTREPRISE ............................................................7I.C FONCTION QUALITÉ – ORGANISATION GÉNÉRALE.....................................................13
II RÈGLES ET PROCÉDURES DU SYSTÈME QUALITÉ .................................................19II.A GESTION DU DOSSIER INDUSTRIEL .............................................................................19II.B ORGANISATION DU CONTRÔLE DE LA PRODUCTION..............................................20II.C MAÎTRISE DES PROCÉDÉS..............................................................................................22II.D IDENTIFICATION ET TRAÇABILITÉ DU MATÉRIEL.......................................................23II.E CONTRÔLES NON DESTRUCTIFS...................................................................................25II.F OUTILLAGES ET MOYENS DE MESURE .......................................................................26II.G SURVEILLANCE DES FOURNITURES APPROVISIONNÉES OU SOUS-TRAITÉES..27II.H PROCÉDURES D’ESSAIS...................................................................................................29II.I TRAITEMENT DES NON-CONFORMITÉS DE FABRICATION - DÉROGATIONS ......29II.J MANUTENTION – STOCKAGE - TRANSPORT ..................................................................31II.K DÉTERMINATION FINALE DE L'ÉTAT DE NAVIGABILITÉ OU DE CONFORMITÉ DU
MATÉRIEL ............................................................................................................................31II.L ARCHIVAGE..........................................................................................................................32II.M TRAITEMENT DES NON-CONFORMITÉS DE FABRICATION DÉCOUVERTES APRÈS
LIVRAISON ...........................................................................................................................33II.N PRIVILÈGE D’ENTRETIEN SELON PART 21.163(c) .......................................................34II.O APPENDICES........................................................................................................................34
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 5 / 38
I.A.3 PROCÉDURE DE MODIFICATION
I.A.3.1 Evolution du MOPLes modifications du présent MOP et des documents organisationnels associés sont de deux types : Modifications dans l’entreprise soumises à accord préalable qui comprennent :
- les évolutions de la localisation géographique des productions,- les changements de propriétaires,- les évolutions du domaine de l'agrément,- les évolutions significatives de la capacité de production ou de ses méthodes,- les évolutions dans la structure de la division notamment au niveau qualité,- les changements de dirigeant responsable ou d'un dirigeant nommé suivant PART 21A-145 (c) (2),- les évolutions dans les systèmes de production ou qualité qui peuvent impacter la conformité ou la
navigabilité de nos produits,- les évolutions dans la répartition industrielle pour des sous-traitances ou des fournitures significatives.
Ces modifications seront reprises sur l'imprimé EASA Forme 2-50-51-12 avant présentation au RLSP.
Modifications non soumises à accord préalableCes modifications font l'objet d'une évaluation continue par le RLSP qui peut présenter ses objections et demanderun classement dans la catégorie à accord préalable.Elles sont transmises au RLSP par un avis de modification (bordereau d'envoi du MOP...)
La mise à jour du MOP et des documents associés listés dans le GQ 03 est décidée par la Direction Qualité dans lescas définis au § A/ ci-dessus et/ou à la demande du RLSP.
I.A.3.2 Système de repérage des modifications dans la documentationToutes les modifications apportées à la documentation sont repérées :
- MOP : le Manuel évolue d'indice dans son intégralité et ce quelle que soit la(les) partie(s) révisée(s)- Document organisationnel (procédure, mode opératoire, guide) : une modification apportée à un
document organisationnel provoque l'incrémentation du numéro de révision de toutes les pages. L'objet dela modification est mentionné dans le tableau des modifications.
Le GQ 03 évolue une fois par an. Il indique si la modification a été soumise ou non à accord préalable.
I.A.3.3 Procédure de présentation des modifications aux autoritésLes modifications soumises à accord préalable sont présentées sur EASA Forme 2-50-51-12 au OSAC/RLSP parcourrier pour obtention de l'accord préalable avant mise en application. Les documents à transmettre sont lessuivants :
- MOP complet- Le GQ 03 ainsi que les documents organisationnels modifiés
Ces modifications sont mises en application après que l’ OSAC/RLSP ait donné son accord par écrit.
Les modifications non soumises à accord préalable suivent la même procédure que ci-dessus mais ne nécessitentpas l'accord formel de l’OSAC/RLSP avant mise en application. L’ OSAC/RLSP accuse réception par écrit. En casde désaccord, il peut surclasser la modification de mineure en majeure s'il le juge nécessaire.
La mise à jour des documents (MOP et documents organisationnels) est assurée par le service Qualité dèsl'approbation par les Autorités. Les documents modifiés sont diffusés à tous les détenteurs tels que défini au chapitre02-1. Ces détenteurs sont responsables de la mise à jour du MOP (voir diffusion sur réseau).
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 6 / 38
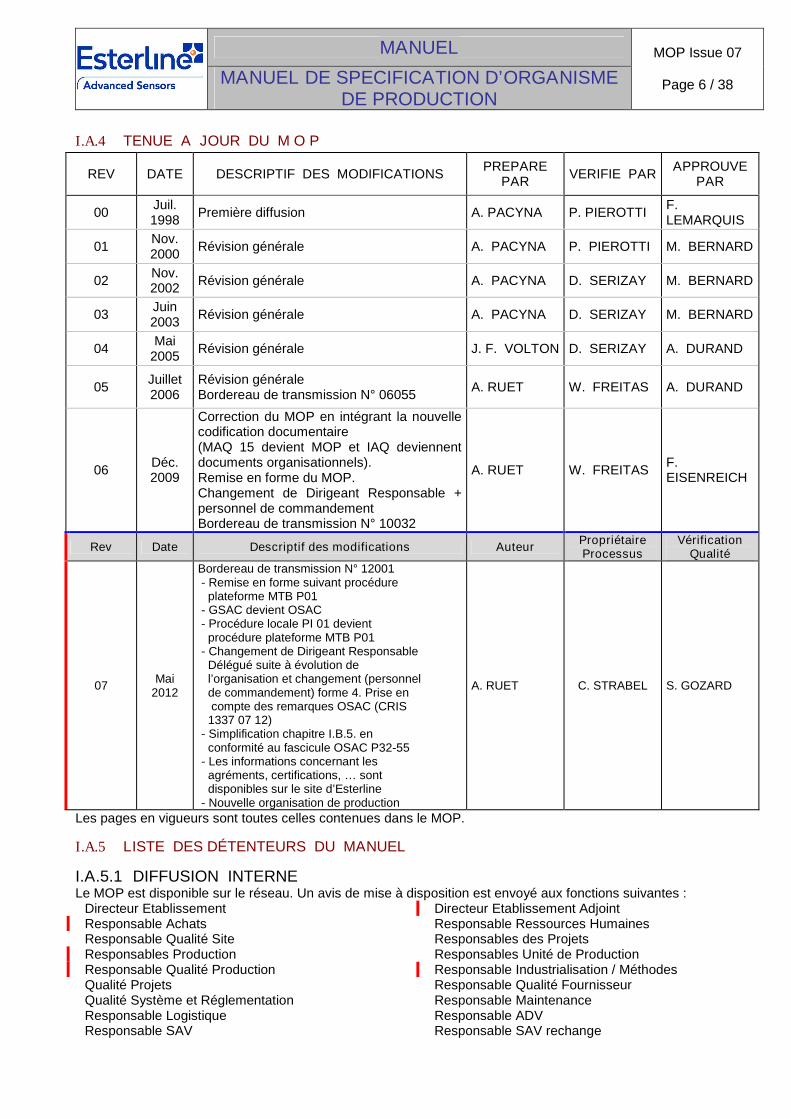
I.A.4 TENUE A JOUR DU M O P
REV DATE DESCRIPTIF DES MODIFICATIONSPREPARE
PARVERIFIE PAR
APPROUVEPAR
00Juil.1998
Première diffusion A. PACYNA P. PIEROTTIF.LEMARQUIS
01Nov.2000
Révision générale A. PACYNA P. PIEROTTI M. BERNARD
02Nov.2002
Révision générale A. PACYNA D. SERIZAY M. BERNARD
03Juin2003
Révision générale A. PACYNA D. SERIZAY M. BERNARD
04Mai
2005Révision générale J. F. VOLTON D. SERIZAY A. DURAND
05Juillet2006
Révision généraleBordereau de transmission N° 06055
A. RUET W. FREITAS A. DURAND
06Déc.2009
Correction du MOP en intégrant la nouvellecodification documentaire(MAQ 15 devient MOP et IAQ deviennentdocuments organisationnels).Remise en forme du MOP.Changement de Dirigeant Responsable +personnel de commandementBordereau de transmission N° 10032
A. RUET W. FREITASF.EISENREICH
Rev Date Descriptif des modifications AuteurPropriétaireProcessus
VérificationQualité
07Mai
2012
Bordereau de transmission N° 12001- Remise en forme suivant procédure
plateforme MTB P01- GSAC devient OSAC- Procédure locale PI 01 devient
procédure plateforme MTB P01- Changement de Dirigeant Responsable
Délégué suite à évolution del’organisation et changement (personnelde commandement) forme 4. Prise encompte des remarques OSAC (CRIS
1337 07 12)- Simplification chapitre I.B.5. en
conformité au fascicule OSAC P32-55- Les informations concernant les
agréments, certifications, … sontdisponibles sur le site d’Esterline
- Nouvelle organisation de production
A. RUET C. STRABEL S. GOZARD
Les pages en vigueurs sont toutes celles contenues dans le MOP.
I.A.5 LISTE DES DÉTENTEURS DU MANUEL
I.A.5.1 DIFFUSION INTERNELe MOP est disponible sur le réseau. Un avis de mise à disposition est envoyé aux fonctions suivantes :
Directeur Etablissement Directeur Etablissement AdjointResponsable Achats Responsable Ressources HumainesResponsable Qualité Site Responsables des ProjetsResponsables Production Responsables Unité de ProductionResponsable Qualité Production Responsable Industrialisation / MéthodesQualité Projets Responsable Qualité FournisseurQualité Système et Réglementation Responsable MaintenanceResponsable Logistique Responsable ADVResponsable SAV Responsable SAV rechange

MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 7 / 38
I.A.5.2 DIFFUSION EXTERNEOSAC / RLSP(La diffusion se fera sur support électronique avec le bordereau de transmission FQ 13)
I.B ORGANISATION GÉNÉRALE DE L’ENTREPRISE
I.B.1 RENSEIGNEMENTS GÉNÉRAUX
I.B.1.1 HISTORIQUE – FORME JURIDIQUECréée en 1960, la société AUXITROL S.A. a connu un essor rapide dans la conception, la fabrication et ladistribution d'équipements de systèmes industriels.Sa politique de marketing et de développement, son réseau de distribution ont permis la diffusion d'une gamme trèscomplète d'instruments et d'équipements mécaniques, électromécaniques et électroniques.Ses productions sont destinées principalement aux industries aéronautiques et spatiales.Auxitrol fait partie de la plateforme Advanced Sensors du groupe Esterline.
L’usine et le siège sociale est situé en France : 5, allée Charles Pathé 18941 BOURGES CEDEX 9.
I.B.1.2 DOMAINE D’ACTIVITÉ D’AUXITROL SA ET D’ESTERLINE ADVANCED SENSORSLes principales activités d’Auxitrol SA et Esterline Advanced Sensors (NYSE : ESL www.esterline.com) sont laconception, la fabrication et le soutien après vente de : Thermocouples, capteurs de température totale pour avionset moteurs, sondes à résistance, capteurs de pression, pyromètres optiques, et moyens d'essais associés, capteursde vitesse et de couple, débitmètres, jaugeurs et détecteurs de niveaux, capteurs cryogénique, capteurs air data,capteurs cylindre vibrants, densimétrie carburant.
Les différentes sociétés faisant parties d’Esterline Advanced Sensors sont : Auxitrol S. A. - France Weston Aerospace – Angleterre Esterline Mexico - Mexique Norwich Aero - U. S. A.
I.B.1.3 PRINCIPALES REFERENCES D’AUXITROL SA
SAFRAN GROUP (Snecma, Snecma DMS, Turbomeca, Messier-Bugatti, …) : Harnais de thermocouples pour moteurs CFM56, M53, ATAR, LARZAC Sondes à résistance pour moteur CFM56 et M88 Pyromètre optique, Bloc capteurs Pression et Transmission flexible pour moteur de M88 Capteurs de température pour le moteur SaM 146 Thermocouples et sondes à résistance pour moteur VULCAIN, ARIANE 5 Thermocouples d'échappement et thermosondes Capteurs de pression Thermocouples de frein de roue A319-A320-A380-A400M Capteurs de pression et manocontact électronique A380
UTC GROUP (Pratt & Whitney & Hamilton Sundstrand): Sondes de température et capteurs de pression pour PW210, PW307, PW535B/D/E, PW610, PW545C, PW615, PW617 Capteurs de pression et de débitmétrie pour BOEING 787
ROLLS-ROYCE : Capteurs de température et de pression (BR700, TP400, TRENT500, GEM, GNOME, XWB)
HONEYWELL : Capteur de Température (HTS 7000)
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 8 / 38
AIRBUS : Capteurs de pression Sondes de température (Messier Bugatti) Capteurs de pression pour système de filtration et freinage A380 (Messier Bugatti)
DASSAULT Aviation Thermocouples et système de détection de surchauffe et d'antigivrage pour FALCON Capteurs de pression
I.B.2 ORGANISATION DE L’EQUIPE DE MANAGEMENT LOCAL D’AUXITROL SA
L’équipe de Management Locale (LMT : Local Management Team) gère tous les problèmes (dont les événementsrelatifs à la Qualité) relatifs à Auxitrol SA. Cette équipe est responsable de la mise en place de la stratégie élaboréepar le COMEX (COMité EXecutif de la plateforme Esterline Advanced Sensors). Le LMT se réunit toutes lessemaines.Elle se compose de:
Le Directeur d’établissement (qui préside les réunions) et Dirigeant Responsable Le Directeur d’établissement Adjoint (Form 4) Le Contrôleur Financier Le Responsable Ressources Humaines Le Responsable Qualité (Form 4) Le Responsable des Achats (Form 4) Un Représentant du Département Engineering (Form 4) Le Directeur des ventes et des opérations ESS Le Responsable des Projets Le Responsable du service après vente
A ce titre, chaque membre du LMT possède les moyens humains et matériels nécessaires pour gérer l’ensembledes activités dont il est en charge.
Le Directeur d’établissement (Dirigeant Responsable) dépend hiérarchiquement du Président de la Plateformed’Esterline Advanced Sensors.Le Directeur Qualité dépend hiérarchiquement du Président de la Plateforme d’Esterline Advanced Sensors. LeResponsable Qualité d’Auxitrol SA dépend hiérarchiquement du Directeur qualité Plateforme et fonctionnellement duDirecteur d’établissement (Dirigeant Responsable). Le Responsable Qualité d’Auxitrol SA a autorité sur l'ensembledes services de la société pour s'assurer que les dispositions du présent manuel sont bien appliquées. La qualiténouveaux projets, fournisseurs et production, rattachées directement au Responsable Qualité d’Auxitrol SA, ontl'autorité et l'indépendance nécessaires pour effectuer les vérifications tout au long de l'élaboration d'un produit :conception, approvisionnements, production, contrôle, installation et après vente.
RESPONSABILITÉS DU DIRECTEUR DE L’ÉTABLISSEMENT
Le Dirigeant Responsable Délégué assure les missions suivantes :- Il propose les politiques, plans et objectifs industriels pour le site- Il fait parti du LMT et COMEX Etendu- Il coordonne les investissements- Il structure et améliore l'organisation industrielle- Il doit maintenir la capacité de production de l'usine- Il doit veiller à la qualité et la compétitivité des produits fabriqués- Il a la responsabilité de s'assurer que toute la production est réalisée conformément aux critères de la
PART 21 - sous-partie G et que l'organisme de production se conforme en permanence aux données etaux procédures reprises dans le présent MOP
- Il suit et améliore la politique de gestion des stocks- Il doit veiller aux bonnes relations humaines
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 9 / 38
RESPONSABILITÉ DU DIRECTEUR D’ETABLISSEMENT ADJOINTRattaché hiérarchiquement au Directeur de l’établissement, il est responsable :
- de la gestion des ateliers de fabrication et du contrôle production,- du respect du Programme Qualité ainsi que les objectifs de coûts et délais,- d’assurer le respect des standards du dossier industriel,- de rédiger, de maintenir et d’améliorer les dossiers de production,- d’assurer la définition, la qualification et la mise en place des nouveaux équipements,- d’assurer la qualification des procédés spéciaux et sensibles,- gérer les têtes de série et série,- de la Logistique, de la Maintenance et des Travaux Neufs ainsi que de la Sécurité
RESPONSABILITÉS DU RESPONSABLE BUREAU D’ETUDE:Rattaché hiérarchiquement à un membre du COMEX et faisant parti du LMT, il assure les missions suivantes.
- représente les bureaux d’études au LMT,- responsable de la rédaction et du maintien des dossiers de définition et de contrôle,- responsable de la procédure de Gestion des évolutions des documents technique.
RESPONSABILITÉS DU RESPONSABLE QUALITÉFaisant parti du LMT, il assure les missions suivantes:
- gestion du MOP et des documents associés,- gestion des EASA Form 4.
RESPONSABILITÉS DU RESPONSABLE ACHATSFaisant parti du LMT, elle assure les missions suivantes :
- validation et suivi des fournisseurs avec le support de la qualité fournisseur- déclinaison des exigences internes vers les fournisseurs et les sous-traitants (SM P03 et spécifications
techniques)- déclinaison des exigences contractuelles des clients vers les fournisseurs concepteurs et/ou fournisseurs
agréés PART 21G
I.B.3 PRINCIPAUX MOYENS DE PRODUCTION, DE CONTRÔLES ET D'ESSAIS
I.B.3.1 SUPERFICIE DES LOCAUX- surface totale : 53 000 m²- surface couverte : 10 000 m²
I.B.3.2 PRINCIPAUX MOYENS DE PRODUCTION, DE CONTROLES ET D'ESSAIS ET DECONCEPTION
- Gestion de Production Assistée par Ordinateur- Équipement de CAO et DAO- Salle blanche Classe 10000 comprenant une zone en classe 100 pour la photolithographie des éléments
sensibles- Salle dépoussiérée Classe 100 000 avec contrôle de température et degré hygrométrique- Centre d'usinage- Machine à commande numérique- Machines conventionnelles d'usinage- Machines à rétreindre- Postes de soudage à l'arc- Postes de soudage TIG et mini plasma- Machines à braser HF- Machine à souder par faisceau d'électrons- Banc de test automatique pour capteurs de pression.- Banc pour contrôle d'étanchéité à l'hélium- Banc pour test hydraulique- Banc pour contrôle ressuage
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 10 / 38
- Moyens d'étalonnage pour capteur de température et capteurs de pression- Pot vibrant- Moyens de contrôle et d'essais conventionnels (mécaniques, électriques, électroniques)- Machine tridimensionnelle- Soufflerie givrante- Four sous vide pour brasure- Four à flamme (essais haute température)- Tunnel hydrodynamique- Soufflerie non givrante
I.B.4 MOYENS HUMAINS DE L'ENTREPRISE
I.B.4.1 EFFECTIF TOTALLa société emploie en France environ 420 personnes.
I.B.4.2 FORMATIONLa formation doit profiter à toutes les catégories de personnel de l'entreprise. Une attention particulière est donnée àla sélection et à la formation du personnel nouvellement recruté et du personnel affecté à de nouvelles tâches.
Quatre types de formation sont prévus :- formation professionnelle générale,- formation professionnelle aux procédés sensibles et spéciaux,- formation à la qualité,- formation aux réglementations,
I.B.4.2.1 FORMATION PROFESSIONNELLE GÉNÉRALE
Un programme de formation est établi annuellement en fonction des besoins exprimés par les chefs de service.
La gestion, la documentation et le suivi de ce programme est effectué par le service du personnel qui doit archiverles rapports ou les certificats de stage dans les dossiers du personnel.
I.B.4.2.2 FORMATION PROFESSIONNELLE AUX PROCÉDÉS SPÉCIAUX
La formation des opérateurs aux procédés sensibles ou spéciaux a pour but de s'assurer que tous les procédésutilisés dans le cycle de fabrication sont exécutés suivant un mode opératoire maîtrisé permettant d'obtenir le niveaude qualité optimal d'une manière reproductible.
Les procédés concernés sont les procédés dits spéciaux (soudage, brasage, sertissage, etc...) ainsi que lesprocédés sensibles propres à AUXITROL.
La formation permet de s'assurer que les opérateurs ont bien assimilés toutes les consignes nécessaires à la bonneexécution des opérations afin de minimiser les risques d'anomalies.
La formation des opérateurs est assurée par la maîtrise et si nécessaire assistée par le service méthodes ou par unorganisme externe.
Pour certains procédés de soudage et/ou lorsque requis contractuellement les soudeurs sont formés et qualifiés parun organisme officiel ou reconnu suivant les exigences de normes tels que ASME, RCCM, AIR 0191, etc...
Le service ressources humaines est responsable de gérer la liste des soudeurs qualifiés et la liste des opérateursqualifiés.
Les opérateurs effectuant des opérations de contrôle qualité sont qualifiés suivant PH 01. Cette même procéduredéfinit la liste des opérateurs qualifiés et en particulier pour les opérations de contrôle non destructif.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 11 / 38
I.B.4.2.3 FORMATION A LA QUALITÉLa Direction Qualité est responsable de cette formation qui a lieu principalement lors :
- de la publication de chaque révision du Manuel Qualité si nécessaire- de la publication des révisions des documents organisationnels si nécessaire- de la publication des documents organisationnels
Les personnes concernées par cette formation sont principalement les attributaires des documents qualité (manuelet des documents organisationnels) et celles concourant à son application.
Une attention particulière est donnée à la formation du personnel nouvellement recruté.
Une formation à la Qualité d'ordre général ou portant sur des points particuliers sera organisée lors d'événementstels que : projet d'entreprise, audits internes, etc...
Chaque formation doit donner lieu à un enregistrement.
I.B.4.2.4 FORMATION AUX RÉGLEMENTATIONS
Formation des personnes habilités à prononcer la libération du matériel et à viser les attestations de navigabilité estréalisée selon le programme de qualification GH 02 et PQ 07.
I.B.4.2.5 CONSERVATION DES ENREGISTREMENTS RELATIFS A LA FORMATION GÉNÉRALE
Les enregistrements relatifs à cette formation seront conservés par le service du Personnel selon les modalitésdécrites dans PQ 05.
I.B.5 ORGANISATION DE LA DOCUMENTATION
L'architecture du système documentaire est définie par la procédure MTB P01. Les niveaux sont :- Manuel Qualité- Processus- Procédure/ Mode opératoire- Guide- Formulaire
Les différents services émetteurs et approbateurs de ces documents sont définis dans la procédure MTB P01.Ces documents sont référencés selon les règles définies dans la procédure MTB P01.L’indice dévolution des ces documents est numérique. Cet indice commence à 01 et il s’incrémente numériquementà chaque évolution. La validation et la diffusion de ces documents sont définies dans la procédure MTB P01
Les documents relatifs au dossier industriel sont codifiés suivant le document MI 03. La validation de ces documentsest définie selon la procédure MM 01. La diffusion est réalisée suivant la procédure PI 02. Les évolutions de ladocumentation relatives au dossier industriel sont gérées suivant la procédure PD 01.

MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 12 / 38
I.B.6 DOMAINE COUVERT PAR L'AGRÉMENT
I.B.6.1 MATÉRIELS ET ACTIVITÉS COUVERTS PAR L'AGRÉMENTLes activités concernées par l'agrément sont les suivantes :
- Production de capteurs de température et système de mesures associées conçus par AUXITROL pourmoteurs et cellule d'aéronefs.
- Production d'équipements divers tels que : arbres flexibles, jaugeurs de niveau, réchauffeurs pour vanne dedégivrage, réchauffeurs de circuit hydraulique (voir liste selon GQ 04)
- Production de capteurs de pression, de manocontacteurs, de débitmétrie et de thermocontacteurs (voir listeselon la GQ 04)
- Entretien de matériels selon le privilège PART 21-163(d)- Réalisation de prototypes et spécimens d’essais sous couvert de l’agrément
I.B.6.2 ORGANISATION INDUSTRIELLE MISE EN PLACE POUR LA RÉALISATIONDES ACTIVITÉS COUVERTES PAR L'AGRÉMENT
Les activités de production et d'entretien avant mise en service sont réalisées au centre de production de Bourges eten sous-traitance le cas échéant.
Les principaux sous-traitants et fournisseurs français ou étrangers sont listés dans le document GA 01 « Liste desfournisseurs agrées ».
La part sous-traitée ou provenant de fournisseurs est d'environ 40% du prix de revient.
En principe les relations entre les donneurs d'ordres et AUXITROL sont du type partenariat ; AUXITROL étudie,développe et produit des équipements à partir d'une spécification technique et/ou de besoins établis par lesdonneurs d'ordres.
I.B.6.3 EXERCICE DES PRIVILEGES - RELATIONS AVEC LES DONNEURS D'ORDRESAvec certains donneurs d'ordres, AUXITROL a le statut de "VENDOR". Ce statut est précisé par contrat entre leconstructeur et AUXITROL. Ces contrats sont à la disposition des autorités pour consultation.
Dans tous les cas il sera demandé aux détenteurs de l’approbation de définition les preuves de navigabilité desmatériels conçus, fabriqués par AUXITROL, avant émission d'une EASA Form 1 « Navigabilité ».
Les services techniques AUXITROL sont garants de la définition des matériels et sont en charge d’assurer lacoordination avec la fabrication.
Les évolutions d'équipement font l'objet de F.E.E. transmises aux constructeurs titulaires d'un agrément deconception et/ou à l’OSAC pour accord et visa tel que décrit dans la procédure PD 01.
AUXITROL signera des arrangements avec ses fournisseurs uniquement lorsqu’il aura lui-même obtenu l’accordauprès du détenteur de l’approbation de la définition.
Le document GQ 04 donne la liste des matériels approuvés est mise à jour en conséquence.
Un accord est formalisé pour assurer la coordination entre AUXITROL et les donneurs d’ordre dans le cadre desexigences PART 21A-133(b)(c).
I.B.7 DIVERS (RECONNAISSANCES ET AGRÉMENTS OBTENUS PAR AUXITROL
Les différents agréments et certifications sont disponibles sur le site web Esterline (Plateforme Esterline AdvancedSensors / Approvals).
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 13 / 38
I.B.8 OBLIGATION VIS-A-VIS DE L’AGRÉMENT
AUXITROL s’engage à confirmer par écrit tout avis de limitation /suspension. :- En cas de constatation de niveau 1, AUXITROL s’engage à mettre en place l’action corrective pour
satisfaire à l’Autorité dans un délai n’excédant pas 21 jours ouvrables après confirmation écrite de laconstatation
- En cas de constatation de niveau 2, AUXITROL s’engage à mettre en place l’action corrective poursatisfaire dans un délai fixé par l’Autorité, extension possible à la demande d’AUXITROL
- En cas de constatation de niveau 3, AUXITROL s’engage à traiter les écarts selon un délai à soumettre àl’Autorité
Cas de restitution ou de révocation de l’agrément, AUXITROL s’engage à retourner le certificat d’agrément àl’Autorité.
I.C FONCTION QUALITÉ – ORGANISATION GÉNÉRALE
I.C.1 ORGANISATION
La Direction Qualité dépend directement du Vice président & Directeur des Opérations d’Esterline AdvancedSensors et a autorité sur l'ensemble des services de la société pour s'assurer que les dispositions du présentmanuel sont bien appliquées.
Les représentants et/ou responsables Qualité rattachés directement à la Direction Qualité ont l'autorité etl'indépendance nécessaire pour effectuer les vérifications aux stades : conception, approvisionnements, production,contrôle et après vente d'un produit.
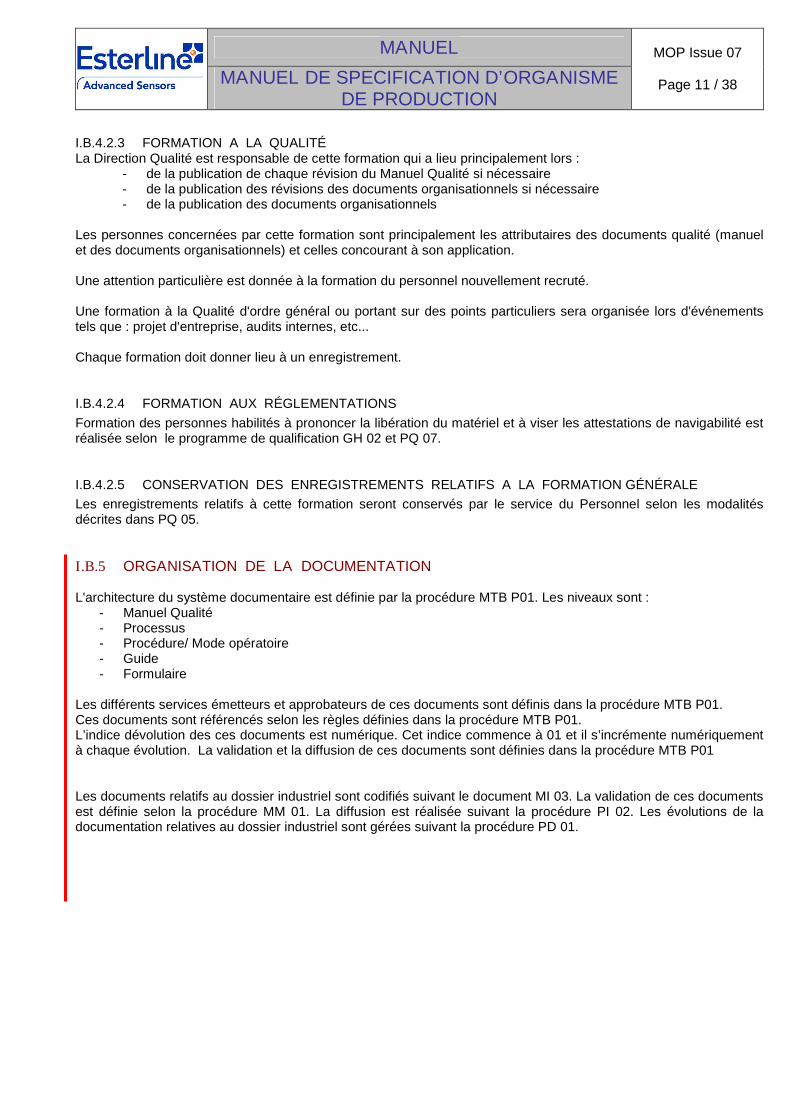
Les organigrammes font apparaître trois fonctions bien distinctes :o une fonction contrôle de production dont les représentants ou responsables sont rattachés aux
responsables unité de production contrôle.o une fonction qualité dont les responsables sont rattachés à la Direction Qualitéo une liaison fonctionnelle directe entre la Direction de la Qualité et le Dirigeant Responsable
LMT (Local Management Team)
Cliff Strabel *Plant Director
Willy Freitas **Deputy Plant Director
Financial Controller
Sophie Leduc **Purchasing Manager
Manager, ProjectManagement
David Lapeyronnie ** -Pressure & Flow
Sensors – Development
Human ResourcesManager
Key Account DirectorSAFRAN Group
Sales & OperationsDirector, ESS
Stéphane Gozard **Quality Manager
Liaison fonctionnelle
Liaison hiérarchique
* Dirigeant Responsable** Form 4
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 14 / 38
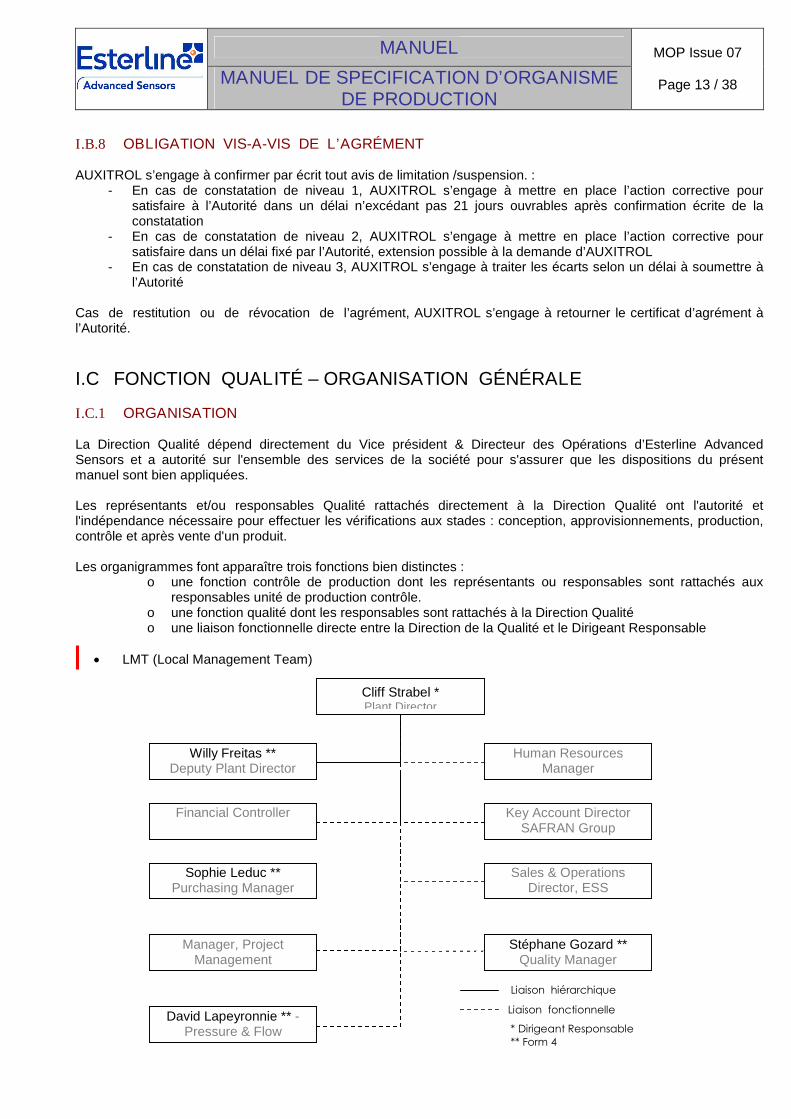
Direction des Opérations
* Dirigeant Responsable / ** Form 4
Cliff Strabel *Plant Director
Manufacturing EngineeringManager
Production Manager Pressure
Customer ServiceManager
Production ManagerTemperature 1
Production ManagerTemperature 2
Maintenance Manager
Plant DirectorExecutive Assistant
Willy Freitas **Deputy Plant Director
Logistic Manager
MANUEL
MANUEL DE SPECIFICATION D’ORGANISME DE PRODUCTION
MOP Issue 07
Page 15 / 38
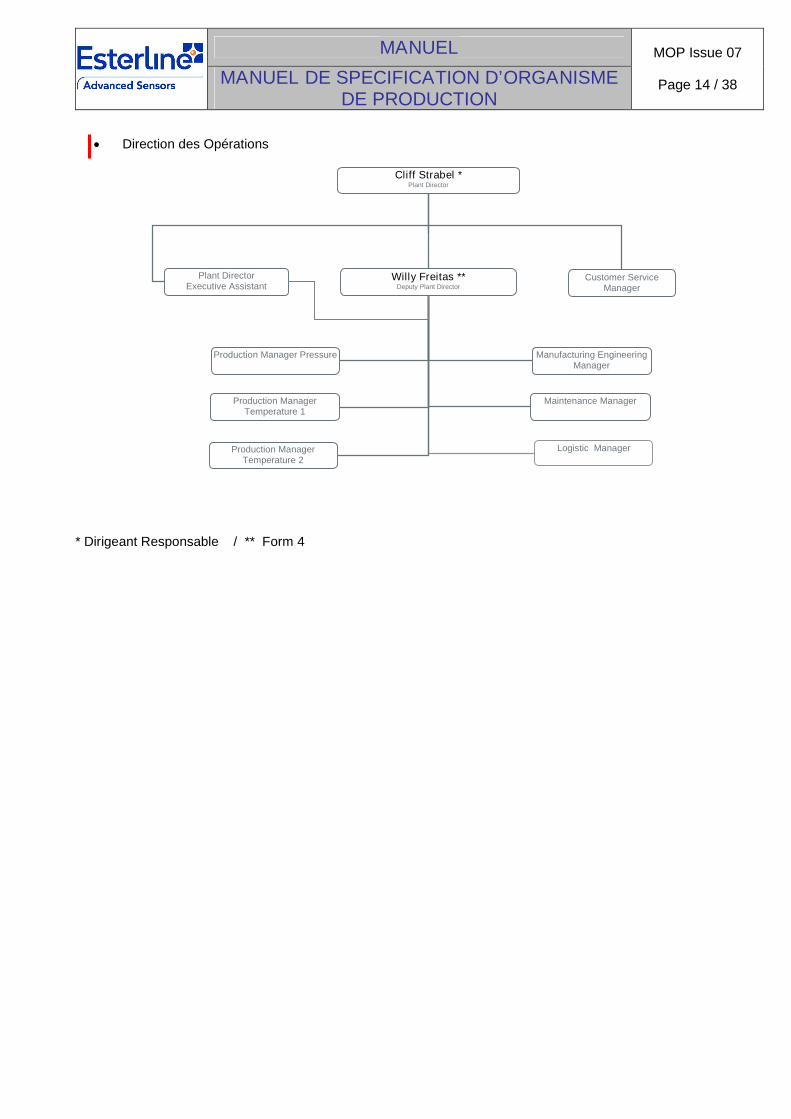
Direction Qualité
* Dirigeant Responsable / ** Form 4
Stéphane Gozard **Bourges Quality
Manager
Quality Assistant& Administration
DocumentationSpecialist
NPI QualityNPI Quality Team
Leader
NPI QualityEngineer
ManufacturingQuality
ManufacturingQuality Manager
TemperatureManufacturing QE
TAT ManufacturingQE
Quality InvestigationExpert
Quality InvestigationExpert
Manufacturing QT
TemperatureManufacturing QT
Release QualityTechnician
Supplier QualitySupplier Quality
Manager
Supplier Quality
Supplier QualitySupplier Quality
Supplier Quality
IncomingInspection
Incoming InspectionManager
Inspector
Customer ReturnCoordinator
Inspector
Inspector InspectorNPI QualityEngineer
Pressure QE
Quality System& Regulation
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 16 / 38
I.C.2 MISSIONS ET RESPONSABILITÉS
I.C.2.1 MISSIONS ET RESPONSABILITÉS DU RESPONSABLE QUALITÉLe Responsable Qualité dépend directement du Dirigeant Responsable, il assure les missions suivantes :
- Il doit rendre compte au Dirigeant Responsable du fonctionnement du système qualité,- Il coordonne l'ensemble des activités liées à la Qualité : Système de Management de la Qualité, qualité
en conception, qualité production,- Il est responsable du bon fonctionnement des procédures Qualité- Il gère la qualité pour la maintenir et l'améliorer dans le but de réduire les coûts de non qualité,- Il a autorité sur l'ensemble des services de la société dans le but de maintenir et d'améliorer la Qualité,- Il a autorité pour suspendre les fabrications lorsque des non conformités le justifient,- Il organise et anime les réunions qualité et les commissions de traitement des fiches d'anomalies,- Il est responsable de l'information et de la formation à la qualité dans la société,- Il est responsable de la politique d'agrément des fournisseurs et sous-traitants,- Il est responsable de la politique et du programme d'audits internes,- Il est responsable de la Gestion du Système de Management de la Qualité (SMQ) par rapport aux
normes ISO 9001, EN/AS 9100 et ATEX,- Il est responsable de la Gestion des audits clients, tierces parties, internes,- Il est responsable de la mise à jour du Manuel Qualité en fonction de l’évolution de l’organisation et en
fonction des améliorations de notre Système de Management de la Qualité,- Il est responsable, d’un point de vue Qualité, des relations avec les clients et les services officiels- Il propose et déploie les stratégies d'amélioration de la qualité.
I.C.2.2 MISSIONS ET RESPONSABILITÉS DES CONTRÔLEURS PRODUCTIONRattachés hiérarchiquement aux Responsables des unités de contrôle, ils sont responsables du contrôle de laProduction et ils assurent en particulier les missions suivantes :
- Ils participent à l'élaboration des documents de réception et des fiches d'instructions de contrôle.- Ils sont responsables du contrôle des matériels en conformité avec les documents applicables à tous les
stades de la fabrication.- Ils sont responsables de la réception finale avant la mise à disposition auprès du Service Qualité.- Ils sont responsables de l'émission des fiches de non-conformité.
Les contrôleurs Production sont qualifiés selon les dispositions de la procédure PH 01.
I.C.2.3 MISSIONS ET RESPONSABILITÉS QUALITÉ PRODUCTIONRattachés hiérarchiquement au Responsable Qualité, ils assurent en particulier les missions suivantes :
- Réalisation des audits internes- Gestion des non conformités et suivi de la mise en place des actions correctives et préventives- Gestion des coûts de non qualité- Expertise des produits non conformes- Gestion de la communication des aspects Qualité avec les interlocuteurs de nos clients- Validation des demandes de dérogation- Participation aux réunions d'amélioration continue- Participation aux revues de projets- Validation des demandes de modification- Mise à jour des dossiers 1ers articles- Ils sont responsables du visa des documents libératoires pour les personnes habilitées- Ils doivent décider de l'arrêt de fabrication lorsqu'une non conformité le justifie. Pour ce faire, ils
demandent l’approbation du Responsable Qualité
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 17 / 38
I.C.2.4 MISSIONS ET RESPONSABILITÉS QUALITÉ PROJETSRattachés hiérarchiquement au Responsable Qualité, ils assurent les missions suivantes :
- Participation aux revues projets- Participation aux audits et revues clients- Rédaction des dossiers 1
ersarticles ou équivalents
- Réalisation d'audits internes- Participation aux expertises des produits en cours de développement (jusqu'à la phase présérie)- Gestion des fiches de non conformité et suivi de la mise en place des actions correctives et préventives- Traitement des demandes de dérogations- Validation des demandes de modification- Rédaction des plans qualité- Suivi des programmes jusqu'à la fin de la présérie- Gestion de la communication des aspects Qualité avec les interlocuteurs de nos clients
I.C.2.5 MISSIONS ET RESPONSABILITÉS DE L’INGENIEUR QUALITÉRÉGLEMENTATION
Rattaché hiérarchiquement au Responsable Qualité, il assure les missions suivantes :- Adéquation de notre système Qualité par rapport aux réglementations- Gestion des audits de tierce partie- Formation et surveillance du personnel habilité APRS- Gestion des anomalies notifiées par l’Autorité et respect des délais- Présentation du bilan Qualité aux Autorités- Suivi des reconnaissances PART, FAR, TCAC
I.C.2.6 MISSIONS ET RESPONSABILITÉS QUALITE FOURNISSEURRattaché hiérarchiquement au Responsable Qualité, la qualité fournisseur assure les missions suivantes :
- Agrément des fournisseurs- Réalisation des revues de projet et validation des dossiers 1
esrarticles fournisseurs
- Traitement des non-conformités détectées en contrôle réception- Traitement des demandes de dérogation des fournisseurs- Suivi des performances (qualité, ponctualité) des fournisseurs- Gestion des audits fournisseurs- Suivi des actions correctives et préventives
I.C.3 MOYENS HUMAINS
Effectif total de la fonction qualité : 27 soit 6% de l’effectif AUXITROL SA.
Le mode de sélection, la formation et le perfectionnement des personnes affectées à des fonctions Qualité sontconduits selon les dispositions du Manuel Qualité - Chapitre "Gestion des Ressources Humaines".
Les mesures concernant la qualification et le perfectionnement de ces personnes prennent en compte notammentles besoins de l'organisme, l'évolution des règlements (PART, FAR...)
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 18 / 38
I.C.4 MAÎTRISE DU SYSTEME QUALITÉ
I.C.4.1 GÉNÉRALITÉSLa Direction Générale ou son représentant effectue périodiquement en principe tous les dix huit mois, un audit duprogramme qualité.
Cet audit a pour objectifs principaux :- Vérifier que le programme qualité est tenu à jour en fonction des évolutions de la société, des directives
données par la Direction Générale et des audits clients. Il doit permettre également de s'assurer du maintienet de l'amélioration de la qualité.
- S'assurer que les audits internes sont bien réalisés conformément au programme prévu et les actionscorrectives qui peuvent en découler sont mises en œuvre.
Les audits doivent être effectués soit par la Direction, soit par une personne désignée par elle-même ou par unorganisme externe à la société. Ils doivent faire l'objet d'un programme et d'un rapport qui doit mettre en évidenceles écarts constatés.
La Direction Générale, au travers de Revues de Direction, fait une évaluation de l'efficacité et de la pertinence dusystème qualité et fait engager des actions d'amélioration au Directeur Qualité.
I.C.4.2 AUDITS INTERNES ET EXTERNESLes audits internes font l'objet d'un programme d’audits internes, qui se déroule sur dix huit mois et précise lestypes d'audits à réaliser (Système, Processus, Produit, Procédé).
Les thèmes des réglementations PART21G applicables sont pris en compte à travers les différents auditsprogrammés sur un cycle de 12 mois
Les audits externes font l'objet d'un programme établi pour l'année et réactualisé périodiquement par le responsableQualité Fournisseurs.
Les audits internes et externes sont conduits suivant un questionnaire préétabli.
Les auditeurs internes ont l'indépendance requise vis-à-vis de l'activité à auditer.
Les auditeurs internes et externes sont qualifiés suivant la procédure PQ 02.
Les résultats d'un audit peuvent aboutir à des demandes d'actions correctives. Les actions correctives seront misesen œuvre par le Responsable du service audité ou imposées par le service Qualité qui en suivra l'application et encontrôlera l'efficacité.
I.C.4.3 GESTION QUALITÉ - INDICATEURS QUALITÉUn bilan qualité est établi annuellement sur les bases du fascicule OSAC P 32.60
Le Responsable Qualité organise périodiquement des réunions internes dans le cadre de l'amélioration continue.
Ces réunions font l'objet de synthèses sous forme de tableau afin de suivre l'aboutissement des actions décidées.
La politique ainsi que les objectifs définis par la Direction Générale en matière de qualité sont communiqués àl'ensemble du personnel par les moyens suivants :
- Affichage mensuel (tableau de communication)- Réunions de sensibilisation à la Qualité- Actions de formation continue interne- Réunions Qualité- Réunions annuelles et entretiens individuels
Les audits internes ainsi que les réunions Qualité sont les moyens de s'assurer que la politique et les objectifs fixéspar la Direction Générale sont connus et appliqués par l'ensemble du personnel.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 19 / 38
I.C.5 PRISE EN COMPTE DES EXIGENCES QUALITÉ DES DONNEURS D’ORDRE
I.C.5.1 PLAN QUALITÉQuel que soit le produit fabriqué, le présent manuel est d'application.Un plan qualité produit sera établi lorsque requis contractuellement par le donneur d'ordres.
I.C.5.2 RELATIONS AVEC LES DONNEURS D'ORDRESLa politique Qualité et le Système Qualité d'AUXITROL sont définis dans le Manuel Qualité, le présent manuel et lesdocuments organisationnels qui les complètent.
Les exigences particulières des donneurs d'ordres en matière de Qualité sont traduites dans les documentsorganisationnels ou tout autre document équivalent (exemple : plan qualité).
II RRÈÈGGLLEESS EETT PPRROOCCÉÉDDUURREESS DDUU SSYYSSTTÈÈMMEE QQUUAALLIITTÉÉ
II.A GESTION DU DOSSIER INDUSTRIELLa gestion des dossiers industriels (dossier de définition, dossier de fabrication et dossier de contrôle) est réaliséeselon les documents MM 01, PI 02 et PD 01.
Les évolutions du dossier industriel sont classées en trois catégories :- Modification- Amendement- Correction
Les 3 catégories sont définies dans la procédure PD 01.
La compatibilité du dossier de contrôle et du dossier de fabrication avec le dossier de définition sera vérifiéeen réalisant un contrôle premier article suivant le document MQ 03 afin de garantir les données denavigabilité émises par l'autorité ou le détenteur du certificat type.
II.A.1 DOSSIER DE DÉFINITION
II.A.1.1 ÉMISSION
Le dossier de définition est émis et géré par le Bureau d'Études. Il est constitué des documents suivants :- le plan type ou plan client- la liasse de plans- les nomenclatures- les spécifications d'approvisionnement- le Document d'Exigence de Fabrication (DEF)
II.A.1.2 GESTIONLa gestion du dossier de définition est sous la responsabilité de la Direction Technique.
II.A.1.3 NUMÉROTATIONLes documents du dossier de définition sont codifiés et numérotés suivant le document MI 03
II.A.1.4 ÉVOLUTION DE LA DÉFINITIONToute évolution d'un document de définition fait l'objet d'une Demande d'Évolution de Document Technique (DEDT)qui est traitée et gérée suivant la procédure PD 01.
Le P/N de l'équipement n'évolue que dans le cas de modification, les règles sont définies par la procédure PD 02.
L'approbation interne et externe des évolutions est traitée selon la procédure PD 01.
La prise en compte par les dossiers de fabrication et de contrôle des évolutions de définition est décrite dans laprocédure PD 01.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 20 / 38
II.A.2 DOSSIER DE FABRICATION
II.A.2.1 ÉMISSION / GESTIONLe dossier de fabrication est émis et géré par le Secteur Industriel (service Industrialisation et méthodes) et estconstitué des documents suivants :
- les gammes de fabrication, les fiches opératoires- les fiches suiveuses - les fiches d'instruction de travail, les fiches de poste- les plans des outillages- les TIDA (Tableau des Indices des Documents Applicables)
Les gammes, les fiches suiveuses, les fiches d'instruction, les TIDA et les plans des outillages sont établis, vérifiéset approuvés selon le document MM 01.
II.A.2.2 ÉVOLUTIONToute évolution d'un document de fabrication fait l'objet d'une DEDT qui est traitée et gérée suivant la procédure PD01.
II.A.2.3 EXIGENCES PARTICULIERESLes exigences éventuelles imposées par les clients en matière de gestion du dossier de fabrication sont traitées parle document d'exigence de fabrication (DEF) et la procédure PD 01.
II.A.2.4 CODIFICATION / NUMÉROTATIONLes documents du dossier de fabrication sont codifiés et numérotés suivant le document MI 03.
II.A.3 DOSSIER DE CONTROLE
II.A.3.1 CONSTITUTIONLe dossier de contrôle est constitué des documents suivants :
les Conditions Techniques de Réception (CTR) qui sont émises et gérées par la Direction Technique, les Fiches d'Instruction de Contrôle qui sont émises et gérées par la Direction Technique, les spécifications de Contrôle Non Destructif qui sont émises et gérées par le service Contrôle
Production.
II.A.3.2 ÉVOLUTIONToute évolution d'un document de contrôle fait l'objet d'une DEDT qui est traitée et gérée suivant la procédure PD01.
II.A.3.3 EXIGENCES PARTICULIERESLes exigences éventuelles imposées par les clients en matière de gestion du dossier de contrôle sont traitées par ledocument d'exigence de fabrication (DEF) et la procédure PD 01.
II.A.3.4 CODIFICATION / NUMÉROTATIONLes documents du dossier de contrôle sont codifiés et numérotés suivant document MI 03.
II.B ORGANISATION DU CONTRÔLE DE LA PRODUCTION
II.B.1 CONTRÔLES ET ESSAIS EN COURS DE FABRICATION
Les contrôles et essais en cours de fabrication ou de montage sont définis par le service l'industrialisation lors desphases de développement d’un projet.
Les opérations de contrôle font partie intégrante des opérations de fabrication et apparaissent dans les gammes defabrication. Elles sont décrites dans les gammes, dans des fiches d'instructions ou des spécifications de contrôle.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 21 / 38
Les opérations de contrôle peuvent être réalisées :- par les opérateurs, dans ce cas elles sont appelées « autocontrôle »- par les opérateurs qualifiés selon la procédure PH 01.- par des contrôleurs production rattachés aux responsables de production et qualifié selon la procédure
PH01.
Les contrôles ou essais en cours de fabrication ou d'assemblage doivent également consister à vérifier que lesopérations antérieures ont été exécutées et documentées conformément à la fiche suiveuse et aux fichesd'instructions.
Les opérations de fabrication ne peuvent pas se poursuivre tant que les contrôles prévus n'ont pas été exécutés etsanctionnés par le visa des opérateurs ou du contrôleur production sur la fiche suiveuse.
Le numéro des documents de fabrication (plans, fiches d'instructions de fabrication et de contrôle) ainsi que leurrévision sont reportés sur la fiche suiveuse.Chaque non conformité fait l'objet d'une fiche d'anomalie qui est traitée conformément à la procédure PQ 01. Lenuméro de la fiche de non conformité est reporté sur la fiche suiveuse par l'émetteur de la fiche de non conformité.
II.B.2 CONTRÔLES ET ESSAIS FINALS
Le contrôleur production est responsable des contrôles et essais finals qui doivent être exécutés conformément auxconditions techniques de réception (CTR), éventuellement complétées par des fiches d'instructions de contrôle.
Ils ne peuvent être réalisés que sur des produits finis qui lui ont été présentés par la fabrication et accompagnés desfiches suiveuses complètement renseignées.
Aucun produit dont l'opération de contrôle final n'aurait pas été exécutée, ou dont le résultat démontrerait une nonconformité, ne peut être expédié ou mis en stock.
Le contrôleur Production est seul habilité à libérer les produits après avoir effectuer les opérations suivantes :- visa et date des contrôles et essais finals sur la fiche suiveuse- rédaction, si requis, du procès-verbal de contrôle suivant modèle défini par les conditions techniques
de réception
Le numéro d'identification des appareils utilisés lors des contrôles et essais est reporté sur les fiches suiveuses.
Chaque non-conformité fait l'objet d'une fiche de non-conformité traitée conformément à la procédure PQ 01. Lenuméro celle-ci est reporté sur la fiche suiveuse par son émetteur.
II.B.3 LES ÉVENTUELLES EXIGENCES EN MATIERE DE CONTRÔLE IMPOSÉES PAR LESCLIENTS SERONT PRISES EN COMPTE DANS LES DOCUMENTS TELS QUE :
- Les documents organisationnels (Procédures, Mode Opératoires, …)- Conditions Techniques de Réception (CTR)- Fiche d'Instruction de Contrôle (FIC)- Spécification de Contrôle (SCQ)
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 22 / 38
II.C MAÎTRISE DES PROCÉDÉS
II.C.1 LES PROCÉDÉS SPÉCIAUX UTILISÉS PAR AUXITROL SONT LES SUIVANTS :
- Soudage par fusion sous gaz neutre- Soudage par faisceaux d'électrons- Soudage par résistance- Brasage- Traitement thermique- Traitement de surface- Collage- Sertissage- Contrôles non destructifs (ressuage, étanchéité à l'hélium)- Procédés propres à AUXITROL (dits opérations sensibles)
Le document GH 01 complète la liste ci-dessus.
II.C.2 MISE EN ŒUVRE DES PROCÉDÉS SPÉCIAUX
Tous les procédés spéciaux mis en œuvre doivent faire l'objet d'instruction de travail ou de contrôle, ou despécification suivant le cas.
Préalablement à la mise en œuvre d'un procédé spécial, les qualifications définies ci-après doivent être réalisées :
II.C.2.1 PROCÉDÉ- Etablissement d'un programme de qualification- Qualification du procédé conformément au programme- Établissement du rapport de qualification reprenant tous les résultats d'essais requis par le programme
II.C.2.2 INSTALLATIONS, MACHINES- Établissement d'un programme de qualification- Qualification de l'installation ou de la machine conformément au programme- Établissement du rapport de qualification reprenant tous les résultats d'essais requis par le programme
II.C.2.3 OPÉRATEURS- Etablissement d'un programme de formation et/ou de qualification- Qualification de l'opérateur conformément au programme- Etablissement du rapport de qualification reprenant tous les résultats d'essais requis par le programme
Le prononcé de la qualification des procédés, installations et machines est défini dans le document MM 03.
Le prononcé de la qualification des opérateurs est défini dans la procédure PH 01.
Les installations et outillages nécessaires pour la mise en œuvre des procédés spéciaux sont suivis et/ou étalonnéspériodiquement selon les dispositions du document MQ 01.
II.C.2.4 EXIGENCES CONTRACTUELLESLes exigences requises contractuellement, relatives à la maîtrise des procédés sont prises en comptes dans desdocuments tels que : Plan Qualité, programme de qualification, fiche d'instruction, spécification de contrôle.
II.C.3 IDENTIFICATION DES OPÉRATIONS SENSIBLES ET DES PROCÉDÉS SPÉCIAUX
Les opérations sensibles ainsi que les procédés spéciaux sont identifiés dans les documents de fabrication (gamme,FI, FP, ..) et fiches suiveuses suivant le document MM 01. Ils peuvent être définis comme « OPÉRATIONSFIGÉES » selon document GD 03 et/ou si requis par le client.

MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 23 / 38
II.C.4 MODIFICATION
La modification de la mise en œuvre d'un procédé spécial ou d'une opération sensible figé d'une manière interneet/ou par voie contractuelle, doit être soumise à l'approbation des services techniques et du client si requis.
Cette modification sera traitée comme défini par la procédure PD 01 « Évolution des documents de conception, defabrication et de contrôle ».
Pour les procédés qualifiés, l'évolution d'un paramètre doit en principe et après analyse impliquer une nouvellequalification et, si besoin, une formation complémentaire des opérateurs.
II.C.5 SOUS-TRAITANCE
Dans le cas de la sous-traitance d'un procédé spécial ou d'une opération sensible, le sous-traitant est agréé et figuresur la liste des fournisseurs agréés (GA 01).
Il doit appliquer les règles de qualification des installations, des procédés et des opérateurs comme défini auxchapitres précédents et qui sont reprises dans la procédure SM P03.
II.C.6 ARCHIVAGE
Les documents relatifs à la maîtrise des procédés spéciaux (plans, documents de suivi et d'étalonnage, programmeet rapport de qualification des procédés et installations, procès verbaux de contrôle, etc...) sont archivés commedéfini par la procédure PQ 05.
Ce document précise les dispositions particulières requises par les clients :- Type de documents,- Durée d'archivage,- Responsabilités...
II.D IDENTIFICATION ET TRAÇABILITÉ DU MATÉRIEL
Ce chapitre a pour objet de préciser comment est assurée au cours de toutes les phases d'élaboration jusqu'à lalivraison, l'identification des produits et leur correspondance avec les documents d'exécution.
II.D.1 IDENTIFICATION / MARQUAGE
II.D.1.1 MATIERES PREMIERESLes matières premières et les produits semi-finis sont identifiés par un code couleur définissant la nuance et par leurnuméro de coulée. Lorsque leur dimension ne le permet pas, l'identification du numéro de coulée est faite parétiquetage.
Dans certains cas, l'identification de la nuance et du numéro de coulée est faite par marquage en continu (tubes).
II.D.1.2 PRODUITS, PIECES, COMPOSANTSLes produits, pièces, composants approvisionnés pour lesquels la traçabilité est requise, sont identifiés selon les caspar un numéro de lot porté sur le conditionnement, ou par un numéro individuel porté dans la "chair".
II.D.1.3 SOUS-ENSEMBLES AUXITROLLes sous-ensembles fabriqués par AUXITROL sont identifiés selon les cas par un numéro de lot (ordre defabrication) et/ou par un numéro individuel (sérialisation)
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 24 / 38
II.D.1.4 PRODUITS FINIS AUXITROLTous les produits finis sont identifiés selon le document MD 03 par :
- AUXITROL et le N° Code OTAN (F2276) sauf imposition particulière du client- le Part Number (P/N)- le N° de série : numéros individuels définis par AUXITROL ou numéros spécifiés par le client- la mention E P A (European Part Approval) n’est pas applicable pour AUXITROL : pas de fabrication de
ce type sous couvert de l’agrément
II.D.1.5 NIVEAUX D'IDENTIFICATIONA tous les niveaux de stockage (en magasin ou en cours de fabrication) les lots sont séparés et repérés par leurnuméro d'identification (numéro de lot, de coulée, ordre de travail ou sérialisation). Les composants, pièces, sousensembles et ensembles sont également identifiés par un numéro de code.
II.D.1.6 REPORT D'IDENTIFICATIONTout au long du processus de fabrication (depuis la sortie magasin et jusqu'au conditionnement) les numérosd'identification (numéro de lot, de coulée, d’ordre de travail ou de sérialisation) sont reportés sur les fiches suiveusespar le magasinier ou les opérateurs suivant le cas.
Les procédés de marquage utilisés (chimique, mécanique, laser) sont spécifiés sur nos plans et/ou fichesd'instruction internes.
II.D.2 TRAÇABILITÉ
La traçabilité doit permettre à tout moment, en cours de fabrication ou après la livraison, dans les délais les plusbrefs, de retrouver ou d'isoler des matières, pièces, composants et produits défectueux à l'aide des documentsd'exécution (fiche suiveuse, procès verbaux de contrôle,...).
Nous distinguons deux types de traçabilité :
A/ TRAÇABILITE « DOCUMENTAIRE »Traçabilité réalisée uniquement à l'aide des documents d'exécution (fiche suiveuse, procès verbaux decontrôle,...) sur lesquels sont reportés les numéros de série des produits et d'identification descomposants.
B/ TRAÇABILITE « MATÉRIEL »Pour ce type de traçabilité, en plus du report des numéros d'identification sur les documents d'exécution,ces mêmes numéros sont reportés sur les composants.
Dans les deux types de traçabilité définis ci-dessus, le numéro de série est reporté sur les produits finis.
L'application d'une traçabilité « Documentaire » ou « Matériel », est fonction du type des produits, de leur utilisationou d'une imposition contractuelle.
La décision d'appliquer l'un ou l'autre type ou aucun type de traçabilité est prise lors des phases projets.
La traçabilité des produits est réalisée à partir des éléments suivants :- Identification des matières premières ou semi-produits (numéro de coulée)- Lotification des composants par les fournisseurs ou par AUXITROL à la réception des
approvisionnements- Séparation et repérage des lots lors du stockage- Identification par des numéros d'ordre de fabrication des sous-ensembles fabriqués par AUXITROL- Sérialisation des produits finis
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 25 / 38
II.D.3 RESPONSABILITÉS - PRISE EN COMPTE DES IMPOSITIONS CONTRACTUELLESL'application d'une traçabilité « Documentaire » ou « Matériel » est fonction du type des produits, de leur utilisationou d'une imposition contractuelle.
Les dispositions à appliquer sont décidées lors des phases de développement.
II.E CONTRÔLES NON DESTRUCTIFS
II.E.1 GÉNÉRALITÉS
Les contrôles non destructifs utilisés par AUXITROL sont :- le ressuage- le contrôle d'étanchéité à l'hélium
Les procédures PH 01 et MM 04 complètent le présent chapitre.
II.E.2 CERTIFICATION DES OPÉRATEURS
Les opérateurs réalisant des contrôles non destructifs sont certifiés par un centre agréé tel que le COFREND /COSAC ou équivalent.
La procédure PH 01 précise les règles concernant :- les modes et procédures de certification- la maintenance des certifications- le contrôle périodique de l'acuité visuelle- la conservation de l'expérience
II.E.3 SPÉCIFICATIONS DE CONTRÔLE
Les spécifications des contrôles non destructifs ci-dessus sont rédigées par un Agent certifié Niveau II selon laprocédure PH 01.
Ces spécifications sont approuvées par un Agent de Niveau III.
Ces spécifications définissent en particulier :- le niveau de certification des opérateurs- l'installation et les produits nécessaires- la méthode à mettre en œuvre- les critères d'acceptation qui sont tenus à jour en fonction de l'évolution de la définition certifiée- la documentation à émettre
II.E.4 QUALIFICATION ET SUIVI PÉRIODIQUE DES INSTALLATIONS
Les installations de contrôles non destructifs sont qualifiées selon les dispositions du document MM 03 qui préciseles responsabilités, la méthodologie et la documentation à émettre.
Les installations de contrôles non destructifs sont assujetties à un suivi technique selon les dispositions du documentMQ 01.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 26 / 38
II.E.5 ARCHIVAGE
Les enregistrements relatifs à :- la certification des opérateurs- l'évolution des spécifications de contrôle- la qualification et le suivi technique des installations
sont conservés selon les dispositions du document PQ 05.
II.F OUTILLAGES ET MOYENS DE MESURE
Ce chapitre a pour objet de définir la maîtrise des outillages, des gabarits, des équipements de mesure, de contrôleet d'essai dans le but d'éviter toute utilisation de moyens inadaptés ou défectueux.
Les documents MM 04 « Conception, réalisation et qualification des outillages de fabrication et de contrôle » et MQ01 « Suivi technique de la qualité des appareils et outillages de fabrication et de contrôle » complètent le présentchapitre.
Les outillages et les moyens de mesure propriété du client sont assujettis aux dispositions du document MQ01« Suivi technique de la qualité des appareils et outillages de fabrication et de contrôle ».
II.F.1 CHOIX ET MISE EN PLACE DES OUTILLAGES ET MOYENS DE MESURE
Le Service Industrialisation / Méthodes est responsable de la définition et du choix des moyens en fonction desbesoins et des exigences éventuelles des donneurs d'ordre.
L'Agent Technique en charge des étalonnages est responsable de l'inventaire, de l'identification, de l'étalonnage etdu suivi qualité de tous les équipements de contrôle de mesure et d'essai.
Ces équipements doivent être stockés de manière à prévenir tout dommage, contamination et utilisation nonautorisée. Seuls des équipements identifiés et étalonnés doivent être stockés aux postes de contrôle ou detravail.
La gestion du suivi qualité des équipements est faite par système micro-informatique.
II.F.2 ÉTALONNAGE ET VÉRIFICATION PÉRIODIQUES DES OUTILLAGES ET MOYENS DEMESURE
Le document MQ 01définit les règles applicables à l'identification, à l'étalonnage et au suivi qualité de l'ensemble deséquipements et outillages.
Les étalons de travail utilisés par l'organisme sont étalonnés par des laboratoires habilités BNM / COFRAC afind'assurer le raccordement de ces étalons à une chaîne d'étalonnage.
II.F.2.1 BANCS D'ESSAIS
Certains bancs d'essais nécessitent une qualification particulière.Cette qualification doit comprendre :
- un programme de qualification- la qualification du banc conformément au programme- un rapport de qualification qui doit reprendre tous les résultats d'essais requis par le programme
Les Unités de Développement sont responsables de la qualification de ces bancs.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 27 / 38
II.F.2.2 ÉQUIPEMENTS DÉFECTUEUX
Quand un équipement de contrôle de mesure ou d'essai est trouvé défectueux lors de l'étalonnage, une fiche de nonconformité est établie et traitée suivant la procédure PQ 01 et l'équipement placé en zone de quarantaine.
Le traitement de la non conformité doit permettre, à l'aide du système de traçabilité, de retrouver les produitscontrôlés avec l'équipement défectueux, pendant une période comprise entre les deux étalonnages afin de déciderdes actions correctives à prendre au niveau de ces produits.
Ces dispositions sont également applicables pour les équipements propriété du client.
II.G SURVEILLANCE DES FOURNITURES APPROVISIONNÉES OU SOUS-TRAITÉES
Ce chapitre a pour objet de décrire les moyens mis en œuvre pour assurer des approvisionnements conformes ànos exigences qualité, au meilleur coût et dans les délais nécessaires.Il est applicable à l'ensemble des produits, matières, pièces ou composants de Classe 1.Les sous-traitants et fournisseurs n'ont pas d'autorisation pour livrer directement aux utilisateurs des pièces oucomposants.
II.G.1 SÉLECTION ET SURVEILLANCE DES SOCIÉTÉS EXTÉRIEURES
II.G.1.1 SÉLECTIONLa sélection des fournisseurs est placée sous la responsabilité du responsable des Achats qui doit rechercher lesfournisseurs potentiels aptes à fournir les produits ou pièces concernés à l'aide d'éléments tels que : documentationtechnique, répertoires, avis de la Production, de la Direction Technique et de la Qualité Fournisseurs.
Si le fournisseur paraît apte à satisfaire la demande, un questionnaire général lui est adressé pour approfondir lesconnaissances de ses capacités techniques et de son organisation qualité.
Les modalités de sélection sont décrites dans la procédure PA 02.
II.G.1.2 ÉVALUATIONAu reçu du questionnaire général, de l'offre commerciale du fournisseur et, si nécessaire, après avis de la DirectionTechnique et de la Fabrication, la Qualité Fournisseur procède à l'agrément du fournisseur selon les modalités du §« Agrément » ci-après.
A l'appel d'offre, le service Achats joindra la SMP 03 « Exigences qualité applicables aux fournisseurs» afin que lefournisseur puisse prendre connaissance et analyser les exigences d'AUXITROL en matière de qualité.
II.G.1.3 AGRÉMENTL'agrément d'un fournisseur peut être prononcé soit par équivalence, soit suite à un audit process ou produit etvérification des capacités techniques (au travers des 1ers articles) du fournisseur.
Une liste de fournisseurs agréés est reprise dans le document GA 01 qui est mise à jour selon la procédure PA 02.
II.G.1.4 SUIVI QUALITÉ DES FOURNISSEURSPlacé sous la responsabilité de la Direction Qualité, le suivi qualité des fournisseurs et des actions correctivesqui en découlent, sont conduits selon les modalités de la procédure PA 02.
Les demandes d'actions correctives auprès des fournisseurs sont traitées suivant la procédure PQ 03.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 28 / 38
II.G.2 ÉTABLISSEMENT DES COMMANDES
Le service Achats est responsable de l'ensemble des achats de la société.
La procédure PA 01 décrit le processus pour l'établissement, le contrôle, la diffusion et l'archivage des bons decommande.
Pour chaque produit, matière, pièce ou composant de Classe 1, la procédure SMP 03 est d'application obligatoirepar les fournisseurs et doit être référencée dans les bons de commande.
Les données techniques (type, matière, dimensions, normes, documents à fournir à la livraison, etc.) sont définiessur des documents tels que : plans, spécifications d'approvisionnement, commentaires techniques sur les bons decommande.
Les bons de commandes doivent spécifier également soit dans les commentaires techniques, soit dans lesdocuments techniques d'approvisionnement, des impositions particulières (exemple : Surveillance des fabricationsdu fournisseur d'AUXITROL par les services officiels et/ou les clients d'AUXITROL).
La Direction Qualité vérifie l'établissement des commandes lors des audits internes.
II.G.3 EXÉCUTION DU CONTRÔLE TECHNIQUE
II.G.3.1 MODALITÉSLa Direction Qualité est responsable de l'inspection des approvisionnements selon le document MQ 02 précitée. Enplus des contrôles réalisés par le fournisseur ou le sous-traitant, un contrôle technique d'entrée est réalisé surl'ensemble des approvisionnements, ce contrôle consiste en particulier à :
- la vérification de la documentation requise par la commande et/ou les documents techniquesd'approvisionnement
- la vérification (par prélèvement) des caractéristiques dimensionnelles et/ou fonctionnelles requises parles documents techniques d'approvisionnement
- la vérification (par prélèvement) de la nuance des matières premières
Pour les fournisseurs ou sous-traitants ayant une délégation de contrôle de l'organisme, le contrôletechnique est conduit selon le MQ 02.
II.G.3.2 1er ARTICLEUn contrôle premier article est réalisé pour toutes nouvelles références de pièces ou composants. Un complémentde contrôle premier article sera réalisé pour toute évolution de ces mêmes pièces ou composants.
II.G.3.3 CONSERVATION DES ENREGISTREMENTSLa Direction Qualité est responsable de l'archivage de la documentation (procès-verbaux de contrôle, matière etc.fournis par les fournisseurs et sous-traitants, procès-verbaux établis par AUXITROL) relative auxapprovisionnements
II.G.3.4 NON-CONFORMITÉSLes non-conformités détectées lors de l'inspection des approvisionnements font l'objet de fiches de non conformitéqui sont émises, traitées et gérées suivant le chapitre II M du présent MOP.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 29 / 38
II.G.4 CAS DES SOCIÉTÉS EXTÉRIEURES ÉTRANGÈRES
Afin de répondre aux dispositions du fascicule P 31.50, les mesures ci-après sont applicables:- le cas des fournisseurs et sous-traitants étrangers est traité de la même manière que les fournisseurs et
sous-traitants français.- Dans le cas de sous-traitance vers une filiale étrangère, un Plan Qualité particulier sera établi.- en tout état de cause, le contrôle d'entrée des approvisionnements, le contrôle en cours de fabrication et
le contrôle final garantissent la qualité des matériels achetés à l'étranger
En cas de doute, l'organisme consultera l’ OSAC.
II.G.5 MAÎTRISE DE LA CONFORMITÉ DES B. F. E. (Buyer Furnished Equipment)
Les dispositions du Manuel Qualité § 4.5.4 « Propriété du Client » sont applicables le cas échéant pour la maîtrisede la conformité des BFE.
Pour des appareils de contrôle et d'essais fournis ou prêtés par le client et dans la mesure où la période le justifie, etsauf avis contraire du client, ces appareils rentreront dans le système de suivi qualité AUXITROL décrit dans lechapitre II F du présent MOP.
II.H PROCÉDURES D’ESSAIS
Les procédures d'essais sont définies et rédigées par la Direction Technique en se référant aux spécificationstechniques du produit.
Ces procédures, nommées CTR (Conditions Techniques de Réception) sont approuvées et validées selon ledocument MM 01 et le donneur d'ordre si requis.
Les CTR sont gérées et diffusées selon les documents MM 01 et PI 02.
Les résultats d'essais sont archivés suivant les dispositions prévues dans le document PQ 05.
Les représentants qualifiés selon le document PH 01 sont responsables des contrôles et essais.
Aucun produit dont l'opération de contrôle final n'aurait pas été exécutée ou dont le résultat démontrerait une non-conformité ne peut être expédié ou mis en stock.
II.I TRAITEMENT DES NON-CONFORMITÉS DE FABRICATION -DÉROGATIONS
Les règles de traitement des non-conformités sont décrites dans la procédure PQ 01.
Le traitement d’une pièce non conforme débouche soit sur :- un rebut- une retouche- une acceptation en état (si non conformité non validée)- une acception sous dérogation.
La non conformité est classée en 3 criticités :- Critique,- Majeure,- Mineur.
Les définitions de celles-ci sont décrites dans la procédure PQ 01.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 30 / 38
La procédure PQ 04 décrit les règles à appliquer concernant les demandes de dérogations.La référence de la demande de dérogation est inscrite sur la déclaration de conformité (quelque soit saclassification).La référence de la demande de dérogation classée « enregistrable » est inscrite sur l’EASA form 1 en case 12.
II.I.1 TRAITEMENT DES CON CONFORMITES
Toute personne qui détecte une non conformité à n'importe quel stade de l'élaboration d'un produit doit en informerimmédiatement le responsable désigné par l'intermédiaire de la voie hiérarchique.
Tout fournisseur d'AUXITROL qui détecte une non conformité au cours de la réalisation d'une sous-commande informe le responsable désigné dans celle-ci.
Les responsables désignés sont : pour les non-conformités "produit" détectée dans nos ateliers :
Le responsable Ligne ou l'agent du contrôle production du secteurLe chargé Qualité production du secteurLe responsable prototype du secteur
pour les non-conformités "produit" détectées par le fournisseur :Le responsable Qualité Fournisseur
pour les anomalies sur produit acheté :L'agent Qualité Fournisseurs
Chaque non-conformité est enregistrée à l'aide d'un logiciel micro-informatique.Les produits non conformes sont identifiés à l'aide d'une étiquette appropriée et placés en zone de quarantaine.
Le traitement de la non conformité est conduit par le chargé qualité du secteur concerné assisté des servicescompétents (Production, Direction Technique, Commission Qualité)
IMPORTANT :La Commission Qualité, constituée de représentants de la Direction Technique, de la Fabrication, de la Qualité et,des Achats, se réunit à la demande de la Direction Qualité pour statuer sur les anomalies majeures et critiques encas notamment de :
- répercussion de l'anomalie sur des produits déjà livrés,- divergences au niveau des actions proposées
Elle décide des actions de prévention à mettre en place relatives à la Production.
Les produits rebutés sont identifiés à l'aide d'une étiquette rouge appropriée et rendus inaptes à l’emploi selon lesdispositions de la procédure PQ 01.
II.I.2 PROCÉDURE DE DÉROGATIONLes demandes de dérogation sont portées à la connaissance du client et de ses autorités tel que requis par laRéglementation de l’Aviation Civile.
II.I.3 ACTIONS (CORRECTIVES) PRÉVENTIVES – ACTIONS QUALITÉLe traitement, le suivi des actions correctives ou préventives et la vérification de leur efficacité sont sous laresponsabilité du département Qualité de l'organisme tel que décrit dans la procédure PQ 04.
Les actions correctives et préventives peuvent avoir pour origine :- Les non-conformités,- Les audits (internes ou externes, organismes officiels)- L'inspection des produits- Les réclamations des clients...

MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 31 / 38
II.J MANUTENTION – STOCKAGE - TRANSPORT
Seuls, les matériels identifiés comme conformes à la définition applicable sont entrés et sortis des magasins.
Le stockage est fait selon la règle « FI / FO » (First In / First Out).
Les documents ML 03 et ML 05 complètent les dispositions ci-après.
II.J.1 IDENTIFICATION - STOCKAGE
Les matériels sont identifiés par leur numéro de code complété, le cas échéant, par un numéro de lot ou un numéroindividuel.
Les matériels sont stockés dans des locaux et avec des moyens appropriés pour éviter toute détérioration due à desfacteurs tels que : chocs, température, humidité, poussières, pollution.
Un contrôle périodique de la pérennité des matériels en stock est assuré par le magasinier selon les dispositions duML 03.
Certains articles nécessitent des conditions de stockage spécifiques (température ....) qui seront définies dansdes fiches suiveuses et/ou des fiches d'instruction.
La protection contre les dommages des matériels libérés en Fabrication ou à l'expédition ou stockés dans deszones hors magasin avant utilisation, est assurée à l'aide de moyens mis à la disposition des opérateurs et définisdurant l'industrialisation du produit.
Seul, le personnel autorisé (magasinier, responsable Production, Qualité) a le droit d'entrer et de sortir lesproduits d'un lieu de stockage.
II.J.2 INCORPORATION DES ÉVOLUTIONS DE DÉFINITION APPLICABLES
L'incorporation des évolutions de définition applicables avant libération des matériels pour montage sur produit oupour expédition, est conduite selon les dispositions de la procédure PD 01 « Évolution des documents deconception, de fabrication et de contrôle ».
II.K DÉTERMINATION FINALE DE L'ÉTAT DE NAVIGABILITÉ OU DECONFORMITÉ DU MATÉRIEL
II.K.1 PROCÉDURE DE LIBÉRATION
II.K.1.1 DONNÉES NÉCESSAIRES ET DÉTERMINATION DE LA NAVIGABILITÉ
Pour la détermination finale de l'état de navigabilité des matériels, nous distinguons les cas suivants :- Matériels livrés aux constructeurs français : AUXITROL établit une déclaration de conformité et une
EASA Form 1 (selon liste GQ 04) à la demande du client.- Matériels livrés aux constructeurs étrangers : AUXITROL établit une EASA Form 1 (selon liste GQ 04)
sinon une déclaration de conformité (ex : client USA)- Livraison de pièces neuves en rechange aux utilisateurs (selon liste GQ 04) : AUXITROL établit une
EASA Form 1.
Les données nécessaires, la détermination de navigabilité et les documents utilisés sont précisés dans la procédurePQ 07.
Dans tous les cas, les personnes habilitées doivent se conformer aux instructions de la procédure PQ 07 quiprécise également les critères de sélection, de formation, d'habilitation et de suivi de ces signataires.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 32 / 38
II.K.1.2 DOCUMENTSVoir modèle EASA Form 1 au chapitre II O « APPENDICES ».
La EASA Form 1 doit être établie en Anglais et si nécessaire, en Français.
La EASA Form 1 doit être renseignée selon les instructions de la procédure PQ 07.
La signature informatique n’est pas en vigueur à ce jour.
Pour réaliser une EASA form 1, il y a 3 conditions à respecter :- Le dossier concernant le produit doit être soldé- Le produit doit être inscrit sur la liste de capacité- Les consignes de navigabilité sont appliquées
II.K.1.3 LIBÉRATION DES INTERVENTIONS D’ENTRETIEN EFFECTUÉES SELON PART21.163.d
Les conditions d’application de ce privilège sont décrites au chapitre II N du présent MOP.
II.K.1.4 CONFORMITÉ DANS LE CADRE DE LA CERTIFICATION DE TYPELes instructions de libération de matériel dans le cadre de prototypes ou de pièces pas encore certifiées sontdécrites dans la procédure PQ 07.
II.K.2 HABILITATION DES SIGNATAIRES
Les critères de sélection, de formation, d’habilitation et de suivi des personnes habilitées sont décrits aux § 4 et 5 dela procédure PQ 07.
Pour chaque personne habilitée, un titre d’habilitation est établi sur forme « Bilan Professionnel ».
II.L ARCHIVAGE
II.L.1 RESPONSABILITÉS
II.L.1.1 ENREGISTREMENTS RELATIFS A LA QUALITÉ DES PRODUITS
En plus des documents qu'elle émet (manuels, documents organisationnels, rapports d'audits internes etexternes, documents de gestion de la qualité, etc...) la Qualité est responsable de la collecte, du classementet de l'archivage de tous les documents dont la finalité est de démontrer la qualité et la conformité desproduits ainsi que leur traçabilité.
II.L.1.2 IDENTIFICATION – CLASSEMENTS DES ENREGISTREMENTS
Chaque service est responsable de l'identification et du classement des documents dont il assure l'établissement etla gestion.
Chaque service classe et s'assure de la disponibilité des documents dont il est destinataire.
II.L.2 ARCHIVAGE
Tous les enregistrements relatifs à la qualité sont identifiables par rapport aux produits concernés (voir Section IIChapitre II D).
Ils sont archivés au minimum 3 ans de façon à ce que l'on puisse les retrouver rapidement.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 33 / 38
Les conditions et les modalités d'archivage, les documents à archiver ainsi que la durée d'archivage sontdécrits dans la procédure PQ 05 qui prend en compte les exigences éventuelles des donneurs d'ordre.
II.L.3 DESTRUCTION
Les dispositions relatives à la destruction des documents arrivant en fin de période d’archivage sont précisées dansla procédure PQ 05 précitée.
II.M TRAITEMENT DES NON-CONFORMITÉS DE FABRICATIONDÉCOUVERTES APRÈS LIVRAISON
Ces non-conformités peuvent être détectées suite à des incidents en service ou par des opérations decontrôle après livraison au donneur d'ordre/utilisateur.
II.M.1 DÉTECTION ET TRAITEMENT DES NON-CONFORMITÉS
La Direction Qualité s'engage à rapporter :- à l’Agence et à l’Autorité Nationale au maximum 72 heures après la détermination par le détenteur de la
définition approuvée, que l’événement risque de compromettre la sécurité- aux utilisateurs et donneurs d’ordre si applicable
toute anomalie en exploitation dont AUXITROL a connaissance et qui serait susceptible de mettre en cause lasécurité des systèmes en service sur lesquels les produits sont montés.
Les incidents peuvent être portés à la connaissance d'AUXITROL de différentes manières :- renvoi du matériel accompagné d'un document (procès verbal, fiche d'incident, etc...) indiquant la nature
présumée de l'incident- contact téléphonique suivi d'une confirmation par courrier, e-mail ou télécopie
Dans tous les cas, le matériel en retour est traité selon le Processus P4-1 « Assurer le support après vente auprèsde nos clients Réparations » et le document MV 01.
Les non-conformités peuvent être d'origines diverses :- opération de contrôle après livraison- mauvais fonctionnement des matériels- dégradation des caractéristiques des matériels- rupture- etc.
Dans le cas d'incident mineur, le dossier de Production indique les moyens pour remédier à l'anomalie.
Dans le cas d'incident plus grave, les matériels en retour et/ou les informations collectées font l'objet d'une expertiseen vue de la mise en place d'actions correctives dans le but de remédier à l'anomalie ou à l'amélioration du matériel.
Les résultats de l'analyse et de l'expertise peuvent aboutir :- A l'évolution des matériels qui fera l'objet d'une Fiche d'Évolution d'Équipement établie conformément à la
procédure PD 01- A une remise à niveau réalisée chez le constructeur et/ou les utilisateurs suivant un bulletin service
Les Fiches d'Évolution d'Équipement sont soumises à l'approbation du donneur d’ordre pour accord Technique etvalidation de la navigabilité avant leur diffusion et leur mise en application.
Leur approbation entraîne la mise à jour éventuelle du manuel de maintenance.
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 34 / 38
II.M.2 ENREGISTREMENT DES ÉVÈNEMENTS
Le Responsable Qualité est en charge de :- La mise en place d’un système de recueil, d’examen et d’analyse des évènements rencontrés en
opérationnel par tous les utilisateurs connus, et pouvant mettre en cause la navigabilité de l’équipement- La notification aux utilisateurs de rapporter les évènements rencontrés et susceptibles d’avoir des effets
préjudiciables sur le maintien de la navigabilité des équipements
La Direction Qualité est en charge de rendre compte au détenteur du Certificat Type :- de toute panne, mauvais fonctionnement ou défaut survenu sur un équipement dont le détenteur de la
définition approuvée a déterminé que l’événement peut compromettre la sécurité.- transmettre les rapports dès que possible.- analyser et rendre compte des recherches, et de toute action qu’il entreprend ou propose afin de
remédier à cette déficience.- soumettre les données nécessaires à l’action corrective.- proposer les modifications appropriées et/ou les inspections à approbation,
II.N PRIVILÈGE D’ENTRETIEN SELON PART 21.163(c)
Des interventions sur matériels, postérieures à l'attribution d'un document de navigabilité, pourront êtreconduites à la demande du constructeur.
La préparation et le lancement des travaux seront conduits sous la responsabilité :- soit de la Production selon un dossier complémentaire établi en accord avec la Section II Chapitre II A du
présent MOP et des données approuvées par l'autorité (CMM, BS et CN éventuelles)- soit de l'Atelier de Réparation en accord avec le MOE et des données approuvées par l'autorité (CMM, BS
et CN éventuelles...)
Le contrôle des travaux sera réalisé :- soit par le Contrôle Production dans les conditions fixées en Section II Chapitre II B du présent MOP
« Organisation du contrôle de la Production »- soit par l'Atelier de Réparation dans les conditions fixées par le MOE applicable
L'archivage des dossiers complémentaires et des enregistrements sera conduit en accord avec la procédure PQ 05« Archivage des éléments relatifs à la Qualité ».
Le traitement des défauts découverts sur ces matériels sera conduit selon la procédure PQ 01 « Traitement des non-conformités », qui prévoit la remontée de l'information vers l’utilisateur et les contrôles après intervention.
La libération et la conformité des travaux réalisés par rapport aux données de navigabilité applicables, serontattestées à l'aide d'une EASA Form 1 par du personnel habilité et repris dans la procédure PQ 07.
II.O APPENDICES
- Déclaration de Conformité- EASA Form 1- DGAC/Form 4- DGAC/Form 2-50-51-12
MANUEL
MANUEL DE SPECIFICATION D’ORGANISMEDE PRODUCTION
MOP Issue 07
Page 35 / 38

MANUEL
MANUEL DE SPECIFICATION D’ORGANISME DE PRODUCTION
MOP Issue 07
Page 36 / 38
1. Approving Competent Authority /Country / Autorité Compétente / PaysDIRECTION GENERALE DE L’AVIATIONCIVILEFRANCE
2. AUTHORISED RELEASE CERTIFICATECertificat Libératoire AutoriséEASA FORM 1Formulaire 1 de l’EASA
3. Form Tracking NumberN° de repère du Formulaire
4. Organisation Name and Address :Nom et Adresse de l’Organisme :
5. Work Order/Contract/InvoiceBon de
commande/Contrat/Facture
6. Item / Item 7. Description / Description 8. Part No. / N° de pièce 9. Qty / Qté 10. Serial No. / N° série 11. Status/Work / Etat/Travaux
12. RemarksRemarques
13a. Certifies that the items identified above were manufactured in conformity to :Certifie que les éléments identifiés ci-dessus ont été fabriqués conformément aux :
approved design data and are in a condition for safe operation données de conception approuvées et sont en état de fonctionner en toute sécurité
non-approved design data specified in block 12 données de conception non approuvées spécifiées dans la case 12
14a. Part 145.A.50 Release to Service Other regulation specified in block 12 Approbation pour remise en service Autre réglementation précisée en case
12selon Partie 145.A.50
Certifies that unless otherwise specified in block 12, the work identified in block 11 and described in block 12, wasaccomplished in accordance with Part 145 and in respect to that work the items are considered ready for release toservice.Certifie que, sauf indication contraire spécifiée en case 12, les travaux identifiés en case 11 et décrits en case 12, ontété réalisés conformément à la Partie 145 et qu’au vu de ces travaux, les pièces sont considérées prêtes à la remiseen service.
13b. Authorised Signature / Signature autorisée 13c. Approval/Authorisation NumberNuméro d'agrément/d’autorisation
14b. Authorised Signature / Signature autorisée 14c. Certificate/Approval Ref. NoN° du Certificat/Agrément
13d. Name / Nom 13e. Date (dd mmm yyyy) / Date (jj mmm aaaa) 14d. Name / Nom 14e. Date (dd mmm yyyy) / Date (jj mmm aaaa)
USER/INSTALLER RESPONSIBILITIES / Responsabilités de l'utilisateur/installateurThis certificate does not automatically constitute authority to install the item(s).Ce document ne constitue pas forcément l’autorisation d'installer l’(es) item(s)
Where the user/installer performs work in accordance with regulations of an airworthiness authority different than the airworthiness authority specified in block 1, it is essential that the user/installer ensures that his/her airworthinessauthority accepts items from the airworthiness authority specified in block 1.Quand l'utilisateur/installateur travaille selon les réglementations d'une autorité de navigabilité différente de l'autorité de navigabilité mentionnée dans la case 1, il est essentiel que l'utilisateur/installateur s'assureque son autorité de navigabilité accepte les items libérés par l'autorité de navigabilité mentionnée dans la case 1.
Statements in blocks 13a and 14a do not constitute installation certification. In all cases aircraft maintenance records must contain an installation certification issued in accordance with the national regulations by the user/installerbefore the aircraft may be flown.Les indications portées en cases 13a et 14a ne constituent pas une certification de montage. Dans tous les cas le dossier d'entretien de l'aéronef doit contenir une certification d’installation délivrée conformémentaux règlements nationaux par l’utilisateur/installateur avant que l’aéronef puisse voler.
EASA Form 1 Issue 2 / Formulaire 1 de l’EASA Edition 2
MANUEL
MANUEL DE SPECIFICATIOND’ORGANISME DE PRODUCTION
MOP Issue 07
Page 37 / 38
DIRECTION GENERALE DE L'AVIATION CIVILE - FranceMembre de l'Union Européenne (a Member State of the European Union)
FORMULAIRE DE DEMANDE D'ACCEPTATION DES RESPONSABLES(application form for acceptance of management personnel)
SELON LE REGLEMENT EASA PARTIE : …….. SOUS-PARTIE : ……
(as specified in EASA rules part) (subpart)
0. Raison sociale de la société (name of organisation) : N° agrément (approval number) :
1. Nom, prénom (name, first name) :
2. Fonction (position) :
3. Qualifications relatives à la fonction (§ 2) (qualification relevant to the item (2) position) :
4. Expérience professionnelle relative à la fonction (§ 2) (work experience relevant to the item (2) position) :
Signature de l'intéressé : Date :
Lettre d'acceptation adressée à la société (référence et date) :(Reference and date of letter GSAC acceptance letter) :
Formulaire à adresser, dûment rempli, au GSAC sous pli confidentiel(on completion, please send this form under confidential cover to GSAC)
Référence imprimé DGAC/FORM 4 Edition 02/2004 Page 1/1

MANUEL
MANUEL DE SPECIFICATIOND’ORGANISME DE PRODUCTION
MOP Issue 07
Page 38 / 38
DIRECTION GENERALE DE L'AVIATION CIVILE - FranceMembre de l'Union Européenne (a Member State of the European Union)
FORMULAIRE DE DEMANDE OU DE MODIFICATION MAJEURE D'AGREMENT
(application form for initial approval or significant changes)
AGREMENT SELON LE REGLEMENT EASA PARTIE:……….
SOUS PARTIE : ……………..
(as specified in EASA rules part) (subpart)
Demandeinitiale
Modification Majeure
(initial approval) (significant change)
1. Raison sociale et adresse de la société (name and address of organisation) Téléphone - Fax - Email - N° agrément(approval number) :
2. Appellation commerciale si différente (trading name if different):
3. Sites concernés par la demande (locations involved by the request) :
4. Bref résumé activités ou modifications demandées pour les sites § 3 (brief summary of proposed activities or changes atthe item 3 locations) :
a) Général (general)
b) Domaine, Classe, Catégorie, Limitation (scope of approval, class, rating, limitation) :
c) Nature des privilèges - concerne la partie 21 G ou F (nature of privileges - applicable part 21 G or F) :
5. Description de l'organisation ou de la modification de l'organisation (description of organisation or organisational changes) :
6. Liens/Dispositions avec l'organisation de conception si différente du § 1 (à renseigner si demande initiale Part 21G ou 21 F) :(Links/arrangements with design approval holder(s) / design organisation where different from § 1 (part 21 G or 21 F initial applicant only)
7. Effectif concerné ou destiné à être concerné par ces activités :(Approximate number of staff involved in these activities)
8. Nom et fonction du Dirigeant Responsable Date et signature :(Position and name of the accountable manager, date and signature)
1. Pour une demande initiale, ce formulaire doit être adressé à l'adresse suivante : OSAC SASDirection des opérations/planification14, boulevard des Frères VoisinImmeuble Zénéo Bât B92137 ISSY-les-MOULINEAUX Cedex - France
2. Pour une demande de modification, ce formulaire doit être adressé au Responsable de surveillance OSAC
Référence imprimé DGAC/FORM 2-12-50-51-60Edition01/2012
page 1/1