m/s satyam petrochemicals -...
TRANSCRIPT
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
RISK ASSESSMENT & HAZOP
INTRODUCTION:
M/s Satyam Petrochemicals is having synthetic organic chemical manufacturing unit at 120A
Wanaychiwadi, Post. Masur Tal. Karad, Dist. Satara. Presently, the organization is engaged in
manufacturing Ethyl acetate and intended to set up the manufacturing facilities for Di Acetone
Alcohol to cater to various industries. The plant is located at isolated and remote location. Plant
is located off the Guhagar–Pandharpur State highway, having scanty populated area around the
site.
After, enrich strength in chemical processing and catering the quality products to industrial
consumers as per their requirements during last decade, as a result currently organisation is
poised to expand their familiarity and propose to include another process plant at existing
location for Di Acetone Alcohol, and will cater to industries like printing inks, paints and
pharmaceuticals, etc. Existing site premises, infrastructures, expertise manpower, acquaintance
in similar processing & products promotion net work along with enhanced managerial
proficiency toward OHSE culture is strengthen the organization to enter in to diversity of product
range.
NEED FOR RISK ASSESSMENT:
For manufacturing, synthetic organic chemicals like ethyl acetate and Di Acetone Alcohol,
critical hazardous operations and handling of flammable chemicals are required to be
implemented. Thus the site is having potential to lead to accidents /fires /explosion etc.
Significant risk exists in the company in storage and handling of these materials e.g Acetone,
SDS, Acetic acid, etc.
The term Risk is usually used to indicate the possibility of suffering loss, or as a measure of
economical loss or damage to properties and adverse effect to people, express as the product of
the incident likelihood and the magnitude of its consequences.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
It is important to distinguish between the risk which exists objectively, and can be quantified,
and the risk perceived by possible passive subjects. Thus, it is well-known that familiarity with a
hazardous activity reduces the perceived level of risk.
To be able to say whether or not a risk is acceptable, an estimation of its magnitude is required.
Risk ASSESSMENT varies often means developing a quantitative estimation of the hazards that
given activity may represent to people, property, and the environment. The ASSESSMENT is
aimed at providing an estimate of the magnitude of the potential effects on Safety of manpower
and Environment damages and likelihood of its occurrences.
Risk assessment is a valuable tool when making decisions with regards to the existing as well as
proposed manufacturing and storage of hazardous chemicals and accordingly destiny of funds
available for manageable risk, at plant commissioning stage. These risk & consequence
assessment, HAZOP studies are reinforcing the HAZARD MANAGEMENT in chemical process
Safety culture.
Stages in risk and consequence assessment
An assessment of risks oriented to the prevention of accidents generally implies the following
points-
1. Identification of undesirable events which could lead to the materialization of a
hazard. i.e. HAZARD IDENTIFICATION
2. ASSESSMENT of the mechanisms leading to these undesirable events.
i.e. CONSEQUENCE ASSESSMENT
3. Estimation of the undesired consequences and of the frequency with which they
could happen. i.e. RISK ASSESMENT
Comparative methods of hazard identification and risk assessment are as mention below-
• Engineering codes and practices
• Safety checklists
• Historical record ASSESSMENT
• Risk indices e.g. Dow /Mond index.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
• Hazop
• Failure mode effect ASSESSMENT FMEA
• Fault tree ASSESSMENT FTA
Therefore, in general the engineering codes/practices and safety check lists are to use in the
evaluation of the acceptability of a design as well as hazard identification in an industries.
The safety checklists can be applied to assessments of hazards of equipments, processes and
materials. It includes the following points-
Location
• Adequate plant layout. Proper isolation of various processes.
• Accessibility- any dangerous obstruction for operation flow.
• Free corridors and passages for material movements
• Proper and efficient supports of services – electricity, water, compressed air,
centralized lubrication system, required fuel for respective equipments.
• Flammable material stored at isolated and marked places.
• Floor characteristic- sufficient resistance to support the weight of the operation.
• Adequate drainage system- protection against possible storm water/floods.
• Adequate location of the loading and unloading facilities.
• Proximity of source of ignition- considering the wind direction.
Buildings/Shop floors and structures
• Stairs, emergency exits, passages are provided with sufficient width and free from
obstructions and obstacles.
• Well designed cranes and elevator are provided.
• Proper ventilation with respect to the operation.
• Fire resistance material is used for certain areas of shop floor.
• Vibration due to Machineries and equipments are considered.
• Lightening arrestors are provided and checked frequently.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
• Building/structure stability is checked regularly as well as any structural
modification.
Material, Equipment and Processes
• Adequate and isolated/segregated storage facilities are provided to flammable
materials. Special types of material handling equipments are provided.
• Provision for storing the material/product to avoid the adverse/ extreme
metrological conditions.
• Raw material and products properly classified and labeled.
• All the dangerous characteristics of the substances in use are identified- MSDS.
• Possibility of interference between adjacent operations been considered.
• Fume, dust or vapor extraction and collection system are efficient.
• Static charges are created during handling of materials.
• Flame arrestor is required to provide to any storage tank.
• Storage vessels/ tanks are tested at desired pressure.
• Pressure relief valves/ rapture disc is operated at designed pressure.
• Required pressure gauges are calibrated at prescribed time.
• Standby arrangement is made for such storage material. Arrangement of rapid
emptying of tank is efficient and effective.
• Corrosion allowance for structures and equipment is considered.
• Safety factors for pressures, temperatures, flows, levels and other process variables
are considered.
• Effective guards are provided to the moving parts of the equipments.
• Inter locking guards are efficiently working during respective operations.
• There is rigorous procedure for the control of quality and composition on reception
of materials.
• Material handling equipments are checked at designed working load
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Electrical distribution and Instrumentation control
• Electrical load is distributed with proper cabling system – joints and junction
boxes/relays. .
• Electrical circuit breakers are effectively applied at respective loads.
• ELCB as well as ear thing are provided to circuits/equipments.
• The protection against automatic start after stop is provided.
• Electrical work permit system to carry out the maintenance of equipments is
observed.
• Electrical cable insulation is checked at pre-determined intervals.
• Instruments are checked at designed parameters, regularly.
Pollution control activities
• Vapor, fumes, dust collection/ extraction and scrubbing system to minimize the air
borne contaminations for storage tanks, boiler operations and process plant
functioning.
• Water balancing exercise for its routine consumptions for various utilization
activities and followed by effective collection and treatment at dedicated Effluent &
sewage treatment plant. Before recycling to cooling ponds, washing to process
floors and gardening, precise checking of stipulated norms are observed.
• Collection of Non-hazardous solid waste of boiler ash and effectively disposes off
to the authorized suppliers.
• Check on noise levels and maintained at stipulated norms.
Historical record ASSESSMENT
This is a tool for hazard identification which makes use of the data gathered on past industrial
accidents. The advantage of this technique lies in that refers to accidents which have already
happened, so the dangers identified are undoubtedly real. On the other hand it has limitation due
to available data. In this study the records of such industrial accidents and dangerous occurrences
is does not give any valid inferences, as it has vary little past exercise. .
Risk indices

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Risk indices relatively simple methods of estimating the risk associated with a process unit, as
well as classifying the units as to their general level of risk. They are not, therefore, system
which are used to point out individual hazards, rather they provide a numerical value which
permits the identification of areas in which the potential risk reaches a certain level. This method
is useful to estimate the hazards in chemical storage areas and processes of chemical industries.
It is required to carry out the critical hazop study of the operation and then each and very process
step is required to be examined by calculating the DOW index of the respective process. Dow
index represents the risk involved in the particular step of the process, e.g. storage of hazardous
material, transfer & liquefaction, pumping & vaporization, reaction process, etc.
For calculating the DOW index, the necessary information is used from the SDS the hazardous
chemical and guide lines prescribed in the NFPA standard.
However, if the DOW index value is higher than 159, then the respective operation is
considering as a critical. On these guide line, the DOW index is calculated for the Bulk storage
area of various chemicals.
DOW FIRE AND EXPLOSION INDEX
DOW DOW FIRE AND EXPLOSION
INDEX
Plant: Date:
Site: Process Unit: Evaluated By: Revised By:
Materials and process: Bulk storage area of chemical -------------
Materials in process unit: Ethyl alcohol
State of operation:
Design Start up Normal operation Shut
down
Basic material(s) for material factor:
Ethyl alcohol
Material Factor (see table I and appendices A and B)
Note requirements when unit temperature over 60o C
1.GENERAL PROCESS HAZARDS: Penalty
Factor
range
Penalty Factor
Used

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Base factor 1.00
A. Exothermic chemical reactions 0.30 – 1.25
B. Endothermic process 0.20 – 0.40
C. Material handling and transfer 0.25 – 1.05
D. Enclosed or indoor process units 0.25 – 0.90
E. Access 0.35
F. Drainage and spill control. Volume…m3 0.25 – 0.50
General process hazard factor (F1)
2. SPECIAL PROCESS HAZARDS:
Base Factor 1.00
A. Toxic materials 0.20 – 0.80
B. Sub – atmospheric pressure (<500 mm Hg) 0.50
C. Operation in or near flammable range: Inerted
Not inerted
1. Tank farms storage flammable liquids. 0.50
2. Process upset or purge failure 0.30
3. Always in flammable range. 0.80
D. Dust explosion 0.50 – 2.0
E. Pressure. Operating pressure…..bar a; Relief
setting……bar a.
F. Low temperature 0.20 – 0.30
G. Quantity of flammable/unstable material
Quantity… KL.
Hc = .Btu/Lb
1. Liquids or gases in process
2. Liquids or gases in storage
3. Combustible solids in storage. Dust in
process.
H. Corrosion and erosion 0.10 – 0.75

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
I. Leakage: Joints and packing 0.10 – 1.50
J. Use of fired equipment
K. Hot oil heat exchange system 0.15 – 1.15
L. Rotating equipment 0.50
Special process hazard factor (F2)
PROCESS UNIT HAZARD FACTOR (F1 x F2 =F3)
DOW fire and explosion index (F3 x MF = F&EI)
Radius of exposure (m) = 0.256*F3
The other methods/techniques like Hazop, FMEA and FTA are mostly useful for identification of
hazards and their after its consequences in process industries.
HAZOP study is a procedure used to review the design and operations of a hazardous process
facility. It is used to identify all possible cases of deviation from normal safe operation that could
lead to any hazard/ environmental risk / operability problems etc. Some of the causes may be
unrealistic and so the desired consequences will be rejected as not meaningful. Some of the
consequences may be trivial and would be considered no further. However, there may be some
deviations with both causes that are conceivable and consequences that are potentially
hazardous. These potential hazards are then noted for recommendations/actions.
OBJECTIVES :
Risk assessment is an important tool for identifying falling standards, areas of risks or
vulnerability hazards and potential accidents potential in proposed manufacturing plant and
processes, for determining the action necessary to remove hazards before personal injuries or
damage occur.
This assessment is conducted with the following objectives.
• To carry out a systematic critical appraisal of all potential hazards involving personnel, plant,
services and operation method for assessing the risk of proposed manufacturing activities.
The following aims were set for the Risk assessment –
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
1. To observe the working conditions and operating methods, including storage/ handling of
raw materials / finished products at existing processes & project planning stage.
2. To assess the potential hazards from each operation and its risk & consequences at existing
and proposed production plant on environment, manpower and working practices.
SCOPE OF RISK & CONSEQUENCE ASSESSEMENT, HAZOP STUDIES:
The scope of the study is restricted to M/s. Satyam Petrochemicals located at 120A
Wanaychiwadi, Post. Masur Tal. Karad, Dist. Satara for existing manufacturing activities for
Ethyl Acetate and moreover for proposed manufacturing activities of Di Acetone Alcohol (DAA)
at existing manufacturing sites, only. However, comprehensive risk & consequence assessment
exercise is essential and therefore, study is initiated & prepare for the entire activities of the site.
The scope of this study was discussed and finalized in the meeting with the management
representative of M/s Satyam Petrochemicals. It was emphasized that following aspects are to be
looked into detail while carrying out the study.
• Handling and storage of chemicals. E.g. Acetone, SDS, Acetic acid, etc.
• Manufacturing processes of Ethyl acetate, DAA and generated byproducts like Mesityl
Oxide.
• Electrical distribution systems and required utility back up- chilling plant, steam
generation, captive power generation, effluent treatment activities, etc.
METHODOLOGY :
In general the engineering codes/practices and safety check lists are used in the evaluation of the
acceptability of a design as well as hazard identification for this study.
The safety checklists are used to assess the hazards associates with equipments, processes and
storage facilities of required materials.
Risk Assessment is carried out for the Di Acetone Alcohol manufacturing and raw material
storage installation related activities as per the guidelines predetermined in
IS 15656:2006.
This exercise is based on the information received & gathered available information for the
processes of Ethyl Acetate & Di Acetone Alcohol at the project planning stage. Risk &
consequence assessment is understood on the basis of generated data to stream line operations as
well as inculcate the mandatory provisions & stringent code of practices.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
• ABOUT ORGANISATION:
Satyam Petrochemicals is initiated to process proposed chemical manufacturing unit to cater
Ethyl Acetate & Di Acetone Alcohol to various industrial consumers at their existing
manufacturing location. The plant is spread over about 20000 sq. mtrs. area at 120A
Wanaychiwadi, Post. Masur Tal. Karad, Dist. Satara. The site has one gate on the road side. The
site is well accessible by state highway. Population distribution around the plant is scanty.
• About the Hazardous process
Flammable and toxic chemicals are required for manufacturing of these synthetic organic
chemicals. By virtue of their nature the site is having potential to lead to accidents / fires,
explosion, releases toxic/corrosive vapors/gases etc. Significant risks are involved in storage
and handling of such materials.
The factory is classified as an Industrial unit involving Hazardous Process as per the
Schedule 1 & 3,PartI & II of The Manufacture, Storage and Import of Hazardous Chemicals
Rules 1989 framed under Environment (Protection) Act,1986 as well as Schedule 1 & 2 Part
I & II of the Maharashtra Factories (Control of Industrial Major Accidents Hazards) Rules
2003, framed under Factories Act 1948. This exercise is also required to fulfill the prescribed
statutory requirements,
The unit is listed as MAH unit by the Director, Industrial Safety & Health, Maharashtra.
• SITE OPERATIONS FOR PROPOSED MANUFACTURING ACTIVITIES:
The major activities are proposed manufacturing of Di Acetone Alcohol along with the
existing manufacturing activity of Ethyl acetate.
The manufacturing activity includes following activities:-
1. Steam boiler for operations as well as for captive power generation.
2. Ethyl Acetate & proposed Di Acetone Alcohol- manufacturing process.
3. Storage of raw materials and finish product e. g SDS, Acetic acid, Ethyl Acetate &
proposed Acetone, Di Acetone Alcohol and Mesityl oxide, as a byproduct.
The process flow charts of the above products are attached (See Annexure No. I).
• Manufacturing activities and required infrastructure.
• Storage facilities-
Storage yards - For Denatured spirit (SDS) & acetone

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Dedicated storage yards facilities.
Acetone tank covered with open shed
Acetic acid stored at isolated area.
Ethyl acetate tanks at storage yard.
Di Acetone Alcohol-finished product tanks.
Mesityl oxide as a byproduct.
• Manufacturing plants – Ethyl acetate manufacturing plants
Plant No.1 having capacity of 35TPD
Plant No.2 just adjacent, having installed capacity of
100TPD.
Each plant having separate reactor, followed by two
product distillation columns and the two purification
of finish product and recovery of un reacted raw
material for recycle to process.
Both these plants are identical in processes but having
different capacities.
Di Acetone Alcohol manufacturing plant.
Plant having five rectors in series and are inter
connected for manufacturing capacity of 75TPD. Then
neutralizer through ion exchange resin followed by
four distillation columns for recovery of un- reacted
acetone, SDS, then recovery of Mesityl oxide,
purification Di Acetone alcohol and isolation of
impurities from acetone for recycle purpose.
• Utilities Shed - Coal fired steam boiler house,
Situated about 40 meter away from process
plants and 55mtrs from storage yards.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Water storage tanks for processes as well as facility
for in case of any emergency.
Captive power generation & distribution system,
having capacity of 1500 KW (Proposed) & another
having capacity of 750 KW existing.
Two DG sets of 500 KVA generating capacity.
Chilling plant compatible for brine circulation to
process reactors & located away from the process
plants areas.
• Power distribution system. Plant power distribution room with power-
change over systems of captive power to
MSEDL & DG set backup.
• Office building - Administrative offices, laboratory,
Process control rooms.
• Effluent treatment plant - Situated on the back side of the plant.
• Security gate - At the entrance.
• MANPOWER :
Total 42 persons will be working in the factory including management staff, workers &
supervisors, during commercial operation of DAA.
Manufacturing process is carried out round the clock, in three shifts.
Flammable and toxic storage yards facilities:-
1 Respective chemicals i.e. SDS, acetic acid and proposed Acetone, are planned to store in
dedicated tanks having different capacity at Tank farm area. Detail location of tanks is
shown in enclosed Tank farm drawing with capacity of respective chemicals.
2 Tank farm areas are isolated from the manufacturing activities, heat generating process as well
as away from the boundary of Factory premises by minimum distance of 15 meters.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
3 Distance between the two tanks will be kept more than diameter of larger tank and as per the
PESO norms. Tanks will be provided with appropriate vents with spark arrestors. Individual
foundation of tank is designed for their stability.
4 Unloading platform areas are made available for unloading the road tanker. The distance
between vehicle parking pad and storage tank has kept at least 15 meters, in case of acetone
and 10 meter I other chemical storage tanks.
5 Entry gates for the storage yard will be arranged for proper isolation and both the gates
manned by security guards by round the clock.
6 Filling point with appropriate pumping arrangement will be provided for road tankers to
respective chemical storage tank and to transfer the respective mentioned chemical to
respective service tanks or process plant. Appropriate flameproof electrical installation with
intrinsically safe cabling and equipments are installed. Separate erthing grids & pits for
electrical installations and tank structure are provided.
7 Electrical pumps are installed 5meters away from the tank and are located at open area to
avoid generation of vapor cloud at nearby area, during any leakage of chemicals.
8 Storage tanks farm will be effectively covered by hydrant layout, having arrangement of
water & foam monitors and fog nozzles.
9 Storage tanks of flammable chemicals are provided with water-ring sprinkler system to
maintained tank temperature at ambient. Chilled water circulation is provided to acetone tank
for maintained chemical temperature at prescribed norm.
10 Filling point area will be provided with drainage system with collection tank and same shall
be transferred to ETP, immediately by pump.
11. Tanks are covered by weather shed to avoid direct solar heat. E.g Acetone, ethyl acetate,
1. RISK ASSESSMENT:
The engineering codes/practices and safety check lists are used in the evaluation of hazard
identification in this study.
Name of the activity/process Risk assessment Remarks
Adequate plant layout. Proper isolation
of various processes.
Proposed process
plant will be
properly isolated
Risk is already taken in
to account during plant
commissioning stage.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
from the existing
plant. Boiler house
is located at isolated
and nearly 40 meters
away from the
manufacturing plants
Location of Acetone tank
is approved by PESO
vide their letter No.
SD/0131/09 dated 10
Aug 2013.
Accessibility- any dangerous obstruction
for operation flow.
Accessibility will be
provided to each
equipment and its
operation.
Risk during these
operations for material
handling is considered
during drawing board
stage.
Free corridors and passages for material
movements
Passages will be
maintained and
marked.
Risk is already taken in
to planed activities.
Proper and efficient supports of services
electricity, water, compressed air, steam
lines, required fuel for respective
equipments.
Service supports
layout for each
equipment is
maintained.
Process water
storage tank is
installed to cater the
requirement to
process &
emergency
preparedness.
Material carrying and air
lines should be checked
for pressure, periodically.
Flammable material stored at isolated
and marked places.
Separate storage
areas are provided to
each raw material.
Acetone, SDS tanks
are located at
Keep minimum inventory
of raw materials.
Distance between two
tanks are maintained as
per the PESO norms.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
isolated place having
water sprinkler
system.
Name of the activity/process Risk assessment Remarks
Floor characteristic- sufficient resistance
to support the weight of the operation.
Strong concrete floor
will be provided at
storage yard. Isolated
strong foundations
will be provided to
each storage tank.
Risk already taken in to
account Storage tanks
and manufacturing plant
foundations should be
checked periodically & at
least after two years for
corrosive chemicals
storages.
Adequate drainage system- protection
against possible storm water/floods.
This has included in
to plant layout
designed.
Risk is totally covered at
drawing board stage.
Adequate location of the loading and
unloading facilities.
Proper material
handling systems are
planned. Ramps
will be provided for
road tanker
unloading bay.
Material handling
systems should be
inspected and examined
periodically.
Proximity of source of ignition-
considering the wind direction.
Each activity is
isolated. Minimum
safe distance is
maintained in plant
layout. Steam
generating boilers
and its chimney are
located nearly 40
meter from the
Proper care should be
taken during summer
session.
Boiler fuel should be kept
at isolated location.
Stacking of the coal
should not be more than
8-10 feet to avoid
generation of heat and

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
existing and
proposed plant
followed by fire.
Buildings/Shop floors and structures
Stairs, emergency exits, passages are
provided with sufficient width and free
from obstructions and obstacles.
Properly and
efficiently
maintained
These parameters are
well designed in drawing
board stage.
Well designed piping layout and support
system.
Structures are
maintained.
Stability should be
examined periodically.
Risk is already taken in
to account.
Name of the activity/process Risk assessment Remarks
Proper ventilation with respect to the
operation.
Natural ventilation
will be provided.
There is no
obstruction for
dilution of air born
contamination.
Minimum safe / clear
distance will be kept
between each
building/ structure
and activities for
disperse/ diffuse of
any flammable
vapors, in case of
Risk is already taken in
to account.
Open structure for
chemical plant will be
exercised at drawing
board stage.
By virtue of plant
situation & planed
activities, the Natural
ventilation is available.
Hence due to failure of
any flammable pipe line,

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
leakages.
the LEL of respective
chemical will not cross
beyond 10-15 meters of
periphery
Fire resistance material is used for certain
areas of shop floor.
Structures and
support systems will
be strong enough to
sustain operational
heat load.
Risk is already taken in
to account
Vibration due to Machineries and
equipments are considered.
The process will not
generate in vibration
or shock to the any
structures.
Risk is already taken in
to account Steam piping
hammering should be
minimized by steam
regulators.
Lightening arrestors are provided and
checked frequently.
Ear thing continuity
test is carried out
periodically for
existing plant.
Risk is covered.
Name of the activity/process Risk assessment Remarks
Building/structure stability is checked
regularly as well as any structural
modification.
Stability of all
existing structures is
examined.
Risk is already taken in
to account Corrosion data
of all structure should be
maintained to take
appropriate measures and
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
to decide the protective
painting schedule.
Galvanic corrosion
should be periodically
checked and documented
for any minor
discrepancies to SS
piping and MS flanges at
various points.
Retaining walls should be
checked for stability
exercise.
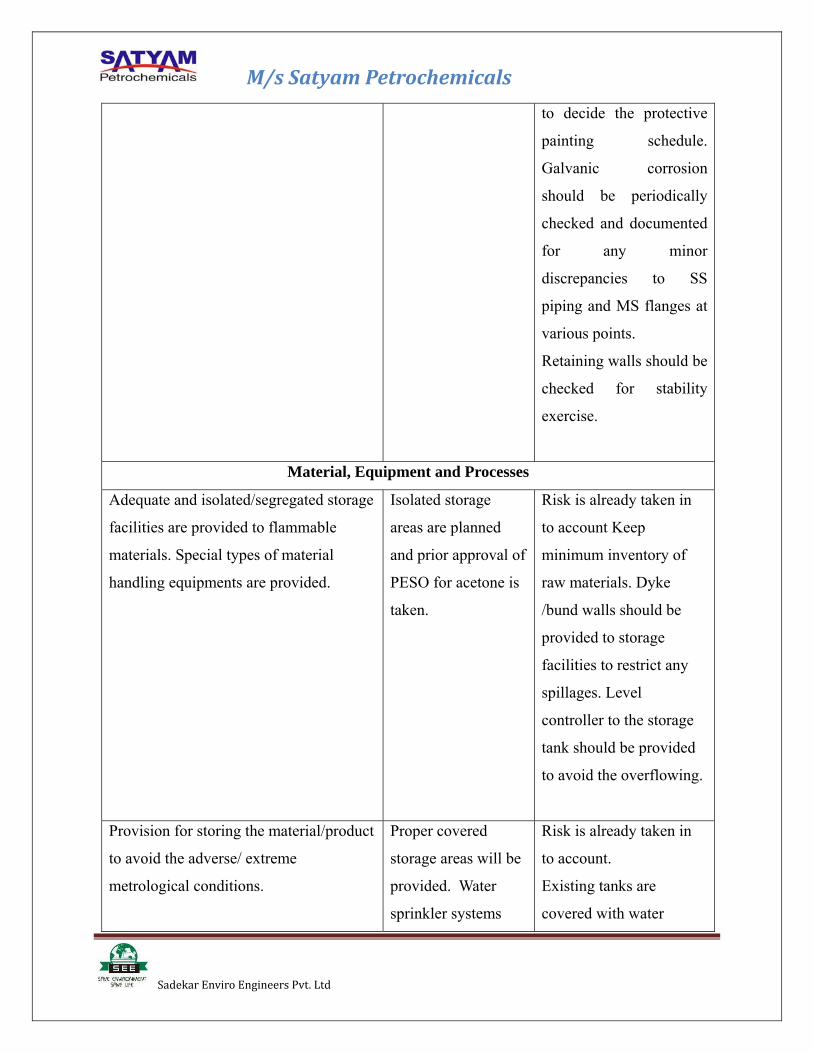
Material, Equipment and Processes
Adequate and isolated/segregated storage
facilities are provided to flammable
materials. Special types of material
handling equipments are provided.
Isolated storage
areas are planned
and prior approval of
PESO for acetone is
taken.
Risk is already taken in
to account Keep
minimum inventory of
raw materials. Dyke
/bund walls should be
provided to storage
facilities to restrict any
spillages. Level
controller to the storage
tank should be provided
to avoid the overflowing.
Provision for storing the material/product
to avoid the adverse/ extreme
metrological conditions.
Proper covered
storage areas will be
provided. Water
sprinkler systems
Risk is already taken in
to account.
Existing tanks are
covered with water
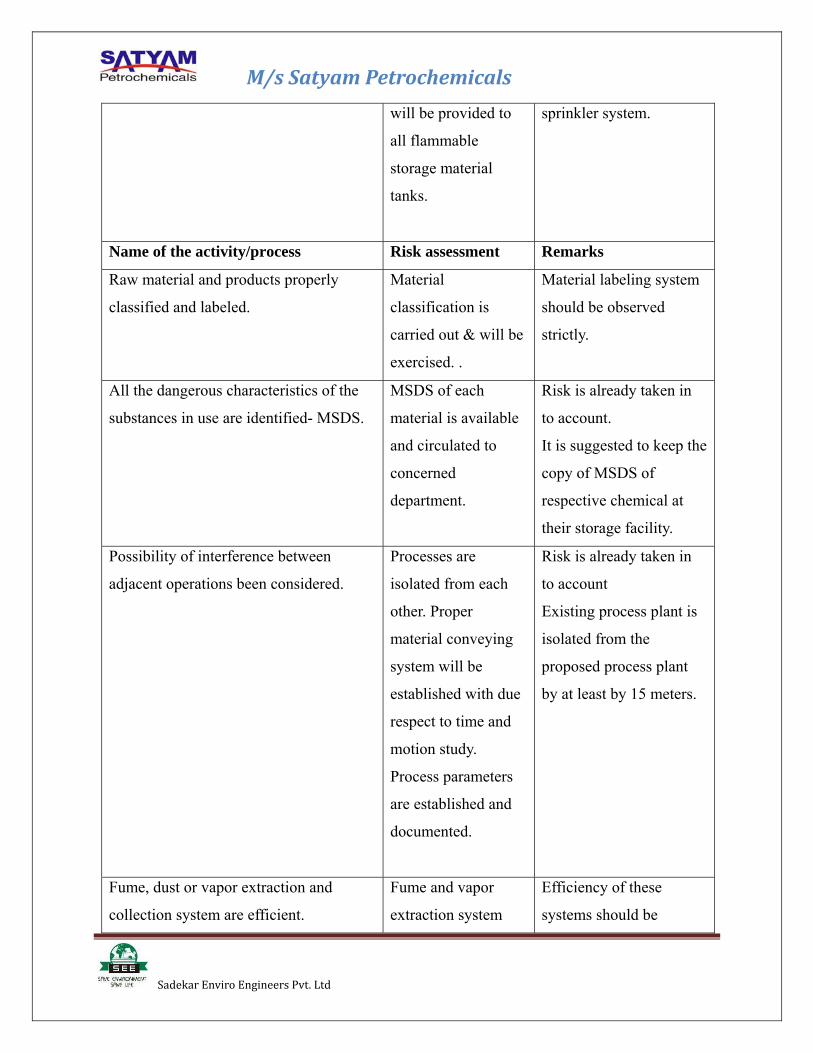
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
will be provided to
all flammable
storage material
tanks.
sprinkler system.
Name of the activity/process Risk assessment Remarks
Raw material and products properly
classified and labeled.
Material
classification is
carried out & will be
exercised. .
Material labeling system
should be observed
strictly.
All the dangerous characteristics of the
substances in use are identified- MSDS.
MSDS of each
material is available
and circulated to
concerned
department.
Risk is already taken in
to account.
It is suggested to keep the
copy of MSDS of
respective chemical at
their storage facility.
Possibility of interference between
adjacent operations been considered.
Processes are
isolated from each
other. Proper
material conveying
system will be
established with due
respect to time and
motion study.
Process parameters
are established and
documented.
Risk is already taken in
to account
Existing process plant is
isolated from the
proposed process plant
by at least by 15 meters.
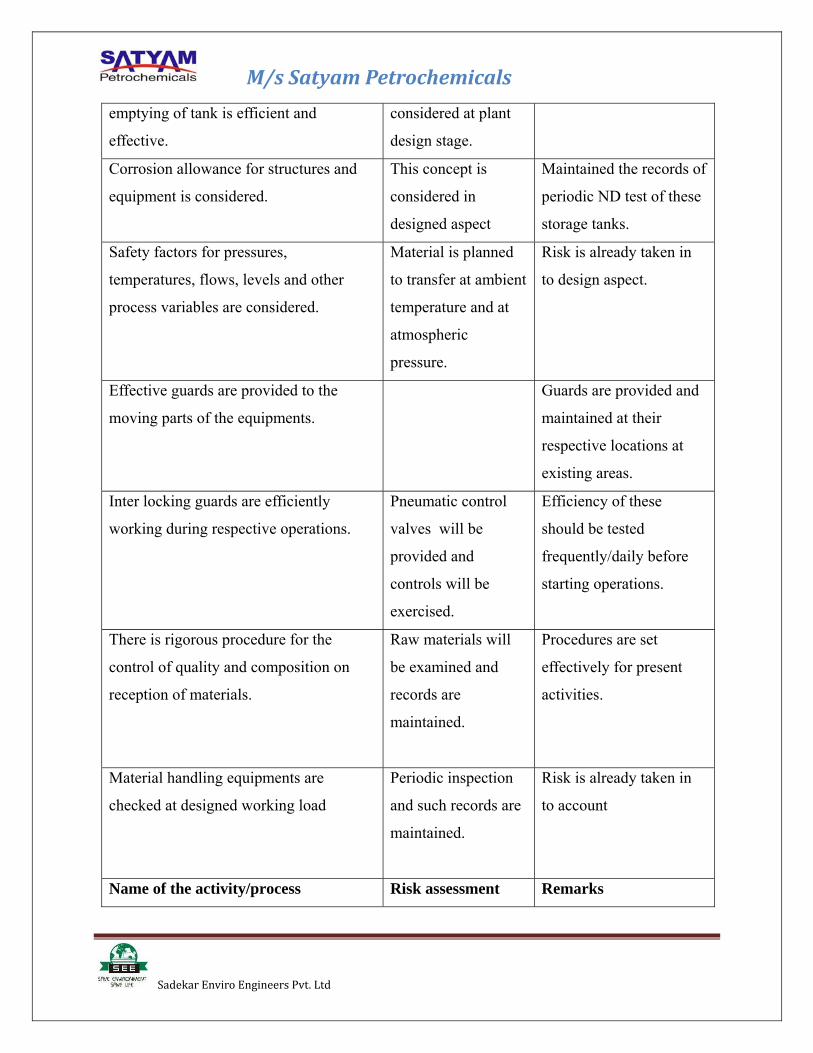
Fume, dust or vapor extraction and
collection system are efficient.
Fume and vapor
extraction system
Efficiency of these
systems should be

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
will be provided to
respective
operations.
checked periodically.
Static charges are created during
handling of materials.
Jumpers and bonding
will be provided to
each material caring
pipe lines. Ear thing
points will be
provided at loading
and unloading
station.
Risk is already taken in
to account. Ear thing
continuity and resistance
are checked for existing
plant, periodically.
Flame arrestor is required to provide to
any storage tank.
Flame arrestors will
be provided to vent
of flammable
material tanks.
Risk is already taken in
to account for existing
plant. Periodical check up
should be exercised.
Name of the activity/process Risk assessment Remarks
Storage vessels/ tanks are tested at
desired pressure.
Norms will be
observed as per the
Explosive
department.
Existing tanks are
observed the stipulated
norms.
Pressure relief valves/ rapture disc is
operated at designed pressure.
Storage of theses
material will be at
atmospheric
pressure.
Risk is considered at
designed stage.
Required pressure gauges are calibrated
at prescribed time.
Not required.
Standby arrangement is made for such
storage material. Arrangement of rapid
Emergency storage
arrangement is
Risk is already taken in
to account
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
emptying of tank is efficient and
effective.
considered at plant
design stage.
Corrosion allowance for structures and
equipment is considered.
This concept is
considered in
designed aspect
Maintained the records of
periodic ND test of these
storage tanks.
Safety factors for pressures,
temperatures, flows, levels and other
process variables are considered.
Material is planned
to transfer at ambient
temperature and at
atmospheric
pressure.
Risk is already taken in
to design aspect.
Effective guards are provided to the
moving parts of the equipments.
Guards are provided and
maintained at their
respective locations at
existing areas.
Inter locking guards are efficiently
working during respective operations.
Pneumatic control
valves will be
provided and
controls will be
exercised.
Efficiency of these
should be tested
frequently/daily before
starting operations.
There is rigorous procedure for the
control of quality and composition on
reception of materials.
Raw materials will
be examined and
records are
maintained.
Procedures are set
effectively for present
activities.
Material handling equipments are
checked at designed working load
Periodic inspection
and such records are
maintained.
Risk is already taken in
to account
Name of the activity/process Risk assessment Remarks

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Electrical distribution and Instrumentation control
Electrical load is distributed with proper
cabling system – joints and junction
boxes/relays. .
System is well
designed and will be
implemented. Entire
electrical system is
planned to observe
the flameproof
phenomenon.
Cable insulation should
be checked at stipulated
time & documented.
Electrical circuit breakers are effectively
applied at respective loads.
. MCCB will be
provided to each
distribution panel
Risk is already taken
in to account
Circuit breakers are
provided to existing
plant.
ELCB as well as ear thing are provided
to circuits/equipments.
ELCB will be
provided to heavy
load electrical
equipments.
ELCB are provided to
existing plant.
The protection against automatic start
after stop is provided.
This is as per the
requirement
Electrical work permit system to carry
out the maintenance of equipments is
observed.
Work permit system
is observed.
Risk is already taken in
to account

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Electrical cable insulation is checked at
pre-determined intervals.
Over head cabling
will be laid down
with proper trays and
supports.
Practice should be
observed, strictly.
Instruments are checked at designed
parameters, regularly
These practices are
planned at design
stage.
Risk is already taken in
to account.
These practices are
observed and records are
maintained.
Name of the activity/process Risk assessment Remarks
Pollution Control Activities.
Flammable vapor are discharged from
Storage tanks through the vents or any
joints of connected pipe lines.
1.Water sprinkler
systems area
provided to each
tank to maintained
the material
temperature at
prescribed norm &
minimize the
generation of vapors
2. Acetone storage
tank is having the
open shed to avoid
from the solar heat.
3. Chilled water
circulation is
Vapor generation of
chemicals is kept under
check at plant design
stage.
Stipulated distance
between surrounding tank
in each respective storage
yard is kept as per the
PESO norms.
Maintain the obstacle
free surrounding at each
storage tank to disperse
the generated vapors

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
provided to Acetone
tank to avoid the
generation of vapors.
4. Hydrocarbon
vapor detectors are
installed at storage
yards to get early /
immediate
acknowledge of
vapor cloud situation
5. Breather is applied
to the vent of the
acetic acid storage
tanks to condense the
generated acidic
fumes
instantaneously during
loading & unloading of
respective chemicals as
well as any spillage of
chemicals around the
tanks.
Name of the activity/process Risk assessment Remarks
Flammable vapor are discharged from
process plant, vent of the each heat
exchanger connected to respective
distillation column or any joints of
connected pipe lines.
1.Heat exchanger
temperature is
monitor through the
scada system and
respectively the
vapor flow is
controlled by
respective zone of
the distillation
column.
Risk is taken in to
account while equipment
layout & scada system
implementation.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
2.Hydrocarbon vapor
detectors are
installed at strategic
location of process
plant to get
immediate
acknowledge of
vapor cloud situation
Vapor generation while unloading the
respective chemical road tanker.
Road tankers are
park at least 30
minutes before they
entered into the
factory premises.
Parking lot location
is provided.
Same tank, once
again park at
dedicated unloading
platform for at least
15 minutes during
their paper work of
entry and quality
assurance of
respective chemical.
These activities
helps to know any
vapor leakage of
chemicals.
SOP of the Chemical
tanker entry in to the
factory premises should
be observed, strictly.
Parking of the road
tanker before unloading
to respective storage tank
should be exercised for
subside the generated
vapors while road
transportation
movements.
Name of the activity/process Risk assessment Remarks
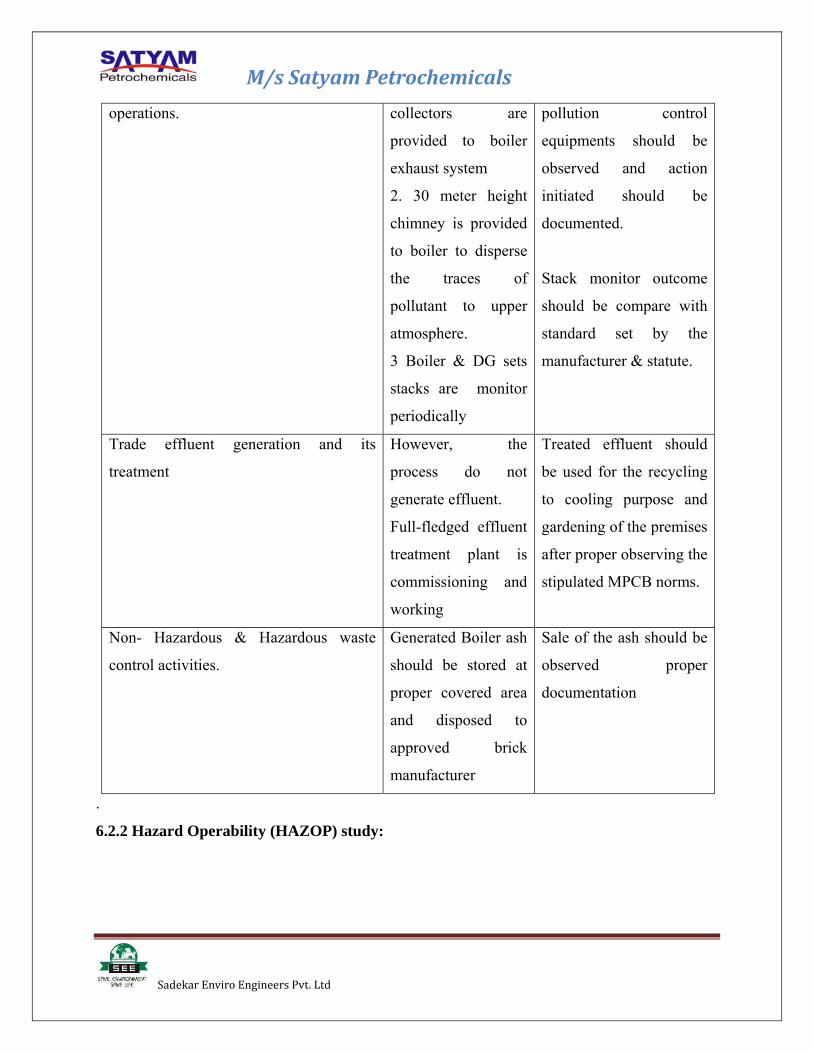
Fumes and dust generation through boiler 1Multi-cyclone dust Periodic maintenance of
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
operations. collectors are
provided to boiler
exhaust system
2. 30 meter height
chimney is provided
to boiler to disperse
the traces of
pollutant to upper
atmosphere.
3 Boiler & DG sets
stacks are monitor
periodically
pollution control
equipments should be
observed and action
initiated should be
documented.
Stack monitor outcome
should be compare with
standard set by the
manufacturer & statute.
Trade effluent generation and its
treatment
However, the
process do not
generate effluent.
Full-fledged effluent
treatment plant is
commissioning and
working
Treated effluent should
be used for the recycling
to cooling purpose and
gardening of the premises
after proper observing the
stipulated MPCB norms.
Non- Hazardous & Hazardous waste
control activities.
Generated Boiler ash
should be stored at
proper covered area
and disposed to
approved brick
manufacturer
Sale of the ash should be
observed proper
documentation
.
6.2.2 Hazard Operability (HAZOP) study:

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Being the highly flammable and toxic chemicals are stored & used in manufacturing operations,
the site is having potential to lead to accidents/fires explosion and releases toxic gases etc. hence
carry significant risk in manufacturing activities.
Hazard and Operability ASSESSMENT (HAZOP)
A HAZOP study serves to identify safety problems in a plant and is also useful to improve its
operability. The implicit assumption of HAZOP studies is that the hazards or operability
problems appear only as a consequence of deviation from the normal operating conditions in a
given system, at any of the different process stages e. g. start up, operation at steady state,
unsteady operation stage and plant shut down. HAZOP procedure consists of evaluating, line by
line and vessel by vessel, the consequences of possible deviations in the operating conditions.
HAZOP method attempts to improve both aspects, based on the following points :
The systematic character of the ASSESSMENT- an examination based on the successive
application of series of guide words is carried out, with the objective of providing the reasoning
procedure, capable of facilitating the identification of deviation. Each time reasonable deviation
is identified, the causes and consequences are analysed as well as the possible corrective action.
The varied approaches to a problem are what make the HAZOP ASSESSMENT is a tool which
stimulates the generation of ideas.
The application of the method demands the piping and instrumentation diagrams (P&ID) are
complete. The raw materials and intermediate products have been identified; a critical review
should be carried out to evaluate the possibilities of changes in the process towards roots of
greater intrinsic safety.
The applications of the guide words help identify the deviation that is circumstances where the
identified intention is not met. This deviation produces consequences causes.
For this purpose, the following guide words are frequently used for HAZOP study:
NO The anticipated intention of the design are not achieved E.g. No flow
in line.
MORE/LESS Qualitative increases or decreases from the values intended. E.g. Higher
temperature, lower reaction rate.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
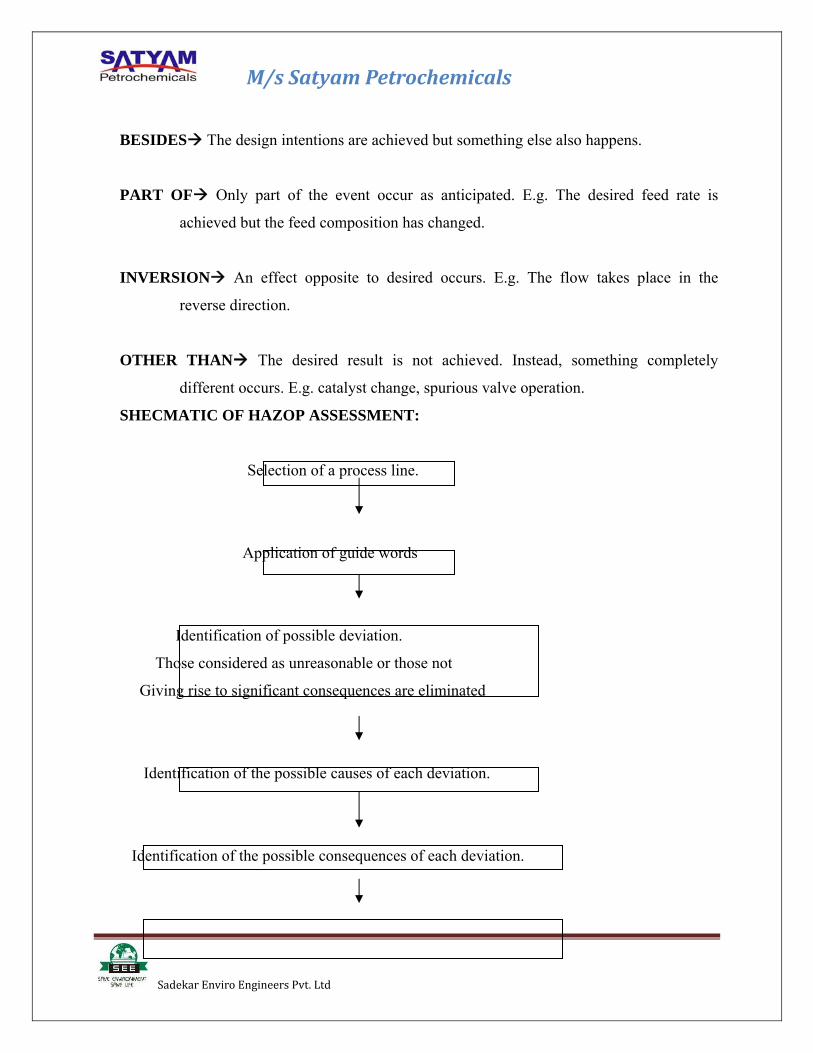
BESIDES The design intentions are achieved but something else also happens.
PART OF Only part of the event occur as anticipated. E.g. The desired feed rate is
achieved but the feed composition has changed.
INVERSION An effect opposite to desired occurs. E.g. The flow takes place in the
reverse direction.
OTHER THAN The desired result is not achieved. Instead, something completely
different occurs. E.g. catalyst change, spurious valve operation.
SHECMATIC OF HAZOP ASSESSMENT:
Selection of a process line.
Application of guide words
Identification of possible deviation.
Those considered as unreasonable or those not
Giving rise to significant consequences are eliminated
Identification of the possible causes of each deviation.
Identification of the possible consequences of each deviation.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
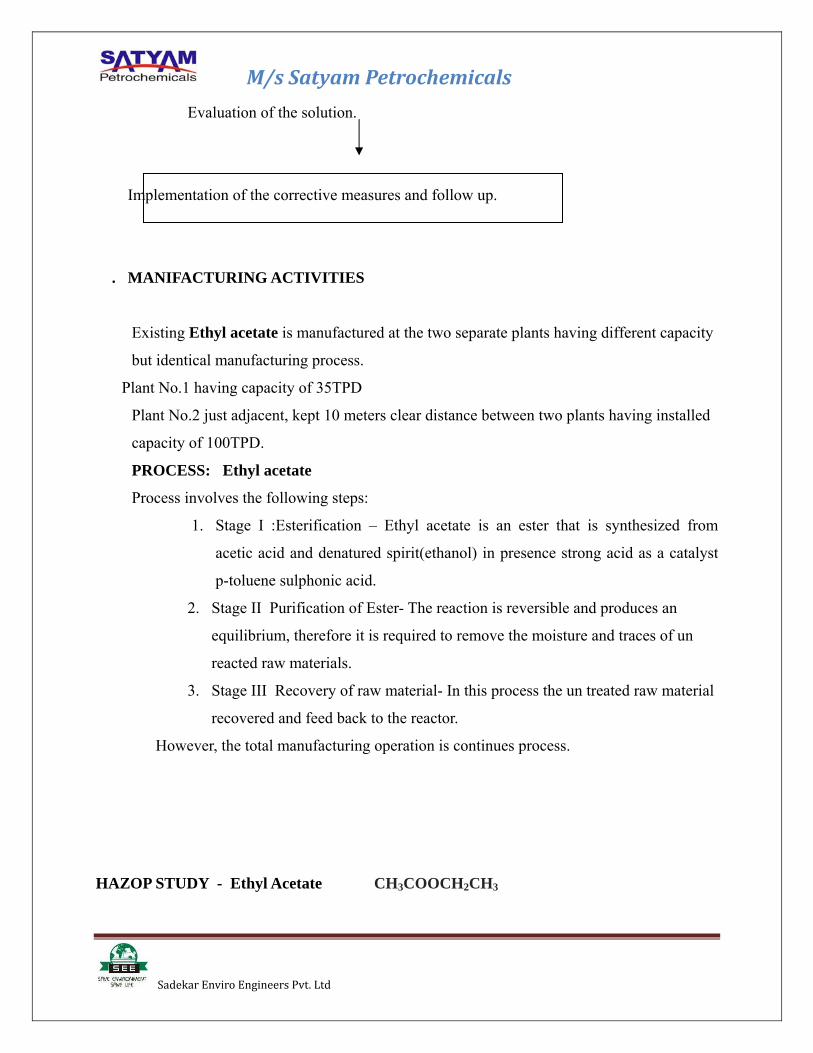
Evaluation of the solution.
Implementation of the corrective measures and follow up.
. MANIFACTURING ACTIVITIES
Existing Ethyl acetate is manufactured at the two separate plants having different capacity
but identical manufacturing process.
Plant No.1 having capacity of 35TPD
Plant No.2 just adjacent, kept 10 meters clear distance between two plants having installed
capacity of 100TPD.
PROCESS: Ethyl acetate
Process involves the following steps:
1. Stage I :Esterification – Ethyl acetate is an ester that is synthesized from
acetic acid and denatured spirit(ethanol) in presence strong acid as a catalyst
p-toluene sulphonic acid.
2. Stage II Purification of Ester- The reaction is reversible and produces an
equilibrium, therefore it is required to remove the moisture and traces of un
reacted raw materials.
3. Stage III Recovery of raw material- In this process the un treated raw material
recovered and feed back to the reactor.
However, the total manufacturing operation is continues process.
HAZOP STUDY - Ethyl Acetate CH3COOCH2CH3
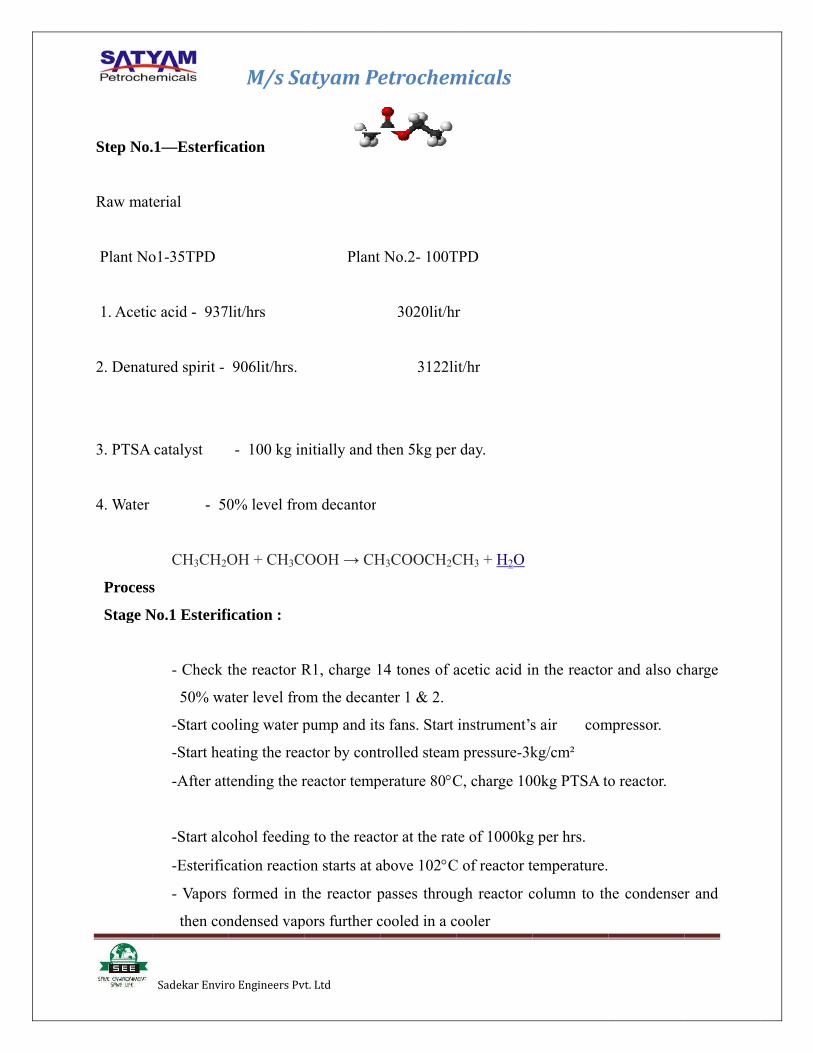
Step No.
Raw mat
Plant No
1. Acetic
2. Denatu
3. PTSA
4. Water
Process
Stage N
Sadekar Envir
.1—Esterfic
terial
o1-35TPD
c acid - 937
ured spirit -
catalyst
- 50
CH3CH2O
s
No.1 Esterifi
- Check t
50% wa
-Start coo
-Start hea
-After att
-Start alc
-Esterific
- Vapors
then con
M/s Sa
ro Engineers Pv
cation
lit/hrs
906lit/hrs.
- 100 kg in
0% level fro
OH + CH3C
ication :
the reactor R
ater level fro
oling water p
ating the rea
tending the r
cohol feeding
cation reactio
formed in t
ndensed vap
atyam Pe
vt. Ltd
Plant
nitially and t
om decantor
OOH → CH
R1, charge 1
om the decan
pump and its
actor by cont
reactor temp
g to the reac
on starts at a
the reactor p
pors further c
etrochem
No.2- 100T
3020lit/hr
3122li
then 5kg per
H3COOCH2C
14 tones of a
nter 1 & 2.
s fans. Start
trolled steam
perature 80°C
tor at the rat
above 102°C
passes throu
cooled in a c
micals
TPD
r
it/hr
day.
CH3 + H2O
acetic acid in
instrument’s
m pressure-3k
C, charge 10
te of 1000kg
C of reactor t
ugh reactor c
cooler
n the reactor
s air com
kg/cm²
00kg PTSA to
g per hrs.
temperature.
column to th
r and also ch
mpressor.
o reactor.
he condenser
harge
r and

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
-Cooled material collected in to decanter No.1 for water separation purpose.
- As ester is lighter than water, part of upper layer of raw ester is passes to the column
No2, for purification of ester as a feed and part of it passes to the column No1 as a
reflux.
- Bottom layer of decanter No1 which is water miscible with minor alcohol is feed for
column No3 as a feed.
- Continue the alcohol feeding to the reactor till it reaches the reflux of column No1
to the 6000kg/hr. and then cut the alcohol feeding. Run the column No1 till the
acidity about 0.009% & ester contain about 93% under total reflux.
- Once the column No1 is normal as per the above condition, start normal feeding of
alcohol and acid as per the predetermined capacity.
Hazop
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
NO No flow –
No flow of
cooling water
to heat
exchangers.
During
charging of
alcohol to
reactor and
reactor
temperature
reaches
above 104°C
Cooling failure to
heat
exchanger(H1) &
(H2) during
addition of
alcohol
Ethanol and ethyl
acetate vapors
generated and
releases through the
condensers vent and
also reactor pressure
increases.
1. Provide alarm
to the heat
exchanger
whenever
temperature of H1
raises above 85°C
2. Provide
temperature
recording system
to H1 & vapor
line (L2) and such
data will be check
for any deviation
on continues
basis.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
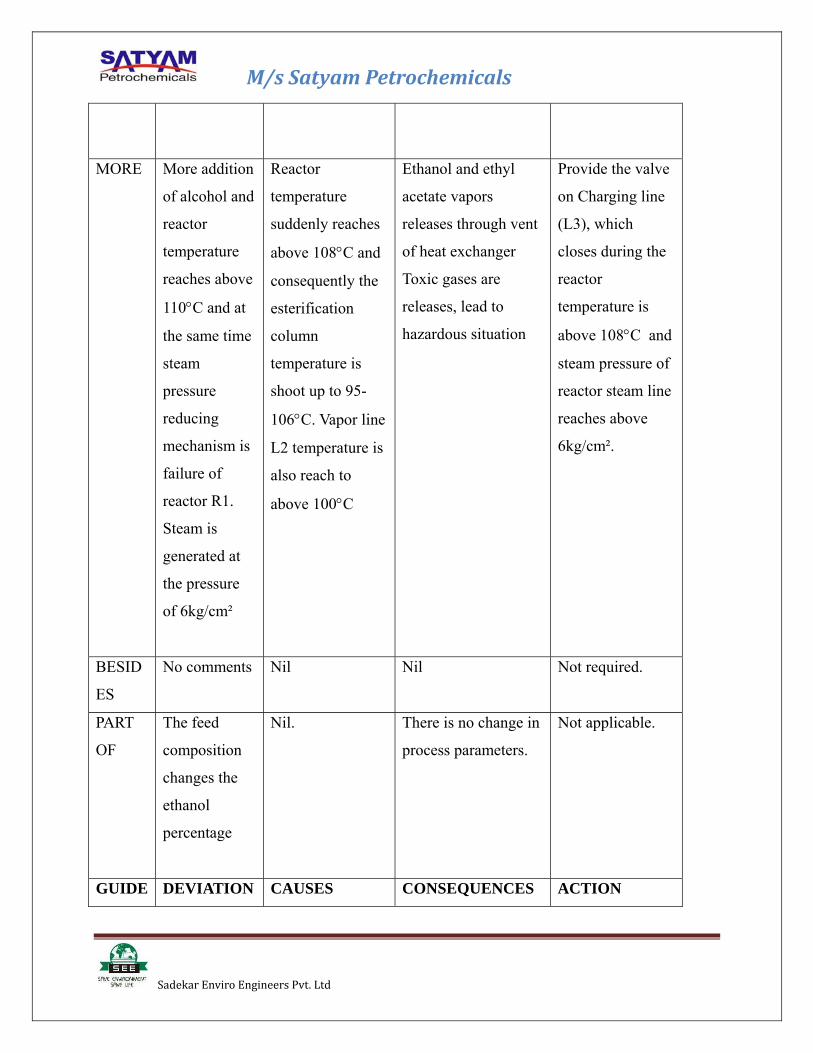
MORE More addition
of alcohol and
reactor
temperature
reaches above
110°C and at
the same time
steam
pressure
reducing
mechanism is
failure of
reactor R1.
Steam is
generated at
the pressure
of 6kg/cm²
Reactor
temperature
suddenly reaches
above 108°C and
consequently the
esterification
column
temperature is
shoot up to 95-
106°C. Vapor line
L2 temperature is
also reach to
above 100°C
Ethanol and ethyl
acetate vapors
releases through vent
of heat exchanger
Toxic gases are
releases, lead to
hazardous situation
Provide the valve
on Charging line
(L3), which
closes during the
reactor
temperature is
above 108°C and
steam pressure of
reactor steam line
reaches above
6kg/cm².
BESID
ES
No comments Nil Nil Not required.
PART
OF
The feed
composition
changes the
ethanol
percentage
Nil. There is no change in
process parameters.
Not applicable.
GUIDE DEVIATION CAUSES CONSEQUENCES ACTION

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
WORD REQUIRED
INVER
SION
During raw
material
charging.
There is no
change of feed
material as
process carried
out continues sly
by feeding as well
as steam injected
in the heating coil
of reactor.
There is no change in
flow or reverse the
flow in the respective
feed lines.
Consequently there is
no reverse flow or
sudden cooling of the
operation.
Not applicable.
OTHE
R
THAN
Change in
catalyst
Process proceeds
slowly or should
not take place.
No change in any
process parameters.
Quality control on
raw material
should be
rigorous.
Stage No2 Purification of Ethyl acetate-
Raw material – Feed from decanter No1 about 4200kg/hr
This is part of reflux of column No1.
Process:
- Cooling water pump and its fans as well as instrument’s air
compressor are already running.
- Start heating the reboiler by controlled steam pressure-3kg/cm²
- After attending the column No2 temperature 80°C, by feeding the part of reflux
return of decanter No1.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
- Adjust the reflux of this column to 2000kg/hr.
- Vapors formed in the reactor passes through reactor column to the condenser No.
H3 & H4 and then condensed vapors further cooled in a cooler C2.
- Cooled material collected in to decanter No.2 for water separation purpose.
- As ester is lighter than water, part of upper layer of ester is passes to the column
No2, for refluxing purpose. Part of this reflux goes to reactor R1for alcohol
recovery purpose.
- Bottom layer of decanter No 2 which is water miscible with minor alcohol is feed
for column No3 as a feed.
- Run the reflux of column No2 till the final product acidity about 0.009% & ester
contain about 99.85% and moisture 0.07% under total reflux.
- Once the column No 2 is normal as per the above condition, then provide washing
to both the reflux at the rate of 400kg/hr
- The washing and reaction water are fed to recovery column No3. for recovery of
traces product & alcohol which is feed back to rector R1
- After stabilization of columns with desired parameters the final product is passes
through the cooler No C3 and collected in to the receiver and the transfer to finish
storage tank.
Hazop
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
NO No flow –
No flow of
cooling water
to heat
exchangers.
During
charging of
reflux return
Cooling failure to
heat
exchanger(H3) &
(H4) during
charging of reflux
return.
Ethanol and ethyl
acetate vapors
generated and
releases through the
condensers vent and
also reactor pressure
increases. Toxic gases
& flammable vapors
1. Provide alarm
to the heat
exchanger
whenever
temperature of
H1 raises above
85°C
2. Provide

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
of decanter
No 1 and
recovery
column No2
temperature
reaches
above 85°C
are releases, lead to
hazardous situation
temperature
recording system
to H3 & vapor
line (L4) and
such data will be
check for any
deviation on
continues basis.
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
MORE More addition
of reflux
return and
recovery
column No2
temperature
reaches above
85°C and at
the same time
steam
pressure
reducing
mechanism is
failure of
reboiler No1.
Steam is
generated at
the pressure
Column No2
temperature
suddenly reaches
above 85°C and
consequently
Vapor line L4
temperature is
also reach to
above 85°C
Ethanol and ethyl
acetate vapors
releases through vent
of heat exchanger
Toxic gases are
releases, lead to
hazardous situation
Provide the valve
on Charging line
(L3), which
closes during the
reactor
temperature is
above 108°C
and steam
pressure of
reactor steam
line reaches
above 6kg/cm².

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
of 6kg/cm²
BESID
ES
No comments
Nil Nil Not required.
PART
OF
The feed
composition
changes the
ethanol
percentage
Nil. There is no change in
process parameters.
Not applicable.
INVER
SION
During raw
material
charging.
There is no
change of feed
material as
process carried
out continues sly
by feeding as well
as steam injected
in the heating coil
of reactor.
There is no change in
flow or reverse the
flow in the respective
feed lines.
Consequently there is
no reverse flow or
sudden cooling of the
operation.
Not applicable.
OTHE
R
THAN
Change in
catalyst
Process proceeds
slowly or should
not take place.
No change in any
process parameters.
Quality control
on raw material
should be
rigorous.
Stage No 3 Recovery of un reacted alcohol -
Raw material - Lower layers of the decanter N01 & 2 with washing and reaction water.
Hazop: After stabilization of Column No1 & 2 at predetermined parameters then the feed from

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
decanter No 1 & 2 are passes to the recovery column. Hence the feed of the column
contains traces of alcohol as well as the ethyl acetate.
The risk involves in this process is meager
Di Acetone Alcohol is proposed to manufacture at the site -75 TPD.
PROCESS: Di Acetone Alcohol
Process involves the following steps:
1 Preparation of Sodium hydroxide solution with Ethyl alcohol in a storage tank by
maintaining alkalinity about 3.0 Normal solutions.
2 Aldol condensation – Required quantity of alcoholic alkaline solution and acetone
will be transferred to reactor No.1 at room temperature. The mixture will be
stirred and cool the mixture & then maintained the temperature of reactor at 25 ̊C.
There after the mixture will be passed to series of five identical reactors having
stirring arrangement. The temperature of reaction mixture will be reduced
gradually by chilled brine circulation to reactor. Reaction mass temperature will be
attend 5 C̊ when it reaches to the fifth reactor.
3 The conversion of acetone to Di acetone alcohol gets converted to 5 to 15% from
first reactor to fifth reactor. Small quantities of Mesityl oxide will also form during
the reaction, as a byproduct.
4 The products and un- reacted raw material will be passed through the ion exchange
resin column to neutralize the excess alkalinity. Then entire reaction mass will be
feed to the first distillation column.
5 Distillation of reaction mass: At first distillation column the Acetone & ethyl
alcohol is recovered by distillation through top of the column and the mixture of
DAA & SDS will be recycled to first reactor for continual process along with
required fresh SDS & sodium hydroxide.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
6 The remaining reaction mass of first column will be transferred through bottom to
second distillation column. In this second distillation column the mesityl oxide will
be recovered from the top of the column. Mesityl oxide will be collected in the
dedicated storage tank as a byproduct. The crude DAA will be transferred to third
column for purification.
7 At the third distillation column the crude DAA will be purified by distillation as
the impurities will be distilled out and transferred to forth distillation column for
cracking by caustic soda and then purified acetone will be collected and recycled
back to reactor.
8 Distill DAA will be collected in the dedicated storage tank for further sale.
However, the total manufacturing operation is continues process.
HAZOP STUDY - Di Acetone Alcohol
Step No.1—Aldol condensation:
Raw material proposed process: per day quantities
1. Acetone - 331200 kg/day ( including recycled)
2. SDS - 5570 kg/day . ( including recycled)
3. Sodium hydroxide - 40 kg per day and then maintained the alkalinity. .
4. Water - 40 liters per day level from decanter
DAA is prepared by the aldol condensation of acetone to give di acetone alcohol, which readily
dehydrates to give this compound.
Two moles of acetone DAA Mesityl oxide

Process
Stage N
Hazop
Sadekar Envir
s
No.1 Aldol c
- Check t
alcohol
- Start ch
- Start tran
reactor
Chilled
reactio
- While p
stirring
continu
any ho
- Each re
circula
vent of
- Final re
ion ex
- Entire
M/s Sa
ro Engineers Pv
ondensation
the reactor R
along with m
hilled brine c
nsferring the
r No3,4 and
d brine circu
on mass will
passing the r
g in each rea
uing by each
lding in reac
eactor is con
ated to heat e
f the heat exc
eaction mass
xchanger res
neutralized
atyam Pe
vt. Ltd
n:
R1, charge pr
measured qu
circulation to
e mass to rea
5 with respe
ulation will c
attend the te
reaction mas
actor. Flow o
h reactor feed
ctor.
nnected to de
exchanger to
changer.
s from reacto
in to neutral
mass is then
etrochem
repared mixt
uantity of ace
o reactor No
actor No.2 by
ective pump.
continue to e
emperature t
s from react
of the reactio
ding pump s
edicated heat
o avoid the re
or No.5 is pa
lize the react
n transfer to
micals
ture of sodiu
etone from s
.1 and mix th
y pump and
. These entir
each reactor s
to 5 C̊ when
or No.1 to5,
on mass and
so that the re
t exchanger
elease of flam
assed throug
tion mass.
first distillat
um hydroxid
storage tank.
he reaction m
same proces
re reactors ar
so that the te
n it reaches to
, the mass w
d condensatio
eaction progr
and chilled
mmable vap
gh the colum
tion column
de and ethyl
.
mass by stirr
ss continue t
re in series.
emperature o
o reactor No
ill be mixed
on process is
ression witho
brine is
por through t
mn containing
.
ring.
to
of
o.5.
d by
s
out
the
g an
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
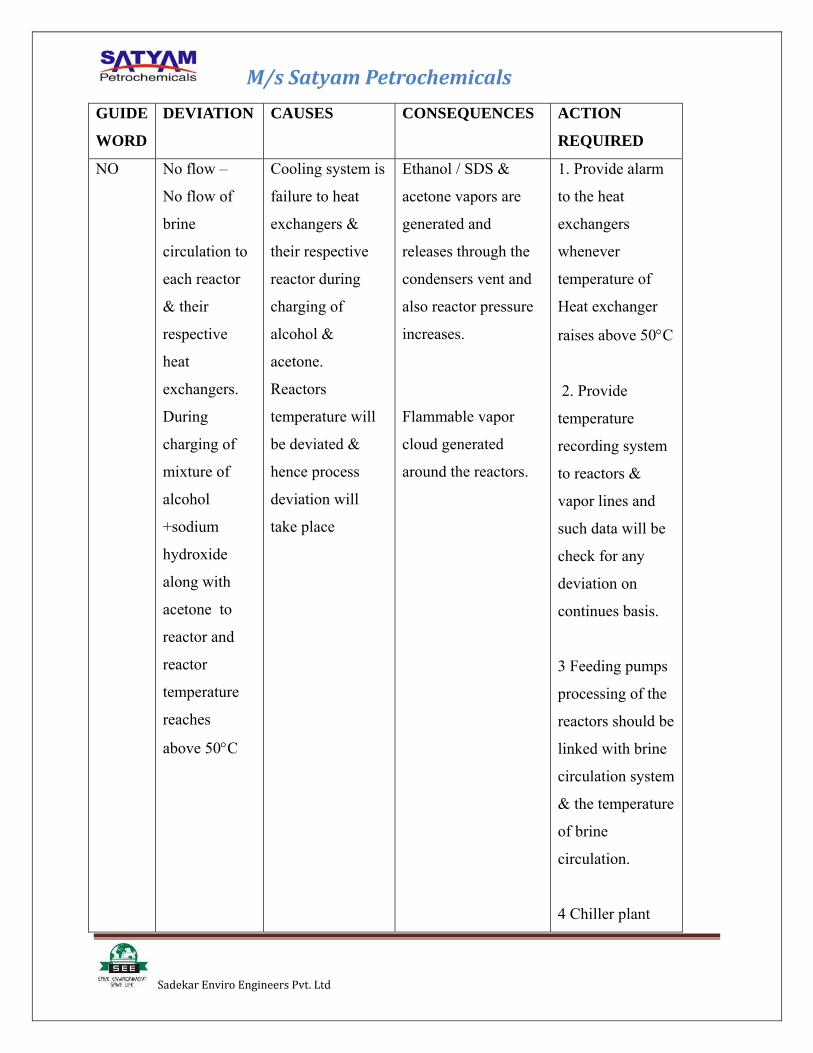
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
NO No flow –
No flow of
brine
circulation to
each reactor
& their
respective
heat
exchangers.
During
charging of
mixture of
alcohol
+sodium
hydroxide
along with
acetone to
reactor and
reactor
temperature
reaches
above 50°C
Cooling system is
failure to heat
exchangers &
their respective
reactor during
charging of
alcohol &
acetone.
Reactors
temperature will
be deviated &
hence process
deviation will
take place
Ethanol / SDS &
acetone vapors are
generated and
releases through the
condensers vent and
also reactor pressure
increases.
Flammable vapor
cloud generated
around the reactors.
1. Provide alarm
to the heat
exchangers
whenever
temperature of
Heat exchanger
raises above 50°C
2. Provide
temperature
recording system
to reactors &
vapor lines and
such data will be
check for any
deviation on
continues basis.
3 Feeding pumps
processing of the
reactors should be
linked with brine
circulation system
& the temperature
of brine
circulation.
4 Chiller plant
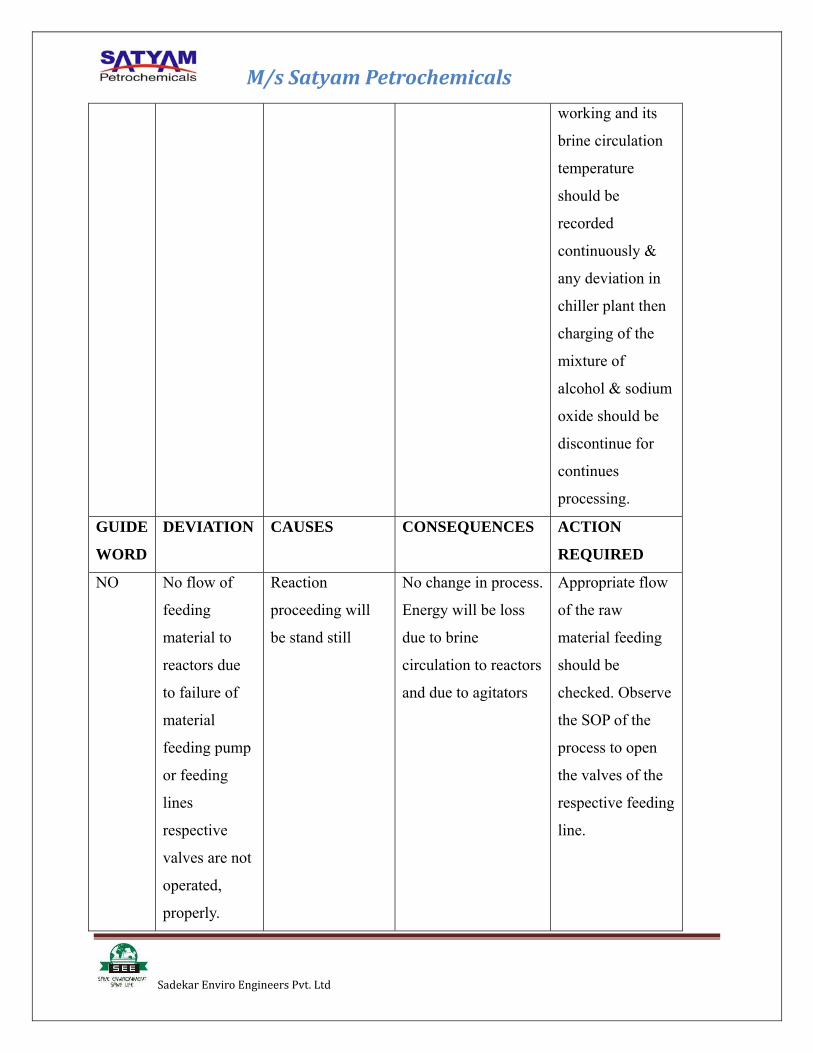
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
working and its
brine circulation
temperature
should be
recorded
continuously &
any deviation in
chiller plant then
charging of the
mixture of
alcohol & sodium
oxide should be
discontinue for
continues
processing.
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
NO No flow of
feeding
material to
reactors due
to failure of
material
feeding pump
or feeding
lines
respective
valves are not
operated,
properly.
Reaction
proceeding will
be stand still
No change in process.
Energy will be loss
due to brine
circulation to reactors
and due to agitators
Appropriate flow
of the raw
material feeding
should be
checked. Observe
the SOP of the
process to open
the valves of the
respective feeding
line.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
MORE More addition
of alcohol +
sodium
hydroxide and
reactor
temperature
reaches above
30°C and at
the same time
brine
circulation is
failure of
reactor R1.
Feeding of raw
material is more
and reactor
temperature
reaches above
30°C.
Ethanol and acetone
vapors releases
through vent of heat
exchanger Toxic
gases are releases,
lead to hazardous
situation.
Reaction parameters
are deviated hence
conversion of DAA is
meager. Loss of
energy
Provide the valve
on Charging line
(L3), which
closes during the
reactor
R1temperature is
above 35°C and
also brine
circulation is
failure.
Flow control
arrangement for
feeding lines of
reactor R1 should
be installed to
regulate the
excess feeding to
reactor.
BESID
ES
Feeding of
raw materials
Reaction
parameters will
be deviated.
Unpredicted reaction
take place leads to
untold incident.
Pipe lines of each
raw material
should have color
code with flow
direction. Flexible
Piping should be
avoided for
reactor charging.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
PART
OF
The feed
composition
changes the
sodium oxide
percentage
Reaction
parameters will
be deviated.
Reaction scheduled
will be changed &
mesityl oxide yield
more than expected.
Feeding mixture
of sodium
hydroxide and
SDS should be
verified,
continuously to
get appropriate
INVER
SION
During raw
material
charging.
There is no
change of
feed material
as process
carried out
continuously
by feeding as
well as
injected
required
alkalinity.
Reaction will be
deviated to
unpredicted yield
and unintended
event which leads
to pressure
/temperature
building in
reactors.
The unintended
reaction leads to
vapor cloud
generation &
followed by fire.
Plant design
parameters and
equipment
capacities should
be checked for
process
deviations. SOP
of the process
strictly followed.
Preventive
maintenance of
equipments
should be
observed.
OTHE
R
Change in
catalyst
Process proceeds
slowly or should
Change in any
process parameters
Quality control on
raw material
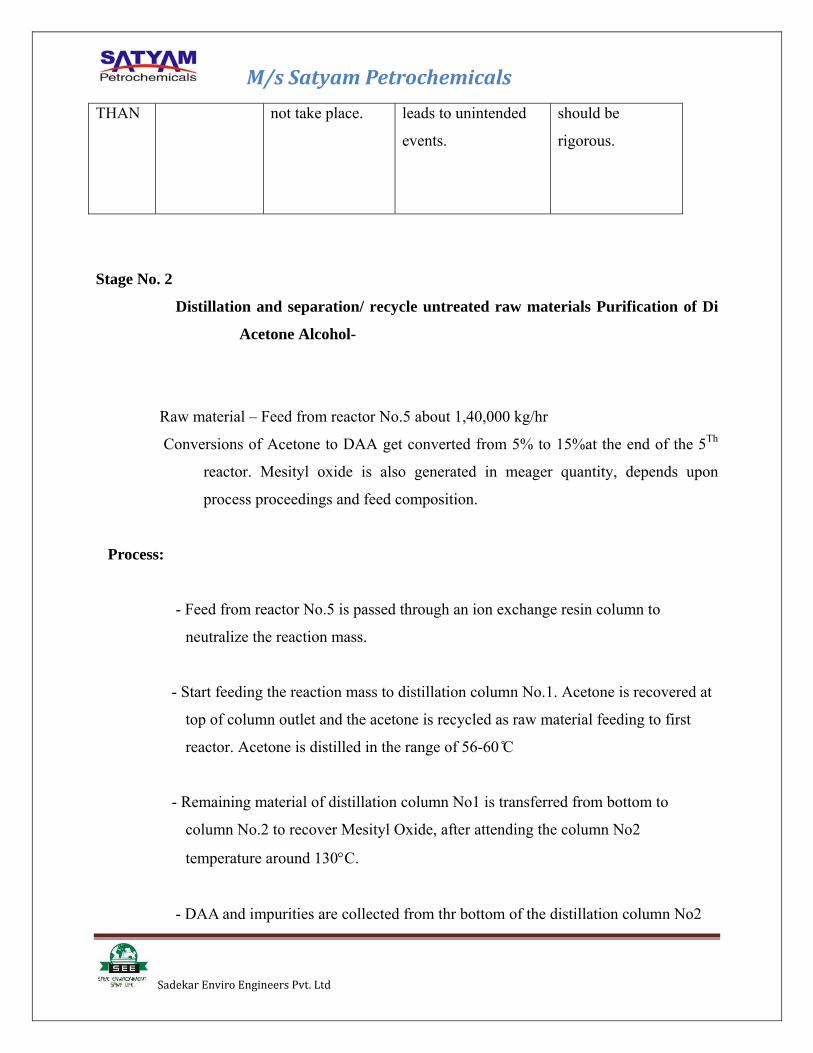
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
THAN not take place.
leads to unintended
events.
should be
rigorous.
Stage No. 2
Distillation and separation/ recycle untreated raw materials Purification of Di
Acetone Alcohol-
Raw material – Feed from reactor No.5 about 1,40,000 kg/hr
Conversions of Acetone to DAA get converted from 5% to 15%at the end of the 5Th
reactor. Mesityl oxide is also generated in meager quantity, depends upon
process proceedings and feed composition.
Process:
- Feed from reactor No.5 is passed through an ion exchange resin column to
neutralize the reaction mass.
- Start feeding the reaction mass to distillation column No.1. Acetone is recovered at
top of column outlet and the acetone is recycled as raw material feeding to first
reactor. Acetone is distilled in the range of 56-60 ̊C
- Remaining material of distillation column No1 is transferred from bottom to
column No.2 to recover Mesityl Oxide, after attending the column No2
temperature around 130°C.
- DAA and impurities are collected from thr bottom of the distillation column No2

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
and is feed to column No3 for purification of Di Acetone Alcohol. The untreated
material is collected at the bottom of the distillation column No.3 after removing
the impurities by final distillation. DAA is transferred to dedicated storage tank.
- Distillate mass of the distillation column No.3 is the transferred to cracker to
regenerate the Acetone from the impurities and then the entire reaction mass is
feed to distillation column No.4 for recovery of acetone which is used as raw
material for recycle feeding to reactor No.1.
- Impurities along with the moisture are passed to ETP treatment.
Hazop
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
NO No flow –
No flow of
cooling water
to heat
exchangers.
During
charging of
feed mass
from process
neutralizer
and followed
by recovery of
acetone,
temperature
Cooling failure to
heat exchanger
during charging
of feed mass &
reflux of the
distillation
column.
Acetone & Ethanol
vapors generated and
releases through the
condensers vent and
also distillation
column pressure
increases. Toxic &
flammable vapors are
releases, lead to
hazardous situation
1. Provide alarm to
the heat exchanger
whenever
temperature of heat
exchanger raises
above 55°C
2. Provide
temperature
recording system to
distillation column
& vapor line , such
data will be check
for any deviation on

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
of the
distillation
column
reaches
above 60°C
continues basis.
3. Arrange audio-
visual indication for
cooling water
circulation of
respective heat
exchanger.
MORE More addition
of feed mass
from
neutralizer to
distillation
column No.1
and
temperature
reaches above
60°C.
Distillation
Column No1
temperature
suddenly reaches
above 60°C and
consequently
Vapor line
temperature is
also reach to
above 60°C
Acetone & Ethanol
vapors releases
through vent of heat
exchanger Toxic
& flammable vapors
are releases, lead to
hazardous situation
Provide the valve
on Charging line,
which closes during
the reactor
temperature is
above 65°C.
BESID
ES
Feed mass is
not regulated
Low boiling
points chemical
are generated
vapors at low
temperature.
Unintended vapor
cloud is generated at
nearby areas.
Quality of raw
materials is
checked vigorously
& recorded.
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
PART
OF
The feed
composition
changes the
acetone, MO
& DAA
percentage
Process will not
violate to any
unpredicted
events.
There is no change in
process parameters.
Keep watch on feed
quality of
neutralizer.
INVER
SION
During raw
material
charging.
There is no
change of feed
material as
process carried
out continuously
by feeding as well
as temperature of
distillation
column.
There is no change in
flow or reverse the
flow in the respective
feed lines.
Consequently there is
no reverse flow or
sudden cooling of the
operation.
Temperature of the
distillation column
should be recorded
continuously.
OTHE
R
THAN
Change in
catalyst i.e.
variation in
neutralization
mass
Process proceeds
slowly or should
not take place.
No change in any
process parameters.
Quality control on
raw material should
be rigorous.
Recovery of Mesityl oxide from distillation column No. 2 -
Raw material - Lower layers of the distillation column No.1.
Hazop: After stabilization of Column No1 predetermined parameters then the feed from
decanter No 1 are passes to the distillation column no.2 for recovery of Mesityl oxide.
Hence the feed of the column contains traces of alcohol as well as the Di Acetone
Alcohol.
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
NO No flow –
No flow of
cooling water
to heat
exchangers.
During
charging of
feed mass
from bottom
of the
distillation
column No.1
and followed
by recovery of
mesityl oxide,
temperature
of the
distillation
column
reaches
above 130°C
Cooling failure to
heat exchanger
during charging
of feed mass &
reflux of the
distillation
column.
Mesityl oxide vapors
generated and
releases through the
condensers vent and
also distillation
column pressure
increases. Toxic &
flammable vapors are
releases, lead to
hazardous situation
1. Provide visual
indication the
heat exchanger
whenever
temperature of
heat exchanger
raises above
125°C
2. Provide
temperature
recording system
to distillation
column & vapor
line , such data
will be check for
any deviation on
continues basis.
3. Arrange audio-
visual indication
for cooling water
circulation of
respective heat
exchanger.
MORE More addition
of feed mass
from bottom
of distillation
column No.1
and
temperature
Distillation
Column No2
temperature
reaches above
135°C and
consequently
Mesityl oxide
vapors releases
through vent of heat
exchanger Toxic
& flammable vapors
are releases, lead to
hazardous situation
Provide the valve
on Charging line,
which closes
during the
reactor
temperature is
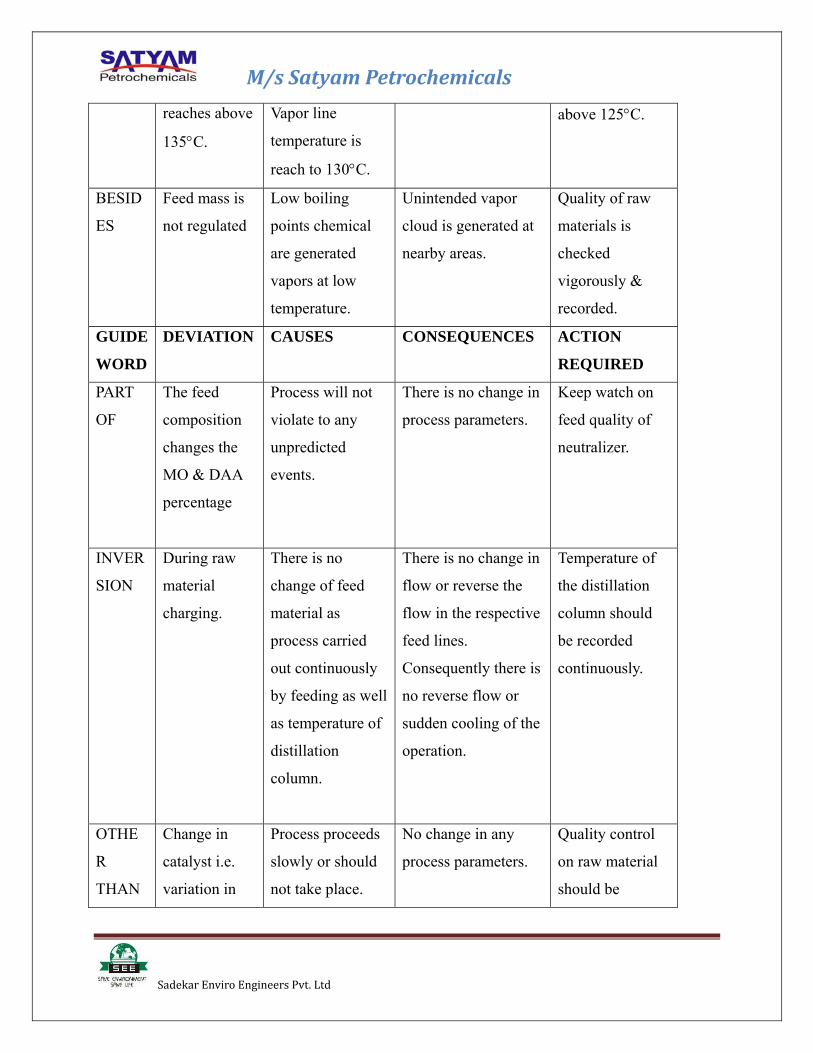
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
reaches above
135°C.
Vapor line
temperature is
reach to 130°C.
above 125°C.
BESID
ES
Feed mass is
not regulated
Low boiling
points chemical
are generated
vapors at low
temperature.
Unintended vapor
cloud is generated at
nearby areas.
Quality of raw
materials is
checked
vigorously &
recorded.
GUIDE
WORD
DEVIATION CAUSES CONSEQUENCES ACTION
REQUIRED
PART
OF
The feed
composition
changes the
MO & DAA
percentage
Process will not
violate to any
unpredicted
events.
There is no change in
process parameters.
Keep watch on
feed quality of
neutralizer.
INVER
SION
During raw
material
charging.
There is no
change of feed
material as
process carried
out continuously
by feeding as well
as temperature of
distillation
column.
There is no change in
flow or reverse the
flow in the respective
feed lines.
Consequently there is
no reverse flow or
sudden cooling of the
operation.
Temperature of
the distillation
column should
be recorded
continuously.
OTHE
R
THAN
Change in
catalyst i.e.
variation in
Process proceeds
slowly or should
not take place.
No change in any
process parameters.
Quality control
on raw material
should be
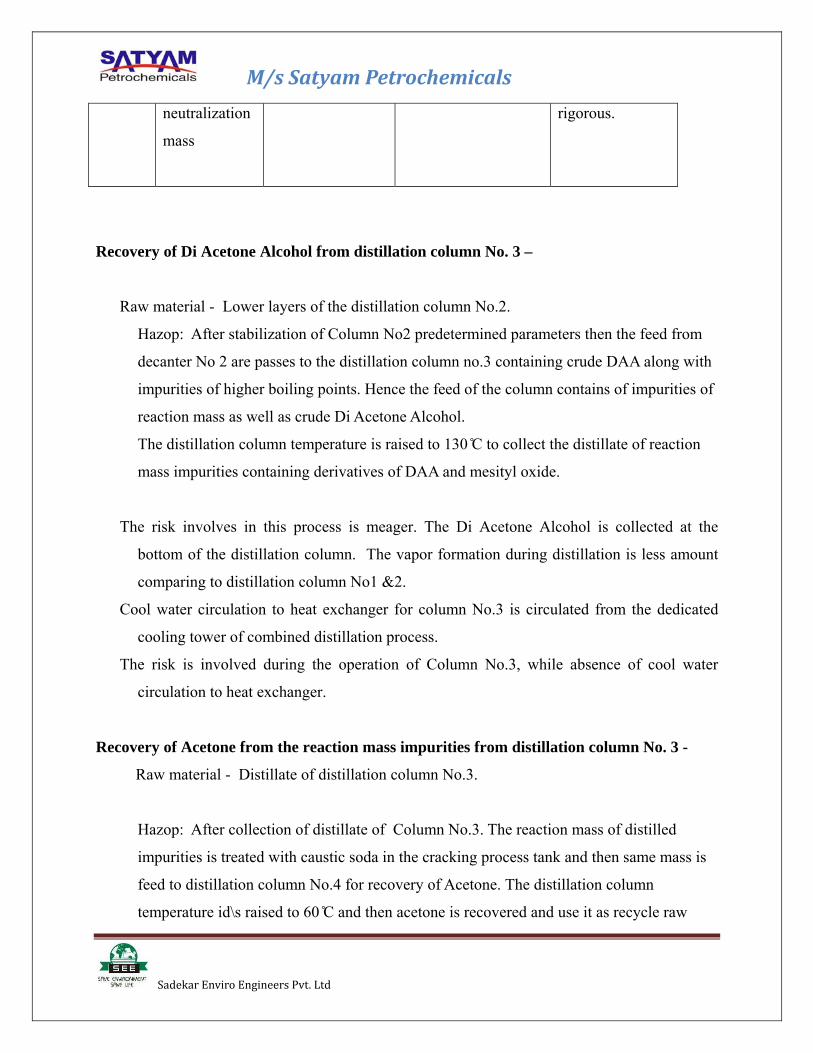
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
neutralization
mass
rigorous.
Recovery of Di Acetone Alcohol from distillation column No. 3 –
Raw material - Lower layers of the distillation column No.2.
Hazop: After stabilization of Column No2 predetermined parameters then the feed from
decanter No 2 are passes to the distillation column no.3 containing crude DAA along with
impurities of higher boiling points. Hence the feed of the column contains of impurities of
reaction mass as well as crude Di Acetone Alcohol.
The distillation column temperature is raised to 130 ̊C to collect the distillate of reaction
mass impurities containing derivatives of DAA and mesityl oxide.
The risk involves in this process is meager. The Di Acetone Alcohol is collected at the
bottom of the distillation column. The vapor formation during distillation is less amount
comparing to distillation column No1 &2.
Cool water circulation to heat exchanger for column No.3 is circulated from the dedicated
cooling tower of combined distillation process.
The risk is involved during the operation of Column No.3, while absence of cool water
circulation to heat exchanger.
Recovery of Acetone from the reaction mass impurities from distillation column No. 3 -
Raw material - Distillate of distillation column No.3.
Hazop: After collection of distillate of Column No.3. The reaction mass of distilled
impurities is treated with caustic soda in the cracking process tank and then same mass is
feed to distillation column No.4 for recovery of Acetone. The distillation column
temperature id\s raised to 60 ̊C and then acetone is recovered and use it as recycle raw
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
material to feed to reactor No.1.
The risk involves in this process is considerable and equivalent to distillation column No.1
Cool water circulation to heat exchanger for column No.4 is circulated from the dedicated
cooling tower of combined distillation process.
From the above risk ASSESSMENT the chain of consequences is develop to know the
effect of the event on the operation and surrounding areas.
Consequence outcome is in to the fire or explosion and releases in to the toxic vapors
in adjacent environment/vicinity. These will result in to loss / adverse effect on property,
environment or even the lives.
6.2.3 CONSEQUENCE ASSESSMENT
The ASSESSMENT of the mechanisms is leading to undesirable events. i.e. CONSEQUENCE
ASSESSMENT
In chemical industry, an accident begins with an incident, which usually results in loss of
containment of materials. The material nay posses hazardous properties such as flammability,
explosivity, toxicity, etc. Typical incident might include the rapture of a pipe line, a hole in a tank
or pipe, runaway reaction, external fire impinging on the vessel/ storage tank and heat them.
Once the incident is assessing source models are selected to describe how material are
discharged from the containment. This provide a description of the rate of discharge, total
quantity discharged, and the state of discharge, that is liquid, vapors or two stage flow.
Evaporation of material subsequently used to calculate the rate at which the material becomes air
born.
Then the discharged material is transported downwind and dispersed to specific concentration
levels. For flammable releases, fire and explosion models convert the source model information
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
on the release in to energy hazard such as thermal radiation flux and explosion overpressures.
Environmental impact also be considered.
METHODOLOGY FOR SCENARIO DEVELOPMENT:
The methodology for development of hazard scenario requires following information
• Industry data
• Environmental data
• Area information
• Source of accidents and release quantity
• Modeling for toxic gas release
• Modeling for fire
• Modeling for explosion
• Limitations
INDUSTRY DATA:
• Inventory of hazardous chemicals along with storage conditions.
• Geometry and characteristics of storage tanks, dykes, location, access
etc.
• Physical, chemical and toxicological properties
• Safety, design and operational information
ENVIRONMENTAL DATA:
Meteorological data for the area like wind velocities, wind direction (wind roses), atmospheric
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
turbulence class, min-max temperatures, relative humidity, rainfall pattern are needed. Normally
long historical data is considered for this ASSESSMENT.
AREA INFORMATION:
• A terrain map to scale showing natural features of the area.
• Details of various zones like industrial, residential, commercial, hospitals.
• Information on population, livestock, agriculture.
SCOURCE OF ACCIDENT AND RELEASE QUANTITY:
Estimation of source term is the first step in development of a scenario. This involves
• The quantity of hazardous material that can be released due to loss of
containment. This is based on the quantity being stored, handled and transported
in the area.
• The breach like a leak, hole or a catastrophic failure of a system can release the
hazardous material. Various techniques like FTA, ETA can be used for
estimating likely failure modes. These methods are based on critical
examination of facilities and operating systems.
• Once the likely breach mode is ascertained, the outflow of the hazardous
material can be worked out by using variety of theoretical and empirical models
given the data of chemical properties and environmental conditions.
• The out flowed material evaporates on spreading confined or unconfined These
evaporation rates can be estimated from pool size and environmental conditions
which form an input for determining size of vapor cloud required for modeling
of toxic releases, fires and explosions Sometimes the outflow and spreading are
modeled as jet or spray releases.
MODELLING FOR FLAMMABLE VAPORS/ TOXIC GAS RELEASE:
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Based on the properties of vapor/ gas cloud and the environmental conditions, the cloud
movement can be modeled using atmospheric transport models of basically two types:
• When vapor cloud is heavier than air, it tends to settle on the ground as it moves along
the wind, progressively entraining air till its density becomes equal to that of air. These
models are based on principles of conservation of momentum, matter and energy and
empirical relations.
• The vapor cloud having density less than or comparable to that of air, the cloud can be
modeled as “ Gaussian Puff ”. The atmospheric conditions have more bearing on
transportation of this cloud.
The selection of appropriate model is very important to get correct scenario.
MODELLING FOR FIRE:
Thermal radiation from a fire can be modeled to determine the damage potential
Several types of fire models like pool fire, jet fire, BLEVE, fireball is available. The selection of
an appropriate fire model is based on the storage condition and properties of flammable material.
All these models are situation specific.
MODELLING FOR EXPLOSION:
Explosion occurs as a result of spontaneous and rapid combustion of a flammable material within
its explosive limit in air. The resultant shock wave causes damage all around. The explosion
models generally provide blast overpressures at various distances based on which damage to life
and property can be estimated.
LIMITATIONS:

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
The development of damage scenarios uses mathematical models to simulate natural process
combining technical data and engineering judgment. Therefore, the limitations and accuracy of
this method must be carefully understood while making any application.
The factors for considerations are data availability in short response time during emergency;
response capabilities of emergency responders based on their educational/training background;
model simulation accuracy and real time situation. Taking into account various constraints in
actual area of accident, has taken following approach:
APPROACH TO SIMULATION:
We made the hazard ASSESSMENT to define vulnerable zones based on following assumptions:
• Release pattern
Though loss of containment can be through small leak to catastrophic container failure, the latter
case is considered which the worst case scenario is exercised. The simulation considers:
- Adiabatic flashing of hazardous spill
- Spreading and evaporation of the spilt liquid.
- Vapor cloud formation
- Vapor cloud transportation / dispersion based on dense gas or
- Vapor cloud explosion.
- BLEVE for compressed explosive liquids.
• Choice of hazardous materials:
The SDS, Acetone, Di Acetone Alcohol, Mesityl Oxide and existing storage of SDS & Ethyl
acetate are considered for On-site / Off-site emergency planning based on the following criteria:
- Flammable release: Effects concentration equal to LEL – 1.8%.
- Fire: Incident heat flux greater than 5-kW/ m3.
- Explosion: Peak overpressure greater than 0.1 bar.
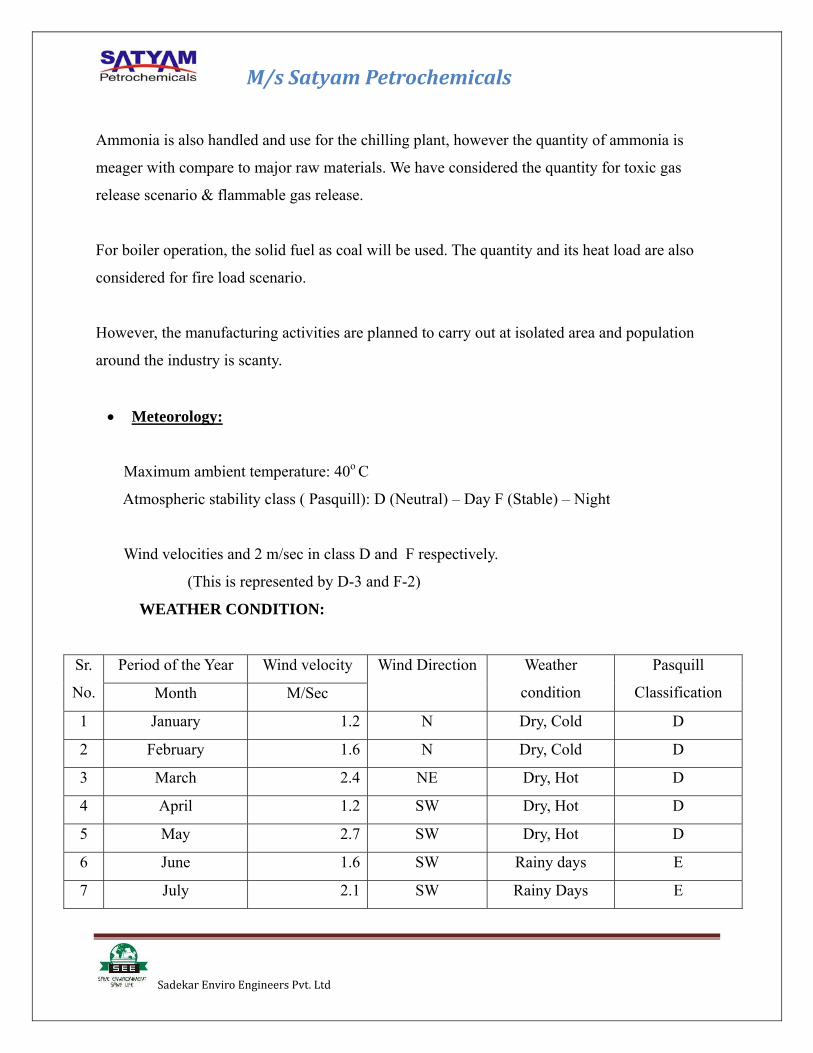
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Ammonia is also handled and use for the chilling plant, however the quantity of ammonia is
meager with compare to major raw materials. We have considered the quantity for toxic gas
release scenario & flammable gas release.
For boiler operation, the solid fuel as coal will be used. The quantity and its heat load are also
considered for fire load scenario.
However, the manufacturing activities are planned to carry out at isolated area and population
around the industry is scanty.
• Meteorology:
Maximum ambient temperature: 40o C
Atmospheric stability class ( Pasquill): D (Neutral) – Day F (Stable) – Night
Wind velocities and 2 m/sec in class D and F respectively.
(This is represented by D-3 and F-2)
WEATHER CONDITION:
Sr.
No.
Period of the Year Wind velocity Wind Direction Weather
condition
Pasquill
Classification Month M/Sec
1 January 1.2 N Dry, Cold D
2 February 1.6 N Dry, Cold D
3 March 2.4 NE Dry, Hot D
4 April 1.2 SW Dry, Hot D
5 May 2.7 SW Dry, Hot D
6 June 1.6 SW Rainy days E
7 July 2.1 SW Rainy Days E
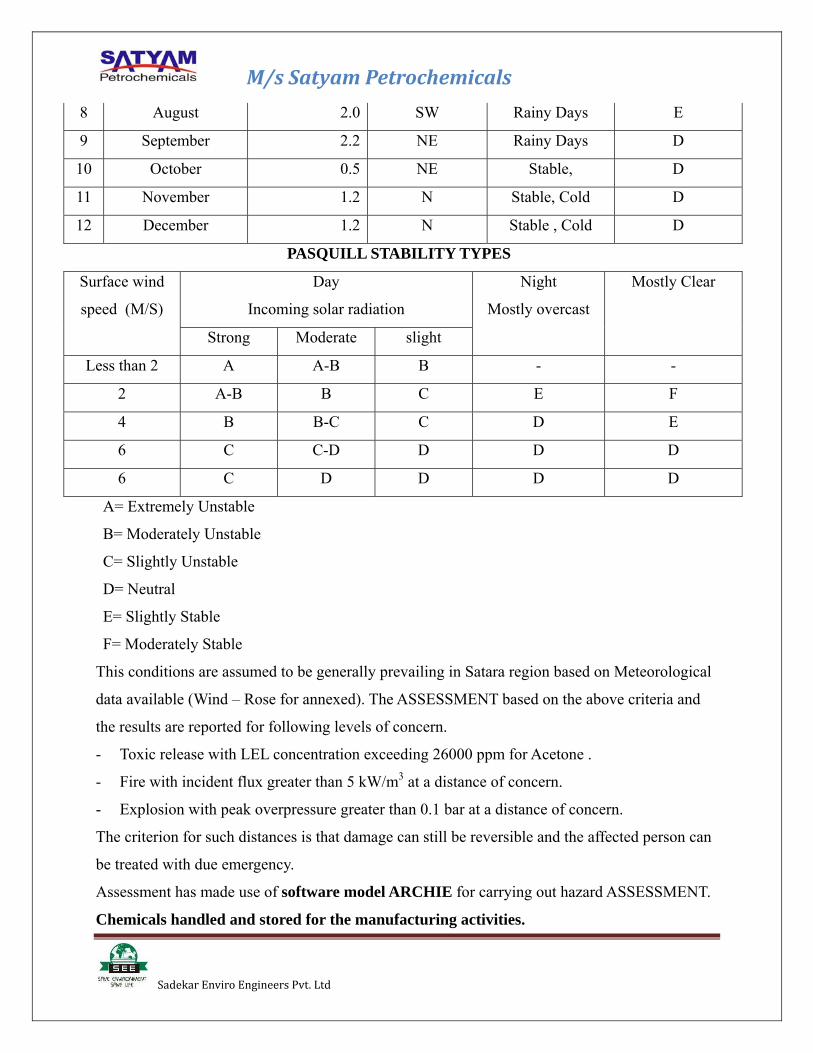
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
8 August 2.0 SW Rainy Days E
9 September 2.2 NE Rainy Days D
10 October 0.5 NE Stable, D
11 November 1.2 N Stable, Cold D
12 December 1.2 N Stable , Cold D
PASQUILL STABILITY TYPES
Surface wind
speed (M/S)
Day
Incoming solar radiation
Night
Mostly overcast
Mostly Clear
Strong Moderate slight
Less than 2 A A-B B - -
2 A-B B C E F
4 B B-C C D E
6 C C-D D D D
6 C D D D D
A= Extremely Unstable
B= Moderately Unstable
C= Slightly Unstable
D= Neutral
E= Slightly Stable
F= Moderately Stable
This conditions are assumed to be generally prevailing in Satara region based on Meteorological
data available (Wind – Rose for annexed). The ASSESSMENT based on the above criteria and
the results are reported for following levels of concern.
- Toxic release with LEL concentration exceeding 26000 ppm for Acetone .
- Fire with incident flux greater than 5 kW/m3 at a distance of concern.
- Explosion with peak overpressure greater than 0.1 bar at a distance of concern.
The criterion for such distances is that damage can still be reversible and the affected person can
be treated with due emergency.
Assessment has made use of software model ARCHIE for carrying out hazard ASSESSMENT.
Chemicals handled and stored for the manufacturing activities.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
MSDS of stored chemicals in terms of Flammability & toxic, corrosive vapors /fumes generation
in case of release to the ambient atmosphere, vapor density & solubility in cold water to
determine the fire scenario for their respective and combined consequences to the surrounding
area with respect to site climatic conditions.
Flammability of the Acetone : Flammable NFPA-3 & release toxic vapors
Auto-Ignition Temperature: 465°C (869°F) Boiling point 56.2°C
Flash Points: CLOSED CUP: -20°C (-4°F). OPEN CUP: -9°C (15.8°F) (Cleveland).
Flammable Limits: LOWER: 2.6% UPPER: 12.8%
Products of Combustion: These products are carbon oxides (CO, CO2).
Vapor density: 2.0 Vapor pressure 24kPa @20°C
Easily soluble in cold Water
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: ORAL (LD50): Acute: 5800 mg/kg [Rat]. VAPOR (LC50):
Acute: 50100 mg/m³ 8 hours [Rat].
CARCINOGENIC EFFECTS: A4 (Not classifiable for human or animal.) by ACGIH.
MUTAGENIC EFFECTS: Not available.
TERATOGENIC EFFECTS: Not available.
The substance is toxic to central nervous system (CNS) for chronic & prolongs exposure.
Ecotoxicity:
Ecotoxicity in water (LC50): 5540 mg/l 96 hours [Trout]. 8300 mg/l 96 hours [Bluegill]. 7500
mg/l 96 hours [Fatthead Minnow].
0.1 ppm any hours [Water flea].
Flammability of the SDS /Ethyl alcohol : Flammable. NFPA 3
Auto-Ignition Temperature: 363°C Boiling point 78-80°C (Ethyl alcohol 200 Proof)
Flash Points: CLOSED CUP: 18°C OPEN CUP: 19°C .
Flammable Limits: LOWER: 3.3% UPPER: 19.5%
Products of Combustion: These products are carbon oxides (CO, CO2).
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Vapor density: 1.59 Vapor pressure 13.5kPa @20°C
Water soluble
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Ethyl alcohol 200 Proof: ORAL (LD50): Acute: 7060 mg/kg
[Rat].
VAPOR (LC50): Acute: 20000 ppm 8 hours [Rat].
CARCINOGENIC EFFECTS: Classified A4 (Not classifiable for human or animal.) by ACGIH
[Ethyl alcohol 200 Proof]. MUTAGENIC EFFECTS: Mutagenic for mammalian somatic cells.
[Ethyl alcohol 200 Proof]
Ecotoxicity: Not available.
Flammability of the Acetic acid : Flammable.-NFPA 2 & release toxic vapors
Auto-Ignition Temperature: 463°C Boiling point 118°C
Flash Points: CLOSED CUP: 39°C
Flammable Limits: LOWER: 4.0% UPPER: 19. 9%
Products of Combustion: These products are carbon oxides (CO, CO2).
Vapor density: 2.07 Vapor pressure : 1.5 kPa (@ 20°C)
Specific Gravity: 1.049 (Water = 1)
Water soluble
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Ethyl acetate : ORAL (LD50): Acute oral
toxicity (LD50): 3310 mg/kg [Rat]. CARCINOGENIC EFFECTS: May cause damage to the
following organs: blood, kidneys, liver, central nervous
MUTAGENIC EFFECTS: Mutagenic for mammalian somatic cells. TERATOGENIC
EFFECTS: Not available. The substance is toxic to lungs, mucous membranes if repeated or
prolonged exposure to the substance.
Ecotoxicity:
Ecotoxicity in water (LC50): 423 mg/l 24 hours [Fish (Goldfish)].
Flammability of the Ethyl Acetate : Flammable.-NFPA 3

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Auto-Ignition Temperature: 426°C Boiling point 77°C
Flash Points: CLOSED CUP: -4.4°C
Flammable Limits: LOWER: 2.2% UPPER: 9.0%
Products of Combustion: These products are carbon oxides (CO, CO2).
Vapor density: 3.04 Vapor pressure : 12.4 kPa (@ 20°C)
Water soluble
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Ethyl acetate : ORAL (LD50): Acute: 4100 mg/kg [Mouse].
CARCINOGENIC EFFECTS: May cause damage to the following organs: blood, kidneys, liver,
central nervous
MUTAGENIC EFFECTS: Not available. TERATOGENIC EFFECTS: Not available. The
substance is toxic to lungs, mucous membranes if repeated or prolonged exposure to the
substance.
Ecotoxicity:
Ecotoxicity in water (LC50): 220 mg/l 96 hours [Fish (Fathead minnow)]. 212.5 ppm 96 hours
[Fish (Indian catfish)].
Flammability of the Di Acetone Alcohol : Flammable –NFPA 2
Auto-Ignition Temperature: 643°C Boiling point 172°C
Flash Points: CLOSED CUP: 56°C
Flammable Limits: LOWER: 1.8% UPPER: 6.9%
Products of Combustion: These products are carbon oxides (CO, CO2).
Vapor density: 4.01 Vapor pressure : 0.97 mm of Hg (@ 20°C)
Water soluble
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Di acetone alcohol: ORAL (LD50): Acute: 4000 mg/kg [Rat]
CARCINOGENIC EFFECTS: Not available. MUTAGENIC EFFECTS: Not available.
TERATOGENIC EFFECTS: Not available. The substance is toxic to lungs, mucous membranes
if repeated or prolonged exposure to the substance.
Ecotoxicity: Not available.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Flammability of the Mesityl oxide : Flammable-NFPA 3.
Auto-Ignition Temperature: 344°C Boiling point 130°C
Flash Points: CLOSED CUP: 31°C.
Flammable Limits: LOWER: 1.2% UPPER: 7.28%
Products of Combustion: These products are carbon oxides (CO, CO2).
Vapor density: 3.38 Vapor pressure 1.3 kPa @20°C
Soluble in about 30 parts water.
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Mesityl Oxide ORAL (LD50): Acute: 1120 mg/kg [Rat] &
VAPOR (LC50): Acute: 9000 mg/m3 4 hours [Rat]. Prolonged exposure can injure the liver,
kidneys and lungs.
Ecotoxicity in water (LC50): 540 mg/l 24 hours [Fish (Goldfish)].
Flammability of Ammonia: Flammable-NFPA 1 & releases corrosive vapors
Auto-Ignition Temperature: 651.11°C. Flash Points: CLOSED CUP: not Known.
Flammable Limits: LOWER: 15% UPPER: 28%
Products of Combustion: These products are Nitrogen oxides NOx.
Vapor density: 0.6.
Solubility in water at room temperature
Potential Acute & Chronic Health Effects:
Toxicological Data on Ingredients: Ammonia LC50 Inhalation Vapor Rat 7040 mg/m3 30
minutes. Dangerous to Life or Health) - 300ppm. Irritating or corrosive to exposed tissues.
Inhalation of vapors may result in pulmonary edema and chemical pneumonitis.
ACETONE LEAKAGE THROUGH CATASTROPHIC FAILURE OF TANK (1000KL ):
PARAMETERS :

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Tank diameter : 11.2 m
Tank height : 10.14 m
Storage temperature : 30oC
Pool area : 526.46m3
OUTCOME : Flammable Vapor cloud
Weather Condition
Stability Class D
Wind speed 3 m/sec
Stability Class F
Wind speed 2 m/sec
Downwind distance for
LEL – 2.6%, m
36 26
Max. approximate evacuation
Zone width, m
22 20
Containment arrival time at down wind
distance for LEL, min.
4.5 6.7
Containment departure time at downwind
distance for LEL, min
7.1 10.3
ACETONE ( 1000KL ) :
DI ACETONE ALCOHOL leakage through failure
LEL : 2.6%
Atmospheric Stability Class : D
Wind velocity : 3 m/sec
Downwind distance
(m)
Ground level
Concentration (ppm)
Initial evacuation
Zone width (m)
05 654440 12
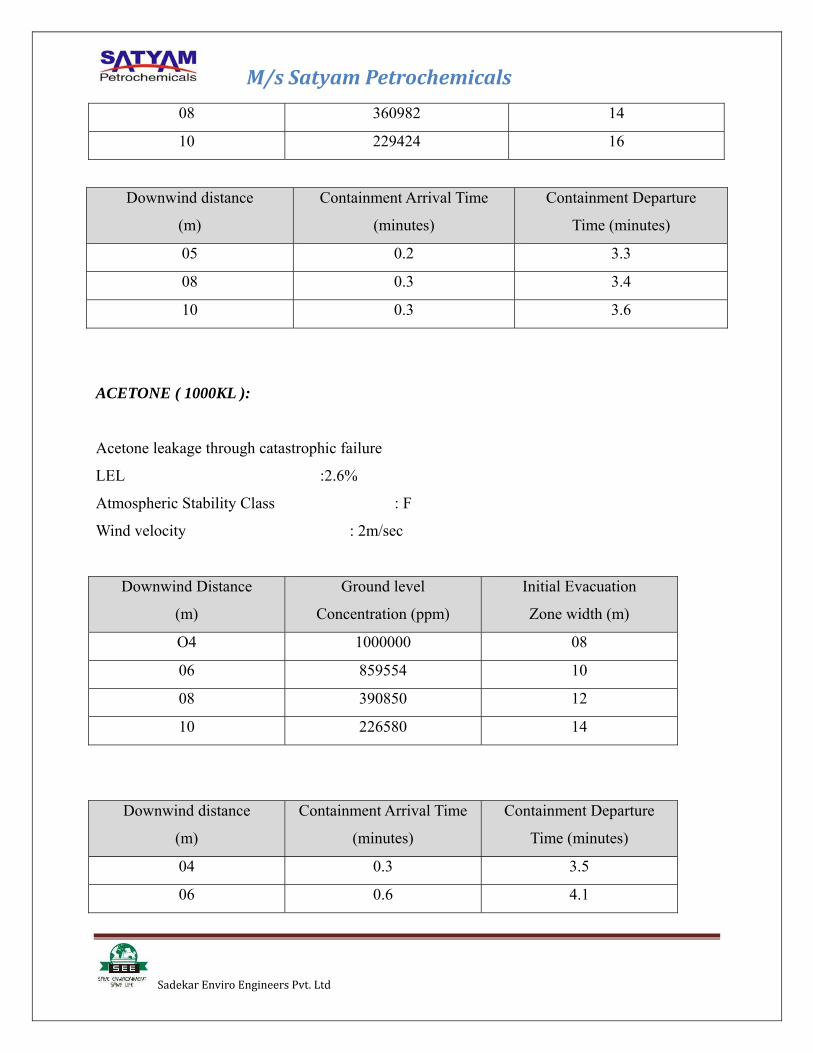
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
08 360982 14
10 229424 16
Downwind distance
(m)
Containment Arrival Time
(minutes)
Containment Departure
Time (minutes)
05 0.2 3.3
08 0.3 3.4
10 0.3 3.6
ACETONE ( 1000KL ):
Acetone leakage through catastrophic failure
LEL :2.6%
Atmospheric Stability Class : F
Wind velocity : 2m/sec
Downwind Distance
(m)
Ground level
Concentration (ppm)
Initial Evacuation
Zone width (m)
O4 1000000 08
06 859554 10
08 390850 12
10 226580 14
Downwind distance
(m)
Containment Arrival Time
(minutes)
Containment Departure
Time (minutes)
04 0.3 3.5
06 0.6 4.1
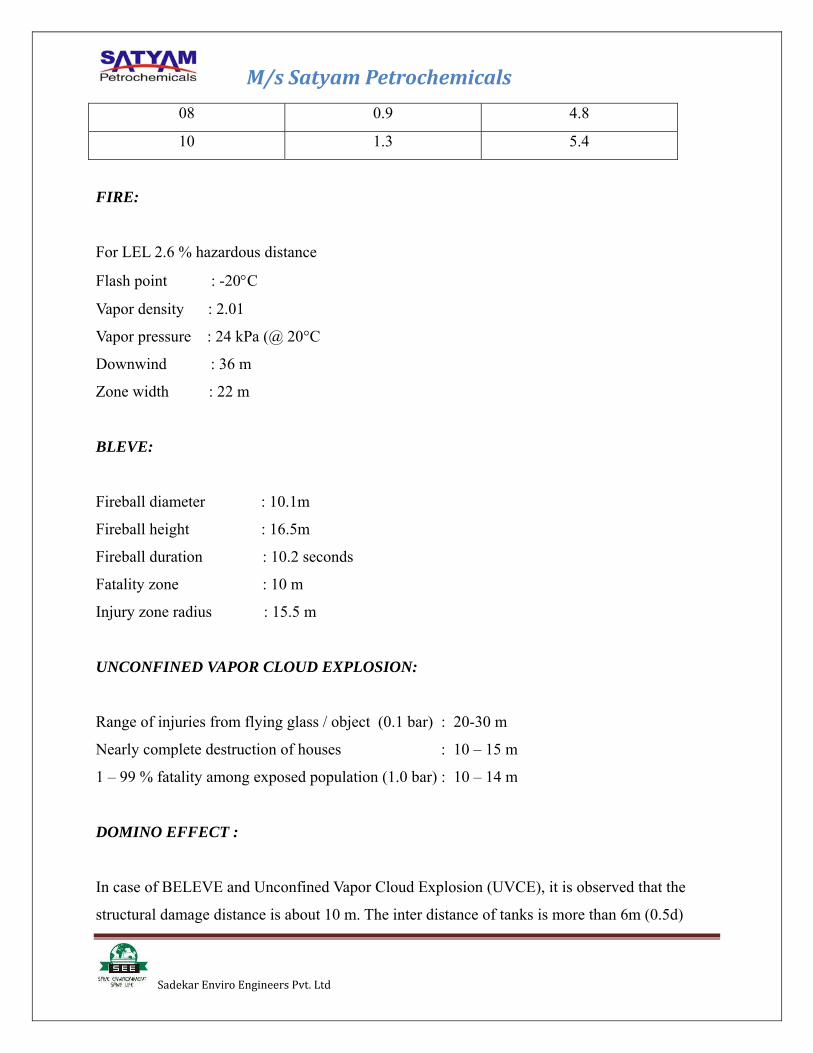
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
08 0.9 4.8
10 1.3 5.4
FIRE:
For LEL 2.6 % hazardous distance
Flash point : -20°C
Vapor density : 2.01
Vapor pressure : 24 kPa (@ 20°C
Downwind : 36 m
Zone width : 22 m
BLEVE:
Fireball diameter : 10.1m
Fireball height : 16.5m
Fireball duration : 10.2 seconds
Fatality zone : 10 m
Injury zone radius : 15.5 m
UNCONFINED VAPOR CLOUD EXPLOSION:
Range of injuries from flying glass / object (0.1 bar) : 20-30 m
Nearly complete destruction of houses : 10 – 15 m
1 – 99 % fatality among exposed population (1.0 bar) : 10 – 14 m
DOMINO EFFECT :
In case of BELEVE and Unconfined Vapor Cloud Explosion (UVCE), it is observed that the
structural damage distance is about 10 m. The inter distance of tanks is more than 6m (0.5d)
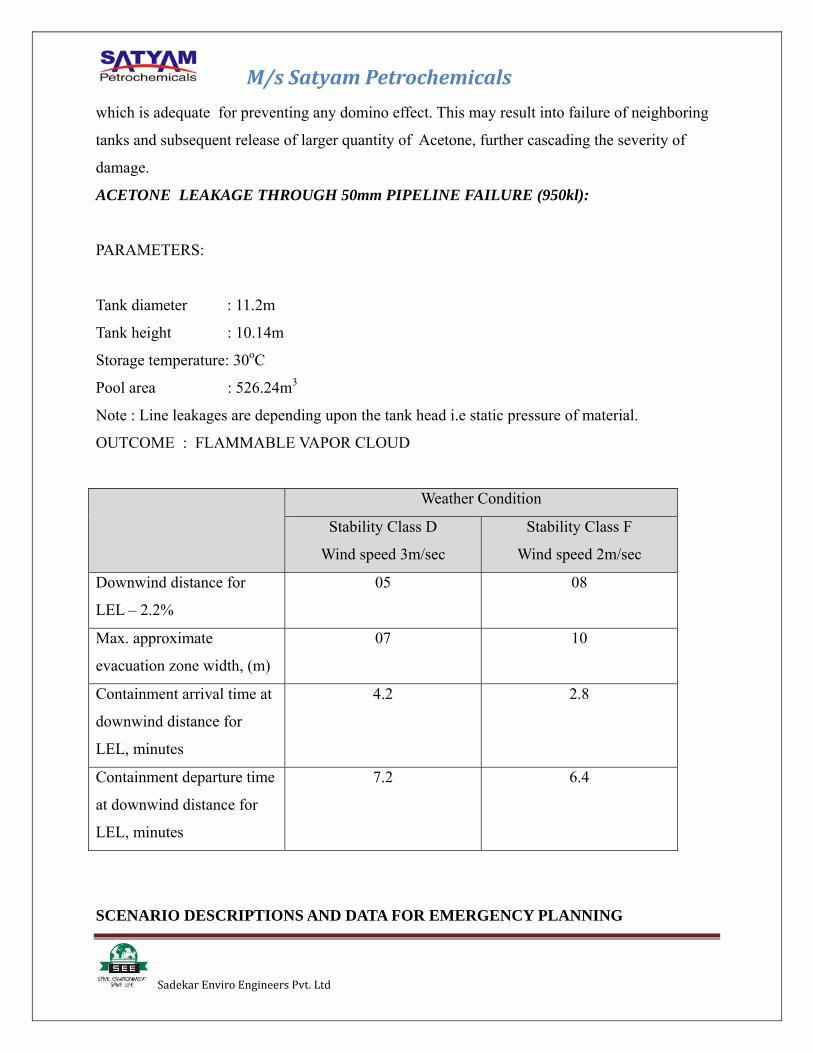
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
which is adequate for preventing any domino effect. This may result into failure of neighboring
tanks and subsequent release of larger quantity of Acetone, further cascading the severity of
damage.
ACETONE LEAKAGE THROUGH 50mm PIPELINE FAILURE (950kl):
PARAMETERS:
Tank diameter : 11.2m
Tank height : 10.14m
Storage temperature: 30oC
Pool area : 526.24m3
Note : Line leakages are depending upon the tank head i.e static pressure of material.
OUTCOME : FLAMMABLE VAPOR CLOUD
Weather Condition
Stability Class D
Wind speed 3m/sec
Stability Class F
Wind speed 2m/sec
Downwind distance for
LEL – 2.2%
05 08
Max. approximate
evacuation zone width, (m)
07 10
Containment arrival time at
downwind distance for
LEL, minutes
4.2 2.8
Containment departure time
at downwind distance for
LEL, minutes
7.2 6.4
SCENARIO DESCRIPTIONS AND DATA FOR EMERGENCY PLANNING

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Chemical ACETONE
Catastrophic 2”Leakage Road Tanker
Quantity, MT
Storage temperature, oC
Max. Ambient temperature, oC
Pool area, m3
VAPOR DISPERSION – D-3
LEL, %
Downwind distance, (m)
Max. evacuation zone width, (m)
Containment arrival time, min
Containment departure time, min
VAPOR DISPERSION – F-2
LEL, %
Downwind distance, m
Max. evacuation zone width, (m)
Containment arrival time, min
Containment departure time, min
VAPOR CLOUD FIRE HAZARDS
Downwind hazardous distance,
m(LFL)
Max. downwind hazardous distance,
(m)
VAPOR CLOUD EXPLOSION
0.1 bar overpressure radius, m
FIREBALL (BLEVE)
Diameter of fireball, (m)
Height of fireball, (m)
1000
30
40
526
36
22
4.5
7.1
26
20
6.7
10.3
36.0
12.0
08
10
12
50mm line
30
40
526
20
12
6.4
7.2
8.2
10.2
5.2
6.4
24.0
15.4
10
10
12
20
30
40
50
6.0
08
8.0
0.7
10.0
2.2
16
2
16.0
18.0
15
10
12
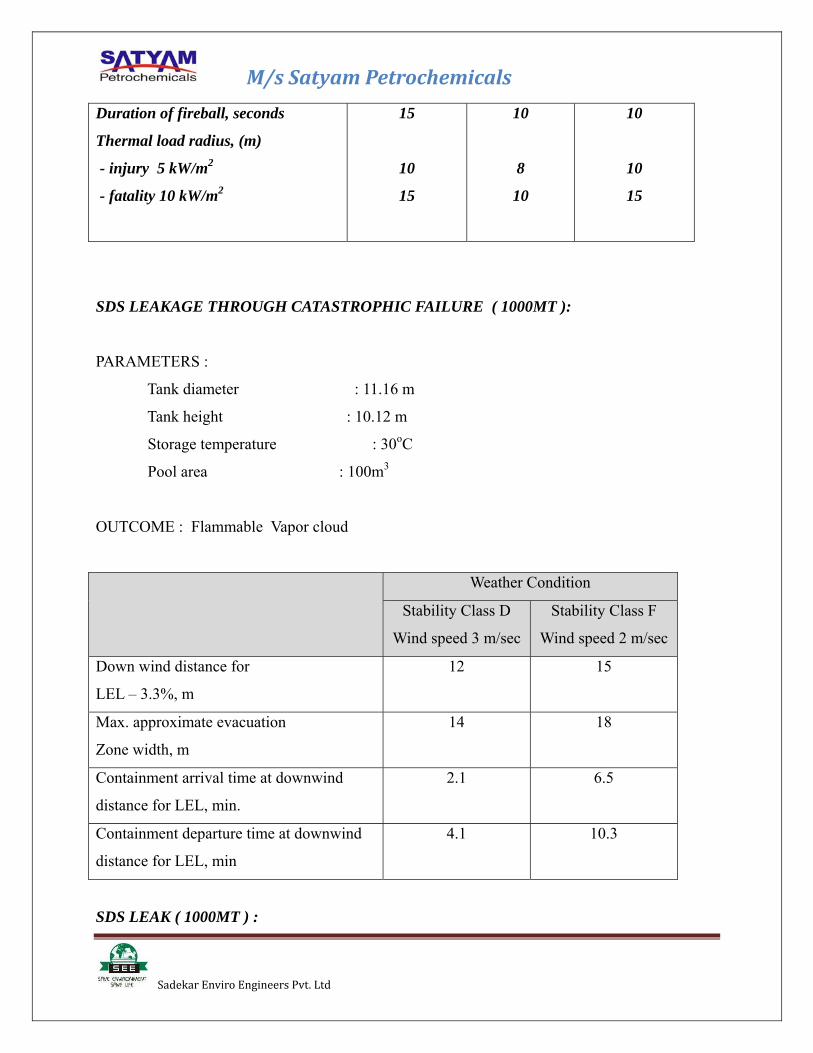
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Duration of fireball, seconds
Thermal load radius, (m)
- injury 5 kW/m2
- fatality 10 kW/m2
15
10
15
10
8
10
10
10
15
SDS LEAKAGE THROUGH CATASTROPHIC FAILURE ( 1000MT ):
PARAMETERS :
Tank diameter : 11.16 m
Tank height : 10.12 m
Storage temperature : 30oC
Pool area : 100m3
OUTCOME : Flammable Vapor cloud
Weather Condition
Stability Class D
Wind speed 3 m/sec
Stability Class F
Wind speed 2 m/sec
Down wind distance for
LEL – 3.3%, m
12 15
Max. approximate evacuation
Zone width, m
14 18
Containment arrival time at downwind
distance for LEL, min.
2.1 6.5
Containment departure time at downwind
distance for LEL, min
4.1 10.3
SDS LEAK ( 1000MT ) :
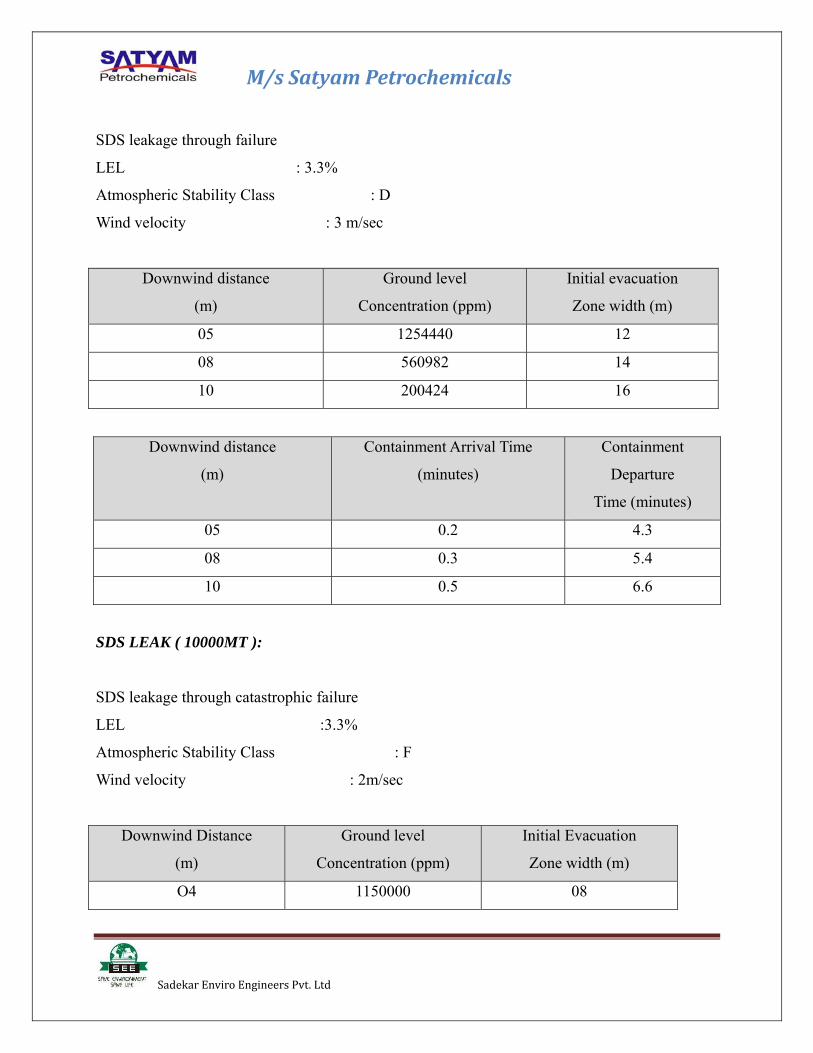
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
SDS leakage through failure
LEL : 3.3%
Atmospheric Stability Class : D
Wind velocity : 3 m/sec
Downwind distance
(m)
Ground level
Concentration (ppm)
Initial evacuation
Zone width (m)
05 1254440 12
08 560982 14
10 200424 16
Downwind distance
(m)
Containment Arrival Time
(minutes)
Containment
Departure
Time (minutes)
05 0.2 4.3
08 0.3 5.4
10 0.5 6.6
SDS LEAK ( 10000MT ):
SDS leakage through catastrophic failure
LEL :3.3%
Atmospheric Stability Class : F
Wind velocity : 2m/sec
Downwind Distance
(m)
Ground level
Concentration (ppm)
Initial Evacuation
Zone width (m)
O4 1150000 08

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
06 959554 10
08 480850 12
10 180580 14
Downwind distance
(m)
Containment Arrival Time
(minutes)
Containment Departure
Time (minutes)
04 0.3 4.5
06 0.8 5.1
08 1.1 5.8
10 1.5 7.4
FIRE:
For LEL 3.3 % hazardous distance
Flash point : 13°C
Vapor density : 1.59
Vapor pressure : 40mmHg@19°C
Downwind : 12 m
Zone width : 16 m
BLEVE:
Fireball diameter : 12.5m
Fireball height : 20.5m
Fireball duration : 15.0 seconds
Fatality zone : 15 m
Injury zone radius : 18.5 m
UNCONFINED VAPOR CLOUD EXPLOSION:
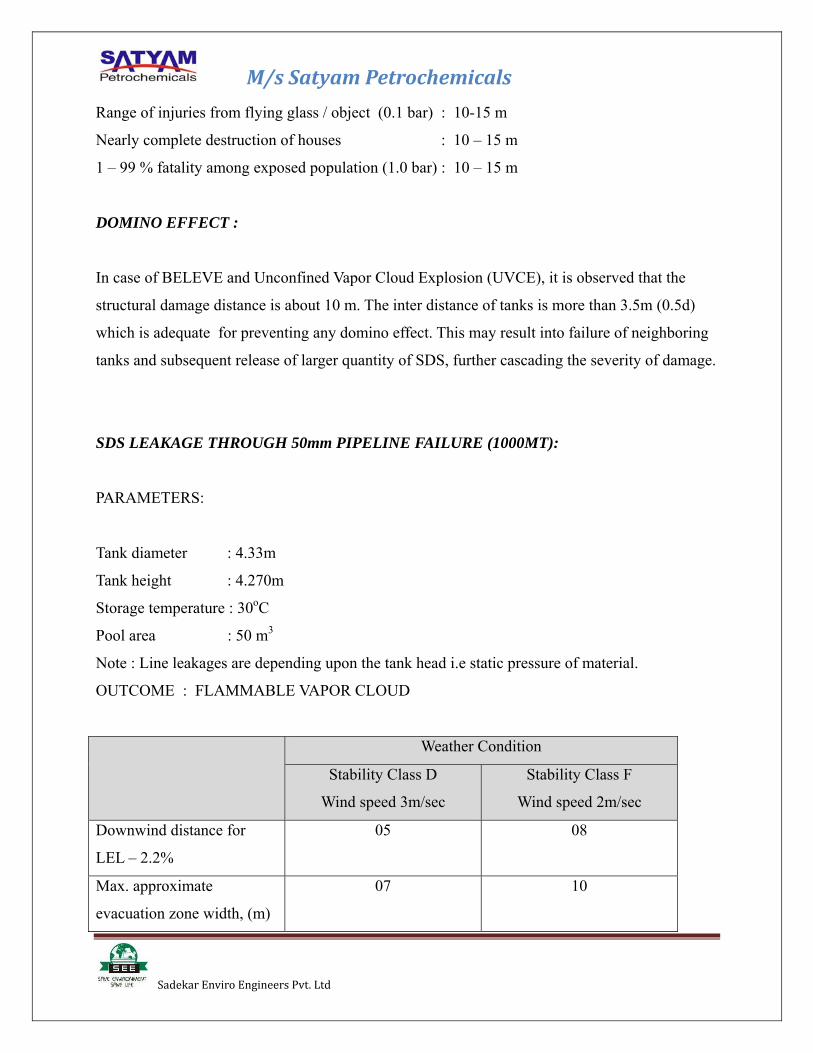
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Range of injuries from flying glass / object (0.1 bar) : 10-15 m
Nearly complete destruction of houses : 10 – 15 m
1 – 99 % fatality among exposed population (1.0 bar) : 10 – 15 m
DOMINO EFFECT :
In case of BELEVE and Unconfined Vapor Cloud Explosion (UVCE), it is observed that the
structural damage distance is about 10 m. The inter distance of tanks is more than 3.5m (0.5d)
which is adequate for preventing any domino effect. This may result into failure of neighboring
tanks and subsequent release of larger quantity of SDS, further cascading the severity of damage.
SDS LEAKAGE THROUGH 50mm PIPELINE FAILURE (1000MT):
PARAMETERS:
Tank diameter : 4.33m
Tank height : 4.270m
Storage temperature : 30oC
Pool area : 50 m3
Note : Line leakages are depending upon the tank head i.e static pressure of material.
OUTCOME : FLAMMABLE VAPOR CLOUD
Weather Condition
Stability Class D
Wind speed 3m/sec
Stability Class F
Wind speed 2m/sec
Downwind distance for
LEL – 2.2%
05 08
Max. approximate
evacuation zone width, (m)
07 10
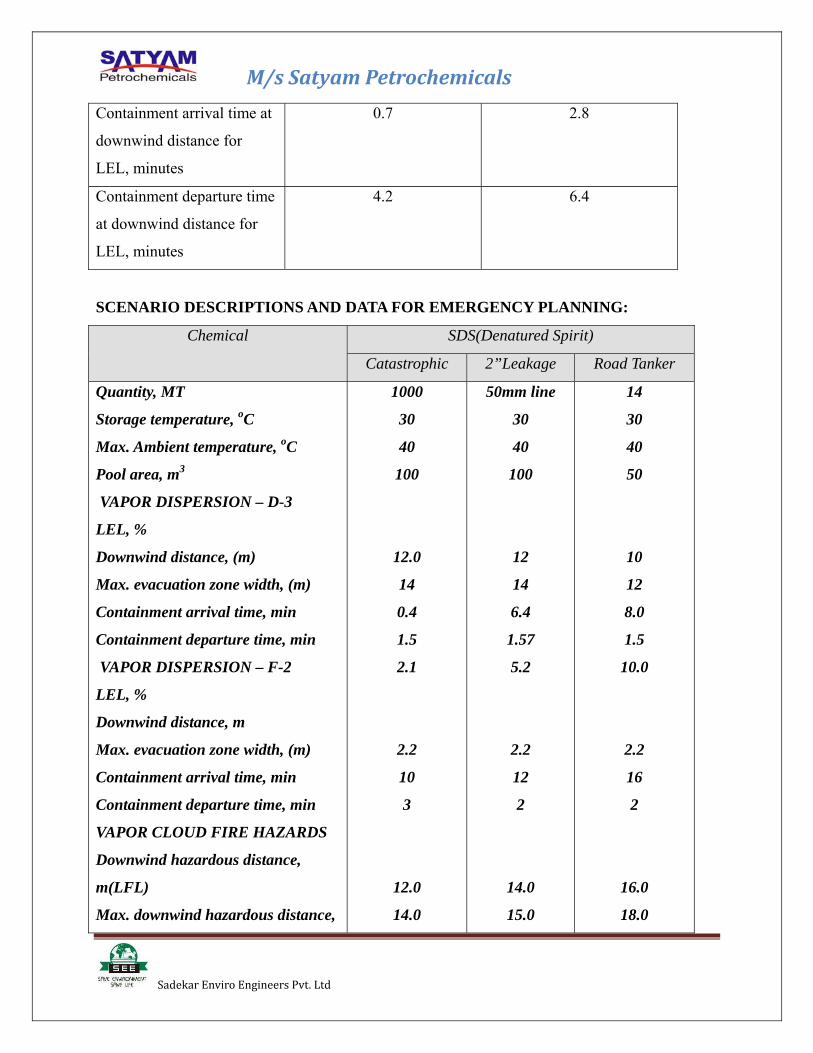
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Containment arrival time at
downwind distance for
LEL, minutes
0.7 2.8
Containment departure time
at downwind distance for
LEL, minutes
4.2 6.4
SCENARIO DESCRIPTIONS AND DATA FOR EMERGENCY PLANNING:
Chemical SDS(Denatured Spirit)
Catastrophic 2”Leakage Road Tanker
Quantity, MT
Storage temperature, oC
Max. Ambient temperature, oC
Pool area, m3
VAPOR DISPERSION – D-3
LEL, %
Downwind distance, (m)
Max. evacuation zone width, (m)
Containment arrival time, min
Containment departure time, min
VAPOR DISPERSION – F-2
LEL, %
Downwind distance, m
Max. evacuation zone width, (m)
Containment arrival time, min
Containment departure time, min
VAPOR CLOUD FIRE HAZARDS
Downwind hazardous distance,
m(LFL)
Max. downwind hazardous distance,
1000
30
40
100
12.0
14
0.4
1.5
2.1
2.2
10
3
12.0
14.0
50mm line
30
40
100
12
14
6.4
1.57
5.2
2.2
12
2
14.0
15.0
14
30
40
50
10
12
8.0
1.5
10.0
2.2
16
2
16.0
18.0

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
(m)
VAPOR CLOUD EXPLOSION
3.4 bar overpressure radius, m
FIREBALL (BLEVE)
Diameter of fireball, (m)
Height of fireball, (m)
Duration of fireball, seconds
Thermal load radius, (m)
- injury 5 kW/m2
- fatality 10 kW/m2
10
10
14
15
12
15
10
10
14
10
12
15
15
10
14
10
12
15
In view of other storages & handling of chemicals, the scenario of concerned for affected by
spillages or catastrophic incident of storage areas are comparatively a less significant than above
discussed scenario.
Di Acetone Alcohol is stored in two 112 KL capacity tanks, having its flammability is lower than
above exercised chemicals as well as the inventory is maintained much below of this chemicals.
(flash point is 60 ̊C & boiling point is 176 ̊C)
Mesityl Oxide is generated about 810 kg per day as byproduct of manufacturing process having
stored in 56KL tank and inventory is controlled below 20MT in production activities & by
selling byproduct. (Flash point-31 ̊C & boiling point is 130 ̊C).
Ammonia is also handled for brine chilling in chilling plant. The quantity of ammonia is only
for chilling process and it always recycled. The chiller room is isolated by at least 5 meters from
the process plant & other storage yard.
Thus, comprehensive consequences assessments for the planned & existing activities of the
operation are invariably identical to Acetone/SDS consequence assessment scenario.
Domino effect
Acetone storage tank situated at PESO license area, the Denatured spirit tanks are located nearby

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
area. Hence the Domino effect will take place in case of catastrophic failures of all these tanks,
the following will be situation for the pool fire.
Zone No.1 Near Acetone storage area
Sr
No.
Peripheral distance
around the tank area
in meters
Radiation of
heat
Contamination
for down time
in minutes
BELVE fire
ball duration
In seconds
Vapor cloud
explosion in
bar
1 10 15kW/m² 3.2 10.2 1.0
2 20 12kW/m² 3.8 0.7
3 30 10kW/m² 4.3 0.2
Zone No.2
Sr
No.
Peripheral distance
around the tank area
in meters
Radiation of
heat
Contamination
for down time
in minutes
BELVE fire
ball duration
In seconds
Vapor cloud
explosion in
bar
1 10 10kW/m² 4.5 30.0 0.7
2 15 7kW/m² 5.5 0.1
Distance between both zones is more than 50 meters; hence there will be no possibility for
Butterfly effect / Domino effect. The existing & proposed manufacturing plants are existed 20
meters away from the demarked peripheral affected areas
Estimation of Plant Risk & Consequences assessment
From the above consequences ASSESSMENT of the plant risk assessment and followed by
the preventive measures along with credible losses are exercised as below:-
1. Manufacturing plants are installed at open and well-ventilated location. The existing
plant is observed as “No Smoking” zone. Both plants will be isolated by at least 15
meters. Manufacturing processes are monitor by remotely operated PLC based Scada
system and process deviation will be controlled with predetermined standards.
2. The existing plant is capable to produce 35 TPD of Ethyl Acetate and in addition to the
proposed manufacturing plant capacity is having 75 TPD of Di Acetone Alcohol per day.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
This shows that the production of Di Acetone Alcohol per hour will be nearly 3125
kg/hr.
Acetone and the SDS will be continuously circulated / under reaction equilibrium should
be around 34MT at any given time.
Even though the leakage through any leaky pipe line or total failure of process plant
which spill total reaction mass in to nearby atmosphere of plant and immediately such
reaction mass will be converted in to flammable vapor cloud. Then plant risk due to
Vapor cloud will be manageable. Vapor cloud generation due to flammable material and
as a result it will be travelled to 10 to 12 meters with respect to wind velocity to attend
the lower explosive limit (LEL). These generated vapor cloud should be needed source
of ignition to explode or initiate the fire. However this area will be curbed for the source
of ignition.
Storage tanks are planned to situated inside the boundary of the factory premises by at
least 15 meters, so that the generated vapor cloud by SD’S, Acetone or DAA & Mesityl
Oxide from the leakage or failure of tank will not transformed to nearby area in respect
to explosive limits (LEL).
3. The source of ignition in the event of vapor cloud may be operations of boiler house
and utility plant. However these operations are situated at a distance of 40 meters from
the existing as well as proposed manufacturing plant activities.
4. Risk of the plant will minimized by curbing the vapor cloud by generating water mist by
installing sprinkler systems. Acetone and SDS as well as Di Acetone Alcohol are highly
soluble in the running cool water. The generated byproduct, Mesityl oxide is also partly
soluble/ dissolves in cool water (Soluble in about 30 parts water).
5. Flammable vapor detection system is commissioned at manufacturing plant and storage
tank yards to alert to arrange to bring the processes to zero energy level & discontinue
the boiler operation and take appropriate action to isolate/ break electrical energy.
6. The electrical distribution system around the manufacturing plant is installed as per the
guide lines prescribed under Petroleum rules 2002 i.e. observing zone “1” area. Each
electrical apparatus of existing plant and proposed plant are observed of flame proof as
per I S 2148.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
7. Ear thing and bonding are provided to each pipeline of flammable material of existing
plant. Ear thing are also installed to all non current carrying metallic parts of structures.
Subsequently, the prevailing practice will be monitor.
8. Cathodic protection is provided to eliminate the danger of sparking in a hazardous area
and same practice will be carried out. .
9. Electrical installation, cable insulation and ear thing grids are certified periodically to
avoid the source of ignition at hazardous operation area. Cable insulation of cables is
checked periodically, by in-house maintenance crew. Same activity will be strengthening
and continued.
10. Finish material tanks and raw material tanks, both flammable chemicals, are installed
nearly 55 meter away from the existing boiler house. The distance between each tank
will be kept nearly 2 to 6 meters with respect to diameters of respective tank. . Each
tank is provided with water sprinkler system to cool the adjacent tank in the event of
elevated ambient temperature & in case of any emergency. In case of emergency, due to
failure of pipe lines or tank itself, the material will be transferred to one of the empty
tank to minimize the loss of material & curb the incident on priority basis.
11. Fire Hydrant system as per the norms prescribed under the Maharashtra factory rules
and stipulated code of practices is under commissioning. The required static water
storage capacity is already created for existing as well as proposed plant operations.
12. In the event of any emergency the thermal radiation of nearest flammable material tank
will be minimized by localized water mist generating sprinkler system. The fire hydrant
monitor will be utilized additionally to avoid heat radiation and dissolve the vapor cloud
formation. This will monitor the Boiling Liquid Expanding Vapor Explosion criteria in
the event of emergency. In fact, most of the bulk stored chemicals are invariably are
water soluble.
13. Regular fire mock drill will be exercised along with medical emergency practices will
be sought out to familiarized the plant process personnel.
14. Releases of toxic vapors from the storage tanks will be curbed by actuating the sprinkler
system, having fog generation nozzles for each storage tank. All these chemical stored
in respective tanks are easily soluble at room temperature as well as elevated

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
temperature. Solubility in water is effectively due to uniform running & spraying system
to storage tank. In case of process plant the cut off valves which are operated through
the scada system are provide. The vapor detection systems are situated each strategic
location. In case of failure of respective tank, then combating personnel needs to be put
on the appropriate PPE to combat the incident/situation. At least 20 meters periphery of
each storage yard is considered for high alert area.
Executive summary of Risk and Consequences studies
Risk assessment, Hazop and consequences studies pinpoints the following significant particulars
–
1. Studies indicate to enhance & sustain the organizational control at storage yards of
flammable and toxic material operations.
2. Effective back up training to operational staff about the process controls and emergency
handling solution should be regularly work out.
3. Enhance and simplify the operations at the installation level.
4. Preventive maintenance schedules should be strictly observed. Regular testing &
examination of tanks, respective pipe lines and foundation of tanks.
5. Random inspection of installation should be exercised by plant maintenance.
6. Vapor detectors and process PLC based scada system should be scrutinized periodically and
documented to take appropriate actions.
7. Tank sprinkle system should be actuated with respect to heat radiation parameters means
ambient temperature will attend the 45 ̊C, then respective tank should be cooled by sprinkler
system to avoid the generation of vapor inside tank or spillage around the storage tank
should be diluted, immediately.
8. Electrical connections and distribution system should be checked for flame proof criteria.
Earthig of each equipment, pipes, structures and electrical equipments should be checked for
continuity and resistance should be recorded.
9. Personnel Protective Equipments (PPE) like SCBA, fire suite, Helmet, etc. should be
procured to face any emergency and work force should be trained for its use.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
10. Mock drill / fire drill should be performed at installation by six monthly with respect to
Hazard communication and performance time to manage hazard should be noted for
healthier improvement and enhancement of additional resources.
11. Wind sox should be checked weekly to get continues wind direction to initiate emergency
action, if required.
ANNEXURE No-I PROCESS BLOCK DIAGRAM of DAA
Acetone tank
Sodium hydroxide + Spicial denatured Spirit tank
Reactor -1 Reactor -2 Reactor -3 Reactor -4 Reactor -
Acetone Tank Mesityl Oxide tank
Impurities tank
Neutralization Distillation column 1
Distillation column 2
Distillation column 3
Di Acetone Alcohol Tank Cracking
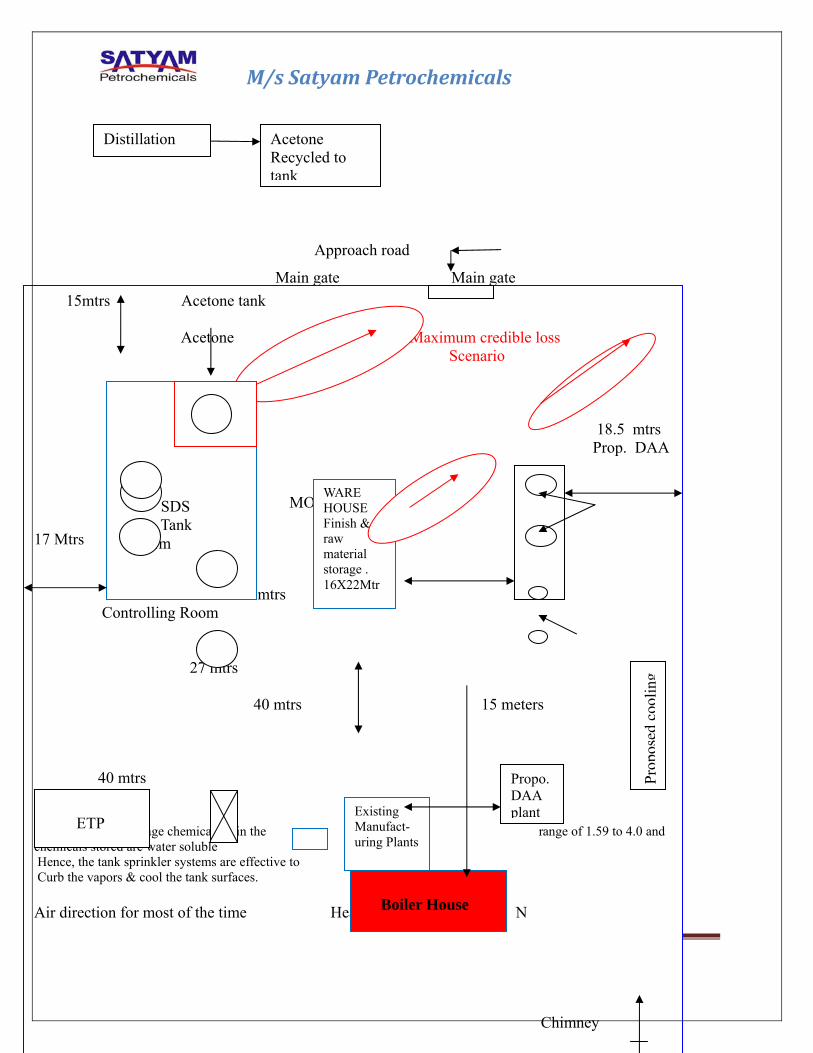
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Approach road
Main gate Main gate
New tank farm yard
181
Cooling tower
15mtrs Acetone tank Acetone Maximum credible loss Scenario 1 18.5 mtrs Prop. DAA MO Tanks 17 Mtrs 15mts 15 mtrs Controlling Room 27 mtrs 40 mtrs 15 meters 40 mtrs Vapor density of storage chemicals is in the range of 1.59 to 4.0 and chemicals stored are water soluble Hence, the tank sprinkler systems are effective to . Curb the vapors & cool the tank surfaces. Air direction for most of the time Heat generating process N Chimney
SDS Tank farm
WARE HOUSE Finish & raw material storage . 16X22Mtr
Existing Manufact- uring Plants
Boiler House
ETP
Propo. DAA plant
Prop
osed
coo
ling
Distillation l
Acetone Recycled to tank
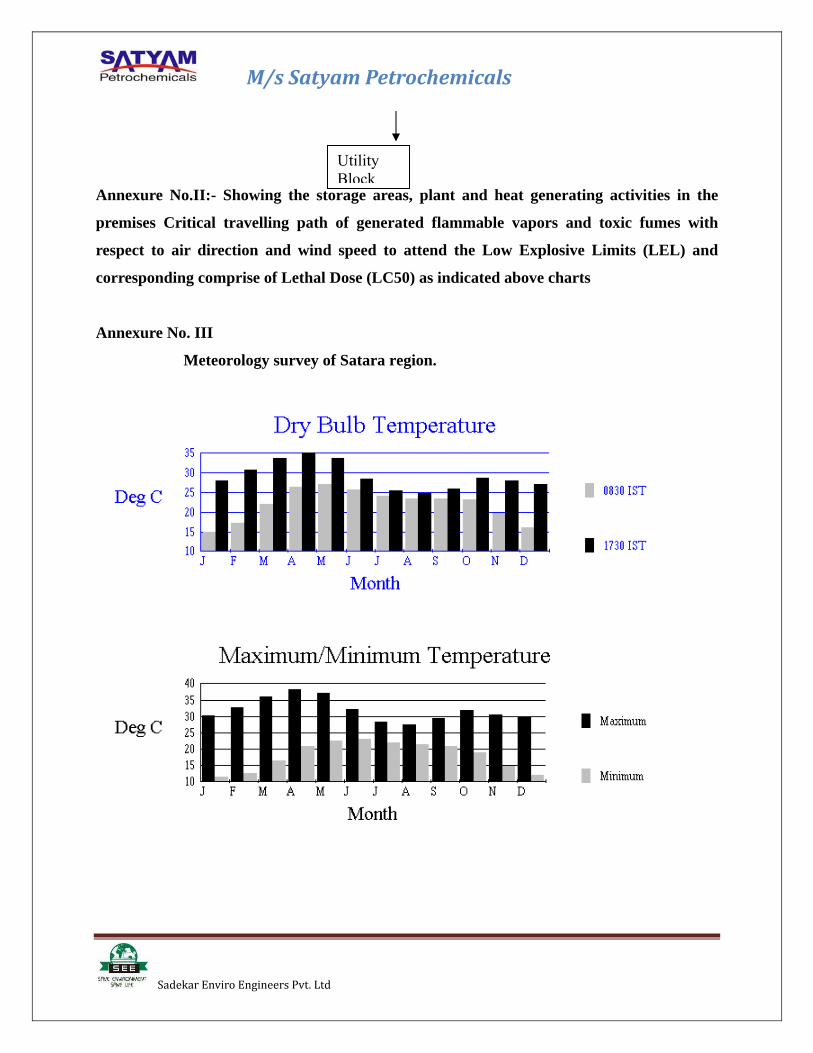
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Annexure No.II:- Showing the storage areas, plant and heat generating activities in the
premises Critical travelling path of generated flammable vapors and toxic fumes with
respect to air direction and wind speed to attend the Low Explosive Limits (LEL) and
corresponding comprise of Lethal Dose (LC50) as indicated above charts
Annexure No. III
Meteorology survey of Satara region.
Utility Block

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
ANNEXURE No.IV Dow Index & Maximum Credible Loss scenario
Dow index is calculated for Bulk ACETONE storage Tank with reference to available designed
and day to day inventory of the material
DOW DOW FIRE AND EXPLOSION
INDEX
Plant: Sataym
Petrochemicals
Masur, Dist. Satara.
Date:08/11/2013
Site: Vanyachiwadi,
Dist Satara
Process Unit:
Di Acetone alcohol
Evaluated By:
S V Deshpande
Revised By: Green
Safety Engineers &
Consultant
Materials and process: Bulk storage area of Acetone Tank
State of operation:
* Design Start up Normal operation Shut
down
Basic material(s) for material
factor: Acetone
Material Factor (see table I and appendices A and B)
Note requirements when unit temperature over 35o C
1.GENERAL PROCESS HAZARDS: Penalty
Factor
range
Penalty Factor
Used
Base factor 1.00 1.00
A. Exothermic chemical reactions 0.30 – 1.25 0.00
B. Endothermic process 0.20 – 0.40 0.00
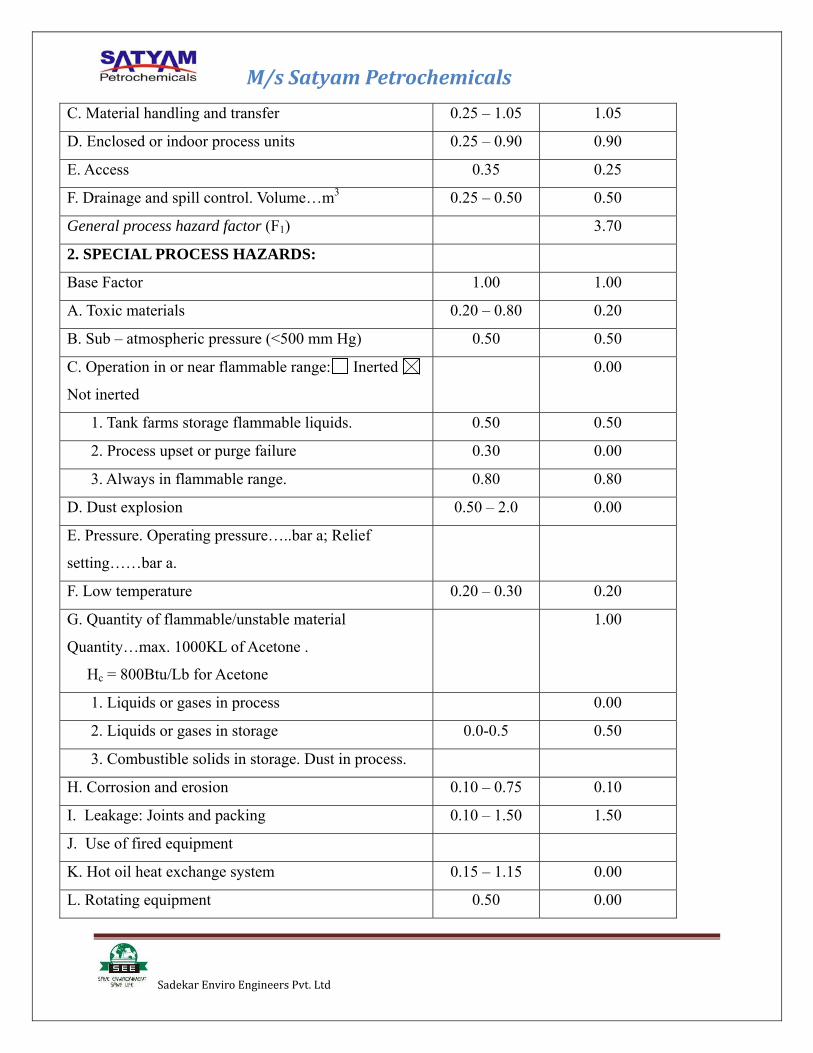
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
C. Material handling and transfer 0.25 – 1.05 1.05
D. Enclosed or indoor process units 0.25 – 0.90 0.90
E. Access 0.35 0.25
F. Drainage and spill control. Volume…m3 0.25 – 0.50 0.50
General process hazard factor (F1) 3.70
2. SPECIAL PROCESS HAZARDS:
Base Factor 1.00 1.00
A. Toxic materials 0.20 – 0.80 0.20
B. Sub – atmospheric pressure (<500 mm Hg) 0.50 0.50
C. Operation in or near flammable range: Inerted
Not inerted
0.00
1. Tank farms storage flammable liquids. 0.50 0.50
2. Process upset or purge failure 0.30 0.00
3. Always in flammable range. 0.80 0.80
D. Dust explosion 0.50 – 2.0 0.00
E. Pressure. Operating pressure…..bar a; Relief
setting……bar a.
F. Low temperature 0.20 – 0.30 0.20
G. Quantity of flammable/unstable material
Quantity…max. 1000KL of Acetone .
Hc = 800Btu/Lb for Acetone
1.00
1. Liquids or gases in process 0.00
2. Liquids or gases in storage 0.0-0.5 0.50
3. Combustible solids in storage. Dust in process.
H. Corrosion and erosion 0.10 – 0.75 0.10
I. Leakage: Joints and packing 0.10 – 1.50 1.50
J. Use of fired equipment
K. Hot oil heat exchange system 0.15 – 1.15 0.00
L. Rotating equipment 0.50 0.00
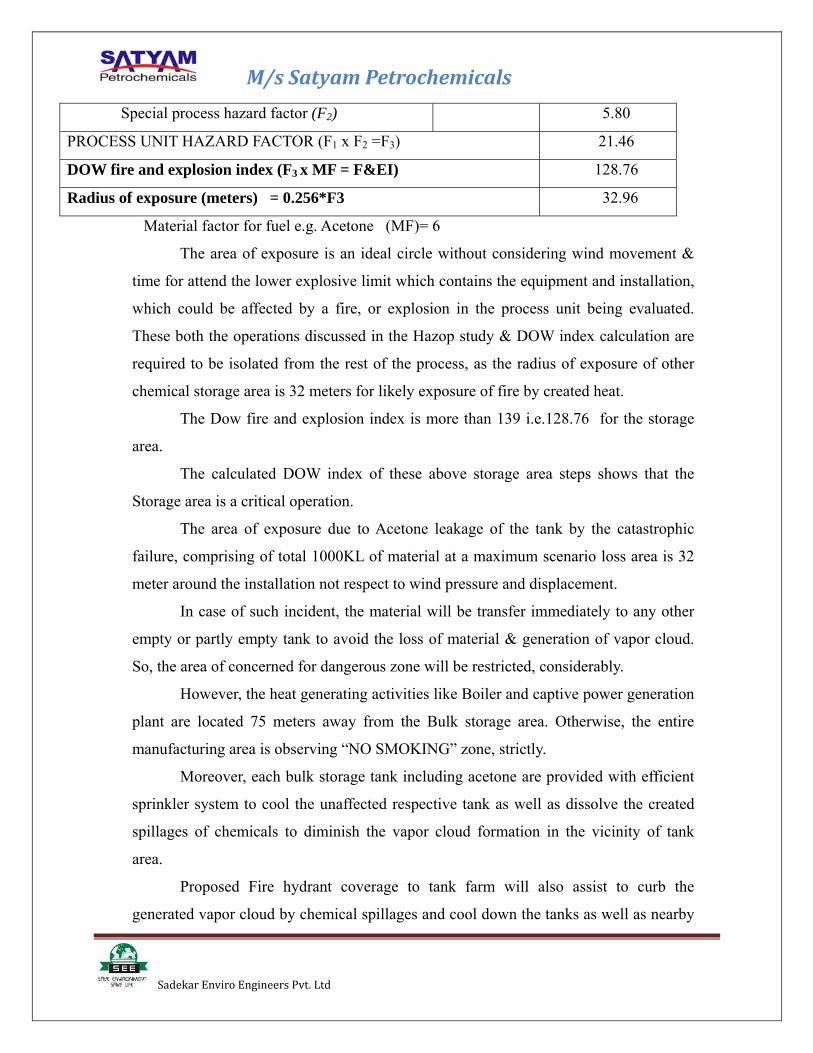
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Special process hazard factor (F2) 5.80
PROCESS UNIT HAZARD FACTOR (F1 x F2 =F3) 21.46
DOW fire and explosion index (F3 x MF = F&EI) 128.76
Radius of exposure (meters) = 0.256*F3 32.96
Material factor for fuel e.g. Acetone (MF)= 6
The area of exposure is an ideal circle without considering wind movement &
time for attend the lower explosive limit which contains the equipment and installation,
which could be affected by a fire, or explosion in the process unit being evaluated.
These both the operations discussed in the Hazop study & DOW index calculation are
required to be isolated from the rest of the process, as the radius of exposure of other
chemical storage area is 32 meters for likely exposure of fire by created heat.
The Dow fire and explosion index is more than 139 i.e.128.76 for the storage
area.
The calculated DOW index of these above storage area steps shows that the
Storage area is a critical operation.
The area of exposure due to Acetone leakage of the tank by the catastrophic
failure, comprising of total 1000KL of material at a maximum scenario loss area is 32
meter around the installation not respect to wind pressure and displacement.
In case of such incident, the material will be transfer immediately to any other
empty or partly empty tank to avoid the loss of material & generation of vapor cloud.
So, the area of concerned for dangerous zone will be restricted, considerably.
However, the heat generating activities like Boiler and captive power generation
plant are located 75 meters away from the Bulk storage area. Otherwise, the entire
manufacturing area is observing “NO SMOKING” zone, strictly.
Moreover, each bulk storage tank including acetone are provided with efficient
sprinkler system to cool the unaffected respective tank as well as dissolve the created
spillages of chemicals to diminish the vapor cloud formation in the vicinity of tank
area.
Proposed Fire hydrant coverage to tank farm will also assist to curb the
generated vapor cloud by chemical spillages and cool down the tanks as well as nearby

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
areas.
The spreading of vapor cloud should be restricted and controlled not only
catastrophic events but also control/ manage the ill-health effect on man power &
surrounding inhabitants.
6.2.4 ON-SITE & OFF SITE EMERGENCY PREPAREDNESS PLAN
INTRODUCTION :
The ultimate aim was to use the hazardous processes, materials under control in safe way and try
to minimise the health, environment damage in case of an accident/ dangerous occurrence.
A major emergency in a factory is one, which has the potential to cause a serious injury, or loss
of life. It may cause extensive damage to property and serious disruption both inside and outside
the factory. It would normally require the assistance of outside emergency services to handle it
effectively and timely. Although the emergency may be caused by number of different factors
like plant failure, human error, earthquake, vehicle crash, fire, explosion or toxic release.
Prevention of accident through superior design, operation, maintenance and inspection,
achieving all these will reduce the risk of an accident, but it will not eliminate all together,
complete safety is hard to achieve and an essential part of major hazard control is concerned with
mitigating the effects of a major accident.
An important element of mitigation is emergency planning. Emergency planning means
recognizing that accidents are possible, assessing the consequences of such accidents and
deciding an emergency procedure, both on-site & out-site, that would need to be implemented in
the event of an emergency. It is an aspect of safety management.
On site emergency management planning is the responsibility of site management.
On these requirements of Emergency Preparedness, at Satyam Petrochemicals we have carried
out this exercise by adhering the guidelines framed under The Maharashtra Factories (Control of
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Industrial Major Accidents Hazards) Rules, 2003
Total strength of the company is around 60 including managerial staff.
Main activity of the company is manufacturing of Ethyl acetate and Di Acetone Alcohol
followed by their separation through succession of distillation processes.
Operations are carried out in following major sections-
Storage of flammable, toxic and corrosive chemicals e.g. acetone, SDS, acetic acid.
Esterification of SDS and acetic acid in presence strong acid as a catalyst p-toluene sulphonic
acid to manufacture Ethyl acetate. Followed by purification of required chemical and recovery of
un reacted raw material for recycling.
Aldol condensation of two moles of acetone in alkaline media to get Di Acetone Alcohol and
Mesityl Oxide as a byproduct.
The products and un- reacted raw material will be passed through the ion exchange resin column
to neutralize the excess alkalinity. Then entire reaction mass will be feed to the first distillation
column
Distilled out DAA and un reacted SDS for recycle purpose. The small quantity of Mesityl Oxide
is also recover in successive distillation as reaction byproduct.
Boiler is running for the purpose of heating the reaction of estrification and distillation column
for purification and recovery of en reacted raw material & byproduct.
Generated steam is utilized for captive generation of power.
Chilling plant is utilized for chilling the water for the purpose of circulation to Acetone storage
tank and cooling the distilled products.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Collect the finish material and byproduct in respective storage tank. The Packing & forwarding
of finish product.
Manpower: engaged for the operation are as below:
Shift-wise Staff Workers
Shift-I 00 13
Shift-II 00 13
Shift-III 00 13
General shift 05 05
Total 05 54
Total man power = 49approx.
FACTORY SURROUNDIGS :
North side Agriculture land Gut No.121
West side Agriculture land Gut No. 121
East side Masur to Targaon road
South side Part of reserve land of Industry Gut No. 334
DETAILS FURNISHED IN THE ON-SITE EMERGENCY PLAN
Name and address of
the person furnishing
the information
Shri. Rajendra Ghute (managing director)
Work address 120 A wanyachiwadi A/P masur, TAL:Karad Dist: Satara

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
415106
Residential address Rutugandha, chappal road, A/P umbraj Dist: Satara 415109
KEY PERSONNEL OF THE ORGANIZATION AND RESPONSIBILITIES ASSIGNED
TO THEM IN CASE OF AN EMERGENCY.
NAME DESIGNATION RESPONSIBILITY
ASSIGNED
INTERNAL
TEL. No.
RESID.. TEL.
No.
1.Mr Rajendra Ghute
Managing Partner Overall responsibility 9822555777 9822555777
2.Mr Shedge S.H.
Manager Overall
Administrative
(Site controller)
9922337711 9922337711
3.Mr.Bhongale
R.S.
Plant In Charge Site controller 9922337733 9922337733
4 Shift In charge Incident
controller
9922337722
5 Maintenance
personnel
Incident
controller
9922629824 9922629824
6 Security
supervisor
Incident
controller In case
of Holiday
8888169991
OUTSIDE ORGANISATION AND THEIR RESPONSIBILITY ASSIGNED REQUIRED
TO INFORMED TO RESPECTIVE AGENCY DURING EMERGENCY.
NAME OF THE
ORGANISATION
RESPONSIBILITY
ASSIGNED
CONTACT
NUMBER
RESIDENCE
NUMBERS

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Statutory Authorities:
JT.. Director, Industrial
Safety & Health Pune
Dy.Director, Industrial Safety
& Health Satara
Help during On site
& Off site
Emergency.
020-24268898
02162-234694.
Police:
Masur Police station
Umbraj Police station
Karad Police Station
02164-252233
02164-264033
02164-222377
HOSPITALS:
/ DOCTORS:
1.Cottage Hospital Karad
2.Krishna Charitable Trust
3.Sahyadri Hospitility Pvt
Ltd
4.Civil Hospital Satara.
Medical attention
surgical ,burns cases
orthopedics, trauma
case,
eye injuries
medical emergencies
02164-222425
02164-221455
02164-227227
02162-237852
Blood Bank
1.Gujar Hospital, Karad
2..Cottage Hospital Karad
3.Krishna Charitable Trust
For Blood Service 02164-22868
02164-222495
02164-221455
Water Works
Supply for industrial
water in case of
emergency
Created own
resource at the
factory premises
M S E D L :
Executive Engineer Masur
Electrical supply
7875768719
Fire Brigades
1.Karad Municipal
Fire fighting
02164-222444
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Corporation
2.Satara Municipal
Corporation
3.Ajinkyatara SSK Ltd
Shendre
4.Y.M.Krishna SSK
Ltd.Rethare
02162-239247
02162-279166
02164-266218
MPCB, SRO- Satara Environmental
troubles
Ambulance Services
1.Cottage Hospital Karad
2.Krishna Charitable
Trust,Karad
Emergency services
02164-222425
02164-221455
Grampanchayat Masur Local infrastructure
INFORMATION ON THE PRELIMINARY HAZARD ANALYSIS
TYPE OF ACCIDENTS.
Fire
Explosion
Toxic /corrosive gases releases.
SYSTEM ELEMENTS OR EVENTS THAT CAN LEAD TO A MAJOR ACCIDENT.
Storage & handling of Flammable chemicals
e.g. Acetone, SDS, Ethyl acetate & Acetic acid.
Storage & handling of toxic/ corrosive chemicals

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
e.g. Ethyl acetate & Acetic acid.
Production- Esterification of SDS & acetic acid
Aldol condensation of acetone
Distillation and purification of finish products.
Recovery of raw material for recycling purpose
Separation of byproduct by distillation from reaction mass.
Steam boilers installation for heating the process as well as captive power
generation.
Ammonia used in Chilling plant for cooling the raw material tank and
reaction mass.
Electrical distribution systems
HAZARDS.
Sr.no Areas Hazard/risk
1 Flamable chemical storage yard
SDS tank yard
Fire and followed by explosion
2 Ethyl acetate storage tank Release of toxic gases
3 Acetone storage tank Fire and followed by explosion and
release of vapors
4 Acetic acid storage tank Fire and releases toxic / corrosive gases
5 Coal storage area for boiler
operation
Fire
6 Electrical distribution system Fire
7 Chilling plant Release of toxic gas-ammonia flammble
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
gas
This shows the major risk involved the fire hazards as well as toxic gases atmosphere
around the manufacturing unit, subsequently losses to property and burn/ ill health injuries
to manpower which resulted to major accidents and Emergency situation in factory
premises.
SAFETY RELEVANT COMPONENTS.
SYSTEM ELEMENT SAFETY RELEVENT COMPONENTS
Flammable chemicals storage areas,
e.g. Acetone, SDS & Mesityl Oxide
Located at aboveground segregated
locations/space.
Tank farm open area is barricaded and
isolated.
Flame proof electrical fitting are provided to
nearby areas.
Effective ear things are provided to electrical
distribution and equipments.
Situated at isolated location- for heat
producing/creating activities to curb the
source of ignition. About 55 meters away

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
from heat generating activities like boilers
and captive power generation units.
Flame arresters are provided to vent of the
each material storage tank.
Water sprinkler system is provided to each
tank.
Chilling water circulation is provided to
Acetone storage tank.
Hydrocarbon vapor detection systems are
installed for any vapor leakages at tank farm
areas.
Work permit system is observed for
unloading of road tanker.
Storage areas activities are always under
close supervision.
Fire extinguishers are posted at nearby area.
SYSTEM ELEMENT SAFETY RELEVENT COMPONENTS
Located at dedicated isolated area.
Provided open storage shed to avoid direct
sun light and well ventilated for immediate

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Storage of Ethyl acetate, Acetic acid at
respective storage yard.
dilution of traces of leaked gases.
Chemical road tankers are checked /inspected
physically for vapor leakages and their
condition of valves while unloading from
road transporter.
Avoid the storage of incompatible chemicals
in the nearby areas.
Effective vent system is always kept ready to
collect the gas leakages along with gas
absorbing and scrubbing system.
Neutralizing materials are reserved at
strategic location to control the material
spillages.
Sprinkler system is provided to cool the
storage tank in case of any emergency in the
vicinity and keep the material at prescribed
temperature.
Training is provided to initiate necessary
emergency action in case of any emergency.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
PPE are stored at nearby areas. E.g. SCBA
SYSTEM ELEMENT SAFETY RELEVENT COMPONENTS
Process plants operations.
Processes are monitored by scada system and
under close supervision.
Flammable hydrocarbon vapor detector
system is functioning along with scada
system.
Only required raw material is pumped to plant
by metering pump from respective chemical
storage tank and controlled and measured
quantity is transferred to particular reactors.
Process temperatures are displayed at
conspicuous location and process/ reaction
temperature is strictly controlled & monitored
by scada system .
Flameproof electrical distribution system is
provided nearby area of process plant.
Un-reacted raw material vapors from process
reactor has provided collection & scrubbing
system.
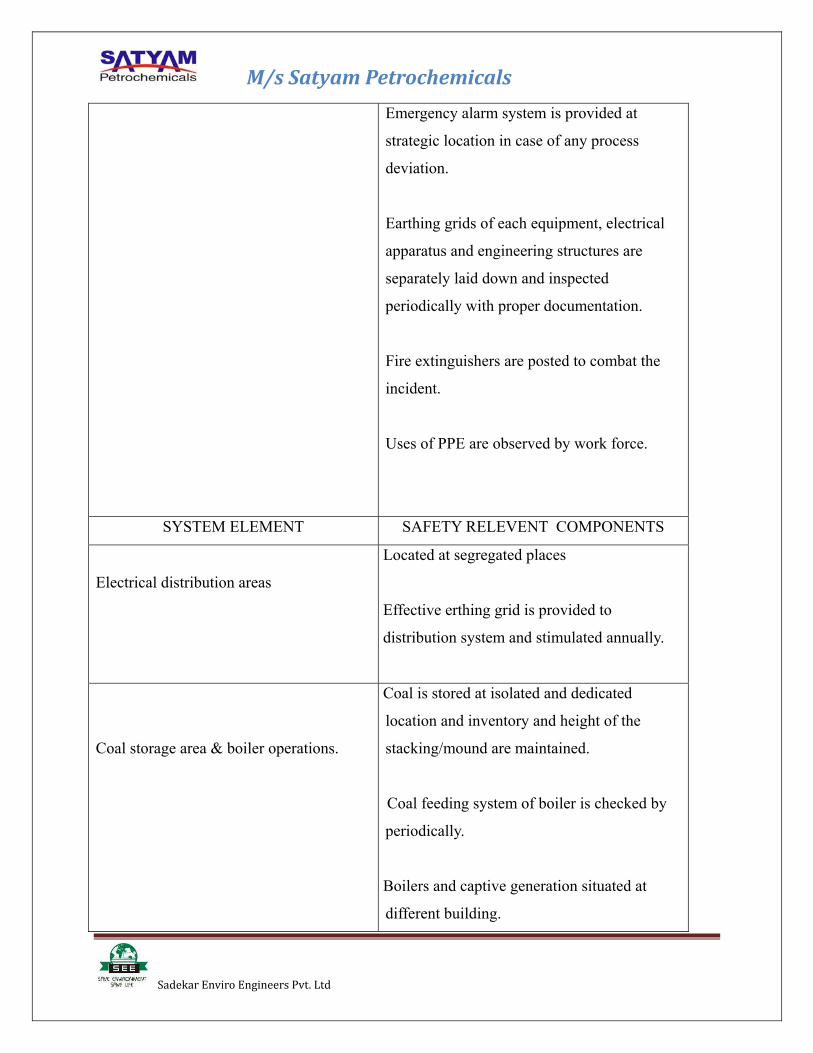
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Emergency alarm system is provided at
strategic location in case of any process
deviation.
Earthing grids of each equipment, electrical
apparatus and engineering structures are
separately laid down and inspected
periodically with proper documentation.
Fire extinguishers are posted to combat the
incident.
Uses of PPE are observed by work force.
SYSTEM ELEMENT SAFETY RELEVENT COMPONENTS
Electrical distribution areas
Located at segregated places
Effective erthing grid is provided to
distribution system and stimulated annually.
Coal storage area & boiler operations.
Coal is stored at isolated and dedicated
location and inventory and height of the
stacking/mound are maintained.
Coal feeding system of boiler is checked by
periodically.
Boilers and captive generation situated at
different building.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Chilling plant operations
Ammonia gas cylinder inventory is
maintained at very low level.
Ammonia gas detected by each shift.
Preventive maintenance schedule of
compressor, receivers and heat exchangers are
observed weekly and documented.
Ammonia gas pressures of chilling plant are
recorded continuously to check the losses of
the gases.
DETAILS ABOUT SITE
LOCATION OF DANGEROUS OPERATIONS/ MATERIALS.
Location of dangerous storage area/ processes.
1. Acetone, SDS, ethyl Acetate storage yards on north side of Premises and in front of
admin. Office.
2. Acetic acid stored at isolated yard -Toxic and corrosive chemical storage yard.
3. Process plants away from the boiler and utility activities. .
4. Chilling plant at segregated location from the process plant. .
5. Boiler house & captive power plant with utility department are located 40 meters
away from the process as well as chemical storage yards. .

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
6. Location are shown in the attached master plan
SEAT OF KEY PERSONNEL
NAME LOCATION
Mr Rajendra Ghute At Administrative Office
Mr Shedge At plant Admn office.
Mr Bhongale At plant Prod. office
Mechanical
Engineer
At utility block
Shift In charge At Plant control room
Lab Chemist At Quality Control Lab.
EMERGENCY CONTROL CENTRE (ECC)- Situated at office near entrance gate.
This ECC is equipped with all vital information and equipment as follow:
(a) Fire extinguishers layout and control points.
(b) Layout duly marked with areas where large inventories of flammable
materials are stored.
(c) General water supply layout.
(d) Location of water storage for firefighting purpose.
(e) Sufficient stock of safety equipments and protective devices for use in
emergency.
(f) Road map of entire plant.
(g) Map indicating assembly points where people can be directed to gather in case
of emergencies. It is situated near ECC.
(h) Additional copies of general factory plans in which necessary areas can be

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
marked and given to the persons dealing with the disaster so that they are clear
about the location where they have to go.
(i) List of persons who have trained in Fire Fighting, First Aid who could be
called to the ECC in case of emergency.
(j) List of doctors, hospitals along with their phone nos.
(k) Telephone nos. of fire brigades, blood bank, police control room, local police
stations, MSEDL office and such other relevant information.
DESCRIPTION OF HAZARDOUS CHEMICALS AT THE PLANT vSITE:
CHEMICALS (quantities & toxicological data)
Sr.no Chemical name Average storage quantity
1 Acetone 948 KL
2 SDS 7381KL
3 Acetic acid 595 MT
4 Ethyl acetate 553 MT
For toxicological data MSDS sheets are enclosed.
LIKELY DANGERS TO THE PLANT
Disaster / Emergency may occur due to –
(a) Process activities such as improper handling and storage of flammable and
toxic/ corrosive materials, lack of preventive maintenance ,leakage from
storage carriers , Fire in the vicinity , Mob Violence Riots, Food Poisoning,
Plane Crash, Bombing etc. and

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
(b) Natural calamities as thunder, storm, earthquake, Flood, Lightening etc. The
action plan worked out for the disaster control is based on the above mentioned
causes.
In case of Satyam Petrochemicals, due to factory activities, there is probable risk to
surrounding area of the factory as the manufacturing process is handling flammable and
toxic chemicals for their chemical operations. However, the adequate provisions have
been made for operations and in case of any disaster events.
Emergencies occur in any unit by handling hazardous/ flammable chemicals due to the
LOSS OF CONTROL. Hence, loss prevention is the only basic technique of avoiding
such emergencies.
These emergencies are classified as
fire
explosion
release toxic/ corrosive vapor/ gas
bursting of vessel
failure of structures
spillages of corrosive/ toxic materials.
The consequences are providing in the form of fatality of human being at different
distances in case of various fires or explosions or toxic vapor release. The vapor cloud
and heat releases due to accidents are hazardous to structures, and adverse effect on
human being as well as surrounding environment.
CASES CONSIDERED are as follows:
a) Fire & followed by explosion Hazards
b) Releases of toxic and corrosive vapors/ gases followed by
explosions at unit operation areas.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
c) Electrical fires.
DETAILS REGARDING:
WARNING ALARM AND SAFETY AND SECURITY SYSTEMS.
Installation is totally barricaded with 2-m high fencing and an entry is restricted to
unauthorized persons.
Emergency alarm is provided at site and will be actuated by whelming sound during emergency
to aware all personnel working at various locations. Emergency alarm actuating point is located
at-
1. Security main gate
2. Utility & Maintenance Block. Near Boiler house.
ON-SITE EMERGENCY PREPAREDNESS PLAN
GENERAL GUIDELINES FOR EMPLOYEES
Do not panic.
Do not approach the incident site as a spectator. Instead, stay at your place unless
otherwise instructed in this manual for certain group of employees. Otherwise leave
the place by bringing the operation at zero energy level and assemble at
predetermined emergency assembly location.
Do not engage communication channels / telephones except for handling the
emergency.
Do not move unnecessarily during such incident.
Pay proper attention to instructions.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
OBJECTIVES OF THE PLAN
On-Site emergency preparedness plan has the following objectives:
1. Safeguard lives and property at site and in its vicinity area.
2. Contain the incident and bring it under control;
3. Minimise damage to lives, property and environment;
4. Rescue and treat casualties;
5. Evacuate people to safe areas;
Measures to be employed for meeting the objectives:
1. Define and assess the hazardous incidents.
2. Provide the information to all concerned.
3. Warning and advising affected people.
4. Call-up for assistance from outside, if required.
5. Inform the employees, authorities and general public about the
assessed risks, safeguards provided, residual risk and the role to be
played by one and all in the incident.
6. Collecting data on latest developments, other information and
requirements and disseminating the same.
7. Coordinate action taken by various agencies.
FIRE AND EXPLOSION HAZARD
A leak or spill of sufficient size of flammable materials will result in an accumulation of
flammable vapors in atmosphere of surrounding that leak. This vapors cloud will move
slowly in the direction of wind while hugging the ground, getting diluted while getting
mixed with air.
The preliminary hazard analysis discussed in details about likely hazards, maximum
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
credible accident scenario along with its analysis and consequences. The vulnerable zones
are marked in plan attached. The prevailing wind conditions will decide the exact sector
of the vulnerable circle zone, which can get affected.
HAZARD CONTROL MEASURES IN CASE OF EMERGENCIES
MANAGEMENT PLAN FOR HANDLING EMERGENCY
To deal with any emergency, the arrangement for immediate deployment or appointment
of key personnel and their specific responsibilities must be well laid out. It may be noted
that in an organization of Satyam Petrochemicals, one or more tasks, referred to
hereunder, may have to be performed by one person for effective and prompt action in
case of an emergency.
KEY PERSONNEL
Explanatory Note:
1. It must be understood that the first few minutes after the start of an incident are most
vital in prevention of escalation. Therefore, the personnel available at the complex on
round the clock duty basis play the most important role. Some of them are the KEY
PERSONS.
2. The chart is illustrative and should be kept updated. It should be found at all times in
the Emergency Control Center (ECC).
3. It is to be appreciated that Key Persons remain the first line fighters. The role of
various coordinators is to assess the situation from time to time, take appropriate
decision in consultation with the Chief Coordinator (Site Controller) and to provide
timely resources.
4. In case of an emergency, the most important personnel is the SITE CONTROLLER.
The Site Controller takes overall command and coordinates all activity within and
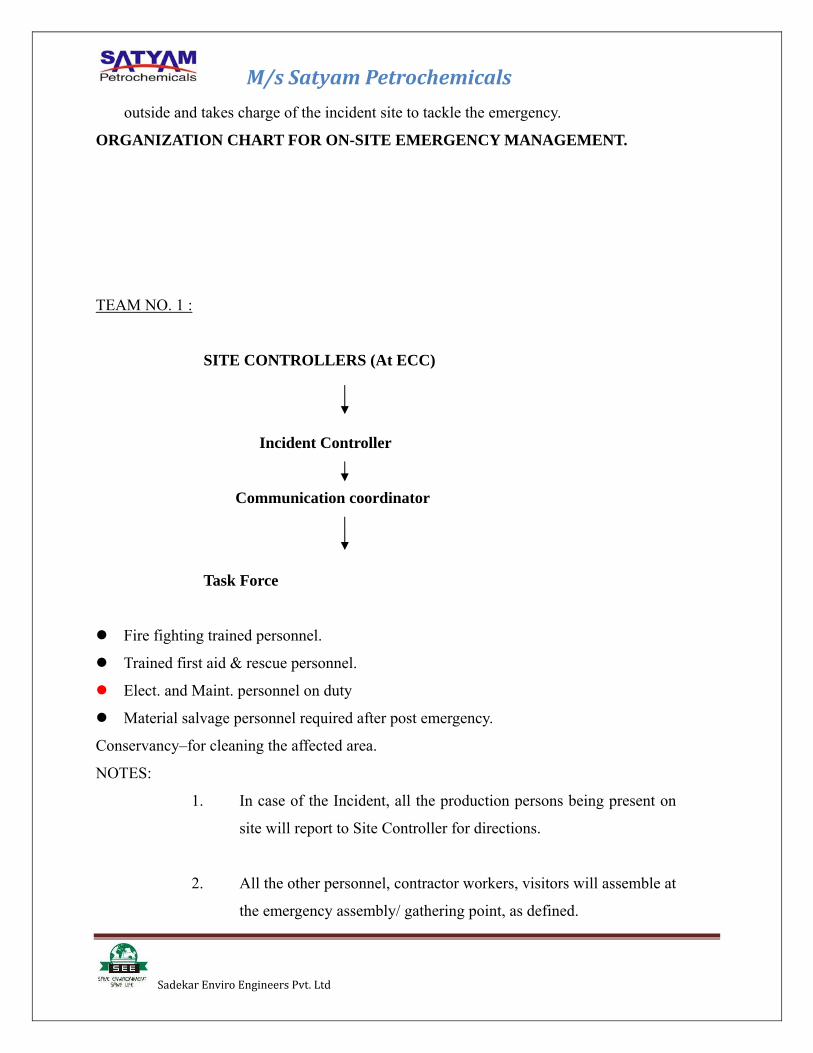
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
outside and takes charge of the incident site to tackle the emergency.
ORGANIZATION CHART FOR ON-SITE EMERGENCY MANAGEMENT.
TEAM NO. 1 :
SITE CONTROLLERS (At ECC)
Incident Controller
Communication coordinator
Task Force
Fire fighting trained personnel.
Trained first aid & rescue personnel.
Elect. and Maint. personnel on duty
Material salvage personnel required after post emergency.
Conservancy–for cleaning the affected area.
NOTES:
1. In case of the Incident, all the production persons being present on
site will report to Site Controller for directions.
2. All the other personnel, contractor workers, visitors will assemble at
the emergency assembly/ gathering point, as defined.

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
EMERGENCY PERSONNEL'S RESPONSIBILITY DURING DAY SHIFT
1. Site Controller:
.
Responsibilities:
The Site Controller will assume the overall responsibility for the factory site
and associate personnel. His duties are to:
i) assess the magnitude of the situation and decide if staff needs to be
evacuated from their assembly points to identified safer place,
ii) exercise direct operational control over areas other than those affected,
iii) undertake a continuous review of possible developments and assess in
consultation with Key Personnel as to whether shutting down of the plant
operations or evacuation of personnel if required,
iv) liaise with senior factory management, Police, Fire brigade, Medical
officers and Factory Inspectorate and provide advice on possible effects on
areas outside the factory premises,
v) look after the rehabilitation of affected persons after discontinuation of
emergency,
vi) issue authorized statements to news media and ensure the evidence is
preserved for inquiries to be conducted by statutory authorities.
vii) permit the resumption of normal operations only after post emergency clean
up.
2 Incident Controllers:

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Responsibilities:
Immediately, on knowing about the emergency, he will rush to the incident site and
take overall charge and report to the Site Controller. On arrival, he will assess the
extent of emergency and decide if major emergency exists and inform the Site
controller accordingly. His duties will be to:
i) direct all operations to stop within the affected area taking into consideration
priorities for safety of personnel, minimize damage to the plant, property,
environment and minimize loss of materials,
ii) provide advice and information to the Fire fighting personnel and to the local Fire
Service / Brigade,
iii) ensure that all non-essential workers / staff of the areas affected are evacuated to
the appropriate assembly points (main gate) and the areas are searched for
casualties,
iv) set up communication point and establish contact with Emergency Control Center
(ECC) ,
v) report on all significant development to the production In charge/ CEO,
vi) have regard to the need to preserve the evidence so as to facilitate any enquiry into
the causes and circumstances of the incident,
vii) assess damage and plan for post emergency clean-up before advising Site
Controller to resume normal operations,
viii) External Coordinator:
Designated Person: 1.Site controller
2.Section Incharge
(In order of availability)
Responsibilities:
The External Coordinator will also work as a liaison man and will be stationed at the main
gate/ ECC. He will, under the directions of the CEO, handle Police, Press and other
enquiries. His responsibilities shall be:

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
i) to ensure that casualties receive adequate attention / to arrange additional help if
required and inform relatives,
ii) to control traffic movements into the factory and ensure alternative transport is
available when required,
iii) recruit suitable staff as runners between the Incident Controller and himself,
iv) when emergency is prolonged, arrange for relief of personnel and organize
refreshments / catering facilities,
v) carry out head counting after post emergency of the total factory personnel,
including customers, guest and any other persons enter in the factory before
emergency declared and count them, find out any missing personnel, if required
and report to the Emergency controller
Plant Engineering Services :
After getting the information or knowing about the emergency situation, he will report to
Incident Controller and provide assistance as required. He will ensure that adequate water
supply is made available at the Site He will arrange for electrical shut down from main
receiving station. These people should report to Incident Controller for directions.
EMERGENCY PERSONNEL'S RESPONSIBILITIES DURING NIGHT SHIFTS
AND HOLIDAYS.
1. Shift Supervisor:
i) As soon as he becomes aware of the emergency and its location, he will
proceed to the scene. On arrival, he shall assess the scale of the incident
and direct the operations for containment or extinguishment with the
following priorities:
a) secure the safety of persons. This may require evacuation to the
assembly points (gate). In the event of escape of material if the
wind direction is adverse, choose appropriate assembly point,
b) try to minimise damage to plant, property and the environment,
c) prevent spreading of gas and damage to the outside premises,

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
d) minimise loss of materials; and
e) have regard to the need for preserving evidence that may facilitate
enquiry later on.
ii) arrange to inform Site Controller, Incident Controller. Also call for other
personnel till Site Controller / Incident Controller arrives,
iii) act as Incident Controller till his arrival,
iv) advise local Police/Fire stations/Mutual aid members as deemed necessary.
v) after declaration of normal position and resume the routine activities by
Site controller/ Incident Controller then security guards open the gates.
Before that the total head counting exercise will be carried out and tally
with earlier situation.
EMERGENCY CONTROL CENTRE (ECC)
Location :Near main gate
Internal telephone no : 8888169991
External telephone no. : 02164- 264377
METHOD OF REPORTING EMERGENCY
The person who first detects fire, toxic gas leakage, explosion at any hazardous locations
should follow the procedure as below:
Raise the emergency whelming alarm provided nearby the installation.
(a) OR Telephone to CEO / SITE CONTROLLER / production supervisor
(b) Give information about the Incident in brief to Incident /Site Controller.
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
(c) Try to control the fire, leakages by available means.
On receiving the information of the Site/ Incident controller the fire crew should rush to the
Incident Site with fire extinguishers / water supply arrangement and assess the magnitude of
situation and try to control the situation. The ECC acts as focal point in case of an
emergency from where the operations to handle the emergency are directed and co-ordinate.
It is equipped with Site plan, external and internal telephone numbers and connections,
hospital telephone numbers etc. The public address system such as loud speaker, list of
chemical and hazardous substances and their safety data sheets are available at ECC.
TASK FORCE PERSONNEL :
The trained fire personnel are available for handling the fire emergency situation in each
shift-wise. The task force will consist of the following:
(a) Trained fire squad members
(b) Trained first aid personnel
(c) Elect. and Maint. Staff and workers on duty
(d) Conservancy /salvage personnel
Duties of Task Force:
a) Fire Fighting
b) Emergency engineering work i.e. isolating equipment and process materials.
Transfer the respective chemicals tank to stand by storage tank with proper
precautions by avoiding any leakages of the chemicals in the vicinity. Check the
water sprinkler systems to cool the storage tank effectively in case of emergency.
Provide the ample water for fire fighting to see the efficacy of the water supply
pump.
c) Arrange the required PPE and fire extinguishers to the emergency team
d) Movement of equipments/ hazardous materials to or from the scene of the
Incident
e) Provision of first aid and shifting to nearest safe location and followed to nearest
M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
dedicated hospital as per the instruction of Site Controller.
f) Acting as runners, manning assembly points and communication centers
g) Carry out the assessment of damages and clear the site after post emergency.
EMERGANCY ASSEMBLY POINTS :
In case of emergency, employees of the company, contractors, and visitors will assemble as
per the direction. A list updated for employees shift-wise is made available so that roll call
could be taken.
Emergency assembly point is-
Near main security gate.
Near Utility block.
MOCK DRILLS :
The effectiveness of emergency preparedness is verified by conducting mock drills
regularly & to create awareness in the minds of employees. Mock drills are
conducted at material storage areas and process plant etc.
DETAILS OF COMMUNICATION FACILITIES AVAILABLE DURING AND THOSE
REQUIRED FOR AN OFF-SITE EMERGENCY
The success of any emergency management preparedness/plan will depend entirely on
how well and how timely was the communication. More effective the communication
system better will be the outcome and more effective implementation of the emergency
management plan. It is vital for gathering information, for overall coordination and for
passing timely information. Company is having all communication facilities so that
messages can be sent immediately such as external telephones, mobile set etc.
PROCEDURE TO HANDLE OFF SITE EMERGENCY OCCURRENCE :

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
Incident Controller should immediately act to safeguard the plant and inform to the
Site Controller about the emergency arising due to outside emergency occurrence for quick
help.
If required help from outside, Site Controller with the help of telephone services will
arrange outside agency. In the meantime, the Incident Controller should tackle and control
the situation with the help of taskforce.
DETAILS OF FIRE FIGHTING AND OTHER FACILITIES AVAILABLE.
Fire extinguisher plan is displayed at entrance of each shop and also at ECC.
Emergency chemical handling information is kept at ECC.
Personal Protective Equipments (PPE) such as SCBA and gas mask are kept at ECC.
Required respective chemical antidotes are stored at ECC.
DETAILS OF FIRST AID AND HOSPITAL SERVICES AVAILABLE AND ITS
ADEQUACY.
Satyam Petrochemicals has adequately trained first-aid staff with necessary material and
equipment to handle all kinds of emergencies. It has following features.
1) Well-equipped first-aid materials and experienced staff.
2) First aid services are available on all working days.
3) There is list of nominated doctor and medical assistant to get services during
emergency. Medical practitioners are well aware of the treatment of chemical injuries
and their ill-health symptoms. Routine as well as emergency medicines are available
for the treatment of injuries at prescribed hospitals.
4) Emergency first-aid box duly equipped are available to deal with on-site cases in case
emergency arises. ECC is equipped with first aid boxes with necessary first aid

M/s Satyam Petrochemicals
Sadekar Enviro Engineers Pvt. Ltd
material. The material is replenished as and when required.
5) The Management has recognized few hospitals near / around area for further
treatment of surgical, medical, orthopedic, hand surgery emergencies.