ndt activities in additive manufacturing - twi-global.com · defects for in-process intra-layer...
TRANSCRIPT

Copyright © TWI Ltd 2015
Additive Manufacturing Seminar
24th September 2015
NDT Activities in Additive Manufacturing
Dr Dimos Liaptsis Principal Project Leader
TWI Technology Centre (Wales)

Copyright © TWI Ltd 2015
1. Pulsed laser generates surface waves.
2. Detection beam reflects off surface to record surface displacement information.
3. Interferometer compares the reflected beam with a reference beam.
4. AC signal output gives surface displacement as a function of time (A-scan).
Generation
Beam
Detection
Beam Surface waves
LUT introduction
Laser Ultrasonic Testing:

Copyright © TWI Ltd 2015
MN Ahsan, AJ Pinkerton & R Bradley (2011)
Background
• Known defects are very difficult to produce in LMD structures
• Was not possible to produce such defects for in-process
Intra-layer porosity:
Copyright © TWI Ltd 2015
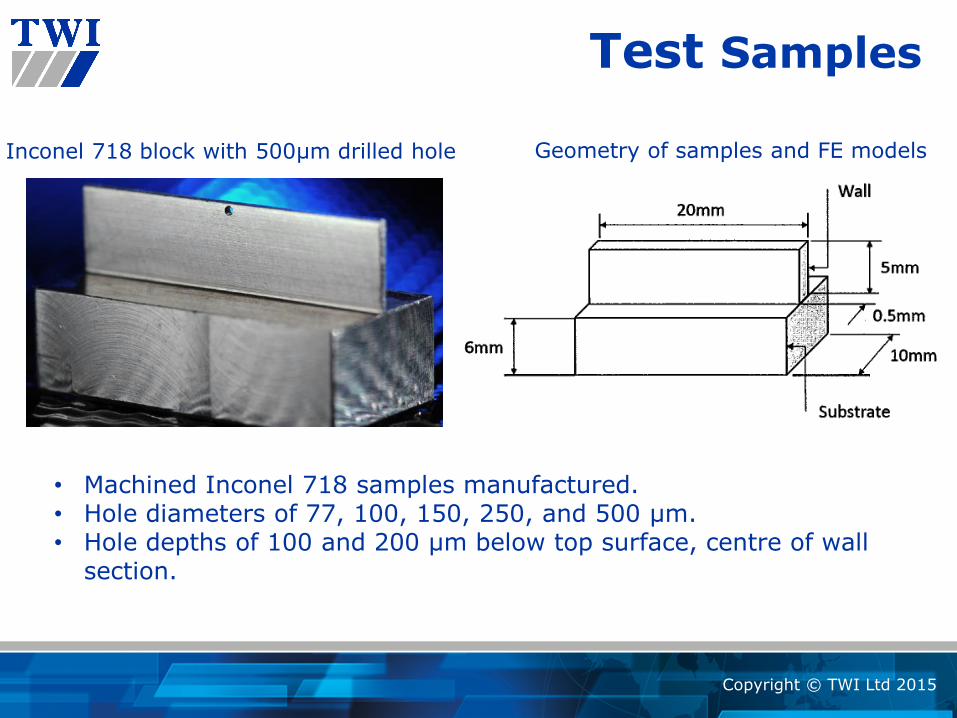
Test Samples
Inconel 718 block with 500μm drilled hole Geometry of samples and FE models
• Machined Inconel 718 samples manufactured. • Hole diameters of 77, 100, 150, 250, and 500 μm. • Hole depths of 100 and 200 μm below top surface, centre of wall
section.

Copyright © TWI Ltd 2015
Testing Technique
Detection Generation
A ‘full-scan’ method was employed in order to detect sub-surface voids using Rayleigh waves:
• The generation laser is focused at x = 2 mm. • Surface displacement is measured every 1 mm, with the detection
laser focused at points from x = 3 mm to x = 18 mm. • The generation laser is moved along 1 mm and the detection process
repeated. • This continues until the generation laser is at x = 17 mm. • 136 A-scans acquired per sample.
Changes in surface displacement and Rayleigh wave frequency were investigated to look for indications of: • Void presence • Void size • Void depth
x = 0 mm x = 20 mm

Copyright © TWI Ltd 2015
Equipment & Set-Up
Generation laser: 1064 nm Nd:YAG 8 ns pulse 6.25 MW power Detection laser: 532nm Nd:YAG Constant wave 500 mW power
Focal lengths from 50 to 150 mm
Spot focus (700) μm or line focus (200 μm)
IOS wave-mixing interferometer with surface displacement sensitivity 4x10-7 nm (W/Hz)1/2
Oscilloscope measures intensity or ‘quality’ of reflected beam.
PC with LaserScan software records A-scans.
(a) generation, (b) detection, (c) samples
Copyright © TWI Ltd 2015
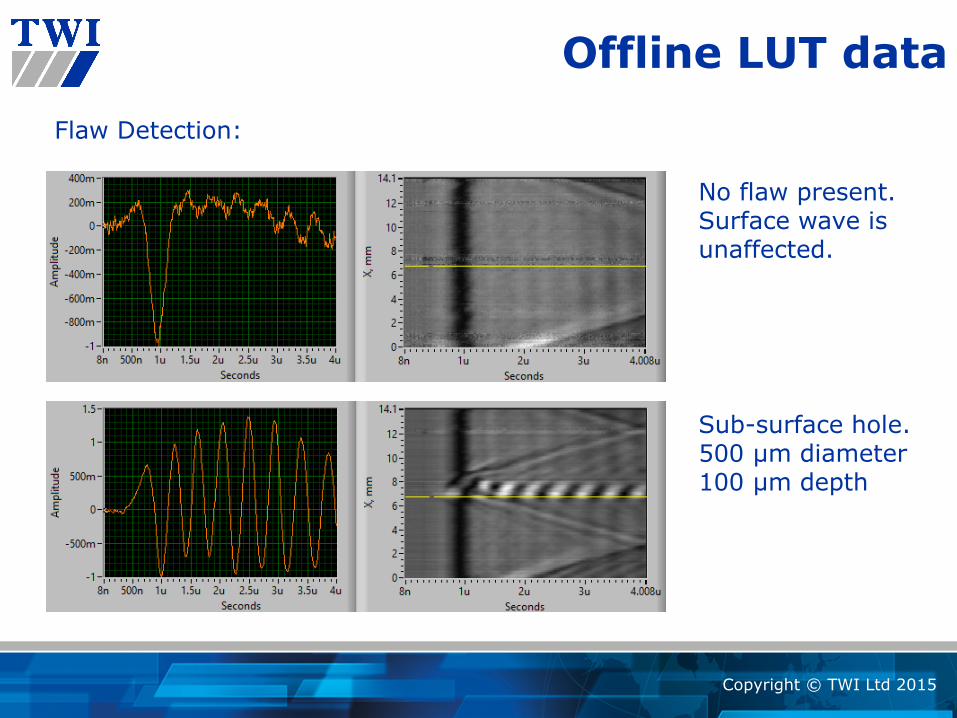
No flaw present. Surface wave is unaffected.
Sub-surface hole. 500 µm diameter 100 µm depth
Offline LUT data
Flaw Detection:

Copyright © TWI Ltd 2015
In-situ laser UT

Copyright © TWI Ltd 2015
Introduction
In-Process Inspection of LMD-p Manufacturing.

Copyright © TWI Ltd 2015
In-situ field trials
Proposed Set-up for In-Process NDT:
Deposition Laser UT
Copyright © TWI Ltd 2015
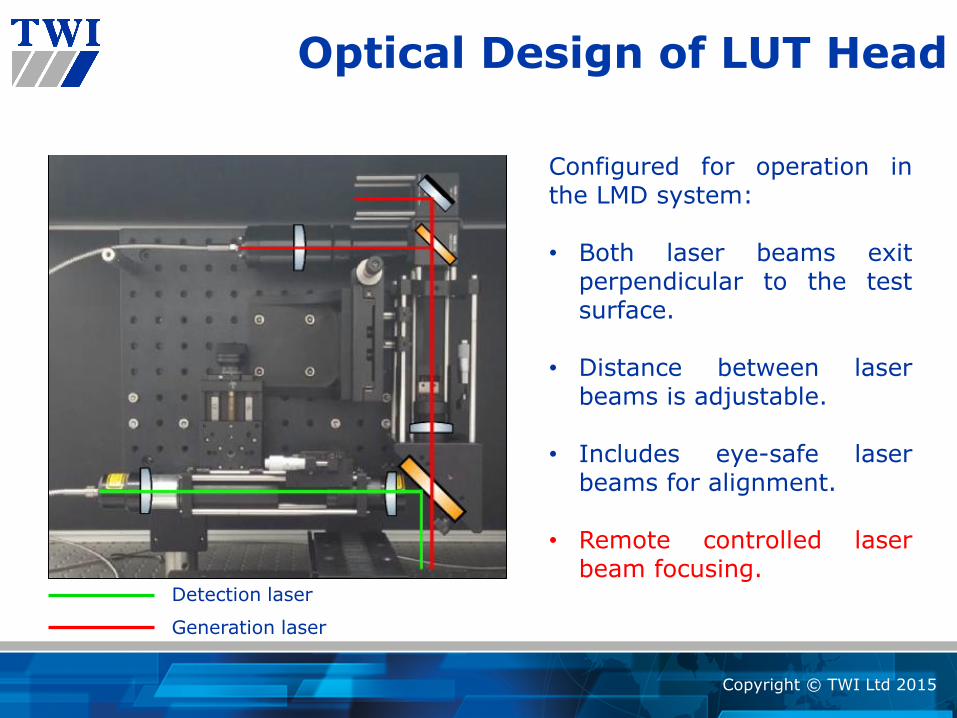
Configured for operation in the LMD system: • Both laser beams exit
perpendicular to the test surface.
• Distance between laser beams is adjustable.
• Includes eye-safe laser
beams for alignment.
• Remote controlled laser beam focusing.
Optical Design of LUT Head
Detection laser
Generation laser

Copyright © TWI Ltd 2015
Detail of LUT head
Copyright © TWI Ltd 2015
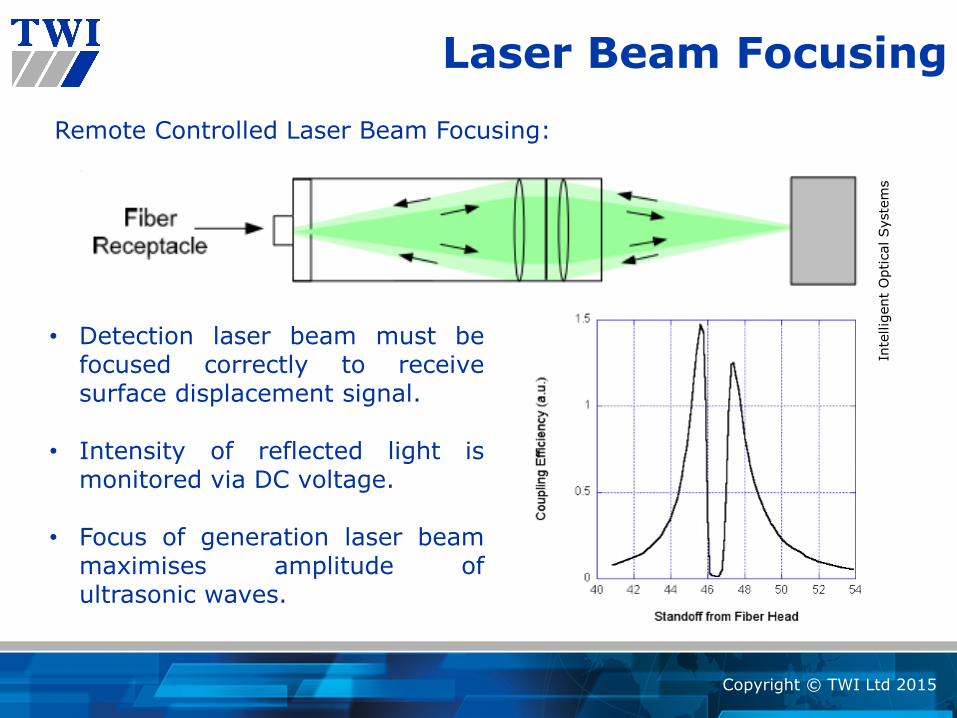
Laser Beam Focusing
Remote Controlled Laser Beam Focusing:
Inte
llig
ent
Optical Syste
ms
• Detection laser beam must be focused correctly to receive surface displacement signal.
• Intensity of reflected light is
monitored via DC voltage.
• Focus of generation laser beam maximises amplitude of ultrasonic waves.

Copyright © TWI Ltd 2015
Laser Safety Requirements

Copyright © TWI Ltd 2015
Preparing the LMD Platform

Copyright © TWI Ltd 2015
Mounting the NDT Optical Head
:

Copyright © TWI Ltd 2015
Placement of NDT Equipment
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers
1. Laser for generation of ultrasound
2. Water-cooling and control
3. Laser for detection of ultrasound
4. Interferometer
5. Motors and controllers

Copyright © TWI Ltd 2015
In-situ NDT on Circular Wall
17.5 mm/s
140 mm

Copyright © TWI Ltd 2015
Results & Analysis
Limited Dynamic Performance:
4 mm/s
2 mm/s

Copyright © TWI Ltd 2015
Results & Analysis
8 mm/s
6 mm/s
Limited Dynamic Performance:

Copyright © TWI Ltd 2015
Results & Analysis
10 mm/s
Stepped
Limited Dynamic Performance:

Copyright © TWI Ltd 2015
Results & Analysis
Wave-Mixing Interferometry:
Dynamic performance limited by: • Type of crystal (depends on wavelength of laser beam)
• Power available for reference laser beam

Copyright © TWI Ltd 2015
Results & Analysis
Improving Dynamic Performance:
• AC/DC is measure of signal stability
• Increased power gives better stability at higher speeds
• Different crystal type also contributes

Copyright © TWI Ltd 2015
Results & Analysis
Environmental Noise:
Copyright © TWI Ltd 2015
Summary
• LUT head designed and installed in LMD system
• Safety requirements taken into account
• In-process inspection tested on a single geometry
• Capabilities and limitations of detection equipment verified
• Knowledge gained for future research

Copyright © TWI Ltd 2015
CT of AM parts

Copyright © TWI Ltd 2015
CT of an SLM Acoustic Suppressor
• Development of a novel Selective Laser Melting (SLM) noise suppressor
• Designed using analysis computation fluid dynamics
• CT used to verify build quality

Copyright © TWI Ltd 2015
CT images of an Acoustic Suppressor
Very good construction

Copyright © TWI Ltd 2015
CT of TiAl Alloy LMD Samples
• Development of a strengthened materials for the aerospace applications using Laser Metal Deposition
• Part of European Commission FP7 funded project, ‘Oxigen’