new solid carbide end mills with multiple internal coolant ...feed rate:53.1 ipm (.003 ipt)...
TRANSCRIPT
B171A
VFMHVCHVFMHVRBCHVFSFPRCH
VF6MHVCHVF6MHVRBCHVF6SVRCH
VF8MHVCHVF8MHVRBCH
IMPACT MIRACLE end mill with multiple internal through coolant holes
New solid carbide end mills with multipleinternal coolant holes for high efficiencymachining of difficult to cut materials.
SeriesCoolStar
2011.9 Update

1 1
y
IMPACT MIRACLE end mill with multiple internal through coolant holesEND MILLS
SeriesCoolStarVFMHVCHVFMHVRBCHVFSFPRCH
VF6MHVCHVF6MHVRBCHVF6SVRCH
VF8MHVCHVF8MHVRBCH
VFMHVCH VFMHVRBCH
VFSFPRCH
VF6MHVCH VF6MHVRBCH
VF8MHVCH VF8MHVRBCH
VF6SVRCH
aWide selection
Features
IMPACT MIRACLE coating
Multiple internal coolant holes
Unique flute geometryHigh rigidity substrate
The multiple internal through coolant system is used for improved welding resistance.The spiral arrangement of the coolant holes enables a wide range of machining applications.Especially suitable for machining difficult-to-cut materials, offering stable machining.
Flute geometry with excellent chip disposal properties for high efficiency machining. Carbide substrate with
excellent fracture resistanceallows longer tool life.
Excellent heat resistance gives long tool life even when machining difficult-to-cut materials.
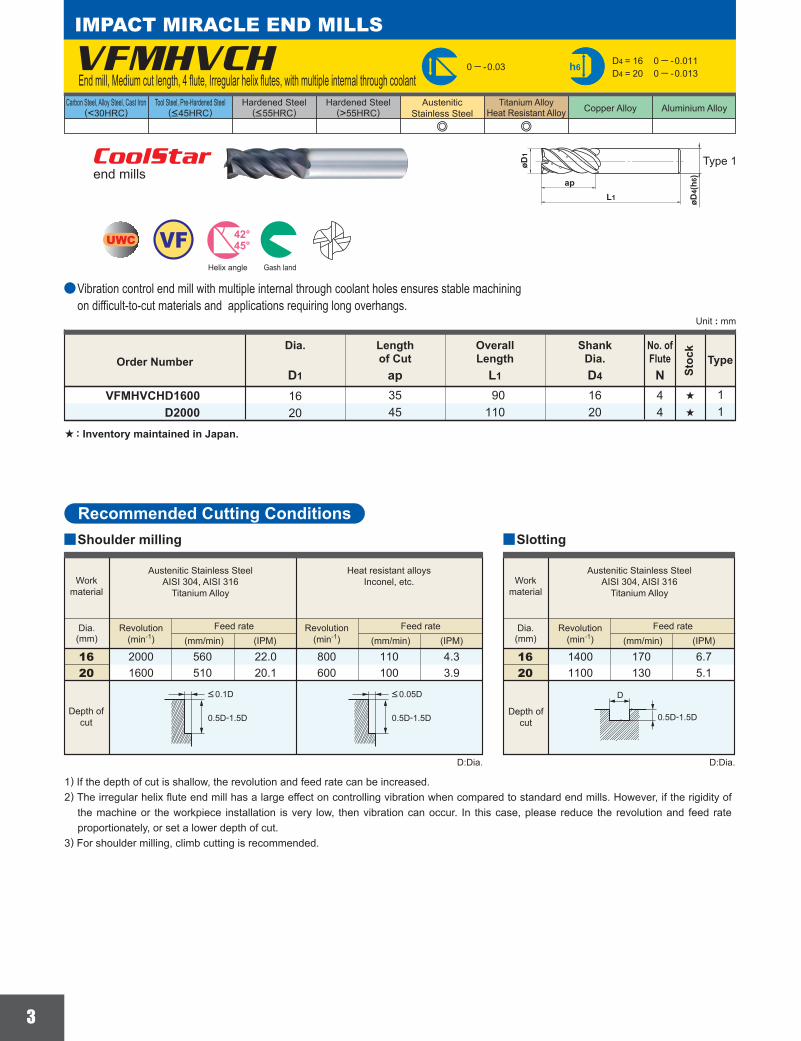
End mill, Medium cut length,4 flute, Irregular helix flutes, with multiple internal through coolant
ø16mm, ø20mm
ø16mm, ø20mm
ø16mm, ø20mmø16mm, ø20mm
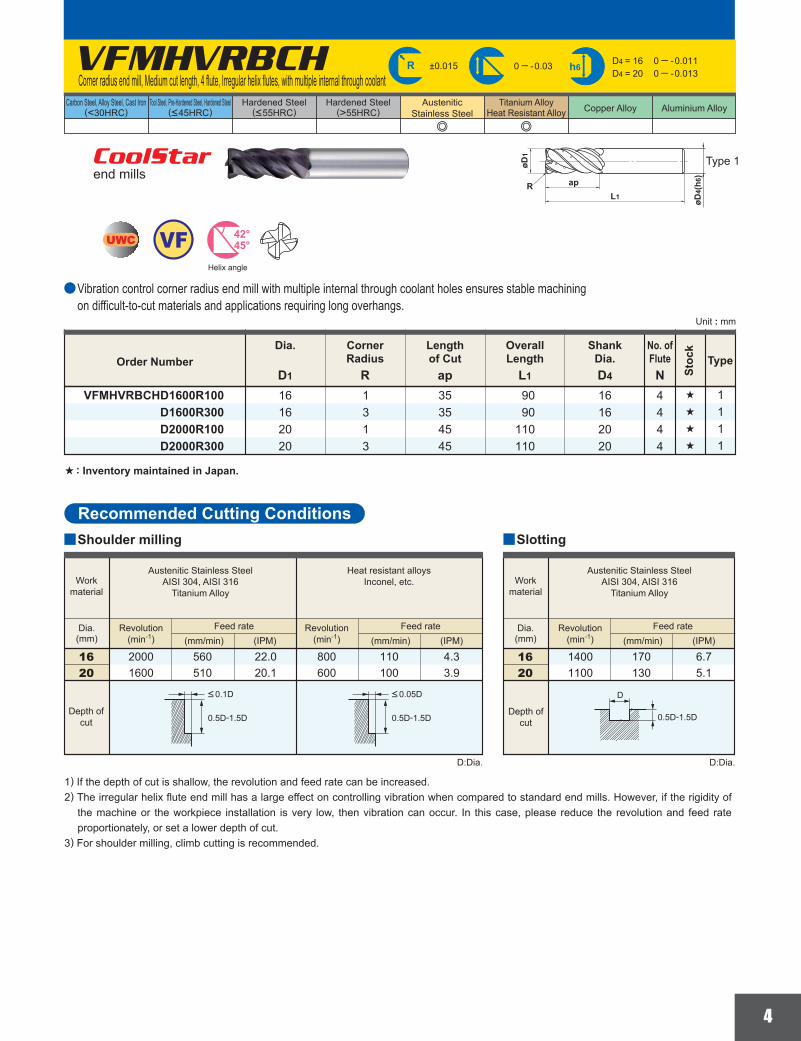
Corner radius end mill, Medium cut length, 4 flute,Irregular helix flutes, with multiple internal through coolant
ø16mm(2 options), ø20mm(2 options)
ø16mm(2 options), ø20mm(2 options)
ø10mm(2 options), ø12mm(2 options)ø16mm(2 options), ø20mm(2 options)
Roughing end mill, Short cut length, 4 flute,with multiple internal through coolant
End mill, Medium cut length, 6 flute, Irregular helix flutes, with multiple internal through coolant
ø10mm, ø12mmø16mm, ø20mm
Corner radius end mill, Medium cut length, 6 flute, Irregular helix flutes, with multiple internal through coolant
End mill, Medium cut length, 8 flute, Irregular helix flutes, with multiple internal through coolant
Corner radius end mill, Medium cut length, 8 flute, Irregular helix flutes, with multiple internal through coolant
Roughing end mill, Short cut length, 6 flute, Irregular helix flutes, with multiple internal through coolant
*Contact Mitsubishi Materials for special geometries other than our standard products.
2
y
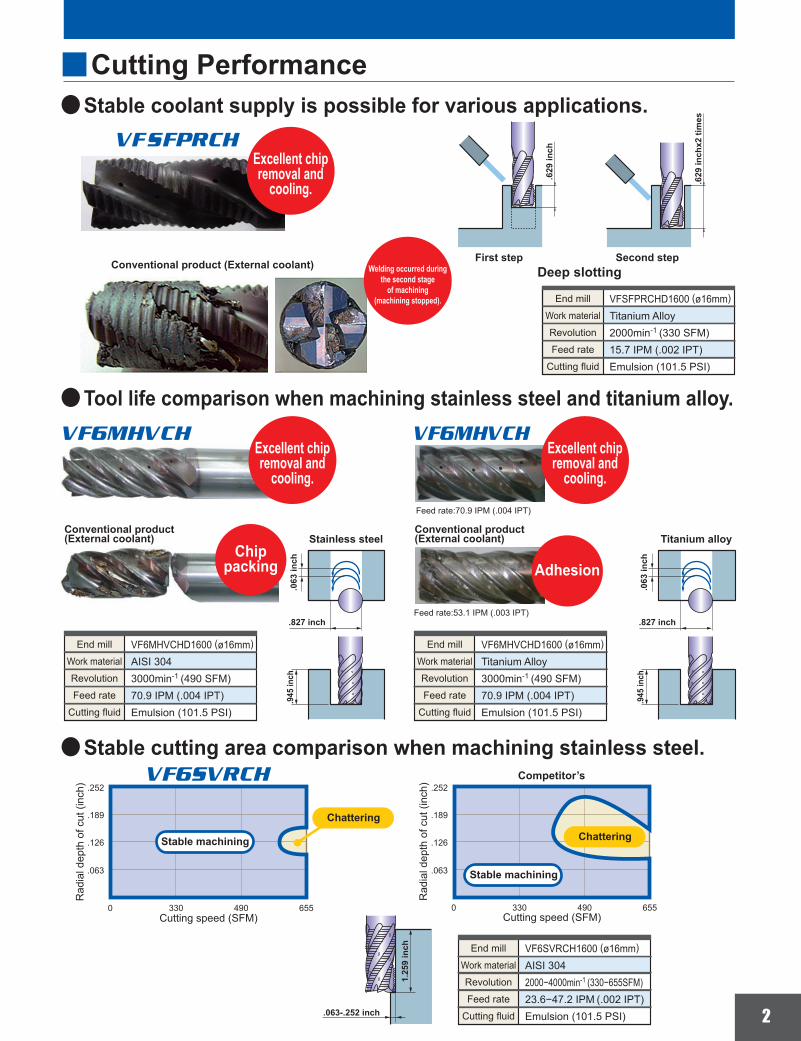
VFSFPRCHD1600 (ø16mm)
2000min-1 (330 SFM)15.7 IPM (.002 IPT)
VF6MHVCHD1600 (ø16mm)
AISI 3043000min-1 (490 SFM)70.9 IPM (.004 IPT)
VFSFPRCH
VF6MHVCH VF6MHVCH
VF6MHVCHD1600 (ø16mm)
3000min-1 (490 SFM)70.9 IPM (.004 IPT)
VF6SVRCH1600 (ø16mm)
AISI 3042000−4000min-1 (330−655SFM)23.6−47.2 IPM (.002 IPT)
.063
330 490 655
.126
.189
.252
3300 0 490 655
VF6SVRCH
.063
.126
.189
.252
.629
inch
.063
inch
.827 inch .827 inch
.945
inch
.063
inch
.063-.252 inch
.945
inch
1.25
9 in
ch
Cutting Performance
Excellent chipremoval and
cooling.
Chippacking Adhesion
Welding occurred duringthe second stage
of machining(machining stopped).
aStable coolant supply is possible for various applications.
aStable cutting area comparison when machining stainless steel.
aTool life comparison when machining stainless steel and titanium alloy.
Conventional product (External coolant)
End mill
Work material
Revolution
Feed rate
Cutting fluid
End mill
Work material
Revolution
Feed rate
Cutting fluid
First step Second stepDeep slotting
.629
inch
x2 ti
mes
End mill
Work material
Revolution
Feed rate
Cutting fluid
End mill
Work material
Revolution
Feed rate
Cutting fluid
Feed rate:70.9 IPM (.004 IPT)
Feed rate:53.1 IPM (.003 IPT)
Chattering
Stable machining Chattering
Stable machining
Excellent chipremoval and
cooling.
Excellent chipremoval and
cooling.
Stainless steel Titanium alloy
Cutting speed (SFM)
Rad
ial d
epth
of c
ut (i
nch)
Cutting speed (SFM)
Rad
ial d
epth
of c
ut (i
nch)
Competitor’s
Emulsion (101.5 PSI)
Emulsion (101.5 PSI)
Titanium Alloy
Emulsion (101.5 PSI)
Emulsion (101.5 PSI)
Titanium Alloy
Conventional product(External coolant)
Conventional product(External coolant)
3
y y
1620
800600
20001600
560510
22.020.1
1620
110100
4.33.9
170130
6.75.1
14001100
VFMHVCH
a
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
ee
0 ─ -0.03
1620
44
s
s
D1 ap L1 D4 N11
VFMHVCHD1600 D2000
1620
3545
90110
D
UWC VF 42°45°
h6
øD1
apL1 øD
4(h6
)
Shoulder milling Slotting
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.1D <0.05D
0.5D-1.5D 0.5D-1.5D
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately, or set a lower depth of cut.
3) For shoulder milling, climb cutting is recommended.
Recommended Cutting Conditions
IMPACT MIRACLE END MILLS
Type 1
Gash landHelix angle
End mill, Medium cut length, 4 flute, Irregular helix flutes, with multiple internal through coolant
Vibration control end mill with multiple internal through coolant holes ensures stable machining on difficult-to-cut materials and applications requiring long overhangs.
Unit : mm
end millsCoolStar
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy(<30HRC)
TypeDia.
Order NumberLengthof Cut
OverallLength
ShankDia.
No. ofFlute
Stoc
k
: Inventory maintained in Japan.s
4
a
±0.015VFMHVRBCH
VFMHVRBCHD1600R100 D1600R300 D2000R100 D2000R300
16162020
35354545
9090
110110
16162020
1313
4444
s
s
s
s
N1111
apD1 L1 D4R
0 ─ -0.03
ee
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
y y
1620
800600
20001600
560510
22.020.1
1620
110100
4.33.9
170130
6.75.1
14001100
R
UWC VF 42°45°
øD1
apL1
R
øD4(
h6)
h6
D
Helix angle
Type 1
Vibration control corner radius end mill with multiple internal through coolant holes ensures stable machining on difficult-to-cut materials and applications requiring long overhangs.
Corner radius end mill, Medium cut length, 4 flute, Irregular helix flutes, with multiple internal through coolant
end millsCoolStar
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately, or set a lower depth of cut.
3) For shoulder milling, climb cutting is recommended.
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel, Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
Unit : mm
TypeOrder NumberNo. ofFlute
Lengthof Cut
Dia. OverallLength
ShankDia.
CornerRadius
Stoc
k
: Inventory maintained in Japan.s
Recommended Cutting ConditionsShoulder milling Slotting
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.1D <0.05D
0.5D-1.5D 0.5D-1.5D
5
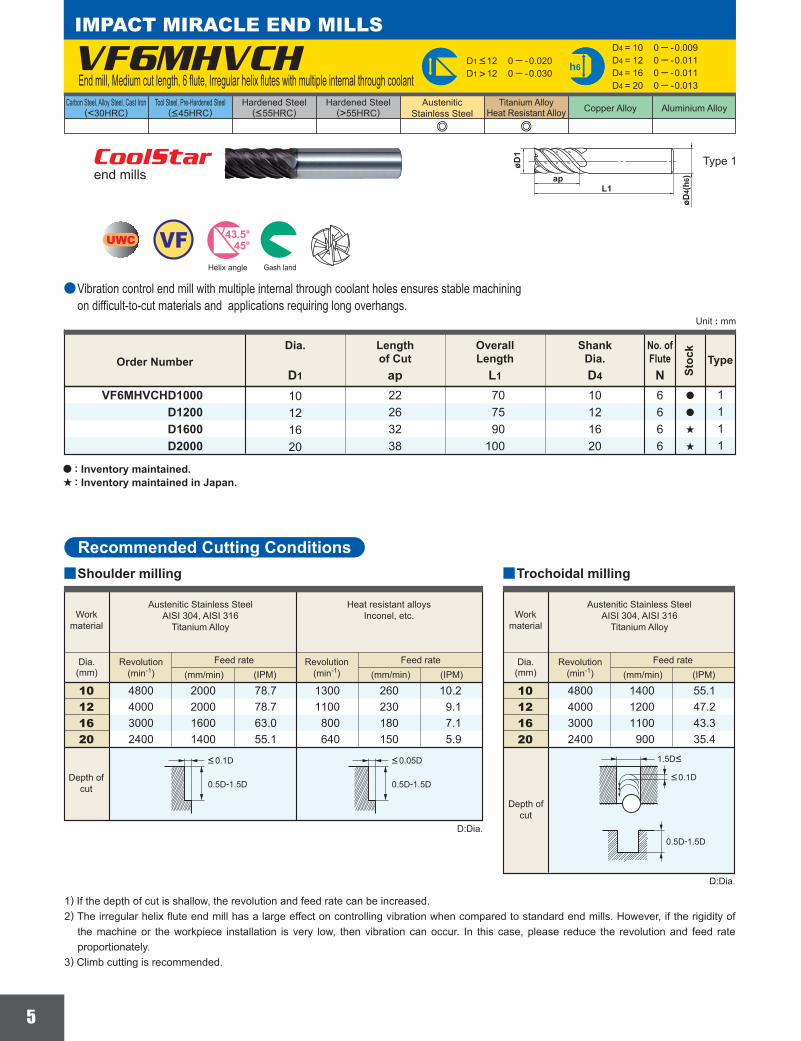
VF6MHVCH
10121620
6666
a
a
s
s
D1 ap L1 D4 N1111
VF6MHVCHD1000 D1200 D1600 D2000
10121620
22263238
707590
100
ee
a
0 ─ -0.0090 ─ -0.0110 ─ -0.0110 ─ -0.013
D4 = 10D4 = 12D4 = 16D4 = 20
0 ─ -0.0200 ─ -0.030
D1 <12D1 >12
y y
10121620
13001100
800640
4800400030002400
2000200016001400
78.778.763.055.1
10121620
260230180150
10.29.17.15.9
140012001100
900
55.147.243.335.4
4800400030002400
h6
UWC VF 43.5°45°
øD1
apL1
øD4(
h6)
IMPACT MIRACLE END MILLS
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately.
3) Climb cutting is recommended.
end millsCoolStar
<0.1D
1.5D<
0.5D-1.5D
End mill, Medium cut length, 6 flute, Irregular helix flutes with multiple internal through coolant
Type 1
Gash landHelix angle
Vibration control end mill with multiple internal through coolant holes ensures stable machining on difficult-to-cut materials and applications requiring long overhangs.
Unit : mm
: Inventory maintained.: Inventory maintained in Japan.
a
s
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
TypeDia.
Order NumberLengthof Cut
OverallLength
ShankDia.
No. ofFlute
Stoc
k
Recommended Cutting ConditionsShoulder milling Trochoidal milling
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.1D <0.05D
0.5D-1.5D
6
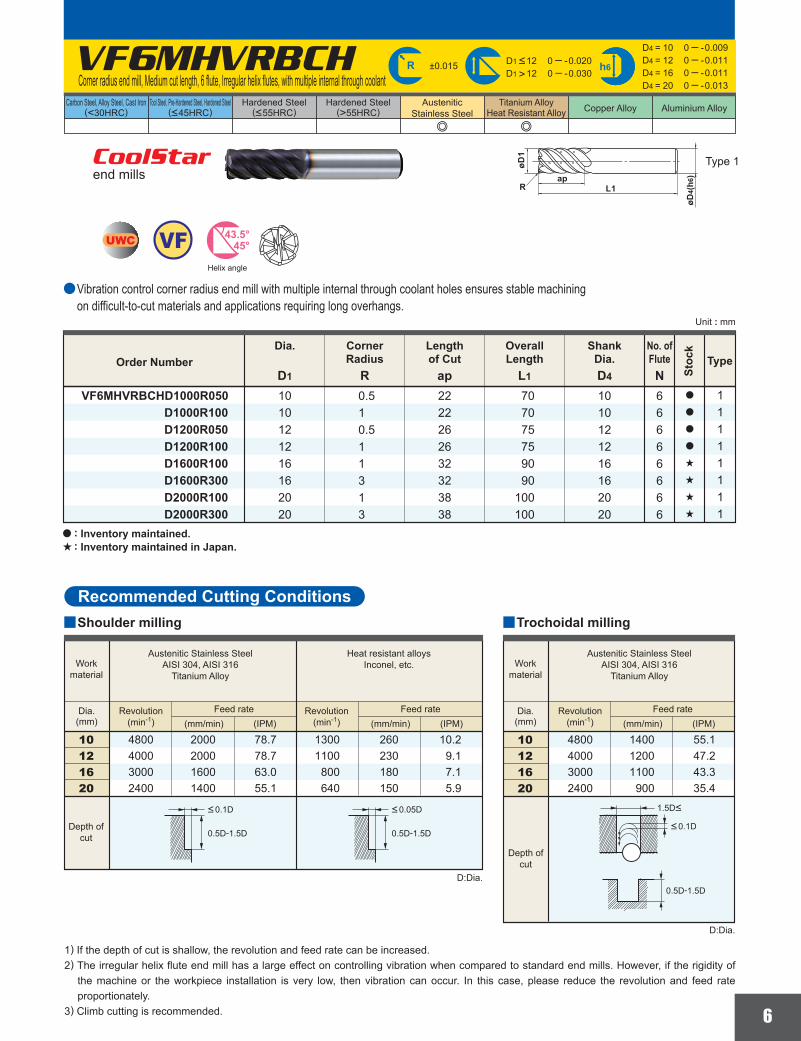
VF6MHVRBCH
a
VF6MHVRBCHD1000R050 D1000R100 D1200R050 D1200R100 D1600R100 D1600R300 D2000R100 D2000R300
1010121216162020
2222262632323838
707075759090
100100
1010121216162020
0.510.511313
66666666
a
a
a
a
s
s
s
s
N11111111
apD1 L1 D4R
ee
±0.015 0 ─ -0.0200 ─ -0.030
D1 <12D1 >12
0 ─ -0.0090 ─ -0.0110 ─ -0.0110 ─ -0.013
D4 = 10D4 = 12D4 = 16D4 = 20
y y
10121620
13001100
800640
4800400030002400
2000200016001400
78.778.763.055.1
10121620
260230180150
10.29.17.15.9
140012001100
900
55.147.243.335.4
4800400030002400
UWC VF 43.5°45°
R h6
øD1
apL1R
øD4(
h6)
Corner radius end mill, Medium cut length, 6 flute, Irregular helix flutes, with multiple internal through coolant
Vibration control corner radius end mill with multiple internal through coolant holes ensures stable machining on difficult-to-cut materials and applications requiring long overhangs.
Type 1
Helix angle
: Inventory maintained.: Inventory maintained in Japan.
a
s
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel, Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
Unit : mm
TypeOrder NumberNo. ofFlute
Lengthof Cut
Dia. OverallLength
ShankDia.
CornerRadius
Stoc
k
end millsCoolStar
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately.
3) Climb cutting is recommended.
Recommended Cutting Conditions
<0.1D
1.5D<
0.5D-1.5D
Shoulder milling Trochoidal milling
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.1D <0.05D
0.5D-1.5D
7
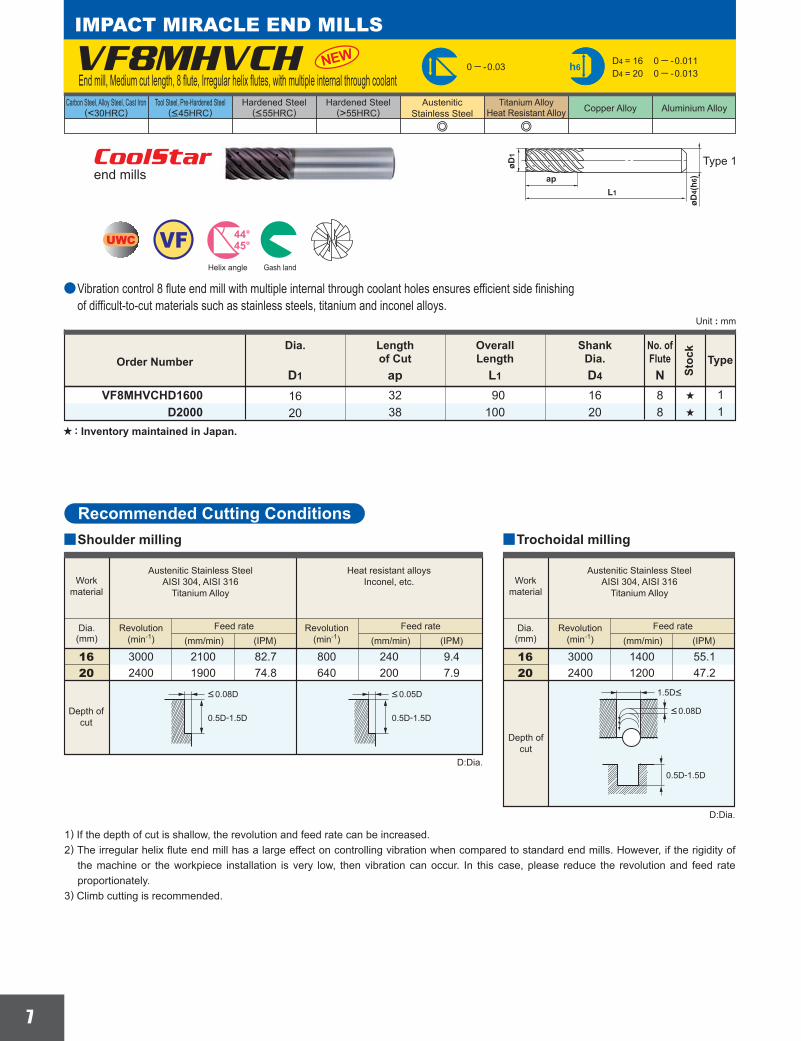
VF8MHVCH
1620
88
s
s
D1 ap L1 D4 N11
VF8MHVCHD1600 D2000
1620
3238
90100
NEW
ee
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
0 ─ -0.03
a
y y
1620
800640
30002400
21001900
82.774.8
1620
240200
9.47.9
14001200
55.147.2
30002400
h6
UWC VF 44°45°
L1
ap
øD4(
h6)
øD1
IMPACT MIRACLE END MILLS
End mill, Medium cut length, 8 flute, Irregular helix flutes, with multiple internal through coolant
Type 1
Gash landHelix angle
Vibration control 8 flute end mill with multiple internal through coolant holes ensures efficient side finishing of difficult-to-cut materials such as stainless steels, titanium and inconel alloys.
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately.
3) Climb cutting is recommended.
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
Unit : mm
: Inventory maintained in Japan.s
TypeDia.
Order NumberLengthof Cut
OverallLength
ShankDia.
No. ofFlute
Stoc
k
Recommended Cutting Conditions
end millsCoolStar
<0.08D
1.5D<
0.5D-1.5D
Shoulder milling Trochoidal milling
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.08D <0.05D
0.5D-1.5D
8
a
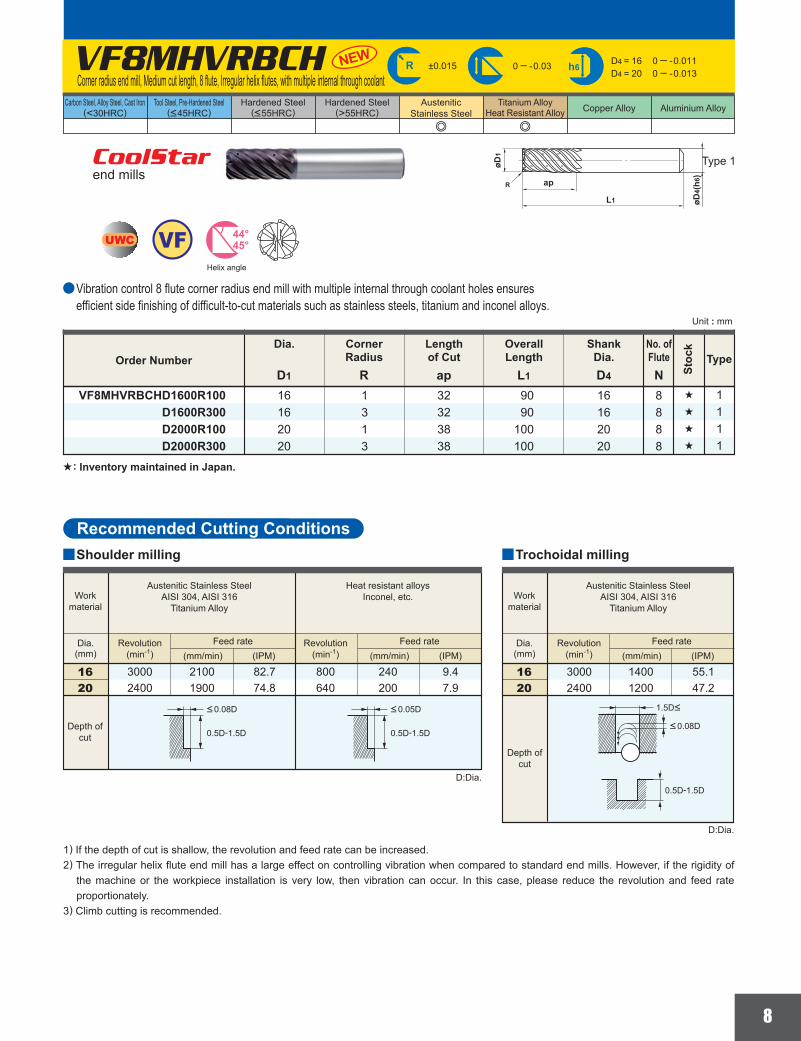
VF8MHVRBCH
VF8MHVRBCHD1600R100 D1600R300 D2000R100 D2000R300
16162020
32323838
9090
100100
16162020
1313
8888
s
s
s
s
N1111
apD1 L1 D4R
NEW±0.015 0 ─ -0.03
ee
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
y y
1620
800640
30002400
21001900
82.774.8
1620
240200
9.47.9
14001200
55.147.2
30002400
R h6
UWC VF 44°45°
øD4(
h6)
apR
L1
øD1
Vibration control 8 flute corner radius end mill with multiple internal through coolant holes ensures efficient side finishing of difficult-to-cut materials such as stainless steels, titanium and inconel alloys.
Helix angle
Type 1
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately.
3) Climb cutting is recommended.
s
Unit : mm
: Inventory maintained in Japan.
TypeOrder NumberNo. ofFlute
Lengthof Cut
Dia. OverallLength
ShankDia.
CornerRadius
Stoc
k
Corner radius end mill, Medium cut length, 8 flute, Irregular helix flutes, with multiple internal through coolant
Recommended Cutting Conditions
end millsCoolStar
<0.08D
1.5D<
0.5D-1.5D
Shoulder milling Trochoidal milling
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.08D <0.05D
0.5D-1.5D
9
a
VFSFPRCH
s
s
D1 ap L1 D4 NVFSFPRCHD1600 D2000
1620
3338
90100
1620
44
11
ee
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
y y
1620
800600
12001000
300300
11.811.8
1620
110100
4.33.9
10080
3.93.1
800600
UWC VF 30°
øD1
ap
L1 øD4(
h6)
h6
D
IMPACT MIRACLE END MILLS
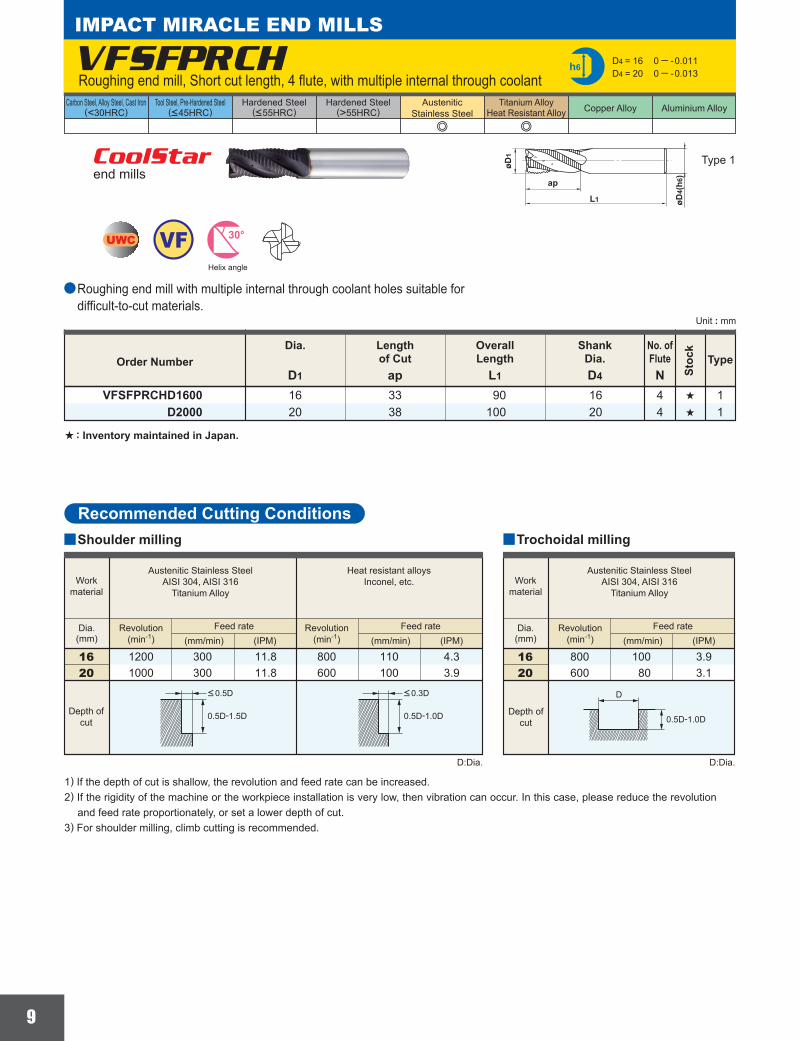
Roughing end mill with multiple internal through coolant holes suitable fordifficult-to-cut materials.
Unit : mm
TypeDia.
Order NumberLengthof Cut
OverallLength
ShankDia.
No. ofFlute
Type 1
Helix angle
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
: Inventory maintained in Japan.
Stoc
k
s
Roughing end mill, Short cut length, 4 flute, with multiple internal through coolant
end millsCoolStar
<0.5D
0.5D-1.5D
<0.3D
0.5D-1.0D 0.5D-1.0D
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) If the rigidity of the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution
and feed rate proportionately, or set a lower depth of cut.3) For shoulder milling, climb cutting is recommended.
Recommended Cutting ConditionsShoulder milling Trochoidal milling
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
materialWork
material
D:Dia.
Depth ofcut
Depth ofcut
Austenitic Stainless SteelAISI 304, AISI 316
Titanium Alloy
D:Dia.
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
Revolution(min-1)
Dia.(mm)
10
VF6SVRCH
s
s
D1 ap L1 D4 NVF6SVRCHD1600 D2000
1620
3338
90100
1620
66
11
y
ee
0 ─ -0.0110 ─ -0.013
D4 = 16D4 = 20
a
1620
800600
24002000
12001000
47.239.4
160140
6.35.5
h6
UWC VF
øD1
apL1
28.5°30°
øD4(
h6)
s
Roughing end mill, Short cut length, 6 flute, Irregular helix flutes, with multiple internal through coolant
Unit : mm
TypeDia.
Order NumberLengthof Cut
OverallLength
ShankDia.
No. ofFlute
Type 1
: Inventory maintained in Japan.
Stoc
k
Shoulder milling
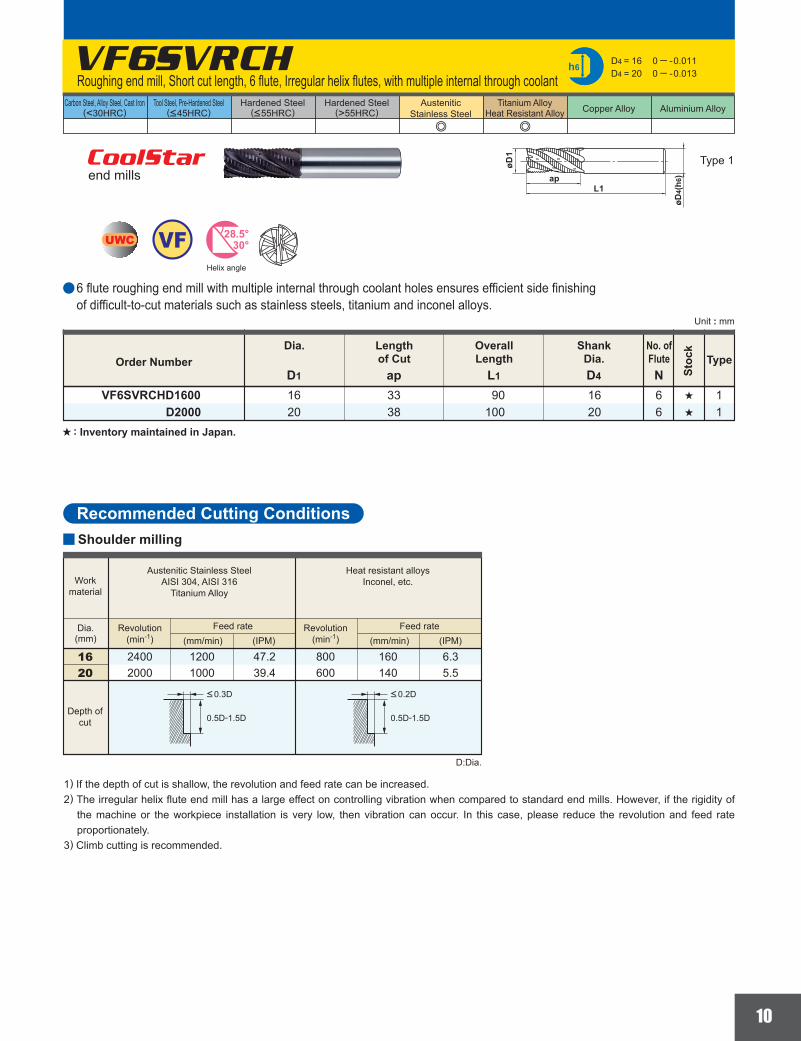
1) If the depth of cut is shallow, the revolution and feed rate can be increased.2) The irregular helix flute end mill has a large effect on controlling vibration when compared to standard end mills. However, if the rigidity of
the machine or the workpiece installation is very low, then vibration can occur. In this case, please reduce the revolution and feed rate proportionately.
3) Climb cutting is recommended.
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel Hardened Steel Hardened Steel(<30HRC) (<45HRC) (<55HRC) (>55HRC)
AusteniticStainless Steel
Titanium AlloyHeat Resistant Alloy Copper Alloy Aluminium Alloy
6 flute roughing end mill with multiple internal through coolant holes ensures efficient side finishing of difficult-to-cut materials such as stainless steels, titanium and inconel alloys.
Helix angle
end millsCoolStar
Recommended Cutting Conditions
Heat resistant alloysInconel, etc.
Austenitic Stainless SteelAISI 304, AISI 316
Titanium AlloyWork
material
D:Dia.
Depth ofcut
Revolution(min-1)
Feed rate(mm/min) (IPM)
Feed rate(mm/min) (IPM)
Revolution(min-1)
Dia.(mm)
0.5D-1.5D
<0.3D <0.2D
0.5D-1.5D

EXP-09-E097Printed in U.S.A. 03/12
LOS ANGELES HEAD OFFICE11250 Slater Avenue, Fountain Valley, CA 92708TEL : 714-352-6100 FAX : 714-668-1320
CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173TEL : 847-252-6300 FAX : 847-519-1732
TORONTO OFFICE6535, Millcreek Drive, Units, 63&64, Mississauga, Ontario L5N 2M2, CanadaTEL : 905-814-0240 FAX : 905-814-0245
MMC METAL DE MEXICO, S.A. DE C.V.Av. La Cañada No.16, Parque Industrial Bernardo Quintana,El Marques, Queretaro, CP76246, MexicoTEL : +52-442-221-6136 FAX : +52-442-221-6134
Customer Service : 800-523-0800Technical Service : 800-486-2341
URL :
VFMHVCH
VFMHVR
BCH
VF6MHVCH
VF6MHVR
BCH
VF8MHVCH
VF8MHVR
BCH
VFSFPR
CH
VF6SVR
CH
For Your SafetyaDon't handle inserts and chips without gloves. aPlease machine within the recommended application range and exchange expired tools with new ones in advance of breakage. aPlease use safety covers and wear safety glasses. aWhen using compounded cutting oils, please take fire precautions. aWhen attaching inserts or spare parts, please use only the correct wrench or spanner. aWhen using rotating tools, please make a trial run to check run-out, vibration and abnormal sounds etc.
IMPACT MIRACLE end millwith multiple internal through coolant holes
END MILLS
SeriesCoolStar