nika-siri® s-12® & s-12 db® uhmwpe ropes high strength, low weight, ... derive from the much...
TRANSCRIPT

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
USER’S MANUALNIKA-SIRI® S-12® & S-12 DB®
UHMWPE ROPES
USER’S MANUAL
REV 10.2 Page 1

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
NIKA-SIRI® S-12® & S-12 DB®
UHMWPE ROPES
The NIKA-SIRI® S-12® rope series are Ultra High Molecular Weight PolyethyleneRopes (UHMWPE) ropes* with the application of special coatings & procedures.
When compared to conventional fiber ropes and wire ropes, NIKA-SIRI® ropes haveextra high strength, low weight, superior fatigue, abrasion and UV resistance,flexibility, easy one-man handling and wire-like elongation characteristics. They arethe perfect replacement for wire ropes and are in service since more than 20 years
The application of coatings & heat setting procedures gives an enhanced structuralstability and an improved coefficient of friction, necessary for the optimum mooring& anchoring operations. Considerable annual savings for the ship-owner / operatorderive from the much faster mooring procedure with the use of the lightweight yetsteel-like strong UHMWPE NIKA-SIRI® S-12® ropes, with reduced maintenance costs,easy storage, zero human injuries, clean deck (free from grease) and highperformance.
HMPE fibers are known to have very low coefficient of friction and are veryslippery. The application of specially designed coatings is a standard procedure forthis highly advanced fiber which increases the coefficient of friction (in the cases ofun-jacketed ropes) and improves dramatically the behavior when used in capstans,winches etc. without affecting their performance. Special coating is also appliedduring the splicing procedure as an additional anti-slip factor in the case of un-jacketed ropes.
Finally, NIKA-SIRI® ropes have the lowest snap back reaction under load, which isan advantage in favor of the safety on board for the personnel working near theropes.
* Also known as: High Modulus Polyethylene (HMPE) or High PerformancePolyethylene (HPPE) ropes
REV 10.2 Page 2

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Brief description of manufacturing process
The manufacturing process follows ISO 9001:2008 quality system and includes thefollowing basic production steps:
The twisting level where the UHMWPE yarns are twisted in ringtwisting machines The stranding level includes the construction of the strands inspecial one-for-one stranding machines. The braiding of the rope is completed in the braiding level inHerzog’s braiding machines The rope undergoes a special coating / heat-setting process. After weighing of the final product and cutting of specimens forbreaking load testing, the eye splices are made in one or both ends Then follows the marking and packaging to give a complete finalproduct which is taken away for storage and/ortransport.
The NIKA-SIRI® ropes are produced and tested according to ISO 10325 (aswell as all the updated relevant general standards like ISO 9554, ISO2307 etc)
NIKA-SIRI® S-12 NIKA-SIRI® S-12 DB
NIKA-Spectra® S1000 PRISMA® SK-78 S-12
NIKA-SIRI® X-12
REV 10.2 Page 3

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Description of quality control arrangement
The product quality control involves the following qualitycontrol steps/procedures: Tenacity testing of the UHMWPE yarns. Yarn-To-Yarn abrasion test of the UHMWPEyarns UV resistance tests of the UHMWPE yarns Breaking strength testing of the rope yarns(twisted UHMWPE yarns) Breaking testing of rope specimens per batchorder.
Table 1. UHMWPE yarns technical information
Density 0,97 kg/dm3
Tenacity > 35gr/denElongation (at break) 3,50%
Melting point 145 0CUV resistance Excellent
Test graph showing the tensile strength of NIKA-SIRI® UHMWPE yarns
Hardware / deck preparation (When changing from steel wire to HMPE rope)
REV 10.2 Page 4

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Smooth / regrind all surfaces on deck and on equipment that were in contactwith steel wire rope to at least 300 microinch finish.
Repaint all surfaces on deck and on equipment that were in contact with steelwire rope.
Additional care: Cover the metal surfaces (of the chocks especially) with PES(or even better with UHMWPE material) chafe clothing for better protectionagainst abrasion.
Installation on a winch
Uncoiling from a coil: The coil must be free to rotate (vertically or horizontally) and
REV 10.2 Page 5

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
unwind the rope. Wind carefully the rope on the storage drum using an appropriatedevice. Apply a small reference tension but mind the tension as well as the speed level toavoid the generation of excessive heat due to friction/abrasion. The first wraps must be astight and firm as possible to avoid the slipping down of the wraps from the top of the coil.
See figure 1 & 2
Uncoiling from a reel: The reel must be free to rotate (vertically or horizontally) andunwind the rope from the top of the reel.The first layer must be wound on as close as possible. The next layers should be stacked onthe valleys of the previous layer (as shown in the picture) or in a crossed over manner.NEVER stack a layer exactly above the previous one.
See figure 1 & 2
Figure 1
Figure 2
REV 10.2 Page 6

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Be careful of the twist (kink) that may be introduced to the rope while winding iton the winch. Studies have proved that loss of strength amounts to 7% per turn permeter.
Example of rope that has suffereda number of twists which causeconsiderable strength reduction.The handling of braided HMPEropes should be with care to avoidtwists as much as possible.
Drum Capacity calculation
REV 10.2 Page 7

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
The following formula has been developed to determine drum capacity under normal tension and uniform winding conditions.
L = Length of rope (meters)A = Desired depth of winding (mm)
The depth of the flange is normally reduced by 40 to 50 mm to allow ground clearance for the rope
B = Diameter of Barrel (mm)C = Width between flanges (mm)K = Constant that has been developed according to the
diameter of the rope
Rope Diam. (mm) K16 8149018 10310019 11490020 12740022 15410024 18330026 21520028 249600
Table shows the value of constants from 2 to 38mm rope diameter.
Tension drum
On the tension drum, the rope must have at least 8 to 10 wraps to avoid slippagedue to low coefficient of friction of all UHMWPE ropes.
REV 10.2 Page 8

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Using of mooring tails
When NIKA-SIRI® UHMWPE ropes are used in a mooring line, this line must always include amooring tail. The tails must have good elongation properties in order to avoid shock loads. Ashock load may damage the rope and lead to instant failure (even if the rope looked and/orwas in good condition). Proposed materials are Nylon, Mixed PES / Polyolefin and PES.
The Minimum Breaking Load (MBL) of the Polyester or Mixed mooring tails must be at least25% greater than the one of the NIKA-SIRI® rope. For Nylon mooring tails please calculate+37%.
The connection of a NIKA-SIRI® UHMWPE rope with the mooring tail can be done with theuse of a shackle (roller or bolt type). The Working Load Limit of the shackle must be equal orgreater than the WLL of the line. For longer service time & safety reasons, NIKA-SIRI® ropemust be connected to the bolt / roller of the shackle.
A cow hitch can also be used for direct connection but keep in mind that it may reduce thestrength of the arrangement by 10%. Knots are forbidden as they may reduce the line'sstrength by up to 50%.
Cow hitch connection
REV 10.2 Page 9

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Minimum safety usage factors
The maximum Working Load Limit of a NIKA-SIRI® UHMWPE rope must be 20% of its MinimumBreaking Load. This safety factor of 5:1 is our recommendation for increased safety and longerservice life.
The Working Load Limit of the bitts and other deck hardware should be equal or greater thanthe Minimum Breaking Load of a Winch Line passing through them.
The winch brake should be adjusted to release at 60% of the MBL of the line.
The winch drum diameter should be at least 16 times larger than the rope diameter. Thediameter (D in the drawing) of the surface of bitts, fairleads and chocks, where the NIKA-SIRI®UHMWPE rope makes contact and bends around with an angle greater than 15 degrees, mustbe at least 5 times larger than the rope diameter.
The length (L in the drawing) of the eye splice must be at least 4 times the diameter of thebollard, for example, that is to be placed. This way, we will calculate the eye splice length moreaccurately as per your requirements.
Check for sharp edges on flanges, winch drums and general in every hardware equipment ondeck that the rope makes contact with.
Very bad drum condition (signsof rust, sharp surfaces) whichleads to extreme rope abrasion.Rough surfaces will damage therope’s jacket.
Working in high ambient temperatures (above 45 degrees Celsius, up to 70) canreduce the service life of the UHMWPE lines. On the other hand, below zero
REV 10.2 Page 10
User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
temperatures impose no danger for the rope (working limit is minus 100 degreesCelsius).
Temperature (oC)
Safety issues
STAY AWAY from the snap back area, as seen in the drawing below, when the line is undertension. UHMWPE ropes have a very reduced snap back reaction, limited and almostnegligible, however, it is good for the personnel to get acquainted with the behaviour ofthe synthetic ropes, especially after having worked many years with wire ropes (that alsohave no snapback reaction).
REV 10.2 Page 11

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Any work that must be performed near to a line under tension, must be done veryquickly and with extreme caution.
Conduct regular inspections on the rope and the hardware (see more on the inspectionpractices).
Keep the ropes clean: wash them with tap water on a regular basis (the time frame is to bedecided upon operators' experience) to remove any dirt or sea salt (that will act as “razors”and damage the fibers when dry).
Stay of the rope under constant load and high temperature can reduce its service life.
Never let two ropes rub one another when they are under tension. There can beexcessive heat build-up that will damage the fibers locally and impose a weak point in theline.
REV 10.2 Page 12

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Every six months reverse your mooring line (bring the rear part of the rope in frontand vice versa) so that the wear is distributed and get a longer service life. Avoidmaking knots at all costs. They can reduce the line's strength by up to 50%. Make eyesplices instead.
Avoid shock loads (always use a mooring tail). Use chafe gear (we stronglyrecommend UHMWPE webbing sleeves) for the contact of the rope with metal surfaces(bitts, bollards, chocks etc) no matter in how good condition these hardware are. Uponrequest, Katradis Marine Ropes SA may also provide these webbings with Velcro tapefor easier and better application on the rope.
Storage conditions
Store the ropes in a clean environment, under mild environmental conditions (avoid storage in high temperatures) and away from direct sunlight.
Store the ropes away from heat generating sources and acid (especially sulfuric acid) and alkaline environment. Good ventilation of the storage place is also preferable.
Inspection practices and retirement criteria
The rope should be inspected in all of the length used after each usage. An experiencedperson from the crew, assigned by the master or by the company, must be charged with thevisual inspections. A diary log must be kept where as much information as possible must berecorded (rope life history/mooring line history). Also keep in mind that in order to have anindication of the remaining/current breaking strength of a line, the originally received coil,
REV 10.2 Page 13

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
should have an extra length of about 10 to 12 meters. This way, a breaking test in a specimencould be performed without limiting/affecting the line's length. For this extra length, thepurchaser should make this notification during the order placement. The visual inspectionmust check the following.
For NIKA-SIRI® S-12, NIKA-Spectra® S1000 & PRISMA® SK-78 S-12ropes:
One strand of the rope is pulled out. If it is possible, try and work it back tothe rope, if it is in good condition (no significant wear), and look out for the cause(possibly some snagging on deck equipment). RETIRE THE ROPE? NO
The rope has suffered extreme compression but there are no fused/melted fibers. Try to flex the rope to remove compression. RETIRE THE ROPE? NO
The rope's diameter is inconsistent. Possibly due to shock loading there arebroken internal strands/rope yarns. REPAIR THE ROPE (CUT AND RESPLICE, IF ALLOWED and if remaining length is sufficient for mooring operations) OR RETIRE
REV 10.2 Page 14

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
The rope has extensive wear and/or reduced volume. The percent of the volume decreased means greater decrease in line's strength. REPAIR THE ROPE (CUT AND RESPLICE IF ALLOWED and if remaining length is sufficient for mooring operations) OR RETIRE
The rope's surface is discolored. Most probable cause is chemical contamination. There may also be some fiber fusion or some fibers may be brittle. REPAIR THE ROPE (CUT AND RESPLICE IF ALLOWED and if remaining length is sufficient for mooring operations) OR RETIRE
For NIKA-SIRI® S-12 DB ropes:
For covered ropes (in case of a worn jacket or a pulled strand for example) therecould be a local repair in the jacket (as long as it is verified that the load bearing coreis in good condition and hasn't suffered any damage).
REV 10.2 Page 15

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
Abraded cover Cut cover-jacket strands
Glazed (fused) strands on the jacket Discoloration
When the cover is damaged, we recommend inspection of the inner strengthmember. If the inner strength member is damaged then it may be necessary todowngrade the rope. The cause of the damage should be determined and if possibleremoved.
Depending on the extent of the damage either a small repair or an extensive repair isrecommended.
Small repairs
The most durable method to make small repairs on the jacket braid requires the useof Nylon whipping twine and polyurethane glue.
Remove all the damaged yarns and coat the free yarn ends with the glue, in order toprevent further unraveling of the cover. Start whipping at least three centimeters
REV 10.2 Page 16

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
away from the damage, as shown in the drawing. Lay a loop of twine across the rope,leaving a free tail after the damage zone of about ten centimeters. This tail has to begrasped later, so avoid covering it completely with whipping. With the working endof the twine, make multiple wraps around the rope from the tail end toward theapex of the loop, covering the loop until the whipping is at least three centimetersbeyond the damage.
To finish the whipping, insert theworking end of the small twinethrough the loop. Pull on the veryend or tail of the small twine untilthe loop slides completely out ofsight. Clip the ends close to thewhipping.
If necessary, a temporary coverrepair can be made using high qualityadhesive tapes such as vinyl electricaltape, etc. A more permanent repair,as described above, should replace the tape as soon as possible.
Extensive repairs
For extensive repairs the following tools are needed: replacement cover, some sewing twineand a large sewing needle. Optionally additional protection can be obtained by a two-component polyurethane.
Remove all the damaged yarns and inspect the rope. After inspection coat the free yarn endswith the glue, in order to prevent further unraveling of the cover. Wrap the damaged part inthe replacement cover.
Stitch the web together, with a special knot that will prevent the stitching yarn from looseningwhen it is torn.
Protect the beginning and the end of the replacement cover with whipping. Start whipping at least three centimeters away from the edge, as shown in the drawing. Lay a loop of twine across the rope, leaving a free tail after the damage zone of about 10cm. This tail has to be grasped later, so avoid covering it completely.
With the working end of the twine, make multiple wraps around the rope from the tail end toward the
REV 10.2 Page 17
User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
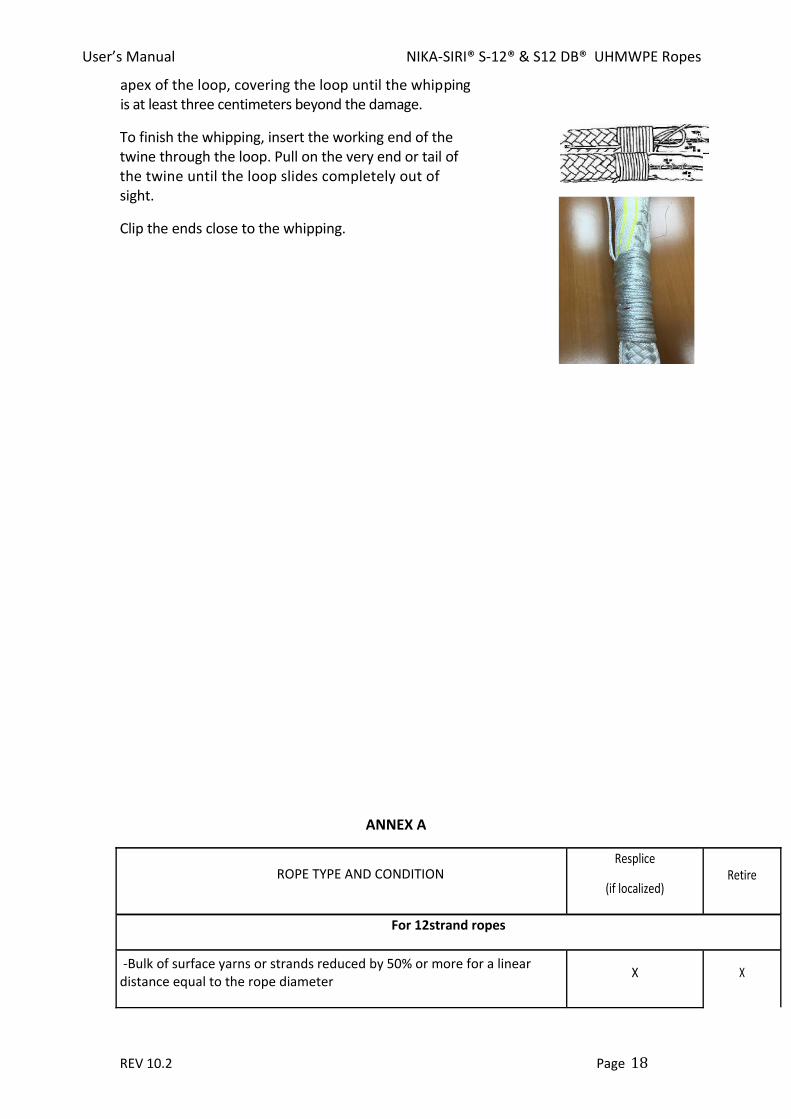
apex of the loop, covering the loop until the whippingis at least three centimeters beyond the damage.
To finish the whipping, insert the working end of the twine through the loop. Pull on the very end or tail of the twine until the loop slides completely out of sight.
Clip the ends close to the whipping.
ANNEX A
ROPE TYPE AND CONDITIONResplice
(if localized)Retire
For 12strand ropes
-Bulk of surface yarns or strands reduced by 50% or more for a linear distance equal to the rope diameter
X X
REV 10.2 Page 18

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
-Rope suspected of being shock loaded X
-Exposure to excess temperature as specified for type of fibre X
-Burns or melting visible for a length of over four rope diameters X X
-Abrasion on inside radius of eye, with bulk of surface yarns or strands reduced by
50% or moreX X
-Rust on nylon (might indicate chemical damage) X X
-Oil and grease Wash in mild detergent
-Heavy surface fuzz-progressiveX X
Remove source of abrasion
-UV degradation, splinters on yarn surface X
For braided cover and core ropes
-More than four consecutive pulled cover stands (which cannot be reincorporated into cover braid) X X
-More than 3 cut cover strands X X
-Multiple cut yarns of filaments within distance of one pitch length X X
-Core visible through cover, because of cover damage X
-Core damage-pulled, cut, abraded, powdered, or melted strands X
-Herniation-core pokes through cover (sheath) X
-5% of yarns cut or badly abraded in score between strands X X
-Cover yarns cut or abraded more than 50% on one
or more crowns of ropeX X
-Strand cut to 5% of diameter within one lay length X X
-Powdering between adjacent strand contact surfaces X X
-Hockle or backturn X X
-10% abrasion of one strand within one lay length X X
Thermal damage
REV 10.2 Page 19

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
-Hard, melted, flattened areas of the rope which can indicate serious damage to the rope X X
-Melting or fusing affecting 20% or more of rope yarns
--If within one lay length X
--If over more than one lay length X
Short-term exposure to temperature above 65 ˚C X
Information regarding packaging and traceability
The ropes are packaged in Polyethylene heat shrinking film. On this, there are two (2) glossy labels (A4 size) where it is marked /stated:
a) Product name / type b) Weight of the coil c) Length of the coil d) Construction of the rope (e.g. 12Strands) e) production code number and f) Date of Production
The marking on the product, also involves metal labels (2 metal labels per coil) where the unique code number of the rope coil is marked permanently for traceability purposes. This marking is being carried out in a way that it is visible, legible and indelible. This unique product code number is the reference to the manufacturer's certificate.
REV 10.2 Page 20

User’s Manual NIKA-SIRI® S-12® & S12 DB® UHMWPE Ropes
DISCLAIMER
Katradis Marine Ropes Industry S.A., to the best of its knowledge, uses reasonable efforts to include accurate andup-to date information on this manual; it does not, however, make any warranties or representations, eitherexpress or implied, as to its accuracy or completeness. All material and information provided on this manual areprovided “as is” without warranty of any kind, either express or implied, including warranties of merchantability,fitness for a particular purpose, commercial viability, title or non – infringement.
Katradis Marine Ropes Industry S.A. and its affiliates assume no liability or responsibility for any errors oromissions in the content of this manual. It is the responsibility of the user to ensure the proper use, handling,maintenance and routine inspection of UHMWPE NIKA-SIRI® S-12® ropes. Under no circumstances and under nolegal theory shall Katradis Marine Ropes Industry S.A., its affiliates, its suppliers, or any other party involved increating, producing, or delivering this manual’s contents be liable to the users for any indirect, direct, special,incidental, or consequential damages arising from any cause whatsoever..
REV 10.2 Page 21