nuovo catalogo eng
DESCRIPTION
NUOVOTRANSCRIPT

C U S TO M I Z E D W E L D I N G W I R E S T E C H N O L O G I E S
TRAFILERIE DI CITTADELLA SPA - VIA MAZZINI, 6935013 CITTADELLA (PADOVA) - ITALY
TEL. +39 0499401593 - FAX +39 0499401594www.fileur.com - e-mail: [email protected]
FIL
EU
R P
RO
DU
CT
S G
EN
ER
AL
CA
TALO
GU
E

1
All characteristics have been updated to the date of this issue. ED 05/09
FILEUR CONTENTS Company and history............................................................................................................. 2
Consumables for low and medium alloyed steels.................................................................. 5
Consumables for atmospheric corrosion resistant steels....................................................... 43
Consumables for creep resistant steels.................................................................................. 49
Consumables for high strength steels.................................................................................... 73
Consumables for hardfacing................................................................................................... 89
Consumables for stainless and high alloyed steels................................................................ 127
Consumables for Nickel alloyes............................................................................................. 141
Packaging............................................................................................................................... 147
Storage................................................................................................................................... 153
Welding positions and technique............................................................................................ 155
Seamless flux cored wire properties....................................................................................... 161
Informations of seamless hardfacing flux cored wire............................................................. 169
International standards........................................................................................................... 174
Application tables................................................................................................................... 185
Conversion tables................................................................................................................... 188
Approvals.......................................................................................................................... 190
Notes....................................................................................................................................... 192
2
FILEUR COMPANY AND HISTORY
Trafilerie di Cittadella Spa - FILEUR® is a society, in the heart of the Italian North-East, international leader in the production of high quality of solid and special seamless flux cored wires of the highest quality.The firm was founded in the 1989 by Elio Rocco in Cittadella, in Padua, but the founder’s experience in the metallurgy and in particular in the welding process dates back to 1946.
The Mission of the firm is to satisfy the customers through the production of wire for high quality welding, to the best of technological innovation.
Thanks to his own Department of Development and Research Trafilerie di Cittadella Spa – FILEUR® is the world leader in the production of flux cored wire, low, middle and high alloyed and it can offer products for the welding for joint, for submerged arc, hardfacing and for self-protect applications, this makes our laboratory the centre of the world excellence for the technological innovation of the seamless flux cored wire.
The whole line of products FILEUR® is synonymous of elevated qualitative standard in terms of efficiency, applications performance, mechanical characteristics and very low content of diffusible hydrogen.
The inside department of the Control of Quality is provided with the most modern machineries that can accurately check the required quality of raw materials, semi-finished goods and final products.

FILEUR
3
FILEUR WIRES

4

FILEUR
5
CONSUMABLES FOR LOW AND MEDIUM ALLOYED STEELS
In this section we introduce our own range of seamless flux cored wires and solid wires for the welding of low and medium alloyed steels that guarantee a minimum yield strenght up to 500 Mpa.
In this group we can find non-alloyed carbon steels, carbon-manganese and micro-alloyed steels.
It regards of steels with good characteristics of strength and toughness which maintain good weldability features.
The range of products that we introduce is large in order to satisfy all the different constructive requirements like welding positions, strict post weld heat treatments(PWHT), high toughness at low temperatures, welding appliation on site or workshop.
The best applications of these wires are for general purposes in constructional structures, pipes, tanks, boilers and in other special constructions like off-shore and bridges.

FILEUR
6
SEAMLESS FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR GPC A5.20:E71T1-H4 EN ISO 17632-A: T46 0 P C 1 H5 8
FILEUR AR A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 R M 3 H5 / T42 0 R C 3 H5 9
FILEUR AR 01 A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 R M 3 H5 / T42 2 R C 3 H5 10
FILEUR AR Ni A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 1Ni R M 3 H5 /T42 2 1Ni R C 3 H5 11
FILEUR ARS HP AWS A5.20: E71T1-(M)JH4 EN ISO 17632-A: T46 4 P M 1 H5 / T42 2 P C 1 H5 12
FILEUR ARS A5.20: E71T1-(M)H4 EN ISO 17632-A: T46 2 P M 1 H5 / T42 2 P C 1 H5 13
FILEUR ARS 5 A5.20: E71T1-H4 EN ISO 17632-A: T42 2 P C 1 H5 14
FILEUR ARS 10 A5.29: E81T1-Ni1(M)JH4 EN ISO 17632-A: T50 6 1Ni P M 1 H5 /T46 5 1Ni P C 1 H5 15
FILEUR ARS 12 A5.29: E81T1-K2MJH4 EN ISO 17632-A: T46 6 1.5Ni P M 1 H5 16
FILEUR ARS 12 C A5.29: E81T1-K2CJH4 EN ISO 17632-A: T46 6 1.5Ni P C 1 H5 17
FILEUR ARS 13 A5.29: E81T1-Ni2MJH4 EN ISO 17632-A: T46 6 2Ni P M 1 H5 18
FILEUR ARS 13 C A5.29: E81T1-Ni2CJH4 EN ISO 17632-A: T46 6 2Ni P C 1 H5 19
FILEUR GPM A5.18: E70C-3MH4 EN ISO 17632-A: T46 2 M M 1 H5 20
FILEUR AMC 01 A5.18: E70C-6MH4 EN ISO 17632-A: T46 4 M M 2 H5 / T42 4 M C 2 H5 21
FILEUR AMC 01 S A5.18: E70C-6MH4 EN ISO 17632-A: T46 6 M M 2 H5 22
FILEUR AMC 01 HP A5.18: E70C-6MH4 EN ISO 17632-A: T46 6 M M 2 H5 23
FILEUR AMC 10 A5.28: E80C-Ni1MH4 EN ISO 17632-A: T46 6 1Ni M M 2 H5 24
FILEUR AMC 13 A5.28: E80C-Ni2MH4 EN ISO 17632-A: T46 6 2Ni M M 2 H5 25
FILEUR AMC 14 A5.28: E80C-Ni3MH4 EN ISO 17632-A: T46 6 3Ni M M 2 H5 26
FILEUR AB A5.20: E70T5-(M)H4 EN ISO 17632-A: T46 4 B M 4 H5 / T42 4 B C 4 H5 27
FILEUR VAB 5 A5.20: E71T5-(M)H4 EN ISO 17632-A: T42 4 B C M 1 H5 28
FILEUR AB 10 A5.29: E80T5-Ni1MH4 EN ISO 17632-A: T46 6 1Ni B M 3 H5 29
FILEUR AB 13 A5.29: E80T5-Ni2MH4 EN ISO 17632-A: T50 6 2Ni B M 3 H5 30
FILEUR AB 14 A5.29: E80T5-Ni3MH4 EN ISO 17632-A: T46 6 3Ni B M 3 H5 31
FILEUR ZINC A5.20: E70T-GS 32
CONSUMABLES FOR LOW AND MEDIUM ALLOYED STEELS

FILEUR
7
SEAMLESS GAS SHIELDED FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR NG T4 A5.20: E70T-4 EN ISO 17632-A: T42 Z W N 3 33
FILEUR NG T11 A5.20: E71T-11 EN ISO 17632-A: T46 Z Y N 1 34
CONSUMABLES FOR LOW AND MEDIUM ALLOYED STEELS
GMAW SOLID WIRESPRODUCT AWS EURONORM PAG.
FILEUR G2 A5.18: ER70S-6 EN ISO 14341-A: G42 3 CM G3Si1 35
FILEUR G3 A5.18: ER70S-6 EN ISO 14341-A: G46 2 M G4Si1 / G42 2 C G4Si1 36
FILEUR Ni 1 A5.28: ER80S-Ni1 EN ISO 14341-A: G46 6 M G3 Ni1 37
SAW - SEAMLESS FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR AMC 01 AS A5.17: EC1 EN 756: T3 38
FILEUR AB AS A5.17: EC1 EN 756: T3 39
FILEUR AB 10 AS A5.23: ECNi1 EN 756: T3 Ni1 40
FILEUR AB 13 AS A5.23: ECNi2 EN 756: T3 Ni2 41

8
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 25-382.80 380-450 30-383.20 390-500 35-454.00 400-600 40-45
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0 - S275JR-J0 - S355JR-J0 - S450J0EN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH
CO2: Rm=600-630 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (0°C)>47J (~70J) C=0.05% - Mn=1.20% - Si=0.50% - P<0.025% - S<0.025%
Ship building, rolling stock and general purpose welding.
CO2 (EN ISO 14175: C1)
LR
AWS A5.20: E71T1-H4 EN ISO 17632-A: T46 0 P C 1 H5
Seamless rutile flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar types of steels, including fine grain ones, with CO2 shielding gas. Main features: good weldability in all positions, excellent bead appearance, low spatter and a fast freezing and easy to remove slag. This wire is especially suitable for ship building and structural work.
FILEUR GPC

9
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
14 - 20 l/min
Welding parameters
Materials to be welded
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P420M - P460M
AWS 1G 2F 2GEN PA PB PC
M21: Rm=530-690 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~70J) C=0.06% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025%CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (0°C)>47J (~60J) C=0.05% - Mn=1.10% - Si=0.35% - P<0.025% - S<0.025%
Ship building, rolling stock and general purpose welding.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
AWS A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 R M 3 H5 / T42 0 R C 3 H5
Seamless rutile flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar types of steels, including fine grain ones, with Ar-CO2 shielding gas or pure CO2. Main features: good weldability in both flat and horizontal positions, slow freezing and easy to remove slag and bead is smooth and bright. This wire is especially suitable for ship building, steel structural work or wherever good bead appearance is required.
FILEUR AR

10
Materials to be welded
Main properties of the deposited weld metal
Welding positions D.C.+ Current
Flow rate
Applications
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parameters
M21: Rm=560-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~80J) C=0.05% - Mn=1.20% - Si=0.35% - P<0.025% - S<0.025% - Ni=0.40%HDM ml/100g<4CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~70J) C=0.04% - Mn=1.10% - Si=0.30% - P<0.025% - S<0.025% - Ni=0.40% HDM ml/100g<4
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P420M - P460M
AWS 1G 2F 2GEN PA PB PC
Purpose welding and construction materials.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
AWS A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 R M 3 H5 / T42 2 R C 3 H5
Seamless rutile flux cored wire for single or multipass welding, with Ar-CO2 shielding gas or pure CO2, of carbon, carbon-manganese steels and similar types of steels, including fine grain ones. Main features: good weldability in both flat and horizontal positions, slow freezing and easy to remove slag, no spatter, excellent performance and excellent bead appearance. Good mechanical properties at the lowest temperatures in both gas.
FILEUR AR 01
11
Classifications
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
14 - 20 l/min
Welding parameters
Materials to be welded
Welding positions D.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P420M - P460M
AWS 1G 2F 2G EN PA PB PC
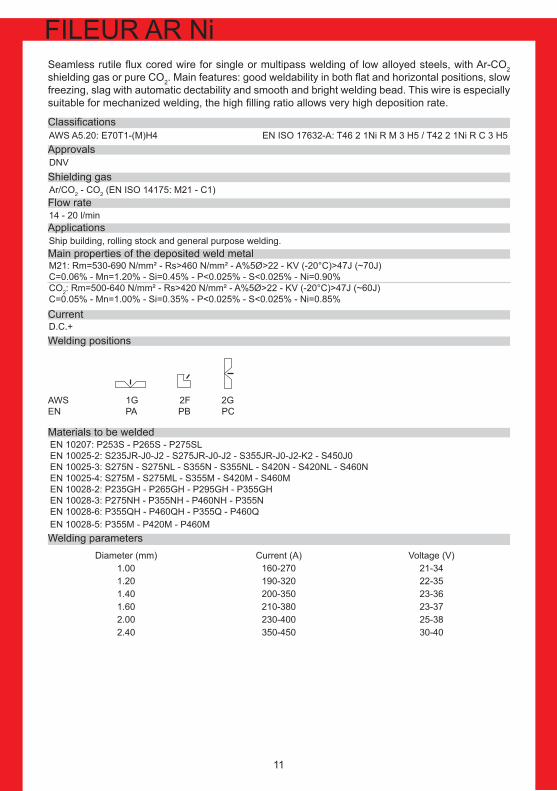
M21: Rm=530-690 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~70J) C=0.06% - Mn=1.20% - Si=0.45% - P<0.025% - S<0.025% - Ni=0.90%CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~60J) C=0.05% - Mn=1.00% - Si=0.35% - P<0.025% - S<0.025% - Ni=0.85%
Ship building, rolling stock and general purpose welding.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
DNV
AWS A5.20: E70T1-(M)H4 EN ISO 17632-A: T46 2 1Ni R M 3 H5 / T42 2 1Ni R C 3 H5
Seamless rutile flux cored wire for single or multipass welding of low alloyed steels, with Ar-CO2 shielding gas or pure CO2. Main features: good weldability in both flat and horizontal positions, slow freezing, slag with automatic dectability and smooth and bright welding bead. This wire is especially suitable for mechanized welding, the high filling ratio allows very high deposition rate.
FILEUR AR Ni

12
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
CurrentD.C.+Welding positions
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Materials to be welded
14 - 20 l/min
Welding parameters
EN 10207: P253S - P265S - P275SL EN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P253GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P490M - P460MEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
M21: Rm=530-680 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025% - Ni=0.40%HDM ml/100g<4CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~80J) C=0.05% - Mn=1.00% - Si=0.35% - P<0.025% - S<0.025% - Ni=0.40% HDM ml/100g<4
Ship building, rolling stock, boilers, pressure vessel constructions and off-shore structures.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - LR - DNV - CWB
AWS A5.20: E71T1-(M)JH4 EN ISO 17632-A: T46 4 P M 1 H5 / T42 2 P C 1 H5
High performance seamless rutile flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar including fine grain ones with Ar-CO2 shielding gas or pure CO2. Main features: excellent weldability in all positions, excellent bead appearance, no spatter, and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire even at the lowest temperatures (-40°C) make it especially suitable for hardest applications.
FILEUR ARS HP

13
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parametersDiameter (mm) Current (A) Voltage (V)
1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SL EN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P253GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P490M - P460MEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~70J) C=0.06% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025% HDM ml/100g<4CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~65J) C=0.04% - Mn=1.00% - Si=0.40% - P<0.025% - S<0.025% HDM ml/100g<3
Ship building, rolling stock, boilers and pressure vessel constructions.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB - RS
AWS A5.20: E71T1-(M)H4 EN ISO 17632-A: T46 2 P M 1 H5 / T42 2 P C 1 H5
Seamless rutile flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar types of steels including fine grain ones with Ar-CO2 shielding gas or pure CO2. Main features: excellent weldability in all positions, no spatter, fast freezing and easy to remove slag and bead is smooth and bright. Excellent performance and welding speed. This wire is especially suitable for ship building, steel structural work or wherever good bead appearance is required.
FILEUR ARS

14
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SL EN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460NEN 10025-4: S275M - S275ML - S355M - S420M - S460MEN 10028-2: P253GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10028-5: P355M - P490M - P460MEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~70J) C=0.065% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025%HDM ml/100g<3
Ship building, rolling stock, boilers and pressure vessel constructions.
CO2 (EN ISO 14175: C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB - RS
AWS A5.20: E71T1-H4 EN ISO 17632-A: T42 2 P C 1 H5
Seamless rutile flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar types of steels including fine grain ones with pure CO2 shielding gas. Main features: excellent weldability in all positions especially vertical upward position, also with high parameters (300 A), no spatter, fast freezing, easy to remove slag and smooth and bright bead. This wire is especially suitable for ship building where excellent performance and welding speed are needed.
FILEUR ARS 5
15
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Classifications
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
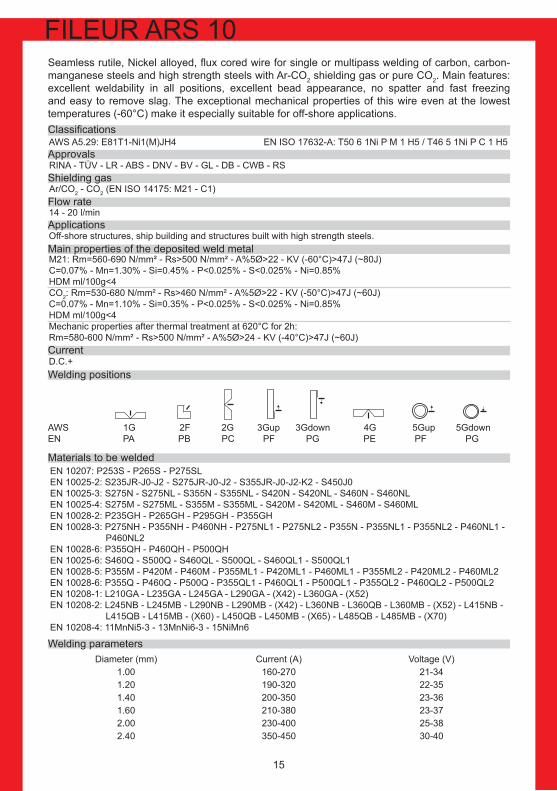
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
M21: Rm=560-690 N/mm² - Rs>500 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~80J) C=0.07% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025% - Ni=0.85%HDM ml/100g<4CO2: Rm=530-680 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-50°C)>47J (~60J) C=0.07% - Mn=1.10% - Si=0.35% - P<0.025% - S<0.025% - Ni=0.85% HDM ml/100g<4Mechanic properties after thermal treatment at 620°C for 2h:Rm=580-600 N/mm² - Rs>500 N/mm² - A%5Ø>24 - KV (-40°C)>47J (~60J)
Off-shore structures, ship building and structures built with high strength steels.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB - CWB - RS
AWS A5.29: E81T1-Ni1(M)JH4 EN ISO 17632-A: T50 6 1Ni P M 1 H5 / T46 5 1Ni P C 1 H5
Seamless rutile, Nickel alloyed, flux cored wire for single or multipass welding of carbon, carbon-manganese steels and high strength steels with Ar-CO2 shielding gas or pure CO2. Main features: excellent weldability in all positions, excellent bead appearance, no spatter and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire even at the lowest temperatures (-60°C) make it especially suitable for off-shore applications.
FILEUR ARS 10

16
Main properties of the deposited weld metal
Applications
Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Classifications
Approvals
14 - 20 l/min
Welding parameters
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Materials to be welded
Welding positions D.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
M21: Rm=560-690 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~80J) C=0.06% - Mn=1.20% - Si=0.35% - P<0.025% - S<0.025% - Ni=1.50%HDM ml/100g<4
Off-shore applications and low temperature services.
High performance seamless rutile flux cored wire, for the welding of medium alloyed steels and for low temperature applications, with Ar-CO2 shielding gas. Main features: excellent weldability in all positions, fast freezing and easy to remove slag, no spatter to low parameters and exceptional mechanical properties even at the lowest temperatures (-60°C). Especially suitable for off-shore applications.
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
AWS A5.29: E81T1-K2MJH4 EN ISO 17632-A: T46 6 1,5Ni P M 1 H5
FILEUR ARS 12

17
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Off-shore applications, pipeline and low temperatures applications.
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
CO2: Rm=530-680 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~60J) C=0.06% - Mn=1.10% - Si=0.35% - P<0.025% - S<0.025% - Ni=1.50% HDM ml/100g<4
CO2 (EN ISO 14175: M21)
High performance seamless rutile flux cored wire, for the welding of medium alloyed steels and for low temperature applications with pure CO2 shielding gas. Main features: excellent weldability in all positions, fast freezing and easy to remove slag, no spatter to low parameters and exceptional mechanical properties even at the lowest temperatures (-60°C). Especially suitable for off-shore applications.
AWS A5.29: E81T1-K2CJH4 EN ISO 17632-A: T46 6 1,5Ni P C 1 H5
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
FILEUR ARS 12 C

18
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 22-341.20 190-320 23-351.40 200-350 24-361.60 210-380 25-372.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
M21: Rm=560-690 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025% - Ni=2.00%HDM ml/100g<4
Off-shore structures, ship building, structures built with high strength steels and low temperature services.
Ar/CO2 (EN ISO 14175: M21)
RS
AWS A5.29: E81T1-Ni2MJH4 EN ISO 17632-A: T46 6 2Ni P M 1 H5
Seamless rutile, Nickel alloyed, flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar fine grain steels with Ar-CO2 shielding gas. Main features: excellent weldability in all positions, excellent bead appearance, no spatter and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire, even at the lowest temperatures (-60°C), make it especially suitable for off-shore applications.
FILEUR ARS 13

19
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
CO2: Rm=530-680 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~60J) C=0.06% - Mn=1.20% - Si=0.35% - P<0.025% - S<0.025% - Ni=2.00%HDM ml/100g<4
Off-shore applications, ship building and low temperature services.
CO2 (EN ISO 14175: C1)
High performance seamless rutile flux cored wire, Nickel alloyed, for the welding of medium alloyed steels and for low temperature applications with pure CO2 shielding gas. Main features: excellent weldability in all positions, fast freezing and easy to remove slag, no spatter to low parameters and exceptional mechanical properties even at the lowest temperatures (resiliencies up to -60°C). Especially suitable for off-shore applications.
AWS A5.29: E81T1-Ni2CJH4 EN ISO 17632-A: T46 6 2Ni P C 1 H5
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
FILEUR ARS 13 C

20
Main properties of the deposit weld metal
Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 50-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10025-6: S460QEN 10028-5: P355M - P420M - P460MEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.80% - P<0.025% - S<0.025%HDM ml/100g<3
Ship building, rolling stock, boilers and pressure vessels.
RINA - TÜV - LR - ABS - DNV - BV - GL - DB
AWS A5.18: E70C-3MH4 EN ISO 17632-A: T46 2 M M 1 H5
Seamless metalcored wire for single or multipass welding of carbon, carbon-manganese and similar types of steels, including fine grain ones, with Ar-CO2 shielding gas. Features include: high deposition rate, good weldability, excellent bead appearance, no spatter for the whole application parameters and noiseless welding. This wire doesn’t require any post-welding job on the deposition, so it is especially suitable for automated and robotized applications.
FILEUR GPM

21
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Main properties of the deposit weld metal
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Classifications
Welding parametersDiameter (mm) Current (A) Voltage (V)
1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1EN 10025-6: S460Q - S460QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.60% - Si=0.80% - P<0.025% - S<0.025%HDM ml/100g<3CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~70J) C=0.05% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% HDM ml/100g<3
Ship building, rolling stock and boilers and pressure vessels.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB - CWB
AWS A5.18: E70C-6MH4 EN ISO 17632-A: T46 4 M M 2 H5 / T42 4 M C 2 H5
Seamless metalcored wire for single or multipass welding of carbon, carbon-manganese and similar types of steels, including fine grain ones, with Ar-CO2 or pure CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, no spatter or slag and exceptional mechanical properties at low temperatures (-40°C). This wire is especially suitable for automated and robotized applications.
FILEUR AMC 01
22
Main properties of the deposit weld metal
Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
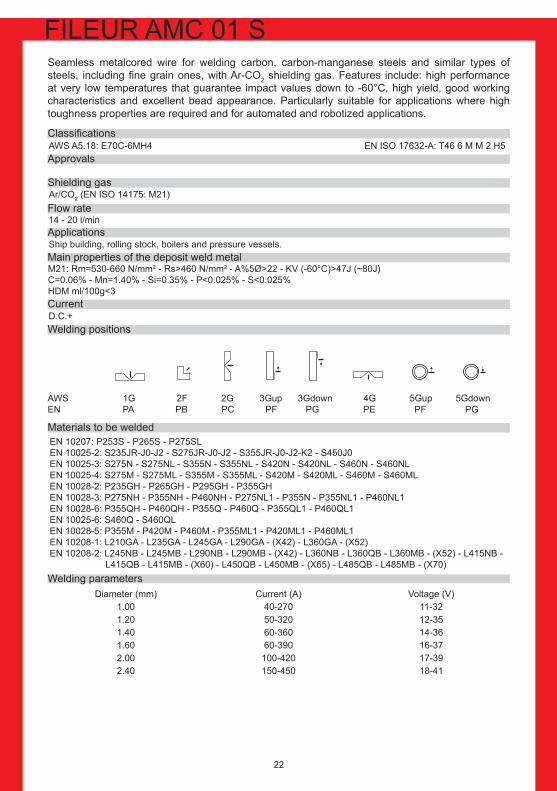
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~80J) C=0.06% - Mn=1.40% - Si=0.35% - P<0.025% - S<0.025% HDM ml/100g<3
Ship building, rolling stock, boilers and pressure vessels.
AWS A5.18: E70C-6MH4 EN ISO 17632-A: T46 6 M M 2 H5
Seamless metalcored wire for welding carbon, carbon-manganese steels and similar types of steels, including fine grain ones, with Ar-CO2 shielding gas. Features include: high performance at very low temperatures that guarantee impact values down to -60°C, high yield, good working characteristics and excellent bead appearance. Particularly suitable for applications where high toughness properties are required and for automated and robotized applications.
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1 EN 10025-6: S460Q - S460QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)
FILEUR AMC 01 S

Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
Ship building, rolling stock, boilers and pressure vessels.
AWS A5.18: E70C-6MH4 EN ISO 17632-A: T46 6 M M 2 H5
Seamless metalcored wire for welding carbon, carbon-manganese steels and similar types of steels, including fine grain ones, with Ar-CO2 shielding gas. Features include: high performance at very low temperatures that guarantee impact values down to -60°C, high yield, good working characteristics and excellent bead appearance. Particularly suitable for applications where high toughness properties are required and for automated and robotized applications.
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1 EN 10025-6: S460Q - S460QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)
FILEUR AMC 01 HP
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~80J) C=0.06% - Mn=1.50% - Si=0.35% - P<0.025% - S<0.025% - Ni=0.40%HDM ml/100g<3Mechanical properties after heat treatment 580°C for 15h:Rm=550 N/mm² - Rs>460 N/mm² - A%5Ø>25 - KV (-50°C)>47J (~100J)
Main properties of the deposit weld metal
23
24
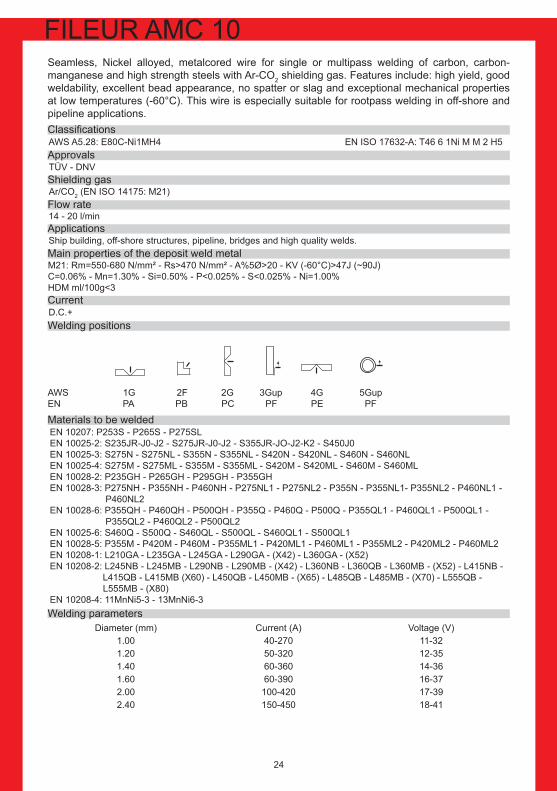
Main properties of the deposit weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-JO-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1- P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80) EN 10208-4: 11MnNi5-3 - 13MnNi6-3
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=550-680 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-60°C)>47J (~90J) C=0.06% - Mn=1.30% - Si=0.50% - P<0.025% - S<0.025% - Ni=1.00%HDM ml/100g<3
Ship building, off-shore structures, pipeline, bridges and high quality welds.
TÜV - DNV
AWS A5.28: E80C-Ni1MH4 EN ISO 17632-A: T46 6 1Ni M M 2 H5
Seamless, Nickel alloyed, metalcored wire for single or multipass welding of carbon, carbon-manganese and high strength steels with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, no spatter or slag and exceptional mechanical properties at low temperatures (-60°C). This wire is especially suitable for rootpass welding in off-shore and pipeline applications.
FILEUR AMC 10

25
Main properties of the deposit weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
M21: Rm=530-660 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-60°C)>47J (~90J) C=0.06% - Mn=1.40% - Si=0.40% - P<0.025% - S<0.025% - Ni=2.00%HDM ml/100g<3
Ship building, off-shore applications, bridges and quality welds.
AWS A5.28: E80C-Ni2MH4 EN ISO 17632-A: T46 6 2Ni M M 2 H5
Seamless, Nickel alloyed, metalcored wire for single or multipass welding of carbon, carbon-manganese and high strength steels with Ar-CO2 shielding gas. Features include: excellent weldability, excellent bead appearance, no spatter, no slag and high deposition rate. The exceptional mechanical properties even at the lowest temperatures (-60°C) make this wire especially suitable for off-shore applications.
FILEUR AMC 13

26
Classifications
Main properties of the deposit weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
M21: Rm=550-680 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-89°C)>47J (~70J) - KV (-100°C)>47J (~60J)C=0.04% - Mn=1.30% - Si=0.35% - P<0.025% - S<0.025% - Ni=3.50%HDM ml/100g<3
Cryogenic applications, pressure vessels and LNG applications.
EN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-3: P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6 - 12Ni14
AWS A5.28: E80C-Ni3MH4 EN ISO 17632-A: T46 6 3Ni M M 2 H5
Seamless metalcored wire for the welding of steels Nickel alloyed up to 3.5% with Ar-CO2 shielding gas. Features include: excellent mechanical properties at low temperatures (-100°C), excellent efficiency, good bead appearance and no spatter. Wire with very low presence of diffusible hydrogen (<3ml/100g), especially suitable for cryogenic application like LNG.
FILEUR AMC 14

27
Materials to be welded
Welding positionsD.C.+Current
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Classifications
Welding parametersDiameter (mm) Current (A) Voltage (V)
1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10207: P235S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S335JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460M EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1EN 10025-6: S460Q - S460QL EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
AWS 1G 2F 2G EN PA PB PC
M21: Rm=550-610 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~100J) C=0.07% - Mn=1.60% - Si=0.55% - P<0.025% - S<0.025%HDM ml/100g<3CO2: Rm=530-590 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.50% - P<0.025% - S<0.025% HDM ml/100g<3
Ship building, rolling stock, bridges and high quality welds.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB
AWS A5.20: E70T5-(M)H4 EN ISO 17632-A: T46 4 B M 4 H5 / T42 4 B C 4 H5
Seamless basic flux cored wire for single or multipass welding of carbon, carbon-manganese steels and similar steels, including fine grain ones, with Ar-CO2 shielding gas or pure CO2. Main features: excellent weldability in flat and horizontal position, smooth and bright bead, low spatter, easy to remove slag and exceptional mechanical properties even at the lowest temperatures (-40°C). This wire is especially suitable for welding components of different material or as buffer layer for hardfacing applications.
FILEUR AB

28
Classifications
Approvals
Shielding gas
14 - 20 l/minFlow rate
Applications
Main properties of the deposited weld metal
Current
Welding positions
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Materials to be welded
Welding parametersDiameter (mm) Current (A) Voltage (V)
1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10207: P235S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S335JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460M EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1EN 10025-6: S460Q - S460QL EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
D.C.-
M21: Rm=550-600 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~100J) C=0.07% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% HDM ml/100g<3CO2: Rm=530-580 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.50% - P<0.025% - S<0.025% HDM ml/100g<3
Ship building, rolling stock, bridges and high quality welds.
Ar/ CO2 - CO2 (EN ISO 14175: M21 - C1)
TÜV
AWS A5.20: E71T5-(M)H4 EN ISO 17632-A: T42 4 B C M 1 H5
Seamless basic flux cored wire for single or multipass welding of carbon, carbon-manganese and similar steels, including fine grain ones, with Ar-CO2 shielding gas or pure CO2. With D.C.- this wire ensures good weldability in upward vertical position. The excellent depuration of the weld pool per-mits welding of low quality materials as well as guaranting excellent mechanical properties at low temperatures (-40°C).
FILEUR VAB 5

29
Main properties of the deposited weld metal
Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-JO-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1- P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80) EN 10208-4: 11MnNi5-3 - 13MnNi6-3
AWS 1G 2F 2G EN PA PB PC
M21: Rm=620-650 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-60°C)>47J (~70J) C=0.06% - Mn=1.30% - Si=0.50% - P<0.025% - S<0.025% - Ni=1.00%HDM ml/100g<3
Off-shore structures, ship building and structures built with high strength steels.
AWS A5.29: E80T5-NiMH4 EN ISO 17632-A: T46 6 1Ni B M 3 H5
Seamless basic, Nickel alloyed, flux cored wire for single or multipass welding of carbon, carbon-manganese and high strength steels with Ar-CO2 shielding gas. Features include: good depuration of weld pool, excellent bead appearance, low spatter and easy to remove slag. The exceptional mechanical properties at low temperatures (-60°C) and the low contents of diffusible hydrogen make this wire especially suitable for off-shore applications.
FILEUR AB 10

30
Classifications
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positions
CurrentD.C.+
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
AWS 1G 2F 2G EN PA PB PC
AWS A5.29: E80T5-Ni2MH4 EN ISO 17632-A: T50 6 2Ni B M 3 H5
Seamless basic flux cored wire for welding of Nickel alloyed steels up to 2.5%, with Ar-CO2 shielding gas. Features include: excellent mechanical properties at low temperatures (-60°C), good weldability, good bead appearance, easy to remove slag and depositions with low contents of diffusible hydrogen (<3ml/100g).
FILEUR AB 13
M21: Rm=630-680 N/mm² - Rs>500 N/mm² - A%5Ø>20 - KV (-60°C)>47J (~100J) C=0.05% - Mn=1.00% - Si=0.35% - P<0.025% - S<0.025% - Ni=2.20%HDM ml/100g<3
Steels for cryogenic applications and special types of ship building.

31
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Main properties of the deposited weld metal
14 - 20 l/min Applications
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-3: P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6 - 12Ni14
AWS 1G 2F 2G EN PA PB PC
Steels for cryogenic applications and special types of ship building.
Seamless basic flux cored wire for welding of Nickel alloyed steels up to 3.5%, with Ar-CO2 shielding gas. Features include: excellent bead appearance, low spatter, easy to remove slag, exceptional mechanical properties at low temperature (-75°C) and deposits with low content of diffusible hydrogen (<3ml/100g).
AWS A5.29: E80T5-Ni3MH4 EN ISO 17632-A: T46 6 3Ni B M 3 H5
FILEUR AB 14
M21: Rm=630-680 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-75°C)>47J (~80J)C=0.06% - Mn=1.00% - Si=0.40% - P<0.025% - S<0.025% - Ni=3.50%HDM ml/100g<3Mechanic properties after heat treatment 620°C for 60minRm=550-600 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-75°C)>47J (~70J)
32
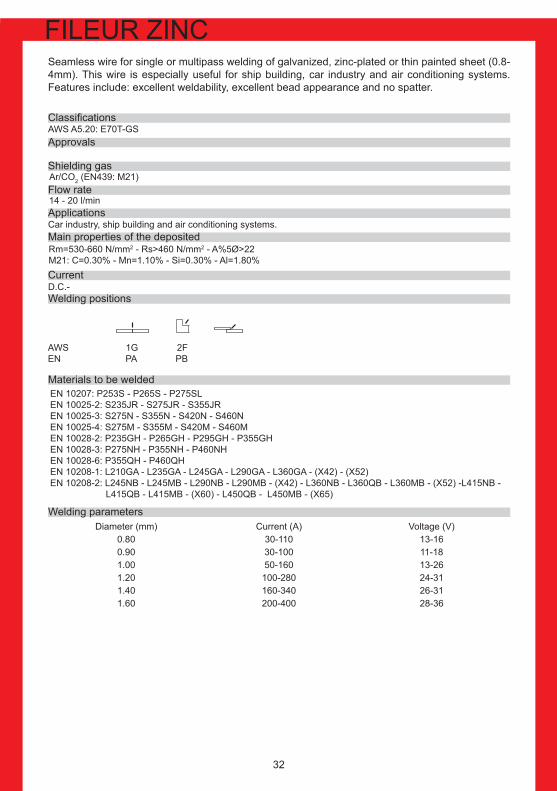
Classifications
Approvals
Shielding gas
Flow rate14 - 20 l/min Applications
Ar/CO2 (EN439: M21)
Main properties of the deposited
Welding parameters
Materials to be welded
AWS 1G 2FEN PA PB
Welding positions
Current
Diameter (mm) Current (A) Voltage (V)0.80 30-110 13-160.90 30-100 11-181.00 50-160 13-261.20 100-280 24-311.40 160-340 26-311.60 200-400 28-36
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR - S275JR - S355JREN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NHEN 10028-6: P355QH - P460QHEN 10208-1: L210GA - L235GA - L245GA - L290GA - L360GA - (X42) - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) -L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
D.C.-
Rm=530-660 N/mm2 - Rs>460 N/mm2 - A%5Ø>22 M21: C=0.30% - Mn=1.10% - Si=0.30% - Al=1.80%
Car industry, ship building and air conditioning systems.
AWS A5.20: E70T-GS
Seamless wire for single or multipass welding of galvanized, zinc-plated or thin painted sheet (0.8-4mm). This wire is especially useful for ship building, car industry and air conditioning systems. Features include: excellent weldability, excellent bead appearance and no spatter.
FILEUR ZINC
33
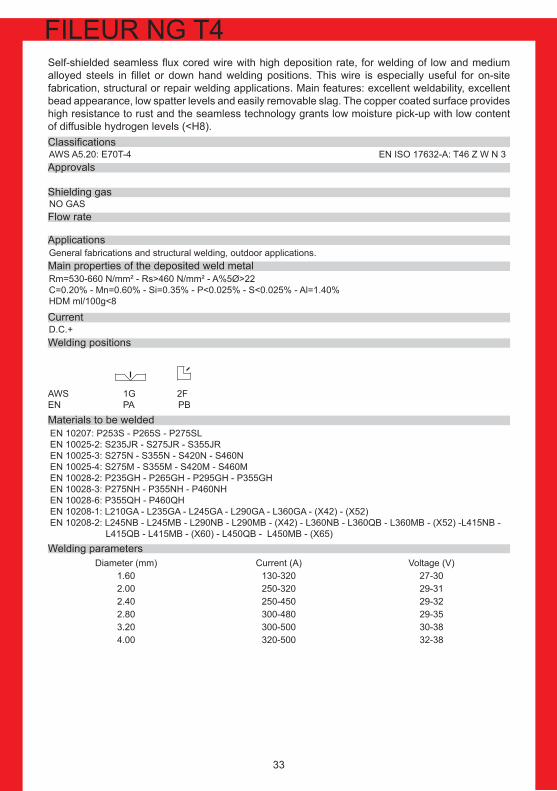
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
Welding positions D.C.+ Current
NO GAS
Diameter (mm) Current (A) Voltage (V)1.60 130-320 27-302.00 250-320 29-312.40 250-450 29-322.80 300-480 29-353.20 300-500 30-384.00 320-500 32-38
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR - S275JR - S355JREN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NHEN 10028-6: P355QH - P460QHEN 10208-1: L210GA - L235GA - L245GA - L290GA - L360GA - (X42) - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) -L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
AWS 1G 2F EN PA PB
Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 C=0.20% - Mn=0.60% - Si=0.35% - P<0.025% - S<0.025% - Al=1.40%HDM ml/100g<8
General fabrications and structural welding, outdoor applications.
AWS A5.20: E70T-4 EN ISO 17632-A: T46 Z W N 3
Self-shielded seamless flux cored wire with high deposition rate, for welding of low and medium alloyed steels in fillet or down hand welding positions. This wire is especially useful for on-site fabrication, structural or repair welding applications. Main features: excellent weldability, excellent bead appearance, low spatter levels and easily removable slag. The copper coated surface provides high resistance to rust and the seamless technology grants low moisture pick-up with low content of diffusible hydrogen levels (<H8).
FILEUR NG T4
34
Main properties of the deposit weld metal
Applications
Flow rate
Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions
Current
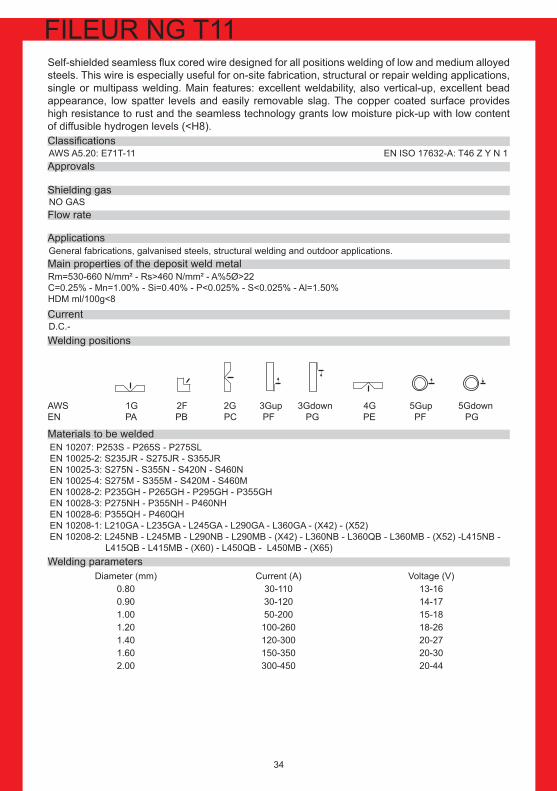
Diameter (mm) Current (A) Voltage (V)0.80 30-110 13-160.90 30-120 14-171.00 50-200 15-181.20 100-260 18-261.40 120-300 20-271.60 150-350 20-302.00 300-450 20-44
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR - S275JR - S355JREN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NHEN 10028-6: P355QH - P460QHEN 10208-1: L210GA - L235GA - L245GA - L290GA - L360GA - (X42) - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) -L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
D.C.-
Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 C=0.25% - Mn=1.00% - Si=0.40% - P<0.025% - S<0.025% - Al=1.50% HDM ml/100g<8
General fabrications, galvanised steels, structural welding and outdoor applications.
NO GAS
AWS A5.20: E71T-11 EN ISO 17632-A: T46 Z Y N 1
Self-shielded seamless flux cored wire designed for all positions welding of low and medium alloyed steels. This wire is especially useful for on-site fabrication, structural or repair welding applications, single or multipass welding. Main features: excellent weldability, also vertical-up, excellent bead appearance, low spatter levels and easily removable slag. The copper coated surface provides high resistance to rust and the seamless technology grants low moisture pick-up with low content of diffusible hydrogen levels (<H8).
FILEUR NG T11

35
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-391.60 65-390 20-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2EN 10025-3: S275N - S355NEN 10025-4: S275M - S355MEN 10028-2: P235GH - P265GH - P295GH - P235GHEN 10028-3: P275NH - P355NH - P355NEN 10028-5: P355MEN 10028-6: P355QEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60)
M21: Rm=540-570 N/mm² - Rs>440 N/mm² - A%5Ø>24 - KV (-30°C)>47J (~100J) - KV (-50°C)>47J (~90J)CO2: Rm=500-560 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-30°C)>47J (~90J) - KV (-50°C)>47J (~80J)
C=0.08% - Mn=1.45% - Si=0.85% - P<0.025% - S<0.025%
General construction, rolling stock, boilers and pressure vessels.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - LR - ABS - DNV - BV - GL - DB
AWS A5.18: ER70S-6 EN ISO 14341-A: G42 3 CM G3Si1
Solid wire for single or multipass welding of carbon, carbon-manganese and similar steels, including fine grain ones, with Ar-CO2 or pure CO2 shielding gas. Features include: high yield, good weldability also in vertical upward position, excellent bead appearance, less spatter for the whole range of welding parameters and less silicates. This wire can be used for automated and robotized applications.
FILEUR G2

36
Classifications
Main properties of the deposited weld metal
Wire composition
Applications14 - 20 l/minFlow rate
Shielding gas
Approvals
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.40 60-370 20-391.60 65-390 20-40
EN 10207: P235S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460MEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P355NEN 10028-6: P355QH - P460QH - P355Q - P460QEN 10025-6: S460QEN 10028-5: P355M - P420M - P460MEN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X53) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
M21: Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>24 - KV (-20°C)>47J (~100J) - KV (-50°C)>47J (~90J)CO2: Rm=500-640 N/mm² - Rs>420 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~90J) - KV (-50°C)>47J (~80J)
C=0.08% - Mn=1.75% - Si=0.85% - P<0.025% - S<0.025%
General constructions, rolling stock, boilers and pressure vessels.
Ar/CO2 - CO2 (EN ISO 14175: M21 - C1)
RINA - TÜV - ABS - GL - DB
AWS A5.18: ER70S-6 EN ISO 14341-A: G46 2 M G4Si1 / G42 2 C G4Si1
Solid wire for single or multipass welding with Ar-CO2 or pure CO2 shielding gas. By accurately choosing the rod wire and controlling the chemical composition it is possible to obtain excellent bead appearance also with high parameters (>350A). Due to the low contents of silicates that are easy to remove, this wire is especially suitable for beads that will be sanded.
FILEUR G3

37
Classifications
Main properties of the deposited weld metal
Wire composition
Applications14 - 20 l/minFlow rate Ar/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-391.60 65-390 20-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)EN 10208-4: 11MnNi5-3 - 13MnNi6-3
C=0.10% - Mn=1.10% - Si=0.60% - P<0.025% - S<0.025% - Ni=1.00% - Cu<0.15%
M21: Rm=600-680 N/mm² - Rs>480 N/mm² - A%5Ø>22 - KV (-60°C)>47J (~90J)
Off-shore and low temperature applications.
AWS A5.28: ER80S-Ni1 EN ISO 14341-A: G46 6 M G3 Ni1
Solid, Nickel alloyed, wire for single or multipass welding of carbon, carbon-manganese and similar steels, including fine grain ones with Ar-CO2 shielding gas. The special chemical composition permits excellent bead appearance also with high welding parameters, excellent mechanical properties at the low temperature (-60°C). This wire is especially recommended for root pass in off-shore applications.
FILEUR Ni 1

38
Classifications
Applications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+ Current
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1EN 10025-6: S460Q - S460QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB -(X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)
Diameter (mm) Current (A) Voltage (V)2.00 250-500 28-342.40 250-500 28-342.80 350-500 28-363.20 400-600 28-364.00 500-900 28-38
Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.40% - Si=0.35% - P<0.025% - S<0.025%
Ship building, rolling stock, cranes and structures with medium resistance steels.
AWS A5.17: EC1 EN 756: T3
Seamless metalcored wire designed for the submerged arc welding of mild and medium tensile steels and is suitable for fillet and multipass butt joints. In combination with a basic agglomerated flux according to EN 760: SA FB 1 65 DC, it is possible to reach good mechanical properties till - 40°C. Higher deposition rate can be archived with a rutile agglomerated flux according to EN760: SA AR 1 77 AC H5, mechanical properties till -20°C. Features include: exceptional depositions rates, 20% higher than a solid wire of the same size and excellent bead appearance.
FILEUR AMC 01 AS

39
Classifications
Applications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+ Current
EN 10207: P235S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S335JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S355N - S420N - S460NEN 10025-4: S275M - S355M - S420M - S460M EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P355QH - P460QH - P355Q - P460Q - P355QL1 - P460QL1EN 10025-6: S460Q - S460QL EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65)
Diameter (mm) Current (A) Voltage (V)2.00 250-300 28-342.40 250-500 28-342.80 350-550 28-363.20 400-600 28-364.00 500-900 28-38
Rm=500-610 N/mm² - Rs>420 N/mm² - A%5Ø>25 - KV (-40°C)>47J (~120J) - (-60°C)>47J (~100J)C=0.05% - Mn=1.30% - Si=0.30% - P<0.020% - S<0.020%HDM ml/100g<3
Off-shore structures, cranes, ship building and general fabrications.
AWS A5.17: EC1 EN 756: T3
Seamless basic flux cored wire for submerged arc welding of carbon, carbon-manganese and medium strength steel in combination with a basic agglomerated flux according to EN 760: SA FB 1 65 DC H5 or SA AB 1 67 AC H5. Features include: good depuration of weld pool, excellent bead appearance, easy to remove slag and very high deposition rates. The exceptional mechanical properties at low temperatures (-60°C) and the low contents of diffusible hydrogen make this wire-flux combination especially suitable for critical applications.
FILEUR AB AS

40
Main properties of the deposited weld metal
Applications
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+ Current
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-JO-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GHEN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1- P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80) EN 10208-4: 11MnNi5-3 - 13MnNi6-3
Diameter (mm) Current (A) Voltage (V)2.00 250-300 28-342.40 250-500 28-342.80 350-550 28-363.20 400-600 28-364.00 500-900 28-38
Rm=550-700 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-40°C)>47J (~120J) - (-60°C)>47J (~110J)C=0.05% - Mn=1.30% - Si=0.40% - P<0.020% - S<0.020% - Ni=0.90%HDM ml/100g<3
Off-shore structures and structures built with medium strength steels.
AWS A5.23: ECNi1 EN 756: T3 Ni1
Seamless basic, Nickel alloyed, flux cored wire for submerged arc welding of medium strength steel in combination with basic agglomerate or fused fluxes. Features include: good depuration of weld pool, excellent bead appearance and easy to remove slag. The exceptional mechanical properties at low temperatures (-60°C) and the low contents of diffusible hydrogen make this wire-flux combination especially suitable for off-shore applications.
FILEUR AB 10 AS
41
Main properties of the deposited weld metal
Applications
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)2.00 250-300 28-342.40 250-500 28-342.80 350-550 28-363.20 400-600 28-364.00 500-900 28-38
EN 10207: P253S - P265S - P275SLEN 10025-2: S235JR-J0-J2 - S275JR-J0-J2 - S355JR-J0-J2-K2 - S450J0EN 10025-3: S275N - S275NL - S355N - S355NL - S420N - S420NL - S460N - S460NLEN 10025-4: S275M - S275ML - S355M - S355ML - S420M - S420ML - S460M - S460MLEN 10028-2: P235GH - P265GH - P295GH - P355GH EN 10028-3: P275NH - P355NH - P460NH - P275NL1 - P275NL2 - P355N - P355NL1 - P355NL2 - P460NL1 - P460NL2EN 10028-6: P355QH - P460QH - P500QHEN 10025-6: S460Q - S500Q - S460QL - S500QL - S460QL1 - S500QL1EN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1 - P355ML2 - P420ML2 - P460ML2EN 10028-6: P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1 - P355QL2 - P460QL2 - P500QL2EN 10208-1: L210GA - L235GA - L245GA - L290GA - (X42) - L360GA - (X52)EN 10208-2: L245NB - L245MB - L290NB - L290MB - (X42) - L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70)EN 10208-4: 11MnNi5-3 - 13MnNi6-3 - 15NiMn6
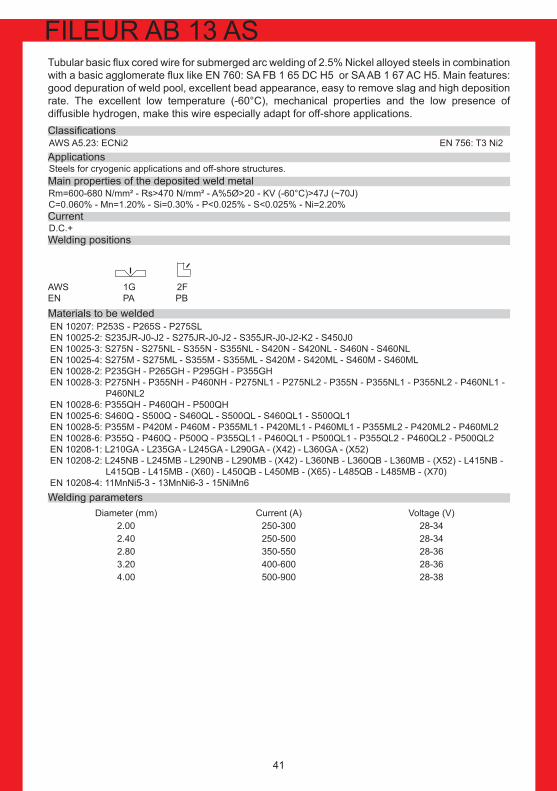
Rm=600-680 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-60°C)>47J (~70J) C=0.060% - Mn=1.20% - Si=0.30% - P<0.025% - S<0.025% - Ni=2.20%
Steels for cryogenic applications and off-shore structures.
Tubular basic flux cored wire for submerged arc welding of 2.5% Nickel alloyed steels in combination with a basic agglomerate flux like EN 760: SA FB 1 65 DC H5 or SA AB 1 67 AC H5. Main features: good depuration of weld pool, excellent bead appearance, easy to remove slag and high deposition rate. The excellent low temperature (-60°C), mechanical properties and the low presence of diffusible hydrogen, make this wire especially adapt for off-shore applications.
AWS A5.23: ECNi2 EN 756: T3 Ni2
FILEUR AB 13 AS

42

FILEUR
43
CONSUMABLES FOR STEELS RESISTANT TO ATMOSPHERIC CORROSION
In this section we introduce our own range of seamless flux cored wires and solid wires for the welding of steels resistant to atmospheric corrosion.
It regards of a particular field of micro-alloyed steels, that, thanks to the addition of some elements like Copper and Phosphorus, improve the resistance to atmospheric corrosion of the steels, due to the creation of a protective coat on their surface.
The best applications of these steels are for outside structures like bridges, cranes, tanks, wagons, containers, chimneys, external pipes and all applications in which the duration is essential.

FILEUR
44
CONSUMABLES FOR STEELS RESISTANT TO ATMOSPHERIC CORROSION
SEAMLESS FLUX CORED WIRES PRODUCT AWS EURONORM PAG.
FILEUR ARS 30 A5.29: E81T1-WGMH4 EN ISO 17632-A: T46 2 Z P M 1 H5 45
FILEUR AMC 30 A5.28: E80C-GMH4 EN ISO 17632-A: T46 4 Z M M 2 H5 46
FILEUR AB 30 A5.29: E70T5-WGMH4 EN ISO 17632-A: T42 4 Z B M 3 H5 47
GMAW SOLID WIRESPRODUCT AWS EURONORM PAG.
FILEUR Cu A5.28: ER80S-G EN ISO 14341-A: G42 4 M GO 48

45
Classifications
Main properties of the deposited weld metal
Flow rate
Applications
Shielding gas
Approvals
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10025-5: S235J0W - S235J2W - S350J0WP - S355J2WP - S355JOW - S355J2W - S355K2W
M21: Rm=590-680 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~70J) C=0.05% - Mn=1.20% - Si=0.40% - P<0.025% - S<0.025% - Ni=1.20% - Cu=0.40%
Steels resistant to atmospheric corrosion, road signs, guard rails and bridges.
Ar/CO2 (EN ISO 14175: M21)
AWS A5.29: E81T1-WGMH4 EN ISO 17632-A: T46 2 Z P M 1 H5
Seamless rutile, Nickel-Copper alloyed, flux cored wire for single or multipass welding of atmospheric corrosion resistant steels such as Corten and PATINAX with Ar-CO2 shielding gas. Main features: excellent weldability, good bead appearance and easy slag removal.
FILEUR ARS 30

46
Classifications
Approvals
Shielding gas Ar/CO2 (EN ISO 14175: M21)Flow rate14 - 20 l/minApplications
Main properties of the deposit weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10025-5: S235J0W - S235J2W - S355J0WP - S355J2WP - S355JOW - S355J2W - S355K2W
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=550-680 N/mm² - Rs>470 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~100J) - KV (-60°C)>27J (~70J)C=0.06% - Mn=1.20% - Si=0.45% - P<0.025% - S<0.025% - Cu=0.50% - Ni=0.50%HDM ml/100g<3
Corrosion resistant steels.
AWS A5.28: E80C-GMH4 EN ISO 17632-A: T46 4 Z M M 2 H5
Seamless, Nickel-Copper alloyed, metalcored wire for single or multipass welding of corrosion resistant steels like Corten and PATINAX with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, absence of spatter or slag and exceptional mechanical properties at low temperatures (-40°C). This wire is especially suitable for bridges and chimney.
FILEUR AMC 30

47
Classifications
Main properties of the deposited weld metal
Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10025-5: S235J0W - S235J2W - S355J0WP - S355J2WP - S355JOW - S355J2W - S355K2W
AWS 1G 2F 2G EN PA PB PC
M21: Rm=630-660 N/mm² - Rs>430 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~80J) C=0.05% - Mn=1.20% - Si=0.45% - P<0.025% - S<0.025% - Cu=0.50% - Ni=1.20%HDM ml/100g<3
AWS A5.29: E70T5-WGMH4 EN ISO 17632-A: T42 4 Z B M 3 H5
Seamless basic, Copper-Nickel alloyed, flux cored wire for single or multipass welding of corrosion resistant steels such as Corten with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag and exceptional mechanical properties at low temperatures (-40°C).
FILEUR AB 30
Corrosion resistant steels, road signs, guard rails and bridges.
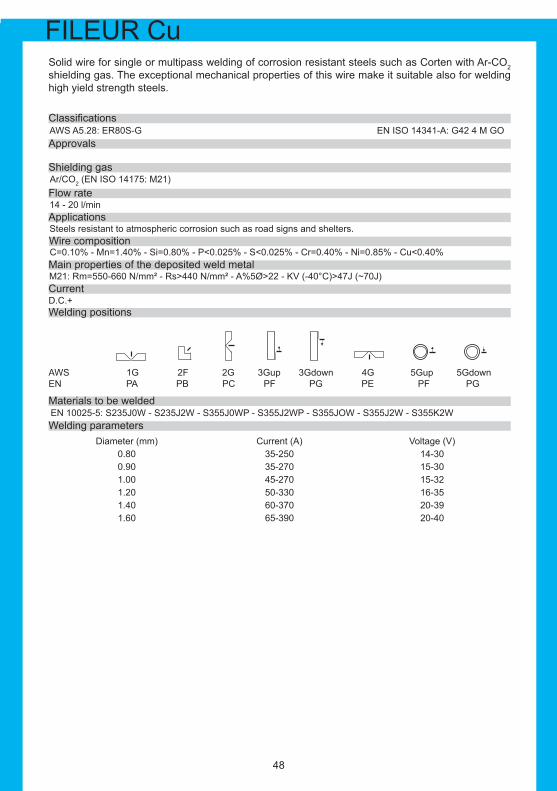
Classifications
48
Shielding gasAr/CO2 (EN ISO 14175: M21)Flow rate 14 - 20 l/minApplications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-391.60 65-390 20-40
EN 10025-5: S235J0W - S235J2W - S355J0WP - S355J2WP - S355JOW - S355J2W - S355K2W
C=0.10% - Mn=1.40% - Si=0.80% - P<0.025% - S<0.025% - Cr=0.40% - Ni=0.85% - Cu<0.40%
M21: Rm=550-660 N/mm² - Rs>440 N/mm² - A%5Ø>22 - KV (-40°C)>47J (~70J)
Steels resistant to atmospheric corrosion such as road signs and shelters.
AWS A5.28: ER80S-G EN ISO 14341-A: G42 4 M GOApprovals
Solid wire for single or multipass welding of corrosion resistant steels such as Corten with Ar-CO2 shielding gas. The exceptional mechanical properties of this wire make it suitable also for welding high yield strength steels.
FILEUR Cu

FILEUR
49
CONSUMABLES FOR CREEP RESISTANT STEELS
In this section we introduce our own range of seamless flux cored wires and solid wires for the welding of creep resistant steels.
It regards a wide range of products in order to satisfy all the planning and producing requirements both in maintenance and fabrication phase. These include all positions welding wires, wires that can support long and heavy post welding heat treatments (PWHT) and wires with high yield and excellent mechanical properties.
This range of products includes all the series of steels medium alloyed, from 0.50%Mo to 9%Cr (P91), passing through the series 1.25%Cr-0.5%Mo (P11) and 2.25%Cr-1.0%Mo (P22).
These kind of steels is subjected to thermal cycle at high temperatures and for long periods of time, these are heavy conditions in which the resistance of the steel is hardly tested. In such conditions, the normal carbon steels for construction show permanent and increasing deformations, even if subjected to a degree of tension lower than the elastic limit of that temperature. Thanks mainly to the presence of Chromium and Molybdenum, the creep resistant steels show a definite and determinate life, higher than the normal steels, over which the material is not more usable and must be replaced or, in other circumstances, repaired and reused for a short period of time.
An important risk factor for this kind of steels is the presence of an elevate concentration of diffusible hydrogen in fused and heat affected zone, because it could produce dangerous phenomena of crackability.
Seamless flux cored wires, thanks to the uniqueness of their technology, are the only that can guarantee a deposit of diffusible hydrogen lower than 4ml/100g of weld metal.

FILEUR
50
SEAMLESS FLUX CORED WIRES PRODUCT AWS EURONORM PAG.
FILEUR ARS 35 A5.29: E81T1-A1MH4 EN ISO 17634-A: T MoL P M 1 H5 51
FILEUR ARS 40 A5.29: E81T1-B2MH4 EN ISO 17634-A: T CrMo1 P M 1 H5 52
FILEUR ARS 45 A5.29: E91T1-B3MH4 EN ISO 17634-A: T CrMo2 P M 1 H5 53
FILEUR ARS 46 V A5.29: E91T1-GMH4 EN ISO 17634-A: T Z P M 1 H5 54
FILEUR ARS 91 A5.29: E91T1-B9MH4 EN ISO 17634-B: T69T1-1M-9C1MV-H5 55
FILEUR ARS 911 A5.29: E91T1-GMH4 EN ISO 17634-B: T69T1-1M-G-H5 56
FILEUR AMC 35 A5.28: E80C-GMH4 EN ISO 17634-A: T MoL M M 2 H5 57
FILEUR AMC 40 A5.28: E80C-B2MH4 EN ISO 17634-A: T CrMo1 M M 2 H5 58
FILEUR AMC 45 A5.28: E90C-B3MH4 EN ISO 17634-A: T CrMo2 M M 2 H5 59
FILEUR AMC 91 A5.29: E90C-B9MH4 EN ISO 17634-B: T69T15-0M-9C1MV-H5 60
FILEUR AB 35 A5.29: E80T5-GMH4 EN ISO 17634-A: T MoL B M 4 H5 61
FILEUR AB 40 A5.29: E80T5-B2MH4 EN ISO 17634-A: T CrMo1 B M 4 H5 62
FILEUR AB 45 A5.29: E90T5-B3MH4 EN ISO 17634-A: T CrMo2 B M 4 H5 63
FILEUR AB 46 V A5.29: E90T5-GMH4 EN ISO 17634-A: T Z B M 3 H5 64
FILEUR AB 47 A5.29: E80T5-B6MH4 EN ISO 17634-A: T CrMo5 B M 4 H5 65
CONSUMABLES FOR CREEP RESISTANT STEELS
GMAW SOLID WIRESPRODUCT AWS EURONORM PAG.
FILEUR Mo A5.28: ER80S-D2G EN 440: G46 2 M G2Mo 66
FILEUR G3 Mo A5.28: ER80S-D2 EN 440: G46 2 M G4Mo 67
FILEUR CrMo 1 A5.28: ER 80S-B2 68
FILEUR CrMo 2 A5.28: ER 90S-B3 69
SAW - SEAMLESS FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR AMC 35 AS A5.23: ECA2 EN 756: T 2 Mo 70
FILEUR AMC 40 AS A5.23: ECB2 EN ISO 24598-A: S CrMo1 71
FILEUR AB 40 AS A5.23: ECB2 EN ISO 24598-A: S CrMo1 72

51
Classifications
Approvals
Shielding gas
Flow rate14 - 20 l/min Applications
Ar/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-331.20 190-320 22-341.40 200-350 23-351.60 210-380 23-362.00 230-400 25-382.40 350-450 30-40
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
M21: Rm=550-680 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (+20°C)>47J (~70J) C=0.06% - Mn=0.90% - Si=0.45% - P<0.025% - S<0.025% - Mo=0.50%HDM ml/100g<4PWHT: 620°C for 60min.
Oil industry and heating plants.
AWS A5.29: E81T1-A1MH4 EN ISO 17634-A: T MoL P M 1 H5
Seamless rutile, Molybdenum alloyed, flux cored wire for single or multipass welding of steels having similar properties and resistant to creep up to 450°C with Ar-CO2 shielding gas. Main features: good weldability in all positions, good bead appearance and fast freezing, easy to remove slag and depositions with low contents of diffusible hydrogen.
FILEUR ARS 35
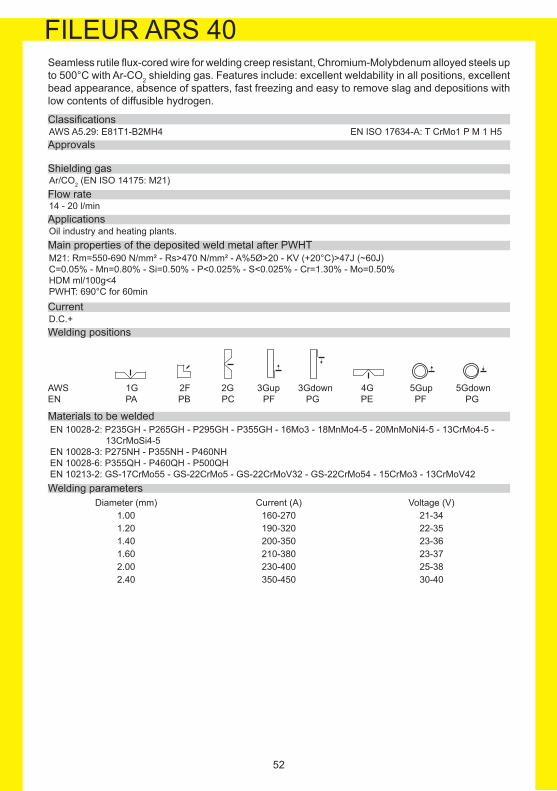
52
Classifications
Approvals
Shielding gas
Flow rate14 - 20 l/min Applications
Ar/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-22CrMo54 - 15CrMo3 - 13CrMoV42
M21: Rm=550-690 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (+20°C)>47J (~60J) C=0.05% - Mn=0.80% - Si=0.50% - P<0.025% - S<0.025% - Cr=1.30% - Mo=0.50%HDM ml/100g<4PWHT: 690°C for 60min
Oil industry and heating plants.
AWS A5.29: E81T1-B2MH4 EN ISO 17634-A: T CrMo1 P M 1 H5
Seamless rutile flux-cored wire for welding creep resistant, Chromium-Molybdenum alloyed steels up to 500°C with Ar-CO2 shielding gas. Features include: excellent weldability in all positions, excellent bead appearance, absence of spatters, fast freezing and easy to remove slag and depositions with low contents of diffusible hydrogen.
FILEUR ARS 40

53
Classifications
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Ar/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5 - 10CrMo9-10 - 12CrMo9-10EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-18CrMo9-10 - 10CrSiMoV7 - 12CrSiMo8
M21: Rm=620-760 N/mm² - Rs>540 N/mm² - A%5Ø>18 - KV (+20°C)>47J (~60J) C=0.05% - Mn=0.90% - Si=0.50% - P<0.025% - S<0.025% - Cr=2.20% - Mo=1.00%HDM ml/100g<4PWHT: 690°C for 60min
Oil industry and heating plants.
AWS A5.29: E91T1-B3MH4 EN ISO 17634-A: T CrMo2 P M 1 H5
Seamless rutile flux cored wire, Chromium-Molybdenum alloyed, for welding of creep resistant steels up to 600°C with Ar-CO2 shielding gas. Features include: excellent weldability in all positions, excellent bead appearance, no spatter, fast freezing and easy to remove slag and depositions with low contents of diffusible hydrogen.
FILEUR ARS 45

54
Classifications
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Ar/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Main properties of the deposited weld metal after PWHTM21: Rm= 650-780 N/mm2 - Rs>470 N/mm2 - A%5Ø>17 - KV(+20°C)>47JC=0.10% - Mn=1.10% - Si=0.50% - P<0.025% - S<0.025%- Cr=1.20% - Ni=0.40% - Mo=0.90% - V=0.20%HDM ml/100g<4PWHT: 690°C for 6h
Oil industry, heating plants and turbines.
G17CrMoV5-10
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-341.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
Seamless rutile flux cored wire for the welding of creep resistant steels up to 550°C, Chromium-Molybdenum-Vanadium alloyed, with Ar-CO2 shielding gas. This wire is especially suitable for welding steel G17CrMoV5-10, with post-welding heat treatment. Main features: good weldability in all positions, fast freezing and easy to remove slag, no spatter at low parameters, good mechanical characteristics after heat treatment thermal and low content of diffusible hydrogen.
AWS A5.29: E91T1-GMH4 EN ISO 17634-A: T Z P M 1 H5
FILEUR ARS 46 V

55
Classifications
Approvals
Shielding gas
Flow rate14 - 20 l/min Applications
Ar/CO2 (EN ISO 14175: M21)
Main properties of the deposited weld metal after PWHT
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
EN 10222-2: X 10 CrMoVNb 9-1 (Nr. 1.4903) - GX 12 CrMoVNb 9-1 (Nr. 1.4903)ASTM/AISI/UNS: A213-T91 - A335-P91 - A387-P91
Diameter (mm) Current (A) Voltage (V)1.20 190-320 22-351.40 200-350 23-361.60 210-380 23-372.00 230-400 25-382.40 350-450 30-40
M21: Rm=680-800 N/mm² - Rs>550 N/mm² - A%5Ø>16 - KV (+20°C)>27J C=0.10% - Mn=0.70% - Si=0.20% - P<0.025% - S<0.025% - Cr=8.50% - Ni=0.50% - Mo=0.90% - V=0.20% - Nb=0.035%HDM ml/100g<4PWHT: 760°C for 2h
Power generations.
AWS A5.29: E91T1-B9MH4 EN ISO 17634-B: T69T1-1M-9C1MV-H5
Seamless rutile flux cored wire, Chromium-Molybdenum-Vanadium-Niobium alloyed, for welding and repair of creep resistant steels up to 600°C, with the similar chemical composition, suitable for the weldability in all position even in vertical downward. Features include low contents of diffusible hydrogen.
FILEUR ARS 91

56
Classifications
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Ar/CO2 (EN ISO 14175: M21)
Main properties of the deposited weld metal after PWHT
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.20 190-320 22-351.40 200-360 23-361.60 210-390 23-372.00 230-400 25-382.40 350-450 30-40
EN 10222-2: X 10 CrMoVNb 9-1 (Nr. 1.4903) - GX 12 CrMoVNb 9-1 (Nr. 1.4903)ASTM/AISI/UNS: A213-T91 - A335-P91 - A387-P91
Set up of production of energy.
M21: Rm=680-800 N/mm² - Rs>550 N/mm² - A%5Ø>16 - KV (+20°C)>27J C=0.10% - Mn=0.55% - Si=0.20% - P<0.025% - S<0.025% - Cr=8.50% - Ni=0.60% - Mo=0.85% - V=0.15% - W=1.00% - Nb=0.035%HDM ml/100g<4PWHT: 760°C for 2h
Seamless rutile flux cored wire, Chromium-Molybdenum-Vanadium-Niobium-Tungsten alloyed, for welding and repair of creep resistant steels like E 911, suitable for the weldability in all positions even in vertical downward. Features include low contents of diffusible hydrogen.
AWS A5.29: E91T1-GMH4 EN ISO 17634-B: T69T1-1M-G-H5
FILEUR ARS 911

Classifications
57
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=550-680 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-20°C)>47J (~70J)C=0.06% - Mn=1.40% - Si=0.35% - P<0.025% - S<0.025% - Mo=0.50%HDM ml/100g<3PWHT: 620°C for 60min
Oil industry and heating plants.
TÜV
AWS A5.28: E80C-GMH4 EN ISO 17634-A: T MoL M M 2 H5
Seamless, Molybdenum alloyed, metalcored wire for single or multipass welding of similar steels resistant to creep up to 450°C with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance and no spatter or slag. Wire with very low amount of diffusible hydrogen (<3ml/100g) that reduces the risk of cracks.
FILEUR AMC 35

58
Approvals
Classifications
Applications14 - 20 l/min Flow rate
Shielding gas Ar/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-22CrMo54 - 15CrMo3 - 13CrMoV42
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=550-690 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (+20°C)>47J (~70J)C=0.06% - Mn=1.10% - Si=0.40% - P<0.025% - S<0.025% - Cr=1.20% - Mo=0.50%HDM ml/100g<3PWHT: 690°C for 60min
Oil industry and heating plants.
TÜV
AWS A5.28: E80C-B2MH4 EN ISO 17634-A: T CrMo1 M M 2 H5
Seamless, Molybdenum alloyed, metalcored wire for single or multipass welding of similar steels resistant to creep up to 500°C with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance and no spatter or slag. Wire with very low amount of diffusible hydrogen (<3ml/100g) that reduces the risk of cracks.
FILEUR AMC 40

59
Classifications
Applications14 - 20 l/minFlow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5 - 10CrMo9-10 - 12CrMo9-10EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH - P690QHEN 10213-2: GS-18CrMo9-10 - 10CrSiMoV7 - 12CrSiMo8
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=620-760 N/mm² - Rs>540 N/mm² - A%5Ø>17 - KV (+20°C)>47J (~70J)C=0.06% - Mn=1.10% - Si=0.35% - P<0.025% - S<0.025% - Cr=2.20% - Mo=1.00%HDM ml/100g<3PWHT: 710°C for 60min
Oil industry and heating plants.
TÜV
AWS A5.28: E90C-B3MH4 EN ISO 17634-A: T CrMo2 M M 2 H5
Seamless, Chromium-Molybdenum alloyed, metalcored wire for single or multipass welding of similar steels resistant to creep up to 600°C with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance and no spatter or slag. Wire with very low amount of diffusible hydrogen (<3ml/100g) that reduces the risk of cracks.
FILEUR AMC 45

60
Classifications
Applications14 - 20 l/min Flow rate
Shielding gas Ar/CO2 (EN ISO 14175: M21)
Approvals
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10222-2: X 10 CrMoVNb 9-1 (Nr. 1.4903) - GX 12 CrMoVNb 9-1 (Nr. 1.4903)ASTM/AISI/UNS: A213-T91 - A335-P91 - A387-P91
Oil industry and heating plants.Main properties of the deposited weld metal after PWHTM21: Rm=680-800 N/mm² - Rs>550 N/mm² - A%5Ø>16 - KV (RT)>25J C=0.09% - Mn=0.75% - Si=0.20% - P<0.025% - S<0.025% - Mo=1.00% - Cr=9.00% - Ni=0.70% - V=0.20% - Nb=0.035%HDM ml/100g<4PWHT: 760°C for 120min
Seamless, Chromium-Molybdenum-Vanadium-Niobium alloyed, metalcored wire for the welding and repair of creep resistant up to 600°C with similar chemical composition. Features include: high yield, good weldability, excellent bead appearance, no spatter and no slag. This is suitable for the whole range of welding parameters and low presence of diffusible hydrogen.
AWS A5.29: E90C-B9MH4 EN ISO 17634-B: T69T15-0M-9C1MV-H5
FILEUR AMC 91

61
Classifications
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
AWS 1G 2F 2G EN PA PB PC
M21: Rm=600-640 N/mm² - Rs>470 N/mm² - A%5Ø>20 - KV (-30°C)>47J C=0.06% - Mn=1.40% - Si=0.50% - P<0.025% - S<0.025% - Mo=0.50% HDM ml/100g<3 PWHT: 620°C for 60min
Oil industry and heating plants.
AWS A5.29: E80T5-GMH4 EN ISO 17634-A: T MoL B M 4 H5
Seamless basic flux cored wire for welding of Molybdenum alloyed steels resistant to creep up to 450°C with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, exceptional mechanical properties at low temperatures (-30°C) and depositions with low content of diffusible hydrogen (<3ml/100g).
FILEUR AB 35

62
Classifications
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-22CrMo54 - 15CrMo3 - 13CrMoV42
AWS 1G 2F 2G EN PA PB PC
M21: Rm=620-660 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (+20°C)>47J C=0.06% - Mn=1.10% - Si=0.45% - P<0.025% - S<0.025% - Cr=1.20% - Mo=0.50%HDM ml/100g<3 PWHT: 690°C for 60min
AWS A5.29: E80T5-B2MH4 EN ISO 17634-A: T CrMo1 B M 4 H5
Seamless basic flux cored wire for welding of Chromium-Molybdenum alloyed steels resistant to creep up to 500°C with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, good mechanical properties and depositions with very low contents of diffusible hydrogen (<3ml/100g).
FILEUR AB 40
Oil industry and heating plants.
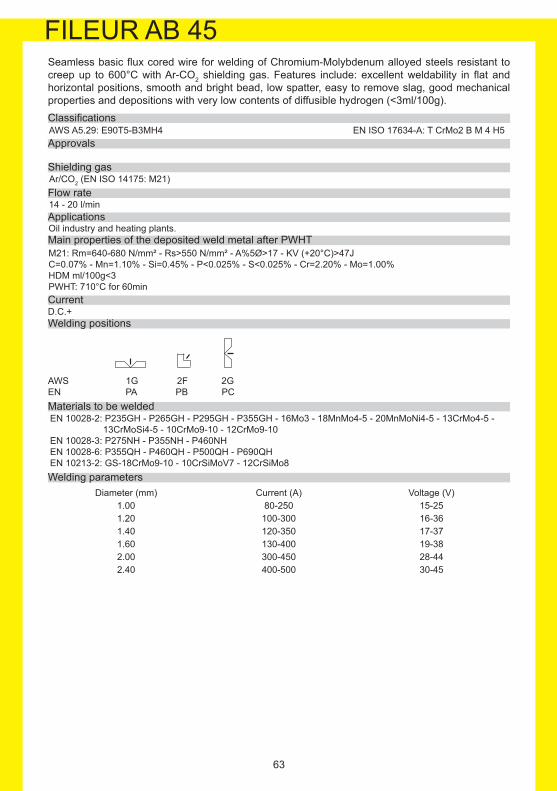
63
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5 - 10CrMo9-10 - 12CrMo9-10EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH - P690QHEN 10213-2: GS-18CrMo9-10 - 10CrSiMoV7 - 12CrSiMo8
AWS 1G 2F 2G EN PA PB PC
M21: Rm=640-680 N/mm² - Rs>550 N/mm² - A%5Ø>17 - KV (+20°C)>47J C=0.07% - Mn=1.10% - Si=0.45% - P<0.025% - S<0.025% - Cr=2.20% - Mo=1.00%HDM ml/100g<3PWHT: 710°C for 60min
AWS A5.29: E90T5-B3MH4 EN ISO 17634-A: T CrMo2 B M 4 H5
Seamless basic flux cored wire for welding of Chromium-Molybdenum alloyed steels resistant to creep up to 600°C with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, good mechanical properties and depositions with very low contents of diffusible hydrogen (<3ml/100g).
FILEUR AB 45
Oil industry and heating plants.

64
Classifications
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
EN 10213-2: G17CrMoV5-10
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
AWS 1G 2F 2G EN PA PB PC
M21: Rm=650-780 N/mm² - Rs>470 N/mm² - A%5Ø>15 - KV (+20°C)>47J C=0.10% - Mn=1.10% - Si=0.50% - P<0.025% - S<0.025% - Cr=1.20% - Ni=0.40% - Mo=0.90% - V=0.20%PWHT: 690°C for 6hHDM ml/100g<3
TÜV
AWS A5.29: E90T5-GMH4 EN ISO 17634-A: T Z B M 3 H5
Seamless basic flux cored wire for welding of Chromium-Molybdenum-Vanadium alloyed steels resistant to creep up to 550°C with Ar-CO2 shielding gas. This wire is especially suitable for welding steel G17CrMoV5-10 with post-welding heat treatment. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, good mechanical properties and depositions with very low contents of diffusible hydrogen (<3ml/100g).
FILEUR AB 46 V
Oil industry, heating plants and turbines.

65
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Main properties of the deposited weld metal after PWHT
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-2: 13CrMo4-5 - 13CrMoSi4-5 - 10CrMo9-10 - 12CrMo9-10 - X12CrMo5EN 10028-3: P275NH - P355NH - P460NHEN 10028-6: P355QH - P460QH - P500QH
AWS 1G 2F 2G EN PA PB PC
M21: Rm=620-650 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (+20°C)>47J C=0.07% - Mn=1.10% - Si=0.45% - P<0.025% - S<0.025% - Cr=5.00% - Mo=0.50%PWHT: 745°C for 60minHDM ml/100g<3
Oil industry and low alloyed steels with up to 5%Cr.
AWS A5.29: E80T5-B6MH4 EN ISO 17634-A: T CrMo5 B M 4 H5
Seamless basic flux cored wire for welding of alloyed steels creep resistant and containing 5.00% Chromium and 0.50% Molybdenum with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, good mechanical properties and depositions with very low contents of diffusible hydrogen (<3ml/100g).
FILEUR AB 47
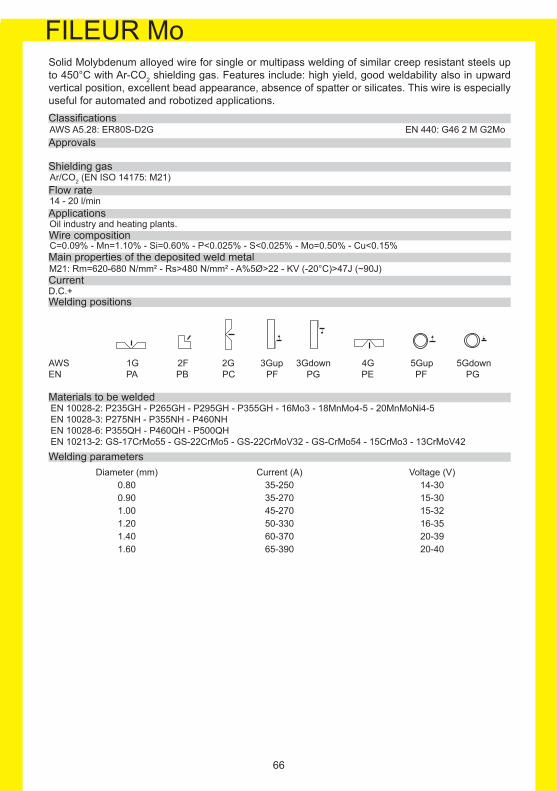
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Wire composition
66
Main properties of the deposited weld metal
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-391.60 65-390 20-40
CurrentD.C.+ Welding positions
Materials to be welded
Welding parameters
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
C=0.09% - Mn=1.10% - Si=0.60% - P<0.025% - S<0.025% - Mo=0.50% - Cu<0.15%
M21: Rm=620-680 N/mm² - Rs>480 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~90J)
Oil industry and heating plants.
Ar/CO2 (EN ISO 14175: M21)
AWS A5.28: ER80S-D2G EN 440: G46 2 M G2Mo
Solid Molybdenum alloyed wire for single or multipass welding of similar creep resistant steels up to 450°C with Ar-CO2 shielding gas. Features include: high yield, good weldability also in upward vertical position, excellent bead appearance, absence of spatter or silicates. This wire is especially useful for automated and robotized applications.
FILEUR Mo
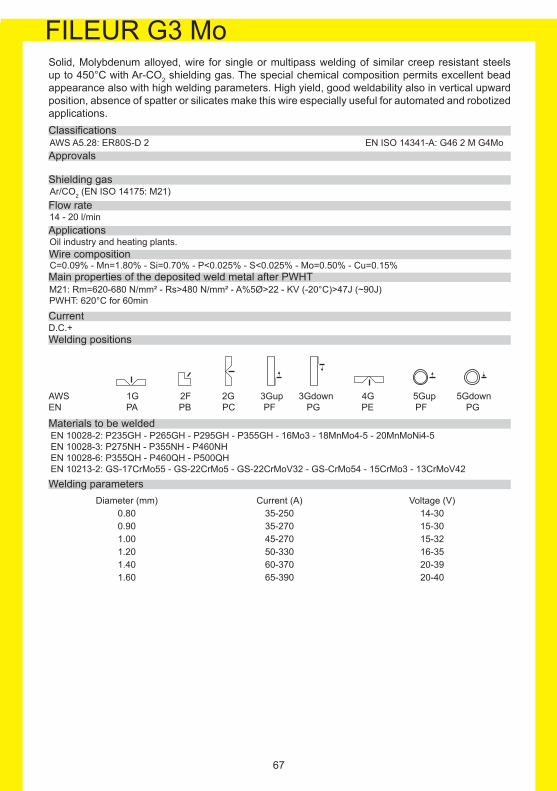
67
Main properties of the deposited weld metal after PWHT
Wire composition
Applications14 - 20 l/minFlow rate Ar/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-391.60 65-390 20-40
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
M21: Rm=620-680 N/mm² - Rs>480 N/mm² - A%5Ø>22 - KV (-20°C)>47J (~90J) PWHT: 620°C for 60min
C=0.09% - Mn=1.80% - Si=0.70% - P<0.025% - S<0.025% - Mo=0.50% - Cu=0.15%
Oil industry and heating plants.
AWS A5.28: ER80S-D 2 EN ISO 14341-A: G46 2 M G4Mo
Solid, Molybdenum alloyed, wire for single or multipass welding of similar creep resistant steels up to 450°C with Ar-CO2 shielding gas. The special chemical composition permits excellent bead appearance also with high welding parameters. High yield, good weldability also in vertical upward position, absence of spatter or silicates make this wire especially useful for automated and robotized applications.
FILEUR G3 Mo
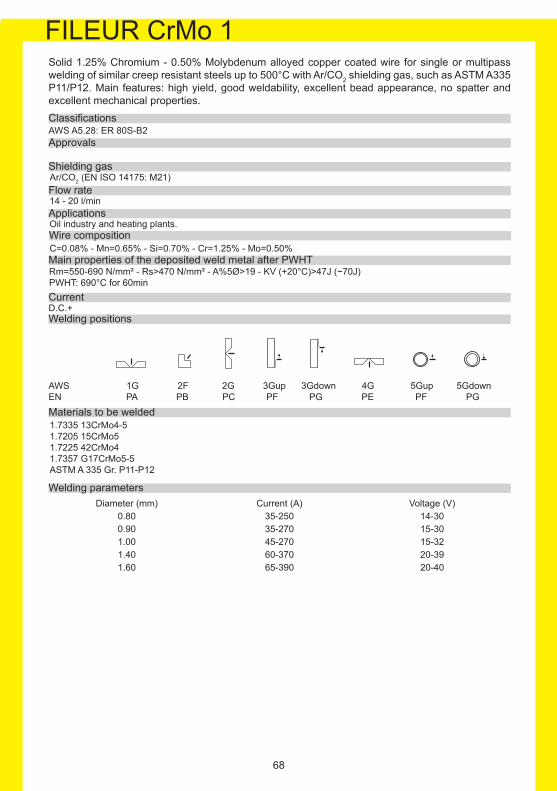
68
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate 14 - 20 l/min Applications
Wire composition
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.40 60-370 20-391.60 65-390 20-40
Materials to be welded
Welding parameters
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
1.7335 13CrMo4-51.7205 15CrMo51.7225 42CrMo41.7357 G17CrMo5-5ASTM A 335 Gr. P11-P12
CurrentD.C.+ Welding positions
Main properties of the deposited weld metal after PWHTRm=550-690 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (+20°C)>47J (~70J) PWHT: 690°C for 60min
C=0.08% - Mn=0.65% - Si=0.70% - Cr=1.25% - Mo=0.50%
Solid 1.25% Chromium - 0.50% Molybdenum alloyed copper coated wire for single or multipass welding of similar creep resistant steels up to 500°C with Ar/CO2 shielding gas, such as ASTM A335 P11/P12. Main features: high yield, good weldability, excellent bead appearance, no spatter and excellent mechanical properties.
Oil industry and heating plants.
ClassificationsAWS A5.28: ER 80S-B2
FILEUR CrMo 1

69
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate 14 - 20 l/min Applications
Wire composition
Diameter (mm) Current (A) Voltage (V)0.80 35-250 14-300.90 35-270 15-301.00 45-270 15-321.40 60-370 20-391.60 65-390 20-40
Materials to be welded
Welding parameters
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
1.7380 10CrMo9-101.7379 G17CrMo9-10ASTM A 335 Gr. P22
CurrentD.C.+ Welding positions
Main properties of the deposited weld metal after PWHTM21: Rm=620-760 N/mm² - Rs>540 N/mm² - A%5Ø>17 - KV (+20°C)>47J (~70J)PWHT: 690°C for 60min
C=0.07% - Mn=0.65% - Si=0.50% - Cr=2.30% - Mo=1.00%
Oil industry and heating plants.
Solid 2.25% Chromium - 1.00% Molybdenum alloyed copper coated wire, for single or multipass welding of similar creep resistant steels up to 600°C, with Ar/CO2 shielding gas, such as ASTM A 335 P22. Main features: high yield, good weldability, excellent bead appearance, no spatter and excellent mechanical properties.
AWS A5.28: ER 90S-B3
FILEUR CrMo 2

70
Applications
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+Current
Main properties of the deposited weld metal after PWHT
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QH EN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-CrMo54 - 15CrMo3 - 13CrMoV42
Diameter (mm) Current (A) Voltage (V)2.00 250-400 28-302.40 250-500 28-342.80 350-500 28-363.20 400-600 28-364.00 500-900 28-38
Rm=530-660 N/mm² - Rs>460 N/mm² - A%5Ø>22 - KV (-20°C)>47J C=0.06% - Mn=1.40% - Si=0.35% - P<0.025% - S<0.025% - Mo=0.50%PWHT: 620°C for 60min
Pressure vessels, steel mills industries, convertors, heat exchanger, pipe work and boilers.
AWS A5.23: ECA2 EN 756: T 2 Mo
Seamless metalcored wire, 0.5% Molybdenum alloyed, designed for the submerged arc welding of high temperature creep resistant steels up to 500°C, suitable for fillet and multipass butt joints. In combination with a basic agglomerated flux, according to EN 760: SA FB 1 65 DC, it is possible to reach good mechanical properties till -30°C. It is possible to archive a higher deposition rate with a rutile agglomerated flux according to EN760: SA AR 1 77 AC H5, mechanical properties granted till -20°C. Features include: exceptional depositions rates, 20% higher than a solid wire of the same size and excellent bead appearance.
FILEUR AMC 35 AS

71
D.C.+
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positions
Current
Main properties of the deposited weld metal after PWHT
Applications
Classifications
Pressure vessels, refinery’s pipe, heating plant, reactors and oil industry.
Diameter (mm) Current (A) Voltage (V)2.00 250-400 28-302.40 250-500 28-342.80 350-500 28-363.20 400-600 28-364.00 500-900 28-38
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-22CrMo54 - 15CrMo3 - 13CrMoV42
Rm=550-690 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (-20°C)>47J C=0.06% - Mn=1.20% - Si=0.35% - P<0.025% - S<0.025% - Cr=1.25% - Mo=0.50%PWHT: 690°C for 60min
Seamless metalcored wire, 1.25% Chromium and 0.5% Molybdenum alloyed, designed for the submerged arc welding of creep resistant steels. Suitable for fillet and multipass butt joints. Used in combination with a basic agglomerate flux like EN 760: SA FB 1 65 DC H5 that allows to obtain excellent mechanical properties up to low temperature. Main features: excellent bead appearance, easy to remove slag and high deposition rate, higher than the normal solid wire used.
AWS A5.23: ECB2 EN ISO 24598-A: SCrMo1
FILEUR AMC 40 AS

72
Classifications
Main properties of the deposited weld metal after PWHT
Applications
Welding parameters
Materials to be welded
AWS 1G 2F EN PA PB
Welding positionsD.C.+Current
Pressure vessels, refinery’s pipe, heating plant, reactors and oil industry.
Diameter (mm) Current (A) Voltage (V)2.00 250-400 28-302.40 250-500 28-342.80 350-500 28-363.20 400-600 28-364.00 500-900 28-38
EN 10028-2: P235GH - P265GH - P295GH - P355GH - 16Mo3 - 18MnMo4-5 - 20MnMoNi4-5 - 13CrMo4-5 - 13CrMoSi4-5EN 10028-3: P275NH - P355NH - P460NH EN 10028-6: P355QH - P460QH - P500QHEN 10213-2: GS-17CrMo55 - GS-22CrMo5 - GS-22CrMoV32 - GS-22CrMo54 - 15CrMo3 - 13CrMoV42
Rm=550-690 N/mm² - Rs>470 N/mm² - A%5Ø>19 - KV (-20°C)>47J C=0.08% - Mn=1.20% - Si=0.35% - P<0.025% - S<0.025% - Cr=1.25% - Mo=0.50%PWHT: 690°C for 60min
Seamless, 1.25% Chromium and 0.5% Molybdenum alloyed, basic flux cored wire for submerged arc welding of creep resistant steels. Suitable for fillet and multipass butt joints. Used in combinations with a basic agglomerate flux like EN 760: SA FB 1 65 DC H5, allow to obtain excellent mechanical properties at a low temperature.
AWS A5.23: ECB2 EN ISO 24598-A: S Cr Mo1
FILEUR AB 40 AS

FILEUR
73
CONSUMABLES FOR HIGH STRENGTH STEELS
In this section we introduce our own range of seamless flux cored wires and solid wires for welding of high strength steels, with an high yield limit, from a minimum guaranteed yield strenght of 550 Mpa to 890 Mpa.
Generally it deals with consumables which are used for quenced and tempered steels, submitted to thermal treatments such as hardening and tempering, that give to the material high tensile characteristics and an excellent toughness.
The mechanical properties are due to the addition of hardening elements like: Chromium, Molybdenum, Nickel and of micro-alloyed like Vanadium, Titanium and Niobium.
The final metallurgic structures is a tempered martensitic structure to fine grain, that guarantee the right compromise between resistance and toughness.
For the welding of these type of steels is essential to maintain the level of diffusible hydrogen as low as possible.
This result can be obtained using consumables with low content of diffusible hydrogen. The unique flux cored wires that can guarantee a low and constant content of diffusible hydrogen are the seamless copper coated flux cored wires. The typical level of diffusible hydrogen in this type of consumables is lower than 4ml/100g of weld metal, the lowest level indicated both in European (EN) and American (AWS) norms. Besides is essential to maintain a fine grain structures after welding both in a fused zone and heat affected zone, to obtain this is necessary to limit to the minimum the heat input during the welding process. This result can be obtained with the seamless flux cored wires copper coated, that, with the same operative parameters, are able to realize welding speed higher than the solid wires , maintaining unchanged the level of weldability and the mechanical properties of the wires.

FILEUR
74
SEAMLESS FLUX CORED WIRES PRODUCT AWS EURONORM PAG.
FILEUR ARS 11 A5.29: E91T1-K2MJH4 EN ISO 18276-A: T55 4 Mn1Ni P M 1 H5 75
FILEUR ARS 15 A5.29: E111T1-GMJH4 EN ISO 18276-A: T69 4 Z P M 1 H5 76
FILEUR ARS 18 A5.29: E91T1-K2MJH4 EN ISO 18276-A: T62 4 1.5NiMo P M 1 H5 77
FILEUR AMC 15 A5.28: E110TC-K4MH4 EN ISO 18276-A: T69 4 Mn2NiCrMo M M 2 H5 78
FILEUR AMC 16 A5.28: E90C-GMH4 EN ISO 18276-A: T62 4 Z M M 2 H5 79
FILEUR AMC 18 A5.28: E90C-GMH4 EN ISO 118276-A: T55 4 1NiMo M M 2 H5 80
FILEUR AMC 20 A5.28: E120C-GMH4 EN ISO 18276-A: T89 4 Mn2NiCrMo M M 2 H5 81
FILEUR AB 15 A5.29: E110T5-K4MH4 EN ISO 18276-A: T69 5 Mn2NiCrMo B M 4 H5 82
FILEUR AB 16 A5.28: E90T5-GMH4 EN ISO 18276-A: T55 4 Z B M 3 H5 83
FILEUR AB 18 A5.29: E90T5-K2GMH4 EN ISO 18276-A: T55 4 1NiMo B M 3 H5 84
FILEUR AB 19 A5.29: E110T5-K3MH4 EN ISO 18276-A: T69 4 Z B M 3 H5 85
FILEUR AB 20 A5.29: E120T5-GMH4 EN ISO 18276-A: T89 4 Mn2Ni1CrMo B M 4 H5 86
CONSUMABLES FOR HIGH STRENGTH STEELS
GMAW SOLID WIRES PRODUCT AWS EURONORM PAG.
FILEUR ER A5.28: ER 100 S-G EN ISO 16834-A: G55 2 Mn3NiCrMo M 87
FILEUR ER S A5.28: ER 110 S-G EN ISO 16834-A: G69 4 Mn3Ni1CrMo M 88
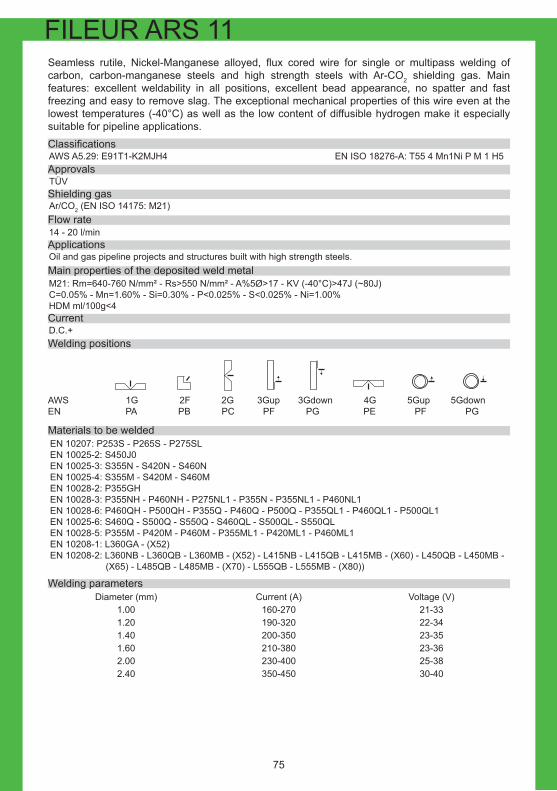
75
Classifications
Approvals
Shielding gas
Applications
Flow rate
Main properties of the deposited weld metal
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Ar/CO2 (EN ISO 14175: M21)
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-331.20 190-320 22-341.40 200-350 23-351.60 210-380 23-362.00 230-400 25-382.40 350-450 30-40
EN 10207: P253S - P265S - P275SLEN 10025-2: S450J0 EN 10025-3: S355N - S420N - S460N EN 10025-4: S355M - S420M - S460M EN 10028-2: P355GHEN 10028-3: P355NH - P460NH - P275NL1 - P355N - P355NL1 - P460NL1EN 10028-6: P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1EN 10025-6: S460Q - S500Q - S550Q - S460QL - S500QL - S550QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-1: L360GA - (X52)EN 10208-2: L360NB - L360QB - L360MB - (X52) - L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80))
M21: Rm=640-760 N/mm² - Rs>550 N/mm² - A%5Ø>17 - KV (-40°C)>47J (~80J)C=0.05% - Mn=1.60% - Si=0.30% - P<0.025% - S<0.025% - Ni=1.00%HDM ml/100g<4
Oil and gas pipeline projects and structures built with high strength steels.
TÜV
AWS A5.29: E91T1-K2MJH4 EN ISO 18276-A: T55 4 Mn1Ni P M 1 H5
Seamless rutile, Nickel-Manganese alloyed, flux cored wire for single or multipass welding of carbon, carbon-manganese steels and high strength steels with Ar-CO2 shielding gas. Main features: excellent weldability in all positions, excellent bead appearance, no spatter and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire even at the lowest temperatures (-40°C) as well as the low content of diffusible hydrogen make it especially suitable for pipeline applications.
FILEUR ARS 11

76
Classifications
ApprovalsABS - BV - DNV - LRShielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Ar/CO2 (EN ISO 14175: M21)
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-331.20 190-320 22-341.40 200-350 23-351.60 210-380 23-362.00 230-400 25-382.40 350-450 30-40
EN 10028-6: P690QH - P500Q - P690Q - P500QL1 - P690QL1EN 10025-6: S550Q - S620Q - S690Q - S650QL - S620QL - S690QLEN 10208-2: L555QB - L555MB - (X80)
M21: Rm=770-900 N/mm² - Rs>690 N/mm² - A%5Ø>17 - KV (-40°C)>47J (~70J) C=0.07% - Mn=1.70% - Si=0.40% - P<0.020% - S<0.020% - Ni=2.00% - Mo=0.18%HDM ml/100g<4
Off-shore structures, pipeline, ship building and structures built with high strength steels.
AWS A5.29: E111T1-GMJH4 EN ISO 18276-A: T69 4 Z P M 1 H5
Seamless rutile, Nickel-Molybdenum alloyed, flux cored wire for single or multipass welding of high strength steels such as T1 and WELDOX 700 with Ar-CO2 shielding gas. Main features: excellent weldability in all positions, excellent bead appearance, no spatter and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire even at the lowest temperatures (-40°C) as well as the low content of diffusible hydrogen make it especially suitable for off-shore and pipeline applications.
FILEUR ARS 15
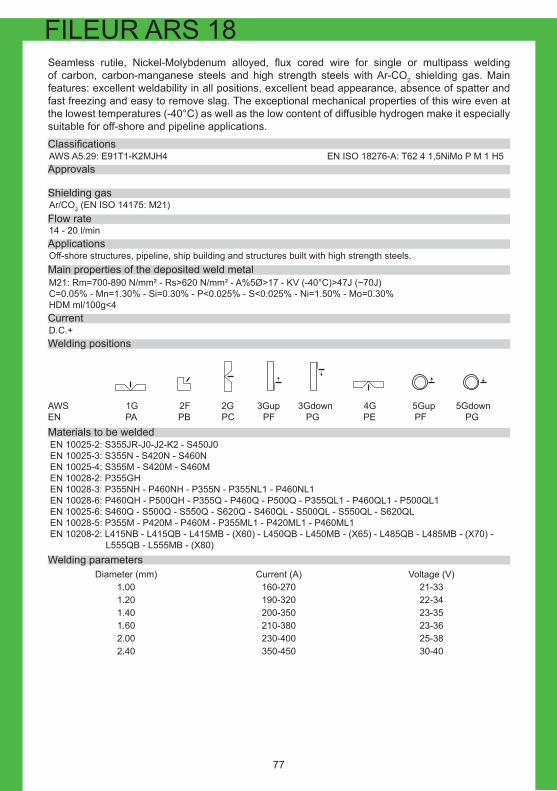
77
Classifications
Approvals
Shielding gas
Flow rate
Main properties of the deposited weld metal
Applications
Ar/CO2 (EN ISO 14175: M21)
14 - 20 l/min
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positions D.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 160-270 21-331.20 190-320 22-341.40 200-350 23-351.60 210-380 23-362.00 230-400 25-382.40 350-450 30-40
EN 10025-2: S355JR-J0-J2-K2 - S450J0EN 10025-3: S355N - S420N - S460NEN 10025-4: S355M - S420M - S460MEN 10028-2: P355GHEN 10028-3: P355NH - P460NH - P355N - P355NL1 - P460NL1EN 10028-6: P460QH - P500QH - P355Q - P460Q - P500Q - P355QL1 - P460QL1 - P500QL1EN 10025-6: S460Q - S500Q - S550Q - S620Q - S460QL - S500QL - S550QL - S620QLEN 10028-5: P355M - P420M - P460M - P355ML1 - P420ML1 - P460ML1EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
M21: Rm=700-890 N/mm² - Rs>620 N/mm² - A%5Ø>17 - KV (-40°C)>47J (~70J) C=0.05% - Mn=1.30% - Si=0.30% - P<0.025% - S<0.025% - Ni=1.50% - Mo=0.30%HDM ml/100g<4
Off-shore structures, pipeline, ship building and structures built with high strength steels.
AWS A5.29: E91T1-K2MJH4 EN ISO 18276-A: T62 4 1,5NiMo P M 1 H5
Seamless rutile, Nickel-Molybdenum alloyed, flux cored wire for single or multipass welding of carbon, carbon-manganese steels and high strength steels with Ar-CO2 shielding gas. Main features: excellent weldability in all positions, excellent bead appearance, absence of spatter and fast freezing and easy to remove slag. The exceptional mechanical properties of this wire even at the lowest temperatures (-40°C) as well as the low content of diffusible hydrogen make it especially suitable for off-shore and pipeline applications.
FILEUR ARS 18

78
Approvals
Shielding gas Ar/CO2 (EN ISO 14175: M21)Flow rate14 - 20 l/minApplications
Main properties of the deposit weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10028-6: P690QH - P500Q - P690Q - P500QL1 - P690QL1EN 10025-6: S550Q - S620Q - S690Q - S650QL - S620QL - S690QLEN 10208-2: L555QB - L555MB - (X80)
AWS 1G 2F 2G 3Gup 4G 5Gup EN PA PB PC PF PE PF
M21: Rm=770-900 N/mm² - Rs>690 N/mm² - A%5Ø>17 - KV (-40°C)>47J (~70J) - KV (-51°C)>27J (~50J)C=0.07% - Mn=1.40% - Si=0.40% - Cr=0.50% - Ni=2.20% - Mo=0.40% - P<0.025% - S<0.025% HDM ml/100g<3Mechanical properties after thermal treatment at 580°C for 2h:Rm=800-870 N/mm² - Rs>690 N/mm² - A%>19 - KV (-40°C)>47J (~60J) - KV (-51°C)>27J (~40J)
Structures subject to heavy stress.
TÜV - DB - DNV - LR
AWS A5.28: E110TC-K4MH4 EN ISO 18276-A: T69 4 Mn2NiCrMo M M 2 H5 Classifications
Seamless, Nickel-Chromium-Molybdenum alloyed, metalcored wire for single or multipass welding of low alloyed and high strength steels such as T1 and WELDOX 700 with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, absence of spatter or slag and exceptional mechanical properties at low temperatures (-51°C). This wire is especially suitable for crane constructions.
FILEUR AMC 15

79
Classifications
Main properties of the deposit weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10025-3: S460N - S460NLEN 10025-4: S460M - S460MLEN 10028-3: S460NH - P460NL1EN 10028-6: P460QH - P500QH - P460Q - P500Q - P460QL1 - P500QL1 EN 10025-6: S460Q - S500Q - S550Q - S620Q - S690Q - S460QL - S500QL - S550QL - S620QL EN 10028-5: P460M - P460ML1 - P460ML2EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
AWS 1G 2F 2G 3Gup 4G 5Gup EN PA PB PC PF PE PF
Heavy carpentry, cranes and earth moving machineries.
AWS A5.28: E90C-GMH4 EN ISO 18276-A: T62 4 Z M M 2 H5
Seamless, Chromium-Nickel-Molybdenum alloyed, metalcored wire for single or multipass welding of high yield strength steels such as T1 and WELDOX 600 with Ar-CO2 shielding gas. Main features: high yield, good weldability, excellent bead appearance, absence of spatter and slag and good mechanical properties at low temperature (-40°C). Particularly suitable for crane constructions.
FILEUR AMC 16
M21: Rm=720-800 N/mm² - Rs>620 N/mm² - A%5Ø>18 - KV (-40°C)>47J (~70J) C=0.06% - Mn=1.40% - Si=0.40% - Cr=0.50% - Ni=1.00% - Mo=0.20% - P<0.025% - S<0.025% HDM ml/100g<3

80
Main properties of the deposit weld metal
Classifications
Approvals
Shielding gas Ar/CO2 (EN ISO 14175: M21)Flow rate14 - 20 l/minApplications
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10025-3: S420N - S420NL - S460N - S460NLEN 10025-4: S420M - S420ML - S460M - S460MLEN 10028-3: P460NH - P460NL1EN 10028-6: P460QH - P500QH - P460Q - P500Q - P460QL1 - P500QL1EN 10025-6: S460Q - S500Q - S550Q - S620Q - S460QL - S500QL - S550QL - S620QLEN 10028-5: P420M - P460M - P420ML1 - P460ML1EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
AWS 1G 2F 2G 3Gup 4G 5Gup EN PA PB PC PF PE PF
M21: Rm=620-760 N/mm² - Rs>540 N/mm² - A%5Ø>18 - KV (-40°C)>47J (~70J) C=0.06% - Mn=1.30% - Si=0.45% - P<0.025% - S<0.025% - Ni=1.00% - Mo=0.50%HDM ml/100g<3
Pipeline, off-shore structures, on-shore, cranes and heavy carpentry.
AWS A5.28: E90C-GMH4 EN ISO 18276-A: T55 4 1NiMo M M 2 H5
Seamless, Nickel-Molybdenum alloyed, metalcored wire for single or multipass welding of low alloyed and high strength steels with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, absence of spatter or slag and exceptional mechanical properties at low temperatures (-40°C). This wire is especially suitable for root pass welding in off-shore and pipeline applications.
FILEUR AMC 18

81
Classifications
ApprovalsTÜV
Ar/CO2 (EN ISO 14175: M21)Shielding gas
Flow rate14 - 20 l/minApplications
Main properties of the deposit weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-360 14-361.60 60-390 16-372.00 100-420 17-392.40 150-450 18-41
EN 10025-6: S890Q - S960Q - S890QL - S960QL - S1100QL
AWS 1G 2F 2G 3Gup 4G 5GupEN PA PB PC PF PE PF
M21: Rm=980-1180 N/mm² - Rs>960 N/mm² - A%5Ø>15 - KV (-40°C)>47J (~58J) - KV (51°C)>27J (~40J)C=0.06% - Mn=1.60% - Si=0.50% - P<0.025% - S<0.025% - Cr=1.00% - Ni=2.20% - Mo=0.40%HDM ml/100g<3
Structures subject to heavy stress, cranes and off-shore structures.
AWS A5.28: E120C-GMH4 EN ISO 18276-A: T89 4 Mn2NiCrMo M M 2 H5
Seamless, Nickel-Chromium-Molybdenum alloyed, metalcored wire for single or multipass welding of high strength steels like S890QL, S960QL and S1100QL with Ar-CO2 shielding gas. Features include: high yield, good weldability, excellent bead appearance, no spatter or slag and exceptional mechanical properties at low temperatures (-40°C). Wire with very low amount of diffusible hydrogen (<3ml/100g). This wire is especially suitable for particular critical applications and high quality welding.
FILEUR AMC 20

82
Classifications
Approvals
Shielding gas
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21)
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-6: P690QH - P500Q - P690Q - P500QL1 - P690QL1EN 10025-6: S550Q - S620Q - S690Q - S650QL - S620QL - S690QLEN 10208-2: L555QB - L555MB - (X80)
AWS 1G 2F 2G EN PA PB PC
TÜV
AWS A5.29: E110T5-K4MH4 EN ISO 18276-A: T69 5 Mn2NiCrMo B M 4 H5
Seamless basic flux cored wire for welding of high strength Nickel-Chromium-Molybdenum alloyed steels such as T1, HY 80, NAXTRA 70 and WELDOX 700 with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, low spatter, easy to remove slag, exceptional mechanical properties at low temperatures (-51°C) and deposits with low content of diffusible hydrogen (<3ml/100g).
FILEUR AB 15
Structures subject to heavy stress.
M21: Rm=840-900 N/mm² - Rs>690 N/mm² - A%5Ø>17 - KV (-51°C)>47J (~70J) C=0.06% - Mn=1.40% - Si=0.40% - P<0.025% - S<0.025% - Cr=0.40% - Ni=2.20% - Mo=0.40%HDM ml/100g<3
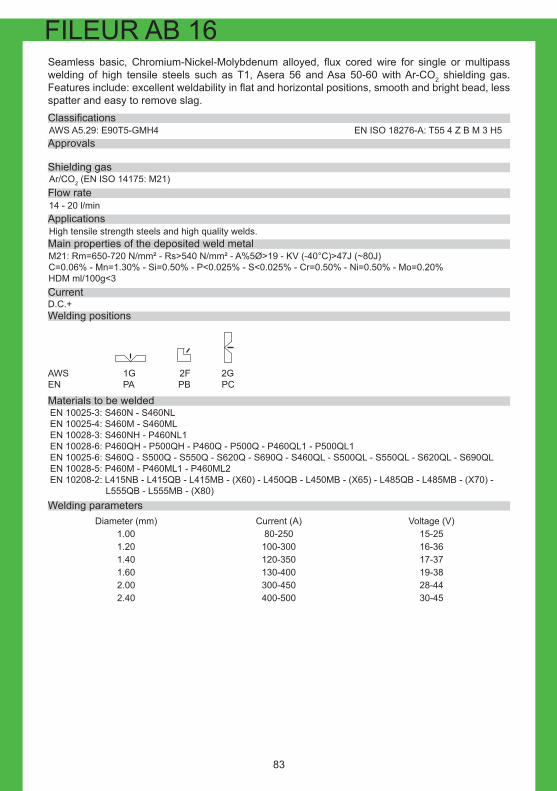
83
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21)Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
AWS 1G 2F 2G EN PA PB PC
EN 10025-3: S460N - S460NLEN 10025-4: S460M - S460MLEN 10028-3: S460NH - P460NL1EN 10028-6: P460QH - P500QH - P460Q - P500Q - P460QL1 - P500QL1 EN 10025-6: S460Q - S500Q - S550Q - S620Q - S690Q - S460QL - S500QL - S550QL - S620QL - S690QL EN 10028-5: P460M - P460ML1 - P460ML2EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
M21: Rm=650-720 N/mm² - Rs>540 N/mm² - A%5Ø>19 - KV (-40°C)>47J (~80J) C=0.06% - Mn=1.30% - Si=0.50% - P<0.025% - S<0.025% - Cr=0.50% - Ni=0.50% - Mo=0.20%HDM ml/100g<3
High tensile strength steels and high quality welds.
AWS A5.29: E90T5-GMH4 EN ISO 18276-A: T55 4 Z B M 3 H5
Seamless basic, Chromium-Nickel-Molybdenum alloyed, flux cored wire for single or multipass welding of high tensile steels such as T1, Asera 56 and Asa 50-60 with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, less spatter and easy to remove slag.
FILEUR AB 16
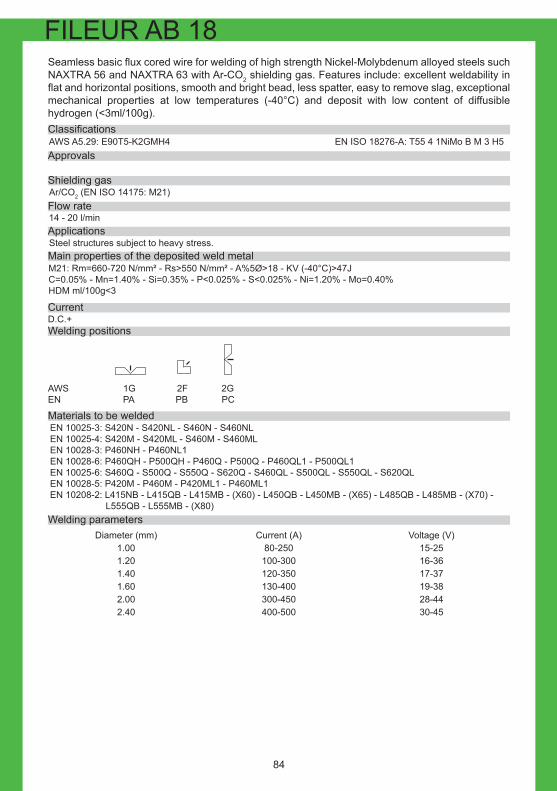
84
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
14 - 20 l/min
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10025-3: S420N - S420NL - S460N - S460NLEN 10025-4: S420M - S420ML - S460M - S460MLEN 10028-3: P460NH - P460NL1EN 10028-6: P460QH - P500QH - P460Q - P500Q - P460QL1 - P500QL1EN 10025-6: S460Q - S500Q - S550Q - S620Q - S460QL - S500QL - S550QL - S620QLEN 10028-5: P420M - P460M - P420ML1 - P460ML1EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
AWS 1G 2F 2G EN PA PB PC
M21: Rm=660-720 N/mm² - Rs>550 N/mm² - A%5Ø>18 - KV (-40°C)>47J C=0.05% - Mn=1.40% - Si=0.35% - P<0.025% - S<0.025% - Ni=1.20% - Mo=0.40%HDM ml/100g<3
AWS A5.29: E90T5-K2GMH4 EN ISO 18276-A: T55 4 1NiMo B M 3 H5
Seamless basic flux cored wire for welding of high strength Nickel-Molybdenum alloyed steels such NAXTRA 56 and NAXTRA 63 with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, less spatter, easy to remove slag, exceptional mechanical properties at low temperatures (-40°C) and deposit with low content of diffusible hydrogen (<3ml/100g).
FILEUR AB 18
Steel structures subject to heavy stress.
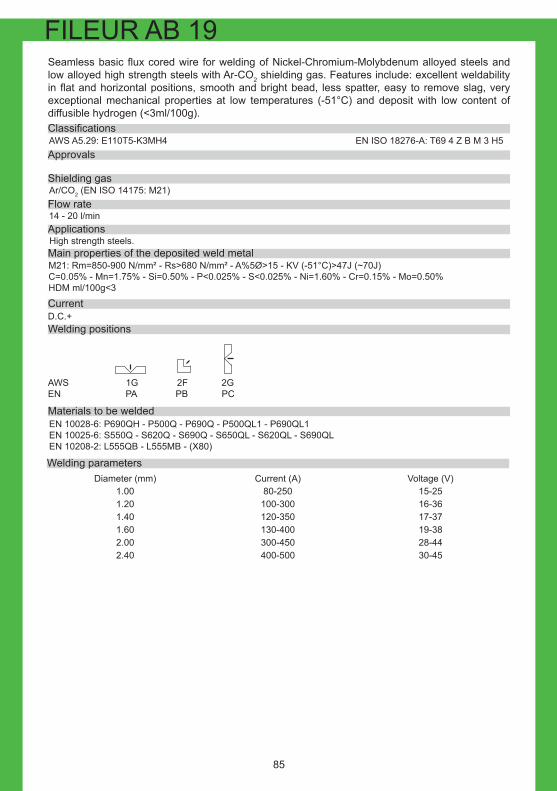
85
Classifications
Approvals
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/minApplications
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10028-6: P690QH - P500Q - P690Q - P500QL1 - P690QL1EN 10025-6: S550Q - S620Q - S690Q - S650QL - S620QL - S690QLEN 10208-2: L555QB - L555MB - (X80)
AWS 1G 2F 2G EN PA PB PC
M21: Rm=850-900 N/mm² - Rs>680 N/mm² - A%5Ø>15 - KV (-51°C)>47J (~70J)C=0.05% - Mn=1.75% - Si=0.50% - P<0.025% - S<0.025% - Ni=1.60% - Cr=0.15% - Mo=0.50%HDM ml/100g<3
AWS A5.29: E110T5-K3MH4 EN ISO 18276-A: T69 4 Z B M 3 H5
Seamless basic flux cored wire for welding of Nickel-Chromium-Molybdenum alloyed steels and low alloyed high strength steels with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, less spatter, easy to remove slag, very exceptional mechanical properties at low temperatures (-51°C) and deposit with low content of diffusible hydrogen (<3ml/100g).
FILEUR AB 19
High strength steels.
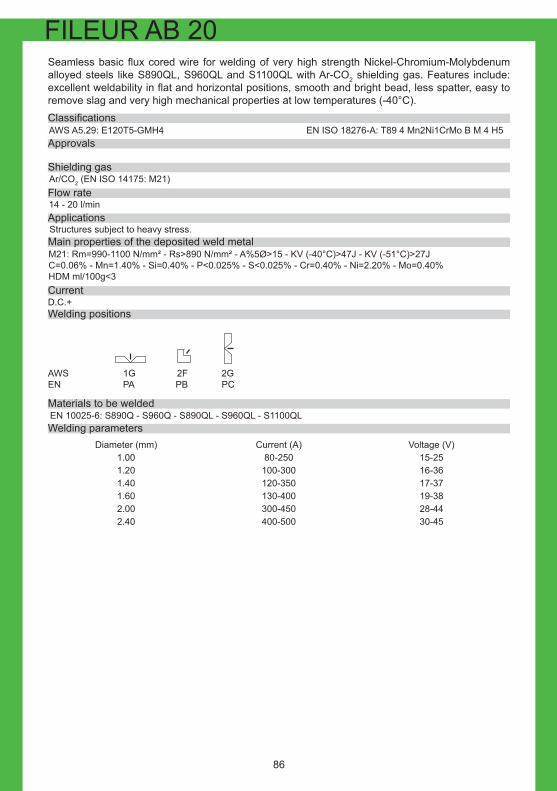
86
Classifications
Main properties of the deposited weld metal
Applications
Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Approvals
Welding parameters
Materials to be welded
Welding positionsD.C.+Current
14 - 20 l/min
Diameter (mm) Current (A) Voltage (V)1.00 80-250 15-251.20 100-300 16-361.40 120-350 17-371.60 130-400 19-382.00 300-450 28-442.40 400-500 30-45
EN 10025-6: S890Q - S960Q - S890QL - S960QL - S1100QL
AWS 1G 2F 2G EN PA PB PC
M21: Rm=990-1100 N/mm² - Rs>890 N/mm² - A%5Ø>15 - KV (-40°C)>47J - KV (-51°C)>27J C=0.06% - Mn=1.40% - Si=0.40% - P<0.025% - S<0.025% - Cr=0.40% - Ni=2.20% - Mo=0.40%HDM ml/100g<3
AWS A5.29: E120T5-GMH4 EN ISO 18276-A: T89 4 Mn2Ni1CrMo B M 4 H5
Seamless basic flux cored wire for welding of very high strength Nickel-Chromium-Molybdenum alloyed steels like S890QL, S960QL and S1100QL with Ar-CO2 shielding gas. Features include: excellent weldability in flat and horizontal positions, smooth and bright bead, less spatter, easy to remove slag and very high mechanical properties at low temperatures (-40°C).
FILEUR AB 20
Structures subject to heavy stress.

Classifications
87
Main properties of the deposited weld metal
Wire composition
Applications14 - 20 l/minFlow rate Ar/CO2 (EN ISO 14175: M21) Shielding gas
Approvals
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)0.90 35-270 15-301.00 45-270 15-321.20 50-300 16-331.40 60-350 20-341.60 65-390 20-35
EN 10025-3: S460N - S460NLEN 10025-4: S460M - S460MLEN 10028-3: S460NH - P460NL1EN 10028-6: P460QH - P500QH - P460Q - P500Q - P460QL1 - P500QL1 EN 10025-6: S460Q - S500Q - S550Q - S620Q - S690Q - S460QL - S500QL - S550QL - S620QL - S690QL EN 10028-5: P460M - P460ML1 - P460ML2EN 10208-2: L415NB - L415QB - L415MB - (X60) - L450QB - L450MB - (X65) - L485QB - L485MB - (X70) - L555QB - L555MB - (X80)
C=0.10% - Mn=1.40% - Si=0.70% - P<0.025% - S<0.025% - Mo=0.20% - Cr=0.50% - Ni=0.60% - Cu<0.25%
M21: Rm=690-780 N/mm² - Rs>640 N/mm² - A%5Ø>18 - KV (-20°C)>47J (~70J)
Structures subject to particular stress.
RINA
AWS A5.28: ER 100 S-G EN ISO 16834-A: G55 2 Mn3NiCrMo M
Solid wire for single or multipass welding of high strength steels with Ar-CO2 shielding gas such as T1, NAXTRA 55-60 and WELDOX 600. We suggest to weld with low heat input to achieve the best mechanical properties.
FILEUR ER

Classifications
Approvals
Shielding gas
Flow rate
Applications
Wire composition
88
14 - 20 l/min
Ar/CO2 (EN ISO 14175: M21)
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)0.90 35-270 15-301.00 45-270 15-321.20 50-300 16-331.40 60-350 20-341.60 65-390 20-35
EN 10028-6: P690QH - P500Q - P690Q - P500QL1 - P690QL1EN 10025-6: S550Q - S620Q - S690Q - S650QL - S620QL - S690QLEN 10208-2: L555QB - L555MB - (X80)
M21: Rm=770-940 N/mm² - Rs>690 N/mm² - A%5Ø>17 - KV (-40°C)>47J (~65J)
C=0.08% - Mn=1.55% - Si=0.60% - P<0.025% - S<0.025% - Mo=0.25 - Cr=0.35% - Ni=1.50% - V=0.09% - Cu<0.25%
Structures subject to heavy stress, cranes and scaffold.
RINA - TÜV - DB
AWS A5.28: ER110 S-G EN ISO 16834-A: G69 4 Mn3Ni1CrMo M
Solid wire for single or multipass welding of high strength steels with Ar-CO2 shielding gas such as T1, T1A, T1B, HY80, HY90, NAXTRA 55-60-65-70 and WELDOX 700. We suggest to weld with low heat input to achieve the best mechanical properties.
FILEUR ER S

FILEUR
89
CONSUMABLES FOR HARDFACING
In this section we introduce our own range of seamless flux cored wires dedicated to hardfacing consumables. In the wide range of welding wires introduced, there are products which can be used with semiautomatic process or with submerged arc welding process.
Seamless flux cored wires are parts of the “DUR LINE”, a new line that Trafilerie di Cittadella has dedicated to this special application.
The code used to mention the wires follows the old norm DIN 8555. The first two numbers of the name show the hardness family, while the last numbers show the chemical analysis of the deposit after welding. Finally we add a letter that indicates the different type of matrix used to realize the flux:B: basicM: metalcored, no slag.
The applications are various: scrolls carry, buckets, vibrator rollers, rolling mill process, parts of earth moving machinery and dies.

FILEUR
90
SEAMLESS FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR DUR 351 B DIN 8555: MSG 1 - 350 - P EN 14700: T Fe 1 92
FILEUR DUR 352 B DIN 8555: MSG 1 - 350 - P EN 14700: T Fe 1 93
FILEUR DUR 405 B DIN 8555: MSG 5 - GF - 40 - P EN 14700: T Fe 7 94
FILEUR DUR 503 B DIN 8555: MSG 3 - GF - 50 - P EN 14700: T Fe 8 95
FILEUR DUR 504 B DIN 8555: MSG 3 - GF - 50 - ST EN 14700: T Fe 4 96
FILEUR DUR 505 B DIN 8555: MSG 5 - GF - 55 - CP EN 14700: T Fe 6 97
FILEUR DUR 506 B DIN 8555: MSG 6 - GF - 50 - P EN 14700: T Fe 2 98
FILEUR DUR 551 B DIN 8555: MSG 5 - GF - 55 - P EN 14700: T Fe 4 99
FILEUR DUR 555 B DIN 8555: MSG 6 - GF - 55 - CP EN 14700: T Fe 6 100
FILEUR DUR 556 B DIN 8555: MSG 6 - GF - 55 - P EN 14700: T Fe 4 101
FILEUR DUR 606 B DIN 8555: MSG 6 - GF - 60 - P EN 14700: T Fe 8 102
FILEUR DUR 252 M DIN 8555: MSG 1 - GF - 250 - P EN 14700: T Fe 1 103
FILEUR DUR 255 M DIN 8555: MSG 5 - GF - 250 - C EN 14700: T Fe 7 104
FILEUR DUR 257 M DIN 8555: MSG 7 - GF - 250 - KP EN 14700: T Fe 9 105
FILEUR DUR 402 M DIN 8555: MSG 5 - GF - 40 - C EN 14700: T Fe 7 106
FILEUR DUR 403 M DIN 8555: MSG 5 - GF - 40 - C EN 14700: T Fe 7 107
FILEUR DUR 404 M DIN 8555: MSG 3 - GF - 40 - ST EN 14700: T Fe 7 108
FILEUR DUR 405 M DIN 8555: MSG 5 - GF - 40 - P EN 14700: T Fe 7 109
FILEUR DUR 453 M DIN 8555: MSG 3 - GF - 45 - ST EN 14700: T Fe 3 110
FILEUR DUR 455 M DIN 8555: MSG 5 - GF - 45 - ST EN 14700: T Fe 7 111
FILEUR DUR 456 M DIN 8555: MSG 6 - GF - 45 - G EN 14700: T Fe 6 112
FILEUR DUR 503 M DIN 8555: MSG 3 - GF - 50 - ST EN 14700: T Fe 8 113
FILEUR DUR 550 M DIN 8555: MSG 6 - 55 - PT EN 14700: T Fe 8 114
CONSUMABLES FOR HARDFACING

FILEUR
91
1SAW - SEAMLESS FLUX CORED WIRESPRODUCT AWS EURONORM PAG.
FILEUR DUR 405 M AS DIN 8555: UP5 - GF - 40 EN 14700: T Fe 7 123
FILEUR DUR 455 M AS DIN 8555: UP5 - GF - 45 EN 14700: T Fe 7 124
FILEUR DUR 456 M AS DIN 8555: UP6 - GF - 45 EN 14700: T Fe 6 125
FILEUR DUR 553 M DIN 8555: MSG 3 - GF - 55 - ST EN 14700: T Fe 3 115
FILEUR DUR 554 M DIN 8555: MSG 3 - GF - 55 - ST EN 14700: T Fe 8 116
FILEUR DUR 555 M DIN 8555: MSG 3 - GF - 55 - ST EN 14700: T Fe 8 117
FILEUR DUR 600 M DIN 8555: MSG 6 - GT - 60 - GP EN 14700: T Fe 8 118
FILEUR DUR 603 M DIN 8555: MSG 3 - GF - 60 - GPZ EN 14700: T Fe 8 119
FILEUR DUR 606 M DIN 8555: MSG 6 - GF - 60 - GP EN 14700: T Fe 8 120
FILEUR DUR 5510 M DIN 8555: MSG 10 - GF - 60 - P EN 14700: T Fe 8 121
FILEUR DUR 6010 M DIN 8555: MSG 10 - GF - 60 - CPG EN 14700: T Fe 14 122
CONSUMABLES FOR HARDFACING

92
Classifications
Shielding gas
Flow rate
Applications14 - 20 l/min
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 100-250 16-281.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HB: 325-375
C=0.065% - Mn=1.00% - Si=0.60% - P<0.025% - S<0.025% - Cr=3.00% - Mo=1.00%
Pulleys, chains, crawlers and toothed wheels.
Ar/CO2 (EN ISO 14175: M21)
DIN 8555: MSG 1 - 350 - P EN 14700: T Fe 1
Seamless basic flux cored wire for hardfacing of components subject to metal wear with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 351 B

93
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HB: 325-375
C=0.24% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=1.60%
Pulleys, chains, crawler rollers and toothed wheels.
DIN 8555: MSG 1 - 350 - P EN 14700: T Fe 1
Seamless medium alloyed basic flux cored wire for surfacing medium hard steels with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 352 B
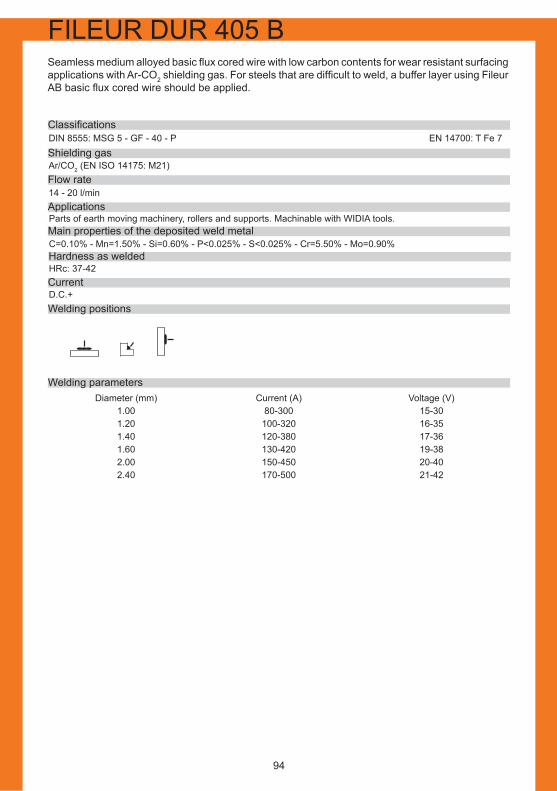
94
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 37-42
C=0.10% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=5.50% - Mo=0.90%
Parts of earth moving machinery, rollers and supports. Machinable with WIDIA tools.
DIN 8555: MSG 5 - GF - 40 - P EN 14700: T Fe 7
Seamless medium alloyed basic flux cored wire with low carbon contents for wear resistant surfacing applications with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 405 B

95
Classifications
Main properties of the deposited weld metal
Applications
Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 47-52
C=1.00% - Mn=0.70% - Si=0.40% - P<0.025% - S<0.025% - Cr=5.00% - Mo=4.00% - Ti=0.50%
Hot and cold working tools.
16 - 20 l/min
DIN 8555: MSG 3 - GF - 50 - P EN 14700: T Fe 8
Seamless, Chromium-Molybdenum-Titanium alloyed, basic flux cored wire for surfacing and repairing steels used both at low and high temperatures with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 503 B

96
Classifications
Main properties of the deposited weld metal
Applications
Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 48-50
C=1.00% - Mn=0.40% - Si=0.30% - P<0.025% - S<0.025% - Cr=2.50% - V=0.60% - W=4.5%
Spindles, dies, forging tools and shearing blades.
16 - 20 l/min
DIN 8555: MSG 3 - GF - 50 - ST EN 14700: T Fe 4
Seamless, Chromium-Vanadium-Tungsten alloyed, basic flux cored wire for surfacing hot working tools with Ar-CO2 shielding gas. Welded deposition is machinable. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 504 B

97
Classifications
Ar/CO2 (EN ISO 14175: M21) Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 52-57
C=0.09% - Mn=0.70% - Si=0.60% - P<0.025% - S<0.025% - Cr=10.00% - Mo=0.60% - Ni=1.00% - Ti=1.00%
Parts subject to wear and corrosion up to 450°C.
16 - 20 l/min
DIN 8555: MSG 5 - GF - 55 - CP EN 14700: T Fe 6
Seamless basic flux cored wire for hardfacing components subject to wear and corrosion up to 450°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 505 B

98
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 47-52
C=0.35% - Mn=1.50% - Si=0.50% - P<0.025% - S<0.025% - Cr=5.20% - Mo=0.60%
Parts of earth moving machinery, mills, crushers and supports.
DIN 8555: MSG 6 - GF -50 - P EN 14700: T Fe 2
Seamless medium alloyed basic wire for wear and stress resistant surfacing applications with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 506 B

99
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 52-57
C=0.15% - Mn=0.60% - Si=0.60% - P<0.025% - S<0.025% - Cr=6.50% - Mo=3.20%
Pulleys, chains, crawlers and toothed wheels.
DIN 8555: MSG 5 - GF - 55 - P EN 14700: T Fe 4
Seamless basic flux cored wire for hardfacing components subject to friction and metal wear with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 551 B

100
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Classifications
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 52-57
C=0.04% - Mn=1.00% - Si=0.60% - P<0.025% - S<0.025% - Cr=6.00% - Mo=2.50% - Ti=0.30%
Parts subject to embrittlement, wear and corrosion.
DIN 8555: MSG 6 - GF - 55 - CP EN 14700: T Fe 6
Seamless basic flux cored wire for hardfacing components subject to chemical corrosion with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 555 B
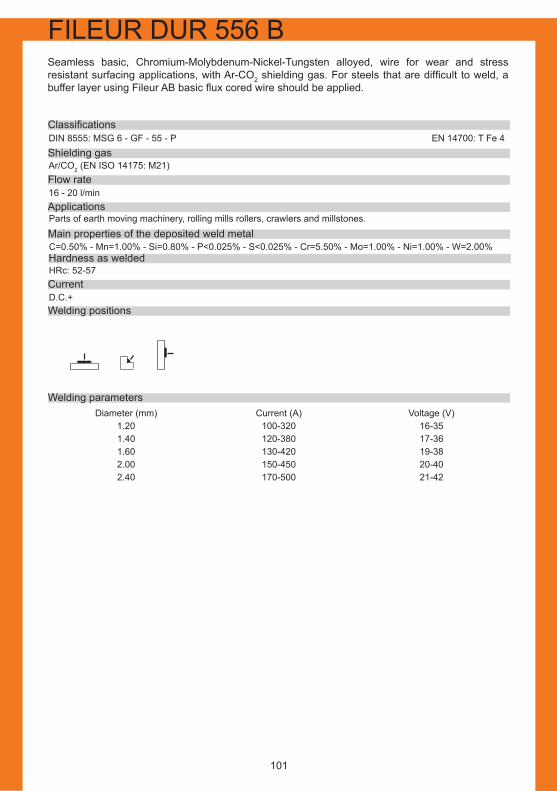
101
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-42
HRc: 52-57
C=0.50% - Mn=1.00% - Si=0.80% - P<0.025% - S<0.025% - Cr=5.50% - Mo=1.00% - Ni=1.00% - W=2.00%
16 - 20 l/min
Parts of earth moving machinery, rolling mills rollers, crawlers and millstones.
DIN 8555: MSG 6 - GF - 55 - P EN 14700: T Fe 4
Seamless basic, Chromium-Molybdenum-Nickel-Tungsten alloyed, wire for wear and stress resistant surfacing applications, with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 556 B

102
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min
Main properties of the deposited weld metal
Applications
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 80-300 15-301.20 100-320 16-351.40 120-380 17-361.60 130-420 19-382.00 150-450 20-402.40 170-500 21-41
HRc: 57-62
C=0.50% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=5.50% - Mo=0.60%
Parts of earth moving machinery, mills, crushers and supports.
DIN 8555: MSG 6 - GF - 60 - P EN 14700: T Fe 8
Seamless basic, Chromium-Molybdenum alloyed, wire for wear resistant surfacing applications up to 700°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 606 B

103
Classifications
Shielding gas
Flow rateAr/CO2 (EN ISO 14175: M21)
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 225-275
C=0.10% - Mn=1.80% - Si=0.60% - P<0.025% - S<0.025% - Cr=1.00%
Rail road frogs, transport roller and wheels, wear parts from track vehicles, stud links and rope pulleys.
16 - 20 l/min
DIN 8555: MSG 1 - GF - 250 - P EN 14700: T Fe 1
Seamless metalcored wire for wear resistant hardfacing applications with Ar-CO2 shielding gas, well suited for wear resistant parts subject to heavy impact and shock. The weld metal is machinable and self-hardnable.
FILEUR DUR 252 M

104
Main properties of the deposited weld metal
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.60 60-420 16-382.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HB: 225-275
C=0.05% - Mn=0.90% - Si=0.70% - P<0.020% - S<0.020% - Cr=17.00%
Continuous casting rollers.
18 - 20 l/min
DIN 8555: MSG 5 - GF - 250 - C EN 14700: T Fe 7
Seamless, 17% Chromium alloyed, metalcored wire for corrosion and wear resistant surfacing applications with Ar-CO2 shielding gas. Good resistance to corrosion at high temperatures and oxidation up to 900°C. This wire is especially suitable for welding when sulphur gas is present. It can also be used with the submerged arc welding procedure under shielding flux to obtain a brighter, more regular bead with improved hardness.
FILEUR DUR 255 M

105
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 15-20
C=0.06% - Mn=14.00% - Si=0.70% - P<0.025% - S<0.025% - Cr=2.00% - Ni=1.00%
Parts of earth moving machinery, rollers, buckets and mills.
16 - 20 l/min
DIN 8555: MSG 7 - GF - 250 - KP EN 14700: T Fe 9
Seamless, Manganese alloyed, metalcored wire for hardfacing applications with high presence of Manganese (typical 14%) with Ar-CO2 shielding gas. The deposit guarantees an elevated resistance both to abrasion and to strong impacts. The welding process must be performed at the lowest temperature of interpass possible under 300°C.
FILEUR DUR 257 M

106
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.60 60-420 16-382.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc: 37-42
C=0.08% - Mn=0.50% - Si=0.80% - P<0.020% - S<0.020% - Cr=13.00%
Hardfacing of continuous casting rollers and parts of steam turbines.
18 - 20 l/min
DIN 8555: MSG 5 - GF - 40 - C EN 14700: T Fe 7
Seamless, 13% Chromium alloyed, metalcored wire for corrosion, erosion and friction wear resistant surfacing applications with Ar-CO2 shielding gas. This wire can also be used with the submerged arc welding technique under shielding flux to obtain a brighter, more regular bead with improved hardness.
FILEUR DUR 402 M

107
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.60 60-420 16-382.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc:37-42
C=0.08% - Mn=1.00% - Si=0.60% - P<0.020% - S<0.020% - Cr=13.50% - Ni=4.00% - Mo=0.50%
Continuous casting rollers.
18 - 20 l/min
DIN 8555: MSG 5 - GF - 40 - C EN 14700: T Fe 7
Seamless, Chromium-Nickel-Molybdenum alloyed, metalcored wire for corrosion, erosion, heat shocks and friction wear resistant surfacing applications with Ar-CO2 shielding gas. Good resistance to corrosion at high temperature and oxidation. This wire is especially suitable for welding when sulphur gas is present. It can also be used with the submerged arc welding procedure under shielding flux, to obtain a brighter, more regular bead with improved hardness.
FILEUR DUR 403 M
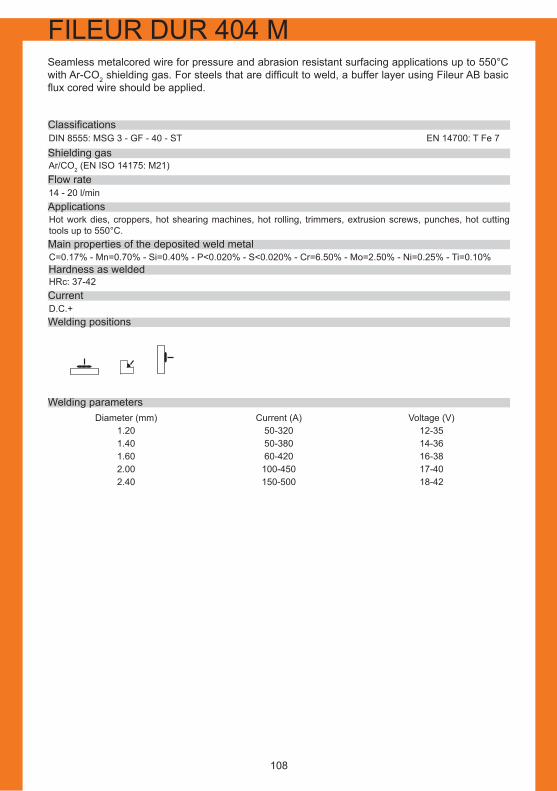
108
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 37-42
C=0.17% - Mn=0.70% - Si=0.40% - P<0.020% - S<0.020% - Cr=6.50% - Mo=2.50% - Ni=0.25% - Ti=0.10%
Hot work dies, croppers, hot shearing machines, hot rolling, trimmers, extrusion screws, punches, hot cutting tools up to 550°C.
DIN 8555: MSG 3 - GF - 40 - ST EN 14700: T Fe 7
Seamless metalcored wire for pressure and abrasion resistant surfacing applications up to 550°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 404 M

109
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 37-42
C=0.10% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=5.50% - Mo=0.90%
Parts of earth moving machinery, rollers and supports. Machinable with WIDIA tools.
DIN 8555: MSG 5 - GF - 40 - P EN 14700: T Fe 7
Seamless medium alloyed metalcored wire with low carbon contents for wear resistant surfacing applications with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 405 M

110
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 42-47
C=0.25% - Mn=1.00% - Si=0.60% - P<0.025% - S<0.025% - Cr=5.00% - Mo=4.00%
Parts of earth moving machinery, rollers, mills and supports.
16 - 20 l/min
DIN 8555: MSG 3 - GF - 45 -ST EN 14700: T Fe 3
Seamless, Chromium-Molybdenum alloyed, metalcored wire for hardfacing to wear for abrasion, compression and high temperature impacts with Ar-CO2 shielding gas. Main features: great stability of the arc and smaller noise in comparison to the similar solid wires. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 453 M

111
Main properties of the deposited weld metal
Applications
Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Classifications
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)2.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc: 42-47
C=0.10% - Mn=1.30% - Si=1.30% - P<0.020% - S<0.020% - Cr=13.00% - Mo=1.50% - V=0.25% - Ni=2.50% - Nb=0.20%
Rollers, supports, shafts, valve seats and other parts subject to wear and/or corrosion at high temperature.
18 - 20 l/min
DIN 8555: MSG 5 - GF - 45 - ST EN 14700: T Fe 7
Seamless high alloyed metalcored wire for abrasion, corrosion and heat resistant surfacing applications with Ar-CO2 shielding gas. This wire can be used under flux through the submerged arc welding procedure thereby granting great advantages in terms of final appearance and performance. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 455 M

112
Classifications
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)2.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc: 42-47
C=1.50% - Mn=0.30% - Si=0.60% - P<0.025% - S<0.025% - Cr=10.00%
Parts of earth moving machinery, rollers, mills and sugar mills roll teeth.
NO GAS
DIN 8555: MSG 6 - GF - 45 - G EN 14700: T Fe 6
Self shielded, Chromium alloyed, seamless metalcored wire for wear resistant surfacing applications, ideal for semi or fully automatic surfacing of sugar mill rollers, earth moving machinery, rolls, mills and supports. Especially suitable for out-of-position applications, often used “in situ” during cane crashing. Under gas or flux protection, it releases a more regular welding process with improved hardness.
FILEUR DUR 456 M

113
Classifications
Main properties of the deposited weld metal
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 47-52
C=0.25% - Mn=0.80% - Si=0.50% - P<0.020% - S<0.020% - Cr=5.00% - Mo=3.50% - Ti=0.25%
Hot work dies, croppers, hot shearing machines, hot rolling, trimmers, extrusion screws, punches and hot cutting tools up to 550°C.
DIN 8555: MSG 3 - GF - 50 - ST EN 14700: T Fe 8
Seamless metalcored wire for metal wear and abrasion resistant surfacing applications up to 550°C with Ar-CO2 shielding gas. The titanium carbides make this wire especially suitable for hot wear resistant surfacing. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 503 M

114
Main properties of the deposited weld metal
Classifications
Applications14 - 20 l/min Flow rateAr/CO2 (EN ISO 14175: M21) Shielding gas
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 52-57
C=0.50% - Mn=3.00% - Si=1.00% - P<0.025% - S<0.025% - Cr=6.50% - Mo=0.80% - V=0.40%
Tractor rollers and idlers, dredging parts, gravel pumps, crusher bars, table rolls, cable drums and parts involving metal to metal wear.
DIN 8555: MSG 6 - 55 - PT EN 14700: T Fe 8
Seamless, Chromium-Molybdenum-Vanadium alloyed, metalcored wire for stress and compression resistant surfacing applications with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 550 M

115
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 52-57
C=0.40% - Mn=1.00% - Si=0.40% - P<0.025% - S<0.025% - Cr=8.00% - Mo=2.40%
Parts of earth moving machinery, rollers, mills and supports.
DIN 8555: MSG 3 - GF - 55 - ST EN 14700: T Fe 3
Seamless, Chromium-Molybdenum alloyed, metalcored wire for hardfacing to wear for clutch and high temperature moderate impacts with Ar-CO2 shielding gas. Main features: great stability of the arc and less noise in comparison to the similar solid wires. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 553 M

116
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 52-57
C=0.30% - Mn=0.95% - Si=0.50% - P<0.025% - S<0.025% - Cr=6.50% - Mo=2.10% - Ti=0.30%
Hot work dies, croppers, hot shearing machines, hot rolling, trimmers, extrusion screws, punches and hot cutting tools up to 550°C.
DIN 8555: MSG 3 - GF - 55 - ST EN 14700: T Fe 8
Seamless metalcored wire for pressure and abrasion resistant surfacing applications up to 550°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 554 M

117
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)2.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc: 52-57
C=0.24% - Mn=0.60% - Si=0.70% - P<0.025% - S<0.025% - Cr=10% - Ni=1.70% - Mo=3.00% - W=1.40% - Ti=0.20% - V=0.30%
Forgins rebuilding, mandrels and moulds.
DIN 8555: MSG 5 - GF - 55 - ST EN 14700: T Fe 8
Seamless high-alloyed metalcored wire, for hardfacing, for maintenance of tools of heatresist services with Ar-CO2 shielding gas. Resistant to thermal shock and high temperature.
FILEUR DUR 555 M

118
Classifications
Ar/CO2 (EN ISO 14175: M21) Shielding gas
Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 57-62
C=0.45% - Mn=0.40% - Si=3.00% - P<0.025% - S<0.025% - Cr=9.00%
Coating of new and restored ceramic tiles, parts of earth moving machinery, rollers, mills and supports.
DIN 8555: MSG 6 - GT - 60 - GP EN 14700: T Fe 8
Seamless, Chromium alloyed, metalcored wire for wear resistant surfacing applications with Ar-CO2 shielding gas. This wire is well indicated for the coating of ceramic tiles. Features include: better arc stability and less noise if compared to similar solid wires, good resistance to abrasion and good weldability on new or restored tiles. Low amount of slag also after several welding beads, the residual slag can be easily removed.
FILEUR DUR 600 M
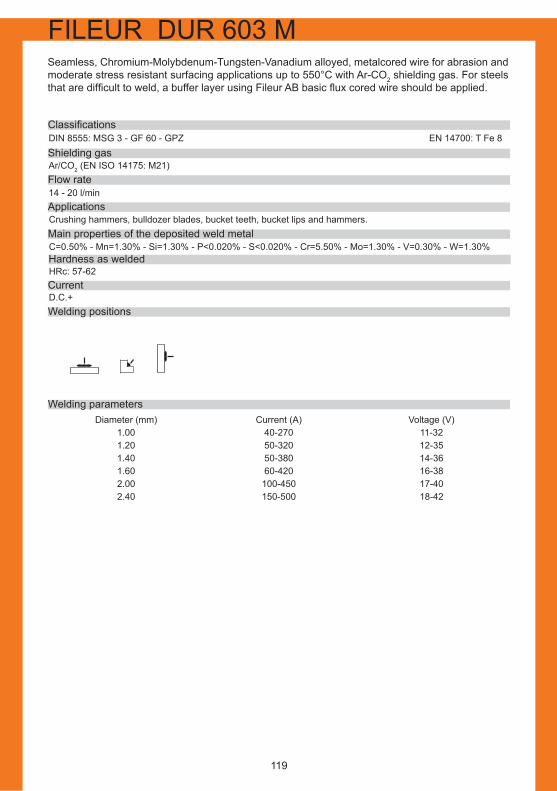
119
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 50-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 57-62
C=0.50% - Mn=1.30% - Si=1.30% - P<0.020% - S<0.020% - Cr=5.50% - Mo=1.30% - V=0.30% - W=1.30%
Crushing hammers, bulldozer blades, bucket teeth, bucket lips and hammers.
DIN 8555: MSG 3 - GF 60 - GPZ EN 14700: T Fe 8
Seamless, Chromium-Molybdenum-Tungsten-Vanadium alloyed, metalcored wire for abrasion and moderate stress resistant surfacing applications up to 550°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 603 M

120
Classifications
Shielding gasAr/CO2 (EN ISO 14175: M21) Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.00 40-270 11-321.20 50-320 12-351.40 60-380 14-361.60 60-420 16-382.00 100-450 17-402.40 150-500 18-42
HRc: 57-62
C=0.50% - Mn=1.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=5.50% - Mo=0.60%
Parts of earth moving machinery, rollers and mills.
DIN 8555: MSG 6 - GF - 60 GP EN 14700: T Fe 8
Seamless, Chromium-Molybdenum alloyed, metalcored wire for wear resistant hardfacing applications up to 700°C with Ar-CO2 shielding gas. For steels that are difficult to weld, a buffer layer using Fileur AB basic flux cored wire should be applied.
FILEUR DUR 606 M

121
Classifications
Shielding gas
Flow rate14 - 20 l/min Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.20 150-250 20-311.40 160-280 21-321.60 180-300 22-332.00 200-325 23-342.40 250-350 24-35
HRc: 57-62
C=1.60% - Mn=0.90% - Si=0.60% - P<0.025% - S<0.025% - Cr=6.00% - Mo=1.20% - Ti=4.50%
Crushing hammers, asphalt mixer blades, bulldozer blades, bucket dredge teeth and lips, farming machinery.
98%Ar+2%O2 (EN ISO 14175: M13)
DIN 8555: MSG 10 - GF - 60 - P EN 14700: T Fe 8
Seamless, Chromium-Molybdenum-Titanium alloyed, metalcored wire for hardfacing applications with 98%Ar + 2%CO2 shielding gas. Exceptionally resistant to heavy impact and abrasion; good resistance to cracks. Martensitic matrix with finely dispersed titanium carbides. Hardfaced surfaces can be shaped by grinding.
FILEUR DUR 5510 M

122
Classifications
Main properties of the deposited weld metal
Applications
Flow rate
Shielding gas
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)1.60 60-420 16-382.00 100-450 17-402.40 150-500 18-422.80 200-500 28-453.20 250-500 30-454.00 350-500 35-45
HRc: 58-62
C=3.50% - Si=0.60% - P<0.025% - S<0.025% - Cr=30.00%
Mullers, crushers, excavator shovels and ceramic moulds.
16 - 20 l/min
Ar/CO2 (EN ISO 14175: M21) / NO GAS
DIN 8555: MSG 10 - GF - 60 - CPG EN 14700: T Fe 14
Seamless, high Chromium alloyed, metalcored wire for surfacing applications. Deposition has the same structure as Chromium iron cast resisting up to 1000°C with Ar-CO2 shielding gas. Four overlapping runs. This wire can be welded also without shielding gas with the open arc welding procedure.
FILEUR DUR 6010 M

123
Classifications
Applications
Main properties of the deposited weld metal after 3 layers
Welding parameters
Welding positions
Current
Hardness as welded
Diameter (mm) Current (A) Voltage (V)2.40 250-300 27-302.80 300-350 30-343.20 350-400 34-384.00 380-500 35-45
D.C.+ / D.C.-
HRc: 51 average as weldedHRc: 40 average after PWHT 590°C for 8h
C=0.10% - Mn=1.60% - Si=1.20% - P<0.020% - S<0.020% - Cr=13.00% - Mo=1.30% - Ni=2.00%
Hardfacing and rolling mills process.
DIN 8555: UP5 - GF - 40 EN 14700: T Fe 7
Seamless, Chromium alloyed, metalcored wire for wear resistant to thermal fatigue and corrosion at high temperature for the submerged arc welding applications. Suitable for all continuous casting machines rolls, base material 42CrMo4 and St 52-3.
FILEUR DUR 405 M AS

124
Classifications
Applications
Main properties of the deposited after 3 layers
Welding parameters
Welding positionsD.C.+ Current
Hardness as welded
Hardfacing and rolling mills process.
Diameter (mm) Current (A) Voltage (V)2.40 250-300 27-302.80 300-350 30-343.20 350-400 34-384.00 380-500 35-45
C=0.10% - Mn=1.30% - Si=1.30% - P<0.020% - S<0.020% - Cr=13.00% - Mo=1.50% - V=0.25% - Ni=2.00% - Nb=0.20%
HRc: 40-45
Seamless high-alloyed metalcored wire for submerged arc hardfacing. Ideal for high temperature corrosion and abrasion resistant hardfacing. For steels that are difficult to weld, a buffer layer using Fileur AB AS basic flux cored wire should be applied. The use of the wire under flux grants a regular welding with considerable hardness.
DIN 8555: UP5 - GF - 45 EN 14700: T Fe 7
FILEUR DUR 455 M AS
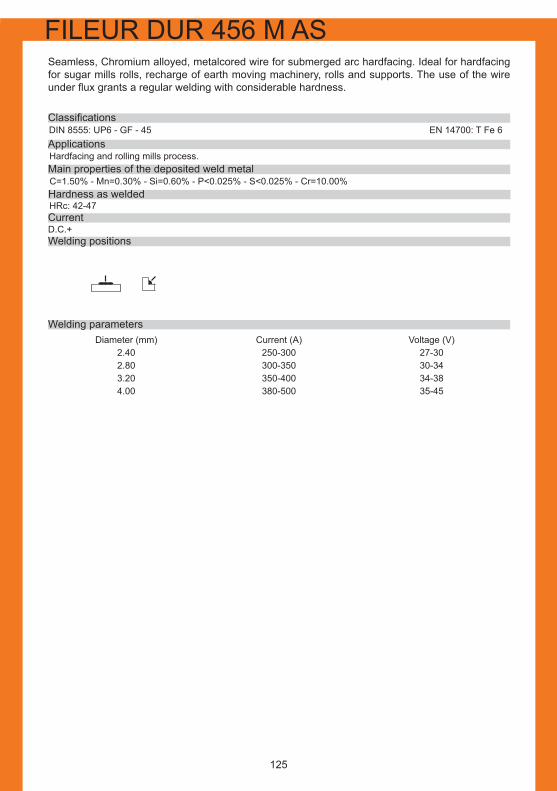
125
Classifications
Applications
Main properties of the deposited weld metal
Welding parameters
Welding positionsD.C.+Current
Hardness as welded C=1.50% - Mn=0.30% - Si=0.60% - P<0.025% - S<0.025% - Cr=10.00%
Diameter (mm) Current (A) Voltage (V)2.40 250-300 27-302.80 300-350 30-343.20 350-400 34-384.00 380-500 35-45
HRc: 42-47
Hardfacing and rolling mills process.
Seamless, Chromium alloyed, metalcored wire for submerged arc hardfacing. Ideal for hardfacing for sugar mills rolls, recharge of earth moving machinery, rolls and supports. The use of the wire under flux grants a regular welding with considerable hardness.
DIN 8555: UP6 - GF - 45 EN 14700: T Fe 6
FILEUR DUR 456 M AS

126
FILEUR
127
CONSUMABLES FOR STAINLESS AND HIGH-ALLOYED STEELS
In this section we introduce our range of solid wire for welding of stainless steels.
The main feature of this range of steels is the high corrosion resistance both in presence of aggressive agents and in presence of gases at high temperatures.
The stainless steels are alloyed Iron-Chromium or Iron-Chromium-Nickel (Molybdenum), with a content of Chromium from 12% to 30% and of Nickel up to 25%.
The properties are due to the presence of chromium, that can form a layer of oxide particularly tenacious in the surface of the metal , waterproof and less soluble in a big number of corrosive agents.
The stainless steels can be divided in Chromium steels (ferritics), Chromium-Nickel steels (austenitics), austenitics-ferritics steels (duplex) in function of their final microstructure.
The main applications of this steels are linked to their anti-corrosion properties, so they can be used in chemical plants, petrochemistry, textile industry, food industry, desalination plants, shipbuilding and off-shore applications.

FILEUR
128
GMAW SOLID WIRESPRODUCT AWS EURONORM PAG.
FILEUR INOX SW 307 A5.9: ER 307 EN ISO 14343-A: G 18 8 Mn / W.No: 1.4370 129
FILEUR INOX SW 308 L Si A5.9: ER308LSi EN ISO 14343-A: G19 9 LSi / W.No:1.4316 130
FILEUR INOX SW 309 L Si A5.9: ER309LSi EN ISO 14343-A: G23 12 LSi / W.No:1.4332 131
FILEUR INOX SW 316 L Si A5.9: ER316LSi EN ISO 14343-A: G19 12 3 LSi / W.No:1.4430 132
FILEUR INOX SW 317 L A5.9: ER317L EN ISO 14343-A: G 18 15 3 L / W.No:1.4438 133
FILEUR INOX SW 318 Si A5.9: ER 318 EN ISO 14343-A: G 19 12 3 NbSi /W.No: 1.4576 134
FILEUR INOX SW 347 L Si A5.9: ER347Si EN ISO 14343-A: G19 9 NbSi / W.No:1.4551 135
FILEUR INOX SW 410 A5.9: ER410 EN ISO 14343-A: G13 / W.No:1.4009 136
FILEUR INOX 410 NiMo A5.9: ER410NiMo EN ISO 14343-A: G13 4 / W.No:1.4313 137
FILEUR INOX SW 2209 A5.9: ER 2209 EN ISO 14343-A: G 22 9 3 NL / W.No:1.4462 138
FILEUR INOX SW 2594 A5.9: ER 2594 EN ISO 14343-A: G 25 9 4 NL 139
CONSUMABLES FOR STAINLESS AND HIGH-ALLOYED STEELS
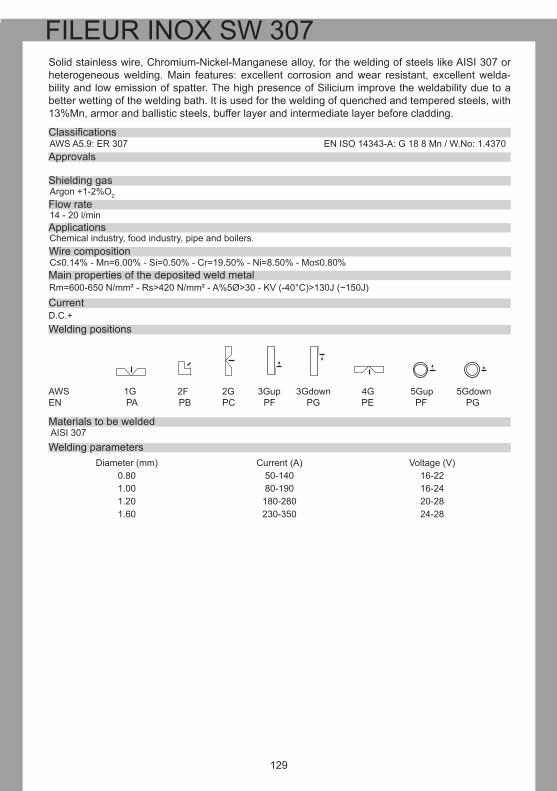
129
Classifications
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
AWS A5.9: ER 307 EN ISO 14343-A: G 18 8 Mn / W.No: 1.4370Approvals
Shielding gasArgon +1-2%O2 Flow rate 14 - 20 l/min ApplicationsChemical industry, food industry, pipe and boilers.
Main properties of the deposited weld metal
CurrentD.C.+ Welding positions
Materials to be welded
Welding parameters
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Rm=600-650 N/mm² - Rs>420 N/mm² - A%5Ø>30 - KV (-40°C)>130J (~150J)
AISI 307
Wire compositionC≤0.14% - Mn=6.00% - Si=0.50% - Cr=19.50% - Ni=8.50% - Mo≤0.80%
Solid stainless wire, Chromium-Nickel-Manganese alloy, for the welding of steels like AISI 307 or heterogeneous welding. Main features: excellent corrosion and wear resistant, excellent welda-bility and low emission of spatter. The high presence of Silicium improve the weldability due to a better wetting of the welding bath. It is used for the welding of quenched and tempered steels, with 13%Mn, armor and ballistic steels, buffer layer and intermediate layer before cladding.
FILEUR INOX SW 307

130
Classifications
Approvals
Shielding gas
Flow rate
Applications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
1.4306 X 2CrNi19-11 - 1.4301 X5CrNi18-10 - 1.4311 X2CrNiN18-10 1.4312 GX10CrNi18-8 - 1.4541 X6CrNiTi18-10 - 1.4546 X5CrNiNb18-10 - 1.4550 X6CrNiNb18-10AISI 304 - AISI 304 L - 304LN - 302AISI 321 - AISI 347 - ASTM A157 Gr.C9 - A320 Gr.B8C o D
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
M13: Rm=600-650 N/mm2 - Rs>420 N/mm2 - A%5Ø>35 - KV (+20°C)>75J (~110J) - (-196°C)>32J (~60J)
C≤0.02% - Mn=1.70% - Si=0.90% - Cr=20.0% - Ni=10.2%
Chemical industry, food industry, pipe and boilers.
12 - 16 l/min
Ar+1-3%O2 (EN ISO 14175: M13)
TÜV - DB
Solid stainless wire for the welding of austenitic Chromium-Nickel alloyed, 18% Chromium 8% Nickel. Main features: excellent corrosion resistant, great weldability, low emission of spatter and excellent mechanical properties up to -196°C. The low presence of carbon guarantee a intergranular corrosion resistant up to 350°C; the high presence of Silicium improve the weldability due to a better wetting of the welding bath.
AWS A5.9: ER308LSi EN ISO 14343-A: G19 9 LSi / W.No:1.4316
FILEUR INOX SW 308 L Si
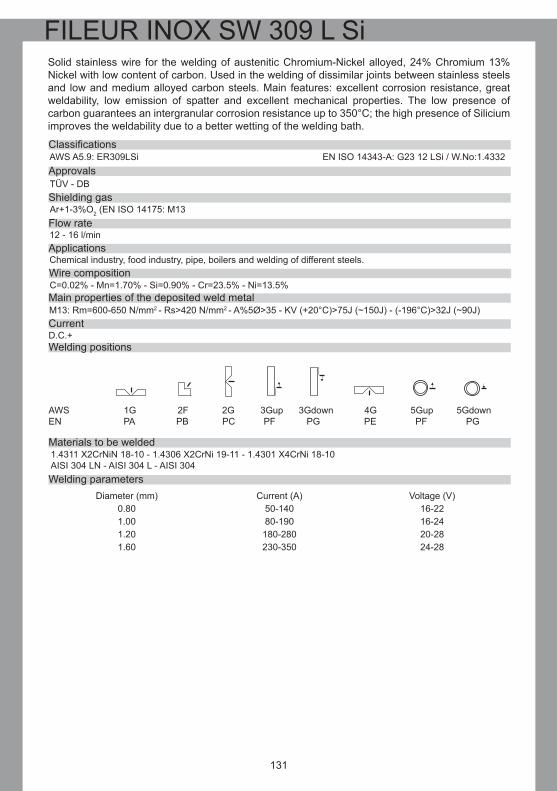
131
Classifications
Approvals
Shielding gas
Flow rate
Applications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
1.4311 X2CrNiN 18-10 - 1.4306 X2CrNi 19-11 - 1.4301 X4CrNi 18-10AISI 304 LN - AISI 304 L - AISI 304
M13: Rm=600-650 N/mm2 - Rs>420 N/mm2 - A%5Ø>35 - KV (+20°C)>75J (~150J) - (-196°C)>32J (~90J)
C=0.02% - Mn=1.70% - Si=0.90% - Cr=23.5% - Ni=13.5%
Chemical industry, food industry, pipe, boilers and welding of different steels.
Ar+1-3%O2 (EN ISO 14175: M13
12 - 16 l/min
TÜV - DB
AWS A5.9: ER309LSi EN ISO 14343-A: G23 12 LSi / W.No:1.4332
FILEUR INOX SW 309 L SiSolid stainless wire for the welding of austenitic Chromium-Nickel alloyed, 24% Chromium 13% Nickel with low content of carbon. Used in the welding of dissimilar joints between stainless steels and low and medium alloyed carbon steels. Main features: excellent corrosion resistance, great weldability, low emission of spatter and excellent mechanical properties. The low presence of carbon guarantees an intergranular corrosion resistance up to 350°C; the high presence of Silicium improves the weldability due to a better wetting of the welding bath.

132
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
1.4401 X5CrNiMo17-12-2 - 1.4404 X2CrNiMo17-12-21 - 1.4435 X2CrNiMo18-14-3 - 1.4583 X10CrNi-MoNb18-121.4436 X3CrNiMo17-13-3 - 1.4571 X6CrNiMoTi17-12-2 - 1.4580 X6CrNiMoNb17-12-2 - 1.4409 GX2CrNiMo 19-11-2UNS S31653 AISI 316L - AISI 316Ti - AISI 316Cb
M13: Rm=600-650 N/mm2 - Rs>420 N/mm2 - A%5Ø>35 - KV (+20°C)>70J (~120J) - (-196°C)>32J (~50J)
C=0.01% - Mn=1.70% - Si=0.90% - Cr=18.5% - Ni=12.0% - Mo=2.7%
Chemical industry, food industry, pipe and boilers.
Ar+1-3%O2 (EN ISO 14175: M13)
Solid stainless wire for the welding of austenitic Chromium-Nickel alloy, 18% Chromium 8% Nickel and 18% Chromium 8% Nickel 3% Molybdenum. Main features: excellent corrosion resistant, great weldability, low emission of spatter and excellent mechanical properties up to -196°C. The low presence of carbon guarantees a intergranular corrosion resistant up to 400°C; the high presence of Silicium improve the weldability due to a better wetting of the welding bath.
TÜV - DB
AWS A5.9: ER316LSi EN ISO 14343-A: G19 12 3 LSi / W.No:1.4430
FILEUR INOX SW 316 L Si

133
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
1.4336 X3CrNiMo17-13-31.44439 X2CrNiMoN17-13-51.4429 X2CrNiMoN17-13-31.4438 X2CrNiMo18-15-41.4583 X1CrNiMoNb18-12
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ CurrentRm=600-650 N/mm² - Rs>400 N/mm² - A%5Ø>30 - KV (+20°C)>70J (~100J) - (-196°C)>32J (~50J)Main properties of the deposited weld metalC=0.03% - Mn=7.00% - Si=0.70% - Cr=19.5% - Ni=17.5% - Mo=4.3% - N=0.16% Wire compositionChemical industry, food industry, pipe and boilers. Applications14 - 20 l/min Flow rate Argon+20-30%He+max.2%CO2 Shielding gas ApprovalsAWS A5.9: ER317L EN ISO 14343-A: G 18 15 3 L / W.Nr. 1.4438Classifications
Solid stainless wire 3-4% Molybdenum similar to the 1.4438/317L steel. Main features: excellent corrosion resistance, excellent weldability, low spatter and exceptional mechanic characteristics up to -196°C. The wire is steady to Nobium to improve the intergranular corrosion resistance up to 400°C; the high presence of Silicium improves the weldability due to a better wetting of the welding bath.
FILEUR INOX SW 317 L

134
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Main properties of the deposited weld metal
Materials to be welded
Wire composition
Solid stainless wire class ER 318 Si. Main features: excellent corrosion resistance, excellent weldability, less spatter and exceptional mechanical properties up to -120°C. The wire is steady to Nobium to improve the intergranular corrosion resistance up to 400°C; the high presence of Silicium improve the weldability due to a better wetting of the welding bath.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
1.4571 X6CrNiMoTi17-12-21.4580 X6CrNiMoNb17-12-2 1.4401 X5CrNiMoN 17-12-21.4581 GX5CrNiMoNb19-11-2 1.4437 GX6CrNiMo18-121.4583 X10CrNiMoNb18-12 1.4436 X3CrNiMo17-13-3AISI 316L316Ti316Cb
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
CurrentD.C.+ Welding positions
Rm:600-700 N/mm2 - Rs>390 N/mm2 - A%5Ø>30 - KV(+20°C)>70J (~110J) - (-120°C)>32J (~50J)
C=0.030% - Mn=1.40% - Si=0.80 - Cr=19.0% - Ni=11.5% - Mo=2.80% - Nb=+
Chemical industry, food industry, pipe and boilers.
Argon + max. 2.5% CO2
AWS A5.9: ER 318 EN ISO 14343-A: G 19 12 3 NbSi / W.Nr. 1.4576
FILEUR INOX SW 318 Si

135
Main properties of the deposited weld metal
Wire composition
Applications14 - 20 l/min Flow rate
Shielding gas
Approvals
Classifications
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
1.4550 X6CrNiNb18-10 - 1.4541 X6CrNiTi18-10 - 1.4552 GX5CrNiNb19-10 1.4301 X5CrNi18-10 - 1.4312 GX10CrNi18-8 - 1.4546 X5CrNiNb18-10 1.4311 X2CrNiN18-10 - 1.436 X2CrNi19-11 AISI 347 - AISI 321 - AISI 302 - AISI 304 AISI 304L - AISI 304LN - ASTM A296 Gr.CF 8 C - A157 Gr.C9 - A320 Gr.B8C o D
M13: Rm=600-650 N/mm2 - Rs>420 N/mm2 - A%5Ø>30 - KV (+20°C)>70J (~110 J) - (-196°C)>32J (~50J)
C=0.03% - Mn=1.30% - Si=0.90% - Cr=19.5% - Ni=10.0% - Nb=0.6%
Solid stainless wire for the welding of austenitic Chromium-Nickel alloy, 18% Chromium 8% Nickel. Main features: excellent corrosion resistance, great weldability, low emission of spatter and excellent mechanical properties up to -196°C. The wire is steady to the Niobium and this improves an intergranular corrosion resistance up to 400°C; the high presence of Silicium improves the weldability due to a better wetting of the welding bath.
Chemical industry, food industry, pipe and boilers.
Ar+1-3%O2 (EN ISO 14175: M13)
TÜV - DB
AWS A5.9: ER347Si EN ISO 14343-A: G19 9 NbSi / W.No:1.4551
FILEUR INOX SW 347 Si
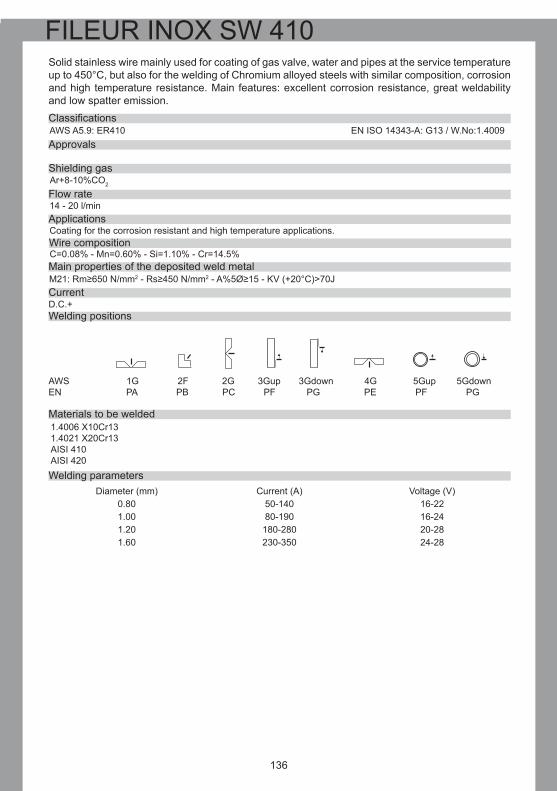
136
Classifications
Approvals
Shielding gas
14 - 20 l/min Flow rate
Applications
Wire composition
Main properties of the deposited weld metal
Welding parameters
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+Current
Coating for the corrosion resistant and high temperature applications.
Diameter (mm) Current (A) Voltage (V)0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
M21: Rm≥650 N/mm2 - Rs≥450 N/mm2 - A%5Ø≥15 - KV (+20°C)>70J
C=0.08% - Mn=0.60% - Si=1.10% - Cr=14.5%
Ar+8-10%CO2
1.4006 X10Cr131.4021 X20Cr13AISI 410AISI 420
Solid stainless wire mainly used for coating of gas valve, water and pipes at the service temperature up to 450°C, but also for the welding of Chromium alloyed steels with similar composition, corrosion and high temperature resistance. Main features: excellent corrosion resistance, great weldability and low spatter emission.
AWS A5.9: ER410 EN ISO 14343-A: G13 / W.No:1.4009
FILEUR INOX SW 410

137
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Wire composition
Main properties of the deposited weld metal
Welding parametersDiametro (mm) Corrente (A) Tensione (V)
0.80 50-140 16-221.00 80-190 16-241.20 180-280 20-281.60 230-350 24-28
Ar+8-10%CO2
Hydro turbines constructions.
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ Current
1.4317 GX4CrNi13-41.4313 X3CrNiMo13-41.4351 X3CrNi13-41.4414 GX4CrNiMo13-4ACI Gr. CA 6 NM
M21: Rm≥950 N/mm2 - Rs≥750 N/mm2 - A%5Ø≥10 - KV(+20°C)>30J
C≤0.02% - Mn=0.70% - Si=0.40% - Cr=12.3% - Ni=4.2% - Mo=0.50%
AWS A5.9: ER 410 NiMo EN ISO 14343-A: G 13 4 / W.no: 1.4313
Solid stainless wire low carbon, 13% Chromium 4% Nickel alloyed, adapt for martensitic steels like 1.4313 / CA 6 NM. Main features: corrosion resistance, excellent weldability and low spatter issue.
FILEUR INOX SW 410 Ni Mo

138
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Main properties of the deposited weld metal
Wire composition
Solid stainless wire for welding of ferritic-austenitic duplex materials. Main features excellent corrosion resistance, excellent welding propeties, less spatter and exceptional mechanic properties from -40°C up to +250°C.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
CurrentD.C.+ Welding positions
Materials to be welded
Welding parameters
AWS 1G 2F 2G 3Gup Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
1.4462 X2CrNiMoN22-5-31.4362 X2CrNiN23-41.4462 X2CrNiMoN 22-5-3
C=0.015% - Mn=1.70% - Si=0.40% - Cr=22.5% - Ni=8.80% - Mo=3.20% - N=0.15%
Chemical industry, food industry, pipe and boilers.
AWS A5.9: ER 2209 EN ISO 14343-A: G 22 9 3 NL / W.Nr. 1.4462
Rm>720N/mm2 - Rs>600N/mm2 - A%5Ø>25 - KV(+20°C)>70J (~90J) - (-40°C)>32J (~50J)
Argon+20-30%He+0.5-2%CO2
FILEUR INOX SW 2209

139
Classifications
Approvals
Shielding gas
Flow rate 14 - 20 l/min Applications
Main properties of the deposited weld metal
Materials to be welded
Wire composition
Solid stainless wire for the welding of ferritic-austenitic superduplex materials. Main features: excellent corrosion resistance, excellent weldability, less spatter and exceptional mechanical properties from -50°C up to +250°C.
Chemical industry, food industry, pipe and boilers.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters25% Cr-Superduplex steels like 1.4501 X2CrNiMoCuWN 25-7-4
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
CurrentD.C.+ Welding positions
Rm>850 N/mm2 - Rs>700 N/mm2 - A%5Ø>25 - KV(+20°C)>120J (~150J) - (-50°C)>100J (~120J)
C=0.015% - Mn=1.70% - Si=0.40% - Cr=22.5% - Ni=8.80% - Mo=3.20% - N=0.15%
Argon+20-30%He+0.5-2%CO2
AWS A5.9: ER 2594 EN ISO 14343-A: G 25 9 4 NL
FILEUR INOX SW 2594

140

FILEUR
141
CONSUMABLES FOR NICKEL ALLOYS
In this sections we introduce our own range of solid wires for the nickel alloys welding, which are the metallic alloys that contain levels of nickel higher than 30%.
The elements most used for this alloys, apart from Iron and Chromium, are Molybdenum, Tungsten, Cobalt, Aluminium, Titanium and Niobium. They are able to grant particular features of creep and corrosion resistance to the alloy.
The Nickel alloys are very precious and their use is increasing particularly in chemical industry and petrochemistry and in all applications where there are heavy conditions of temperature and corrosion. For some types of Nickel alloys cryogenic applications are possible up to low temperature, -196°C.

FILEUR
142
GMAW SOLID WIRESPRODUCT AWS EURONORM PAG.
FILEUR Ni SW 6022 A5.14: ER NiCu-7 EN ISO 18274: S Ni6022 / W.No:2.4377 143
FILEUR Ni SW 6082 A5.14: ER NiCr-3 EN ISO 18274: S Ni6082NiCr20Mn3Nb / W.No:2.4806 144
FILEUR Ni SW 6276 A5.14: ER NiCrMo-4 EN ISO 18274: S Ni6276 NiCr15Mo16Fe6W24 / W.No:2.4886 145
FILEUR Ni SW 6625 A5.14: ER NiCrMo-3 EN ISO 18274: S Ni6625 NiCr22Mo9Nb / W.No:2.4831 146
CONSUMABLES FOR NICKEL ALLOYS

143
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Wire composition
TÜV
Special solid wire Nickel based for the welding and the hardfacing of Copper-Nickel alloys, like 400 alloys, NiCu30Fe (2.4360), NiCu30Al (2.4375). Used for dissimilar joints between steel and Copper and/or Copper and Copper-Nickel alloys. Main features: excellent corrosion resistance in minerals acids and chlorinate compounds, excellent weldability and low spatter.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
NiCu30Fe (2.4360)NiCu30Al (2.4375) UNS N04400 N05500 Cupro-Nickel alloy400 alloys
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
D.C.+ Welding positions
CurrentRm≥500 N/mm² - Rs≥300 N/mm² - A%5Ø≥35 - KV (+20°C)>150J (~160J)
C=0.02% - Mn=3.20% - Si=0.30% - Cu=29.0% - Ni=rest. - Ti=2.4% - Fe=1.0%
Petrolchemistry industry, chemical industry, evaporation plants and nautical equipments.
14-20 l/min
100%Argon; M11+28%He
AWS A5.14: ERNiCu-7 EN ISO 18274: S Ni6022 / W.Nr 2.4377
FILEUR Ni SW 6022

144
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Wire composition
TÜV
Pressure vessels, petrochemistry industry, chemical industry, LNG and cryogenic applications.
Special Solid wire Nickel based for the welding of Nickel alloys, creep and high temperature resistant steels, cryogenic materials and heat resistant, low alloy steels with low weldability and dissimilar joints.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
2.4816 NiCr15Fe2.4817 LC-NiCr15Fe600 and 600L alloys
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ CurrentRm≥620 N/mm² - Rs≥400 N/mm² - A%5Ø≥35 - KV (+20°C)>150J (~160J) - (-196°C)>32J (~80J)
C≤0.03% - Mn=3.00% - Si≤0.30% - Cr=20.00% - Ni≥67% - Nb=2.5%
14-20 l/min
Argon+40%He
AWS A5.14: ER NiCr-3 EN ISO 18274: S NiCr20Mn3Nb / W.Nr. 2.4806
FILEUR Ni SW 6082
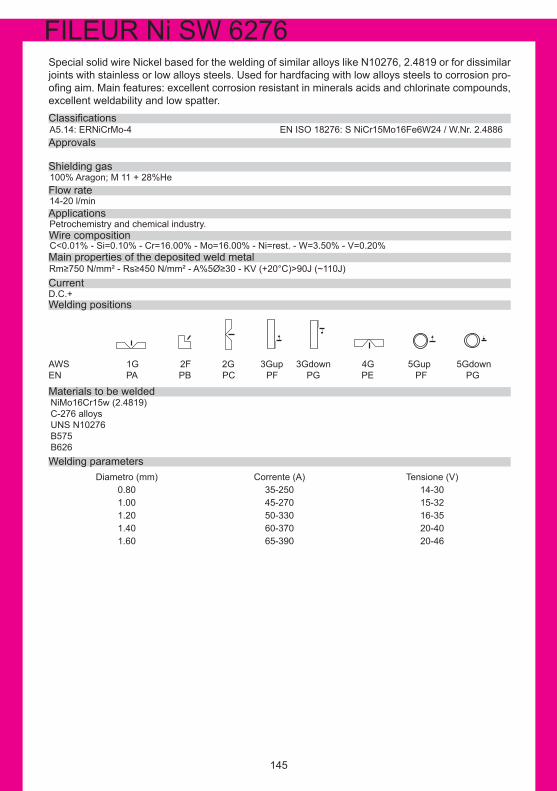
145
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Wire compositionPetrochemistry and chemical industry.
Special solid wire Nickel based for the welding of similar alloys like N10276, 2.4819 or for dissimilar joints with stainless or low alloys steels. Used for hardfacing with low alloys steels to corrosion pro-ofing aim. Main features: excellent corrosion resistant in minerals acids and chlorinate compounds, excellent weldability and low spatter.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
NiMo16Cr15w (2.4819)C-276 alloysUNS N10276B575B626
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ CurrentRm≥750 N/mm² - Rs≥450 N/mm² - A%5Ø≥30 - KV (+20°C)>90J (~110J)
C<0.01% - Si=0.10% - Cr=16.00% - Mo=16.00% - Ni=rest. - W=3.50% - V=0.20%
14-20 l/min
100% Aragon; M 11 + 28%He
A5.14: ERNiCrMo-4 EN ISO 18276: S NiCr15Mo16Fe6W24 / W.Nr. 2.4886
FILEUR Ni SW 6276
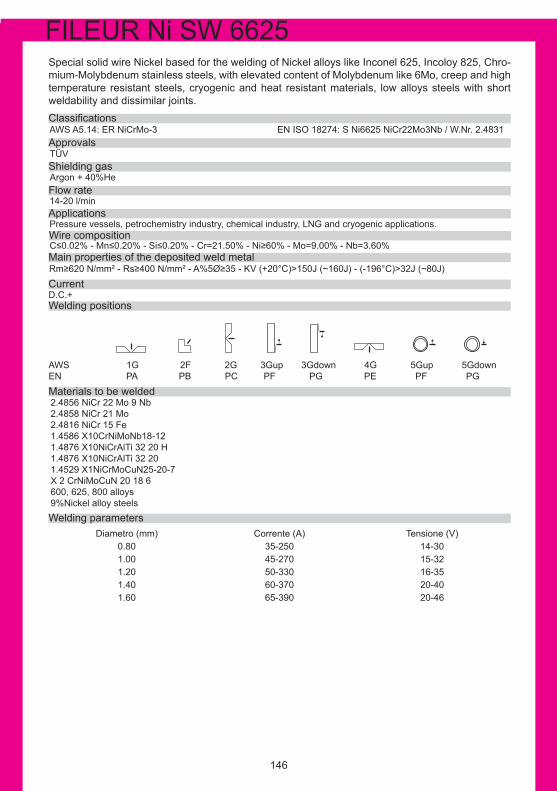
146
Classifications
Approvals
Shielding gas
Flow rate
Applications
Main properties of the deposited weld metal
Wire composition
TÜV
Pressure vessels, petrochemistry industry, chemical industry, LNG and cryogenic applications.
Special solid wire Nickel based for the welding of Nickel alloys like Inconel 625, Incoloy 825, Chro-mium-Molybdenum stainless steels, with elevated content of Molybdenum like 6Mo, creep and high temperature resistant steels, cryogenic and heat resistant materials, low alloys steels with short weldability and dissimilar joints.
Diametro (mm) Corrente (A) Tensione (V)0.80 35-250 14-301.00 45-270 15-321.20 50-330 16-351.40 60-370 20-401.60 65-390 20-46
Welding parameters
2.4856 NiCr 22 Mo 9 Nb2.4858 NiCr 21 Mo2.4816 NiCr 15 Fe1.4586 X10CrNiMoNb18-121.4876 X10NiCrAlTi 32 20 H 1.4876 X10NiCrAlTi 32 201.4529 X1NiCrMoCuN25-20-7X 2 CrNiMoCuN 20 18 6600, 625, 800 alloys9%Nickel alloy steels
Materials to be welded
AWS 1G 2F 2G 3Gup 3Gdown 4G 5Gup 5GdownEN PA PB PC PF PG PE PF PG
Welding positionsD.C.+ CurrentRm≥620 N/mm² - Rs≥400 N/mm² - A%5Ø≥35 - KV (+20°C)>150J (~160J) - (-196°C)>32J (~80J)
C≤0.02% - Mn≤0.20% - Si≤0.20% - Cr=21.50% - Ni≥60% - Mo=9.00% - Nb=3.60%
14-20 l/min
Argon + 40%He
AWS A5.14: ER NiCrMo-3 EN ISO 18274: S Ni6625 NiCr22Mo3Nb / W.Nr. 2.4831
FILEUR Ni SW 6625

FILEUR
147
PACKAGING

148
FILEUR PACKAGING
PACKAGING D100
Plastic spool D100 Random layer woundDimensions: Ø external 100mm Ø internal 16,5mm width 45mm
Available packaging:C1=1Kg C3=0.3KgC5=0.5Kg C8=0.8Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm
PACKAGING D200
Plastic spool D200 Precision layer woundDimensions: Ø external 200mm Ø internal 52mm width 47mm
Available packaging:M5=5Kg M4=4Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm1.40mm
PACKAGING K760
Spool K760Dimensions: Ø external 760mm Ø internal 42mm width 260mm
Available packaging:R1=100Kg R3=300KgR5=500Kg
Availablediameters:0.80mm 2.00mm0.90mm 2.40mm1.00mm 2.80mm1.20mm 3.20mm1.40mm 4.00mm1.60mm

149
FILEUR PACKAGING
PACKAGING K415
Wire basket K415 Precision layer woundDimensions: Ø external 415mm Ø internal 300mm width 105mm
Available packaging:K4=20Kg K5=25Kg
Availablediameters:2.00mm2.40mm2.80mm3.20mm4.00mm
PACKAGING D415
Plastic spool D415 Precision layer woundDimensions: Ø external 415mm Ø internal 300mm width 105mm
Available packaging:P4=20Kg P5=25Kg
Availablediameters:2.00mm2.40mm2.80mm3.20mm4.00mm
PACKAGING K200
Wire basket K200Dimensions: Ø external 200mm Ø internal 100mm width 47mm
Available packaging:K8=5Kg
Availablediameters:0.80mm 0.90mm 1.00mm 1.20mm 1.40mm

150
FILEUR PACKAGING
PACKAGING K300
Wire basket K300 Precision layer woundDimensions: Ø external 300mm Ø internal 180mm width 100mm
Available packaging:K0=12.5Kg K1=15KgK2=18Kg K3=16KgK6=20Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm1.40mm1.60mm2.00mm2.40mm
PACKAGING K300AS
Wire basket K300AS Precision layer woundDimensions: Ø external 300mm Ø internal 180mm width 100mm
Available packaging:A1=15Kg A2=18KgA3=16Kg A6=20Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm1.40mm1.60mm2.00mm2.40mm
PACKAGING K300 SANDWICK
Wire basketPrecision layer woundDimensions: Ø external 300mm Ø internal 180mm width 100mm
Available packaging:S1=15Kg S2=18KgS3=16Kg S6=20Kg
Availablediameters:0.80mm 0.90mm 1.00mm 1.20mm 1.40mm 1.60mm2.00mm2.40mm

151
FILEUR PACKAGING
PACKAGING D300
Plastic spool D300 Precision layer woundDimensions: Ø external 300mm Ø internal 52mm width 100mm
Available packaging:P0=12.5Kg P1=15KgP3=16Kg P7=14KgP8=14.5Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm1.40mm1.60mm2.00mm2.40mm
PACKAGING D115
Plastic spool D115 Precision layer woundDimensions: Ø external 115mm Ø internal 48mm width 71mm
Available packaging:E3=2.7Kg
Availablediameters:0.80mm0.90mm1.00mm1.20mm
PACKAGING INOX SANDWICK
Wire basketPrecision layer woundDimensions: Ø external 300mm Ø internal 180mm width 100mm
Available packaging:N1=15Kg N2=18KgN3=16Kg N6=20Kg
Availablediameters:0.80mm 0.90mm 1.00mm 1.20mm 1.40mm 1.60mm2.00mm2.40mm

152
FILEUR PACKAGING
PACKAGING F2
Robot drum for flux cored wire SAWWeight: 200kgDimensions: h 780mm Ø 610mm
Availablediameters:2.00mm2.40mm2.80mm3.20mm4.00mm
VCI BAG
Thanks to a gradual and permanent release into the bag of small quantity of inhibitor, the VCI bag prevents from effect of corrosion action. Particularly indicated for sea transport or in not suitable stockaging conditions.
PACKAGING F1
Robot drumWeight: 230kg app. flux cored wireWeight: 250kg app. solid wireDimensions: h 780mm Ø 510mm
Diametri disponibili:1.00mm 1.20mm 1.40mm 1.60mm
153
FILEUR STORAGE
The storage of the flux cored wires for the welding is an extremely important process for the right maintenance of the product and consequently for its functionality.One problem that can be found in the final product is the humidity one, this is due to a incorrect storage of the wire.For this reason, we suggest thet the product should be stored in a dry area and, if is necessary, warm up, to avoid that the temperature goes down under the dew point. The aim is not to exceed the 60% level of humidity and to keep the temperature never under the 15°C. If the wires are stored under the 10°C we can run the risk, that a condensation develop in the wire surface, in case the packaging is opened in a warm area. This can cause the presence of rust on the surface of the product. However the spool can be left in the welding machine and subsequently re-used, without the risk that it can absorb humidity.In spite of this critical conditions, the flux cored wire is always able to guarantee a value of diffusible hydrogen lower than 5ml/100g.
154

FILEUR
155
WELDING POSITIONS
AND TECHNIQUE

156
FILEUR WELDING POSITIONS
AWS: 1G
EN: PA
AWS: 1F
EN: PA
AWS: 2G
EN: PC
AWS: 2F
EN: PB
AWS: 3G
EN: PG DOWN
EN: PF UP
AWS: 3F
EN: PG DOWN
EN: PF UP
AWS: 4G
EN: PE
AWS: 4F
EN: PD

157
FILEUR WELDING TECHNIQUE USING - RUTILE WIRES
PF POSITION BUTT WELD PF
10° 10°
Welding without weaving is possible Root - pass Filling and cap layers
FILLET WELD PB BUTT WELD PA
70°
70°
FILLET WELD PD
weldingdirection 25°
BUTT WELD PE
90°
90°
Root - pass Filling and cap layers

158
FILEUR WELDING TECHNIQUE USING - METALCORED WIRES PF POSITION BUTT WELD PF
1ST layer Root - pass Filling and cap layers
FILLET WELD PB BUTT WELD PA
FILLET WELD PD
BUTT WELD PE
Root - pass Filling and cap layer
10°
Cap layer
10°
70°
70°
weldingdirection
25°
90°
90°
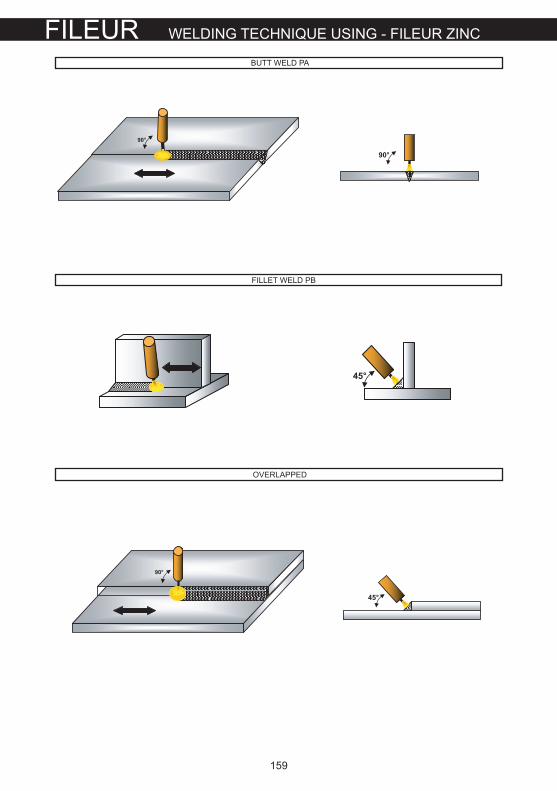
159
FILEUR WELDING TECHNIQUE USING - FILEUR ZINC
BUTT WELD PA
90°
90°
FILLET WELD PB
45°
OVERLAPPED
90°
45°
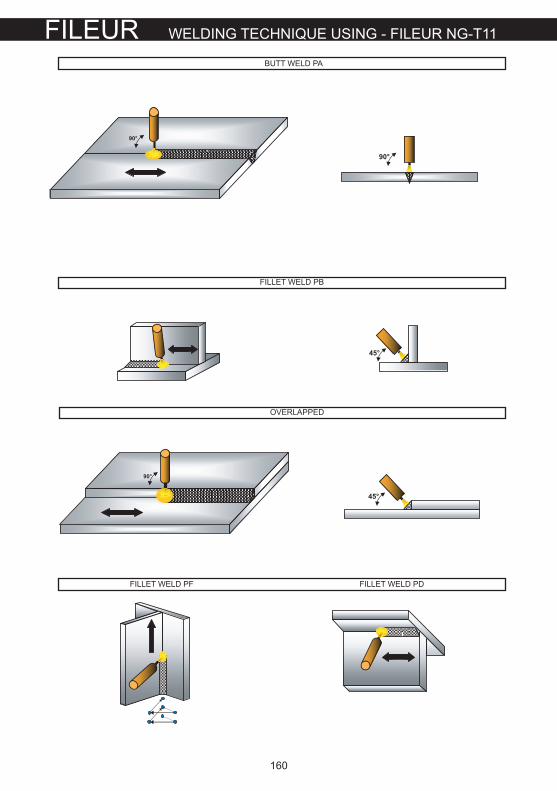
160
FILEUR WELDING TECHNIQUE USING - FILEUR NG-T11
BUTT WELD PA
FILLET WELD PB
OVERLAPPED
FILLET WELD PD
90°
90°
45°
FILLET WELD PF
90°
45°
weldingdirection

FILEUR
161
SEAMLESS FLUX CORED WIRE
PROPERTIES

162
FILEUR ADVICES FOR THE FLUX CORED WIRE WELDING
Shielding gases and welding parameters should be established accurately so as to achieve welded structures that meet all quality requirements. Shielding gases: shielding gases are useful to shield the weld pool against negative agents found in the surrounding atmosphere such as oxygen and nitrogen. Choosing the most suitable shielding gas is fundamentally important to improve weldability, the final appearance and the mechanical properties of the joint. Welding parameters: a suitable choice of both welding current and voltage enhances arc stability, penetration, bead final appearance, spatter reduction. The welding parameters should be chosen on the basis of type of flux cored wire and welding diameter and position (fig. 1). The deposition rate also relies on welding parameters (fig. 2). During welding process voltage should be kept constant as any increase may affect the quality of the welded joint.
1 3 0 A
1 5 0 A
3 0 0 A2 5 0 A
2 0 0 A3 0 0 A
3 5 0 A
4 5 0 A5 0 0 A
1 3 0 A
2 9 0 A1 5 0 A
2 0 0 A 2 5 0 A2 5 0 A
3 0 0 A3 5 0 A
4 0 0 A4 5 0 A
1 2 0 A 1 5 0 A 2 5 0 A
1 0 0 A
2 0 0 A
2 5 0 A3 0 0 A
3 5 0 A 4 0 0 A
1 0
1 5
2 0
2 5
3 0
3 5
4 0
2 ,5 3 ,5 4 5 6 7 8 9 1 0 1 1
WIRE SPEED (m/min)
VO
LTA
GE
(V)
Ø1,0Ø1,2Ø1,4
Ø1,6Ø2,0Ø2,4
0
2
4
6
8
1 0
7 5 1 0 0 1 2 5 1 5 0 1 7 5 2 5 0 2 7 5 3 5 0 3 7 5 4 5 0 5 0 0 5 5 0
DE
PO
SIT
ION
RAT
E (K
g/h)
Ø1,0Ø1,2
Ø1,4
Ø1,6 Ø2,0 Ø2,4
CURRENT (A), DC+
Fig.1 Average welding parameters Fig.2 Deposition rate
Wire stick-out: as shown on figure 3, the stick-out is the distance between the contact tip and the base material. In each kind of wire, the stick-out relies on wire size and welding current (the typical value is 15-25 mm approximately). The length of the stick-out, varying with the lifting of the torch, affects arc stability, penetration, bead appearance and deposition rate. It is advisable to use short stick-outs so as to enhance penetration and shield the weld pool against the surrounding environment.
Fig.3 Wire stick-out
Preheat and interpass temperature: during multipass welding it is advisable to control preheat and interpass temperatures. It will thus be possible to obtain a standard heat cycle and an ideal final welded structure with good mechanical properties and no cracks. These parameters depend on the type of wire, the thickness of the base material and the ambient temperature.
Heat input (KJ/mm): heat input (I-V/Welding speed) is the input energy (J) per welded length unit. Heat input should be controlled by changing the welding parameters in order to achieve good mechanical properties.
Welding speed: the welding speed affects penetration, bead appearance and heat input. Caution should be used when increasing the welding speed as cracks may form.

163
FILEUR DIFFERENCE BETWEEN SEAMLESS FCW AND SOLID WIRE
From the comparison between flux cored wires (FCW) and solid wires (SW) it is clear that flux cored wires feature a much higher deposition rate. By deposition rate we mean the amount of weld material (kg) deposited on a base material in a given time (h). High deposition rates imply less labour and lower welding costs of the final product (fig. 5).
9
012345678
50 100 150 200 250 300
CURRENT (A)
DE
PO
SIT
ION
RA
TE (K
g/h)
Rutile wireSolid wire
Metalcored wire
350
Fig. 4 Difference in deposition rate between solid wires and flux cored wires
Fig. 5 Welding cost ratios per different types of consumables

164
FILEUR DIFFERENCE BETWEEN SEAMLESS FCW AND SOLID WIRE
CROSS SECTION SOLID WIRE
D= 1.20mm Area= 1.13mm2
Job conditions: Current= 300A Wire speed= 9m/minLinear weight wire: 8.6gr/mCurrent density= 300A/1.13mm2=266A/mm2
CROSS SECTION SEAMLESS FLUX CORED WIRE
D= 1.20mm Area= 1.13mm2
d= 0.60mm Area= 0.28mm2
Job conditions: Current= 300A Wire speed= 11m/minLinear weight wire: 8.3gr/mCurrent density= 300A/0.85mm2=353A/mm2
Thanks to the highest current density , due to a smaller section of area, seamless flux cored wires can reach the same welding parameters of solid wires with a higher wire speed, as a result the deposition rate is higher than the one obtained by solid wires .To reach this performances solid wires should be welded with non applicable operative parameters.
Theorical deposition rate for solid wire:8.6 gr/m.×9m/min=77.4gr/min.
Theorical deposition rate for seamless fcw:8.3 gr/m.×11m/min=91.3gr/min.
Deposition rate flux and metalcored wire >20% Deposition rate solid wire
Solid wire 353A/mm2 x 1.13mm2=398A

165
FILEUR ADVANTAGES SEAMLESS FCW - SEAMED FCW
ADVANTAGES
- Enhanced arc stability and less spatter.
- Spray arc welding possible in all positions.
- Spray arc at low parameters (180 A).
- High resistance to cracks.
- Low heat input.
- Can be used for primers without porosity or worm holes on the bead.
- Easy slag removal and excellent bead appearance.
- Use of micro-alloyed technology is possible.
- High deposition rate.
- Low fume emission.
(*) Diffusible hydrogen content is determined according to AWS A4.3-93 using the chromatography method on a sample taken directly from the production.
CHARACTERISTICS
- High resistance to moisture pick-up: thanks to the protection given by the copper coating.
- Low diffusible hydrogen content: HDM<5ml/100mgWM(*): thanks to the intermediate dehydrogenation processes, the water in the flux is converted into atomic hydrogen, which easily spreads outside:
Me + H2O MeO + H2
Me: deoxidizer agent; H2O: water imprisoned in the flux.
- Copper coating: improves current flow in the touching point.
- No need to re-dry: thanks to the employment of the closet tube, even if stored in dump places.
- No wire feeding problems: thanks to the copper coating and to the absence of problems with wire guide needles, resulting from the more resistant wire section.
- Opportunity to weld at high current conditions even with thin diameters: high flexibility of employment.

166
FILEUR DIFFERENCE BETWEEN SEAMLESS FCW - SEAMED FCW
- High resistance to the humidity permeability.
- Low content of diffusible hydrogen, time constant.
- Excellent stability of the arc with elevate atmospheric corrosion resistant thanks to the superficial external copper.
- Possibility of welding before without porosity or superficial sings in the welding bead.
- Excellent sliding in sheath, without the addition of lubricant.
- Tendency to absorb during the time the external humidity.
- Initial content of diffusible hydrogen low but that during the time quickly increase.
- Scarce atmospheric corrosion resistant, also in presence of average climatic situations the wire tend to became rusty.
- Critical welding of painted plate, due to the formation of porosity in the welding bead.
- It’s necessary artificially lubricant the surface of the wire to guarantee a discreet sliding in sheath. Frequency stop during the welding.
SECTION OF SEAMLESS FCW
SECTION OF SEAMED FCW

167
FILEUR DIFFUSIBLE HYDROGEN OF METAL WELDING
2 2,3 2,4
4,5
5,5
6,5
0
1
2
3
4
5
6
7
8
9
10
0 5 12
H2
(ml/1
00 g
r dep
osit)
DAYS
HDM: Rutile Seamed FCW vs Rutile Seamless FCW
Seamless FCW
Seamed FCW
WELDING CONDITIONS: 25V – 250A – STICK-OUT: 17 mm - GAS: M21
Diffusible hydrogen content determined according to AWS A4.3-93, using the chromatography method.

168
FILEUR
169
INFORMATIONS OF SEAMLESS HARDFACING
FLUX CORED WIRE

170
FILEUR INFORMATIONS ON HARDFACING WELDING
What is hardfacing and where is used?Hardfacing is a welding overlay process where a layer of metal of specific properties are applied on certain areas of metal parts to resist wear and prolong working life. Abrasion, impact, erosion, wear and cavitations are the main causes for material loss. The technology, applied properly, can produce some very satisfying returns and can be used also with corrosive liquids or at high temperatures.
Compared to competitive wear prevention treatments the main advantages of the technology are: It is performed by welding, the most economical, easy and commonly used way to join metals permanently, which requires no new or complicated equipment. A layer or layers of metal can be applied. In-depth and long lasting protection is therefore ensured.A wide variety of materials can be applied so as to ensure effective surface protection and meets various application needs. Only a certain area of the metal part that is exposed to wear is hardfaced. There is no need to protect the entire surface of the metal part from wear. Hardfacing can be applied selectively with varying thicknesses so as to meet the requirements needed and provide the most economical way of containing wear.
Main hardfacing applicationBuild-up or re-building applications: used to return the metal part to its original dimensions (fig. 6).
Build-up
Base material
Fig.6
Hard surfacing or overlay applications: used to increase the component resistance to wear (fig. 7).
Hard surfacing
Base material
Fig.7
Build-up and overlay applications: build-up and hardfacing can be used together to return the component to its original size and protect the contact surface from additional wear (fig.8). Some materials can be used as both a build-up and overlay deposit. During service, the final layers can work harder under heavy stress to form a wear resistant overlay.
Base material
Hard surfacingBuild-up
Fig.8
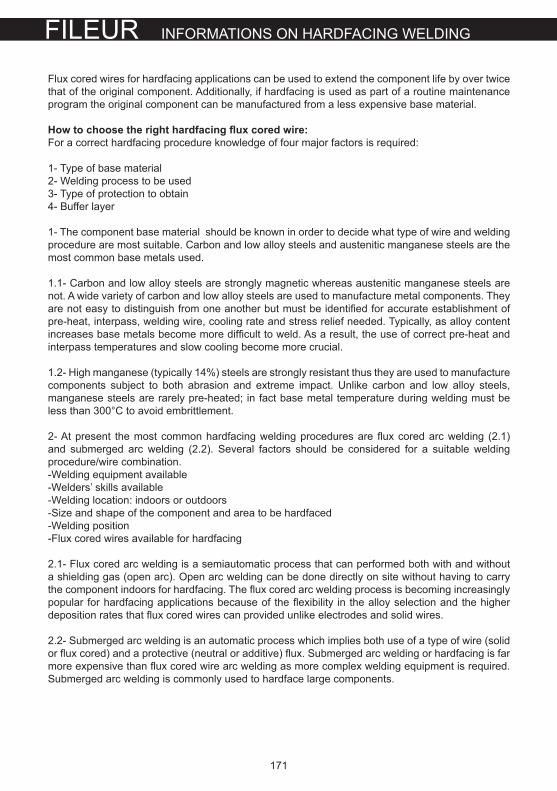
171
FILEUR INFORMATIONS ON HARDFACING WELDING
Flux cored wires for hardfacing applications can be used to extend the component life by over twice that of the original component. Additionally, if hardfacing is used as part of a routine maintenance program the original component can be manufactured from a less expensive base material.
How to choose the right hardfacing flux cored wire:For a correct hardfacing procedure knowledge of four major factors is required:
1- Type of base material2- Welding process to be used3- Type of protection to obtain4- Buffer layer
1- The component base material should be known in order to decide what type of wire and welding procedure are most suitable. Carbon and low alloy steels and austenitic manganese steels are the most common base metals used.
1.1- Carbon and low alloy steels are strongly magnetic whereas austenitic manganese steels are not. A wide variety of carbon and low alloy steels are used to manufacture metal components. They are not easy to distinguish from one another but must be identified for accurate establishment of pre-heat, interpass, welding wire, cooling rate and stress relief needed. Typically, as alloy content increases base metals become more difficult to weld. As a result, the use of correct pre-heat and interpass temperatures and slow cooling become more crucial.
1.2- High manganese (typically 14%) steels are strongly resistant thus they are used to manufacture components subject to both abrasion and extreme impact. Unlike carbon and low alloy steels, manganese steels are rarely pre-heated; in fact base metal temperature during welding must be less than 300°C to avoid embrittlement.
2- At present the most common hardfacing welding procedures are flux cored arc welding (2.1) and submerged arc welding (2.2). Several factors should be considered for a suitable welding procedure/wire combination.-Welding equipment available-Welders’ skills available-Welding location: indoors or outdoors-Size and shape of the component and area to be hardfaced-Welding position-Flux cored wires available for hardfacing
2.1- Flux cored arc welding is a semiautomatic process that can performed both with and without a shielding gas (open arc). Open arc welding can be done directly on site without having to carry the component indoors for hardfacing. The flux cored arc welding process is becoming increasingly popular for hardfacing applications because of the flexibility in the alloy selection and the higher deposition rates that flux cored wires can provided unlike electrodes and solid wires.
2.2- Submerged arc welding is an automatic process which implies both use of a type of wire (solid or flux cored) and a protective (neutral or additive) flux. Submerged arc welding or hardfacing is far more expensive than flux cored wire arc welding as more complex welding equipment is required. Submerged arc welding is commonly used to hardface large components.

172
FILEUR INFORMATIONS ON HARDFACING WELDING
3- For a suitable hardfacing process the type of wear the component is subject to should be known:- metal-to-metal wear: friction between two surfaces that are in intimate contact (figs 9-10).
Fig.9 Fig.10
- impact wear: when subjected to heavy impact and flexion a metal surface is distorted and cracks generating metal particles (fig. 11).
Fig.11
- wear caused by powdery materials: solid particles (grit and so forth) impact on the metal surface (fig. 12).
Fig.12
- pressure wear: caused by the rolling of two pieces one upon the other.- corrosion wear: due to chemicals.- erosion wear: it occurs when a metal part is in intimate contact with a liquid. If the liquid is corrosive a combination of erosion-corrosion wear will occur. With solid particles in suspension instead a combination of erosion-abrasion wear will occur.- cavitations wear: heavy impact of liquid droplets or bubbles on a metal surface.- wear due to heat: vessels or containers lose weight when cooling after exposure to high temperatures. A similar process occurs when a metal part is heated and then cooled into water: flakes of oxide zed metal are formed.4- A buffer layer is an intermediate deposit applied between the base material and the hardfacing deposit.Hardfacing on a soft material for high load serviceA hardfacing deposit may sink into the base material if this is soft and loading is high. The application of a strong and tough layer on the base material before hardfacing helps overcome this “sinking” tendency.Hardfacing on components subject to heavy impact/flexingRelief checks may form when a component (especially very hard hardfacing products) is subject to heavy impact and flexion. These may then act as stress concentrators and spread through the base materials particularly if high strength steels are the base materials used. A buffer layer will provide a suitable solution to this problem.Hardfacing over partly worn componentsHardfacing can be applied directly on softer, multilayered deposits and/or deposits that have not fractured. Fractured and very hard deposits should be removed by grinding before being hardfaced again. If grinding is not possible, the existing hardfacing deposit can be secured by applying a buffer layer and thus become a tough base for future hardfacing applications.

FILEUR
173
INTERNATIONAL STANDARS
APPLICATIONS TABLES
CONVERSION TABLES
APPROVALS

174
FILEUR INTERNATIONAL STANDARDS
All products by FILEUR® are designed and manufactured in compliance with international norms regarding welding consumables. The tables in this catalogue can help you get to know the main properties of the FILEUR® products so that you will make the right choice also on the basis of the type of application you need. The norms are divided according to steel type. All mechanical and chemical properties of the FILEUR® products herein described are to be understood as typical values relying of the company’s internal statistic on the basis of real welding tests. Variations however comply with the current international norms.
A.W.S.
• AWS A5.9: Specification for bare stainless steel welding electrodes and rods.• AWS A5.14: Specification for Nickel and Nickel alloy bare welding electrodes and rods.• AWS A5.17: Specification for carbon steel electrode and fluxes for submerged arc welding.• AWS A5.18: Specification for carbon steel electrodes and rods for gas shielded arc welding.• AWS A5.20: Specification for carbon steel electrodes for flux cored arc welding.• AWS A5.23: Specification for low-alloyed steel electrodes and fluxes for submerged arc welding.• AWS A5.28: Specification for low-alloyed steel electrodes and rods for gas shielding arc welding.• AWS A5.29: Specification for low-alloyed steel electrodes for flux cored arc welding.

175
FILEUR INTERNATIONAL STANDARDS
EURONORM
• EN 756: Classification of welding consumables. Solid wires, solid wire-flux and tubular electrode-flux combinations for submerged arc welding of non alloy and fine grain steels.• EN ISO 14341: Calssification of welding consumables. Wire electrodes and deposit for gas shielded metal arc welding of non alloy and fine grain steels.• EN 14343: Classification of welding consimables. Wire electrodes, strip electrodes, wires and rods for fusion welding of stainless and heat resisting steels.• EN 14700: Classification of welding consumables. Welding consumables for hard-facing.• EN ISO 16834: Classification of welding consumables. Wire electrodes, wires, rods and deposits for gas shielded arc welding of high strength steels.• EN ISO 17632: Classification of welding consumables. Tubular cored electrodes for gas shielded and non-gas shielded metal arc welding of non-alloy and fine grain steels.• EN ISO 17634: Classification of welding consumables. Tubular cored electrodes for gas shielding metal arc welding of creep-resistant steels.• EN ISO 18274: Classification of welding consumables. Solid wires, strips and rods for fusion welding of Nickel alloys.• EN ISO 18276: Classification of welding consumables. Tubular cored electrodes for gas shielded and non gas shielding metal arc welding of high strength steels.• EN 21952: Classification of welding consumables. Wire electrodes, wires rods and deposits for gas shielded arc welding of creep resisting steel.• EN 24598: Classification of welding consumables. Solid wire electrodes,tubular cored electrodes and electrode/flux combinations for submerged arc welding of creep resistant steels.
DIN
• DIN 8555: Classification of filler metals used for surfacing. Filler wires, rods, wire electrodes and covered electrodes.
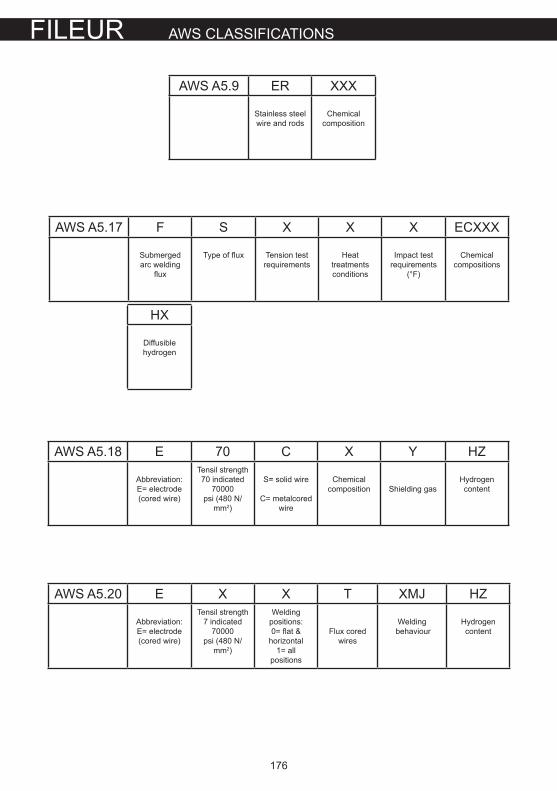
176
FILEUR AWS CLASSIFICATIONS
AWS A5.18 E 70 C X Y HZ
Abbreviation:E= electrode(cored wire)
Tensil strength 70 indicated
70000psi (480 N/
mm2)
S= solid wire
C= metalcored wire
Chemical composition Shielding gas
Hydrogen content
AWS A5.20 E X X T XMJ HZ
Abbreviation:E= electrode(cored wire)
Tensil strength 7 indicated
70000psi (480 N/
mm2)
Welding positions:0= flat &
horizontal1= all
positions
Flux cored wires
Welding behaviour
Hydrogen content
AWS A5.9 ER XXX
Stainless steel wire and rods
Chemical composition
AWS A5.17 F S X X X ECXXX
Submerged arc welding
flux
Type of flux Tension test requirements
Heat treatments conditions
Impact test requirements
(°F)
Chemical compositions
HX
Diffusible hydrogen

177
FILEUR AWS CLASSIFICATIONS
Welding characteristics (AWS A5.20 e A5.29)T1- These electrodes are characterised by spry transfer, low spatter loss and flat to slightly convex bead contour. Most electrodes of this classification have a rutile base slag and produce high deposition rates with CO2 or mixed shielding gas.T5- These electrodes are characterised by globular transfert and normally have a basic slag. Weld deposits produced by these electrodes typically have impact properties and hot and cold crack resistance that are superior to those obtained with rutile base slag. However, the operator appeal of these electrodes is not as good as those with rutile base slag.T-G- These electrodes are designed for multiple-pass welding but are not covered by any presently defined classification. Except for chemical requirements to assure a carbon steel deposit and the tensile strength, which is specified, the requirements for this classification are not specified. They are those that are agreed to by the purchased and the supplier.
AWS A5.29 E X X T X X
AbbreviationE= electrode(cored wire)
Tensil strength7 indicated
70000psi (480 N/
mm2)
Welding positions:0= flat &
horizontal1= all
positions
Flux cored wires
Welding behaviour
Chemical compositions
AWS A5.28 E 80 C XXX HZ
AbbreviationE= electrode(cored wire)
Tensil strength80 indicated
80000psi (550 N/
mm2)
S= solid wire
C= metalcored wire
Chemical compositions
Hydrogen content
AWS A5.23 F S X X X ECXXX
Submerged arc welding
flux
Type of flux Tension test requirements
Heat treatments conditions
Impact test requirements
(°F)
Chemical compositions
XX X HXChemical
compositions of the weld metal obtained with
the flux and the electrode
Special designator
Diffusible hydrogen

178
FILEUR EURONORM CLASSIFICATIONEN ISO 14341-A
CLASSIFICATION OF WELDING CONSUMABLES. WIRE ELECTRODES AND DEPOSITS FOR GAS SHIELDED METAL ARC
WELDING OF NON ALLOY AND FINE GRAIN STEELS.
G 46 3 M GSi1
Gas shielded metal arc welding
SYMBOL Rs(N/mm2)
Rm(N/mm2)
A5D%
35 355 440-570 22
38 380 470-600 20
42 420 500-640 20
46 460 530-680 20
50 500 560-720 18
SYMBOL DESCRIPTION
M Mixed gas
C Carbon dioxide
SYMBOL Average 3KV di 47J at temperature:
Z No requirements
A +20°C
0 0°C
2 -20°C
3 -30°C
4 -40°C
5 -50°C
6 -60°C
7 -70°C
8 -80°C
9 -90°C
10 -100°C
SYMBOL C% Si% Mn% P% S% Ni% Mo% Al% Ti+Zr
G0 Any other chemical composition
G2Si 0.06-0.14 0.50-0.80 0.90-1.30 0.025 0.025 <0.15 <0.15 <0.02 <0.15
G3Si1 0.06-0.14 0.70-1.00 1.30-1.60 0.025 0.025 <0.15 <0.15 <0.02 <0.15
G3Si2 0.06-0.14 1.00-1.30 1.30-1.60 0.025 0.025 <0.15 <0.15 <0.02 <0.15
G4Si1 0.06-0.14 0.80-1.20 1.60-1.90 0.025 0.025 <0.15 <0.15 <0.02 <0.15
G2Ti 0.04-0.14 0.40-0.80 0.90-1.40 0.025 0.025 <0.15 <0.15 0.05-0.20 0.05-0.25
G2Al 0.08-0.14 0.30-0.50 0.90-1.30 0.025 0.025 <0.15 <0.15 0.35-0.75 <0.15
G3Ni1 0.06-0.14 0.50-0.90 1.00-1.60 0.020 0.020 0.80-1.50 <0.15 <0.02 <0.15
G3Ni2 0.06-0.14 0.40-0.80 0.80-1.40 0.020 0.020 2.10-2.70 <0.15 <0.02 <0.15
G2Mo 0.08-0.12 0.30-0.70 0.90-1.30 0.020 0.020 <0.15 0.40-0.60 <0.02 <0.15
G4Mo 0.06-0.14 0.50-0.80 1.70-2.10 0.025 0.025 <0.15 0.40-0.60 <0.02 <0.15
Other elements: total Cu <0.35% Cr<0.15% V<0.03%
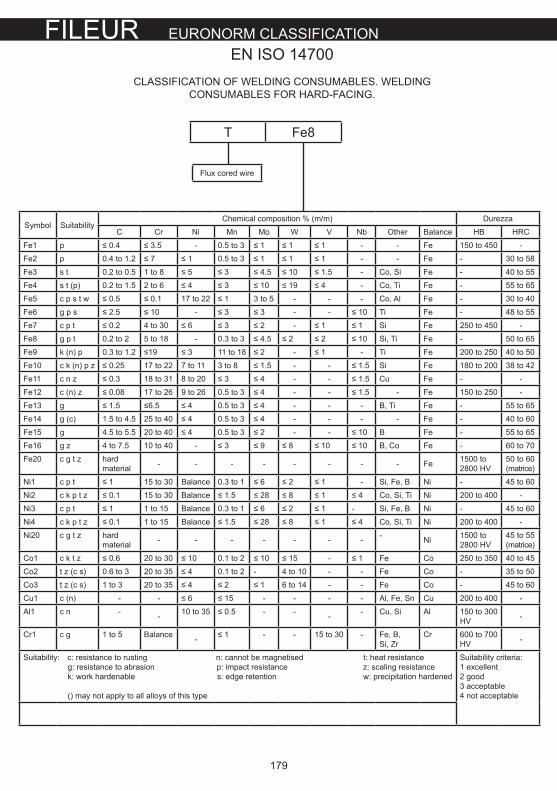
179
FILEUR EURONORM CLASSIFICATIONEN ISO 14700
CLASSIFICATION OF WELDING CONSUMABLES. WELDING CONSUMABLES FOR HARD-FACING.
T Fe8
Flux cored wire
Symbol SuitabilityChemical composition % (m/m) Durezza
C Cr Ni Mn Mo W V Nb Other Balance HB HRC
Fe1 p ≤ 0.4 ≤ 3.5 - 0.5 to 3 ≤ 1 ≤ 1 ≤ 1 - - Fe 150 to 450 -
Fe2 p 0.4 to 1.2 ≤ 7 ≤ 1 0.5 to 3 ≤ 1 ≤ 1 ≤ 1 - - Fe - 30 to 58
Fe3 s t 0.2 to 0.5 1 to 8 ≤ 5 ≤ 3 ≤ 4.5 ≤ 10 ≤ 1.5 - Co, Si Fe - 40 to 55
Fe4 s t (p) 0.2 to 1.5 2 to 6 ≤ 4 ≤ 3 ≤ 10 ≤ 19 ≤ 4 - Co, Ti Fe - 55 to 65
Fe5 c p s t w ≤ 0.5 ≤ 0.1 17 to 22 ≤ 1 3 to 5 - - - Co, Al Fe - 30 to 40
Fe6 g p s ≤ 2.5 ≤ 10 - ≤ 3 ≤ 3 - - ≤ 10 Ti Fe - 48 to 55
Fe7 c p t ≤ 0.2 4 to 30 ≤ 6 ≤ 3 ≤ 2 - ≤ 1 ≤ 1 Si Fe 250 to 450 -
Fe8 g p t 0.2 to 2 5 to 18 - 0.3 to 3 ≤ 4.5 ≤ 2 ≤ 2 ≤ 10 Si, Ti Fe - 50 to 65
Fe9 k (n) p 0.3 to 1.2 ≤19 ≤ 3 11 to 18 ≤ 2 - ≤ 1 - Ti Fe 200 to 250 40 to 50
Fe10 c k (n) p z ≤ 0.25 17 to 22 7 to 11 3 to 8 ≤ 1.5 - - ≤ 1.5 Si Fe 180 to 200 38 to 42
Fe11 c n z ≤ 0.3 18 to 31 8 to 20 ≤ 3 ≤ 4 - - ≤ 1.5 Cu Fe - -
Fe12 c (n) z ≤ 0.08 17 to 26 9 to 26 0.5 to 3 ≤ 4 - - ≤ 1.5 - Fe 150 to 250 -
Fe13 g ≤ 1.5 ≤6.5 ≤ 4 0.5 to 3 ≤ 4 - - - B, Ti Fe - 55 to 65
Fe14 g (c) 1.5 to 4.5 25 to 40 ≤ 4 0.5 to 3 ≤ 4 - - - - Fe - 40 to 60
Fe15 g 4.5 to 5.5 20 to 40 ≤ 4 0.5 to 3 ≤ 2 - - ≤ 10 B Fe - 55 to 65
Fe16 g z 4 to 7.5 10 to 40 - ≤ 3 ≤ 9 ≤ 8 ≤ 10 ≤ 10 B, Co Fe - 60 to 70
Fe20 c g t z hard material - - - - - - - - Fe 1500 to
2800 HV50 to 60 (matrice)
Ni1 c p t ≤ 1 15 to 30 Balance 0.3 to 1 ≤ 6 ≤ 2 ≤ 1 - Si, Fe, B Ni - 45 to 60
Ni2 c k p t z ≤ 0.1 15 to 30 Balance ≤ 1.5 ≤ 28 ≤ 8 ≤ 1 ≤ 4 Co, Si, Ti Ni 200 to 400 -
Ni3 c p t ≤ 1 1 to 15 Balance 0.3 to 1 ≤ 6 ≤ 2 ≤ 1 - Si, Fe, B Ni - 45 to 60
Ni4 c k p t z ≤ 0.1 1 to 15 Balance ≤ 1.5 ≤ 28 ≤ 8 ≤ 1 ≤ 4 Co, Si, Ti Ni 200 to 400 -
Ni20 c g t z hard material - - - - - - - - Ni 1500 to
2800 HV45 to 55 (matrice)
Co1 c k t z ≤ 0.6 20 to 30 ≤ 10 0.1 to 2 ≤ 10 ≤ 15 - ≤ 1 Fe Co 250 to 350 40 to 45
Co2 t z (c s) 0.6 to 3 20 to 35 ≤ 4 0.1 to 2 - 4 to 10 - - Fe Co - 35 to 50
Co3 t z (c s) 1 to 3 20 to 35 ≤ 4 ≤ 2 ≤ 1 6 to 14 - - Fe Co - 45 to 60
Cu1 c (n) - - ≤ 6 ≤ 15 - - - - Al, Fe, Sn Cu 200 to 400 -
Al1 c n - - 10 to 35 ≤ 0.5 - - - - Cu, Si Al 150 to 300 HV -
Cr1 c g 1 to 5 Balance - ≤ 1 - - 15 to 30 - Fe, B, Si, Zr
Cr 600 to 700 HV -
Suitability: c: resistance to rusting n: cannot be magnetised t: heat resistance g: resistance to abrasion p: impact resistance z: scaling resistance k: work hardenable s: edge retention w: precipitation hardened
() may not apply to all alloys of this type
Suitability criteria: 1 excellent2 good3 acceptable4 not acceptable

180
FILEUR EURONORM CLASSIFICATIONEN ISO 17632-A
CLASSIFICATION OF WELDING CONSUMABLES. TUBULAR CORED ELECTRODES FOR METAL ARC WELDING WITH AND
WITHOUT A GAS SHIELD OF NON ALLOY AND FINE GRAIN STEELS
T 46 2 _ P M 2 H5
FLUX CORED WIRE
SYMBOL Rs(N/mm2)
Rm(N/mm2)
A5D%
35 355 440-570 22
38 380 470-600 20
42 420 500-640 20
46 460 530-680 20
50 500 560-720 18
SYMBOL Average 3KV>47J at temperature:
Z No requirements
A +20°C
0 0°C
2 -20°C
3 -30°C
4 -40°C
5 -50°C
6 -60°C
7 -70°C
8 -80°C
9 -90°C
10 -100°C
SYMBOL CHEMICAL COMPOSITION%
Mn Ni Mo
/ 2 - -
Mo 1.4 - 0.3-0.6
MnMo 1.4-2.0 - 0.3-0.6
1Ni 1.4 0.6-1.2 -
1.5Ni 1.6 1.2-1.8 -
2Ni 1.4 1.8-2.6 -
3Ni 1.4 2.6-3.8 -
Mn1Ni 1.4-2.0 0.6-1.2 -
1NiMo 1.4 0.6-1.2 0.3-0.6
Z Other agreed composition
N° HDM ml/100g
H5 5
H10 10
H15 15
N° DESCRIPTION
1 All positions
2 All positions except vertical down
3 Flat butt weld, flat fillet weld, horizional-vertical fillet weld
4 Flat butt weld & flat fillet weld
5 Vertical down and positions according to symbol 3
SYMBOL DESCRIPTION
M Mixed gas
C Carbon dioxide
N No gas shield
SYMBOL DESCRIPTION
R Rutile, slow freezing slag
P Rutile, fast freezing slag
B Basic
M Metal-powder
V Rutile or basic / fluoride
W Basic / fluoride, slow freezing slag
Y Basic / fluoride, fast freezing slag
Z Other types

181
FILEUR EURONORM CLASSIFICATIONEN ISO 17634-A
CLASSIFICATION OF WELDING CONSUMABLES. TUBULAR ELECTRODES FOR GAS SHIELDED METAL ARC WELDING OF
CREEP-RESISTING STEELS
T CrMo1 M M 2 H5
FLUX CORED WIRE
SYMBOL DESCRIPTION
R Rutile, slow freezing slag
P Rutile, fast freezing slag
B Basic
M Metal-powder
Z Other types
N° HDM ml/100g
H5 5
H10 10
N° DESCRIPTION
1 All positions
2 All positions except vertical down
3 Flat butt weld, flat fillet weld, horizontal-vertical fillet weld
4 Flat butt weld & flat fillet weld
5 Vertical down and positions according to symbols 3
SYMBOL DESCRIPTION
M Mixed gas
C Carbon dioxide
N No gas shield
Alloy type
CHEMICAL COMPOSITION%
C Si Mn P S Cr Mo V
Mo 0.07-0.12 0.80 0.60-1.30 0.020 0.020 - 0.40-0.65 -
MoL 0.07 0.80 0.60-1.70 0.020 0.020 - 0.40-0.65 -
MoV 0.07-0.12 0.80 0.40-1.00 0.020 0.020 0.30-0.60 0.50-0.80 0.25-0.45
CrMo1 0.05-0.12 0.80 0.40-1.30 0.020 0.020 0.90-1.40 0.40-0.65 -
CrMo1L 0.05 0.80 0.40-1.30 0.020 0.020 0.90-1.40 0.40-0.65 -
CrMo2 0.05-0.12 0.80 0.40-1.30 0.020 0.020 2.00-2.50 0.90-1.30 -
CrMo2L 0.05 0.80 0.40-1.30 0.020 0.020 2.00-2.50 0.90-1.30 -
CrMo5 0.03-0.12 0.80 0.40-1.30 0.020 0.020 4.00-6.00 0.40-0.70 -
Z Any other agreed composition

182
FILEUR EURONORM CLASSIFICATIONEN ISO 16834-A
CLASSIFICATION OF WELDING CONSUMABLES. WIRE ELECTRODES, WIRES, RODS AND DEPOSITS FOR GAS SHIELDED
METAL ARC WELDING OF HIGH STRENGTH STEELS
G 62 6 M Mn4Ni1Mo
Gas shielded metal arc welding
SYMBOL Rs(N/mm2)
Rm(N/mm2)
A5D%
55 550 640-820 18
62 620 700-890 18
69 690 770-940 17
79 790 880-1080 16
89 890 940-1180 15
SYMBOL DESCRIPTION
M Mixed gas
C Carbon dioxide
N No gas shield
SYMBOL Average 3KV>47J at temperature:
Z No requirements
A +20°C
0 0°C
2 -20°C
3 -30°C
4 -40°C
5 -50°C
6 -60°C
SYMBOL C% Si% Mn% P% S% Cr% Ni% Mo% Cu% V% Other elements
Z Any other agreed composition
Mn3NiCrMo 0.14 0.60-0.80 1.30-1.80 0.015 0.018 0.40-0.65 0.50-0.65 0.15-0.30 0.30 0.03 0.25
Mn3Ni1CrMo 0.12 0.40-0.70 1.30-1.80 0.015 0.018 0.20-0.40 1.20-1.60 0.20-0.30 0.35 0.05-0.13 0.25
Mn3Ni1Mo 0.12 0.40-0.80 1.30-1.90 0.015 0.018 0.15 0.80-1.30 0.25-0.65 0.30 0.03 0.25
Mn3Ni1.5Mo 0.08 0.20-0.60 1.30-1.80 0.015 0.018 0.15 0.40-2.10 0.25-0.55 0.30 0.03 0.25
Mn3Ni1Cu 0.12 0.20-0.60 1.20-1.80 0.015 0.018 0.15 0.80-1.25 0.20 0.30-0.65 0.03 0.25
Mn3Ni1MoCu 0.12 0.20-0.60 1.20-1.80 0.015 0.018 0.15 0.80-1.25 0.20-0.55 0.35-065 0.03 0.25
Mn3Ni2.5CrMo 0.12 0.40-0.70 1.30-1.80 0.015 0.018 0.20-0.60 2.30-2.80 0.30-0.65 0.30 0.03 0.25
Mn4Ni1Mo 0.12 0.50-0.80 1.60-2.10 0.015 0.018 0.15 0.80-1.25 0.20-0.55 0.30 0.03 0.25
Mn4Ni2Mo 0.12 0.25-0.60 1.60-2.10 0.015 0.018 0.15 2.00-2.60 0.30-0.65 0.30 0.03 0.25
Mn4Ni1.5CrMo 0.12 0.50-0.80 1.60-2.10 0.015 0.018 0.15-0.40 1.30-1.90 0.30-0.65 0.30 0.03 0.25
Mn4Ni2CrMo 0.12 0.60-0.90 1.60-2.10 0.015 0.018 0.20-0.45 1.80-2.30 0.45-0.70 0.30 0.03 0.25
Mn4Ni2.5CrMo 0.13 0.50-0.80 1.60-2.10 0.015 0.018 0.20-0.60 2.30-2.80 0.30-0.65 0.30 0.03 0.25

183
FILEUR EURONORM CLASSIFICATION
T 55 2 Mn2NiCrMo M M 2 H5
EN ISO 18276-ACLASSIFICATION OF WELDING CONSUMABLES. TUBULAR CORED ELECTRODES FOR GAS SHIELDED METAL ARC WELDING OF HIGH
STRENGTH STEELS
FLUX CORED WIRE
SYMBOL Rs(N/mm2)
Rm(N/mm2)
A5D%
55 550 640-820 18
62 620 700-890 18
69 690 770-940 17
79 790 880-1080 16
89 890 940-1180 15
SYMBOL Average 3KV>47J at temperature:
Z No requirements
A +20°C
0 0°C
2 -20°C
3 -30°C
4 -40°C
5 -50°C
6 -60°C
7 -70°C
8 -80°C
9 -90°C
10 -100°C
SYMBOL CHEMICAL COMPOSITION%
Mn Ni Cr Mo
MnMo 1.4-2.0 - - 0.3-0.6
Mn1Ni 1.4-2.0 0.6-1.2 - -
Mn1.5Ni 1.1-1.8 1.3-1.8 - -
Mn2.5Ni 1.1-2.0 2.1-3.0 - -
1NiMo 1.4 0.6-1.2 - 0.3-0.6
1.5NiMo 1.4 1.2-1.8 - 0.3-0.7
2NiMo 1.4 1.8-2.6 - 0.3-0.7
Mn1NiMo 1.4-2.0 0.6-1.2 - 0.3-0.7
Mn2NiMo 1.4-2.0 1.8-2.6 0.3-0.7
Mn2NiCrMo 1.4-2.0 1.8-2.6 0.3-0.6 0.3-0.6
Mn2Ni1CrMo
Z Any other agreed composition
N° HDM ml/100g
H5 5
H10 10
N° DESCRIPTION
1 All positions
2 All positions except vertical down
3 Flat butt weld, flat fillet weld, horizontal-vertical fillet weld
4 Flat butt weld & flat fillet weld
5 Vertical down and positions according to symbol 3
SYMBOL DESCRIPTION
M Mixed gas
C Carbon dioxide
N No gas shield
SYMBOL DESCRIPTION
R Rutile, slow freezing slag
P Rutile, fast freezing slag
B Basic
M Metalcored
Z Other types

184
FILEUR DIN CLASSIFICATIONDIN 8555
CLASSIFICATION OF FILLER METALS USED FOR SURFACING, FILLER WIRES, FILLER RODS, WIRE ELECTRODES, COVERED
ELECTRODES
MSG 1 GF 300 P
Welding process
ALLOY DEPOSIT
1 C=0.04% - 0.05%Cr - Mn - Mo - Ni
2 C=0.04% - 0.05%Cr - Mn - Mo - Ni
3 Alloyed, with propertiesof hot work tool steels
4 Alloyed, with properties of high speed steels (cutting)
5 Cr>5% C max=0.2%
6 Cr>5% C da 0.2% a 2.0%
7 Mn - austenite Mn da 11% a 18% Cr>5% Ni max=3%
8 Cr - Ni - Mn austenite
9 Cr - Ni steels
10 High C and Cr with and without additional carbide formation
20 Co base, Cr - W alloyed, with or without Ni
21 Carbide base
22 Ni base, Cr alloyed, Cr - B alloyed
23 Ni base, Mo alloyed, with or without Cr
30 Cu base, Sn alloyed
31 Cu base, Al alloyed
32 Cu base, Ni alloyed
GW ROLLED
GO CAST
GZ DRAWN
GS AGGLOMERATED
GF FILLED
UM COVERED
HARDNESS HARDNESS RANGE
150 125-175 HB
200 175-225 HB
250 225-275 HB
300 275-325 HB
350 325-375 HB
400 375-450 HB
40 37-42 HRC
45 42-47 HRC
50 47-52 HRC
55 52-57 HRC
60 57-62 HRC
65 62-67 HRC
70 >67 HRC
AVERAGE VALUE OF 10 MEASUREMENT
C Corrosion resistant
G Abrasion resistant
K Work hardenable
N Non magnetizable
P Impact resistant
R Rust resistant
S Cutting ability
T High temperature strength
Z Heat resitant

185
FILEUR APPLICATIONS TABLESO
FFSH
OR
E IN
DU
STRY
- PI
PELI
NE
- CR
IOG
ENIC
PLA
NTS
BA
SE
MAT
ER
IAL
SO
LID
WIR
ES
EA
MLE
SS
FLU
X C
OR
ED
WIR
E
ME
TALC
OR
ED
RU
TILE
BA
SIC
NO
GA
SS
AW
Mild
ste
els
S27
5 - S
355
- S46
0FI
LEU
R G
2FI
LEU
R G
3FI
LEU
R C
u
FILE
UR
AM
C 0
1FI
LEU
R A
MC
01/
SFI
LEU
R A
MC
01
HP
FILE
UR
AM
C 1
0FI
LEU
R A
MC
13
FILE
UR
AM
C 1
4
FILE
UR
AR
S H
PFI
LEU
R A
RS
12
FILE
UR
AR
S 1
2 C
FILE
UR
AR
S 1
3 FI
LEU
R A
RS
13
C
FILE
UR
AB
FI
LEU
R V
AB
5FI
LEU
R A
B 1
0FI
LEU
R A
B 1
3 FI
LEU
R A
B 1
4
FILE
UR
AB
AS
FILE
UR
AM
C 0
1 A
SFI
LEU
R A
B 1
0 A
SFI
LEU
R A
B 1
3 A
S
AP
I pip
e st
eels
X60
-X65
FILE
UR
G3
FILE
UR
AM
C 0
1FI
LEU
R A
RS
HP
FILE
UR
AR
S 1
0FI
LEU
R A
B A
S
X70
-X80
FILE
UR
G3
FILE
UR
G3
Mo
FILE
UR
AM
C 1
0FI
LEU
R A
MC
18
FILE
UR
AR
S 1
1FI
LEU
R A
RS
18
FILE
UR
AB
10
AS
X80
-X10
0FI
LEU
R E
R/S
FILE
UR
AM
C 1
8FI
LEU
R A
RS
18
FILE
UR
AR
S 1
5
Hig
h st
reng
th
stee
ls
S50
0 - S
550
- S62
0 FI
LEU
R E
RFI
LEU
R A
MC
16
FILE
UR
AM
C 1
8
FILE
UR
AR
S 1
0 FI
LEU
R A
RS
11
FILE
UR
AR
S 1
8
FILE
UR
AB
10
FILE
UR
AB
18
S69
0 - S
890
- S96
0 -
S11
00FI
LEU
R E
R/S
FILE
UR
AM
C 1
5FI
LEU
R A
MC
20
FILE
UR
AR
S 1
5FI
LEU
R A
B 1
5FI
LEU
R A
B 1
9FI
LEU
R A
B 2
0
Hig
h al
loy
stee
ls
Aus
tent
ici
FILE
UR
INO
X S
W 3
07
FILE
UR
INO
X S
W 3
08 L
Si
FILE
UR
INO
X S
W 3
09 L
Si
FILE
UR
INO
X S
W 3
16 L
Si
FILE
UR
INO
X S
W 3
17 L
FILE
UR
INO
X S
W 3
47 L
Si
Ferr
itici
/ M
arte
nsiti
ciFI
LEU
R IN
OX
SW
410
FILE
UR
INO
X S
W 4
10 N
iMo
Dup
lex
S
uper
dupl
exFI
LEU
R IN
OX
SW
220
9
FILE
UR
INO
X S
W 2
594
Nic
kel b
ase
allo
ys
N04
400
FILE
UR
Ni S
W 6
022
N06
600
FILE
UR
Ni S
W 6
082
N10
276
FILE
UR
Ni S
W 6
276
N06
625
FILE
UR
Ni S
W 6
625

186
FILEUR APPLICATIONS TABLES
CH
EMIC
AL
AN
D P
ETR
OLC
HEM
ICA
L IN
DU
STRY
- PO
WER
GEN
ERAT
ION
BA
SE
MAT
ER
IAL
SO
LID
WIR
ES
EA
MLE
SS
FLU
X C
OR
ED
WIR
E
ME
TALC
OR
ED
RU
TILE
BA
SIC
N
O G
AS
SAW
Mils
ste
els
S27
5 - S
355
- S46
0FI
LEU
R G
3FI
LEU
R A
MC
01
FILE
UR
AM
C 1
0FI
LEU
R A
RS
HP
FILE
UR
AR
SFI
LEU
R A
BFI
LEU
R A
B A
S
Hig
h st
reng
th
stee
ls
S50
0 - S
550
- S62
0FI
LEU
R E
RFI
LEU
R A
MC
16
FILE
UR
AM
C 1
8FI
LEU
R A
RS
10
FILE
UR
AR
S 1
8FI
LEU
R A
B 1
0FI
LEU
R A
B 1
8
S69
0 - S
890
- S96
0 -
S11
00FI
LEU
R E
R/S
FILE
UR
AM
C 1
5FI
LEU
R A
MC
20
FILE
UR
AR
S 1
5FI
LEU
R A
B 1
5
Cre
ep re
sist
ant
stee
ls
P1
FILE
UR
Mo
FILE
UR
G3
Mo
FILE
UR
AM
C 3
5FI
LEU
R A
RS
35
FILE
UR
AB
35
FILE
UR
AM
C 3
5 A
S
P5
FILE
UR
AB
47
P11
FILE
UR
CrM
o1FI
LEU
R A
MC
40
FILE
UR
AR
S 4
0FI
LEU
R A
B 4
0FI
LEU
R A
MC
40
AS
P22
FILE
UR
CrM
o2FI
LEU
R A
MC
45
FILE
UR
AR
S 4
5FI
LEU
R A
B 4
5FI
LEU
R A
B 4
0 A
S
P91
FILE
UR
AM
C 9
1FI
LEU
R A
RS
91
P91
1FI
LEU
R A
RS
911
G17
CrM
oV5-
10FI
LEU
R A
RS
46
VFI
LEU
R A
B 4
6 V
Hig
h al
loy
stee
ls
Aus
tent
ici
FILE
UR
INO
X S
W 3
07FI
LEU
R IN
OX
SW
308
L S
iFI
LEU
R IN
OX
SW
309
L S
iFI
LEU
R IN
OX
SW
316
L S
iFI
LEU
R IN
OX
SW
317
LFI
LEU
R IN
OX
SW
347
L S
i
Ferr
itici
/ M
arte
nsiti
ciFI
LEU
R IN
OX
SW
410
FI
LEU
R IN
OX
SW
410
NiM
o
Dup
lex
/ Sup
erdu
plex
FILE
UR
INO
X S
W 2
209
FILE
UR
INO
X S
W 2
594
Nic
kel b
ase
allo
y
N04
400
FILE
UR
Ni S
W 6
022
N06
600
FILE
UR
Ni S
W 6
082
N10
276
FILE
UR
Ni S
W 6
276
N06
625
FILE
UR
Ni S
W 6
625

187
FILEUR APPLICATIONS TABLES
SHIP
YAR
D -
HEA
VY P
UR
POU
SE -
PRES
SUR
E VE
SSEL
S
BA
SE
MAT
ER
IAL
SO
LID
WIR
ES
EA
MLE
SS
FLU
X C
OR
ED
WIR
E
ME
TALC
OR
ED
RU
TILE
B
AS
IC
NO
GA
SS
AW
Mild
ste
els
S27
5 - S
355
- S64
60FI
LEU
R G
2FI
LEU
R G
3
FILE
UR
GP
MFI
LEU
R A
MC
01
FILE
UR
AM
C 0
1 S
FILE
UR
AM
C 0
1 H
PFI
LEU
R A
MC
10
FILE
UR
AR
S H
PFI
LEU
R A
RS
5FI
LEU
R A
RS
FI
LEU
R A
R N
iFI
LEU
R G
PC
FILE
UR
AR
FILE
UR
AR
01
FILE
UR
AB
FILE
UR
VA
B 5
FILE
UR
NG
-T11
FILE
UR
NG
-T4
FILE
UR
AM
C 0
1 A
SFI
LEU
R A
B A
S
FILE
UR
AB
10
AS
Hig
h st
reng
th
stee
ls
S50
0 - S
550
- S62
0FI
LEU
R E
RFI
LEU
R A
MC
16
FILE
UR
AM
C 1
8
FILE
UR
AR
S 1
0FI
LEU
R A
RS
11
FILE
UR
AR
S 1
8
FILE
UR
AB
16
FILE
UR
AB
18
S69
0 - S
890
- S96
0 -
S11
00FI
LEU
R E
R/S
FILE
UR
AM
C 1
5FI
LEU
R A
MC
20
FILE
UR
AR
S 1
5FI
LEU
R A
B 1
5FI
LEU
R A
B 1
9FI
LEU
R A
B 2
0
Cre
ep re
sist
ant
stee
lsS
235W
- S
355W
FILE
UR
Cu
FILE
UR
AM
C 3
0FI
LEU
R A
RS
30
FILE
UR
AB
30
Hig
h al
loy
stee
lsA
uste
ntic
i FI
LEU
R IN
OX
SW
308
L S
iFI
LEU
R IN
OX
SW
309
L S
i

188
FILEUR CONVERSION TABLES
WEIGHTkg pounds
0.3kg 0.66lb
0.5kg 1.10lb
0.8kg 1.76lb
1kg 2.20lb
2.7kg 5.95lb
4kg 8.82lb
5kg 11.02lb
12.5kg 27.56lb
14kg 30.86lb
14.5kg 31.97lb
15kg 33.07lb
16kg 35.27lb
18kg 39.68lb
20kg 44.09lb
25kg 55.11lb
100kg 220.46lb
200kg 440.92lb
230kg 507.06lb
250kg 551.15lb
300kg 661.37lb
500kg 1102.29lb
LENGHTmm inch
0.80mm 0.031"
0.90mm 0.035"
1.00mm 0.039"
1.20mm 0.047"
1.40mm 0.055"
1.60mm 0.063"
2.00mm 0.079"
2.40mm 0.094"
2.80mm 0.11"
3.20mm 0.13"
4.00mm 0.16"
11.5mm 0.45"
16.5mm 0.65"
42mm 1.65"
45mm 1.77"
46mm 1.81"
48mm 1.89"
52mm 2.05"
71mm 2.80"
100mm 3.94"
105mm 4.13"
180mm 7.09"
200mm 7.87"
260mm 10.24"
300mm 11.81"
415mm 16.34"
510mm 20.08"
610mm 24.02"
760mm 29.92"
780mm 30.71"
TEMPERATURE°C °F
-196°C -320.8°F
-100°C -148°F
-89°C -128.2°F
-75°C -103°F
-60°C -76°F
-51°C -58.8°F
-50°C -58°F
-40°C -40°F
-30°C -22°F
-20°C -4°F
0 32°F
20°C 68°F
300°C 572°F
350°C 662°F
400°C 752°F
450°C 842°F
500°C 932°F
550°C 1022°F
580°C 1076°F
590°C 1094°F
620°C 1148°F
690°C 1274°F
700°C 1292°F
710°C 1310°F
745°C 1373°F
760°C 1400°F
1000°C 1832°F
1 kg = 2.2046 lb
1 lb = 0.4536 kg
1 mm = 0.03937 in
1 in = 25.4 mm
°C=(5/9)x(°F-32)
°F=(9/5)x°C +32
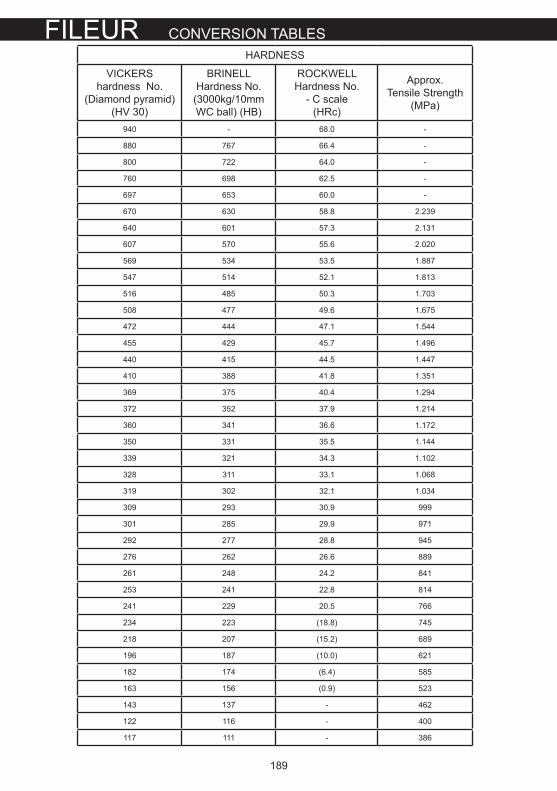
189
FILEUR CONVERSION TABLESHARDNESS
VICKERS hardness No.
(Diamond pyramid)(HV 30)
BRINELL Hardness No.(3000kg/10mm WC ball) (HB)
ROCKWELL Hardness No.
- C scale(HRc)
Approx. Tensile Strength
(MPa)
940 - 68.0 -
880 767 66.4 -
800 722 64.0 -
760 698 62.5 -
697 653 60.0 -
670 630 58.8 2.239
640 601 57.3 2.131
607 570 55.6 2.020
569 534 53.5 1.887
547 514 52.1 1.813
516 485 50.3 1.703
508 477 49.6 1.675
472 444 47.1 1.544
455 429 45.7 1.496
440 415 44.5 1.447
410 388 41.8 1.351
369 375 40.4 1.294
372 352 37.9 1.214
360 341 36.6 1.172
350 331 35.5 1.144
339 321 34.3 1.102
328 311 33.1 1.068
319 302 32.1 1.034
309 293 30.9 999
301 285 29.9 971
292 277 28.8 945
276 262 26.6 889
261 248 24.2 841
253 241 22.8 814
241 229 20.5 766
234 223 (18.8) 745
218 207 (15.2) 689
196 187 (10.0) 621
182 174 (6.4) 585
163 156 (0.9) 523
143 137 - 462
122 116 - 400
117 111 - 386
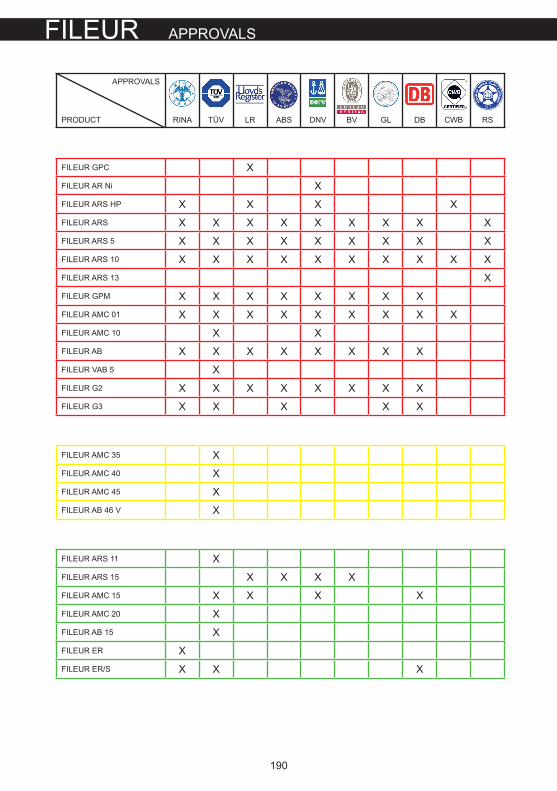
190
FILEUR APPROVALS
APPROVALS
PRODUCT RINA TÜV LR ABS DNV BV GL DB CWB RS
FILEUR GPC XFILEUR AR Ni XFILEUR ARS HP X X X XFILEUR ARS X X X X X X X X XFILEUR ARS 5 X X X X X X X X XFILEUR ARS 10 X X X X X X X X X XFILEUR ARS 13 XFILEUR GPM X X X X X X X XFILEUR AMC 01 X X X X X X X X XFILEUR AMC 10 X XFILEUR AB X X X X X X X XFILEUR VAB 5 XFILEUR G2 X X X X X X X XFILEUR G3 X X X X X
FILEUR AMC 35 XFILEUR AMC 40 XFILEUR AMC 45 XFILEUR AB 46 V X
FILEUR ARS 11 XFILEUR ARS 15 X X X XFILEUR AMC 15 X X X XFILEUR AMC 20 XFILEUR AB 15 XFILEUR ER XFILEUR ER/S X X X

191
FILEUR APPROVALS
APPROVALS
PRODUCT RINA TÜV LR ABS DNV BV GL DB CWB RS
FILEUR INOX SW 308 L Si X XFILEUR INOX SW 309 L Si X XFILEUR INOX SW 316 L Si X XFILEUR INOX SW 318 Si X XFILEUR INOX SW 347 L Si X X
FILEUR Ni SW 6022 XFILEUR Ni SW 6082 XFILEUR Ni SW 6625 X

192
FILEUR NOTES