on-line scheduling and w.i.p. regulation jean-marie proth
Post on 21-Dec-2015
225 views
TRANSCRIPT

ON-LINE SCHEDULINGAND
W.I.P. REGULATION
Jean-Marie PROTH

Production background
The production system works 24 hours a day.
When an order appears in the production system, we have to provide the best delivery time in real time to the customer (less than 3 minutes).
Previous schedule cannot be modified.

ON-LINE SCHEDULINGAND
W.I.P. REGULATION:
THE JOB-SHOP CASE
Since orders are scheduled as soon as they
appear in the system, the job-shop case is a
flow-shop for each one of the orders.

Basic problem
m operations O1, …, Om must be performed to complete a given order. Each operation is performed by one resource or several identical resources. Each resource is partially busy when the order appears in the system. We have to manufacture a product using the idle periods of the resources.
We first arrange the idle windows in the increasing order of their lower limit.

Classifying the idle periods
Three identical resources for one operation
R1
R2
R3
1
2
3
4
5
6
7
8
9
O
α1 β1
α2 β2
α3 β3
α4 β4
α5 β5
α6 β6
α7 β7
α8 β8
α9 β9

Problem setting
The operations should be performed in
the order O1, O2, …, Om.
The time spent for performing Oi, i=1, …, m
belongs to [θi, θi+δi].
Product cannot be stored between two
operations.
Objective: Minimize the completion time.

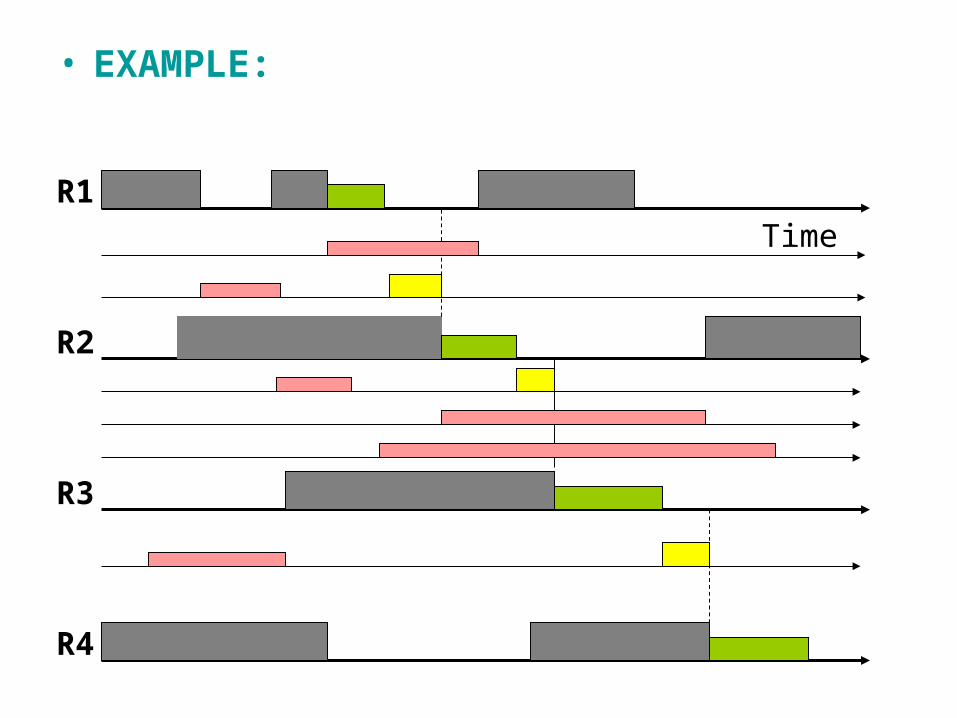
• EXAMPLE:
O1
O2
O3
O4
Time
BUSY PERIODS
MANUFACTURING TIMES EXTENSIONS OF MAN. TIMES
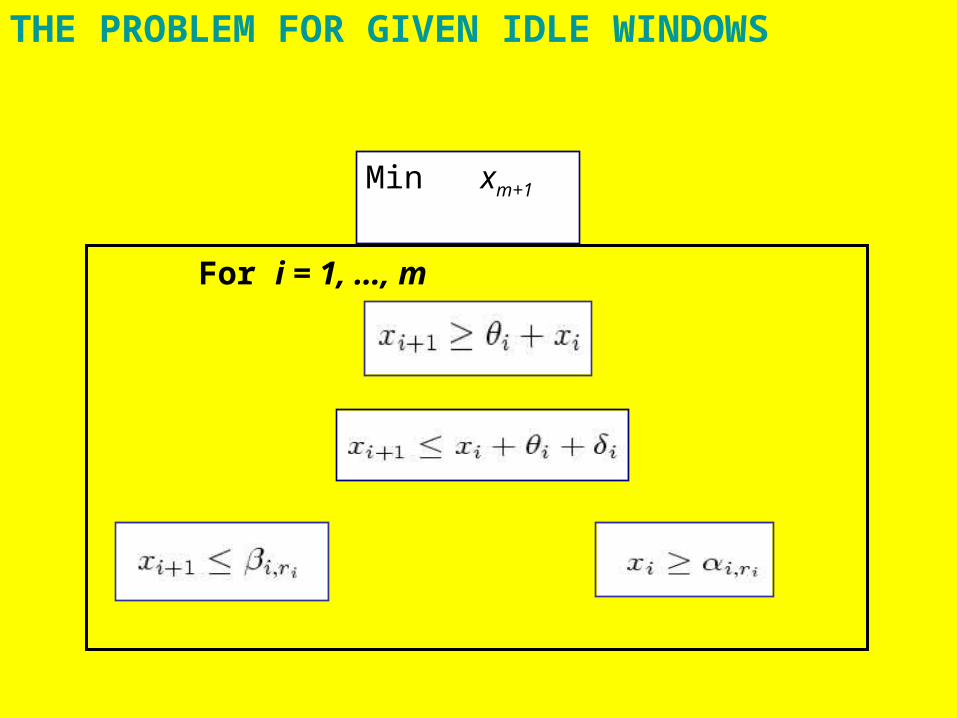
THE PROBLEM FOR GIVEN IDLE WINDOWS
Min xm+1
For i = 1, …, m

THE ALGORITHM
Do 2.3.
,...,2for ,max Do 2.2.
Do 2.1.
.,,...,, sequence theBuilding .2
m1
11,
,11
121
1
mm
iikii
k
mm
tt
mitt
t
ttttT
I
.,...,2,1for 1 Do .1 miki
1,...,1, for
,max Do 3.2.
Do .1.3
,...,, sequence theBuilding 3.
1
11
11
mmi
xtx
tx
xxxX
iiiii
mm
mm

2. step return to
weand 1set we, that
such ,...,2,1any for Otherwise, 4.2.
alg. theof End reached. is valueoptimal
then the,,...,1for If 4.1.
Test .4
,1
,1
iikii
kii
kkx
mi
mix
i
i
The ki value is the rank of the idle window in which we want to perform operation i, for i=1 to m.
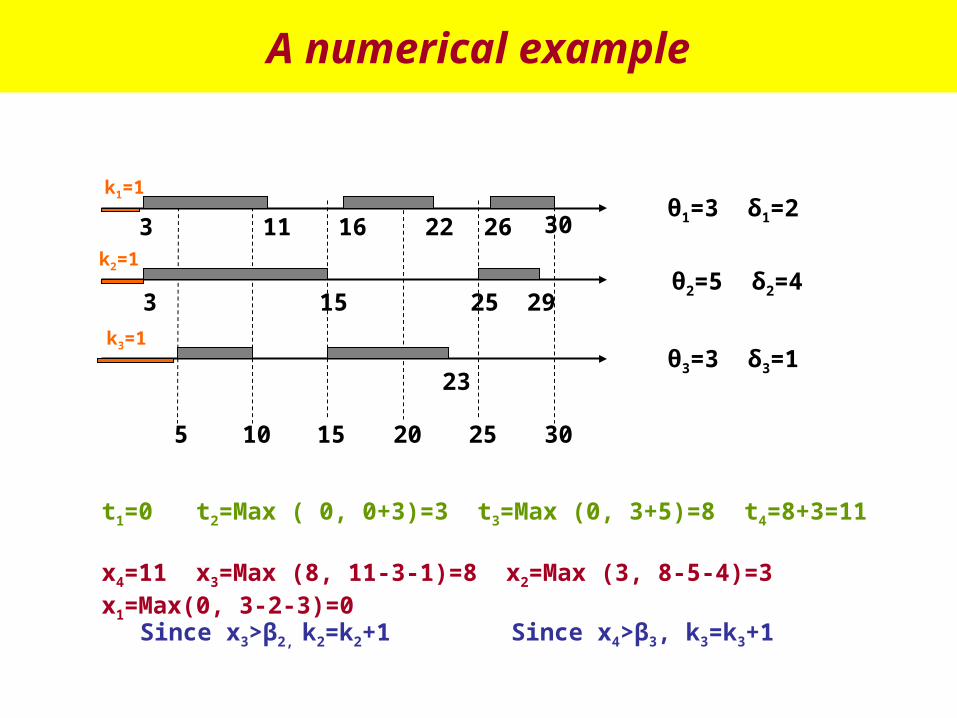
A numerical example
5 10 15 20 25 30
3 11 16 22 26 30
3 15 25 29
23
θ1=3 δ1=2
θ2=5 δ2=4
θ3=3 δ3=1
k1=1
k2=1
k3=1
t1=0 t2=Max ( 0, 0+3)=3 t3=Max (0, 3+5)=8 t4=8+3=11
x4=11 x3=Max (8, 11-3-1)=8 x2=Max (3, 8-5-4)=3 x1=Max(0, 3-2-3)=0
Since x3>β2, k2=k2+1 Since x4>β3, k3=k3+1
5 10 15 20 25 30
3 11 16 22 26 30
3 15 25 29
23
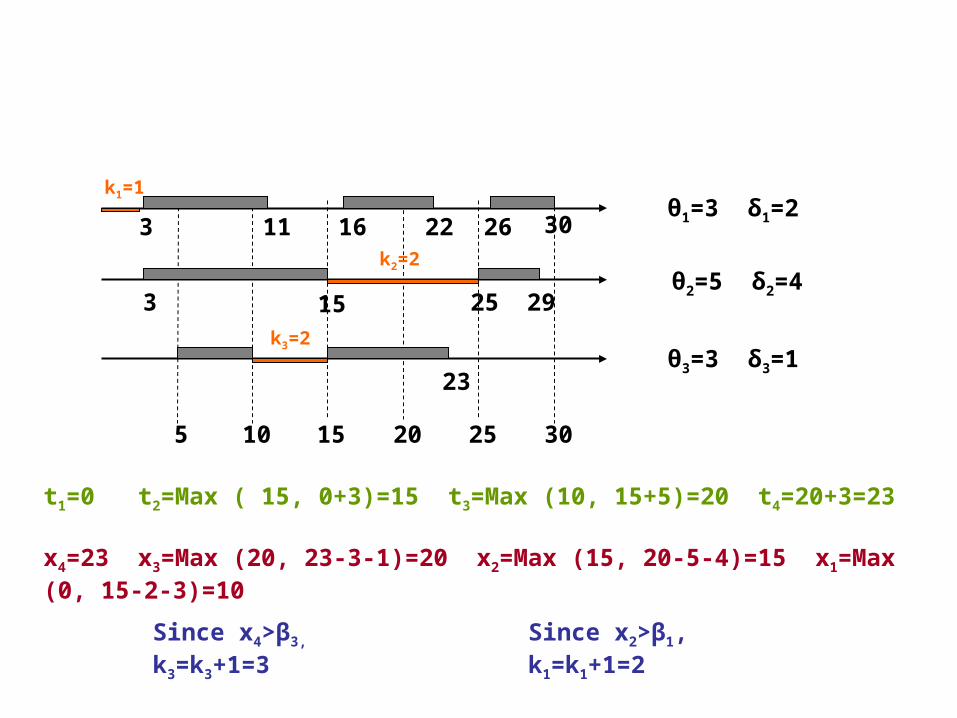
θ1=3 δ1=2
θ2=5 δ2=4
θ3=3 δ3=1
k1=1
t1=0 t2=Max ( 15, 0+3)=15 t3=Max (10, 15+5)=20 t4=20+3=23
x4=23 x3=Max (20, 23-3-1)=20 x2=Max (15, 20-5-4)=15 x1=Max (0, 15-2-3)=10
Since x4>β3, k3=k3+1=3 Since x2>β1, k1=k1+1=2
k2=2
k3=2

5 10 15 20 25 30
3 11 16 22 26 30
3 15 25 29
23
θ1=3 δ1=2
θ2=5 δ2=4
θ3=3 δ3=1
k1=2
k2=2
k3=3
t1=11 t2=Max ( 15, 11+3)=15 t3=Max (23, 15+5)=23 t4=23+3=26
x4=26 x3=Max (23, 26-3-1)=23 x2=Max (15, 23-5-4)=15 x1=Max(11, 15-2-3)=11
THIS SOLUTION IS OPTIMAL

5 10 15 20 25 30
3 11 16 22 26 30
3 15 25 29
23
θ1=3 δ1=2
θ2=5 δ2=4
θ3=3 δ3=1
THIS SOLUTION IS OPTIMAL

REMARKS
1. It is not always possible to extend the operation time.
2. A resource is busy until the end of the operation time (including its extension).
⇓We transform the extension of the
operation time into inventory time.

Two approaches are proposed:
Approach 1:
We are interested in managing only the inventory time between two operations.
Approach 2:
We are interested in managing both the inventory time and the number of parts in inventory between two operations.

APPROACH 1
We add a “storage resource” at the end of each operation.
These storage resources are totally idle each time a new order appears in the production system.

R1
R2
R3
R4
Time
BUSY PERIODS
MAN. TIMES
S1
S2
S3
STORAGE PERIODS

APPROACH 2
We add as many “storage resources” as the number of WIP units that are allowed at the exit of an operation.
We keep the busy periods of these “storage operations”.
The δi and θi are assigned as in approach 1.
• EXAMPLE:
R1
R2
R3
R4
Time

ON-LINE SCHEDULINGAND
W.I.P. REGULATION:
THE ASSEMBLY SYSTEM CASEThe algorithm for on-line scheduling and WIP management in assembly systems is based on the previous algorithm.
The idea behind this algorithm is to adjust iteratively job-shop like systems.

12
5
37
6
4
14
13
1
10 11
9
2
8
EXAMPLE
1
147
6
5S1
10 14131211S5
14743S4
8 1413129S3
2
147
6
5S2
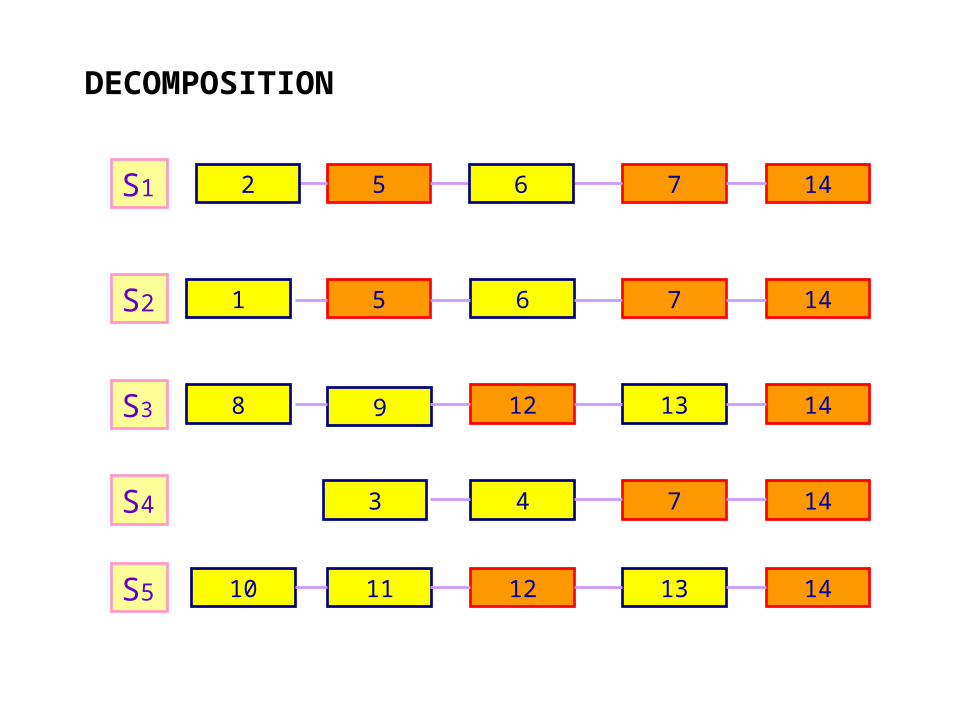
DECOMPOSITION
If we apply the job-shop algorithm to each one of the lines, there is little likelihood that a given assembly operation starts at the same time in the different schedules.
We propose an iterative approach that adjust gradually the starting time of each assembly operation. This approach is based on the two following rules.
The proposed algorithm converges to the optimal solution, i.e. to the minimal makespan.

RULE 1
In the resulting schedule:
If a given assembly operation is scheduled in different windows, we restart the computation constraining this operation to be scheduled at the earliest in the last window.
S1
S2
S4k k+1 k+2
We restart the algorithm with window k+2 in all the linesthat contain this assembly operation.
Assembly operation 7

RULE 2
In the resulting schedule:If a given assembly operation is scheduled in the same window whatever the line, then we restart the computation from this window after assigning to the lower bound of the window the greatest starting time of the operation.
Configuration when restarting the scheduling
New window