on the application of the theory of critical distances for ... 11.pdf · roberto frassine,...
TRANSCRIPT

Frattura ed Integrità Strutturale, 11 (2010)
Rivista Ufficiale del Gruppo Italiano Frattura; ISSN 1971-8993 Reg. Trib. Cassino n. 729/07 del 30/07/2007
1
On the application of the Theory of Critical Distances for prediction of fracture in fibre composites D. Taylor …………......................………………………………………....………........…………………. 3
Modello di tenuta della flangia bullonata, senza giunzione, mediante l’analogia della meccanica della frattura di una fessura parzialmente aperta M. Beghini, L. Bertini, C. Santus, C. Cagnarini, P. Romanello ....…………………………………….………… 10
Valutazione della capacità di rientro alla base di un elicottero in presenza di danno balistico ad un albero di trasmissione della linea rotore di coda L. Giudici, A. Manes, M. Giglio ......…………………………………………….…………………………... 21
Modello coesivo per l’avanzamento di fratture mediante rilascio nodale di strutture discretizzate con elementi finiti M. Minotti, G. Mannucci, P. Salvini …………………………………………….…………………………... 36Modello numerico per la simulazione e l’ottimizzazione di controlli non distruttivi con ultrasuoni A. Pantano, D. Cerniglia ................................................................................................................................................. 49
Segreteria rivista presso: Francesco Iacoviello Università di Cassino – Di.M.S.A.T. Via G. Di Biasio 43, 03043 Cassino (FR) Italia http://www.gruppofrattura.it [email protected] Direttore Responsabile: Francesco Iacoviello, Università di Cassino Comitato Scientifico: Goffredo De Portu, CNR - ISTEC Andrea Pavan, Politecnico di Milano Nicola Bonora, Università di CassinoAngelo Finelli, ENEA Centro Ricerche Faenza Alberto Carpinteri, Politecnico di Torino Domenico Gentile, Università di CassinoMartino Labanti, Enea Centro Ricerche Faenza Giuseppe Ferro, Politecnico di Torino David Taylor, University of DublinGiovanna Gabetta, ENI E&P Division Donato Firrao, Politecnico di Torino Luca Susmel, Università di FerraraStefano Beretta, Politecnico di Milano Marco Paggi, Politecnico di Torino Andrea Carpinteri, Università di Parma Mario Guagliano, Politecnico di Milano Marco Savoia, Università di Bologna Alessandro Pirondi, Università di ParmaGiulio Mayer, Politecnico di Milano Roberto Roberti, Università di Brescia Vincenzo Maria Sglavo, Università di TrentoRoberto Frassine, Politecnico di Milano Franco Furgiuele, Università della Calabria Francesca Cosmi, Università di Trieste
Frattura ed Integrità Strutturale, 11 (2010)
2
aro Lettore, ormai queste poche righe ci permettono di fare un riepilogo delle attività degli ultimi tre mesi e di ricordare insieme i prossimi appuntamenti.
Nei mesi di settembre ed ottobre, l’IGF ha organizzato alcune sessioni dedicate all’Integrità Strutturale all’interno dei Convegni AIAS (Associazione Italiana Analisi Sollecitazioni) ed AIPnD (Associazione Italiana Prove non Distruttive). In entrambi i casi, grazie alla disponibilità ed alla collaborazione dei Colleghi, le presentazioni sono state videoregistrate e sono ora inserite nella sezione WEB-TV del sito IGF, arricchendo ulteriormente il già ampio archivio. Ancora, in quest’ultimo trimestre, grazie ai Colleghi Andrea Carpinteri, Les P.Pook, Bruno Atzori, Paolo Lazarin, Andrea Spagnoli, Filippo Berto, Roberto Brighenti e Sabrina Vantadori, è stato possibile arricchire l’archivio di pubblicazioni IGF, aggiungendo alla disponibilità dei Soci IGF gli Atti dei convegni internazionali Fatigue Crack Paths (Padova 2003) e Crack Paths (Padova 2006 e Vicenza 2009). Al di là del mero incremento numerico degli articoli disponibili (abbiamo superato i 1100!!), è da sottolineare, se ce ne fosse bisogno, il notevole livello qualitativo dei lavori che tutti i Soci potranno apprezzare utilizzando le credenziali che sono state inviate nel mese di novembre. Il 2010 inizia in modo molto “caldo”, con il Workshop IGF Problematiche di frattura nei materiali per l’Ingegneria che si svolgerà dal 7 al 9 gennaio a Forni di Sopra (UD). Gli Atti, che verranno pubblicati sul sito IGF, saranno anche distribuiti su penna USB, insieme a questo numero della rivista IGF. Un binomio già sperimentato durante l’ultimo Convegno Nazionale IGF (Torino 2009) e che è stato particolarmente apprezzato. Successivamente, dal 5 al 7 luglio 2010, avremo la Scuola IGF di Trieste, con il Summer course on light weight structures tenuto dal Prof. Karl - Heinz Schwalbe. Questo evento, dedicato ai giovani ricercatori, si svolgerà in stretto collegamento con il 9th YSESM - Youth Symposium on Experimental Solid Mechanics che si svolgerà, sempre a Trieste, dal 7 al 10 luglio 2010. Desidero sottolineare che, grazie all’ospitalità dell’Università di Trieste ed allo sforzo organizzativo di tutto il Consiglio IGF, i costi sono stati contenuti in maniera estrema, senza rinunciare alla qualità delle attività svolte: l’iscrizione ad entrambi gli eventi avrà il costo di 450 €, comprensivo di vitto ed alloggio!!! Ti posso inoltre anticipare che nel 2010 ci saranno alcune “sorprese”, di cui ti metterò al corrente quanto prima. Colgo infine l’occasione di queste poche righe per ringraziare il Consiglio di Presidenza IGF e tutto il Comitato Scientifico di questa rivista per un lavoro, spesso oscuro, di cui però i risultati sono evidenti: GRAZIE e buon 2010 a tutti!!!
Francesco Iacoviello
Presidente IGF
C

D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
3
On the application of the Theory of Critical Distances for prediction of fracture in fibre composites
David Taylor Engineering School, Trinity College Dublin, Ireland; [email protected]
ABSTRACT. This paper is concerned with the fracture of composite materials containing stress concentration features such as notches and holes. In particular, it addresses the question of the use of the Theory of Critical Distances (TCD) – a method which is widely used for predicting notch effects in fatigue and fracture. The TCD makes use of a length constant, L, known as the critical distance, which is normally assumed to be a material property. However, many workers in the field of composite materials have suggested that the critical distance is not a constant, but rather is a function of notch size. I examined the evidence for this assertion, and concluded that it arises for four different reasons, two of which (process zone size and constraint) are real material effects whilst the other two (choice of test specimen and estimation of the stress field) arise due to errors in making the assessments. From a practical point of view, the assumption of a constant value for L leads to only small errors, so it is recommended for engineering design purposes. KEYWORDS. Fibre composites; fracture; notch; hole; critical distance INTRODUCTION
hen engineering components fail, they almost always do so from stress concentration features: geometrical discontinuities such as holes, notches and corners. Fibre composite materials are no exception, and much work has been done over the years to understand and predict the effects of these features on the load-bearing
capacity of these materials. This paper is concerned with one particular method of prediction, which goes by various names but which I will call the Theory of Critical Distances (TCD). Here I will consider the application of this theory to the broad range of long-fibre laminate-type composite materials, and from the outset I should point out that I do not consider myself an expert on this class of materials. In that respect the paper is being written from the outside looking in, and I apologise in advance for any errors or misunderstandings that may arise as a result. My investigations into the TCD began in the field of metal fatigue, where the approach has been used for over half a century [1, 2]. Examination of the published literature revealed that the same methodology was also being applied to predict monotonic fracture in composites, since first being proposed by Whiney and Nuismer in 1974 [3]. Further reading showed that work in the two areas (metal fatigue and composite fracture) has proceeded on parallel lines for the last thirty years, both in fundamental research and in industrial applications, with workers in one field being apparently unaware of the activities of those in the other. As a result, the approach has developed some particular characteristics: for example in the field of metal fatigue it is generally assumed that the critical distance, L, which is the fundamental parameter in the theory, is a material constant, unaffected by the geometry of the notch. In composites research, however, it has become common to assume that L is not a material constant, but rather that it varies with the size of the notch. This question is of fundamental importance because the theory is much easier to use if we can assume a constant value for L. If a constant value of L cannot be accepted then more fundamental studies are needed to develop a general approach which would allow L to be calculated for any problem. Some workers, including ourselves, have indeed proposed such
W

D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
4
approaches [4, 5] and they have been found to be necessary in certain other materials, such as concrete, where the critical distance can be so large as to be similar to the size of the test specimen. In this paper, I consider the evidence for and against the use of a constant L value in continuous-fibre composite laminate materials, both from a fundamental scientific perspective and from the viewpoint of the practical engineering application of the TCD. THE TCD: A BRIEF INTRODUCTION
or those not familiar with critical distance methods, here follows a brief introduction. A recent paper provides further information [6] and those interested in a more comprehensive review are directed to a recent book on the subject [7]. In the great majority of cases, the TCD is implemented using a linear elastic stress analysis. The point
of maximum stress is located (e.g. at the root of a notch) and a line is drawn from this point which is known as the focus path. Stress is plotted as a function of distance, r, along this line. There are two different variants of the approach, which I refer to as the Point Method and the Line Method. In the Point Method, the stress is considered at a single point, located at a distance of r=L/2. In the Line Method, the stress to be considered is the average stress along the line from r=0 to 2L. Failure is predicted to occur if this stress is greater than some critical value, o. Fig. 1 illustrates these approaches schematically. There are other variants of the TCD; for example some workers use L in a modified form of linear elastic fracture mechanics LEFM) in which L is considered to be the length of an imaginary crack at the notch root, or alternatively the crack is considered to advance in finite growth steps of magnitude 2L. These methods do not concern us here, except in so far as they can be combined with the stress-based methods to give approaches in which L is no longer a constant. The point and line methods have the great advantage of simplicity: they can be very easily used in conjunction with finite element analysis and applied to any type of stress concentration feature, including those on engineering components. Extensive research has shown that they can give very accurate predictions in a wide variety of materials, for those mechanisms of failure which involve cracking, such as brittle fracture and fatigue [7]. An important relationship exists between the two constants in the TCD and the material’s fracture toughness, Kc. This relationship can be derived by assuming that the TCD is applicable to cracks as well as notches:
2
1
o
cKL
(1)
Figure 1: Schematic illustration of the Point Method and Line Method
APPLICATION OF THE TCD TO COMPOSITE MATERIALS
he use of this approach in the field of composites stems from the seminal paper by Whitney and Nuismer in 1974 [3] which was followed a short time later by a slightly more detailed treatment in a book by Whitney et al [8]. The original paper has been extremely influential in this field: at the time of writing there have been over 300 citations
to this paper, in publications ranging from fundamental studies to engineering applications. The paper is very comprehensive, describing both the PM and the LM, which Whitney and Nuismer referred to as the Point Stress Criterion and the Average Stress Criterion. The validity of the method was tested against experimental data: Figs 2 and 3 are examples reproduced from the original paper. The theoretical link to Kc (as in Eq. 2 above) was also derived. Importantly,
F
T
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
5
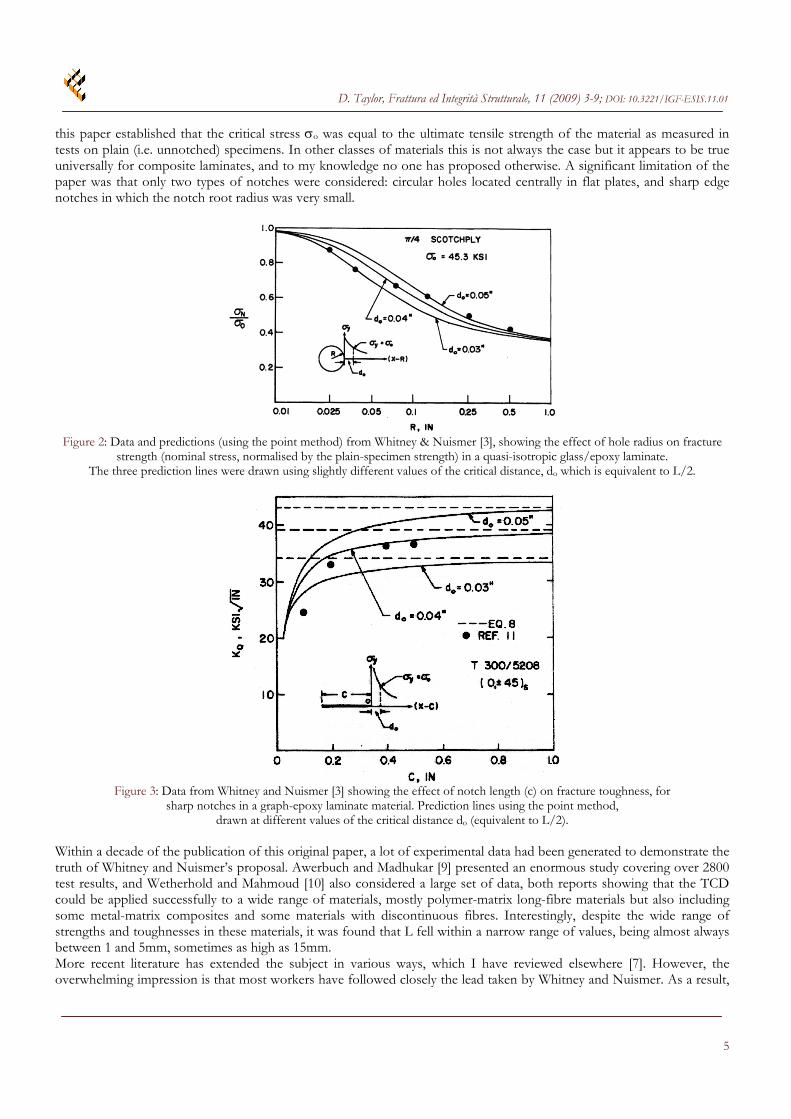
this paper established that the critical stress o was equal to the ultimate tensile strength of the material as measured in tests on plain (i.e. unnotched) specimens. In other classes of materials this is not always the case but it appears to be true universally for composite laminates, and to my knowledge no one has proposed otherwise. A significant limitation of the paper was that only two types of notches were considered: circular holes located centrally in flat plates, and sharp edge notches in which the notch root radius was very small.
Figure 2: Data and predictions (using the point method) from Whitney & Nuismer [3], showing the effect of hole radius on fracture
strength (nominal stress, normalised by the plain-specimen strength) in a quasi-isotropic glass/epoxy laminate. The three prediction lines were drawn using slightly different values of the critical distance, do which is equivalent to L/2.
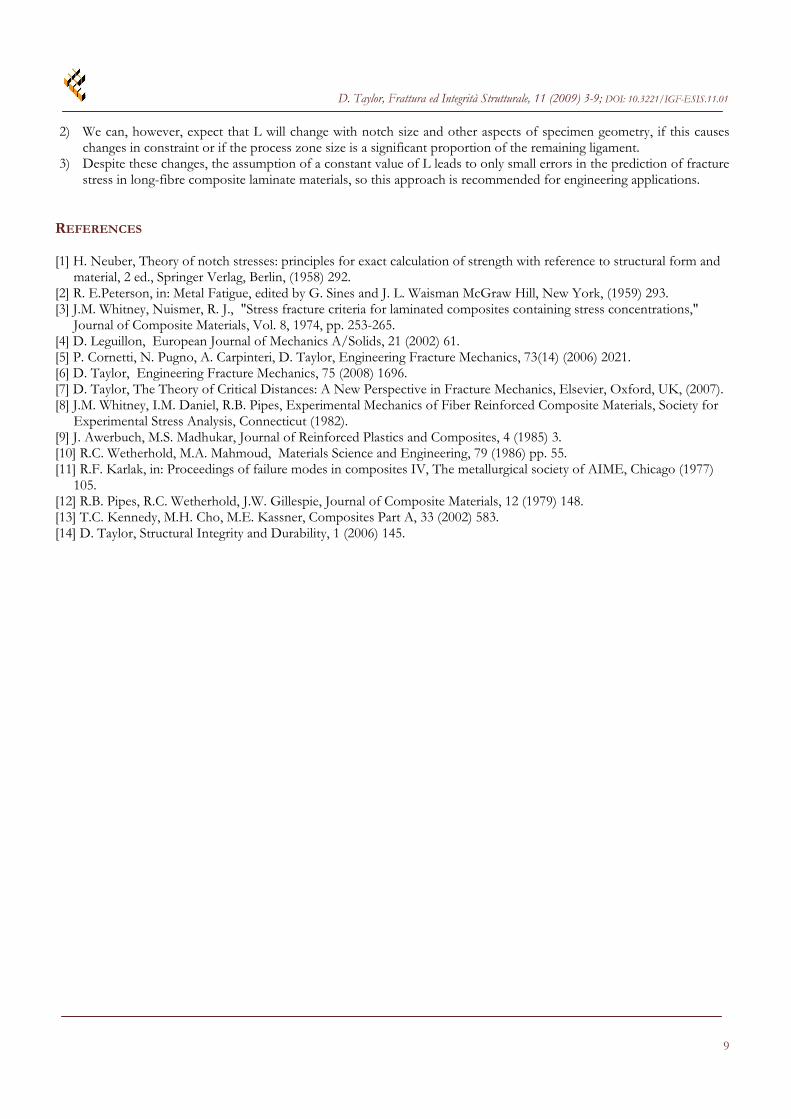
Figure 3: Data from Whitney and Nuismer [3] showing the effect of notch length (c) on fracture toughness, for
sharp notches in a graph-epoxy laminate material. Prediction lines using the point method, drawn at different values of the critical distance do (equivalent to L/2).
Within a decade of the publication of this original paper, a lot of experimental data had been generated to demonstrate the truth of Whitney and Nuismer’s proposal. Awerbuch and Madhukar [9] presented an enormous study covering over 2800 test results, and Wetherhold and Mahmoud [10] also considered a large set of data, both reports showing that the TCD could be applied successfully to a wide range of materials, mostly polymer-matrix long-fibre materials but also including some metal-matrix composites and some materials with discontinuous fibres. Interestingly, despite the wide range of strengths and toughnesses in these materials, it was found that L fell within a narrow range of values, being almost always between 1 and 5mm, sometimes as high as 15mm. More recent literature has extended the subject in various ways, which I have reviewed elsewhere [7]. However, the overwhelming impression is that most workers have followed closely the lead taken by Whitney and Nuismer. As a result,

D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
6
most papers are confined to studies of tensile test specimens containing either circular holes or very sharp edge notches. The limited range of test specimens studied is, in my view, the source of some misconceptions about the use of the TCD. This contrasts with work in the parallel field of metal fatigue, where different types of notches have been investigated, especially with regard to the effects of notch root radius, along with different types of loading. DOES L VARY WITH NOTCH SIZE?
he large amount of data collected by Awerbuch and Madhukar allowed various correlations to be studied. One trend which emerged was that in some cases the value of L which best predicted the results tended to vary, increasing with the size of the hole or notch. These effects seemed quite significant, for example these workers
show a case in which changing the length of a sharp notch from about 1mm to 20mm caused the best-fit value of L to approximately double in size. Further work was done by other researcher, to investigate this phenomenon, especially for the case of circular holes. As a result, two equations were developed which are now in common use. The first is that of Karlak [11], which relates L to the hole diameter (a) using a constant C1, as follows:
L = C1a1/2 (2)
The second equation is that proposed by Pipes et al [12] who developed a more general relationship including another constant m:
L = C2am (3)
This second equation covers a wide range of possible conditions: two interesting cases are m=0, for which L becomes a material constant and m=1 which leads to a situation in which the size of the hole has no effect on the fracture strength, since L scales in direct proportion to a. In the example mentioned above, from Awerbuch and Madhukar, the value of m was 0.235. In fact, even the original data in Whitney and Nuismer shows something of this effect: for example in Fig.2 prediction lines were drawn using different values of the critical distance and one can see that the data tend to move from the smallest to the largest value with increasing hole size. Investigating the data and the methods of analysis in some detail, I have come to the conclusion that there are four separate reasons for this effect, as follows. Stress Analysis Errors In calculating the stresses in the vicinity of the notch, for use in the Point Method or Line Method, Whitney and Nuismer used the following approximate method. They started from the equation for a notch in an infinite body: for example for a circular hole they used the well-known Airy equation for the stress (r) as a function of distance r :
42
2
3
2
11)(
ra
a
ra
ar (4)
They then modified this equation to take account of the finite width of the plate, W, multiplying it by the following factor Y:
)1(3
)1(2 3
Wa
Wa
Y
(5)
The same approach has been followed by many subsequent researchers in this field. Unfortunately, this approach is not precise, and leads to significant errors. Fig. 4 compares the stress/distance curve predicted by these equations to an accurate result obtained using finite element analysis, for the case of a hole with a/W = 0.375. The two curves begin to deviate significantly around r/a = 1. Unfortunately, many test specimens use a/W values equal to or greater than this, and in many cases the relevant values of r are quite large, given that L typically takes a value of several millimetres in these materials. One can appreciate that this error will lead to a situation in which L appears to increase with notch size, because if notch size increases (at constant W) then the estimated stress at the point L/2 will deviate more and more from the actual stress,
T

D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
7
leading to an erroneously low prediction of the fracture strength of the specimen, an error which can apparently be corrected by letting L increase.
Figure 4: Stress as a function of distance from notch root, calculated using the approximate formula (Eq. 5),
compared to an accurate result obtained from FEA.
Choice of Test Specimen Fig. 5a shows stress/distance curves calculated for the specimens tested by Whitney and Nuismer (as reproduced here in Fig. 2), for loading conditions corresponding to fracture of the specimen in each case. If the Point Method is exactly correct then all of these curves should pass through a single point, at which r = L/2 and the stress is equal to the UTS (represented here by a horizontal dashed line). Based on this data one would conclude that there is a tendency for L to increase with increasing hole radius, by about a factor of 2. However, the situation changes drastically if we add data from specimens containing sharp notches (see Fig. 5b). The sharp-notch data shows no such trend, and the fracture strength of all the specimens can be predicted using a constant value of L, with a prediction error of no more than 10%.
Figure 5a: Stress-distance curves at failure for specimens containing holes as shown in Fig.2. The symbols
R1-R6 indicate increasing hole radius.
Figure 5b: The same data as in Fig.5a, plus lines representing the stresses in sharply-notched specimens of the same material.
The symbols N1-N4 represent increasing notch depth. Many workers have based their conclusions solely on data from circular holes. This is a mistake because the stress gradients in these specimens are quite shallow, so it is difficult to obtain an accurate value of L in any case, since the estimate relies on finding the point at which the stress/distance curve crosses the horizontal line representing the UTS.

D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
8
Sharper notches are better in this respect because they give steeper gradients, and the best strategy is to use at least two different notch types, as shown here. Process Zone Size The above two effects arise essentially due to errors or inaccuracies, however there are also some reasons why the value of L would tend to increase in reality. The first of these relates to the size of the process zone. To illustrate this I have chosen some data from Kennedy et al [13], who tested centre-notched plates of an orthotropic graphite/epoxy composite, using very sharp, crack-like notches. I have chosen this data because it shows the largest change in L which I have been able to find. According to these workers, L changed by a factor of 3, from 8.4mm to 24.4mm, when the length of the notch was increased from 6.35mm to 305mm. The value of a/W was kept constant at 0.25, which is convenient because it means we can rule this out as a complicating factor. The value of L gives an approximate estimate of the size of the process zone, or damage zone that occurs ahead of the notch prior to failure. From this we can conclude that the larger specimens were failing under LEFM conditions because the size of the damage zone at failure was much smaller than the remaining ligament (W-a). However this is not the case for the smaller specimens, for which L was a significant proportion of (W-a), and for the very smallest specimen it is likely that the process zone had spread completely across the specimen width before failure. We have encountered similar situations before, most obviously in the case of building materials such as concrete, which have equally large L values of the order of 5-10mm. If the specimen size is particularly small then this can lead to the absurd situation in which the critical point (or part of the critical line) lies outside the specimen. In such cases if the TCD can be used at all it must be with a smaller value of L. Approaches developed by myself and colleagues [5] and also by Leguillon [4], allow L to vary in such cases by using two failure criteria – one stress based and one stress-intensity based, which are assumed to apply simultaneously. The details of the approach are beyond the scope of the present paper: suffice it to say that the result is an L value which is constant when the remaining ligament (W-a) is much larger than L, but changes in size in such a way that it remains always smaller than (W-a). These modified approaches can be applied to problems of the type shown above, and should be able to give improved predictions. However, it may not be worth the trouble. Regarding the data from Kennedy et al, which as I said showed the largest variation in L of any which I could find for composite materials, if we use a constant L value it is possible to predict all the data with errors no greater than 13% on stress. This seems strange at first but the anomaly is resolved by noting that the stress distance curves are quite shallow, even for relatively sharp notches, so a large change in distance r gives only a relatively small change in stress. Consequently it is permissible to make a relatively large error in the value of L because this will lead to only a small error in the predicted strength. Constraint Effects When reading articles on composite materials I was struck by the fact that little attention seems to be given to possible changes in constraint that arise when changing specimen thickness. In metallic materials the measured fracture toughness can change considerably if thickness is reduced in such a way as to reduce the out-of-plane constraint, changing from plane strain to plane stress conditions. Some workers have reported this effect in composite materials, but in most papers it is not mentioned, and Awerbuch and Madhukar actually reported a case of the opposite effect, whereby the measured toughness increased with increasing specimen thickness [9]. Given that most composite-laminate specimens tested are quite thin, one would expect that they are experiencing either plane stress or conditions which are intermediate between plane stress and plain strain. The change in Kc is due largely to changes in the degree of triaxiality in the plastic zone, and though the polymer and metal matrices of these composites will yield, it is possible that these effects are modified by the existence of microdamage in these zones. Considering the relationship between fracture toughness and L (Eq. 1 above) one would expect L to increase on moving from plane strain to plane stress, and we showed previously that this is indeed the case for brittle fracture in metals [14]. A feature of small cracks in all materials is that they have lower fracture toughness values than large cracks. This effect occurs if the crack length is similar to, or less than, L. Such cracks will require less stress intensity to cause failure, so for a given specimen thickness they will experience more constraint, and hence can be expected to show a smaller value of L. CONCLUSIONS 1) Some apparent changes in the critical distance L with notch size reported in the literature arise due to inaccuracies
caused by the choice of test specimen and the use of imprecise methods of stress analysis.
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
9
2) We can, however, expect that L will change with notch size and other aspects of specimen geometry, if this causes changes in constraint or if the process zone size is a significant proportion of the remaining ligament.
3) Despite these changes, the assumption of a constant value of L leads to only small errors in the prediction of fracture stress in long-fibre composite laminate materials, so this approach is recommended for engineering applications.
REFERENCES [1] H. Neuber, Theory of notch stresses: principles for exact calculation of strength with reference to structural form and
material, 2 ed., Springer Verlag, Berlin, (1958) 292. [2] R. E.Peterson, in: Metal Fatigue, edited by G. Sines and J. L. Waisman McGraw Hill, New York, (1959) 293. [3] J.M. Whitney, Nuismer, R. J., "Stress fracture criteria for laminated composites containing stress concentrations,"
Journal of Composite Materials, Vol. 8, 1974, pp. 253-265. [4] D. Leguillon, European Journal of Mechanics A/Solids, 21 (2002) 61. [5] P. Cornetti, N. Pugno, A. Carpinteri, D. Taylor, Engineering Fracture Mechanics, 73(14) (2006) 2021. [6] D. Taylor, Engineering Fracture Mechanics, 75 (2008) 1696. [7] D. Taylor, The Theory of Critical Distances: A New Perspective in Fracture Mechanics, Elsevier, Oxford, UK, (2007). [8] J.M. Whitney, I.M. Daniel, R.B. Pipes, Experimental Mechanics of Fiber Reinforced Composite Materials, Society for
Experimental Stress Analysis, Connecticut (1982). [9] J. Awerbuch, M.S. Madhukar, Journal of Reinforced Plastics and Composites, 4 (1985) 3. [10] R.C. Wetherhold, M.A. Mahmoud, Materials Science and Engineering, 79 (1986) pp. 55. [11] R.F. Karlak, in: Proceedings of failure modes in composites IV, The metallurgical society of AIME, Chicago (1977)
105. [12] R.B. Pipes, R.C. Wetherhold, J.W. Gillespie, Journal of Composite Materials, 12 (1979) 148. [13] T.C. Kennedy, M.H. Cho, M.E. Kassner, Composites Part A, 33 (2002) 583. [14] D. Taylor, Structural Integrity and Durability, 1 (2006) 145.

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
10
Modello di tenuta della flangia bullonata, senza guarnizione, mediante l’analogia della meccanica della frattura di una fessura parzialmente aperta
M. Beghini, L. Bertini, C. Santus Università di Pisa, Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione. Largo Lucio Lazzarino 1, 56126 Pisa. [email protected] C. Cagnarini, P. Romanello General Electric, Oil & Gas, Nuovo Pignone – 50127 Firenze.
RIASSUNTO. I compressori centrifughi di elevate dimensioni non permettono l’utilizzo di guarnizioni deformabili, per cui le due metà della flangia di connessione sono forzate mediante bullonatura e la tenuta è affidata al contatto completo delle due superfici. La previsione della pressione di perdita è un aspetto di progetto di notevole interesse per questa tecnologia. L’azione della pressione interna sollecita la separazione delle superfici della flangia, che invece è contrastata dall’azione di serraggio dei bulloni. Il presente lavoro propone un modello per prevedere la condizione di perdita, basato sulla meccanica della frattura. Dato che le due superfici della flangia sono semplicemente a contatto, esse costituiscono una vera e propria fessura parzialmente aperta. Come ben noto il fattore di intensificazione di una fessura parzialmente aperta è nullo. Imponendo che le due superfici siano parzialmente separate ad una distanza fino al bordo del foro del bullone (che offre un canale di fuoriuscita per il fluido in pressione), e imponendo la condizione di fattore di intensificazione nullo, è possibile determinare la pressione di perdita, analiticamente, mediante la tecnica delle “weight functions” (o “funzioni peso”). Il presente lavoro riporta una positiva validazione del modello proposto mediante sia simulazione numerica sia risultati sperimentali in piena scala e in scala ridotta. Il modello analitico proposto offre uno strumento di progetto di immediata implementazione per comparare diverse geometrie di flangia bullonata. ABSTRACT. The use of a gasket made in soft material is not recommended for large size centrifugal compressor case flanges. The two case halves are assembled with bolted flanges and the leakage is prevented by the “metal–to–metal” contact of the flange surfaces. The prediction of the leakage condition is an important engineering challenge for this technology. A new model to predict the leakage condition, based on Fracture Mechanics, is here presented. The partially open flange surfaces interface can be regarded as a partially open crack. The Stress Intensity Factor of a partially open crack is zero, since the flange surfaces can not transfer tensile traction, being just in contact (not “glue” or “welded”). The extension of the open zone, i.e. the crack length, can be obtained imposing the zero Stress Intensity Factor condition. The leakage is expected as the flange surface open front reaches the bolt hole, that produces a way out path for the internal pressurized fluid. By means of the weight functions analytical technique, the leakage pressure can be calculated. The proposed model was then successfully validated by means of both numerical simulations and full scale and small scale experimental tests. The proposed analytical model can be used to compare different flange geometries and then it is a useful design tool. PAROLE CHIAVE. Tenuta. Flangia bullonata. Meccanica della frattura. Fessura parzialmente aperta.

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
11
INTRODUZIONE
compressori centrifughi di elevate dimensioni non prevedono l’utilizzo di guarnizioni di tenuta in materiale deformabile, che invece vengono comunemente usati per flangie di minore dimensioni. La tenuta fra le due metà della cassa del compressore è garantita dal contatto diretto (definito come “metal-to-metal”) fra le due superfici della
flangia, Fig.1. Tali superfici sono premute da una distribuzione di bulloni opportunamente preserrati. Nonostante non esista una guarnizione viene comunque applicato un opportuno sigillante immediatamente prima di portare a contatto le superfici, al fine di migliorare la prestazione di tenuta della flangia, principalmente per riempire gli inevitabili solchi di rugosità nonostante la prescritta elevata finitura superficiale. L’utilizzo del sigillante è di fatto la norma, nonostante la flangia venga definita come “metal-to-metal”. In letteratura sono reperibili studi recenti sulle condizioni di perdita di flange senza guarnizione, tuttavia non esiste un modello di tenuta che descriva il fenomeno in funzione dei parametri macroscopici geometrici. I principali risultati riportati in letteratura sono: la planarità della superficie ha un ruolo significativo, la tolleranza di planarità deve essere molto stretta al fine di evitare
perdite locali di contatto che producono un canale di perdita preferenziale [1]; in modo analogo, anche se ad un livello di scala differente, la rugosità deve essere minima per sfavorire perdite dovute
ad un contatto non completo fra le superfici della flangia [2]; l’orientamento dei solchi di rugosità deve essere non allineato con l’eventuale verso del flusso di perdita, quindi
possibilmente ortogonale ad esso [3]; l’irregolarità della superficie e la rugosità vengono in buona parte compensate con l’introduzione del sigillante
(tipicamente siliconico) [4,5].
Figura 1: Tipiche dimensioni di un compressore centrifugo e relativa flangia bullonata di tenuta. Molti studi presentano analisi agli Elementi Finiti (EF), utilizzando elementi di contatto (che comportano analisi di tipo non lineare) per determinare la distribuzione delle pressioni di contatto fra le due superfici della flangia [6-18], spesso offrendo soltanto analisi di carattere comparativo fra diverse configurazioni. Alcuni studi dimostrano l’effettiva importanza del sigillante [11]. La condizione di perdita è solitamente associata alla perdita di pressione di contatto fra le flange accoppiate [6-10] oppure al verificarsi di una tensione di trazione sufficiente a provocare il distacco fra il sigillante ed una delle due superfici della flangia [6]. L’effettivo valore del preserraggio imposto al bullone è ampiamente accettato come una delle principali cause di non affidabilità della flangia bullonata in termini di tenuta. Infine, alcuni studi propongono analisi su come ottimizzare la sequenza di serraggio per garantire un preserraggio dei bulloni il più possibile uniforme [14-21]. Il presente lavoro ha come obbiettivo quello di proporre un modello semplice ed efficace, in grado di determinare la condizione di perdita della flangia senza guarnizione, descrivendo la (parziale) separazione delle superfici della flangia con concetti di meccanica della frattura, ossia modellando l’interfaccia di separazione come una vera e propria fessura. Questo approccio permette di ottenere un modello analitico più veloce rispetto ad un calcolo agli elementi finiti, che quindi si presta ad un’analisi preliminare e di prima ottimizzazione dei parametri macroscopici della geometria della connessione.
I

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
12
La geometria della connessione è rappresentata in Fig.2(a). I parametri geometrici principali sono: VD diametro interno
della cassa, Vt spessore della parete della cassa, Z posizione dell’asse del bullone (o del prigioniero) rispetto alla
superficie interna della cassa, Hd diametro del foro del bullone, BP passo della fila di bulloni in direzione assiale, H
altezza di ciascuna delle superfici della flangia, W larghezza della flangia, ed infine H / 2L Z d è la “distanza di perdita” ossia l’estensione della separazione fra le due superfici della flangia che porta in comunicazione il volume interno, contenente fluido in pressione, con il foro del bullone che quindi è aperto verso l’esterno (in quanto il collegamento
filettato non garantisce nessun tipo di tenuta). In altre parole, se la lunghezza di separazione 0L fra le due superfici della
flangia è inferiore a L non si ha perdita, mentre si ha immediatamente perdita quando la lunghezza di separazione 0L
raggiunge la lunghezza L , Fig.2(b).
(a) (b) Figura 2: (a) Dimensioni principali della geometria della flangia. (b) Condizione di perdita.
La condizione di perdita assunta nel presente modello prevede che le superfici della flangia siano inizialmente perfettamente piane, e che la loro deformazione sia dovuta soltanto alla deformazione elastica, mentre invece le superfici posso presentare degli errori di forma (ad esempio dovuti al rilassamento di tensioni residue) e/o difetti locali come la rugosità oppure solchi o graffi nonostante l’applicazione del sigillante. Un analisi EF di contatto ha permesso di verificare la pressione interna prevista dal modello che porta il fronte di separazione in corrispondenza del foro del bullone. Tuttavia, un’analisi numerica non può permettere di verificare la qualità dell’assunzione di perfetta planarità delle superfici che invece richiede una validazione sperimentale. Tale validazione è stata ottenuta (ed è presentata nel lavoro) mediante prove sia in piena scala sia in scala ridotta. MODELLO ANALITICO
a porzione di distacco fra le superfici della flangia può essere interpretata come una vera e propria fessura. Le due piastre della flangia sono semplicemente appoggiate, tuttavia la zona in cui il contatto rimane chiuso è equivalente, in termini di stato di tensione, ad un'unica porzione di materiale senza soluzione di continuità, in quanto non si
hanno slittamenti significativi. Essendo le due piastre a contatto non è possibile avere uno stato di tensione positiva (trazione) fra le due superfici. Anche la presenza del sigillante non garantisce uno stato di trazione significativo, ma soltanto l’opportunità di riempire i solchi della rugosità. Come ben noto dalla meccanica della frattura, lo stato di tensione in corrispondenza dell’apice della fessura è definito dal fattore di amplificazione delle tensioni K . Il fattore di amplificazione (primo modo di apertura) non può mai essere negativo dal momento che questa condizione implica il contatto fra i lembi della fessura. D’altro canto la
VD
Vt
H
Bd
ZW
BPBolt pitch along the axial direction L
Hd
Transverse section plane
Vertical symmetry plane oL
L
o
o
No leak.:
,
Leakage:
L L
L L
L
M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
13
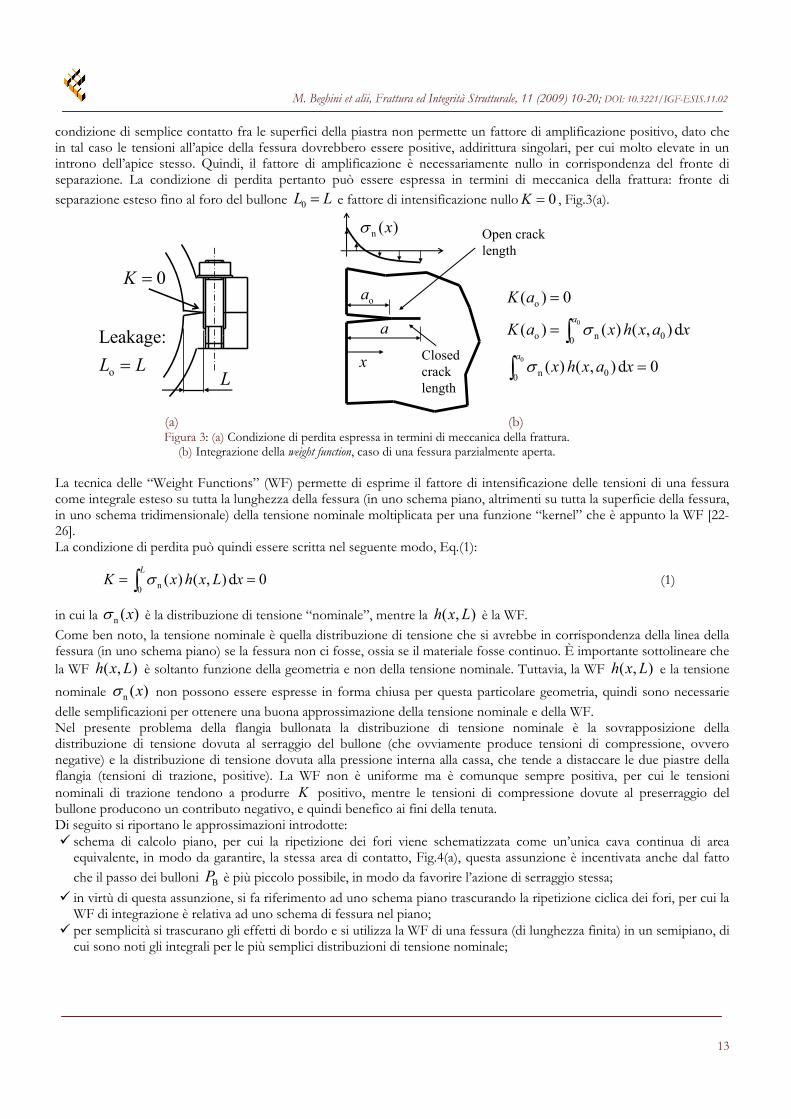
condizione di semplice contatto fra le superfici della piastra non permette un fattore di amplificazione positivo, dato che in tal caso le tensioni all’apice della fessura dovrebbero essere positive, addirittura singolari, per cui molto elevate in un introno dell’apice stesso. Quindi, il fattore di amplificazione è necessariamente nullo in corrispondenza del fronte di separazione. La condizione di perdita pertanto può essere espressa in termini di meccanica della frattura: fronte di separazione esteso fino al foro del bullone 0L L e fattore di intensificazione nullo 0K , Fig.3(a).
(a) (b) Figura 3: (a) Condizione di perdita espressa in termini di meccanica della frattura.
(b) Integrazione della weight function, caso di una fessura parzialmente aperta. La tecnica delle “Weight Functions” (WF) permette di esprime il fattore di intensificazione delle tensioni di una fessura come integrale esteso su tutta la lunghezza della fessura (in uno schema piano, altrimenti su tutta la superficie della fessura, in uno schema tridimensionale) della tensione nominale moltiplicata per una funzione “kernel” che è appunto la WF [22-26]. La condizione di perdita può quindi essere scritta nel seguente modo, Eq.(1):
n0( ) ( , ) d 0
LK x h x L x (1)
in cui la n ( )x è la distribuzione di tensione “nominale”, mentre la ( , )h x L è la WF. Come ben noto, la tensione nominale è quella distribuzione di tensione che si avrebbe in corrispondenza della linea della fessura (in uno schema piano) se la fessura non ci fosse, ossia se il materiale fosse continuo. È importante sottolineare che la WF ( , )h x L è soltanto funzione della geometria e non della tensione nominale. Tuttavia, la WF ( , )h x L e la tensione
nominale n ( )x non possono essere espresse in forma chiusa per questa particolare geometria, quindi sono necessarie delle semplificazioni per ottenere una buona approssimazione della tensione nominale e della WF. Nel presente problema della flangia bullonata la distribuzione di tensione nominale è la sovrapposizione della distribuzione di tensione dovuta al serraggio del bullone (che ovviamente produce tensioni di compressione, ovvero negative) e la distribuzione di tensione dovuta alla pressione interna alla cassa, che tende a distaccare le due piastre della flangia (tensioni di trazione, positive). La WF non è uniforme ma è comunque sempre positiva, per cui le tensioni nominali di trazione tendono a produrre K positivo, mentre le tensioni di compressione dovute al preserraggio del bullone producono un contributo negativo, e quindi benefico ai fini della tenuta. Di seguito si riportano le approssimazioni introdotte: schema di calcolo piano, per cui la ripetizione dei fori viene schematizzata come un’unica cava continua di area
equivalente, in modo da garantire, la stessa area di contatto, Fig.4(a), questa assunzione è incentivata anche dal fatto che il passo dei bulloni BP è più piccolo possibile, in modo da favorire l’azione di serraggio stessa;
in virtù di questa assunzione, si fa riferimento ad uno schema piano trascurando la ripetizione ciclica dei fori, per cui la WF di integrazione è relativa ad uno schema di fessura nel piano;
per semplicità si trascurano gli effetti di bordo e si utilizza la WF di una fessura (di lunghezza finita) in un semipiano, di cui sono noti gli integrali per le più semplici distribuzioni di tensione nominale;
0K
Lo
Leakage:
L L x Closed crack length
a
oa
n ( )x Open crack length
0
0
o
o n 00
n 00
( ) 0
( ) ( ) ( , ) d
( ) ( , ) d 0
a
a
K a
K a x h x a x
x h x a x

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
14
si assume la distribuzione lineare per la tensione nominale dovuta alla pressione interna, e si determina tale distribuzione imponendo l’equivalenza (risultante e momento risultante) con la forza di trazione, per unità di profondità, attraverso la parete della cassa, Fig.4(b);
si assume la distribuzione della tensione nominale di compressione, dovuta al preserraggio dei bulloni, a tronco di piramide, rifacendosi al comune schema usuale nei testi di costruzione di macchine [27], avendo precedentemente assunto uno schema piano, la distribuzione a tronco di cono non è possibile, la relativa vicinanza dei bulloni ( BP più piccolo possibile) ha suggerito la assunzione a tronco di piramide;
essendo la flangia relativamente stretta rispetto alla larghezza della distribuzione delle tensioni di compressione dovute al preserraggio dei bulloni, una porzione di tale distribuzione cade fuori dalla larghezza della flangia, al fine di garantire l’equivalenza è necessario sovrapporre una distribuzione equilibrante, assunta anch’essa lineare, equivalente alla distribuzione che cade fuori dalla larghezza della flangia, Fig.4(c).
(a) (b) (c) Figura 4: (a) Approssimazione geometrica della fila di bulloni come un’unica cava continua di area equivalente.
(b) Assunzione di distribuzione lineare delle tensioni nominali di trazione dovute alla pressione interna. (c) Assunzione di distribuzione delle tensioni nominali di compressione dovute al preserraggio
dei bulloni, re-distribuzione delle tensioni fuori dalla larghezza della flangia. Le distribuzioni nominali (pressione interna e preserraggio dei bulloni) possono essere ottenute imponendo rispettivamente pressione interna alla cassa unitaria, e tensione di preserraggio del bullone anch’essa unitaria e successivamente moltiplicando per l’effettiva pressione interna e l’effettiva tensione di preserraggio. La distribuzione di tensione nominale può quindi essere espressa mediante la seguente combinazione lineare:
n n, 1 B n,B1( ) ( ) ( )px p x p x (2)
Da notare che la tensione nominale prodotta dalla pressione interna è positiva (trazione), mentre la tensione nominale prodotta dal preserraggio e negativa (pressione). Avendo assunto distribuzioni lineari delle componenti della tensione nominale, l’integrazione della WF si riduce alla combinazione lineare dell’integrazione di una distribuzione uniforme e di una variabile linearmente, Fig.5. Sostituendo l’Eq.2 nell’Eq.1, e avendo i risultati delle integrazioni, riportati nella Fig.5, è possibile ottenere il valore di pressione di perdita:
n,B1 n,B1L B
n, 1 n, 1
(0) 1.55 ( )
(0) 1.55 ( )p p
p p Lp
L
(3)
Nell’Eq.3, i termini n,B1 n,B1(0), ( )p p L e n, 1 n, 1(0), ( )p p L sono i valori di tensione nominale per 0x e x L ,
rispettivamente, ossia alla posizione interna della cassa e alla distanza di perdita. Tuttavia, quando una porzione delle superfici della flangia perde contatto, inevitabilmente penetra del fluido in pressione, che tende ad incentivare la separazione fra le due superfici. Al fine di considerare tale effetto, seguendo l’approccio proposto, è sufficiente aggiungere un termine di trazione alla distribuzione di tensione nominale, pari al valore della
BP
L
Hd
H'd
x
L
n, 1(0)p
B V / 2
( 1MPa)
p P D
p
V / 2S
n, 1( )p x
n, 1( )p L
x1F 2F
1 2
Press.distr.
equivalent to:
,F F
L
Bolt pressure
distribution,
larger than the
flange surface
n,B1(0)p
B B B B( 1MPa)F A
x
n,B1( )p L Bolt pressure
actual
distribution

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
15
pressione interna stessa. Dato il significato dei termini n, 1 n, 1(0), ( )p p L e grazie alla linearità delle integrazioni della WF,
è quindi necessario aggiungere ad entrambi un termine unitario. L’Eq.4 costituisce il modello analitico definitivo per determinare la pressione di perdita:
n,B1 n,B1L B
n, 1 n, 1
(0) 1.55 ( )
( (0) 1) 1.55( ( ) 1)p p
p p Lp
L
(4)
Come descritto in precedenza le tensioni nominali unitarie possono essere dedotte sulla base di considerazioni di equilibrio, anche se approssimate. Pertanto non è necessaria alcuna simulazione numerica per ottenere i termini che compaiono nell’Eq.3. Tuttavia, il modello EF successivamente riportato è stato sviluppato al fine di verificare i risultati del modello analitico.
(a) (b)
Figura 5: (a) Integrazione della WF con distribuzione di tensione nominale uniforme. (b) Integrazione della WF con distribuzione di tensione nominale variabile linearmente.
MODELLO ELEMENTI FINITI
a porzione di flangia modellata agli elementi finiti è rappresentata in Fig.6(a). L’analisi si limita alla porzione rettilinea delle flange ed inoltre si sfruttano le due simmetrie dovute alla ripetizione geometrica dei bulloni, Fig.6(b).
(a) (b) (c)
Figura 6: (a) Porzione di flangia modellata. (b) Modello EF, utilizzo delle simmetrie. (c) Distacco degli elementi di contatto e condizione di perdita
In Fig.6(c) si mostra l’evoluzione del fronte di apertura all’aumentare della pressione interna alla cassa, fino alla condizione di perdita, ossia quando il fronte di distacco raggiunge il punto più interno del perimetro del foro del bullone. Il valore
a
n 0
0 01.1215K a
a
n 1
x
a
1 10.6820K a
x
FE model region
B
bolt pitch
P
Flange interface
Symm.
Symm.
Increasing the internal pressure p
Open contact front
Leakage
oL
L
M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
16
della pressione di perdita prevista dal modello EF, L,FEp , si determina semplicemente osservando la posizione del fronte
di apertura, per piccoli incrementi della pressione interna. È importante sottolineare che, nonostante la non linearità di contatto, la pressione di perdita prevista dal modello EF, è legata linearmente al preserraggio del bullone, dato che si impone una specifica posizione del fronte di apertura. Questo risultato è in accordo con l’evidente linearità, prevista dal
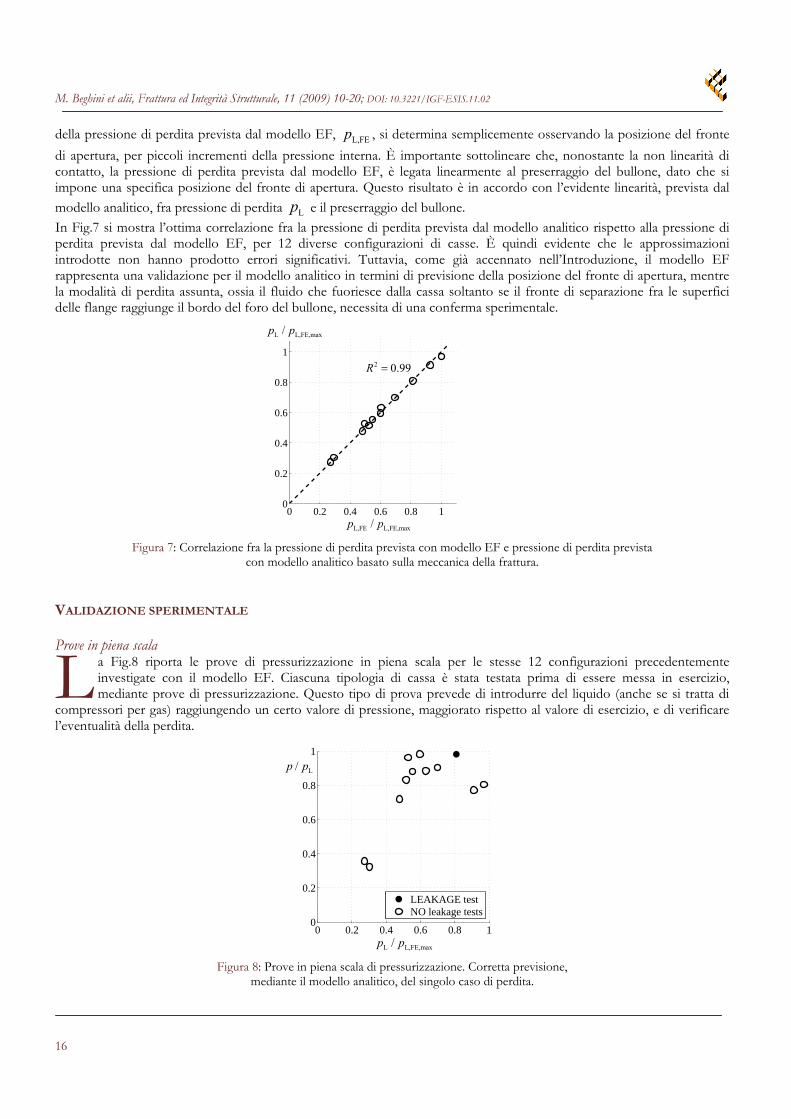
modello analitico, fra pressione di perdita Lp e il preserraggio del bullone. In Fig.7 si mostra l’ottima correlazione fra la pressione di perdita prevista dal modello analitico rispetto alla pressione di perdita prevista dal modello EF, per 12 diverse configurazioni di casse. È quindi evidente che le approssimazioni introdotte non hanno prodotto errori significativi. Tuttavia, come già accennato nell’Introduzione, il modello EF rappresenta una validazione per il modello analitico in termini di previsione della posizione del fronte di apertura, mentre la modalità di perdita assunta, ossia il fluido che fuoriesce dalla cassa soltanto se il fronte di separazione fra le superfici delle flange raggiunge il bordo del foro del bullone, necessita di una conferma sperimentale.
Figura 7: Correlazione fra la pressione di perdita prevista con modello EF e pressione di perdita prevista con modello analitico basato sulla meccanica della frattura.
VALIDAZIONE SPERIMENTALE Prove in piena scala
a Fig.8 riporta le prove di pressurizzazione in piena scala per le stesse 12 configurazioni precedentemente investigate con il modello EF. Ciascuna tipologia di cassa è stata testata prima di essere messa in esercizio, mediante prove di pressurizzazione. Questo tipo di prova prevede di introdurre del liquido (anche se si tratta di
compressori per gas) raggiungendo un certo valore di pressione, maggiorato rispetto al valore di esercizio, e di verificare l’eventualità della perdita.
Figura 8: Prove in piena scala di pressurizzazione. Corretta previsione, mediante il modello analitico, del singolo caso di perdita.
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
L,FE L,FE,max/p p
L L,FE,max/p p
2 0.99R
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
LEAKAGE testNO leakage tests
L/p p
L L,FE,max/p p
L

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
17
Soltanto per un caso è stato possibile portare la pressione interna ad un valore più elevato di quello previsto dalla prova di pressurizzazione, fino a raggiungere la perdita, Fig.8. Per tale prova, è stato opportunamente estensimetrato un bullone della flangia per conoscere con elevata confidenza l’effettivo preserraggio, mentre negli altri casi il precarico del bullone è stato soltanto stimato sulla base del valore imposto mediante il tensionatore idraulico. Da notare che nell’unico caso di
perdita la previsione del modello è stata accurata, in quanto il rapporto L/p p è risultato molto prossimo all’unità. Nelle altre configurazioni non è stata raggiunta la pressione di perdita, per necessità di servizio e quindi il margine di previsione del modello è rimasto incerto. Prove in scala ridotta Si è ritenuto opportuno eseguire ulteriori prove, in scala ridotta, per la validazione del modello analitico, in modo da monitorare con accuratezza il preserraggio dei bulloni e poter raggiungere la condizione di perdita senza particolari restrizioni. La Fig.9(a) mostra una vite estensimetrata, il relativo schema per l’acquisizione del segnale, in modo da misurare solo la trazione ed eliminare l’effetto di flessione e temperatura, mentre la Fig.9(b) mostra l’attrezzatura di prova in scala.
(a) (b)
Figura 9: (a) Vite estensimetrata, l’utilizzo di due estensimetri permette di eliminare eventuale flessione ed effetto di temperatura, oltre ad ottenere sensibilità del segnale doppia. (b) Attrezzatura sperimentale
per riprodurre in scala ridotta una cassa flangiata con bullonatura di tenuta. I bulloni estensimetrati sono stati applicati nella zona centrale della flangia bullonata, ed è stato eseguito un serraggio controllato. Gli altri bulloni sono stati serrati con un precarico molto maggiore anche se non controllato. In questo modo la perdita è stata condizionata a manifestarsi in corrispondenza dei bulloni estensimetrati. Per ciascuna prova sono stati applicati incrementi di pressione fino al verificarsi della perdita, messa in evidenza dal liquido colorato introdotto, Fig.10.
Figura 10: Prove in scala ridotta con liquido in pressione (acqua colorata). Evidenza di perdita
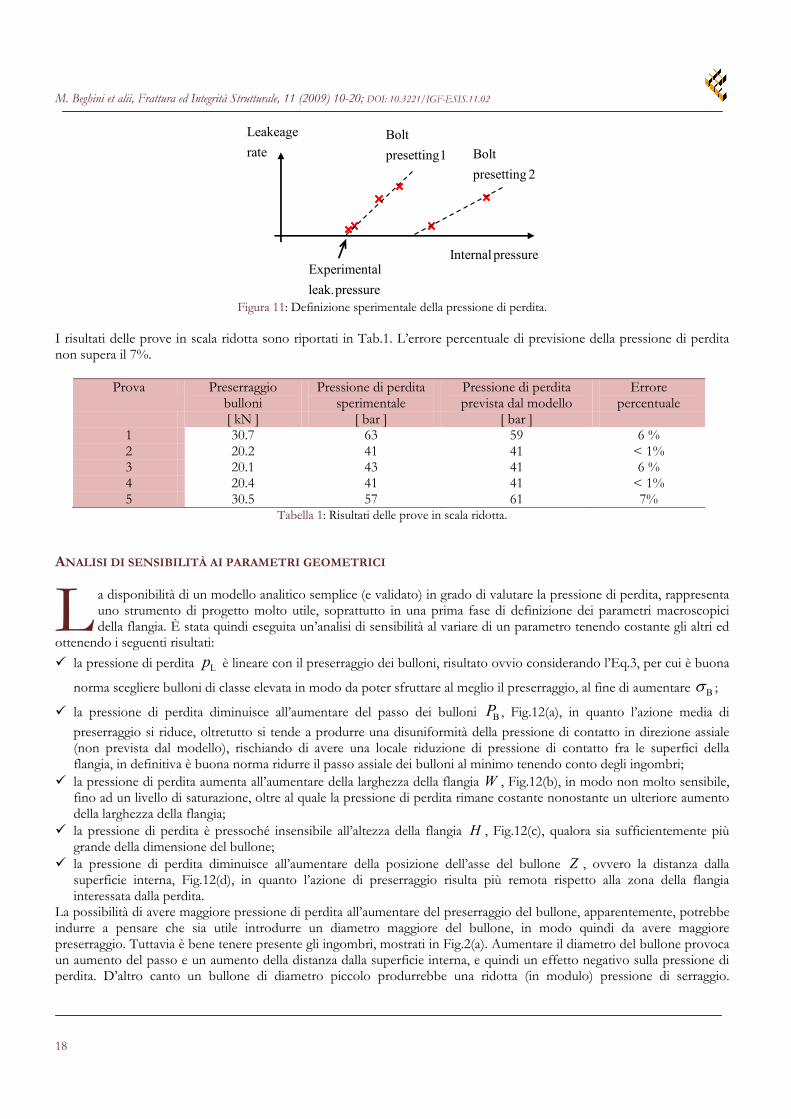
Superata la pressione di perdita, si manifesta il gocciolamento continuo con una certa frequenza. Ovviamente la frequenza di gocciolamento è funzione crescente della pressione interna del fluido. La portata di perdita è stata valutata misurando la massa di una singola goccia, misurando l’intervallo di tempo fra il manifestarsi di una goccia e la successiva e quindi dividendo massa per tempo. Riportando su un grafico la portata di perdita in funzione della pressione interna, è intuitivo definire come la pressione (sperimentale) di perdita il valore di intercetta di un andamento lineare approssimante delle singole misurazioni di portata di perdita, Fig.11.
1R 2R
1R
2R3R
4R
(dummy)
(dummy)refV outV
p
manometro
trasduttore
digitale
di pressione
350 mm
M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
18
Figura 11: Definizione sperimentale della pressione di perdita.
I risultati delle prove in scala ridotta sono riportati in Tab.1. L’errore percentuale di previsione della pressione di perdita non supera il 7%.
Prova Preserraggio bulloni
Pressione di perdita sperimentale
Pressione di perdita prevista dal modello
Errore percentuale
[ kN ] [ bar ] [ bar ] 1 30.7 63 59 6 %2 20.2 41 41 < 1% 3 20.1 43 41 6 % 4 20.4 41 41 < 1%5 30.5 57 61 7%
Tabella 1: Risultati delle prove in scala ridotta.
ANALISI DI SENSIBILITÀ AI PARAMETRI GEOMETRICI
a disponibilità di un modello analitico semplice (e validato) in grado di valutare la pressione di perdita, rappresenta uno strumento di progetto molto utile, soprattutto in una prima fase di definizione dei parametri macroscopici della flangia. È stata quindi eseguita un’analisi di sensibilità al variare di un parametro tenendo costante gli altri ed
ottenendo i seguenti risultati:
la pressione di perdita Lp è lineare con il preserraggio dei bulloni, risultato ovvio considerando l’Eq.3, per cui è buona
norma scegliere bulloni di classe elevata in modo da poter sfruttare al meglio il preserraggio, al fine di aumentare B ;
la pressione di perdita diminuisce all’aumentare del passo dei bulloni BP , Fig.12(a), in quanto l’azione media di preserraggio si riduce, oltretutto si tende a produrre una disuniformità della pressione di contatto in direzione assiale (non prevista dal modello), rischiando di avere una locale riduzione di pressione di contatto fra le superfici della flangia, in definitiva è buona norma ridurre il passo assiale dei bulloni al minimo tenendo conto degli ingombri;
la pressione di perdita aumenta all’aumentare della larghezza della flangia W , Fig.12(b), in modo non molto sensibile, fino ad un livello di saturazione, oltre al quale la pressione di perdita rimane costante nonostante un ulteriore aumento della larghezza della flangia;
la pressione di perdita è pressoché insensibile all’altezza della flangia H , Fig.12(c), qualora sia sufficientemente più grande della dimensione del bullone;
la pressione di perdita diminuisce all’aumentare della posizione dell’asse del bullone Z , ovvero la distanza dalla superficie interna, Fig.12(d), in quanto l’azione di preserraggio risulta più remota rispetto alla zona della flangia interessata dalla perdita.
La possibilità di avere maggiore pressione di perdita all’aumentare del preserraggio del bullone, apparentemente, potrebbe indurre a pensare che sia utile introdurre un diametro maggiore del bullone, in modo quindi da avere maggiore preserraggio. Tuttavia è bene tenere presente gli ingombri, mostrati in Fig.2(a). Aumentare il diametro del bullone provoca un aumento del passo e un aumento della distanza dalla superficie interna, e quindi un effetto negativo sulla pressione di perdita. D’altro canto un bullone di diametro piccolo produrrebbe una ridotta (in modulo) pressione di serraggio.
Bolt
presetting1 Bolt
presetting 2
Leakeage
rate
Internal pressureExperimental
leak.pressure
L

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
19
Evidentemente, esiste un compromesso della dimensione di diametro del bullone, che massimizza la pressione di perdita. La disponibilità di un modello analitico, permette di trovare tale compromesso con un’analisi parametrica comparativa.
CONCLUSIONI
l presente lavoro propone un modello di tenuta dedotto sulla base della meccanica della frattura. La condizione di perdita è la parziale separazione delle superfici della flangia fino al raggiungimento del foro del bullone. La separazione può essere vista come una fessura parzialmente aperta, pertanto il fattore di intensificazione della fessura
costituita dalle flange in contatto è necessariamente nullo. L’utilizzo delle “weight functions” ha permesso di descrivere tale condizione in funzione delle tensioni nominali, ossia delle tensioni che si avrebbero se la flangia fosse un unico componente. Al fine di ottenere un modello analitico facilmente risolvibile sono state introdotte delle semplificazioni, che tuttavia a posteriori si sono dimostrate lecite, in quanto le validazioni del modello (numerica e sperimentali) hanno dato esito positivo. Il modello analitico di tenuta proposto, non è in grado di valutare l’effetto di aspetti di dettaglio quali: lo stato della superficie (tolleranza di planarità, rugosità, presenza del sigillante), oppure la sequenza di serraggio dei bulloni che può generare disuniformità di preserraggio, oppure la presenza di un gas in pressione piuttosto che un liquido. Tuttavia, il presente modello permette di eseguire un’analisi comparativa di sensibilità ai principali parametri geometrici della flangia quali: passo assiale e distanza dalla superficie interna dell’asse dei bulloni, altezza e larghezza della flangia, offrendo quindi un utile strumento di progetto e di ottimizzazione.
(a) (b)
(c) (d) Figura 12. Sensibilità della pressione di contatto ai principali parametri geometrici: (a) passo assiale dei bulloni, (b) larghezza della
superficie di contatto della flangia, (c) altezza della flangia, (d) posizione dell’asse del bullone.
1 1.5 2 2.5 3 3.50
0.2
0.4
0.6
0.8
1
1.2
1.4Analytical predictionFE prediction
Case A
Case B
Case C
B V/P t
L L,FE,max/p p
2 3 4 5 60
0.2
0.4
0.6
0.8
1
1.2
1.4Analytical predictionFE prediction
Case A
Case B
Case C
V/W t
L L,FE,max/p p
2.5 3 3.5 40
0.2
0.4
0.6
0.8
1
1.2
Analytical predictionFE prediction
Case A
Case B
Case C
V/H t
L L,FE,max/p p
1.4 1.6 1.8 2 2.2 2.40
0.2
0.4
0.6
0.8
1
Analytical predictionFE prediction
Case A
Case B
Case C
V/Z t
L L,FE,max/p p
I

M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
20
BIBLIOGRAFIA [1] D.K. Nash, M. Abid, in: Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process
Mechanical Engineering, 218 (4) (2004) 205. [2] T. Nakamura, K. Funabashi, Lubrication Science, 4 (1) (1991) 13. [3] J. Arghavani, M. Derenne, L. Marchand, The International Journal of Advanced Manufacturing Technology, 21 (10–
11) (2003) 713. [4] G. Murtagian, V. Fanelli, J. Villasante, D. Johnson, H. Ernst, Journal of Tribology, 126 (3) (2004) 591–596. [5] F. Kirkemo, in: Proceedings of 2002 ASME Pressure Vessels and Piping Conference (PVP2002). Vancouver, BC,
Canada, (2002) 1087. [6] H. Kawamura, T. Sawa, M. Yoneno, Journal of Adhesion Science and Technology, 17 (8) (2003) 1109. [7] M. Abid, D. Nash, International Journal of Pressure Vessels and Piping, 80 (12) (2003) 831. [8] M. Abid, International Journal of Mechanics and Materials in Design, 2 (1–2) (2005) 35. [9] M. Abid, International Journal of Pressure Vessels and Piping, 83 (6) (2006) 433. [10] M. Abid, International Journal of Mechanics and Materials in Design, 2 (1–2) (2005) 129. [11] E. Roos, H. Kockelmann, R. Hahn, International Journal of Pressure Vessels and Piping, 79 (1) (2002) 45. [12] H. Estrada, I. Parsons, International Journal of Pressure Vessels and Piping, 76 (8) (1999) 543. [13] T. Sawa, N. Ogata, Journal of Pressure Vessel Technology, 124 (4) (2002) 385. [14] M. Abid, D. Nash, International Journal of Solids and Structures, 43 (14–15) (2006) 4616. [15] T. Fukuoka, T. Takaki, Journal of Mechanical Design, 125 (4) (2003) 823. [16] J. Mackerle, International Journal of Pressure Vessels and Piping, 82 (7) (2005) 571. [17] J. Mackerle, International Journal of Pressure Vessels and Piping, 80 (4) (2003) 253. [18] J. Mackerle, Finite Elements in Analysis and Design, 20 (3) (1995) 205. [19] H. Tsuji, M. Nakano, in: Proceedings of 2002 ASME Pressure Vessels and Piping Conference (PVP2002).
Vancouver, BC, Canada, (2002) 1094. [20] T. Fukuoka, Journal of Pressure Vessel Technology, 127 (4) (2005) 402. [21] T. Fukuoka, T. Takaki, Journal of Pressure Vessel Technology, 125 (4) (2003) 371. [22] M. Beghini, L. Bertini, Engineering Fracture Mechanics, 54 (5) (1996) 667. [23] M. Beghini, L. Bertini, V. Fontanari, Fatigue & Fracture of Engineering Materials & Structures, 28 (1–2) (2005) 31. [24] M. Beghini, L. Bertini, V. Fontanari, International Journal of Fracture, 112 (1) (2001) 57. [25] X.-R. Wu, A. Carlsson, Weight Functions and Stress Intensity Factor Solutions. Pergamon Press, Oxford (1991). [26] T. Fett, D. Munz, Stress Intensity Factors and Weight Functions. Computational Mechanics, Billerica, MA (1997). [27] J. Shigley, C. Mischke, R. Budynas. Mechanical Engineering Design, 7 ed. McGraw-Hill Science/Engineering/Math,
(2003).

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
21
Valutazione della capacità di rientro alla base di un elicottero in presenza di danno balistico ad un albero di trasmissione della linea rotore di coda
L. Giudici, A. Manes, M. Giglio
Politecnico di Milano, Dipartimento di Meccanica,via La Masa 1 – 20156 Milano, [email protected]
RIASSUNTO. Nella progettazione di un elicottero militare, destinato ad operare a bassa quota e in ambiente ostile, il danneggiamento di componenti critici, conseguente ad impatto balistico, riveste un ruolo primario nella valutazione delle possibilità di sopravvivenza dell’intera macchina. In questo articolo è quindi proposto uno studio sperimentale, suddiviso in diverse fasi, riguardante la verifica della capacità di un elicottero di portare a termine una missione di rientro alla base a potenza ridotta e in presenza di danneggiamento balistico ad un albero di trasmissione della linea rotore di coda. Il lavoro ha richiesto dapprima l’esecuzione, su esemplari del componente in esame, di prove sperimentali di impatto balistico, condotte utilizzando un proiettile calibro 7.62 NATO. Successivamente su ciascun albero danneggiato sono state eseguite prove torsionali statiche ed a fatica, il cui scopo è stato verificare la resistenza residua del componente all’applicazione di opportuni carichi rappresentativi delle sollecitazioni riscontrate durante la missione di rientro. ABSTRACT. In the design of a military helicopter, with the aim to operate at low altitude into enemy territory, the damage of critical components, caused by ballistic impact, plays a primary role in assessing the survival of the entire machine. In this work an experimental study is proposed, concerning the capability of a helicopter to carry out a mission of return to the base at reduced power, in the presence of a tail rotor shaft damaged by ballistic impact of 7.62 NATO projectile. In the first part of this study, some specimen representatives of the tail rotor shaft are subjected to experimental ballistic impact tests. Subsequently, static and dynamic torsional tests have been performed on the damaged components in order to asses the residual strength under the loads encountered during the mission. PAROLE CHIAVE. Elicottero, albero di trasmissione, impatto balistico, proiettile.
INTRODUZIONE
o studio sperimentale qui descritto si articola in due parti: inizialmente sugli alberi di trasmissione disponibili sono state condotte delle prove di impatto balistico, utilizzando un proiettile 7.62 NATO; in seguito sono state effettuate delle prove di torsione, sia statiche che di fatica, con l’obiettivo di verificare la resistenza degli alberi
danneggiati sotto l’azione delle sollecitazioni derivanti dalla missione. Tale studio sperimentale rientra nel programma di valutazione del requisito balistico di un componente elicotteristico. Il requisito balistico qui considerato, prevede appunto che, in seguito al danneggiamento di un albero di trasmissione della linea rotore di coda, l’elicottero, benché subisca una parziale riduzione delle sue capacità di manovra, sia in grado di portare a termine una missione di rientro alla base “a potenza ridotta” della durata di circa 30 minuti.
L
L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
22
PROVE SPERIMENTALI DI IMPATTO BALISTICO Descrizione dell’albero
entre diversi esperimenti di impatto sono stati condotti su lastre di vari materiali e spessori, sono pochi gli studi pubblicati riguardanti tubi metallici. In [1] e [2] è contenuta una descrizione dettagliata di una vasta gamma di impatti, e sono enunciati alcuni concetti fondamentali di balistica utili alla comprensione del fenomeno.
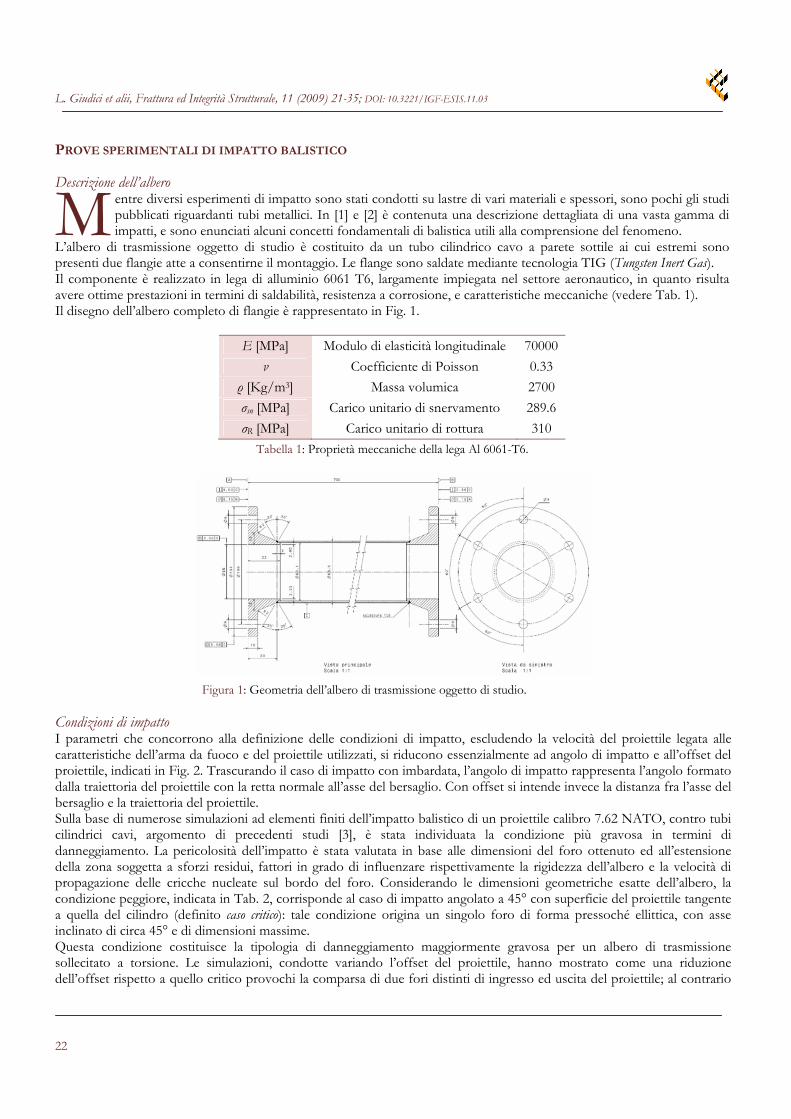
L’albero di trasmissione oggetto di studio è costituito da un tubo cilindrico cavo a parete sottile ai cui estremi sono presenti due flangie atte a consentirne il montaggio. Le flange sono saldate mediante tecnologia TIG (Tungsten Inert Gas). Il componente è realizzato in lega di alluminio 6061 T6, largamente impiegata nel settore aeronautico, in quanto risulta avere ottime prestazioni in termini di saldabilità, resistenza a corrosione, e caratteristiche meccaniche (vedere Tab. 1). Il disegno dell’albero completo di flangie è rappresentato in Fig. 1.
Tabella 1: Proprietà meccaniche della lega Al 6061-T6.
Figura 1: Geometria dell’albero di trasmissione oggetto di studio. Condizioni di impatto I parametri che concorrono alla definizione delle condizioni di impatto, escludendo la velocità del proiettile legata alle caratteristiche dell’arma da fuoco e del proiettile utilizzati, si riducono essenzialmente ad angolo di impatto e all’offset del proiettile, indicati in Fig. 2. Trascurando il caso di impatto con imbardata, l’angolo di impatto rappresenta l’angolo formato dalla traiettoria del proiettile con la retta normale all’asse del bersaglio. Con offset si intende invece la distanza fra l’asse del bersaglio e la traiettoria del proiettile. Sulla base di numerose simulazioni ad elementi finiti dell’impatto balistico di un proiettile calibro 7.62 NATO, contro tubi cilindrici cavi, argomento di precedenti studi [3], è stata individuata la condizione più gravosa in termini di danneggiamento. La pericolosità dell’impatto è stata valutata in base alle dimensioni del foro ottenuto ed all’estensione della zona soggetta a sforzi residui, fattori in grado di influenzare rispettivamente la rigidezza dell’albero e la velocità di propagazione delle cricche nucleate sul bordo del foro. Considerando le dimensioni geometriche esatte dell’albero, la condizione peggiore, indicata in Tab. 2, corrisponde al caso di impatto angolato a 45° con superficie del proiettile tangente a quella del cilindro (definito caso critico): tale condizione origina un singolo foro di forma pressoché ellittica, con asse inclinato di circa 45° e di dimensioni massime. Questa condizione costituisce la tipologia di danneggiamento maggiormente gravosa per un albero di trasmissione sollecitato a torsione. Le simulazioni, condotte variando l’offset del proiettile, hanno mostrato come una riduzione dell’offset rispetto a quello critico provochi la comparsa di due fori distinti di ingresso ed uscita del proiettile; al contrario
M
E [MPa] Modulo di elasticità longitudinale 70000
ν Coefficiente di Poisson 0.33
ρ [Kg/m3] Massa volumica 2700
σsn [MPa] Carico unitario di snervamento 289.6
σR [MPa] Carico unitario di rottura 310

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
23
aumentando l’offset oltre il valore critico si genera ancora un unico foro di lunghezza gradualmente inferiore, ottenendo talora il rimbalzo del proiettile (Ricochet effect).
Figura 2: Parametri che definiscono le condizioni di impatto.
Tabella 2: Condizioni di impatto.
Set up sperimentale Le prove balistiche sono state effettuate presso il poligono di tiro della società Oto Melara (BS). Arma da fuoco, sistema di puntamento e proiettili sono stati forniti dalla stessa società, così come la strumentazione per la misura della velocità iniziale del proiettile. L’arma da fuoco calibro 7.62 NATO, dotata di puntatore ottico, è montata su un affusto che dispone di due gradi di libertà di rotazione, in un piano verticale ed orizzontale, definiti rispettivamente alzata e brandeggio. Il sistema per la misura della velocità iniziale del proiettile è costituito invece da sorgenti Laser e detector fissati ad un supporto trasportabile. Tutte le altre attrezzature, necessarie per lo svolgimento delle prove, sono state progettate e realizzate nei laboratori del Dipartimento di Meccanica del Politecnico di Milano. La Fig. 3 mostra lo schema del set-up sperimentale utilizzato. Per il posizionamento degli alberi di trasmissione lungo la linea di tiro, è stato costruito un telaio, utilizzando comuni elementi di carpenteria in acciaio, la cui caratteristica principale è rappresentata dalla possibilità di impostare l’angolo di impatto e l’offset del proiettile. Il provino è libero di traslare orizzontalmente e verticalmente grazie a due afferraggi scorrevoli su una struttura tubolare rettangolare, vincolata a due supporti mediante due perni che permettono di regolarne l’inclinazione. L’utilizzo di giunzioni smontabili ha reso possibile la suddivisione del telaio in vari pezzi di peso ed ingombro limitato, facilmente trasportabili anche a mano. Come già affermato, il poligono ha fornito i sensori Laser atti alla misura della velocità iniziale del proiettile, mentre posteriormente al provino nessuna strumentazione è stata posizionata a causa dei rischi di danneggiamento connessi ad una possibile deviazione del proiettile.
Figura 3: Set-up sperimentale.
Parametro Condizione di massimo danneggiamento
Angolo di impatto [°] 45
Offset del proiettile [mm] 28

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
24
Analizzando le metodologie utilizzate in altre indagini sperimentali [4-15] per la misura della velocità residua del proiettile, è stato sviluppato un sistema basato sull’applicazione di due accelerometri a due lamine sottili di alluminio, definito per chiarezza espositiva metodo delle lastre sacrificali: la perforazione delle due lastre genera due segnali distinti che vengono registrati da un sistema di acquisizione in grado di calcolarne l’intervallo temporale di emissione; nota la distanza fra le lastre si determina facilmente la velocità del proiettile. Per non compiere una sottostima è stata fatta inoltre una valutazione dell’energia cinetica dissipata per la perforazione di una lastra. Il sistema realizzato permette inoltre di stimare la deviazione subita dal proiettile a causa dell’impatto contro il bersaglio, e di valutare la distanza reale percorsa dal proiettile fra le due lastre: ciò può essere compiuto confrontando le posizioni dei fori al termine di ogni test con le posizioni dei fori ottenuti da uno sparo “a vuoto”, cioè senza bersaglio montato. Poiché dopo i primi test sono state osservate deviazioni modeste della traiettoria del proiettile, si è ritenuto vantaggioso, al fine di migliorare l’accuratezza della misura della velocità, sfruttare l’indipendenza dei due telai incrementandone la distanza reciproca. Analogamente, l’allontanamento della prima lastra dal telaio di supporto degli alberi, ha consentito un più agevole riconoscimento dei fori del proiettile da quelli dovuti all’impatto di eventuali frammenti. La Fig. 4 mostra il banco di sostegno dei provini dietro al quale si trova il sistema per la misura della velocità residua del proiettile. In Fig. 5 è riportata un’immagine del proiettile 7.62 NATO utilizzato.
Figura 4: Banco di sostegno e sistema per la
misura della velocità residua Figura 5: Il proiettile 7.62 NATO; inferiormente solo la
“pallottola” estratta dal bossolo. La strumentazione per l’acquisizione dei segnali è costituita da:
- 2 Accelerometri PCB Piezotronics Model 352C23; - Amplificatore KISTLER INSTRUMENTS 5122; - Sistema di acquisizione NI 9215; - Software LabView 8.0;
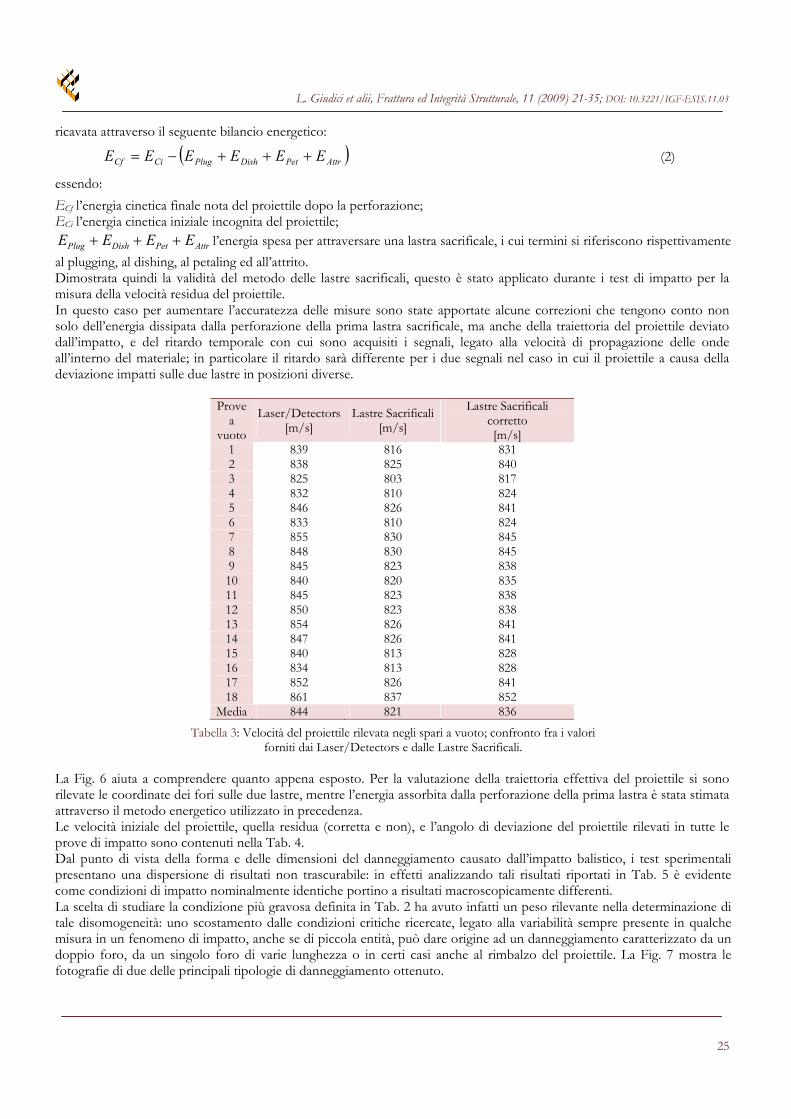
Gli accelerometri considerati sono caratterizzati da una banda passante piuttosto ampia: infatti operano correttamente ad una frequenza di 25 KHz anche se la loro risposta è migliore sotto i 10 KHz . Tuttavia ciò che interessa in questa applicazione non è la ricostruzione della risposta in frequenza del fenomeno ma semplicemente l’identificazione dell’intervallo temporale fra gli istanti ai quali si ha il contatto del proiettile su ciascuna delle due lastre sacrificali. Il programma Labview® permette di realizzare uno strumento virtuale (VI), in grado di calcolare tale intervallo di tempo. Risultati delle prove L’esecuzione di prove balistiche a vuoto (con colpo non deviato al centro delle lastre) ha permesso di effettuare una validazione del metodo delle lastre sacrificali, confrontando i risultati con quanto rilevato dai laser/detectors. La corrispondenza fra i risultati appare ottima (si veda la Tab. 3); la lieve sottostima della velocità residua commessa mediante questo metodo, è dovuta al fatto che il proiettile deve attraversare una lastra, seppur sottile, di alluminio; quindi per ridurre ulteriormente l’errore è stata valutata l’energia necessaria per la perforazione di tale lastra, utilizzando la teoria espressa in [16]. La velocità iniziale del proiettile è stata ottenuta attraverso la seguente relazione:
2
1 0.02
Cf Plug Dish Pet
iP
E E E EV
m
(1)
L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
25
ricavata attraverso il seguente bilancio energetico:
AttrPetDishPlugCiCf EEEEEE (2)
essendo:
ECf l’energia cinetica finale nota del proiettile dopo la perforazione; ECi l’energia cinetica iniziale incognita del proiettile;
AttrPetDishPlug EEEE l’energia spesa per attraversare una lastra sacrificale, i cui termini si riferiscono rispettivamente
al plugging, al dishing, al petaling ed all’attrito. Dimostrata quindi la validità del metodo delle lastre sacrificali, questo è stato applicato durante i test di impatto per la misura della velocità residua del proiettile. In questo caso per aumentare l’accuratezza delle misure sono state apportate alcune correzioni che tengono conto non solo dell’energia dissipata dalla perforazione della prima lastra sacrificale, ma anche della traiettoria del proiettile deviato dall’impatto, e del ritardo temporale con cui sono acquisiti i segnali, legato alla velocità di propagazione delle onde all’interno del materiale; in particolare il ritardo sarà differente per i due segnali nel caso in cui il proiettile a causa della deviazione impatti sulle due lastre in posizioni diverse.
Prove a
vuoto
Laser/Detectors[m/s]
Lastre Sacrificali [m/s]
Lastre Sacrificali corretto [m/s]
1 839 816 8312 838 825 8403 825 803 8174 832 810 8245 846 826 8416 833 810 8247 855 830 8458 848 830 8459 845 823 83810 840 820 83511 845 823 83812 850 823 83813 854 826 84114 847 826 84115 840 813 82816 834 813 82817 852 826 84118 861 837 852
Media 844 821 836
Tabella 3: Velocità del proiettile rilevata negli spari a vuoto; confronto fra i valori forniti dai Laser/Detectors e dalle Lastre Sacrificali.
La Fig. 6 aiuta a comprendere quanto appena esposto. Per la valutazione della traiettoria effettiva del proiettile si sono rilevate le coordinate dei fori sulle due lastre, mentre l’energia assorbita dalla perforazione della prima lastra è stata stimata attraverso il metodo energetico utilizzato in precedenza. Le velocità iniziale del proiettile, quella residua (corretta e non), e l’angolo di deviazione del proiettile rilevati in tutte le prove di impatto sono contenuti nella Tab. 4. Dal punto di vista della forma e delle dimensioni del danneggiamento causato dall’impatto balistico, i test sperimentali presentano una dispersione di risultati non trascurabile: in effetti analizzando tali risultati riportati in Tab. 5 è evidente come condizioni di impatto nominalmente identiche portino a risultati macroscopicamente differenti. La scelta di studiare la condizione più gravosa definita in Tab. 2 ha avuto infatti un peso rilevante nella determinazione di tale disomogeneità: uno scostamento dalle condizioni critiche ricercate, legato alla variabilità sempre presente in qualche misura in un fenomeno di impatto, anche se di piccola entità, può dare origine ad un danneggiamento caratterizzato da un doppio foro, da un singolo foro di varie lunghezza o in certi casi anche al rimbalzo del proiettile. La Fig. 7 mostra le fotografie di due delle principali tipologie di danneggiamento ottenuto.

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
26
Figura 6: Traiettoria del proiettile deviato dall’impatto: il proiettile percorre uno spazio maggiore della distanza fra le lastre;
la distanza D determina un ritardo nell’acquisizione del secondo segnale.
Prova Vi [m/s] VR [m/s] VReff [m/s] α [°]1 859 748 765 1.092 853 - - 0.94 3 853 725 741 1.39 4 850 714 730 0.785 854 750 767 1.15 6 847 740 757 0.82 7 849 724 740 2.888 845 - - - 9 849 725 741 0.52 10 859 712 728 2.8111 862 714 730 3.17 12 844 725 741 1.90 13 855 689 705 1.4114 852 - - - 15 839 709 725 4.76 16 844 711 727 1.25 17 848 685 70 3.34 18 860 754 771 1.11
Media 851 728 744 1.83
Tabella 4: Velocità iniziale del proiettile (V), velocità residua (VR), velocità residua effettiva (VReff ) ed angolo di deviazione (α) rilevati in ogni prova sperimentale.
(a) (b)
Figura 7: Principali tipologie di danno balistico osservate al termine dei test: a) singolo foro; b) doppio foro.
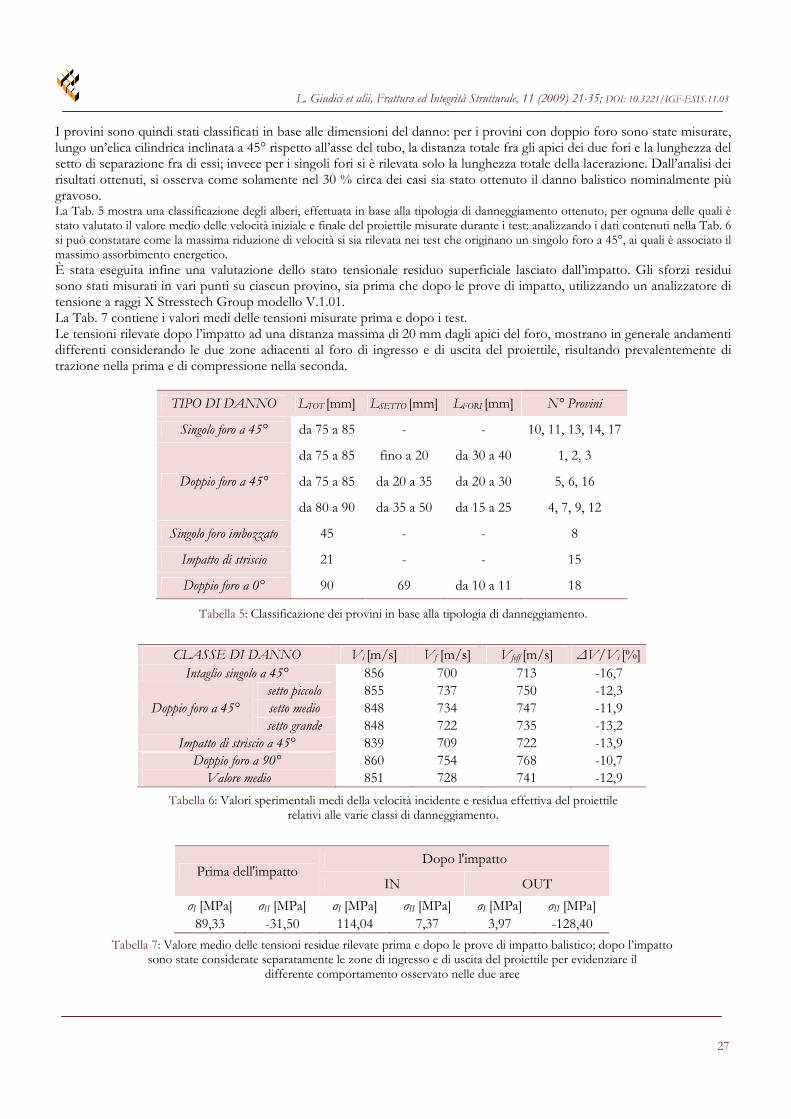
L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
27
I provini sono quindi stati classificati in base alle dimensioni del danno: per i provini con doppio foro sono state misurate, lungo un’elica cilindrica inclinata a 45° rispetto all’asse del tubo, la distanza totale fra gli apici dei due fori e la lunghezza del setto di separazione fra di essi; invece per i singoli fori si è rilevata solo la lunghezza totale della lacerazione. Dall’analisi dei risultati ottenuti, si osserva come solamente nel 30 % circa dei casi sia stato ottenuto il danno balistico nominalmente più gravoso. La Tab. 5 mostra una classificazione degli alberi, effettuata in base alla tipologia di danneggiamento ottenuto, per ognuna delle quali è stato valutato il valore medio delle velocità iniziale e finale del proiettile misurate durante i test: analizzando i dati contenuti nella Tab. 6 si può constatare come la massima riduzione di velocità si sia rilevata nei test che originano un singolo foro a 45°, ai quali è associato il massimo assorbimento energetico. È stata eseguita infine una valutazione dello stato tensionale residuo superficiale lasciato dall’impatto. Gli sforzi residui sono stati misurati in vari punti su ciascun provino, sia prima che dopo le prove di impatto, utilizzando un analizzatore di tensione a raggi X Stresstech Group modello V.1.01. La Tab. 7 contiene i valori medi delle tensioni misurate prima e dopo i test. Le tensioni rilevate dopo l’impatto ad una distanza massima di 20 mm dagli apici del foro, mostrano in generale andamenti differenti considerando le due zone adiacenti al foro di ingresso e di uscita del proiettile, risultando prevalentemente di trazione nella prima e di compressione nella seconda.
TIPO DI DANNO LTOT [mm] LSETTO [mm] LFORI [mm] N° Provini
Singolo foro a 45° da 75 a 85 - - 10, 11, 13, 14, 17
Doppio foro a 45°
da 75 a 85 fino a 20 da 30 a 40 1, 2, 3
da 75 a 85 da 20 a 35 da 20 a 30 5, 6, 16
da 80 a 90 da 35 a 50 da 15 a 25 4, 7, 9, 12
Singolo foro imbozzato 45 - - 8
Impatto di striscio 21 - - 15
Doppio foro a 0° 90 69 da 10 a 11 18
Tabella 5: Classificazione dei provini in base alla tipologia di danneggiamento.
CLASSE DI DANNO Vi [m/s] Vf [m/s] Vfeff [m/s] ΔV/Vi [%] Intaglio singolo a 45° 856 700 713 -16,7
Doppio foro a 45° setto piccolo 855 737 750 -12,3 setto medio 848 734 747 -11,9 setto grande 848 722 735 -13,2
Impatto di striscio a 45° 839 709 722 -13,9 Doppio foro a 90° 860 754 768 -10,7
Valore medio 851 728 741 -12,9
Tabella 6: Valori sperimentali medi della velocità incidente e residua effettiva del proiettile relativi alle varie classi di danneggiamento.
Prima dell'impatto Dopo l'impatto
IN OUT
σI [MPa] σII [MPa] σI [MPa] σII [MPa] σI [MPa] σII [MPa] 89,33 -31,50 114,04 7,37 3,97 -128,40
Tabella 7: Valore medio delle tensioni residue rilevate prima e dopo le prove di impatto balistico; dopo l’impatto sono state considerate separatamente le zone di ingresso e di uscita del proiettile per evidenziare il
differente comportamento osservato nelle due aree

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
28
PROVE TORSIONALI SIMULANTI I CARICHI DELLA MISSIONE DI RIENTRO Misure effettuate e metodi
urante le prove torsionali, che costituiscono l’ultima fase della sperimentazione effettuata, sono state misurate le deformazioni applicando rosette estensimetriche a tre griglie a 0°, 45° e 90°, con compensazione termica, il cui impiego è dettato dalla possibilità di determinare lo stato di sollecitazione principale incognito conoscendo le
deformazioni lungo tre direzioni note. Sforzi e direzioni principali possono essere calcolati risolvendo il seguente sistema di 3 equazioni nelle 3 incognite I ,
II e :
2 2
, 2 1 2 1I II a c a b c b
E E
(3)
22 b a c
a c
tg
(4)
Per acquisire i segnali estensimetrici è stata utilizzata la seguente attrezzatura: - Chassis National Instrument SCXI-1000; - 3 moduli di acquisizione National Instrument SCXI-1121 a 4 canali; - 3 moduli estensimetrici National Instrument SCXI-1321 a 4 canali; - Software di acquisizione dedicato;
Le rosette sono state applicate sui provini nella zona adiacente al danno balistico, come visibile nella Fig. 8.
Figura 8: Posizione delle rosette. Durante le prove di fatica torsionale è stata inoltre monitorata la propagazione delle cricche, osservate mediante un microscopio ottico, dotato di hardware e software per l’acquisizione di immagini. Nella Fig. 9 sono visibili le fotografie ingrandite di una cricca, mentre le Fig. 10 e 11 mostrano rispettivamente la strumentazione utilizzata per monitorare le cricche ed il particolare della zona monitorata di un provino.
Figura 9: Fotografie ingrandite di una cricca.
D

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
29
Figura 10: Strumentazione utilizzata per monitorare l’avanzamento delle cricche.
Figura 11: Fotografia di un albero danneggiato dopo l’impatto balistico.
Figura 12: Direzione della coppia applicata
Figura 13: Fotografia del provino danneggiato al termine della prova statica.

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
30
La rottura nel test effettuato sul provino danneggiato dall’impatto balistico si è verificata a partire dagli apici del foro, lungo un’elica cilindrica inclinata a 45° rispetto all’asse del provino, come visibile nella Fig. 13. I risultati di entrambe le prove sono rappresentati nella Fig. 14, dalla quale si nota una notevole riduzione della coppia di rottura dell’albero danneggiato rispetto a quello integro. Tale differenza sarebbe in realtà ancora superiore dal momento che la rottura sul componente integro si è verificata lungo uno dei due cordoni di saldatura in corrispondenza di una coppia pari a 1360 Nm e dunque inferiore al momento di plasticizzazione totale teorico dell’albero pari all’incirca a 1650 Nm. Come già affermato sono stati valutati gli sforzi e le direzioni principali calcolati a partire dalle deformazioni rilevate da ciascuna rosetta applicata sul provino danneggiato. Elaborando i segnali estensimetrici acquisiti si vede, come era lecito attendersi, che la sollecitazione massima si ha in prossimità degli apici del difetto, in cui sono stati rilevati gli sforzi principali più elevati, rappresentati dalle curve blu e viola nelle Fig. 15 e 16 e riferiti a rosette posizionate come in Fig. 17.
Figura 14: Confronto fra le curve coppia-rotazione ottenute dalle prove effettuate su un provino integro e su un provino con
danneggiamento balistico
Figura 15: Andamento dello sforzo principale σI ricavato sulla base dei dati estensimetrici durante la prova statica.
Figura 16: Andamento dello sforzo principale σII durante la prova statica.

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
31
Figura 17: Direzioni principali degli sforzi rilevati durante la prova statica. Il proiettile è entrato nel componente in prossimità della rosetta 2 ed è uscito in prossimità della rosetta 1.
Applicazione degli spettri di carico che simulano la missione di rientro alla base Lo scopo di tutta la sperimentazione è verificare che l’elicottero sia in grado di portare a termine una missione di rientro alla base a potenza ridotta, con un albero di trasmissione del rotore di coda danneggiato dall’impatto di un proiettile. Ciò si traduce nella verifica della capacità del componente danneggiato di resistere alle sollecitazioni per tutta la durata della missione. Da un punto di vista operativo si tratta dunque di applicare all’albero di trasmissione opportuni spettri rappresentativi dei carichi torsionali di manovra (indicati nella Tab. 8), e verificare che non si abbia la rottura del componente. In questa sede sono mostrati i risultati di una prova rappresentativa condotta su un provino danneggiato con singolo foro (il caso più gravoso). Anche in questo caso, nella zona maggiormente sollecitata, prossima agli apici del difetto, sono state applicate due rosette (si veda la Fig. 18). Le Fig. 19 e 20 mostrano l’andamento degli sforzi principali σI e σII rilevati dalle due rosette durante tutta la prova: in ogni grafico le curve rosse e viola rappresentano il massimo e il minimo dello sforzo σI mentre le curve blu e azzurro il massimo e minimo di σII .
SPETTRO MT Medio[Nm] MT Ampiezza [Nm] Cicli R
1 208 48 2200 0,63
2 38 28 4200 0,15
3 30 24 160000 0,11
Tabella 8: Spettri di carico rappresentativi delle manovre effettuate in una missione di rientro.
Figura 18: Posizione delle rosette.

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
32
Figura 19: Andamento degli sforzi principali rilevati dalla Rosetta 1 in funzione del N° di cicli: le curve di colore rosso/viola e blu/azzurro indicano rispettivamente i valori massimo/minimo degli sforzi principali σI e σII
Figura 20: Andamento degli sforzi principali rilevati dalla rosetta 2 in funzione del N° di cicli: le curve di colore rosso/viola e blu/azzurro indicano rispettivamente i valori massimo/minimo degli sforzi principali σI e σII.
Figura 21: Andamento delle direzioni principali rilevate dalle due rosette.
Durante la prova, in corrispondenza dell’apice di uscita del proiettile, è stata osservata la formazione di una cricca, il cui avanzamento in funzione del numero di cicli è riportato nella Fig. 22: la cricca si è propagata in modo stabile solo durante l’applicazione del primo spettro di carico, contraddistinto da sollecitazioni più elevate, arrestandosi invece nel corso degli altri due spettri. L’esecuzione di altre prove su alberi di trasmissione con stessa tipologia di danneggiamento ha fornito risultati del tutto analoghi.

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
33
Possiamo dunque affermare che la verifica di resistenza per l’albero danneggiato analizzato è soddisfatta, compatibilmente con la missione definita in precedenza. Ne consegue che l’elicottero sarà in grado di portare a termine con successo la missione di rientro alla base in regime di potenza ridotta.
Figura 22: Lunghezza della cricca rilevata in funzione del N° di cicli. Definizione di una condizione di propagazione instabile Accanto alle prove sperimentali che simulano la missione di rientro sono state effettuate altre due prove con lo scopo di definire degli spettri di carico in grado di determinare una condizione di propagazione instabile con conseguente rottura del componente. Dall’analisi dei momenti applicati durante le prove effettuate è stato elaborato un secondo set di carichi (indicato nella Tab. 9) ricavato dal primo spettro (spettro 1) del set precedente, mantenendo invariate coppia massima e numero di cicli, ed operando una progressiva riduzione del rapporto di carico R, alla quale consegue un aumento del ΔK e una maggiore velocità di propagazione della cricca. L’avanzamento della cricca rilevato nel corso di una delle due prove è rappresentato nella Fig. 23. La Fig. 24 mostra invece l’andamento degli sforzi principali rilevati dalla rosetta applicata in prossimità dell’apice del danneggiamento da cui si è propagata la cricca. Nel corso della prova la cricca è avanzata dapprima stabilmente raggiungendo durante l’applicazione dello spettro 3 la condizione di propagazione instabile, a cui è seguito istantaneamente il collasso strutturale del componente.
SPETTRO MT Med [Nm] MT Amp [Nm] MT Max [Nm] CICLI R
1 208 48 256 2200 0,63
2 166 90 256 2200 0,30
3 141 115 256 2200 0,10
Tabella 9: Set di carichi derivati dallo spettro n° 1 del set precedente mantenendo invariate coppia massima applicata e numero di cicli e riducendo progressivamente il rapporto di carico R.
Figura 23: Lunghezza della cricca rilevata nel primo test in funzione del n° di cicli: la velocità di propagazione aumenta improvvisamente nel corso del 3°spettro cui corrisponde il minimo rapporto R.
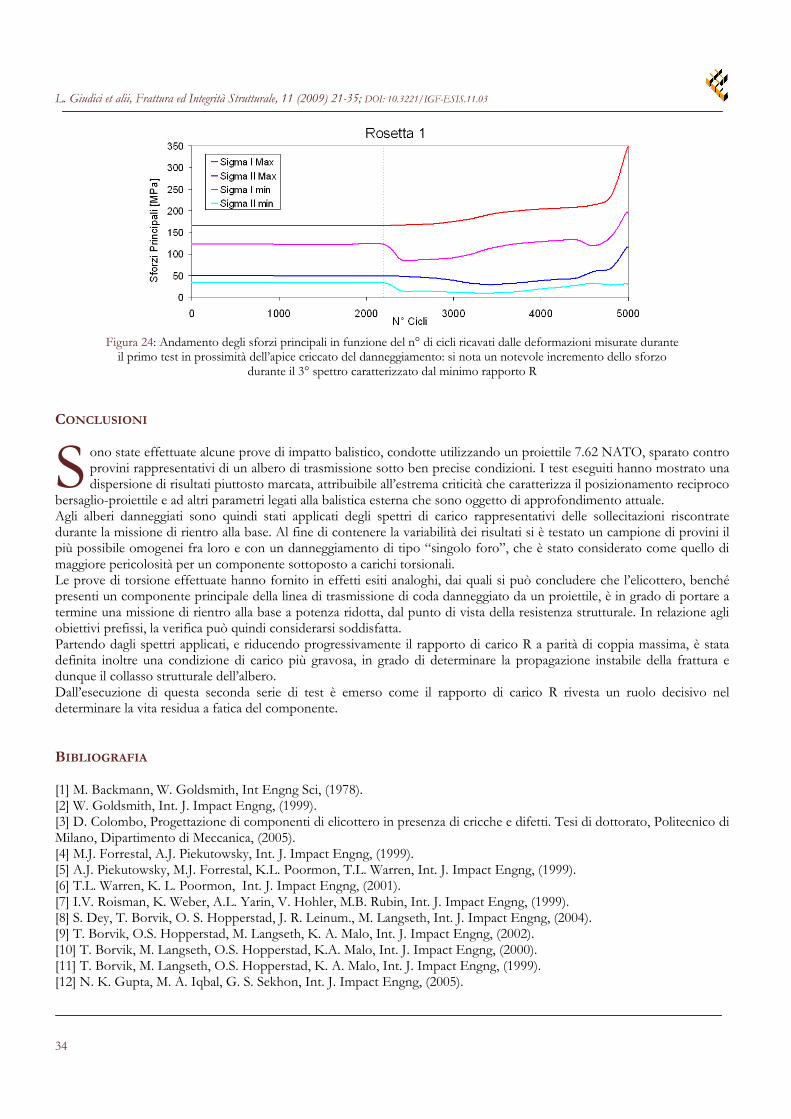
L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
34
Figura 24: Andamento degli sforzi principali in funzione del n° di cicli ricavati dalle deformazioni misurate durante il primo test in prossimità dell’apice criccato del danneggiamento: si nota un notevole incremento dello sforzo
durante il 3° spettro caratterizzato dal minimo rapporto R CONCLUSIONI
ono state effettuate alcune prove di impatto balistico, condotte utilizzando un proiettile 7.62 NATO, sparato contro provini rappresentativi di un albero di trasmissione sotto ben precise condizioni. I test eseguiti hanno mostrato una dispersione di risultati piuttosto marcata, attribuibile all’estrema criticità che caratterizza il posizionamento reciproco
bersaglio-proiettile e ad altri parametri legati alla balistica esterna che sono oggetto di approfondimento attuale. Agli alberi danneggiati sono quindi stati applicati degli spettri di carico rappresentativi delle sollecitazioni riscontrate durante la missione di rientro alla base. Al fine di contenere la variabilità dei risultati si è testato un campione di provini il più possibile omogenei fra loro e con un danneggiamento di tipo “singolo foro”, che è stato considerato come quello di maggiore pericolosità per un componente sottoposto a carichi torsionali. Le prove di torsione effettuate hanno fornito in effetti esiti analoghi, dai quali si può concludere che l’elicottero, benché presenti un componente principale della linea di trasmissione di coda danneggiato da un proiettile, è in grado di portare a termine una missione di rientro alla base a potenza ridotta, dal punto di vista della resistenza strutturale. In relazione agli obiettivi prefissi, la verifica può quindi considerarsi soddisfatta. Partendo dagli spettri applicati, e riducendo progressivamente il rapporto di carico R a parità di coppia massima, è stata definita inoltre una condizione di carico più gravosa, in grado di determinare la propagazione instabile della frattura e dunque il collasso strutturale dell’albero. Dall’esecuzione di questa seconda serie di test è emerso come il rapporto di carico R rivesta un ruolo decisivo nel determinare la vita residua a fatica del componente. BIBLIOGRAFIA [1] M. Backmann, W. Goldsmith, Int Engng Sci, (1978). [2] W. Goldsmith, Int. J. Impact Engng, (1999). [3] D. Colombo, Progettazione di componenti di elicottero in presenza di cricche e difetti. Tesi di dottorato, Politecnico di Milano, Dipartimento di Meccanica, (2005). [4] M.J. Forrestal, A.J. Piekutowsky, Int. J. Impact Engng, (1999). [5] A.J. Piekutowsky, M.J. Forrestal, K.L. Poormon, T.L. Warren, Int. J. Impact Engng, (1999). [6] T.L. Warren, K. L. Poormon, Int. J. Impact Engng, (2001). [7] I.V. Roisman, K. Weber, A.L. Yarin, V. Hohler, M.B. Rubin, Int. J. Impact Engng, (1999). [8] S. Dey, T. Borvik, O. S. Hopperstad, J. R. Leinum., M. Langseth, Int. J. Impact Engng, (2004). [9] T. Borvik, O.S. Hopperstad, M. Langseth, K. A. Malo, Int. J. Impact Engng, (2002). [10] T. Borvik, M. Langseth, O.S. Hopperstad, K.A. Malo, Int. J. Impact Engng, (2000). [11] T. Borvik, M. Langseth, O.S. Hopperstad, K. A. Malo, Int. J. Impact Engng, (1999). [12] N. K. Gupta, M. A. Iqbal, G. S. Sekhon, Int. J. Impact Engng, (2005).
S

L. Giudici et alii, Frattura ed Integrità Strutturale, 11 (2009) 21-35; DOI: 10.3221/IGF-ESIS.11.03
35
[13] M. Zeinoddini, G. A. R. Parke, J. E. Harding, Int. J. Impact Engng, (2000). [14] N. K. Gupta, V. Madhu, Int. J. Impact Engng, (1997). [15] L. Kezhun, W. Goldsmith, Int. J. Impact Engng, (1995). [16] J. Ning, W. Song, J. Wang, Acta Mech. Sinica, (2005).
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
36
Modello coesivo per l’avanzamento di fratture mediante rilascio nodale di strutture discretizzate con elementi finiti
M. Minotti, P. Salvini Università di Roma “Tor Vergata”, Dipartimento di Ingegneria Meccanica,Via del Politecnico, 1 – 00133 Roma [email protected], [email protected] G. Mannucci Centro Sviluppo Materiali S.p.A. di Roma,Via di Castel Romano, 100/102 – 00100 Roma [email protected]
RIASSUNTO. La simulazione numerica della propagazione di una frattura in MODO I, viaggiante ad elevata velocità in un acciaio a comportamento duttile è realizzata attraverso un modello coesivo che governa la distribuzione delle forze di rilascio nodale. Come noto, la ricerca di un valore di tensione all’apice non ha alcun senso nel caso elastico; infatti, la tensione può essere valutata solo mediante fattori di campo. Nel caso elasto-plastico, incrudimento e softening di origine geometrica o legato al progressivo danneggiamento influiscono decisamente sull’andamento esponenziale del campo tensionale. È possibile comunque individuare un valore di riferimento, di entità finita, mediante estrapolazione delle tensioni elasto-plastiche nella zona di inizio softening della frattura. Tale grandezza può essere presa come fattore di riferimento per il calcolo delle forze di rilascio coesive e quindi dell’energia dissipata. Nel lavoro viene discusso come determinare, dal campo di tensione elasto-plastico locale, il valore che governa la zona coesiva al variare del T-stress. ABSTRACT. High speed MODE I crack growth in elastic-plastic materials, involving large scale plasticity and dynamic effects connected to rapid propagation, is faced through a cohesive model to compute force nodal release. As it is well known, the search of a maximum stress in the crack tip is not worthwhile in the elastic case, only field factors may be used instead. In the elastic-plastic case, hardening and softening due to geometric reasons or due to local damaging have a deep influence on the exponential behaviour of the measured stress field. However, it is possible to introduce a reference value (finite), which is the stress at the beginning of the softening zone. This entity is taken as a scale factor for cohesive force evaluation that is necessary for the accounting of the dissipated energy. In the present work a procedure to compute this reference value by stress-strain field is presented, for a variety of T-stress conditions. PAROLE CHIAVE. Elementi finiti, meccanica della frattura, modello coesivo, forze di rilascio nodale. INTRODUZIONE
li strumenti messi a disposizione dalla meccanica della frattura hanno subito importanti sviluppi negli anni, per cui si dispone oggi di tecniche di progettazione molto affidabili per l’individuazione della criticità di una ampia classe di difetti [1]. In alcuni casi tuttavia, si considerino ad esempio strutture soggette a pressione interna, non
basta conoscere le sole condizioni di innesco, ma occorre anche prevedere il comportamento evolutivo e quindi dinamico del difetto in modo da controllare la combinazione svuotamento-propagazione della frattura che, in buona sintesi, governa
G

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
37
la pericolosità dell’evento. Questo genere di previsioni è molto più complesso e non gode ancora di tecniche di valutazione affermate e applicabili ad una vasta tipologia di casi [2]. La propagazione può essere controllata, estremizzando, da un regime di comportamento duttile o fragile del materiale in fratturazione; essa può estendersi anche per tratti piuttosto consistenti e quindi in condizioni di quasi stazionarietà [3]. Nel caso di acciai tenaci, se la driving force si mantiene sufficientemente elevata durante la propagazione, si assiste ad un comportamento fortemente duttile della frattura, caratterizzata da una velocità di avanzamento molto inferiore rispetto a quella di Raleigh [4]. La propagazione è associata ad un consistente fronte plastico che precede l’apice della cricca. In tali particolari condizioni i parametri di controllo usuali per lo studio della meccanica della frattura mostrano tutti i loro limiti di utilizzo. La frattura presenta fenomeni locali molto complessi (tunneling, necking, continue modificazioni della direzione del piano di fratturazione) per cui risulta decisamente difficile pretendere una rappresentazione locale dello stato tensionale. Una metodologia di analisi alternativa, per di più estremamente vantaggiosa dal punto di vista computazionale, è resa disponibile dall’utilizzo di modelli coesivi o di progressivo rilascio dei lembi di frattura [5]. Limitatamente alla frattura duttile, è fondamentale il modo in cui si simula la dissipazione di energia in prossimità dell’apice della cricca. Una prima possibilità consiste nell’introdurre i complessi legami costitutivi che considerano il danneggiamento progressivo del materiale [6]; tale approccio, sebbene utile a prevedere molti aspetti della frattura duttile, non è adatto allo studio della propagazione della frattura ove si presentino deformazioni plastiche estese e di notevole entità associati ad altrettanto elevati strain-rate [7]. D’altra parte il limite imposto alla dimensione della cella elementare condiziona fortemente l’efficienza del calcolo nel caso di strutture di considerevoli dimensioni. A questi svantaggi si aggiungono le difficoltà numeriche derivanti dall’impiego di tali modelli nei codici di calcolo con risoluzione esplicita, opportunamente utilizzati per l’analisi di fenomeni in cui sono presenti elevate forze dinamiche associate a grandissimi spostamenti. Per tali motivi, i legami costitutivi che affrontano il danneggiamento localizzato sono consigliabili solo per l’analisi di strutture di dimensioni modeste e per atti di propagazione contenuti (i.e. nella fase di innesco e di formazione stabile della frattura). L’alternativa è rappresentata dall’uso di metodi locali di computazione basati sulla tecnica del rilascio controllato dei nodi; essi sono in grado di affrontare il fenomeno della propagazione delle fratture, in condizioni stabili o instabili, anche per lunghe distanze, pur richiedendo osservazioni sperimentali di fratturazione simili a quelle in studio. Questo approccio è di particolare interesse nella modellazione della frattura di strutture a guscio ove le sollecitazioni agenti sui nodi di frattura possono essere assimilate semplicemente a forze. In tal caso si utilizzano convenientemente gli elementi di tipo shell, dove l’effetto dello spessore viene portato in conto mediante alcuni accorgimenti. Il comportamento della cricca durante la propagazione può essere valutato mediante l’impiego di opportuni criteri, basati su parametri caratteristici della frattura duttile/fragile, estesi alle condizioni dinamiche. Da questo punto di vista il Jintegral
può essere adatto allo scopo, ma presenta alcuni svantaggi dal punto di vista computazionale che ne rendono complessa l’applicazione, soprattutto nei codici di calcolo di tipo esplicito [8]. Secondo recenti studi il CTOA (Crack Tip Opening Angle) è un parametro che può descrivere correttamente le condizioni di propagazione della frattura, soprattutto in campo duttile, in quanto si mantiene costante in caso di propagazione stazionaria e non richiede l’adozione di elementi finiti particolari, o di prefissate dimensioni. L’energia specifica dissipata durante la propagazione rappresenta un altro parametro di estremo interesse nell’ambito dello studio della frattura, la cui efficacia è indipendente dalla natura duttile o fragile della propagazione. In particolare l’Essential Work of Fracture (Wf) [9] costituisce un termine direttamente legato alla capacità del materiale di deformarsi plasticamente e fornisce l’entità dell’energia dissipata, nella regione di materiale prospiciente l’apice della cricca, nota come Fracture Process Zone (FPZ). In essa si sviluppa il cedimento del materiale con formazione di nuove superfici di frattura [1,3,4]. È nella zona di processo che i modelli coesivi simulano il progressivo indebolimento strutturale attraverso l’applicazione, sui nodi contenuti nella FPZ, di forze di rilascio la cui entità è funzione dello stato tensionale agente e della distanza dall’apice della frattura. Nei codici di calcolo agli elementi finiti con formulazione esplicita, risulta assai difficoltoso valutare l’istantaneo campo di tensioni agenti, soprattutto a causa della dinamica di alta frequenza che caratterizza tale formulazione. È necessario quindi definire una procedura che consenta di determinare con accuratezza l’entità della tensione di apertura (MODO I) in prossimità dell’apice, al fine di tarare correttamente il modello coesivo ed ottenere una simulazione corretta del fenomeno della propagazione. STATO TENSIONALE DEL FRONTE DI CRICCA
on l’ausilio degli elementi finiti è stato condotto uno studio approfondito sul campo di tensioni in prossimità dell’apice di una cricca sollecitata prevalentemente in MODO I ed in condizioni di elasto-plasticità. In particolare si è indagata l’influenza sul valore delle tensioni ortogonali al piano di frattura, esercitata da sollecitazioni imposte
parallelamente all’asse della cricca che si vanno a sovrapporre a quella autoindotta dalla geometria del pezzo (T-stress), C

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
38
utilizzando il criterio di Von Mises per il calcolo delle tensioni equivalenti. Il modello adoperato per l’analisi consta di una piastra quadrata di notevoli dimensioni, lato 2 m e spessore 1 mm, che presenta una cricca centrale di estensione 20 mm (Fig. 1), cosicché lo stato di tensione all’apice della frattura non risulti influenzato da significativi effetti di bordo.
Figura 1: Geometria e disposizione dei cairchi utilizzati per il modello agli elementi finiti.
La piastra è sollecitata simmetricamente con un carico distribuito S sui bordi paralleli ai lembi della cricca e T perpendicolarmente. Le entità dei suddetti carichi sono espresse in rapporto alla tensione di snervamento 0 . L’elemento finito utilizzato è di tipo piastra a 4 nodi adatta ad analisi strutturali in campo elasto-plastico e grandi spostamenti. Il materiale utilizzato è un acciaio di grado API X65 con valori di Ramsber-Osgood equivalenti pari a 13n e 0.56 .
Figura 2: Variabilità di σyy (MPa) in stato di tensione piana e deformazione piana a parità di T agente.
Le simulazioni sono state effettuate in regime di grandi spostamenti sia in stato di tensione piana che di deformazione piana, per diversi valori di tensione di apertura S, ed a parità di S per diversi valori del rapporto T. In Fig. 2 si possono apprezzare i campi di isotensione nelle due condizioni di tensione piana e deformazione piana per due valori opposti del campo aggiuntivo T. Nelle Figg. 3a e 3b sono riportati gli andamenti yy relativi al caso di tensione piana e deformazione piana della porzione
di materiale plasticizzata posta di fronte l’apice di frattura, avendo a parametro diversi valori della sollecitazione T. Dal confronto tra le due è possibile rilevare come nel caso di tensione piana, carichi paralleli di trazione influenzino marginalmente il valore della tensione in direzione ortogonale; al contrario se la sollecitazione parallela è di compressione lo stress yy aumenta sensibilmente. Effetti analoghi ma invertiti si possono osservare in regime di deformazione piana,
dove solo carico di trazione parallelo alla cricca determina un innalzamento consistente della componente ortogonale della
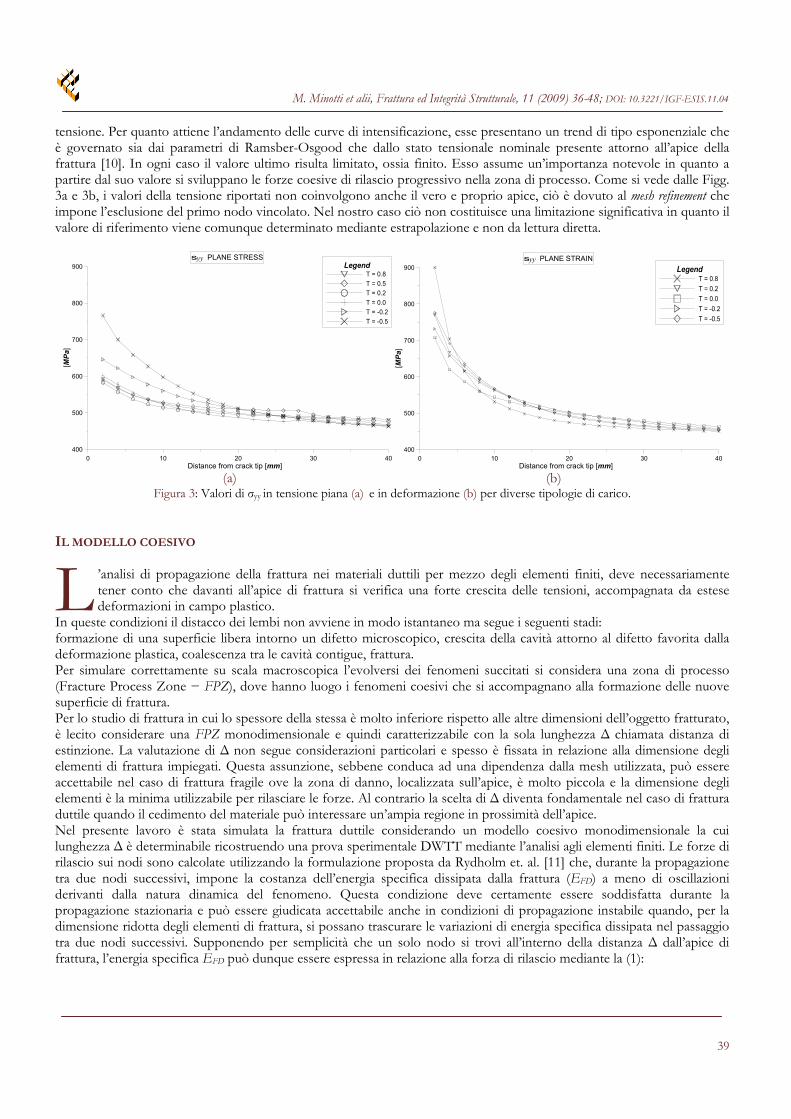
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
39
tensione. Per quanto attiene l’andamento delle curve di intensificazione, esse presentano un trend di tipo esponenziale che è governato sia dai parametri di Ramsber-Osgood che dallo stato tensionale nominale presente attorno all’apice della frattura [10]. In ogni caso il valore ultimo risulta limitato, ossia finito. Esso assume un’importanza notevole in quanto a partire dal suo valore si sviluppano le forze coesive di rilascio progressivo nella zona di processo. Come si vede dalle Figg. 3a e 3b, i valori della tensione riportati non coinvolgono anche il vero e proprio apice, ciò è dovuto al mesh refinement che impone l’esclusione del primo nodo vincolato. Nel nostro caso ciò non costituisce una limitazione significativa in quanto il valore di riferimento viene comunque determinato mediante estrapolazione e non da lettura diretta.
(a) (b)
Figura 3: Valori di σyy in tensione piana (a) e in deformazione (b) per diverse tipologie di carico. IL MODELLO COESIVO
’analisi di propagazione della frattura nei materiali duttili per mezzo degli elementi finiti, deve necessariamente tener conto che davanti all’apice di frattura si verifica una forte crescita delle tensioni, accompagnata da estese deformazioni in campo plastico.
In queste condizioni il distacco dei lembi non avviene in modo istantaneo ma segue i seguenti stadi: formazione di una superficie libera intorno un difetto microscopico, crescita della cavità attorno al difetto favorita dalla deformazione plastica, coalescenza tra le cavità contigue, frattura. Per simulare correttamente su scala macroscopica l’evolversi dei fenomeni succitati si considera una zona di processo (Fracture Process Zone − FPZ), dove hanno luogo i fenomeni coesivi che si accompagnano alla formazione delle nuove superficie di frattura. Per lo studio di frattura in cui lo spessore della stessa è molto inferiore rispetto alle altre dimensioni dell’oggetto fratturato, è lecito considerare una FPZ monodimensionale e quindi caratterizzabile con la sola lunghezza Δ chiamata distanza di estinzione. La valutazione di Δ non segue considerazioni particolari e spesso è fissata in relazione alla dimensione degli elementi di frattura impiegati. Questa assunzione, sebbene conduca ad una dipendenza dalla mesh utilizzata, può essere accettabile nel caso di frattura fragile ove la zona di danno, localizzata sull’apice, è molto piccola e la dimensione degli elementi è la minima utilizzabile per rilasciare le forze. Al contrario la scelta di Δ diventa fondamentale nel caso di frattura duttile quando il cedimento del materiale può interessare un’ampia regione in prossimità dell’apice. Nel presente lavoro è stata simulata la frattura duttile considerando un modello coesivo monodimensionale la cui lunghezza Δ è determinabile ricostruendo una prova sperimentale DWTT mediante l’analisi agli elementi finiti. Le forze di rilascio sui nodi sono calcolate utilizzando la formulazione proposta da Rydholm et. al. [11] che, durante la propagazione tra due nodi successivi, impone la costanza dell’energia specifica dissipata dalla frattura (EFD) a meno di oscillazioni derivanti dalla natura dinamica del fenomeno. Questa condizione deve certamente essere soddisfatta durante la propagazione stazionaria e può essere giudicata accettabile anche in condizioni di propagazione instabile quando, per la dimensione ridotta degli elementi di frattura, si possano trascurare le variazioni di energia specifica dissipata nel passaggio tra due nodi successivi. Supponendo per semplicità che un solo nodo si trovi all’interno della distanza Δ dall’apice di frattura, l’energia specifica EFD può dunque essere espressa in relazione alla forza di rilascio mediante la (1):
0 10 20 30 40Distance from crack tip [mm]
400
500
600
700
800
900
[MP
a]
LegendT = 0.8T = 0.5T = 0.2T = 0.0T = -0.2T = -0.5
syy PLANE STRESS
0 10 20 30 40Distance from crack tip [mm]
400
500
600
700
800
900
[MP
a]
LegendT = 0.8T = 0.2T = 0.0T = -0.2T = -0.5
syy PLANE STRAIN
L

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
40
0
2dx
dx
dVF
BEFD (1)
a) b) Figura 4: a) Schema teorico del modello coesivo; b) definizione del CTOA.
Essendo B lo spessore del guscio e F, δ e V rispettivamente la forza di chiusura, la distanza dall’apice e lo spostamento dalla linea di frattura del nodo all’interno della zona di coesione. Il fattore 2 nella formula precedente è introdotto per considerare l’energia dissipata su entrambi i fianchi della cricca. Imponendo la costanza di EFD si ottiene che per ogni istante di tempo deve valere l’uguaglianza seguente:
IB
VFEEI
B
VF fFDFD
f 00 20
2
(2)
dove F0 è la forza agente sul nodo prima della fase di rilascio, Vf lo spostamento finale del nodo quando si trova alla distanza Δ dall’apice mentre per I(α) vale la seguente:
1
1
ddu
dI (3)
release nodeBegin 1
release node of End 0 (4)
La funzione 0
F
F esprime la legge di riduzione della forza sui nodi ed è l’incognita da determinare in relazione alla
posizione δ mentre f
Vu
V è lo spostamento adimensionale.
Assumendo una relazione lineare tra la forza agente su un nodo nella zona di coesione ed il relativo spostamento, ne
consegue che 1 u . Sostituendo nelle equazioni (2) e (3) si deduce la funzione di rilascio delle forze da applicare
nella zona di coesione:
1k
(5)
Quest’ultima è stata impiegata come legge di forza nello strato coesivo anche in presenza di più nodi in fase di rilascio (Δ maggiore della dimensione degli elementi di frattura) ed utilizzando i dati sperimentali della prova DWTT per determinare il valore di Δ. L’espressione della EFD (1) è in accordo con la definizione di Essential Work Of Fracture proposta da Cotterell [9]. Usando le precedenti relazioni ed introducendo la tensione di rottura del materiale σu (in relazione con il valore F0) si può stimare l’assorbimento locale di energia (6):
CTOAE uDL tan (6)

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
41
Di fatto durante la propagazione stazionaria della frattura esiste un legame univoco tra l’angolo di frattura, la dimensione della zona di coesione e l’energia specifica dissipata per l’avanzamento. La scelta di imporre CTOAC e distanza Δ equivale, ai fini della meccanica della frattura duttile, all’aver fissato il livello di dissipazione energetica sull’apice. Al contempo, potendo assumere C CCOD CTOA ne resta determinata anche la separazione tra le superfici di frattura. Nel caso comune di più nodi all’interno della zona coesiva, l’evoluzione della forza nodale può essere considerata indipendente per ciascun nodo e pertanto si può continuare ad usare la (1) per ciascuno dei nodi, mentre l’energia specifica di frattura si dovrà calcolare come somma di tutti i contributi:
NODES
ii
ii
FD dxdx
dVF
BE
0
12 (7)
TECNICA DEL RILASCIO CONTROLLATO DEI NODI
a simulazione della propagazione della frattura duttile mediante l’utilizzo degli elementi finiti è basato sulla tecnica del rilascio progressivo dei nodi, e consiste nell’implementazione di un layer coesivo posizionato a partire dall’apice virtuale della cricca. All’interno di esso si ha un graduale allontanamento delle superfici di frattura fino all’effettiva
separazione, al termine della FPZ. In pratica, come illustrato nella Fig.5a, si possono distinguere un apice virtuale, dove ha inizio il softening ed uno finale, ove si ha il definitivo allontanamento dei lembi della frattura. Tale modello è stato implementato nell’algoritmo di risoluzione di un codice esplicito agli elementi finiti, opportunamente realizzato, in grado di simulare la propagazione della frattura duttile su geometrie generali, con la possibilità di computare anche impatti con corpi rigidi. Secondo l’algoritmo, sui nodi di frattura che si trovano all’interno della zona di processo agiscono delle forze che si oppongono al rilascio dei nodi stessi. Tali forze nodali sono massime in corrispondenza di un nodo sito all’apice virtuale della frattura (vedi Fig.5a) e si annullano quando il nodo esce dalla zona di processo, ovvero ad una distanza dall’apice maggiore o al più uguale alla dimensione della zona coesiva . Conseguentemente, un nodo potrà considerarsi completamente rilasciato solo nel momento in cui si troverà al di fuori di una dimensione caratteristica; essa non dipende in realtà solo dal materiale, ma anche dalle condizioni generali di constraint; quella geometrica più immediata è lo spessore. L’andamento della forza nodale ipotizzato, in funzione della distanza δ dall’apice stesso, segue la legge di distribuzione data dall’equazione (5):
0
1k
F F
(8)
avendo indicato con δ la distanza di un nodo in fase di rilascio dall’apice della frattura e con Δ la dimensione della zona di processo ovvero la distanza ove le forze si estinguono. Tale modello, di natura monodimensionale, permette di computare direttamente l’energia dissipata per la formazione di nuove superficie di frattura, attraverso semplice integrazione della (1), in tutto il dominio della FPZ.
(a) (b)
Figura 5: Schema del modello coesivo monodimensionale (a) e distribuzione delle forze nodali (b).
L

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
42
Il valore dell’esponente k della (8), per strutture caratterizzate da spessore sottile e realizzate con materiali a comportamento duttile, viene solitamente assunto pari a 0.5 [11]. Tuttavia, osservazioni sperimentali su provini di consistente spessore hanno evidenziato un considerevole rapporto di riduzione dello spessore in vicinanza dell’apice della cricca, con un effetto importante nel passaggio da forze a tensioni coesive. Questa considerazione ha un effetto notevole sulle sollecitazioni coesive stesse (computate per unità di spessore) che non era stato evidenziato in [11] ove gli spessori erano di fatto molto sottili. Per tenere in considerazione l’influenza di tale necking sulla distribuzione di tensioni coesive nella FPZ, è sufficiente imporre 1.5 come valore di k, che deriva dal considerare una variazione di spessore della cricca dal suo valore massimo al Virtual Tip a quello nullo al Real Crack Tip secondo una modulazione lineare (vedi Fig.5a).
FORMULAZIONE BI-PARAMETRICA E TENSIONE DI RIFERIMENTO C
a corretta valutazione della tensione di riferimento σC è fondamentale per l’applicazione del modello coesivo ad una struttura discretizzata con gli elementi finiti: ogni forza coesiva applicata ai nodi di frattura è funzione di questa tensione. In aggiunta, il valore dell’Essential Work of Fracture dipende sostanzialmente dall’intensità della σC.
Una corretta valutazione del Wf determina il vantaggio di poter utilizzare quest’ultimo come parametro di controllo alternativo per la propagazione della frattura. Il Wf è una caratteristica fortemente locale, quindi si presta ad essere usato in alternativa a quei parametri consolidati della meccanica della frattura (CTOA, COD, etc.), che in determinate circostanze risultano inadatti a valutare le condizioni di propagazione della cricca: un esempio sono i gasdotti interrati allorché si abbia una frattura di elevata velocità che attraversa un Crack-Stopper di contenimento. Per determinare la tensione di riferimento σC, e prendendo spunto dalla teoria HRR [1], è stata definita una funzione analitica a formulazione bi-parametrica che è in grado di caratterizzare compiutamente l’andamento della sola componente di tensione agente in direzione perpendicolare alla cricca:
1
1
a
yy
xf b
xss
(9)
Dove : σyy : tensione perpendicolare alla cricca a, b: parametri caratteristici da definire caso per caso x: distanza nodale dall’apice s: spessore. Se la (9) risulta valida, in una simulazione agli elementi finiti allorché siano noti i valori di tensione e distanze nodali dall’apice della frattura di almeno una coppia di nodi, è possibile determinare il valore della σyy in un qualsivoglia punto della regione di materiale plasticizzata e prospiciente la cricca. La (9) è evidentemente non lineare nei parametri a e b, ma presenta la peculiarità di essere facilmente linearizzabile mediante il passaggio ai logaritmi, consentendo una valutazione pressoché immediata dei suoi parametri oltre che facilitandone la ricerca ottimale se si dispone di più valori:
1ln ln
1
a
yy bx
s
Ponendo la condizione lnB b :
ln ln 1yyxB a s (10)
Dalla (10) si evince come B rappresenti proprio il valore della tensione in corrispondenza dell’apice, e quindi il valore di riferimento cercato per la taratura del modello coesivo. Il valore di riferimento è dipendente da fattori quali la natura del materiale, le condizioni di carico e i fattori di natura geometrica, i cui molteplici effetti risultano difficilmente disaccoppiabili.
L
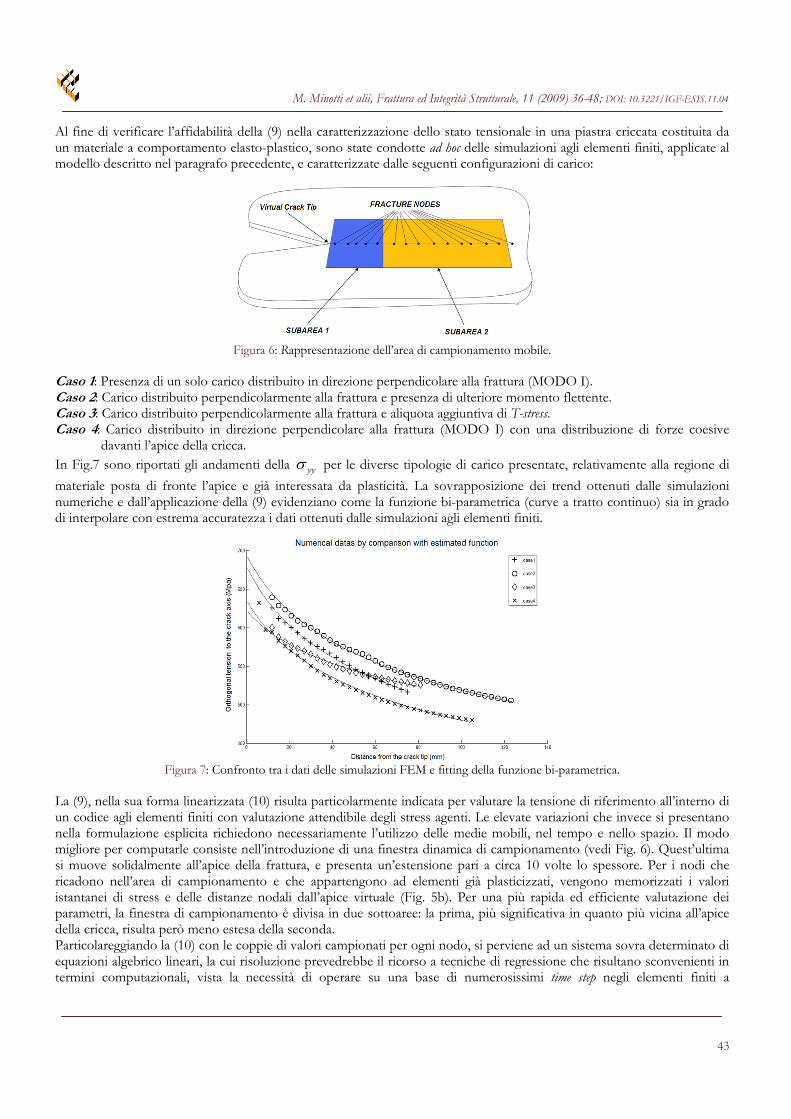
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
43
Al fine di verificare l’affidabilità della (9) nella caratterizzazione dello stato tensionale in una piastra criccata costituita da un materiale a comportamento elasto-plastico, sono state condotte ad hoc delle simulazioni agli elementi finiti, applicate al modello descritto nel paragrafo precedente, e caratterizzate dalle seguenti configurazioni di carico:
Figura 6: Rappresentazione dell’area di campionamento mobile.
Caso 1: Presenza di un solo carico distribuito in direzione perpendicolare alla frattura (MODO I). Caso 2: Carico distribuito perpendicolarmente alla frattura e presenza di ulteriore momento flettente. Caso 3: Carico distribuito perpendicolarmente alla frattura e aliquota aggiuntiva di T-stress. Caso 4: Carico distribuito in direzione perpendicolare alla frattura (MODO I) con una distribuzione di forze coesive
davanti l’apice della cricca. In Fig.7 sono riportati gli andamenti della yy per le diverse tipologie di carico presentate, relativamente alla regione di
materiale posta di fronte l’apice e già interessata da plasticità. La sovrapposizione dei trend ottenuti dalle simulazioni numeriche e dall’applicazione della (9) evidenziano come la funzione bi-parametrica (curve a tratto continuo) sia in grado di interpolare con estrema accuratezza i dati ottenuti dalle simulazioni agli elementi finiti.
Figura 7: Confronto tra i dati delle simulazioni FEM e fitting della funzione bi-parametrica.
La (9), nella sua forma linearizzata (10) risulta particolarmente indicata per valutare la tensione di riferimento all’interno di un codice agli elementi finiti con valutazione attendibile degli stress agenti. Le elevate variazioni che invece si presentano nella formulazione esplicita richiedono necessariamente l’utilizzo delle medie mobili, nel tempo e nello spazio. Il modo migliore per computarle consiste nell’introduzione di una finestra dinamica di campionamento (vedi Fig. 6). Quest’ultima si muove solidalmente all’apice della frattura, e presenta un’estensione pari a circa 10 volte lo spessore. Per i nodi che ricadono nell’area di campionamento e che appartengono ad elementi già plasticizzati, vengono memorizzati i valori istantanei di stress e delle distanze nodali dall’apice virtuale (Fig. 5b). Per una più rapida ed efficiente valutazione dei parametri, la finestra di campionamento è divisa in due sottoaree: la prima, più significativa in quanto più vicina all’apice della cricca, risulta però meno estesa della seconda. Particolareggiando la (10) con le coppie di valori campionati per ogni nodo, si perviene ad un sistema sovra determinato di equazioni algebrico lineari, la cui risoluzione prevedrebbe il ricorso a tecniche di regressione che risultano sconvenienti in termini computazionali, vista la necessità di operare su una base di numerosissimi time step negli elementi finiti a

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
44
formulazione esplicita. Un approccio alternativo, assai più vantaggioso, consta nel raggruppare le equazioni del sistema in funzione delle sottoaree di campionamento precedentemente definite (Fig. 6). Il risultato è un semplice sistema di due equazioni lineari nelle due incognite a e B.
1
1 1
2
2 2
ln ln 1
ln ln 1
iy SubAi
SubA SubA
iy SubAi
SubA SubA
xn B a
s
xn B a
s
→
1
2
2
1
1
1
SubA
SubA
SubA
SubA
SubA
nD A
na
nC E
n
B A a Cn
(11)
con
1
ln ySubA i
A 1
ln 1 i
SubA
xC
s
2
ln 1 i
SubA
xE
s
2
ln ySubA i
D (12)
APPLICAZIONE DEL MODELLO COESIVO
ll’interno del codice di calcolo PiCPro®, solutore agli elementi finiti a formulazione esplicita [12,13,14,15] di proprietà del Centro Sviluppo Material S.p.A. di Roma, è stato implementato il modello coesivo che utilizza le (11) per la determinazione della tensione di riferimento σC. Il PiCPro® è uno strumento molto potente, utilizzato
prevalentemente per lo studio e l’analisi della frattura longitudinale di gasdotti interrati. Il codice dispone di features specifiche che consentono di simulare i fenomeni complessi d’interazione che coinvolgono la condotta durante il suo danneggiamento, quali ad esempio il contatto e l’eventuale espulsione del terreno circostante e la decompressione del gas in fuoriuscita dai lembi fratturati del tubo. L’applicazione di un modello coesivo ad una struttura discretizzata con gli elementi finiti prevede che ai nodi di frattura, che risiedono all’interno della zona di processo, siano applicate delle forze vincolari proporzionali alla distanza nodale dall’apice della cricca. È evidente quindi come la presenza di almeno un nodo all’interno della zona di processo sia una condizione necessaria per il funzionamento del modello coesivo, comportando conseguentemente una correlazione vincolante tra estensione della FPZ ed il grado di risoluzione della mesh utilizzata. Una modalità d’implementazione che permette di eludere tale dipendenza, mantenendo inalterata l’efficacia del modello, si ottiene determinando sistemi di forze nodali equivalenti; essi sono ottenuti imponendo la distribuzione di tensioni coesive (Fig. 4a) equivalenti al carico applicato, e garantendo la non violazione delle condizioni di equilibrio e congruenza degli elementi sulla frattura. In questo modo è possibile estendere l’applicabilità del modello coesivo anche a strutture modellate mediante elementi finiti di dimensioni rilevanti od anche, all’opposto, a materiali caratterizzati da scarsa duttilità (Δ molto bassi); il tutto senza ricorrere a mesh refinement troppo spinti a tutto vantaggio dei tempi di simulazione. Di seguito vengono presentati i risultati ottenuti dall’applicazione del codice PiCPro® su una tipologia di gasdotto interrato le cui caratteristiche sono riportare in Tab. 1:
Materiale E [MPa]
Rs [MPa]
Rm [MPa]
Δ [mm]
Lunghezza [m]
Raggio [inch]
Spessore [mm]
Gas
Pressione [bar]
X100 206000 775 833 35 12 48 18.4 metano 187
Tabella 1: Caratteristiche del gasdotto Per valutare l’affidabilità del modello e testarne le proprietà di mesh-indipendenza, sono state preparate due diverse discretizzazioni agli elementi finiti della condotta (Fig. 8). La mesh di Fig. 8a è composta da 10320 elementi e 10951 nodi, e presenta un infittimento progressivo delle maglie in direzione circonferenziale, dalla generatrice inferiore del tubo a quella superiore. In Fig. 8b è rappresentata la seconda tipologia di mesh adottata, composta da 17984 elementi e 18395 nodi, in cui è visibile un graduale e continuo mesh rifinement in direzione contraria all’asse z, caratterizzato dall’assenza di elementi per la transizione tra regioni della mesh a diverso infittimento. La generatrice superiore del tubo è nella mesh TIPO 1 costituita da elementi di egual lunghezza, pari
A
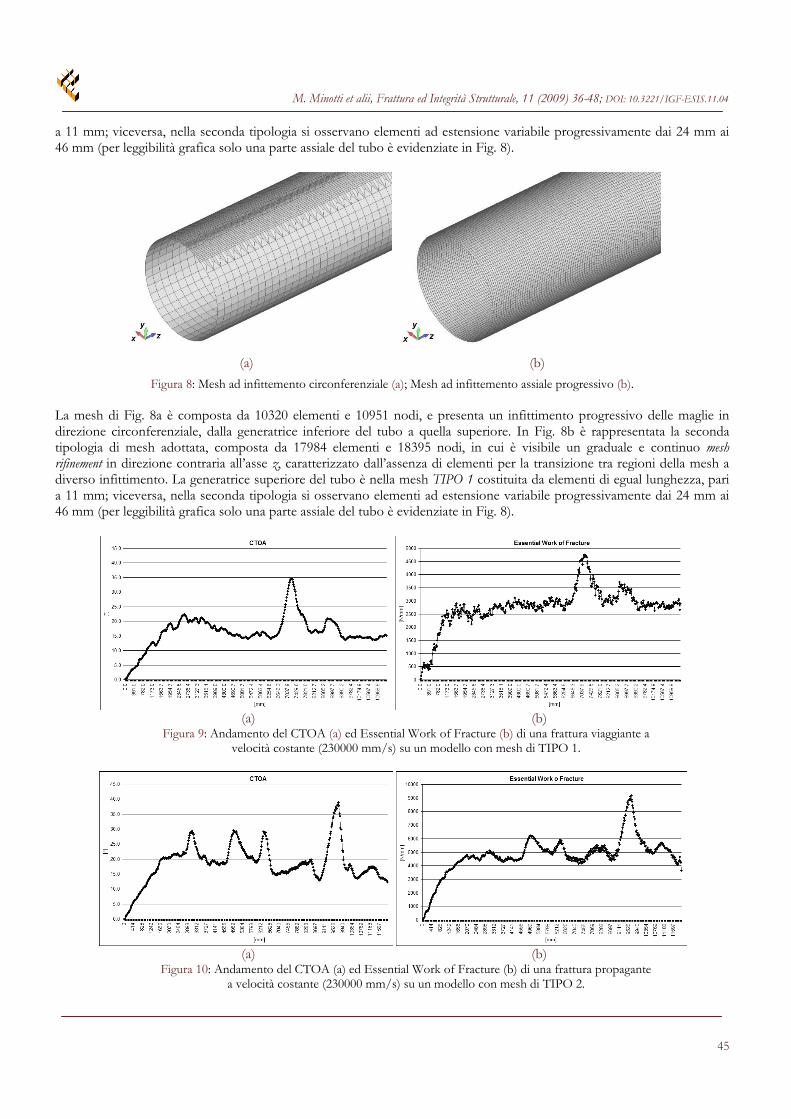
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
45
a 11 mm; viceversa, nella seconda tipologia si osservano elementi ad estensione variabile progressivamente dai 24 mm ai 46 mm (per leggibilità grafica solo una parte assiale del tubo è evidenziate in Fig. 8).
(a) (b)
Figura 8: Mesh ad infittemento circonferenziale (a); Mesh ad infittemento assiale progressivo (b).
La mesh di Fig. 8a è composta da 10320 elementi e 10951 nodi, e presenta un infittimento progressivo delle maglie in direzione circonferenziale, dalla generatrice inferiore del tubo a quella superiore. In Fig. 8b è rappresentata la seconda tipologia di mesh adottata, composta da 17984 elementi e 18395 nodi, in cui è visibile un graduale e continuo mesh rifinement in direzione contraria all’asse z, caratterizzato dall’assenza di elementi per la transizione tra regioni della mesh a diverso infittimento. La generatrice superiore del tubo è nella mesh TIPO 1 costituita da elementi di egual lunghezza, pari a 11 mm; viceversa, nella seconda tipologia si osservano elementi ad estensione variabile progressivamente dai 24 mm ai 46 mm (per leggibilità grafica solo una parte assiale del tubo è evidenziate in Fig. 8).
(a) (b)
Figura 9: Andamento del CTOA (a) ed Essential Work of Fracture (b) di una frattura viaggiante a velocità costante (230000 mm/s) su un modello con mesh di TIPO 1.
(a) (b)
Figura 10: Andamento del CTOA (a) ed Essential Work of Fracture (b) di una frattura propagante a velocità costante (230000 mm/s) su un modello con mesh di TIPO 2.
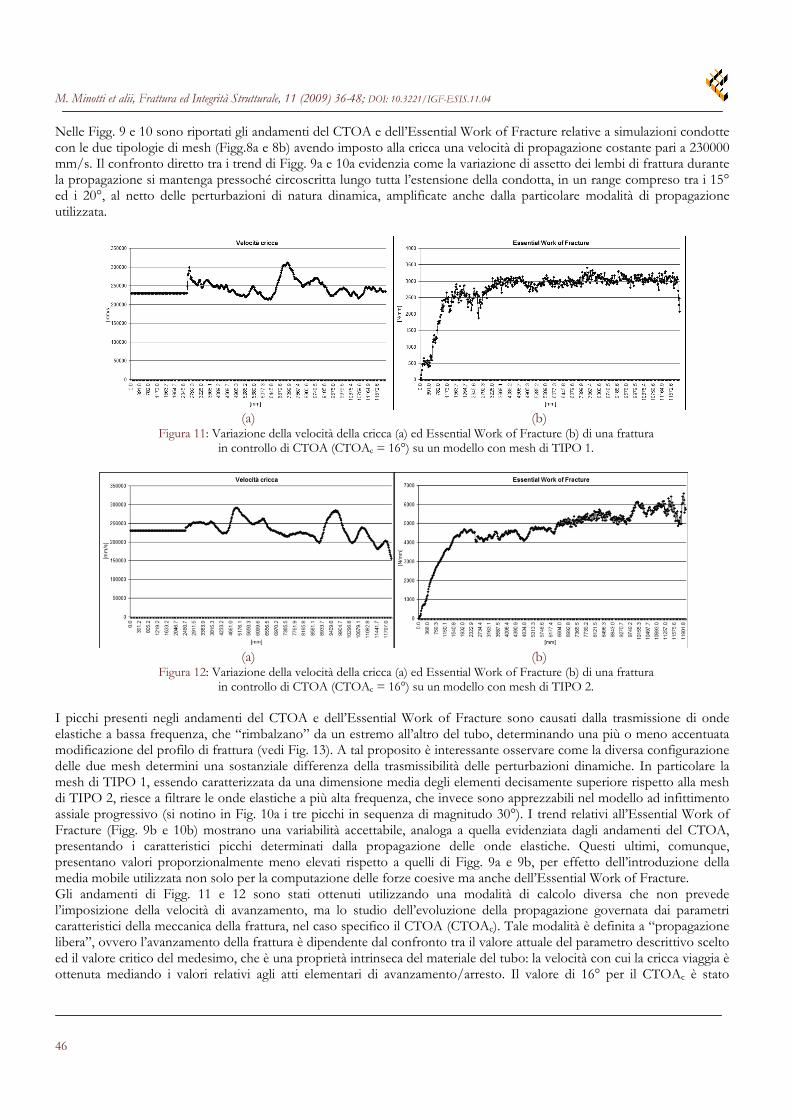
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
46
Nelle Figg. 9 e 10 sono riportati gli andamenti del CTOA e dell’Essential Work of Fracture relative a simulazioni condotte con le due tipologie di mesh (Figg.8a e 8b) avendo imposto alla cricca una velocità di propagazione costante pari a 230000 mm/s. Il confronto diretto tra i trend di Figg. 9a e 10a evidenzia come la variazione di assetto dei lembi di frattura durante la propagazione si mantenga pressoché circoscritta lungo tutta l’estensione della condotta, in un range compreso tra i 15° ed i 20°, al netto delle perturbazioni di natura dinamica, amplificate anche dalla particolare modalità di propagazione utilizzata.
(a) (b)
Figura 11: Variazione della velocità della cricca (a) ed Essential Work of Fracture (b) di una frattura in controllo di CTOA (CTOAc = 16°) su un modello con mesh di TIPO 1.
(a) (b)
Figura 12: Variazione della velocità della cricca (a) ed Essential Work of Fracture (b) di una frattura in controllo di CTOA (CTOAc = 16°) su un modello con mesh di TIPO 2.
I picchi presenti negli andamenti del CTOA e dell’Essential Work of Fracture sono causati dalla trasmissione di onde elastiche a bassa frequenza, che “rimbalzano” da un estremo all’altro del tubo, determinando una più o meno accentuata modificazione del profilo di frattura (vedi Fig. 13). A tal proposito è interessante osservare come la diversa configurazione delle due mesh determini una sostanziale differenza della trasmissibilità delle perturbazioni dinamiche. In particolare la mesh di TIPO 1, essendo caratterizzata da una dimensione media degli elementi decisamente superiore rispetto alla mesh di TIPO 2, riesce a filtrare le onde elastiche a più alta frequenza, che invece sono apprezzabili nel modello ad infittimento assiale progressivo (si notino in Fig. 10a i tre picchi in sequenza di magnitudo 30°). I trend relativi all’Essential Work of Fracture (Figg. 9b e 10b) mostrano una variabilità accettabile, analoga a quella evidenziata dagli andamenti del CTOA, presentando i caratteristici picchi determinati dalla propagazione delle onde elastiche. Questi ultimi, comunque, presentano valori proporzionalmente meno elevati rispetto a quelli di Figg. 9a e 9b, per effetto dell’introduzione della media mobile utilizzata non solo per la computazione delle forze coesive ma anche dell’Essential Work of Fracture. Gli andamenti di Figg. 11 e 12 sono stati ottenuti utilizzando una modalità di calcolo diversa che non prevede l’imposizione della velocità di avanzamento, ma lo studio dell’evoluzione della propagazione governata dai parametri caratteristici della meccanica della frattura, nel caso specifico il CTOA (CTOAc). Tale modalità è definita a “propagazione libera”, ovvero l’avanzamento della frattura è dipendente dal confronto tra il valore attuale del parametro descrittivo scelto ed il valore critico del medesimo, che è una proprietà intrinseca del materiale del tubo: la velocità con cui la cricca viaggia è ottenuta mediando i valori relativi agli atti elementari di avanzamento/arresto. Il valore di 16° per il CTOAc è stato
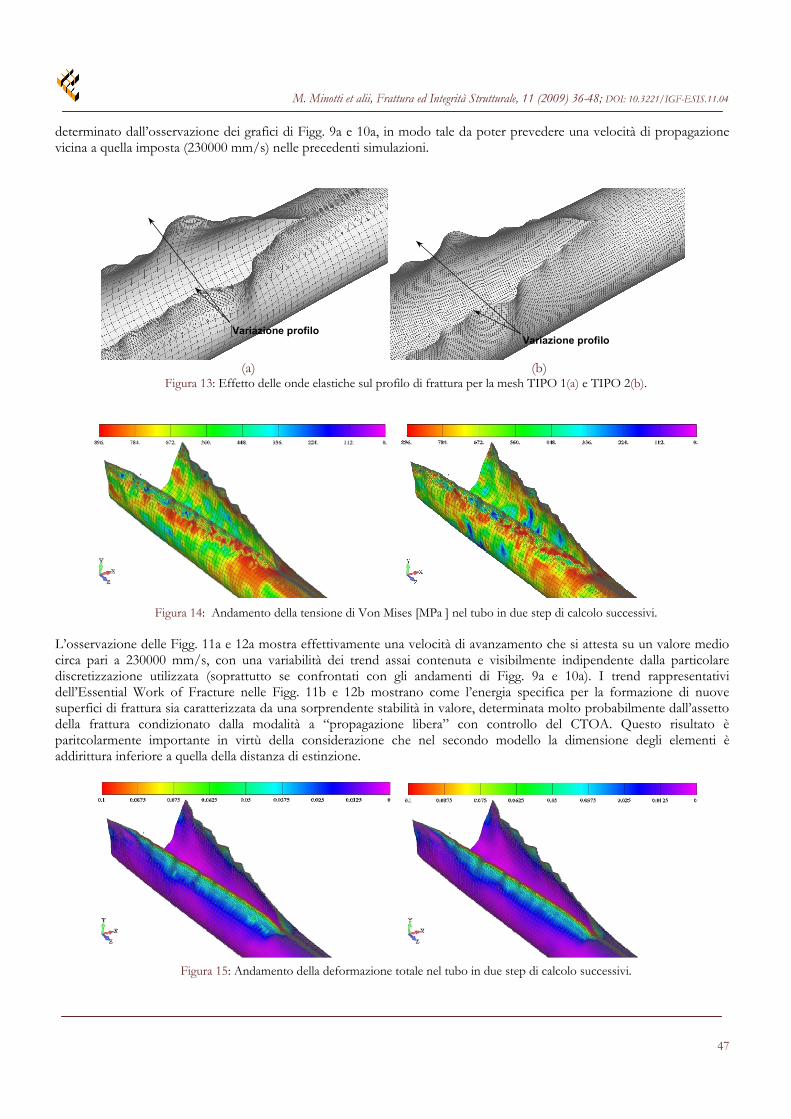
M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
47
determinato dall’osservazione dei grafici di Figg. 9a e 10a, in modo tale da poter prevedere una velocità di propagazione vicina a quella imposta (230000 mm/s) nelle precedenti simulazioni.
(a) (b)
Figura 13: Effetto delle onde elastiche sul profilo di frattura per la mesh TIPO 1(a) e TIPO 2(b).
Figura 14: Andamento della tensione di Von Mises [MPa ] nel tubo in due step di calcolo successivi.
L’osservazione delle Figg. 11a e 12a mostra effettivamente una velocità di avanzamento che si attesta su un valore medio circa pari a 230000 mm/s, con una variabilità dei trend assai contenuta e visibilmente indipendente dalla particolare discretizzazione utilizzata (soprattutto se confrontati con gli andamenti di Figg. 9a e 10a). I trend rappresentativi dell’Essential Work of Fracture nelle Figg. 11b e 12b mostrano come l’energia specifica per la formazione di nuove superfici di frattura sia caratterizzata da una sorprendente stabilità in valore, determinata molto probabilmente dall’assetto della frattura condizionato dalla modalità a “propagazione libera” con controllo del CTOA. Questo risultato è paritcolarmente importante in virtù della considerazione che nel secondo modello la dimensione degli elementi è addirittura inferiore a quella della distanza di estinzione.
Figura 15: Andamento della deformazione totale nel tubo in due step di calcolo successivi.
Variazione profilo Variazione profilo

M. Minotti et alii, Frattura ed Integrità Strutturale, 11 (2009) 36-48; DOI: 10.3221/IGF-ESIS.11.04
48
Tutto ciò suggerisce quindi come l’Essential Work of Fracture possa essere utilizzato in alternativa al CTOA come parametro valutativo della propagazione di una cricca in tutte quelle circostanze in cui la configurazione geometrica posseduta dai lembi di rottura risulta inadatta od insufficiente per la valutazione delle effettive condizioni di propagazione. La necessità di effettuare medie spazio-temporali rispetto alla posizione attuale della frattura è infine evidenziata con chiarezza dalle Figg. 14 e 15. Esse si riferiscono a due step temporali di poco successivi per i quali si può assumere che la cricca abbia subito un avanzamento di entità molto modesta. Il confronto sinistro-destro mostra che le tensioni equivalenti variano con grandissima velocità, essendo in gran parte dominate da sovrapposizione di onde elastiche di varia natura. Tuttavia la ricerca di valori medi ha senz’altro un significato importante in quanto le deformazioni totali, meno sensibili agli effetti d’onda, risultano molto più costanti nel tempo come visibile in Fig. 15. Quindi il fenomeno, pur se mascherato da importanti effetti dinamico-elastici che rendono impossibile la stima tensionale tout court, consente purtuttavia di estrapolare una stato di tensione persistente. È necessario considerare a riferimento spaziale non la posizione fisica rispetto al tubo, ma quella relativa all’apice della frattura. CONCLUSIONI
i è proposta una formulazione analitica bi-parametrica per la determinazione del valore di tensione, agente in direzione ortogonale al piano di frattura, di una struttura criccata sollecitata prevalentemente in MODO I e costituita da un materiale a comportamento elasto-plastico. Il valore di tensione calcolato in concomitanza dell’apice
è utilizzato come valore di riferimento per un modello coesivo (utilizzato per la simulazione degli effetti di softening correlati alla propagazione della frattura) implementato all’interno di un codice agli elementi finiti a formulazione esplicita per l’analisi della frattura dei gasdotti interrati. Sono stati inoltre proposti i risultati ottenuti dall’applicazione del suddetto codice per differenti tipologie di mesh e modalità di propagazione su una condotta di 12 m esercita con metano a 187 bar. I trend relativi alla variazione di velocità di propagazione e di assetto (CTOA) della frattura hanno mostrato un’ottima efficienza del modello coesivo nella simulazione del danneggiamento del materiale prospiciente l’apice della cricca; in particolare si è potuta apprezzare una notevole stabilità nella computazione dell’Essential Work of Fracture, consentendo di adoperare quest’ultimo come un ulteriore parametro di valutazione per la propagazione della frattura. BIBLIOGRAFIA [1] T.L. Anderson, Fracture Mechanics, Fundamentals and Applications, CRC Press, (1995). [2] G. Berardo, P. Salvini, G. Mannucci, G. Demofonti, in: International Pipeline Conference, Calgary, Canada, (2000). [3] W.A. Maxey, in: 5th Symposium on Line Pipe Research, AGA, (1974). [4] M.F. Kanninen, C.H. Popelar, Advanced Fracture Mechanics, Oxford University Press, (1985). [5] G. Berardo, P.Salvini, M. Di Biagio, in: XIII European Conference on Fracture, Elsevier, San Sebastian, (2000). [6] J. Lemaitre, J.L. Chaboche, Mechanics of Materials, Cambridge University Press, Cambridge (1994). [7] N. Bonora, P. Salvini, A. Fonzo, in: Atti XXX Convegno AIAS, Alghero (SS), (2001). [8] G. Demofonti, M. Minotti, P. Salvini, Frattura ed Integrità Strutturale, 5 (2008) 39. [9] B. Cotterel, J.K. Reddel, Int. Journal of Fracture, 13 (1977) 267. [10] C. Betegon, J.W. Hancock, Journal of Applied Mechanics, 58 (1991) 104. [11] G. Rydholm, B. Fredriksson, F. Nilsson, in: Proc. of 1st Int. Conf. On Numerical methods in fracture mechanics, Swansea, (1978). [12] J.R. Rice and G.F. Rosengren, J. of the Mechanics and Physics of Solids, 16 (1968) 1. [13] C.E. Turner, O. Kolednik, Fatigue & Fracture of Engineering Materials & Structures, 17 (1994) 1089. [14] J.O. Hallquist, LS-DYNA3D Theoretical Manual, Livermore Software Technology Corporation, (1991). [15] T. Belytschko, J.I. Lin, C.S. Tsay, Computer methods in applied mechanics and engineering, 42 (1984) 225.
S
A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
49
Modello numerico per la simulazione e l’ottimizzazione di controlli non distruttivi con ultrasuoni A. Pantano, D. Cerniglia Università degli Studi di Palermo, Dipartimento di Meccanica, Viale delle Scienze, 90128, Palermo [email protected], [email protected]
RIASSUNTO. I controlli non distruttivi basati sull’impiego di ultrasuoni sono ampiamente usati per la loro efficacia e affidabilità nel rilevamento di difetti. La generazione di onde ultrasonore e la propagazione in strutture di forma non regolare sono difficili da analizzare, soprattutto se la sorgente impiegata è un laser. Le tecniche numeriche per la simulazione del fenomeno reperibili in letteratura mostrano limiti di applicabilità per frequenze nel campo dei MHz e lunghezze d’onda molto corte. In questo lavoro presentiamo un metodo numerico in grado di risolvere accuratamente ed efficientemente problemi di generazione di onde ultrasonore tramite laser, con frequenze nel range dei MHz, e di propagazione in corpi relativamente estesi. La ricezione viene simulata con la propagazione degli ultrasuoni in aria, al fine di poter ottimizzare la configurazione completa per controlli non distruttivi con ultrasuoni senza contatto. Diverse configurazioni di ispezione sono state prima simulate tramite l’analisi numerica e poi riprodotte sperimentalmente per confrontare i risultati. ABSTRACT. Non-destructive testings (NDT) based on ultrasonic methods are extensively used for their effectiveness and reliability in detecting defects. The generation of ultrasonic waves and propagation in non-regular geometries are difficult to analyze, especially if the source used is a laser. Numerical techniques to simulate the phenomenon found in literature have proved to be limited in their applicability by the frequencies in the MHz range and very short wavelengths. In this paper we present a numerical method to accurately and efficiently solve problems of laser-generated ultrasounds, with frequencies in the MHz range, and propagation in relatively large bodies. Detection is simulated with the propagation of ultrasounds in air, to optimize the complete configuration for non-contact ultrasonic NDT. Different configurations of inspections have been first simulated using numerical analysis and then reproduced experimentally to compare the results. PAROLE CHIAVE. Controlli non distruttivi, Metodi numerici. INTRODUZIONE
e tecniche di ispezione ad ultrasuoni, ampiamente usate per il rilievo di difetti, sono in continua evoluzione soprattutto per l’introduzione e lo sviluppo di nuove sonde e metodi. Le tecniche convenzionali si basano generalmente sull’uso di trasduttori a contatto, in cui l’ispezione dipende dalle condizioni di contatto (pressione,
mezzo di accoppiamento, area di contatto). Gli sviluppi degli ultimi decenni sono diretti alla considerazione di sonde e metodi senza contatto con la struttura [1-2]. L'uso del laser, sia come sorgente di ultrasuoni che come dispositivo di ricezione, è in continuo sviluppo poiché consente l'ispezione remota, realizzabile in dinamico e automatizzabile guidando il raggio laser attraverso bracci ottici [3-5]. La propagazione di onde ultrasonore generate tramite laser in strutture di forma non regolare è un fenomeno difficile da analizzare, considerato che le onde includono i modi longitudinali, trasversali e di superficie e che propagando attraverso
L
A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
50
la struttura ed interagendo con difetti, spigoli e bordi in geometrie complesse provocano riflessione e conversione di modo. In aggiunta, le interferenze tra le onde contribuiscono a generare una distribuzione di onde ultrasonore molto complessa. La propagazione di onde ultrasonore può essere studiata analiticamente risolvendo la equazioni del moto con opportune condizioni al contorno. Uno dei primi lavori sulla generazione di onde termoeleastiche in un corpo indotte da una sorgente di calore superficiale è stata prodotta da White [6] nei primi anni sessanta. Il suo sforzo può essere considerato un modello di prima generazione non in grado di predire le onde di taglio e superficiali generate dall'impulso laser. Il modello di seconda generazione, definito a sorgente puntuale, fu ideato inizialmente da Scruby et al. [7] il quale identificò che in regime termoelastico la regione riscaldata dal laser agisce come centro di espansione superficiale. Più tardi Rose [8] fornì al metodo una base matematica più rigorosa. Tuttavia la teoria a sorgente puntuale aveva dei limiti, in particolare non considerava diffusione termica. McDonald [9] sviluppò un modello di terza generazione, che tiene in considerazione la diffusione termica e la forma finita dell'impulso laser, riportando ottima corrispondenza tra i risultati sperimentali e teorici. I modelli analitici, tuttavia, diventano intrattabili per geometrie complicate o per provini con difetti. Un altro approccio per ottenere una soluzione per problemi relativi a onde ultrasonore generate tramite laser è il metodo numerico agli elementi finiti (FE), ampiamente scelto dalla comunità scientifica come strumento in molti studi sulla propagazione di onde ultrasonore [10-22]. La modellazione tramite elementi finiti consente di studiare l'interazione di onde con difetti ma richiede il rispetto di regole molto stringenti sulla discretizzazione spaziale e temporale. Ne consegue che se le dimensioni del pezzo sono significative e le frequenze in gioco sono alte il numero dei gradi di libertà del modello tende a diventare molto elevato, rendendo spesso impossibile risolvere problemi reali di propagazione di onde. Gli ultrasuoni generati tramite laser hanno frequenze nell'ordine dei MHz richiedendo incrementi di tempo molto piccoli tra le soluzioni. Inoltre queste alte frequenze si abbinano a delle lunghezze d'onda molto corte, e siccome per una risoluzione spaziale ragionevole delle onde la dimensione degli elementi finiti deve essere al massimo 1/10 della più piccola lunghezza d'onda da analizzare [11] gli elementi devono essere molto piccoli. Questo spiega perchè nella vasta letterature sull'argomento non si sono trovati lavori riguardanti la propagazione di ultrasuoni nel range di frequenza dei MHz viaggianti in corpi più larghi di pochi centimetri nelle tre direzioni. La comunità scientifica potrebbe essere portata a concludere che questa classe di problemi non può essere studiata tramite l'uso del metodo degli elementi finiti eseguito su moderne workstations. In questo lavoro viene presentato un metodo numerico che permette di simulare la generazione degli ultrasuoni tramite laser, con frequenze nel range dei MHz, e la loro propagazione in corpi relativamente estesi. Al fine di simulare una configurazione di ispezione senza contatto, viene introdotta la simulazione della propagazione in aria.
MODELLO NUMERICO
a letteratura sulla modellazione agli elementi finiti della propagazione di onde ultrasonore mostra un esteso uso dell’integrazione implicita delle equazioni del moto. Tuttavia, mentre vi sono diverse classi di problemi dove l’integrazione implicita è computazionalmente più efficiente dell’integrazione esplicita, ci sono ragioni tecniche che
rendono l’integrazione esplicita superiore nel simulare problemi di propagazione di onde ultrasonore. I problemi di propagazione di onde sono caratterizzati da frequenze molto elevate. I periodi temporali di interesse sono molto brevi; spesso si osserva il fenomeno per il tempo necessario al fronte d’onda ad attraversare l’intera struttura. Durante il transitorio in genere si analizza la propagazione delle onde di tensione. In un’analisi dinamica di tipo esplicito la dimensione dell’incremento temporale è piccola, perché l’operatore alla differenze centrate è condizionalmente stabile e richiede che all’interno di un incremento temporale l’informazione non si propaghi attraverso più di un elemento [23]. Nel caso della propagazione di onde questo significa che l’incremento temporale deve essere più breve del tempo richiesto ad un’onda di tensione per attraversare l’elemento più piccolo nel modello, quindi se gli elementi della mesh sono estremamente piccoli o la velocità dell’onda nel materiale è molto alta l’incremento temporale deve essere molto breve. Ma per i problemi di propagazione delle onde ultrasonore questo requisito, in genere molto limitante, non rappresenta un reale inconveniente poiché in queste analisi l’incremento temporale deve rimanere sempre piccolo per garantire l’accuratezza della soluzione. Il principale vantaggio dell’operatore implicito sopra quello esplicito è che, essendo incondizionatamente instabile, non presenta limiti alla dimensione dell’incremento temporale dovuti a requisiti di stabilità, tuttavia i brevi incrementi temporali che i problemi di propagazione di onde richiedono per garantire l’accuratezza della soluzione rendono questo vantaggio inutile facendo si che l’analisi dinamica di tipo implicito risulti molto più onerosa dal punto di vista computazionale di quella esplicita. Il metodo implicito è economicamente attraente solo quando gli
L

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
51
incrementi temporali possono essere molto più larghi di quelli usati nel caso del metodo esplicito, ma questo non è il caso degli studi riguardanti la propagazione di onde. Vi sono altri fattori a favore dell’integrazione esplicita. Nei metodi espliciti gli spostamenti sono calcolati utilizzando informazioni relative a spostamenti e derivate rispetto al tempo degli spostamenti noti all’inizio di ogni incremento temporale. Conseguentemente la matrice di massa globale e la matrice di rigidezza non necessitano di essere calcolate e invertite, con grande risparmio computazionale rispetto all’analisi implicita. Inoltre poiché la matrice di rigidezza non necessita di essere formata e memorizzata, il metodo esplicito può lavorare con modelli 3D di grandi dimensioni richiedendo molto meno spazio disco e memoria del metodo implicito per la stessa simulazione. A causa della sua formulazione il metodo esplicito è anche molto più facile da implementare di quello implicito, e può gestire efficientemente non linearità del materiale mentre il metodo implicito in presenza di non linearità significative può avere difficoltà di convergenza [23]. In sintesi, un’analisi dinamica esplicita è molto più efficiente dal punto di vista computazionale per l’analisi di modelli di grandi dimensioni che devono essere studiati per tempo breve, come è il caso dei problemi di propagazione di onda con frequenze nell’ordine dei MHz che viaggiano in corpi dalle dimensioni non contenute. L’efficienza computazionale della procedura esplicita rispetto a quella implicita per i problemi di propagazione di onde può essere ulteriormente incrementata dall’uso di matrici di massa diagonali. La simulazione della propagazione delle onde ultrasonore generate tramite laser richiede un’analisi accoppiata termomeccanica. In questo studio si è utilizzata un’analisi termomeccanica accoppiata dove la soluzione meccanica viene ottenuta utilizzando un’integrazione esplicita alle differenze centrate, e le equazioni del trasporto termico sono integrate utilizzando un’integrazione alle differenze finite in avanti. L’equazione del moto ad un istante specifico è:
n nn nM d C d K d F (1)
dove l’indice n indica l’incremento temporale, [M] è la matrice di massa, [C] è la matrice di smorzamento, [K] è la matrice di rigidezza, F è il vettore delle forze esterne, e d è il vettore degli spostamenti. Nel metodo esplicito:
1 1( , , , ,...)
n n nn nd f d d d d
(2)
Le equazioni del moto del corpo sono integrate utilizzando un’integrazione esplicita alle differenze centrate:
1 1
1( )
2 n nnd d d
t
(3)
2 1 1
1( 2 )
n n nnd d d d
t
(4)
dove d è il vettore velocità e d è il vettore accelerazione. Sostituendo le Eq. (3) e (4) in (1):
2 21 1 1
1 1 1 12
2 2n n n n n nM C d F K d M d d C d
t t t t
(5)
Se [M] e [C] sono diagonali allora le equazioni diventano disaccoppiate e gli spostamenti al tempo n+1 possono essere ottenuti senza risolvere le equazioni simultaneamente. La formulazione di tipo “lumped” della matrice di massa determina una matrice di massa diagonale, soddisfacendo il requisito per disaccoppiare le equazioni. Questa formulazione prevede il posizionamento di masse ai nodi di un elemento in modo tale che la somma delle masse dia la massa totale dell’elemento. L’uso di una matrice di massa diagonale è di estrema importanza per l’efficienza computazionale della procedura esplicita. Il vettore delle forze interne [K]dn può essere calcolato sommando il contributo degli elementi in modo che venga richiesta la formazione della matrice di rigidezza globale. Oltre a disaccoppiare le equazioni, la matrice delle masse diagonale determina un incremento temporale stabile più lungo rispetto ad una formulazione con matrice di massa consistente. Le equazioni del trasporto termico sono integrate utilizzando un’integrazione alle differenze finite in avanti:
11 nn n nT T t T
(6)
dove T è la temperatura.

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
52
Siccome sia la soluzione meccanica che quella termica sono esplicite, il trasporto termico e la soluzione meccanica vengono ottenute simultaneamente attraverso un accoppiamento esplicito. Quindi nessuna matrice di rigidezza tangente deve essere calcolata. Nelle procedure dinamiche esplicite la risoluzione temporale e spaziale delle simulazioni sono di fondamentale importanza per la stabilità e per l’accuratezza della soluzione. Un’approssimazione del limite di stabilità è spesso definita come il più piccolo tempo di transito di un’onda di dilatazione attraverso un qualsiasi elemento della mesh:
min
L
Lt
C (7)
dove Lmin è la più piccola dimensione di un elemento della mesh e CL è la velocità dell’onda di dilatazione. Gli ultrasuoni generati tramite laser richiedono degli incrementi temporali molto piccoli per poter risolvere accuratamente le loro componenti ad alta frequenza. Il lavoro di diversi ricercatori [per esempio 11, 19] ha stabilito che una soluzione accurata può essere ottenuta se:
1
20 max
tf
(8)
dove fmax è la più alta frequenza di interesse. Una risoluzione spaziale ragionevole per la propagazione di onde può essere ottenuta [11,19] quando la dimensione degli elementi finiti è al massimo 1/10 della più piccola lunghezza d’onda da analizzare.
min
10el
(9)
dove le è la lunghezza dell’elemento e λmin è la più piccola lunghezza d’onda di interesse. Come evidenziato nell'introduzione un beneficio fondamentale nell’utilizzare il laser per generare onde acustiche consiste nella possibilità di effettuare ispezioni remote, che non dipendono dalle condizioni di contatto e consentono la realizzazioni di sistemi interamente automatizzati. Tuttavia affinché l’ispezione possa essere totalmente remota anche il ricevitore deve lavorare senza contatto. Se un trasduttore non a contatto viene impiegato in ricezione allora per simulare il setup sperimentale completo bisogna modellare anche la propagazione di onde in aria. Il grado di libertà dei nodi degli elementi finiti utilizzati per discretizzare l’aria è la pressione acustica, che rappresenta la deviazione della pressione locale dalla pressione ambiente causata dell’onda sonora. Il modello agli EF della propagazione di onde ultraonore attraverso l’aria richiede un costo computazionale notevole perché la velocità del suono in aria è di 343 m/s, che rappresenta un valore molto più basso della velocità di un’onda longitudinale in un solido, per esempio per l’acciaio questo valore è 5990 m/s. Siccome la frequenza delle onde ultrasonore generate in un solido rimane immutata quando sono trasmesse dalla superficie in vibrazione del solido all’aria, la lunghezza d’onda deve ridursi in modo significativo, come può evincersi dalla relazione:
ss airC f (10)
dove Css è la velocità del suono in aria 343 m/s, λair è la lunghezza d’onda in aria, e f è la frequenza che per le onde ultrasonore generate tramite laser è nel range dei MHz. Per esempio se un’onda è stata generata in un solido di acciaio, il rapporto tra la lunghezza d’onda nell’acciaio e la lunghezza d’onda in aria sarà:
5990 17.463
343 17.463steel steel steelL L
airss air air ss
fC C
C f C
(11)
In base all’equazione (9), una risoluzione spaziale delle onde che si propagano attraverso l’aria richiederà una dimensione degli elementi finiti circa 17.5 volte più piccola rispetto alla dimensione degli elementi finiti utilizzati per modellare l’acciaio. Nel caso di un’onda di frequenza f=1MHz l’Eq. (9) richiederebbe:
6
6
34334.3 10 0.0343
110 10 10 1 10
air air sse
mC sl m mmf
s
(12)
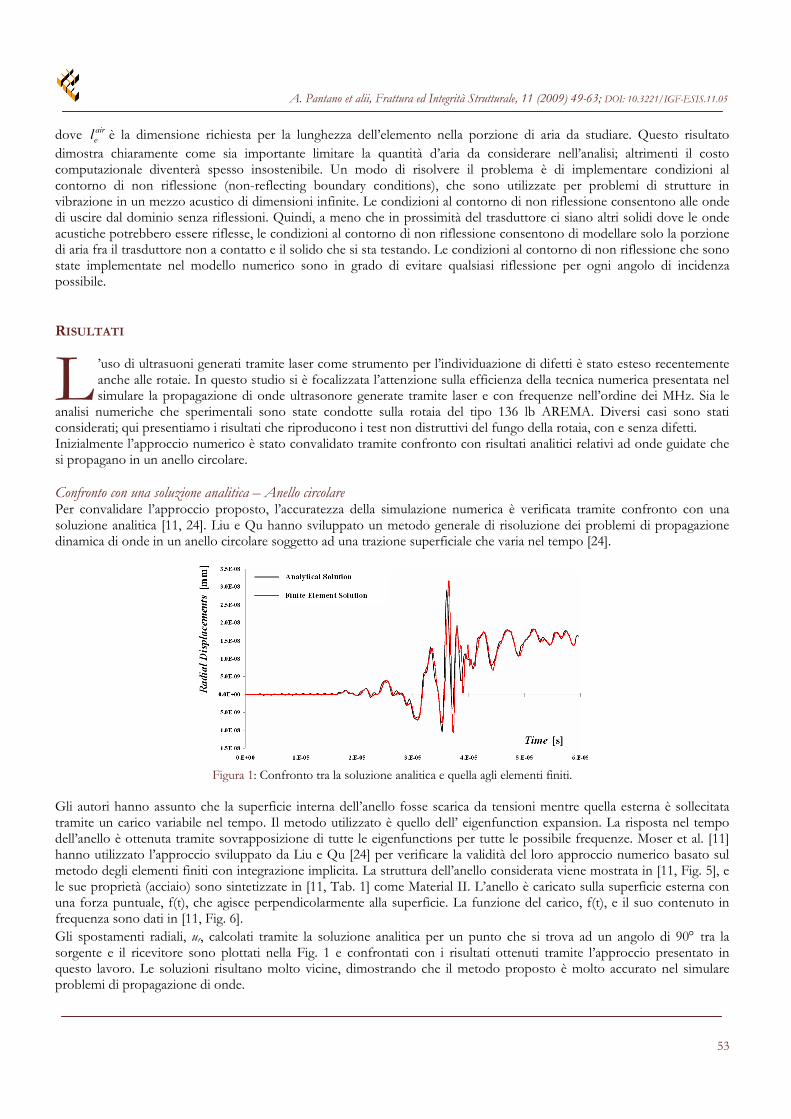
A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
53
dove airel è la dimensione richiesta per la lunghezza dell’elemento nella porzione di aria da studiare. Questo risultato
dimostra chiaramente come sia importante limitare la quantità d’aria da considerare nell’analisi; altrimenti il costo computazionale diventerà spesso insostenibile. Un modo di risolvere il problema è di implementare condizioni al contorno di non riflessione (non-reflecting boundary conditions), che sono utilizzate per problemi di strutture in vibrazione in un mezzo acustico di dimensioni infinite. Le condizioni al contorno di non riflessione consentono alle onde di uscire dal dominio senza riflessioni. Quindi, a meno che in prossimità del trasduttore ci siano altri solidi dove le onde acustiche potrebbero essere riflesse, le condizioni al contorno di non riflessione consentono di modellare solo la porzione di aria fra il trasduttore non a contatto e il solido che si sta testando. Le condizioni al contorno di non riflessione che sono state implementate nel modello numerico sono in grado di evitare qualsiasi riflessione per ogni angolo di incidenza possibile. RISULTATI
’uso di ultrasuoni generati tramite laser come strumento per l’individuazione di difetti è stato esteso recentemente anche alle rotaie. In questo studio si è focalizzata l’attenzione sulla efficienza della tecnica numerica presentata nel simulare la propagazione di onde ultrasonore generate tramite laser e con frequenze nell’ordine dei MHz. Sia le
analisi numeriche che sperimentali sono state condotte sulla rotaia del tipo 136 lb AREMA. Diversi casi sono stati considerati; qui presentiamo i risultati che riproducono i test non distruttivi del fungo della rotaia, con e senza difetti. Inizialmente l’approccio numerico è stato convalidato tramite confronto con risultati analitici relativi ad onde guidate che si propagano in un anello circolare. Confronto con una soluzione analitica – Anello circolare Per convalidare l’approccio proposto, l’accuratezza della simulazione numerica è verificata tramite confronto con una soluzione analitica [11, 24]. Liu e Qu hanno sviluppato un metodo generale di risoluzione dei problemi di propagazione dinamica di onde in un anello circolare soggetto ad una trazione superficiale che varia nel tempo [24].
Figura 1: Confronto tra la soluzione analitica e quella agli elementi finiti. Gli autori hanno assunto che la superficie interna dell’anello fosse scarica da tensioni mentre quella esterna è sollecitata tramite un carico variabile nel tempo. Il metodo utilizzato è quello dell’ eigenfunction expansion. La risposta nel tempo dell’anello è ottenuta tramite sovrapposizione di tutte le eigenfunctions per tutte le possibile frequenze. Moser et al. [11] hanno utilizzato l’approccio sviluppato da Liu e Qu [24] per verificare la validità del loro approccio numerico basato sul metodo degli elementi finiti con integrazione implicita. La struttura dell’anello considerata viene mostrata in [11, Fig. 5], e le sue proprietà (acciaio) sono sintetizzate in [11, Tab. 1] come Material II. L’anello è caricato sulla superficie esterna con una forza puntuale, f(t), che agisce perpendicolarmente alla superficie. La funzione del carico, f(t), e il suo contenuto in frequenza sono dati in [11, Fig. 6]. Gli spostamenti radiali, ur, calcolati tramite la soluzione analitica per un punto che si trova ad un angolo di 90 tra la sorgente e il ricevitore sono plottati nella Fig. 1 e confrontati con i risultati ottenuti tramite l’approccio presentato in questo lavoro. Le soluzioni risultano molto vicine, dimostrando che il metodo proposto è molto accurato nel simulare problemi di propagazione di onde.
L
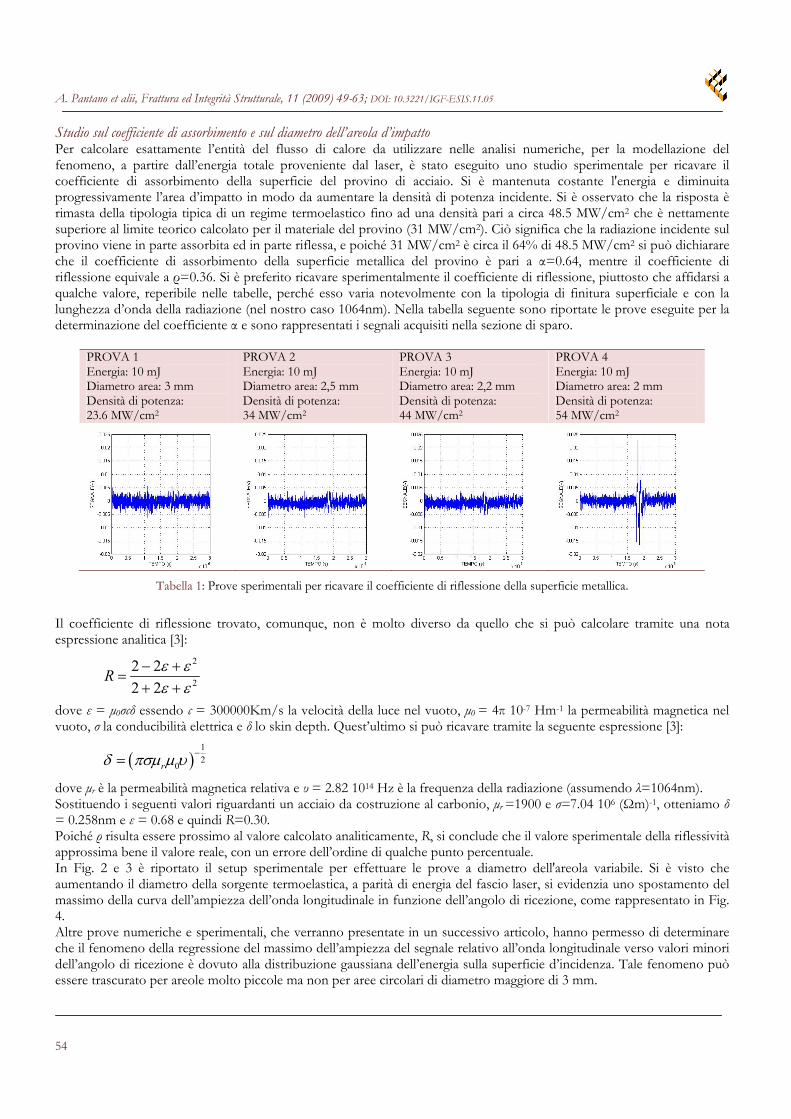
A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
54
Studio sul coefficiente di assorbimento e sul diametro dell’areola d’impatto Per calcolare esattamente l’entità del flusso di calore da utilizzare nelle analisi numeriche, per la modellazione del fenomeno, a partire dall’energia totale proveniente dal laser, è stato eseguito uno studio sperimentale per ricavare il coefficiente di assorbimento della superficie del provino di acciaio. Si è mantenuta costante l'energia e diminuita progressivamente l’area d’impatto in modo da aumentare la densità di potenza incidente. Si è osservato che la risposta è rimasta della tipologia tipica di un regime termoelastico fino ad una densità pari a circa 48.5 MW/cm2 che è nettamente superiore al limite teorico calcolato per il materiale del provino (31 MW/cm2). Ciò significa che la radiazione incidente sul provino viene in parte assorbita ed in parte riflessa, e poiché 31 MW/cm2 è circa il 64% di 48.5 MW/cm2 si può dichiarare che il coefficiente di assorbimento della superficie metallica del provino è pari a α=0.64, mentre il coefficiente di riflessione equivale a ρ=0.36. Si è preferito ricavare sperimentalmente il coefficiente di riflessione, piuttosto che affidarsi a qualche valore, reperibile nelle tabelle, perché esso varia notevolmente con la tipologia di finitura superficiale e con la lunghezza d’onda della radiazione (nel nostro caso 1064nm). Nella tabella seguente sono riportate le prove eseguite per la determinazione del coefficiente α e sono rappresentati i segnali acquisiti nella sezione di sparo.
PROVA 1 Energia: 10 mJ Diametro area: 3 mm Densità di potenza: 23.6 MW/cm2
PROVA 2 Energia: 10 mJ Diametro area: 2,5 mm Densità di potenza: 34 MW/cm2
PROVA 3Energia: 10 mJ Diametro area: 2,2 mm Densità di potenza: 44 MW/cm2
PROVA 4 Energia: 10 mJ Diametro area: 2 mm Densità di potenza: 54 MW/cm2
Tabella 1: Prove sperimentali per ricavare il coefficiente di riflessione della superficie metallica.
Il coefficiente di riflessione trovato, comunque, non è molto diverso da quello che si può calcolare tramite una nota espressione analitica [3]:
2
2
2 2
2 2R
dove ε = μ0σcδ essendo c = 300000Km/s la velocità della luce nel vuoto, μ0 = 4π 10-7 Hm-1 la permeabilità magnetica nel vuoto, σ la conducibilità elettrica e δ lo skin depth. Quest’ultimo si può ricavare tramite la seguente espressione [3]:
1
20r
dove μr è la permeabilità magnetica relativa e υ = 2.82 1014 Hz è la frequenza della radiazione (assumendo λ=1064nm). Sostituendo i seguenti valori riguardanti un acciaio da costruzione al carbonio, μr =1900 e σ=7.04 106 (Ωm)-1, otteniamo δ = 0.258nm e ε = 0.68 e quindi R=0.30. Poiché ρ risulta essere prossimo al valore calcolato analiticamente, R, si conclude che il valore sperimentale della riflessività approssima bene il valore reale, con un errore dell’ordine di qualche punto percentuale. In Fig. 2 e 3 è riportato il setup sperimentale per effettuare le prove a diametro dell'areola variabile. Si è visto che aumentando il diametro della sorgente termoelastica, a parità di energia del fascio laser, si evidenzia uno spostamento del massimo della curva dell’ampiezza dell’onda longitudinale in funzione dell’angolo di ricezione, come rappresentato in Fig. 4. Altre prove numeriche e sperimentali, che verranno presentate in un successivo articolo, hanno permesso di determinare che il fenomeno della regressione del massimo dell’ampiezza del segnale relativo all’onda longitudinale verso valori minori dell’angolo di ricezione è dovuto alla distribuzione gaussiana dell’energia sulla superficie d’incidenza. Tale fenomeno può essere trascurato per areole molto piccole ma non per aree circolari di diametro maggiore di 3 mm.

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
55
Figura 2: Disegno schematico del setup sperimentale.
Figura 3: Foto del provino e del sensore per le prove a direzione di ricezione variabile. La linea arancione è tracciata per
rappresentare il raggio laser.
Figura 4: Ampiezza del segnale relativo all’onda longitudinale al variare dell’angolo di ricezione per diversi diametri
dell’area irradiata e un'energia di 10 mJ. La curva tratteggiata interpola i massimi delle varie curve.
Altre prove numeriche e sperimentali, che verranno presentate in un successivo articolo, hanno permesso di determinare che il fenomeno della regressione del massimo dell’ampiezza del segnale relativo all’onda longitudinale verso valori minori dell’angolo di ricezione è dovuto alla distribuzione gaussiana dell’energia sulla superficie d’incidenza. Tale fenomeno può essere trascurato per areole molto piccole ma non per aree circolari di diametro maggiore di 3 mm. Test del fungo senza difetti Il primo setup sperimentale è mostrato nelle Fig. 5 e 6 a). Il fascio laser è focalizzato in un punto di 1 mm di diametro sul lato del fungo della rotaia (tipo 136 lb AREMA). Il laser ha un’energia massima di 0.75 J, con una durata dell’impulso di 610-9 secondi. L’area colpita dallo sparo laser viene riscaldata dall’energia ottica che genera le onde ultrasonore per l’effetto termoelastico. Nella simulazione numerica, il modello della rotaia è stato discretizzato per essere pienamente corrispondente alla configurazione sperimentale e misurare gli spostamenti e le tensioni generati dall’onda ultrasonora. Nei test sperimentali è stato usato un trasduttore piezoelettrico, con un’area sensibile di 12.7 mm di diametro e frequenza nominale di 1 MHz , per registrare un segnale in Volt, proporzionale allo spostamento, sulla superficie del fungo della rotaia, come mostrato in Fig. 6a). La rotaia del tipo 136 lb AREMA è in acciaio con alcune percentuali di Mn, P, S, e Si; altri elementi che generalmente vengono aggiunti per migliorare le proprietà meccaniche sono Ni, Cr, Mo, V [25]. Nello studio numerico vengono assunte le seguenti proprietà per il materiale della rotaia: densità 7800 Kg/m3, modulo di Young 207109 Pa, coefficiente di Poisson 0.3, coefficiente di espansione termica 1.310-5 K-1, calore specifico 490 JKg-1K-1, e conduttività termica 46 Wm-1K-1.

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
56
Figura 5: Foto del setup sperimentale per lo studio del fungo della rotaia.
(a) (b)
Figura 6: a) Schema del setup sperimentale e b) modello agli elementi finiti della rotaia senza difetti.
Figura 7: Mappa degli spostamenti dall’approccio agli elementi finiti. Il fronte d’onda è indicato; le regioni nere
indicano spostamenti che eccedono il valore di 110-4 mm Utilizzando la formulazione numerica descritta nel precedente paragrafo, le onde ultrasonore generate in regime termoelastico sono calcolate nel modello agli elementi finiti che riproduce in dettaglio la geometria della rotaia, Fig. 6b. La Fig. 7 mostra la mappa degli spostamenti, determinata tramite il metodo degli elementi finiti, che non superano il valore di 110-4 mm, permettendo di visualizzare chiaramente il fronte d’onda dopo 510-6 secondi dallo sparo laser. Il limite nella mappa degli spostamenti è necessario poiché gli spostamenti sono molto alti nel punto dove il fascio laser colpisce la rotaia, senza questo limite tutte le diverse tonalità di grigio destinate ad indicare i diversi range di spostamento sarebbero localizzate nel punto dove il laser colpisce la rotaia mentre tutte le altre aree sarebbero rappresentate in unica tonalità di grigio.

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
57
Il grafico in Fig. 8a mostra il segnale acquisito dal sensore piezoelettrico posizionato sul fungo della rotaia. La Fig. 8b presenta gli spostamenti normali alla superficie misurati tramite l’approccio numerico nello stesso punto. Esaminando il tempo di arrivo delle diverse onde mostrate nelle Fig. 8a e b, si vede che la prima onda corrisponde al tempo teorico di arrivo dell’onda longitudinale, C1, che propaga direttamente dalla sorgente al ricevitore. La distanza dalla sorgente laser al ricevitore è circa 43 mm; il tempo di arrivo teorico, che corrisponde sia al valore numerico che sperimentale, è t1=43/5.99=7.2 s. Il tempo di arrivo teorico per l’onda di taglio che viaggia direttamente dalla sorgente al ricevitore, C2, deve essere t2=43/3.2=13.4 s, sapendo che la velocità dell’onda di taglio nell’acciaio è 3.2 mms-1. Infine l’onda di Rayleigh, CR, che si propaga lungo la superficie della rotaia per una distanza di circa 53.5 mm ad una velocità di 2.97 mms-1, arriva al ricevitore dopo circa 18 s. La propagazione dell’onda di Rayleigh può essere vista chiaramente nella simulazione numerica; qui non è mostrata per brevità. Esperimenti e simulazioni mostrano risultati molto simili, provando l’efficienza del metodo nel simulare la generazione degli ultrasuoni con il laser, per frequenze nel range dei MHz.
a) b)
Figura 8: a) Tensione elettrica, proporzionale agli spostamenti superficiali, in funzione del tempo per il trasduttore posizionato sopra il fungo; b) spostamenti normali alla superficie misurati con l’approccio numerico nello stesso punto.
Test del fungo con difetti Il terzo setup sperimentale è mostrato in Fig. 9a. La configurazione è analoga al caso precedente ma in questo caso il fungo della rotaia ha un difetto noto come spaccatura verticale (VSH), mostrato in Fig. 10. Questo difetto si estende verticalmente nel fungo ma propaga nella direzione longitudinale della rotaia.
a) b)
Figura 9: a) Schema del setup sperimentale e b) modello agli elementi finiti della rotaia con difetto nel fungo. Nella simulazione numerica il modello della rotaia è fatto in modo da riprodurre perfettamente la configurazione sperimentale, ma la geometria della spaccatura verticale nel fungo non è nota. Cosi nel modello agli elementi finiti è stato introdotto un difetto che riproduce approssimativamente il difetto visibile nella sezione finale della rotaia, anche se tale sezione è distante dal punto in cui il laser colpisce la rotaia. Non conoscendo la geometria esatta del difetto e la posizione nel fungo non ci si aspetta una perfetta corrispondenza tra i risultati numerici e sperimentali. Viene quindi studiato come

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
58
la presenza del difetto nel modello agli elementi finiti può influenzare le onde ultrasonore che arrivano nel punto dove il sensore è posizionato. I risultati numerici devono qualitativamente corrispondere agli esperimenti, dove è stato trovato che la presenza del difetto attenua visibilmente il segnale iniziale.
Figura 10: Difetto nel fungo noto come spaccatura verticale (VSH).
Nella Fig. 11 vengono confrontati i risultati per il fungo con e senza difetto. Nella rotaia senza difetto la prima onda arriva dopo circa 11.5 s e i valori di spostamento nell’intervallo temporale da 12 s a 15 s sono nel range di 10-6 mm. Nella rotaia con difetto la prima onda arriva dopo circa 12.5 s e i valori di spostamento nell’intervallo di tempo da 12.5 s a 15 s sono nel range di 10-7 mm, molto attenuati rispetto al valore determinato nella rotaia senza difetto. Questo risultato è qualitativamente in buon accordo con gli esperimenti.
Figura 11: Spostamenti normali alla superficie misurati con l’approccio numerico sul lato opposto del fungo
rispetto allo sparo laser. Risultati a confronto per il fungo con e senza difetto. La Fig. 12 mostra la mappa degli spostamenti del fungo con difetto in quattro istanti differenti, da 2 s a 8 s, determinati numericamente. Le regioni nere hanno spostamenti che eccedono il valore di 110-9 mm, al fine di identificare il fronte d’onda. Le onde non attraversano il difetto, cosi quando il fronte d’onda raggiunge la discontinuità nel materiale si propaga attorno ad essa. Questo causa un ritardo nell’arrivo dell’onda ed anche una attenuazione del campo degli spostamenti iniziali, nel punto dove sono rilevati gli spostamenti. Nella Fig. 13 il limite nella mappa degli spostamenti è stato portato a 110-5 mm al fine di visualizzare le principali caratteristiche della propagazione dell’onda nel fungo con difetto. I risultati numerici sono mostrati nella sezione centrale della rotaia, dove il fascio laser colpisce la rotaia, in vista 2D e 3D, dove metà del modello è stato rimosso per visualizzare la sezione centrale. Le mappe degli spostamenti mostrate in Fig. 13 sono state determinate dopo 18µs dallo sparo laser; in questo istante l’onda di Rayleigh, che non è influenzata dalla presenza del difetto, ha percorso lungo la superficie della

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
59
rotaia una distanza di circa 53.5 mm dal punto di impatto del laser al top della rotaia alla velocità di 2.97 mm/s. Questo è il motivo per cui troviamo l’onda di Rayleigh nel punto indicato in Fig. 13.
Figura 12: Mappa degli spostamenti in quattro istanti differenti dal modello agli elementi finiti per lo studio del fungo senza difetti. Le
regioni nere hanno spostamenti che eccedono il valore di 110-9 mm al fine di visualizzare chiaramente il fronte d’onda.
Figura 13: Mappa degli spostamenti al tempo 18µs dal modello agli elementi finiti per il fungo. Immagine 2D, a), e 3D, b), dove metà
del modello è stato rimosso. Le regioni nere hanno spostamenti che eccedono il valore di 110-5 mm. Test del fungo con trasduttore senza contatto Il primo setup sperimentale è mostrato nelle Fig. 14 e 15 a). Il fascio laser è focalizzato in un punto centrale del lato del fungo su un’area di 1 mm di diametro. Nella simulazione numerica il modello della rotaia, Fig. 15 b), è stato discretizzato in modo da ottenere un corrispondenza con la configurazione sperimentale. Nei test è stato impiegato un trasduttore senza contatto con la rotaia, per ricevere le onde dopo aver attraversato l’aria. Il trasduttore ha una frequenza nominale di 1 MHz e registra un segnale proporzionale alla pressione acustica, che è la deviazione locale della pressione rispetto a quella ambiente causata dall’onda ultrasonora. La distanza tra la superficie della rotaia e il trasduttore è 10 mm. Nel

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
60
modello numerico le proprietà dell’aria sono state prese come segue: modulo di comprimibilità 1.42105 Pa e densità 1.2 kg/m3.
Figura 14: Foto del setup sperimentale per lo studio del fungo.
Le onde ultrasonore generate in regime termoelastico attraversano il fungo e arrivano sul lato opposto rispetto alla sorgente dove è posizionato il trasduttore. Le onde ultrasonore attraversano quindi l’aria, per una distanza di 10 mm, prima di raggiungere il trasduttore che rileverà la variazione di pressione sulla sua superficie. Le Fig. 16 da a) ad i) plottano le mappe della pressione acustica, che è la deviazione della pressione locale dalla pressione ambiente causata da un’onda ultrasonora, nella sezione della porzione di aria tra la superficie della rotaia e il trasduttore non a contatto in nove istanti differenti. La sezione è normale all’asse della rotaia e passa per il centro di massa della porzione di aria. Come già visto in [26, Fig. 14] per la rotaia senza difetto, le onde ultrasonore viaggiano attraverso il fungo in t1=11.4 s, quindi attraversano l’aria alla velocità di 343 m/s. Poiché la distanza in aria è di 10 mm, l’onda impiegherà t2=10/343000=29.1 s per raggiungere il trasduttore; cosi il tempo totale dallo sparo laser è t1+ t2 = 40 s. La Fig. 16a mostra le onde ultrasonore che viaggiano in aria dopo 2010-6 secondi dallo sparo laser. Come determinato, dopo circa 40 s l’onda raggiunge il trasduttore, ciò è mostrato in Fig. 16c ed anche in Fig. 16 k dove è stato imposto un limite di 110-8 N/mm2 nella mappa della massima pressione acustica per evidenziare il fronte d’onda che arriva al tempo teorico, non chiaramente visibile in Fig. 16c. Nelle Fig. 16d, 16e, 16f si possono notare diverse onde che arrivano al trasduttore con una pressione acustica elevata; questo è confermato dall’analisi dei risultati sperimentali ottenuti nell’intervallo da 5510-6 a 7010-6 secondi. Le Fig. 16 da g) a i) mostrano la mappa di pressione acustica per la parte finale dell’analisi.
a) b)
Figura 15: a) Schema del setup sperimentale e b) modello agli elementi finiti della rotaia e della porzione di aria tra la superficie della rotaia e il trasduttore.
Nella Fig. 17a il grafico mostra il segnale acquisito dal sensore piezoelettrico senza contatto. La Fig. 17b presenta la pressione acustica misurata dall’approccio numerico nel punto corrispondente al centro della superficie ricevente del sensore. Il tempo di arrivo della prima onda, indicata con il numero uno nelle Fig. 17a e 17b, è circa 40 s come trovato precedentemente dalla somma del tempo impiegato dall’onda longitudinale per attraversare il fungo e la porzione di aria. Dopo l’arrivo del primo gruppo di onde, viene registrato, sia dagli esperimenti che dall’analisi numerica, un gruppo di
Laser beam
Transducer
Air gap10 mm
Air

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
61
onde più forti, indicato con il numero due nelle Fig. 17a e 17b. Queste onde con pressione acustica elevata erano già state viste nell’intervallo da 5510-6 a 7010-6 secondi nelle Fig. 16 da d) ad f). Risultati sperimentali e numerici si corrispondono piuttosto bene anche con l’impiego del trasduttore senza contatto, mostrando l’efficienza del metodo nel simulare la generazione delle onde tramite laser, nel range dei MHz, e la propagazione in acciaio e in aria.
Figura 16: Mappe di pressione acustica nella sezione centrale della porzione di aria tra la superficie della rotaia e il trasduttore in nove istanti differenti.
a) b)
Figura 17: a) Tensione elettrica, proporzionale alla pressione dell’aria, in funzione del tempo per il trasduttore posizionato sul lato del fungo; b) pressione dell’aria misurata con l’approccio numerico nello stesso punto.
Nel paragrafo delle procedure di modellazione è stata discussa la necessità di imporre la condizione di contorni non riflettenti sulle superfici della porzione di aria che non sono in contatto con il fungo della rotaia. Nelle Fig. 18 da a) ad e) sono riportate le mappe di pressione acustica in assenza di condizioni al contorno di non riflessione per l’intervallo da
a)Time = 20 µs
b)Time = 30 µs
c)Time = 40 µs
d)Time = 50 µs
e)Time = 60 µs
f)Time = 70 µs
g)Time = 80 µs
h)Time = 90 µs
i)Time = 100 µs
k)Time = 40 µsPress. limit10-8 N/mm2

A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
62
5010-6 a 9010-6 secondi. Come si può notare vengono generate un gran numero di onde riflesse; le riflessioni ai contorni che non sono presenti nella realtà possono influenzare l’accuratezza della simulazione.
Figura 18: Mappe di pressione nella sezione centrale della porzione di aria tra la superficie della rotaia e il trasduttore per il modello in
cui è imposta la condizione di contorno riflettente nell’intervallo di tempo da 5010-6 a 9010-6 secondi. CONCLUSIONI
onostante il potenziale impatto dell’uso degli ultrasuoni generati tramite laser in molte aree dell’industria, mancano ancora strumenti affidabili per studiare il fenomeno. La propagazione di onde ultrasonore generate tramite laser in strutture di forma non regolare è un fenomeno difficile da analizzare. Le tecniche numeriche
reperibili in letteratura mostrano limiti di applicabilità per frequenze nel campo dei MHz e lunghezze d’onda molto corte. In questo lavoro si è stabilito che l’integrazione esplicita delle equazioni del moto nelle analisi dinamiche, invece dell’integrazione implicita comunemente utilizzata, in combinazione con l’utilizzo dello schema a masse concentrate nei nodi, che rende la matrice di massa diagonale, consente di risolvere accuratamente ed efficientemente problemi di propagazione di onde ultrasonore con frequenze nel campo dei MHz che viaggiano in corpi relativamente grandi e in aria. La simulazione della propagazione delle onde in aria consente di considerare la presenza di trasduttori non a contatto in ricezione così da poter studiare l'intero setup sperimentale. La quantità di aria da considerare nell'analisi numerica deve essere limitata a causa dell'elevatissimo costo computazionale; un modo di risolvere il problema è di implementare condizioni al contorno di non riflessione. La metodologia numerica proposta consente di studiare la propagazione di ultrasuoni e di ottimizzare la configurazione dei controlli non distruttivi. L’approccio numerico è stato convalidato tramite confronto con risultati analitici relativi ad onde guidate che si propagano in un anello circolare. Successivamente si è focalizzata l’attenzione sull’efficienza della tecnica numerica presentata nel simulare i controlli non distruttivi, per rilevare la presenza di difetti nelle rotaie, effettuati utilizzando onde ultrasonore generate tramite laser. Si è trovato un buon accordo tra i risultati numerici e quelli sperimentali.
BIBLIOGRAFIA [1] M. C. Bhardwaj: in: Encyclopedia of Smart Materials, John Wiley & Sons, New York, (2001). [2] E. Blomme, D. Bulcaen, F. Declercq, Ultrasonics, 40 (2002) 153. [3] C.B. Scruby, L.E. Drain, Laser Ultrasonics: Techniques and Applications, Adam Hilger (1990). [4] S. Kenderian, B.B. Djordjevic, D.Cerniglia, G. Garcia, Insight, 48 (2006) 336. [5] S. Kenderian, D. Cerniglia, B. B. Djordjevic, R. E. Green Jr., Research in Nondestructive Evaluation, 16 (2005) 195. [6] R. White, J. Appl. Phys., 34 (1963) 3559. [7] C.B. Scruby, R.J. Dewhurst, D.A. Hutchins, S.B. Palmer, J. Appl. Phys., 51 (1980) 6210. [8] L.R.F. Rose, J. Acoust. Soc. Am., 75 (1984) 723. [9] F.A. McDonald, Appl. Phys. Lett., 56 (1990) 230. [10] L. Gavric, Journal of Sound and Vibration, 185 (1995) 531. [11] F. Moser, L.J. Jacobs, J. Qu, NDT&E International, 32 (1999) 225. [12] R Sanderson, S Smith, Insight, 44 (2002) 359.
a)Time = 50 µs
b)Time = 60 µs
c)Time = 70 µs
d)Time = 80 µs
e)Time = 90 µs
N
A. Pantano et alii, Frattura ed Integrità Strutturale, 11 (2009) 49-63; DOI: 10.3221/IGF-ESIS.11.05
63
[13] W. Hassan, W. Veronesi, Ultrasonics, 41 (2003) 41. [14] A. Zerwer, M. A. Polak, J. C. Santamarina, Journal of Nondestructive Evaluation, 22 (2003) 2. [15] B. Xu, Z. Shen, X. Ni, J. Lu, Journal of Applied Physics, 95 (2004) 2116. [16] S. Zhou, P. Reynolds, R. Krause, T. Buma, M. Donnell, J.A. Hossack, Ultrasonics, Ferroelectrics and Frequency
Control IEEE Transactions, 51 (2004) 1178. [17] H. Jeong, M.C. Park, Research in Nondestructive Evaluation, 16 (2005) 1. [18] J. Wang, Z. Shen, B. Xu, X. Ni, J. Guan, J. Lu, Appl. Phys. A, 84 (2006) 301. [19] B. Xu, Z. Shen, J. Wang, X. Ni, J. Guan, J. Lu, J. Appl. Phys., 99 (2006) 33508. [20] E. Glushkov, N. Glushkova, A. Ekhlakov, E. Shapar, Wave Motion, 43 (2006) 458. [21] I. Bartoli, A. Marzania, F. Lanza di Scalea, E. Viola, Journal of Sound and Vibration, 295 (2006) 685. [22] N. Terrien, D. Royer, F. Lepoutre, A. Deom, Ultrasonics, 46 (2007) 251. [23] R. Cook, D. Malkus, M. Plesha, Concepts and Applications of Finite Element Analysis, John Wiley & Sons, New
York, (1989). [24] G. Liu, J. Qu, J. Acoust. Soc. Am., 104 (1998) 1210. [25] American Railway Engineering and Maintenance-of-Way Association, AREMA Manual for Railway Engineering,
AREMA, Lanham MD USA (2000). [26] A. Pantano, D. Cerniglia, Applied Physics A: Materials Science & Processing, 91 (2008) 521.