optimization of · pdf fileengineering plants in other industries, ... specification of...
TRANSCRIPT
White Paper | 27 March 2015
You want to optimize operation of your sewage treatment
plant, for example with respect to process stability, energy
consumption, and compliance with environmental regula-
tions?
Do you want an automation solution that is uniform,
straightforward, and easy to adapt?
This White Paper provides an overview of the available
closed-loop control concepts for this task, and how they
can be implemented transparently and with minimal effort
using the SIMATIC PCS 7 Advanced Process Library.
www.siemens.com/simatic-pcs7/apc
Optimization of Sewage Treatment Plants by Advanced Process Control How can the operation of sewage treatment plants, especially the aeration of biological treatment steps, be optimized using the Advanced Process Control functions of SIMATIC PCS 7?

White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
Introduction ................................................................ 3 Basic information on the activated sludge process ........... 3 Challenges in the automation of sewage treatment plants 4 Advanced Process Control for sewage treatment plants ... 4
Optimization of a small sewage treatment plant with
intermittent operation ................................................. 6 Plant description ............................................................. 6 Simulation model ............................................................ 6 Challenges for automation .............................................. 6 Solution concept ............................................................. 7 Simulation results ........................................................... 7 Outlook .......................................................................... 8
Optimization of a large sewage treatment plant in
continuous operation .................................................. 9 Plant description ............................................................. 9 Simulation model ............................................................ 9 Challenges for automation .............................................. 9 Solution concept ........................................................... 10 Simulation results ......................................................... 10 Outlook ........................................................................ 11
Conclusion ................................................................. 12
References ................................................................ 12
Content
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
Introduction
Basic information on the activated sludge process
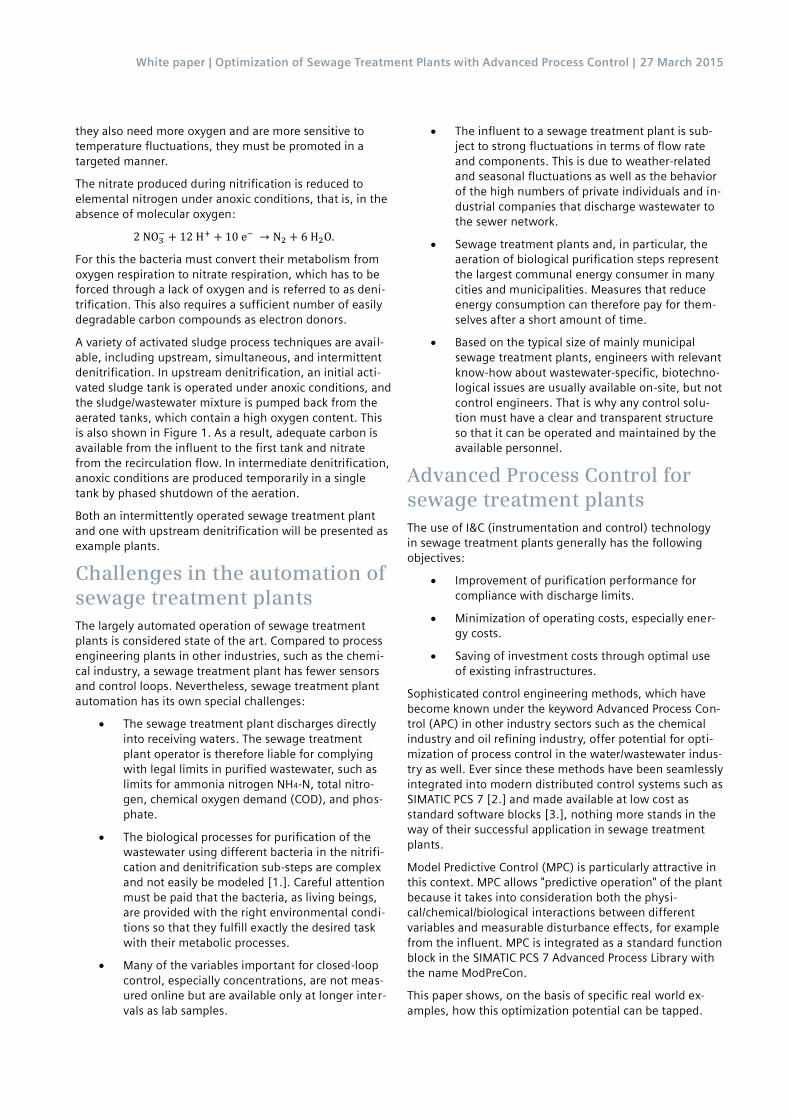
Generally, sewage treatment plants based on the activated
sludge process are used for purification of wastewater. A
typical design of these plants is shown in Figure 1 [9.].
Preliminary mechanical purification, consisting of a screen,
grit chamber and preliminary sedimentation tank, initially
removes coarse contaminants and substances that deposit
on the bottom.
The preliminarily purified wastewater then goes to the
activated sludge tank where it is purified biologically by
the activated sludge process. The activated sludge is sepa-
rated from the purified water by a settling process in the
secondary sedimentation tank. Most of the activated
sludge is then fed back to the activated sludge tank. The
purified water is usually introduced into rivers and lakes.
Closed-loop control of the biological operations in the
activated sludge tank poses the greatest challenge for
sewage treatment plant automation.
The materials in the wastewater are biologically degraded
using activated sludge in the respective tanks of a sewage
treatment plant. Aerobic bacteria (bacteria requiring oxy-
gen) break down the carbon compounds primarily into
carbon dioxide and biomass. As part of the nitrification
process, nitrogen from organic compounds, which exists
predominantly in the form of inorganic ammonium NH4, is
split off by other bacteria first as ammonia (NH3) and then
oxidized with oxygen into nitrite and then nitrate.
NH3 + 2 O2 → NO3− + H+ + H2O.
The nitrosomonas and nitrobacter bacteria involved in
nitrification grow much more slowly than the hetero-
trophic bacteria involved in carbon elimination. Because
“Because the sewage treatment plant dis-charges directly into the environment, the opera-tor is responsible for complying with legal limits in the purified wastewater."
Figure 1: Typical process diagram of a medium-sized sewage treatment plant
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
they also need more oxygen and are more sensitive to
temperature fluctuations, they must be promoted in a
targeted manner.
The nitrate produced during nitrification is reduced to
elemental nitrogen under anoxic conditions, that is, in the
absence of molecular oxygen:
2 NO3− + 12 H+ + 10 e− → N2 + 6 H2O.
For this the bacteria must convert their metabolism from
oxygen respiration to nitrate respiration, which has to be
forced through a lack of oxygen and is referred to as deni-
trification. This also requires a sufficient number of easily
degradable carbon compounds as electron donors.
A variety of activated sludge process techniques are avail-
able, including upstream, simultaneous, and intermittent
denitrification. In upstream denitrification, an initial acti-
vated sludge tank is operated under anoxic conditions, and
the sludge/wastewater mixture is pumped back from the
aerated tanks, which contain a high oxygen content. This
is also shown in Figure 1. As a result, adequate carbon is
available from the influent to the first tank and nitrate
from the recirculation flow. In intermediate denitrification,
anoxic conditions are produced temporarily in a single
tank by phased shutdown of the aeration.
Both an intermittently operated sewage treatment plant
and one with upstream denitrification will be presented as
example plants.
Challenges in the automation of sewage treatment plants
The largely automated operation of sewage treatment
plants is considered state of the art. Compared to process
engineering plants in other industries, such as the chemi-
cal industry, a sewage treatment plant has fewer sensors
and control loops. Nevertheless, sewage treatment plant
automation has its own special challenges:
The sewage treatment plant discharges directly
into receiving waters. The sewage treatment
plant operator is therefore liable for complying
with legal limits in purified wastewater, such as
limits for ammonia nitrogen NH4-N, total nitro-
gen, chemical oxygen demand (COD), and phos-
phate.
The biological processes for purification of the
wastewater using different bacteria in the nitrifi-
cation and denitrification sub-steps are complex
and not easily be modeled [1.]. Careful attention
must be paid that the bacteria, as living beings,
are provided with the right environmental condi-
tions so that they fulfill exactly the desired task
with their metabolic processes.
Many of the variables important for closed-loop
control, especially concentrations, are not meas-
ured online but are available only at longer inter-
vals as lab samples.
The influent to a sewage treatment plant is sub-
ject to strong fluctuations in terms of flow rate
and components. This is due to weather-related
and seasonal fluctuations as well as the behavior
of the high numbers of private individuals and in-
dustrial companies that discharge wastewater to
the sewer network.
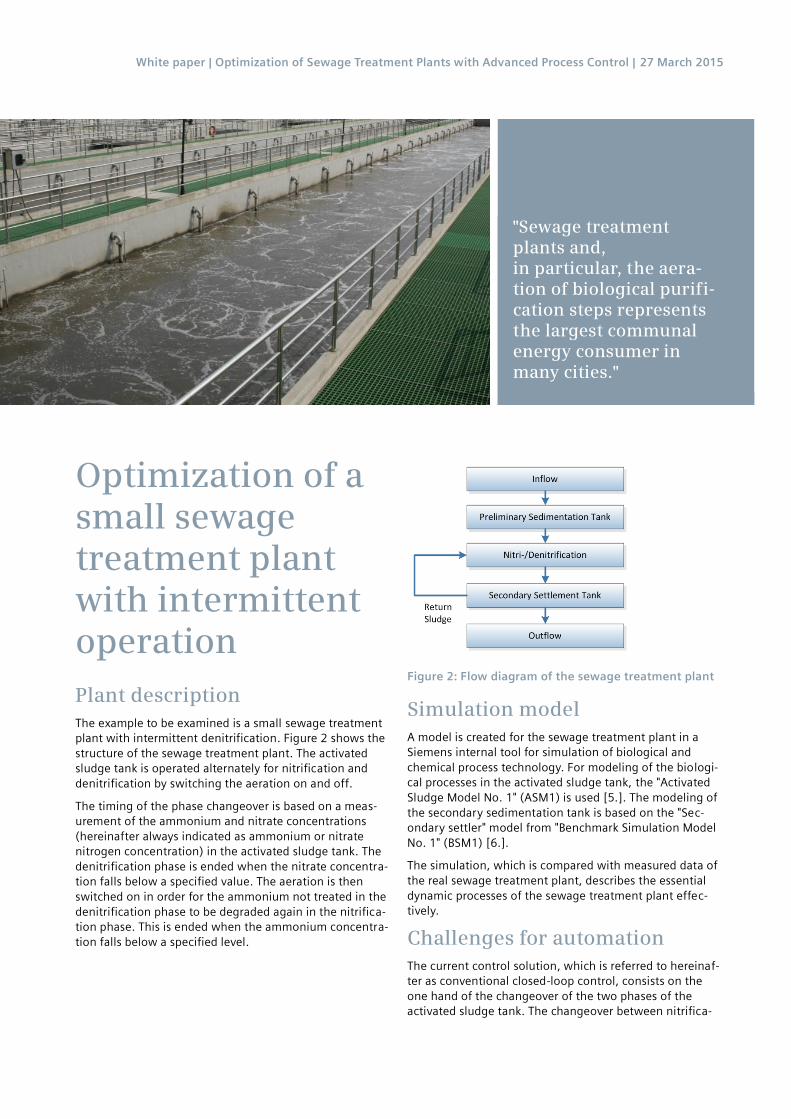
Sewage treatment plants and, in particular, the
aeration of biological purification steps represent
the largest communal energy consumer in many
cities and municipalities. Measures that reduce
energy consumption can therefore pay for them-
selves after a short amount of time.
Based on the typical size of mainly municipal
sewage treatment plants, engineers with relevant
know-how about wastewater-specific, biotechno-
logical issues are usually available on-site, but not
control engineers. That is why any control solu-
tion must have a clear and transparent structure
so that it can be operated and maintained by the
available personnel.
Advanced Process Control for sewage treatment plants
The use of I&C (instrumentation and control) technology
in sewage treatment plants generally has the following
objectives:
Improvement of purification performance for
compliance with discharge limits.
Minimization of operating costs, especially ener-
gy costs.
Saving of investment costs through optimal use
of existing infrastructures.
Sophisticated control engineering methods, which have
become known under the keyword Advanced Process Con-
trol (APC) in other industry sectors such as the chemical
industry and oil refining industry, offer potential for opti-
mization of process control in the water/wastewater indus-
try as well. Ever since these methods have been seamlessly
integrated into modern distributed control systems such as
SIMATIC PCS 7 [2.] and made available at low cost as
standard software blocks [3.], nothing more stands in the
way of their successful application in sewage treatment
plants.
Model Predictive Control (MPC) is particularly attractive in
this context. MPC allows "predictive operation" of the plant
because it takes into consideration both the physi-
cal/chemical/biological interactions between different
variables and measurable disturbance effects, for example
from the influent. MPC is integrated as a standard function
block in the SIMATIC PCS 7 Advanced Process Library with
the name ModPreCon.
This paper shows, on the basis of specific real world ex-
amples, how this optimization potential can be tapped.
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
The case studies are pilot projects implemented with a
uniform approach:
Configuration and parameter assignment of a
simulation model of the specific sewage treat-
ment plant, build on an industry-specific library
of plant components [4.].
Simulation study on the current state of automa-
tion (baseline).
Specification of requirements for optimization of
process control.
Design and configuration of an APC solution for
the existing plant type through a combination of
standard function blocks and use of associated
software tools for computer-aided commissioning
of closed-loop control functions.
Benchmarking simulation in order to quantify the
improvement potential of the APC solution.
The goal of the pilot projects is to develop a generalizable
APC solution for widespread plant types. The studies nec-
essary for this can only be performed using a detailed
simulation model. In the meantime, extensive field experi-
ence exists so that APC solutions can be created for com-
parable sewage treatment plants without new simulation
studies. The fact that the laborious modeling step is elimi-
nated not only saves costs but also valuable time until
commissioning of the new closed-loop control concept at
a new sewage treatment plant.
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
Optimization of a small sewage treatment plant with intermittent operation
Plant description
The example to be examined is a small sewage treatment
plant with intermittent denitrification. Figure 2 shows the
structure of the sewage treatment plant. The activated
sludge tank is operated alternately for nitrification and
denitrification by switching the aeration on and off.
The timing of the phase changeover is based on a meas-
urement of the ammonium and nitrate concentrations
(hereinafter always indicated as ammonium or nitrate
nitrogen concentration) in the activated sludge tank. The
denitrification phase is ended when the nitrate concentra-
tion falls below a specified value. The aeration is then
switched on in order for the ammonium not treated in the
denitrification phase to be degraded again in the nitrifica-
tion phase. This is ended when the ammonium concentra-
tion falls below a specified level.
Figure 2: Flow diagram of the sewage treatment plant
Simulation model
A model is created for the sewage treatment plant in a
Siemens internal tool for simulation of biological and
chemical process technology. For modeling of the biologi-
cal processes in the activated sludge tank, the "Activated
Sludge Model No. 1" (ASM1) is used [5.]. The modeling of
the secondary sedimentation tank is based on the "Sec-
ondary settler" model from "Benchmark Simulation Model
No. 1" (BSM1) [6.].
The simulation, which is compared with measured data of
the real sewage treatment plant, describes the essential
dynamic processes of the sewage treatment plant effec-
tively.
Challenges for automation
The current control solution, which is referred to hereinaf-
ter as conventional closed-loop control, consists on the
one hand of the changeover of the two phases of the
activated sludge tank. The changeover between nitrifica-
"Sewage treatment plants and, in particular, the aera-tion of biological purifi-cation steps represents the largest communal energy consumer in many cities."

White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
tion and denitrification in the intermittently operated
sewage treatment plant is triggered on the basis of a com-
bination ammonium/nitrate probe. The aeration is
switched off to end the nitrification phase as soon as
enough ammonium has been broken down. This is the
case when the ammonium concentration has dropped
below a threshold value of 0.5 mg/L. Denitrification is
ended as soon as the nitrate concentration has dropped
below a threshold value of 8 mg/L indicating that enough
nitrate has been broken down.
The changeover logic is supplemented with minimum and
maximum phase durations to prevent excessively fast
changeovers and excessively long dwell times.
The aeration control loop during the nitrification phase
represents the second part of the conventional closed-loop
control. A constant dissolved oxygen (DO) setpoint is spec-
ified and is controlled by a PI controller via a blower.
The typical duration of the nitrification phase, however, is
not always sufficient for the oxygen controller to reach a
steady-state oxygen concentration by varying the blower
speed. At the same time, the blower speed at the start of
the nitrification phase is very high, which uses a signifi-
cant amount of energy.
The influent flow rate has a considerable effect on the
dynamic processes in the sewage treatment plant. Howev-
er, the current automation cannot react directly to these
fluctuations because the influent flow rate is not taken
into account in conventional closed-loop control. A signifi-
cant variation in the concentrations in the activated sludge
tank must occur before the phase durations will be modi-
fied and the oxygen controller will adjust the blower speed
as needed.
Solution concept
The oxygen concentration in the nitrification phase is only
an auxiliary controlled variable for providing the appropri-
ate environmental conditions for aerobic metabolism of
bacteria. An oxygen concentration that is constant via an
extended time period is not always achievable, but it is
also not really necessary from process point of view.
With the new concept, therefore, the blower speed is con-
trolled directly by the process variable of primary interest,
that is, the ammonium concentration. The goal is to drop
ammonium from a measured value at the start of the
nitrification phase to a specified target value within a
specified time in order to end the nitrification phase.
Moreover, the influent flow rate is interpreted as a meas-
urable disturbance variable. If the effects on the processes
in the nitrification phase are known, the controller can
adjust the aeration in time to prevent, or at least reduce,
the negative effects of influent fluctuation.
The ModPreCon MPC function block is ideally suited for the
described tasks. It includes a setpoint prefilter that speci-
fies the desired transition time of the ammonium concen-
tration.
Due to the above-described limitations of the PI controller,
the MPC is not cascaded with the existing oxygen control-
ler. Accordingly, the MPC uses the blower speed directly as
the manipulated value in order to control the ammonium
concentration while taking into account influent as a
measurable disturbance variable.
The conventional PI oxygen controller used to date is kept
as a backup solution. The passive controller in each case is
run in tracking mode so that a bumpless changeover is
ensured at any time.
The MPC Configurator included as a standard feature in
SIMATIC PCS 7 can be used for parameter assignment of
the MPC block. Measured data of the manipulated, dis-
turbance, and controlled variables must be recorded in
which excitations of the manipulated and disturbance
variables occur. Since this example includes only one ma-
nipulated variable (blower speed) and one disturbance
variable (influent), the data recording can be carried out in
parallel with normal operation. The nitrification phase may
need to be extended, but this has no negative effects on
the biological processes in the sewage treatment plant.
The MPC Configurator provides automatic MPC design,
using a few transparent parameters for adjustment of the
dynamic behavior.
Simulation results
The conventional closed-loop control implemented in
SIMATIC PCS 7 and the automation with MPC are connect-
ed to the simulator. A time period of 25 hours is simulated,
which is shown in Figure 3. Since there is no real influent
data for the plant, a synthetic influent profile is used.
The conventional closed-loop control is shown in red and
the MPC solution in blue. The durations of the individual
phases can differ with the two control methods, so the
phases are shifted in the figure.
The simulation starts in a non-aerated denitrification
phase. Once enough nitrate has been broken down, the
aeration starts. The curves now differ because the two
controllers specify different blower speeds.
The purification performance is comparable in the two
control methods because the ammonium and nitrate con-
centrations remain the same on average.
It can be clearly seen that the MPC solution provides a
lower oxygen concentration in the activated sludge tank
than conventional closed-loop control. Because the blower
often runs at maximum speed with the conventional
closed-loop control, this means significant energy savings,
amounting to 33% in the time period examined.
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
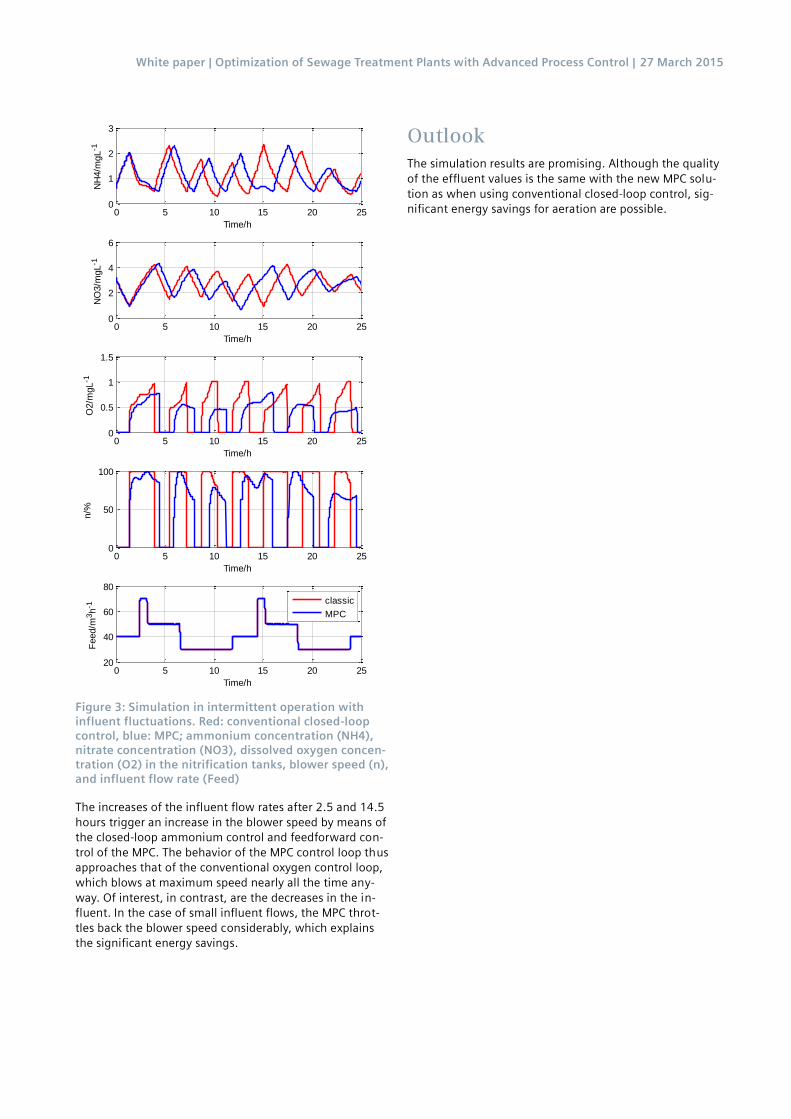
Figure 3: Simulation in intermittent operation with influent fluctuations. Red: conventional closed-loop control, blue: MPC; ammonium concentration (NH4), nitrate concentration (NO3), dissolved oxygen concen-tration (O2) in the nitrification tanks, blower speed (n), and influent flow rate (Feed)
The increases of the influent flow rates after 2.5 and 14.5
hours trigger an increase in the blower speed by means of
the closed-loop ammonium control and feedforward con-
trol of the MPC. The behavior of the MPC control loop thus
approaches that of the conventional oxygen control loop,
which blows at maximum speed nearly all the time any-
way. Of interest, in contrast, are the decreases in the in-
fluent. In the case of small influent flows, the MPC throt-
tles back the blower speed considerably, which explains
the significant energy savings.
Outlook
The simulation results are promising. Although the quality
of the effluent values is the same with the new MPC solu-
tion as when using conventional closed-loop control, sig-
nificant energy savings for aeration are possible. 0 5 10 15 20 250
1
2
3
Time/h
NH
4/m
gL
-1
0 5 10 15 20 250
2
4
6
Time/h
NO
3/m
gL
-1
0 5 10 15 20 250
0.5
1
1.5
Time/h
O2/m
gL
-1
0 5 10 15 20 250
50
100
Time/h
n/%
0 5 10 15 20 2520
40
60
80
Time/h
Feed/m
3h
-1
classic
MPC
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
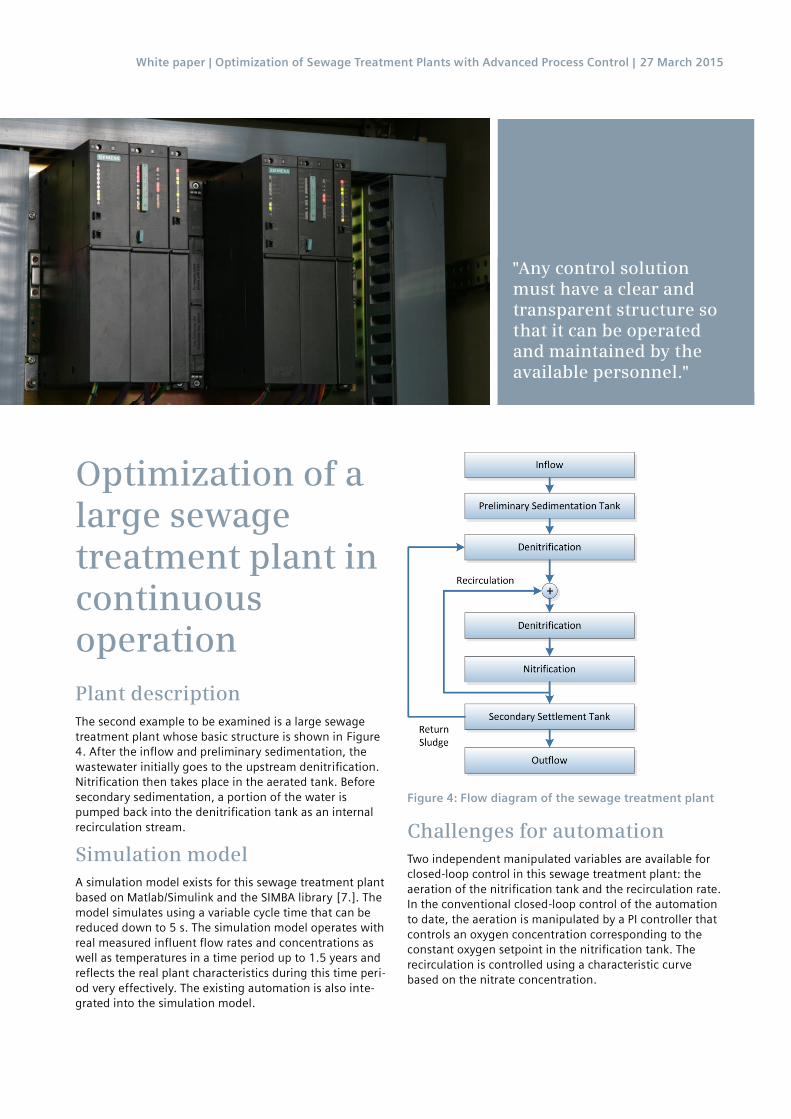
Optimization of a large sewage treatment plant in continuous operation
Plant description
The second example to be examined is a large sewage
treatment plant whose basic structure is shown in Figure
4. After the inflow and preliminary sedimentation, the
wastewater initially goes to the upstream denitrification.
Nitrification then takes place in the aerated tank. Before
secondary sedimentation, a portion of the water is
pumped back into the denitrification tank as an internal
recirculation stream.
Simulation model
A simulation model exists for this sewage treatment plant
based on Matlab/Simulink and the SIMBA library [7.]. The
model simulates using a variable cycle time that can be
reduced down to 5 s. The simulation model operates with
real measured influent flow rates and concentrations as
well as temperatures in a time period up to 1.5 years and
reflects the real plant characteristics during this time peri-
od very effectively. The existing automation is also inte-
grated into the simulation model.
Figure 4: Flow diagram of the sewage treatment plant
Challenges for automation
Two independent manipulated variables are available for
closed-loop control in this sewage treatment plant: the
aeration of the nitrification tank and the recirculation rate.
In the conventional closed-loop control of the automation
to date, the aeration is manipulated by a PI controller that
controls an oxygen concentration corresponding to the
constant oxygen setpoint in the nitrification tank. The
recirculation is controlled using a characteristic curve
based on the nitrate concentration.
"Any control solution must have a clear and transparent structure so that it can be operated and maintained by the available personnel."
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
The conventional closed-loop control cannot influence the
effluent concentrations directly. Moreover, the operation
of the two controllers is not coordinated even though the
controlled systems are strongly interacting from the pro-
cess engineering perspective.
Because the wastewater composition is largely constant, it
is the influent flow rate above all that affects the plant
behavior. The existing closed-loop control, however, can
only react to fluctuations after the oxygen concentration
or nitrate concentration move away from their setpoints.
Solution concept
The most important criterion for automation of sewage
treatment plants is compliance with legal effluent limits.
The measured values of the ammonium and nitrate con-
centrations in the discharge of the secondary sedimenta-
tion tank are thus selected as controlled variables. Closed-
loop control on the basis of concentration measurements
in the nitrification tank would also be possible. The neces-
sary manipulated variables of the MPC are the oxygen
concentration setpoint in the nitrification tank, which is
controlled by a slave control loop with a PI oxygen control-
ler, and the recirculation rate. The influent flow rate is also
measured and used for dynamic feedforward control.
Unlike in the first plant example, the oxygen controller can
continue to be used here and is employed as a slave con-
troller of a cascade structure because it quickly and reliably
achieves the desired oxygen concentration.
This results in a multi-variable problem for closed-loop
control in which both manipulated variables affect both
controlled variables. The disturbance variable also affects
both controlled variables. A satisfactory solution to this
control engineering problem is not possible with single-
loop controllers, such as PI controllers. A multi-variable
controller must therefore be used. The ModPreCon func-
tion block from the Advanced Process Library in SIMATIC
PCS 7 is ideally suitable for this task and is therefore con-
nected to the existing Matlab/Simulink simulation of the
sewage treatment plant.
To assign the MPC parameters, suitable training data must
first be recorded, just like in the first sewage treatment
plant example. The manipulated and disturbance variables
are individually excited in a targeted manner for this. A
mathematical model of the plant behavior can be obtained
from this data with the MPC Configurator and then used to
assign the MPC function block parameters.
Simulation results
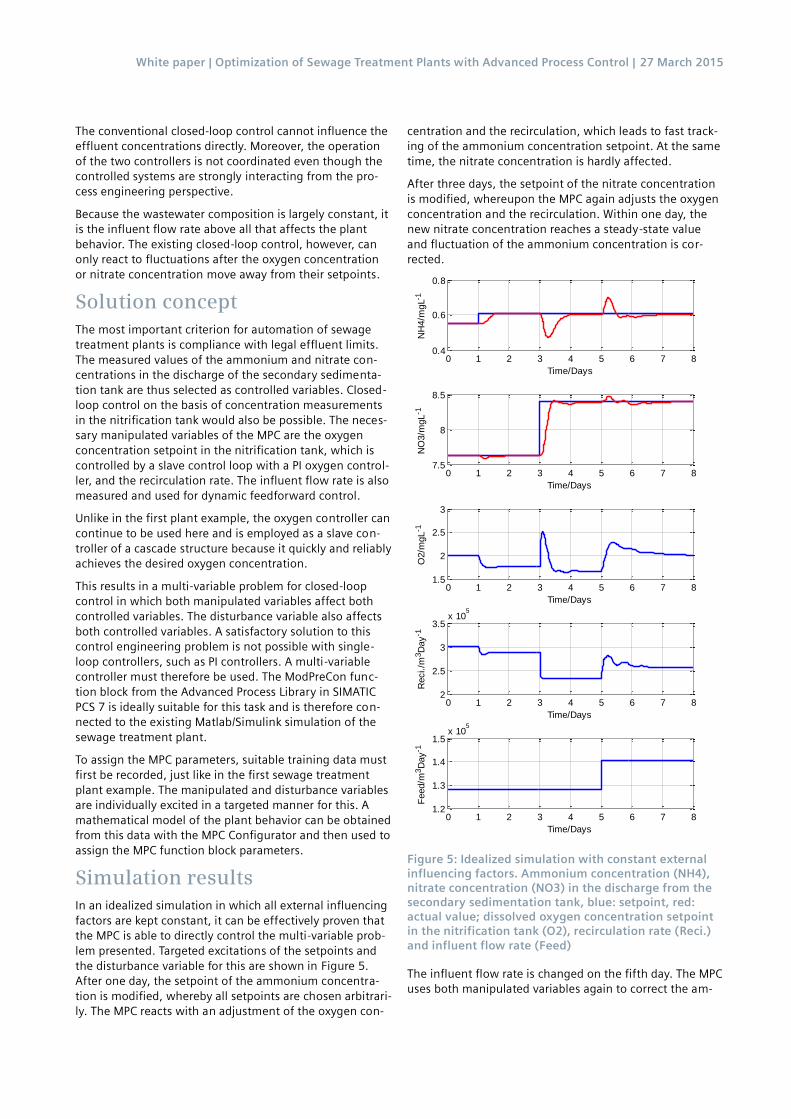
In an idealized simulation in which all external influencing
factors are kept constant, it can be effectively proven that
the MPC is able to directly control the multi-variable prob-
lem presented. Targeted excitations of the setpoints and
the disturbance variable for this are shown in Figure 5.
After one day, the setpoint of the ammonium concentra-
tion is modified, whereby all setpoints are chosen arbitrari-
ly. The MPC reacts with an adjustment of the oxygen con-
centration and the recirculation, which leads to fast track-
ing of the ammonium concentration setpoint. At the same
time, the nitrate concentration is hardly affected.
After three days, the setpoint of the nitrate concentration
is modified, whereupon the MPC again adjusts the oxygen
concentration and the recirculation. Within one day, the
new nitrate concentration reaches a steady-state value
and fluctuation of the ammonium concentration is cor-
rected.
Figure 5: Idealized simulation with constant external influencing factors. Ammonium concentration (NH4), nitrate concentration (NO3) in the discharge from the secondary sedimentation tank, blue: setpoint, red: actual value; dissolved oxygen concentration setpoint in the nitrification tank (O2), recirculation rate (Reci.) and influent flow rate (Feed)
The influent flow rate is changed on the fifth day. The MPC
uses both manipulated variables again to correct the am-
0 1 2 3 4 5 6 7 80.4
0.6
0.8
Time/Days
NH
4/m
gL-1
0 1 2 3 4 5 6 7 87.5
8
8.5
Time/Days
NO
3/m
gL
-1
0 1 2 3 4 5 6 7 81.5
2
2.5
3
Time/Days
O2/m
gL
-1
0 1 2 3 4 5 6 7 82
2.5
3
3.5x 10
5
Time/Days
Reci./m
3D
ay
-1
0 1 2 3 4 5 6 7 81.2
1.3
1.4
1.5x 10
5
Time/Days
Feed/m
3D
ay
-1
White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
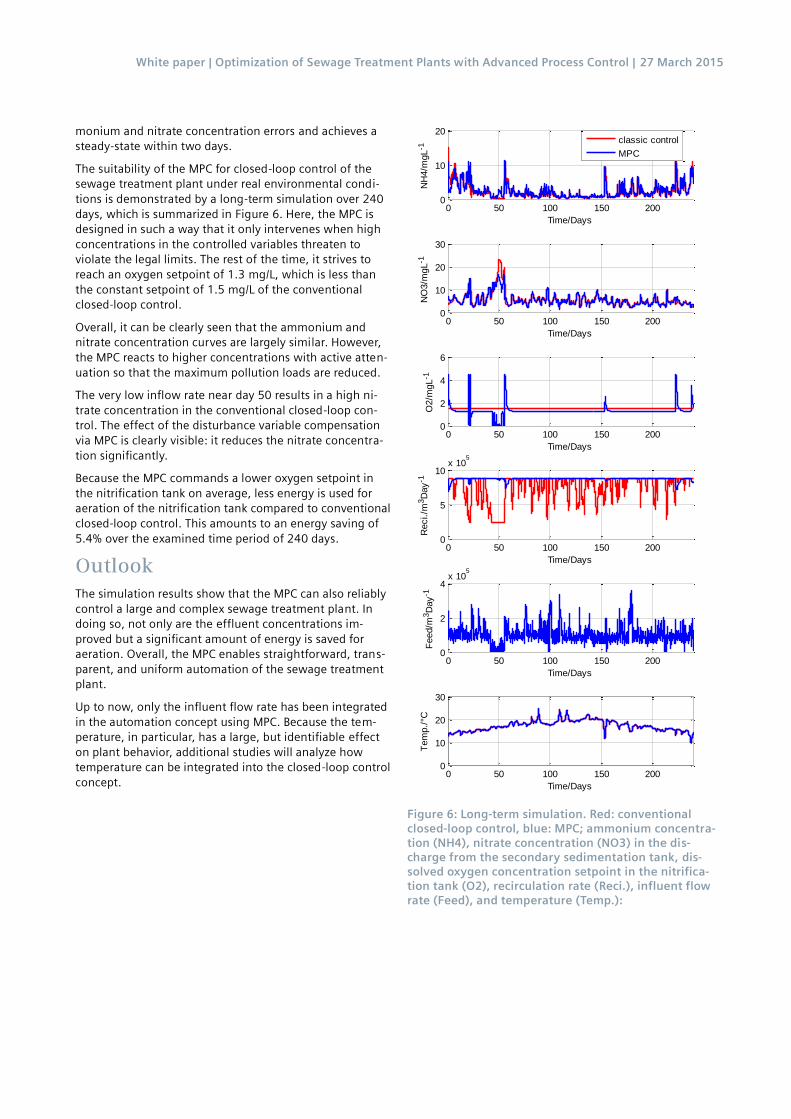
monium and nitrate concentration errors and achieves a
steady-state within two days.
The suitability of the MPC for closed-loop control of the
sewage treatment plant under real environmental condi-
tions is demonstrated by a long-term simulation over 240
days, which is summarized in Figure 6. Here, the MPC is
designed in such a way that it only intervenes when high
concentrations in the controlled variables threaten to
violate the legal limits. The rest of the time, it strives to
reach an oxygen setpoint of 1.3 mg/L, which is less than
the constant setpoint of 1.5 mg/L of the conventional
closed-loop control.
Overall, it can be clearly seen that the ammonium and
nitrate concentration curves are largely similar. However,
the MPC reacts to higher concentrations with active atten-
uation so that the maximum pollution loads are reduced.
The very low inflow rate near day 50 results in a high ni-
trate concentration in the conventional closed-loop con-
trol. The effect of the disturbance variable compensation
via MPC is clearly visible: it reduces the nitrate concentra-
tion significantly.
Because the MPC commands a lower oxygen setpoint in
the nitrification tank on average, less energy is used for
aeration of the nitrification tank compared to conventional
closed-loop control. This amounts to an energy saving of
5.4% over the examined time period of 240 days.
Outlook
The simulation results show that the MPC can also reliably
control a large and complex sewage treatment plant. In
doing so, not only are the effluent concentrations im-
proved but a significant amount of energy is saved for
aeration. Overall, the MPC enables straightforward, trans-
parent, and uniform automation of the sewage treatment
plant.
Up to now, only the influent flow rate has been integrated
in the automation concept using MPC. Because the tem-
perature, in particular, has a large, but identifiable effect
on plant behavior, additional studies will analyze how
temperature can be integrated into the closed-loop control
concept.
Figure 6: Long-term simulation. Red: conventional closed-loop control, blue: MPC; ammonium concentra-tion (NH4), nitrate concentration (NO3) in the dis-charge from the secondary sedimentation tank, dis-solved oxygen concentration setpoint in the nitrifica-tion tank (O2), recirculation rate (Reci.), influent flow rate (Feed), and temperature (Temp.):
0 50 100 150 2000
10
20
Time/Days
NH
4/m
gL
-1
classic control
MPC
0 50 100 150 2000
10
20
30
Time/Days
NO
3/m
gL
-1
0 50 100 150 2000
2
4
6
Time/Days
O2/m
gL
-1
0 50 100 150 2000
5
10x 10
5
Time/Days
Reci./m
3D
ay
-1
0 50 100 150 2000
2
4x 10
5
Time/Days
Feed/m
3D
ay
-1
0 50 100 150 2000
10
20
30
Time/Days
Tem
p./
°C

White paper | Optimization of Sewage Treatment Plants with Advanced Process Control | 27 March 2015
Conclusion The simulation of two sewage treatment plants – one
small plant with intermittent denitrification and one large
plant in continuous operation – demonstrates clear ad-
vantages of automation with the Advanced Process Library
of SIMATIC PCS 7. Compliance with discharge limits is
ensured or even improved. Moreover, potential for signifi-
cant energy savings is revealed. In addition, the MPC block
allows a uniform and straightforward automation solution
that can react to fluctuations in the inflow rate without
user intervention. Implementation and parameter assign-
ment of the MPC is managed very easily through the use
of standard function blocks and off-the-shelf commission-
ing tools.
As a result, automation with SIMATIC PCS 7 contributes
significantly to "operational excellence" [8.] and supports
efficient operation of water and wastewater treatment
plants with functions for Advanced Process Control inte-
grated into the distributed control system.
References [1.] Hansen, J.: Der Einsatz von Fuzzy Control für Re-
gelungsaufgaben im Bereich der Nährstoffelimi-
nation in kommunalen Kläranlagen. Dissertation
Kaiserslautern University , Department of Urban
Water Management, 1997.
[2.] Siemens AG, SIMATIC PCS 7.
www.siemens.com/simatic-pcs7
[3.] Siemens AG, Industry Sector, Industrial Automa-
tion: White Paper "How to Improve the Perfor-
mance of your Plant Using the Appropriate Tools
of SIMATIC PCS 7 APC-Portfolio?"
http://www.automation.siemens.com/w2/efiles/pc
s7/support/marktstudien/WP_PCS7_APC_EN.pdf,
2008.
[4.] Siemens AG, Water Library.
www.siemens.com/water/waterlibrary
[5.] Jeppsson, U.: A general description of the Activat-
ed Sludge Model No. 1 (ASM1), Lund Institute of
Technology, Lund, 1996.
[6.] Alex, J., L. Benedetti, J. Copp, K. Gernaey, U.
Jeppsson, I. Nopens, M.-N. Pons, L. Rieger, C.
Rosen, J. Steyer, P. Vanrolleghem and S. Winkler:
Benchmark Simulation Model no. 1 (BSM1), Dept.
of Industrial Electrical Engineering and Automa-
tion, Lund University, 2008.
[7.] ifak system GmbH, SIMBA, http://www.ifak-
system.com/umwelttechnik/simba/
[8.] Siemens AG, Industry Sector, Industrial Automa-
tion: White Paper "Which contributions to "opera-
tional excellence" and efficient operation of pro-
cess plants can be expected from automation
with SIMATIC PCS 7?".
http://w3.siemens.com/mcms/process-control-
systems/SiteCollectionDocuments/efiles/pcs7/
support/pdf/76/WP_Op-Eff-PCS7_EN.pdf, 2011.
[9.] Pfeiffer, B-M., Labisch, D., Grieb, H., Brandstetter,
V., Wehrstedt, J.C., Pirsing, A.: Optimierungspo-
tentiale bei Kläranlagen durch den Einsatz mo-
dellbasierter prädiktiver Regelungen. Automation
2015, Baden-Baden. Conference CD, VDI-Verlag,
Düsseldorf.
Siemens AG
Process Industries and Drives
Water and Wastewater
PD PA AE W&W 3
P.O. Box 4848
90026 Nuremberg, Germany
www.siemens.com
All rights reserved. All trademarks used
are owned by Siemens or their respective owners.
© Siemens AG 2015