petrochemicals (1) first course for stage students
TRANSCRIPT

Petrochemicals (1)stage students th4First course for
Chemistry Department- College of Science
2017/2018
Dr. Zainab AbdulzahraOffice: building 12 room 38

References
• Chemistry of Petrochemical Processes, 2nd ed., Sami Matar & Lewis F. Hatch.
• The Petrochemicals, Hazim K. Yahya & Faaz A. Al-Kader.

Grading• Major Exams: 25 %• Quizzes & H.W : 10 %• Seminar: 5 %
40%• Final Exam: 60 %

Contents:1. Primary raw materials for petrochemicals.
2. Reactions of Carbon dioxide and Hydrogen.
3. Reactions of Paraffines.
4. Olefines production.
5. Reactions of Olefines.

Lecture 1

Chapter one
Primary raw materials for petrochemicals

Petrochemicals are chemical products derived from petroleum.
Natural gas and crude oils are theprimary raw materials for themanufacture of petrochemicals.Secondary raw materials are obtainedfrom natural gas and crude oils throughdifferent processing schemes.

Petrochemical feedstock sources

Primary raw materials for petrochemicals
1- Natural gas
2- Crude oil

1. Natural gas:
Natural gas is a naturally occurring mixture of light hydrocarbons
accompanied by some non-hydrocarbon compounds.

Types of natural gas:
A. Dry gas:
Non‐associated Containing no oil High % of methane.

Types of natural gas:
B. Wet gas:
Associated Contact with and/or dissolved in crude
oil. High % of C2 – C7.

Compositions of natural gas:
-In principal methane.
- Higher molecular weight paraffinic hydrocarbons(C2-C7) in smaller amounts.
- Non-hydrocarbons:weak acids e.g. H2S & CO2Inert gases e.g. N2, He & ArH2O vapor.

The compositions of naturalgas change considerablywith the gas field.

Higher molecular weight hydrocarbons present innatural gases are important fuels as well as chemicalfeedstock.
Ethane (feedstock) Ethylene
Propane & butane Liquefied petroleum gas(LPG)
Pentane Amyl alcohol
Isopentane Isoprene Rubber

Properties of natural gas:
Treated natural gas consists mainly of methane;the properties of both gases are nearly similar.
Natural gas is not pure methane,
N.G properties are modified by the presence ofimpurities, such as N2 and CO2 .

An important property of natural gas is itsheating value:
Relatively high amounts of nitrogen and/orcarbon dioxide reduce the heating value of thegas.
The heating value of a product gas is a functionof the constituents present in the mixture.
Natural gas is usually sold according to itsheating values.

Home work:
Write a short assay about
Heating value

Natural gas treatment process:
1-Acid gas treatment (Removal)
2-Water Removal
3-Condensable hydrocarbon [natural gas liquids (NGL)] recovery

1.Acid gas treatment (Removal) Disadvantages of acid gases:
- H2S is poisonous and corrosive.
- CO2 reduces the heat value and solidifies undertransportation conditions (high P and low T).
Therefore, removal of these harmful gases is necessary

Acid gas removal process:
A- Physical absorption using a selectiveabsorption solvent.
B- Physical adsorption by solid adsorbent.
C- Chemical absorption (Chemisorptions).

A. Physical Absorption
No reaction occurs between the acidgas and solvent.
Using a solvent which selectivelyabsorb the acid gas.
The solvent is recycled to theabsorption tower.

B. Physical Adsorption
Molecular sieves (zeolites) are used asadsorbents
Adsorb large amounts of gases andwater.
Only used when the amount of acidgasses are low.

C. Chemical Adsorption
Used in case of large amounts of acid gases.
A solution of weak base is used.
Formation weak bonds with the base solution.
Mono and diethanol amines are used.
Diethanol amine is favored due to its lowcorrosion rates.

Solutions of strong bases are not frequentlyused as they form stable salts that is noteasily separated:

Lecture 2

2. Water Removal
Moisture must be removed from natural gas to:
Reduce corrosion problems. Prevent hydrate formation:
Water + Hydrocarbons Hydrates
* Hydrates white solid compounds, reduce thepipeline efficiency.

Prevention: by treating withglycols such as:
Ethylene glycol (EG) Di-ethylene glycol (DEG) Tri-ethylene glycol (TEG)

Natural gas liquids (NGL) recovery:
NGL (condensable hydrocarbons)are those hydrocarbons heavier than methane(C2- C7).

The amount of NGL depends on:
Percentage of the heavier hydrocarbons in gas.
Efficiency of the process used to recover NGL.
High percentage of NGL is expected from associated gas.(Why ???)

Crude Oil• Crude oil is a naturally occurring brown to blackflammable liquid.
• Crude oil is not a uniform material.• It is a mixture of gaseous, liquid, and solid hydrocarbon
compounds.

• Crude oil contains:ParaffinesNaphthenesAromatics Poly-cyclic aromaticsSulfur-containing compoundsNitrogen-containing compoundsOxygen-containing compounds, … etc.
• The presence of sulfur in crude oil is highlyundesirable because it leads to corrosion, poisoncatalysts and is environmentally harmful.

Composition of crude oils:
The crude oil mixture is composed of the following groups:
1. Hydrocarbon compounds.
2. Non-hydrocarbon compounds.
3. Organometallic compounds and inorganic salts.

1-Hydrocarbon Compounds
The principal constituents of most crude oils arehydrocarbon compounds.
All hydrocarbon classes are present in the crudemixture, except alkenes and alkynes.( Why ???)

Paraffins
Crude oils contain many short, medium, and long-chain normal and branched paraffins.
Methane, ethane, propane, and butane are gaseoushydrocarbons at ambient temperatures andatmospheric pressure.

Naphthenes
Saturated cyclic hydrocarbons, known asnaphthenes.
Their ratio depends on the crude oil type. (How ?)

Aromatic Compounds
The mononuclear aromatic compounds, benzene,toluene, and xylenes (BTX) are found in variableamounts in crude oils.
Binuclear aromatic hydrocarbons are found inheavier fractions than naphtha.

Trinuclear and polynuclear aromatic hydrocarbons,in combination with heterocyclic compounds, aremajor constituents of heavy crudes and cruderesidues.
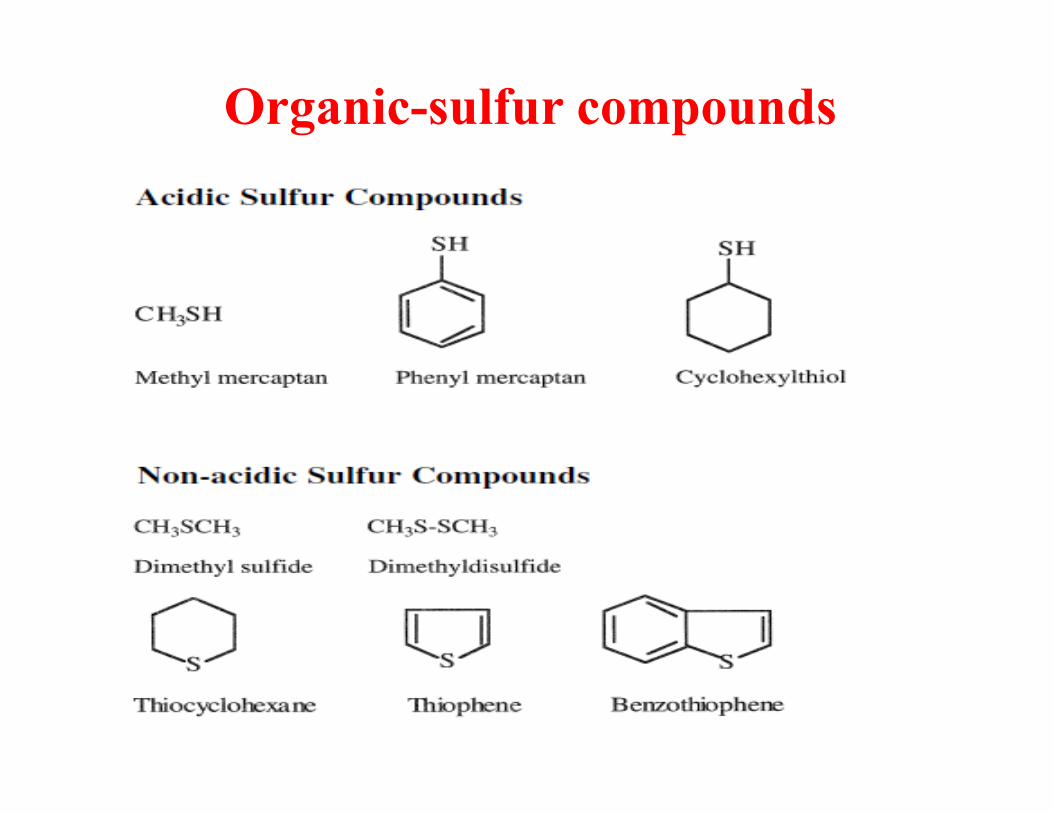
Organic-sulfur compounds

Organic-nitrogen compounds

Organic-oxygen Compounds

3- Organometallic compounds and inorganic salts
Organometallic compounds, such asiron, nickel and vanadium organo-compounds.
Inorganic salts, such as sodium, calciumand magnesium chlorides.

Calcium and magnesium can form saltsor soaps with carboxylic acids:
These compounds act as emulsifiers, andtheir presence is undesirable ( Why?? ).
Write the equations:


Crude oil refining To transform crude oil into useful products such as:• Liquefied petroleum gas (LPG)• Gasoline• Kerosine• Diesel oil• Fuel oils, .. etc.
Petroleum refineries are very large industrialcomplexes that involve many different processingunits and auxiliary facilities .

Processing units used in refineries:
•Crude Oil Distillation unit:
•Vacuum distillation unit:
•Naphtha hydrotreater unit:
•Catalytic reforming unit:
•Alkylation unit:
•Isomerization unit:

The crude oil distillation unit(CDU)
The CDU is the first processing unit in virtually allpetroleum refineries.
The CDU is often referred to as the atmosphericdistillation unit.
The CDU distills the incoming crude oil intovarious fractions of different boiling ranges.


The following list of products that come from crude oil:
Petroleum gas•used for heating, cooking, making plastics•small alkanes (1-4 carbon atoms: methane, ethane, propane, butane)•boiling range = less than 40 degrees Celsius•often liquified under pressure to create LPG (liquified petroleum gas)
Naphtha•intermediate that will be further processed to make gasoline•mix of 5 to 9 carbon atom alkanes•boiling range = 60 to 100 degrees Celsius

Gasoline• motor fuel•liquid•mix of alkanes and cycloalkanes (5 to 12 carbon atoms)•boiling range = 40 to 205 degrees Celsius
Kerosene•fuel for jet engines and tractors•liquid •mix of alkanes (10 to 18 carbons) and aromatics •boiling range = 175 to 325 degrees Celsius
Gas oil or Diesel distillate•used for diesel fuel and heating oil•liquid •alkanes containing 12 or more carbon atoms •boiling range = 250 to 350 degrees Celsius

Lubricating oil•used for motor oil, grease, other lubricants•liquid •long chain (20 to 50 carbon atoms) alkanes, cycloalkanes, aromatics •boiling range = 300 to 370 degrees Celsius
Heavy gas or Fuel oil•used for industrial fuel•liquid •long chain (20 to 70 carbon atoms) alkanes, cycloalkanes, aromatics •boiling range = 370 to 600 degrees Celsius
Residuals•coke, asphalt, tar, waxes•solid •multiple-ringed compounds with 70 or more carbon atoms •boiling range = greater than 600 degrees Celsius

Refining ProcessesPetroleum refining processes can be separated into five basic areas:1.Fractionation (distillation)
2.Conversion Processes
3.Treatment Processes
4.Formulating and Blending
5.Other Refining Operations

1.Fractionation (distillation)
The separation of crude oil in atmosphericand vacuum distillation towers intogroups of hydrocarbon compounds ofdiffering boiling point ranges called"fractions" or "cuts ".

2.Conversion Processes
These processes include:
•Decomposition(dividing) by thermal and catalytic cracking.
•Unification (combining) through alkylation and polymerization.
•Alteration (rearranging) with isomerization and catalytic reforming.

3.Treatment Processes
Treatment may include removal or separation of aromatics and naphthenes, impurities and undesirable contaminants.
Treatment may involve chemical or physical separation e.g. dissolving, absorption, or precipitation using a variety and combination of processes.

Physical and Chemical Processes:

4.Formulating and Blending
Is the process of mixing and combining hydrocarbon fractions, additives, and other components to produce finished products.

CrackingBreaks carbon-carbon bonds to turn heavier hydrocarbonsinto lighter ones.
1.Thermal Cracking
2.Catalytic Cracking:
a- Fluid catalytic cracking (FCC)Uses a hot fluid catalyst.
b- HydrocrackingSimilar to FCC but lower T and using hydrogen ascatalyst.

Lower olefins production from oil

Cracking Reactions

Butane Cracking1. 48% break at CH3* / *CH2-CH2-CH3
Ultimately this produces an alkane and an alkene:CH4 + CH2=CH-CH3
2. 38% break at CH3-CH2* / *CH2-CH3Ultimately this produces an alkane and an alkene of different types: CH3-CH3 + CH2=CH2
3. 14% break at H/CH2-CH2-CH2-CH3Ultimately this produces an alkene and hydrogen gas: CH2=CH-CH2-CH3 + H2

Home work:Pentane cracking
Reactions

Lecture 4

Chapter Two
Synthesis Gas (H2&CO)

Synthesis gas
Synthesis gas consists of anonhydrocarbon mixture (H2&CO)obtainable from more than one source(from coal gasification and fromdifferent petroleum sources).

The ratio of hydrogen to carbon monoxidevaries according to:•the type of feed•the method of production•the end use of the gas
Synthesis gas can be produced by:•steam reforming•partial oxidation of any hydrocarbon.•gasifying coal to a medium Btu gas
(Btu gas consists of variable amounts of CO, CO2,and H2).

The different sources and routes to synthesis gas

Steam reforming:
A major route for producing synthesis gas:
Over a nickel catalyst at about 800°C and 30–50atmospheres
This route is used when natural gas is abundant andinexpensive.

In Europe, synthesis gas is mainly producedby steam reforming naphtha (C5-C10):

Partial oxidation of hydrocarbon:
The H2 / CO ratio is lower than from steamreforming because part of the methane is oxidizedto carbon dioxide and water :

Uses of synthesis gasThe mixture of carbon monoxide and hydrogen isused to :•Synthesize a wide variety of hydrocarbonsranging from gases to naphtha to gas oil usingFischer Tropsch technology.
•Produce aldehydes and alcohols using Oxosynthesis.
•Produce ammonia, (the host of many chemicalssuch as urea, ammonium nitrate, andhydrazine).

Fischer Tropsch Synthesis (FTS):
The main reactions occurring in FTS arerepresented as:

FTS is catalyzed by a variety of transition metalssuch as iron, nickel, and cobalt.
Iron is the preferred catalyst due to its higheractivity and lower cost.
Nickel produces large amounts of methane.
Cobalt has a lower reaction rate and lowerselectivity than iron.

One approach to understand the mechanismassumes:


The polymerization continues until terminationoccurs and the hydrocarbon is desorbed:

Chemicals based on synthesis gas
The two major chemicals based on synthesis gas areammonia and methanol.
From ammonia, urea, nitric acid, hydrazine,acrylonitrile, methylamines, ..etc.
Methanol is a compound of high chemical reactivityas well as good fuel properties.

Chemicals based on synthesis gas:1.Ammonia
•Ammonia is one of the most important inorganicchemicals.
•Ammonia is obtained by the reaction of hydrogenand atmospheric nitrogen according to Haberprocess.

Ammonia Production (Haber Process)
In a commercial process, a mixture of H2&N2 in aratio of 3:1 is compressed to the desired pressure(150–1,000 atmospheres) at about 450°C.

Uses of Ammonia
The major end use of ammonia is the fertilizer fieldfor the production of urea, ammonium nitrate,ammonium phosphate, and ammonium sulfate.
Anhydrous ammonia could be directly applied tothe soil as a fertilizer.
Ammonia is the precursor for many otherchemicals such as nitric acid, hydrazine,acrylonitrile, and hexamethylenediamine.


Urea
• Urea is an active compound that reacts with many reagents.
• By reacting with formaldehyde, urea produces an important commercial polymer (urea formaldehyderesins).
• The major use of urea is the fertilizer field, whichaccounts for approximately 80% of its production.

The production reaction of urea occurs in two steps:
T=170–220°C at P=200 atmospheres.
The second step- represents the decomposition of the carbamate at 200°C and 30 atmospheres.

Nitric Acid
•Nitric acid is one of the most used chemicals.
•The most important use of nitric acid is to produceammonium nitrate fertilizer.
•Nitric acid is commercially produced by oxidizingammonia with air over a platinum-rhodium wiregauze.

T=900°C and P=atmospheric pressure.

Hydrazine
•As a reducing agent, hydrazine is used as anoxygen scavenger for steam boilers.
•It is also a selective reducing agent for nitrocompounds.
•Hydrazine is used as a rocket fuel because itscombustion is highly exothermic and produces 620KJ/mol:

•Hydrazine is produced by the oxidation of ammonia using the Rashig process or the Puck process.
1.Rashig process:
2.Puck process:

Home work:Distinguish between
Rashig process and Puck process

Ammonium nitrate
• It is used in agriculture as a high‐nitrogenfertilizer.
• It is an important fertilizer with the NPK(34% nitrogen).
• Ammonium nitrate does not rapidly losenitrogen to the atmosphere.

HNO3 + NH3 → NH4NO3
Ammonia is used in its anhydrous form (i.e.,gas form) and the nitric acid is concentrated.
This reaction is highly exothermic nature.

Home work:What is NPK ???

Chemicals based on synthesis gas:2.Methanol
Methyl alcohol is the first member of thealiphatic alcohol family.
It ranks among the top twenty organicchemicals consumed in the U.S.
It is mainly produced from synthesis gas.

Many chemicals could be derived frommethanol:
• It could be oxidized to formaldehyde.
• Carbonylated to acetic acid.
• Dehydrated and polymerized tohydrocarbons in the gasoline range (MTGprocess).

•Methanol reacts with isobutene to producemethyl t-butylether (MTBE) and withisoamylenes, producing tertiary amylmethyl ether (TAME).
•Both (MTBE and TAME) are importantgasoline additives.

Production of Methanol

The following reactions are representativefor methanol synthesis:

•Old processes use a zinc-chromium oxidecatalyst at P=270–420 atm. for methanolproduction.
•A low-pressure process has been developedby ICI operating at about 50 atm, using anew active copper-based catalyst at 240°C.


Uses of Methanol
Methanol has many important uses as achemical, a fuel, and a building block.
Approximately 50% of methanol productionis oxidized to formaldehyde.

Formaldehyde:.
New processes Haldor Topsoe use an iron-molybdenum oxide catalyst.
The oxidation reaction occurs at 400–425°Cand atmospheric pressure.

Uses of Formaldehyde: Condensation polymerization offormaldehyde with phenol, urea, or melamineproduces phenol-formaldehyde, ureaformaldehyde, and melamine formaldehyderesins, respectively.
Condensation of formaldehyde withacetaldehyde in presence of a strong alkaliproduces pentaerythritol, a polyhydric alcoholfor alkyd resin production:

Formaldehyde reacts with ammonia and produces hexamethylenetetramine (hexamine):
Hexamine is a cross-linking agent for phenolicresins.

Home work:Give urea- formaldehyde
production steps

Lecture 6

Acetic Acid (CH3COOH)
The carbonylation of methanol is one of themajor routes for acetic acid production:
The reaction occurs at 150°C andatmospheric pressure.
The catalyst is rhodium complex in presenceof CH3I, which acts as a promoter.

The mechanism of the carbonylation reaction:

Uses of Acetic Acid:
•The main use of acetic acid is to produce:
Vinyl acetate (44%)Acetic acid esters (13%)Acetic anhydride (12%).
•Acetic acid is also used to produce dyes,pharmaceuticals, and insecticides.

Methyl Tertiary Butyl Ether (MTBE):
The reaction occurs in the liquid phase at(50°C) in the presence of a solid acid catalyst.

An alternative way for the production of MTBE isby using isobutane, propene, and methanol:

MTBE is an important gasoline additivebecause of its high octane rating.It reduces carbon monoxide and hydrocarbonexhaust emissions probably by reducing thearomatics in gasoline.

Tertiary Amyl Methyl Ether (TAME):
The reaction conditions are similar to thoseused with MTBE.
TAME is used as gasoline additive for itshigh octane rating and its ability to reducecarbon monoxide and hydrocarbon exhaustemissions.

Methanol to Gasoline (MTG Process)
In 1975, a Mobil research group discoveredthat methanol could be converted tohydrocarbons in the gasoline range with aspecial type of zeolite (ZSM-5) catalyst.
•The reaction of methanol over a ZSM-5catalyst could be considered a dehydration,oligomerization reaction:

(CH2)n=The hydrocarbons (paraffins+olefins+aromatics)

The Oxo reaction(Hydroformylation reaction)
Hydroformylation of olefins (Oxo reaction)produces aldehydes with one more carbon thanthe reacting olefin.
The reaction is catalyzed with cobalt or rhodiumcomplexes.

The largest commercial process is thehydroformylation of propene, which yieldsn-butyraldehyde and isobutyraldehyde.

Oxo reaction mechanism:

Lecture 7

Chapter Three
Paraffins-Based Chemicals
•Paraffinic hydrocarbons are less reactivethan olefins.
•Paraffinic hydrocarbons are the startingmaterials for the production of olefins.
•Few chemicals could be obtained from thedirect reaction of paraffins with otherreagents.

1. Oxidation of Paraffins
R* + O2 RO2*
RO2* + RH RO2H + R*
A. Air oxidation gas phaseB. Air oxidation liquid phase

Oxidation of Methane:
CH4 +½O2 → CH3OH
CH3OH +½O2 → CH2O
CH2O +½O2 → CO + H2O
CH2O + O2 → CO2 + H2O
CH2O → CO + H2

Oxidation of Ethane:CH3‐CH3 → CH3‐CH2
*
↓ ↓CH3
*+ CH3* CH3CH2OOH
↓ ↓CH3OOH CH3CH2OH
↓ ↓CH3OH CH3COH
↓ ↓CH2O CH3COOH↓

Oxidation of Propane:
Oxidation at temperatures below 400°Cproduces a mixture of aldehydes(acetaldehyde and formaldehyde) andalcohols (methyl and ethyl alcohols).
At higher temperatures, propylene andethylene are obtained in addition to hydrogenperoxide.

CH3CH2CH3 → CH3CH2CH2*
↓ ↓CH3 CH2
*+ CH3* CH3COCH3
↓ AcetoneAcetaldehyde, Formaldehyde, Methanol and Ethanol

Home work:Propane oxidation
mechanism at 470°C

Oxidation of n-Butane:
The catalytic oxidation of a n-butane, usingcobalt or manganese acetate, produces aceticacid at 75–80% yield.

The oxidation reaction is performed at T=150–225°C and P=55 atmospheres.
The main by-products are formic acid,ethanol, methanol, acetaldehyde, acetone, andmethylethyl ketone (MEK).

Catalytic oxidation of n-butane at 490° overa cerium chloride, Co-Mo oxide catalystproduces maleic anhydride:

Bashkirov process:
R-H + O2/N2 → ROOH → ROH→→Acid↓H3BO3
B(OR)3Borate ester
↓ H2O/∆
3ROH + H3BO3

Oxidation of high Paraffins:
•The catalytic oxidation of long-chainparaffins (Cl8-C30) over manganese saltsproduces a mixture of fatty acids:
•Temp. 105–120°C and pressure 15–60 atm.

Home work:Butane oxidation
mechanism at 470°C

Lecture 8

2. Halogenation of Paraffins:
Chlorination of ethane to ethyl chloride:
By-product HCl may be used for thehydrochlorination of ethylene to producemore ethyl chloride.

Chlorination of Propane:
T=480–640°C
Carbon tetrachloride is usually recycled toproduce more perchloroethylene:

Chlorination of n-Paraffins:
Chlorination of (C10-C14) in the liquid phaseproduces a mixture of chloroparaffins.
Monochlorination could be increased by:
•Limiting the reaction to a low conversion.•Decreasing the chlorine to hydrocarbon ratio.

Polytetrafluoroethylene (PTFE)
Polytetrafluoroethylene (PTFE) is a syntheticfluoropolymer of tetrafluoroethylene that hasnumerous applications.
The best known brand name of PTFE‐basedformulas is Teflon by DuPont Co., who discoveredthe compound.

Home work:Give all the steps to
produce PTFE starting from N.G

3. Nitration of Paraffins:
•Temp. 390°–440°C, Pressures 100–125atm.
•Increasing the mole ratio of propane to nitricacid increases the yield of nitropropanes

Nitropropane reacts with formaldehyde producing nitroalcohols:

Sulfonation of n-Paraffins:
R-H = n-paraffins in the range of C15-C17.
The reaction is catalyzed by UV light.

The sulfonate detergents arenearly100%biodegradable.
The sulfonate detergents are soft andstable in hard water, and have goodwashing properties.

Home work:Give more examples of
biodegradable detergent

Lecture 9

Chapter FourChemicals Based
on Olefines

Ethylene
Ethylene is known as the:
“king of petrochemicals”
because more commercial chemicals are producedfrom ethylene than from any other intermediate.

Some favorable properties ofethylene:•
ethylene
•Simple structure with high reactivity.
• Relatively inexpensive compound.
•Easily produced from any hydrocarbonsource through steam cracking.
•Less by‐products generated fromethylene reactions.

• Ethylene reacts by addition to manyinexpensive reagents.
• It can be initiated by free radicals toproduce polyethylene, (the thermoplasticpolymer).
• It can also be copolymerized with otherolefins producing polymers with improvedproperties.

Simplified process flow diagram for producing ethylene via gas cracking


Oxidation of ethylene
•Ethylene can be oxidized to a variety ofuseful chemicals.
•The oxidation products depend on thecatalyst used and the reaction conditions.
•Ethylene oxide is the most importantoxidation product of ethylene.

1.Ethylene oxide (EO)
The main route to ethylene oxide productionis oxygen or air oxidation of ethylene over asilver catalyst.The reaction is exothermic; heat control isimportant:

Ethylene oxide is a highly active intermediate.
It reacts with all compounds that have a labilehydrogen such as:
The epoxide ring opens, and a new compound witha hydroxyethyl group is produced.
water
amines
water alcohols organic
acids amines

Ethylene glycol (EG)
Hydration of ethylene oxide in presence ofdilute sulfuric acid at 50–100°C :

EthoxylatesThe reaction between ethylene oxide and long-chain fatty alcohols or fatty acids is called ethoxylation.
The Cl2-Cl8 fatty acids such as oleic, palmitic, andstearic are usually ethoxylated with EO for theproduction of nonionic detergents and emulsifiers.

EthanolaminesA mixture of mono-, di-, and triethanolamines isobtained by the reaction between EO and ammonia.
The reaction conditions are T= 30–40°C andP=atmospheric pressure:
A low EO/NH3 ratio increases monoethanolamineyield. Increasing this ratio increases the yield of di-and triethanolamines.

o Ethanolamines are important absorbents of acidgases in natural gas treatment processes.
o Another major use of ethanolamines is theproduction of surfactants.
o The reaction between ethanolamines and fattyacids produces ethanolamides.
Lauric acid and monoethanolamine are used, N-(2-hydroxyethyl)-lauramide is obtained:

2. AcetaldehydeAcetaldehyde is a colorless liquid with a pungentodor.It is a reactive compound with no direct use exceptfor the synthesis of other compounds.For example, it is oxidized to acetic acid:
T= 65°C Catalyst= manganese acetate
Acetaldehyde is a reactant in the production of 2-ethylhexanol for the synthesis of plasticizers.

Acetaldehyde is obtained from ethylene by using a homogeneous catalyst (Wacker catalyst).
The catalyst allows the reaction to occur at much lower temperatures (typically 130 °C).
The Wacker process uses an aqueous solution of palladium(II) chloride, copper(II) chloride catalyst system.

In the course of the reaction, the Pd2+ ions are reduced to Pd metal, and ethylene is oxidized to acetaldehyde:
The formed Pd° is then reoxidized by the action of Cu(II) ions, which are reduced to Cu(I) ions:
The reduced Cu(I) ions are reoxidized to Cu(II) ions by reaction with oxygen and HCl:

Lecture 10

Oxidative carbonylation of ethylene(Acrylic acid production)
Reaction conditions are140°C and 75 atmospheres.
The catalyst is similar to that of the Wacker reaction [palladium(II) chloride, copper(II) chloride catalyst system].

Chlorination of ethylene
•The direct addition of chlorine to ethyleneproduces ethylene dichloride (1,2-dichloroethane).
•Ethylene dichloride is the main precursor for vinylchloride, which is an important monomer forpolyvinyl chloride plastics and resins.
•The reaction of ethylene with hydrogen chlorideproduces ethyl chloride.

•Ethylene reacts also with hypochlorous acid,yielding ethylene chlorohydrin:
Ethylene chlorohydrin via this route was used forproducing ethylene oxide through an epoxidationstep.

Vinyl Chloride
It is the most important vinyl monomer (VCM) inthe polymer industry.
Vinyl chloride monomer was originally producedby the reaction of hydrochloric acid and acetylenein the presence of HgCl2 catalyst.
The reaction is straightforward and proceeds withhigh conversion (96% on acetylene).

The production of vinyl chloride via ethylene is athree-step process.
The first step:
The reaction occurs at 4 atm. and 40–50°C in thepresence of FeCl3, CuCl2 or SbCl3 catalysts.

The second step :
The pyrolysis reaction occurs at 500°C and 25 atm.on charcoal.
The third step:
The reaction conditions are 225°C and 2–4 atm.

Hydration of Ethylene(Ethanol Production)
Ethyl alcohol was produced by the indirecthydration of ethylene in the presence ofconcentrated sulfuric acid.

The direct hydration of ethylene with water is theprocess currently used:
The hydration reaction is carried out in a reactor at300°C and 70 atm.

Ethanol uses can be divided into solvent andchemical uses.
As a solvent, ethanol dissolves many organic-based materials such as fats, oils, andhydrocarbons.
As a chemical intermediate, ethanol is aprecursor for acetaldehyde, acetic acid, anddiethyl ether, ethyl ethers, ethylamines, andmany ethyl esters.

α-Olefins production:
The C12-C16 α-olefins are produced by:
• dehydrogenation of n-paraffins
• dehydrochlorination of monochloroparaffins
• oligomerization of ethylene using trialkylaluminum (Ziegler catalyst):


α-Olefins are important compounds for producingbiodegradable detergents. They are sulfonated andneutralized to α-olefin sulfonates:

Linear alcohols (Cl2-C26):
Linear alcohols are important chemicals forproducing various compounds such as plasticizers,detergents, and solvents.
The Alfol process for producing linear primaryalcohols is a four-step process.

The first step: triethylaluminum production
In the next step: ethylene polymerization at 120°Cand 130 atm..
Third step: oxidation of triethylaluminum toaluminum trialkoxides at 20–50°C.

The final step: hydrolysis of the trialkoxides with water.

Linear alcohols Cl0–Cl2 are used to makeplasticizers.
Cl2–Cl6 alcohols are used for makingbiodegradable detergents.
The Cl6–Cl8 alcohols are modifiers forpolymers.
The higher alcohols, C20–C26, are syntheticlubricants.

جاحمع تمنياتي بالموفقية والن
زينب عبد الزھره.د