polytechnique montreal design paper 2011
DESCRIPTION
Concrete CanoeTRANSCRIPT


Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
i
The Floating Stones Table of ConTenTs The Floating Stones in Figures i Executive Summary i Analysis 1 Development and Testing 2 Project Management and Construction 4 Innovation and Sustainability 6 Organizational Chart 7 Project Schedule 8 Design Drawing 9 Appendix A - References A-1 Appendix B - Mixture Proportions B-1 Appendix C - Bill of Materials C-1
The FloaTing SToneS in figuresColor Black, grey, white, red Length 6,07 m Weight 141,35 kg Maximum width 538,5 mm Maximum depth 406,4 mmAverage thickness Side : 8,5 mm Bottom : 12,7 mm ReinfoRcementMicro steel fiber 1.4% volume
StRuctuRal concRete mix (14 dayS)Density 1280 kg/m3 Compressive strength 13,8 MPa Tensile strength 1,1 MPa Flexural strength 2,2 MPa Young’s Modulus 13 446,5 MPa
coloR concRete mix (14 dayS)Density 1310 kg/m3 Compressive strength 10 MPa
exeCuTive summaryAs one of the leading engineering schools in
Canada, École Polytechnique de Montréal is highly regarded for its high academic standards. Founded in 1873, École Polytechnique has an enrolment greater than 6,000 students and is located in Montreal, an agglomeration of almost 3 million citizens.
The concrete canoe team is proud to represent École Polytechnique for the third time at the Regional Concrete Canoe Competition in the Metropolitan section and has competed in the
Canadian National Concrete Canoe Competition (CNCCC) since 2006.
Last year’s edition proved to be very competitive finishing third and establishing a school record in the Canadian National Concrete Canoe Competition, while also performing at a high level in the Metropolitan conference with a second place finish.
Inspired by the energy and relentlessness of past and present Rock’N’Roll legends, the team decided to name its canoe The Floating Stones after the iconic Rolling Stones. With its never ending evolution and constant motivation the Rock’N’Roll theme was perfectly fit to describe the 2011 edition.
It has been a year of challenges for the team. Inspired by last year’s trial, the team once again took on the challenges of prestressed concrete, hoping to solidify weaker sections of the canoe that proved problematic. The design team also spent many hours improving its structural concrete mix, by adding more recycled/reused materials. The construction team was also put to the test, working on solutions in order to unmold the canoe more effectively while working on many green initiatives, such as the water recovery system. The competition sub-committee successfully used its creativity to produce the graphic design of the canoe and the support system. The administration sub-committee has been actively working finding different solutions to the everlasting financial problem. To help us, a dozen newcomers were welcomed bringing new energy and will required to accomplish our goal, while the more experienced team members provided support and skills.

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
1
The Floating Stones analysis
To begin with the canoe analysis, a three dimensional model of the canoe was created on CATIA®V5R19 and a finite elements analysis was performed on SolidWorks®. As this was a new software for the design team, a learning period was necessary, but its performance proved well worth it.
Many restrictions, such as the presence of pre-stressed cables, the unmolding difficulties and the machining of our previous mould forced us to make modifications in the 3D model of The Floating Stones, primarily to the interior curve of the male mould gunwales. These modifications were made to ensure an optimal curvature radius which would allow a stress free unmolding in the gunwales and provide the necessary space for the prestressed cables.
Another goal related to the design was the reduction of the canoe’s thickness. In order to accomplish this the critical stress positions caused by the loading cases were identified using the finite element analysis. Using these results, a variable thickness hull was generated to optimize the canoe’s weight.
Last year’s design team validated the numerical analysis used in the previous years by comparing the finite element analysis result with experimental testing. Validations were realized on the BLITZ (2009) and the ALBATROS (2010), the latter presenting the exact same hull exterior shape as this year’s version. The experimental tests were conducted to measure the strains at the critical positions during racing conditions with two, three and four paddlers taking place inside the canoe. In order to gather these measurements , gauges were placed in eight different positions, i.e. under the knees of the paddlers, as well as in the gunwales at the canoe’s center in longitudinal and vertical directions. The dynamic amplification factor (FAD) was also determined from experimental testing by analyzing the static and dynamic effects of the different loading cases. Critical FADS of 1,4 under the knees and 1,7 in the gunwales were usedi n the static analysis of The Floating Stones.
As previously mentioned, the numerical analysis of The Floating Stones was carried
out on SolidWorks®. This software was chosen because of its intuitive interface, its compatibility with CATIA®V5R19 and for its high performance in finite elements analysis. For the preliminary test, the CHARLIE IV’s isotropic and elastic material characteristics were considered to identify the necessary strength of our concrete. The traction and compression stresses were determined with different loading cases i.e. two, three and four paddlers. The paddler positions were determined based on paddling experimentations carried out at the beginning of the year.
In order to model the different loading cases, the weight of an individual paddler was estimated at 85 kg. This weight was applied to the canoe through the paddler’s knees. The combination of the paddlers’ weight, the hydrostatic pressure and the weight of the canoe represent the applied loadings. The hydrostatic pressure was determined using the buoyancy and considering the weight of the paddlers, canoe and displaced water volume. With the forces at play and an iterative procedure, the water level from the lowest point of the canoe hull was then identified. The water level for two
and four paddlers is respectively 127 mm and 177,8 mm. The water was modeled by springs of 0,114 MPa and 0,220 MPa for two and four paddlers. The results of the analysis are found in table 1 and
consider the FAD.
Table 1 : Maximum stresses for load cases, including amplification factor.
Load case (MPa) Bending stressesUnder knee
Tensile strengthGunwale
4 paddlers 2,24 0,311
3 paddlers 2,40 0,917
2 paddlers 3,44 0,547
Figure 1 : Maximal tensile stress – 2 paddlers loading case.

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
2
The Floating Stones
This year, the teams main goal was to upgrade the CHARLIE IV’s concrete mix while being more eco friendly. Last year’s team innovated with the creation of a self-consolidating fiber reinforced concrete that could be pumped and would resist without additional reinforcement. In order to be pumped in a confined space, the mix also required mobility and resistance to segregation.
Despite a tight schedule, the team showed determination and was able to develop more than 65 formulas to finally come up with a structural concrete mix that met the required objectives. In order to achieve this, the addition of different materials to the concrete mixes was iteratively tested.
To perform the slump flow test, we built a slump cone of 3,48 L compared to 6,17 L for a standard Abram’s cone ( NFP 18-451 Norm). The smaller volume reduced the quantity of concrete batches and saved nearly 45% raw materials throughout the design, analysis and construction process of the concrete. A 1,6 factor was applied to the results to obtain the equivalent of a standard Abram’s cone test result.
All compressive values are based on compression tests using 50,8 mm by 101,6 mm cylinders (ASTM C39) and a four-points bending test was used on a 304,8 mm X 101,6 mm X 12,7 mm beam (Figure 1).
Figure 2 : four-points bending test on beam.
According to the rules, two aggregates had to each represent a minimum of 25% of the overall weight of the canoe. Poraver® glass spheres were an exceptional choice due to their low density. The team replaced last year’s rubber with recycled nutshells, which have a better hardness and absorbed less water, but, on the other hand, are a
DevelopmenT anD TesTinglittle denser. The team also chose this aggregate because it’s more angular in comparison to the more spherical shape of rubber. This allows the mix to be more cohesive. The recycling of these shells reduces the use of new materials while enhancing their life cycle. The K15 microspheres were also replaced by K1 microspheres to reduce the density of the overall mixture. The proportion of these aggregates were varied to obtain a well spread gradation curve, hence enabling the creation of a self-consolidating concrete. The final mix had 70,2% of Poraver®, 25% of nutshells, 4,8% of K1 resulting in a mix of 95,2% recycled aggregates. Its translucent appearance proved to be more effective in the addition of color pigment.
Last year’s cementitious materials proportions
were kept since they had already been optimized and because the team had other areas on which to focus. The chosen mix has c/cm of 0,45, thus satisfying the requirements for the competition (0,3 to 0,5).
In order to increase the rheology of the fresh concrete, the quantity of Plastol5700®
superplasticizer from Euclid®, a third generation polycarboxylate with 70% of solid content was optimized to 47,84 g/kg of cement by a parametric analysis. Although it did not increase the rheology as much as some other superplasticizers, this highly effective reducer of water was chosen for its ability to make the mix more viscous. Two more superplasticizers were tested. A dozen mixes were developed with BASF’s PS 1466®. This superplasticizer was rejected because for the same spread, the concrete had still not taken after a 14 days cure, resulting in a weak concrete. Sika’s Viscocrete225P® was also tested. This high range superplasticizer has the particularity of being completely solid, which enhances the optimization of the product. For a similar spread, the mix was also weaker so the team decided to continue the development of the concrete mix with the Plastol5700®.
Table 2 : Compressive strength of different superplasticizer for a 23.6-in spread.
Superplasticizer Plastol 5700®
PS 1466®
Viscocrete 225P®
Compressive strength @14 days (MPa) 14,3 0,6 5,7
Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
3
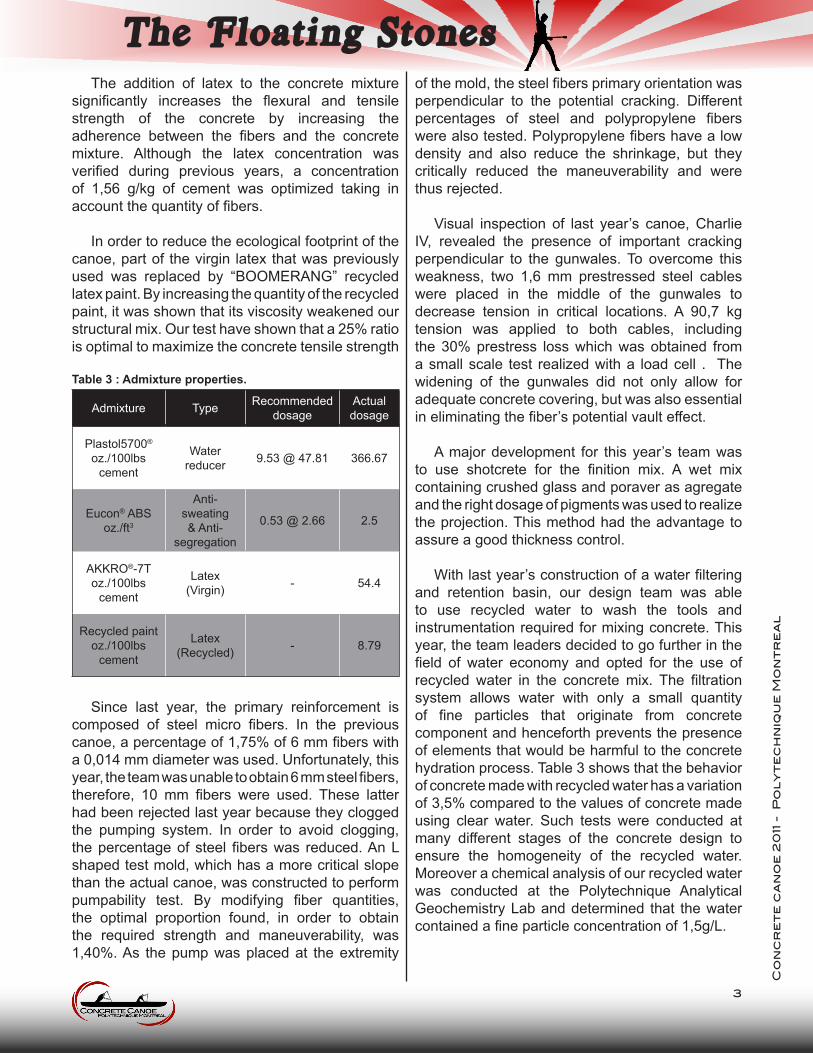
The Floating StonesThe addition of latex to the concrete mixture
significantly increases the flexural and tensile strength of the concrete by increasing the adherence between the fibers and the concrete mixture. Although the latex concentration was verified during previous years, a concentration of 1,56 g/kg of cement was optimized taking in account the quantity of fibers.
In order to reduce the ecological footprint of the canoe, part of the virgin latex that was previously used was replaced by “BOOMERANG” recycled latex paint. By increasing the quantity of the recycled paint, it was shown that its viscosity weakened our structural mix. Our test have shown that a 25% ratio is optimal to maximize the concrete tensile strength
Table 3 : Admixture properties.
Admixture Type Recommended dosage
Actual dosage
Plastol5700®
oz./100lbs cement
Water reducer 9.53 @ 47.81 366.67
Eucon® ABSoz./ft3
Anti-sweating & Anti-
segregation
0.53 @ 2.66 2.5
AKKRO®-7Toz./100lbs
cement
Latex (Virgin) - 54.4
Recycled paintoz./100lbs
cement
Latex (Recycled) - 8.79
Since last year, the primary reinforcement is composed of steel micro fibers. In the previous canoe, a percentage of 1,75% of 6 mm fibers with a 0,014 mm diameter was used. Unfortunately, this year, the team was unable to obtain 6 mm steel fibers, therefore, 10 mm fibers were used. These latter had been rejected last year because they clogged the pumping system. In order to avoid clogging, the percentage of steel fibers was reduced. An L shaped test mold, which has a more critical slope than the actual canoe, was constructed to perform pumpability test. By modifying fiber quantities, the optimal proportion found, in order to obtain the required strength and maneuverability, was 1,40%. As the pump was placed at the extremity
of the mold, the steel fibers primary orientation was perpendicular to the potential cracking. Different percentages of steel and polypropylene fibers were also tested. Polypropylene fibers have a low density and also reduce the shrinkage, but they critically reduced the maneuverability and were thus rejected.
Visual inspection of last year’s canoe, Charlie IV, revealed the presence of important cracking perpendicular to the gunwales. To overcome this weakness, two 1,6 mm prestressed steel cables were placed in the middle of the gunwales to decrease tension in critical locations. A 90,7 kg tension was applied to both cables, including the 30% prestress loss which was obtained from a small scale test realized with a load cell . The widening of the gunwales did not only allow for adequate concrete covering, but was also essential in eliminating the fiber’s potential vault effect.
A major development for this year’s team was to use shotcrete for the finition mix. A wet mix containing crushed glass and poraver as agregate and the right dosage of pigments was used to realize the projection. This method had the advantage to assure a good thickness control.
With last year’s construction of a water filtering and retention basin, our design team was able to use recycled water to wash the tools and instrumentation required for mixing concrete. This year, the team leaders decided to go further in the field of water economy and opted for the use of recycled water in the concrete mix. The filtration system allows water with only a small quantity of fine particles that originate from concrete component and henceforth prevents the presence of elements that would be harmful to the concrete hydration process. Table 3 shows that the behavior of concrete made with recycled water has a variation of 3,5% compared to the values of concrete made using clear water. Such tests were conducted at many different stages of the concrete design to ensure the homogeneity of the recycled water. Moreover a chemical analysis of our recycled water was conducted at the Polytechnique Analytical Geochemistry Lab and determined that the water contained a fine particle concentration of 1,5g/L.

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
4
The Floating StonesTable 4 : Effect of water.
Properties Clear Water Recycled Water
Spread (mm) 520,7 515,6Compressive
strenght @14 days (Mpa)
14,3 13,8
All these efforts resulted in the developement of a very promising mix which the properties can be found in appendix B. To resist bending and tensile stresses, 1,40% of micro-steel fibers (10 mm) and two prestressed steel cables located in the gunwales were added. Considering last year’s problem with major cracking in the gunwales, a validation was carried out to avoid failure of these essential structural elements. A maximum tensile strenght of 0,8 MPa was taken in consideration to find the 785,11 kN necessary resisting force. By comparing this force with the actual 2688,06 kN force in the gunwales (considering a completely crack concrete area and a 50% effective fiber orientation), it is obvious that gunwales are resistant enough. Below, you will find the comparison between our finite elements model and our actual structural mix tested strength.
Table 5 : Comparison between finite elements results and structural mix results.
Properties Analysis Final Mix
Tensile Strength@28 days (MPa) 0,79 1,25
Bending stress@28 days (MPa) 2,9 2,87
We consider acceptable the small difference between the analysis result and our final mix strength.
projeCT managemenT anD ConsTruCTion
PRoject managementConsidering the success of the previous
year’s team organization, it was decided that it should remain unchanged for the 2011 edition. The committee was thus separated in 4 different sub-committees (Administration, Competition, Construction and Design) each led by their respective vice-president who formed part of the executive team, along with the project director. This organization allowed for excellent communications, multi-tasking and enhanced efficiency.
To coordinate the work of the committee the executive team met on a weekly basis. A special, all day meeting was organized in September to determine the year’s objectives, to draw the outline of the project schedule and to establish the budget. Most of the decisions taken during this meeting were based on last year’s experience given that construction techniques were quite similar. Last year’s experience showed reduced delays in achieving milestones. As mentioned in table 6, this year’s delays were mostly caused by a lack of participation and delay’s in the mold machining.
Table 6 : Major milestone.Milestone Variance Reason
Hull Analysis 4 weeks Lack of participation Mold Construction 7 weeks Delays in machining
Final Concrete Mix none Hard work
Canoe Casting 7 weeks Delays in the mold construction
This year’s expenses were similar to last year except for the potential participation in the 2011 National Concrete Canoe Competition. However, with the loss of our machining sponsorship and the high costs related to the participation in a third competition, our first budget was 10% higher than last year for a total of 41 000 $, considering an additional 5 000 $ to acquire for the machining. Keeping in mind our capacity to find financial sponsors we had to revise our budget to finally come up with a budget of 30 000 $ by cutting in different expenses, particularly those related to the competition sub-committee (canoe stands, product display, etc.).
Financing was conducted on three different levels in order to maximize funding of the project. The first source concerned the funding from different groups related to the university, the second was focusing on external sponsor, while the last level was based on the organization of fundraising events (V.I.P. party, bowling, wine and cheese, etc.).
During the first weeks of the project, human resources were divided between sub-committees according to their respective planned man-hour proportions of the total work load. As shown in table 7, cumulated man-hours are similar to last year except for a slight decrease in the construction
Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
5
The Floating Stonessub-committee due to the casting of only one canoe (compare to 4 last year). An important reduction in the number of active members has caused the average man-hour per member to slightly increase to 160 hours per members.
Table 7 : Cumulative man-hours.Sub-committee 2011 2010
Administration 1200 1150Competition and paddler’s training 1300 1200
Construction 2000 2500Design 1500 1400Total 6000 5750
Considering our experience with the double sided mold and the casting of only one canoe, the critical path was not influenced as much as it was before by the casting and finishing of the canoe. Based on the projected timeline, the critical path would mostly consist of the structural analysis followed by the casting of the canoe. However, minor delays in the concrete development would result in a change in the critical path having the concrete development replace the structural analysis. Our schedule allowed for a 10 days buffer, which by the end of the project would be used to compensate the delays caused by the machining of the mold. Since our schedule didn’t allow for much latitude, the project advancement had to constantly be monitored and controlled to avoid competing at the regional level without a high-performance canoe.
conStRuctionThis year, in order to save time, money and
especially in the optic of preserving the environment, we decided to re-use last year’s double walled mold by having most of it machined a second time. We were also able to add prestressed cables in the canoe gunwales to enhance its strength.
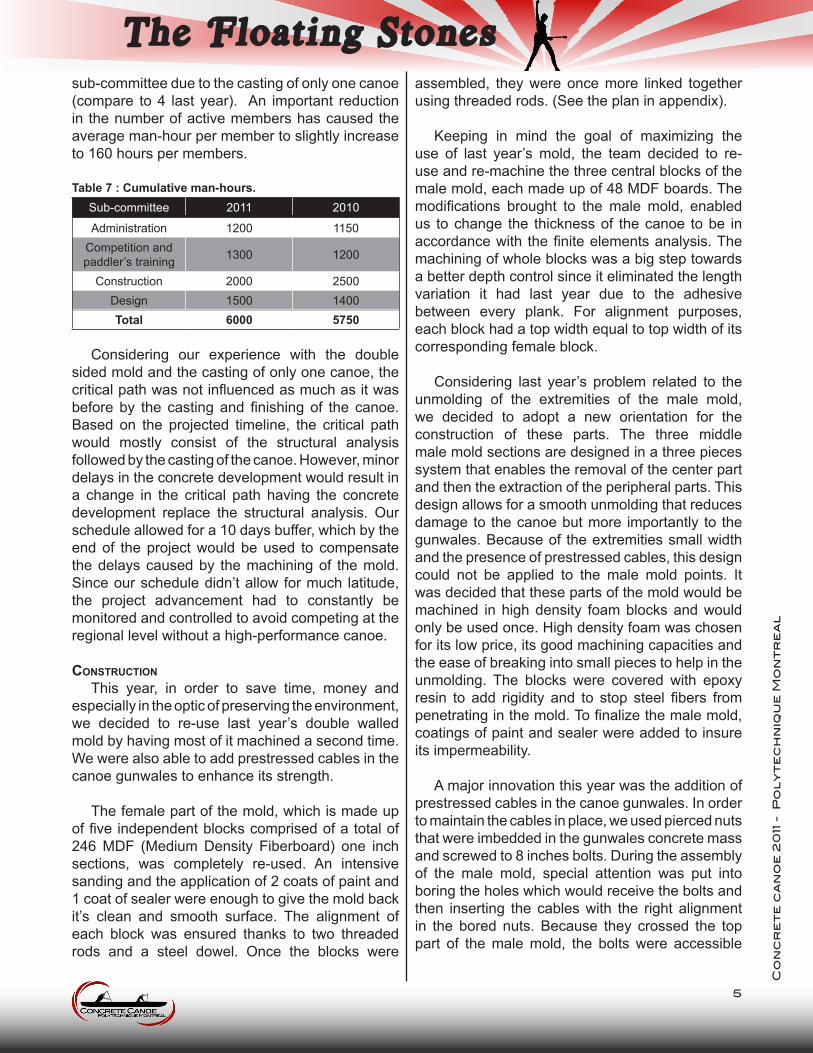
The female part of the mold, which is made up
of five independent blocks comprised of a total of 246 MDF (Medium Density Fiberboard) one inch sections, was completely re-used. An intensive sanding and the application of 2 coats of paint and 1 coat of sealer were enough to give the mold back it’s clean and smooth surface. The alignment of each block was ensured thanks to two threaded rods and a steel dowel. Once the blocks were
assembled, they were once more linked together using threaded rods. (See the plan in appendix).
Keeping in mind the goal of maximizing the
use of last year’s mold, the team decided to re-use and re-machine the three central blocks of the male mold, each made up of 48 MDF boards. The modifications brought to the male mold, enabled us to change the thickness of the canoe to be in accordance with the finite elements analysis. The machining of whole blocks was a big step towards a better depth control since it eliminated the length variation it had last year due to the adhesive between every plank. For alignment purposes, each block had a top width equal to top width of its corresponding female block.
Considering last year’s problem related to the unmolding of the extremities of the male mold, we decided to adopt a new orientation for the construction of these parts. The three middle male mold sections are designed in a three pieces system that enables the removal of the center part and then the extraction of the peripheral parts. This design allows for a smooth unmolding that reduces damage to the canoe but more importantly to the gunwales. Because of the extremities small width and the presence of prestressed cables, this design could not be applied to the male mold points. It was decided that these parts of the mold would be machined in high density foam blocks and would only be used once. High density foam was chosen for its low price, its good machining capacities and the ease of breaking into small pieces to help in the unmolding. The blocks were covered with epoxy resin to add rigidity and to stop steel fibers from penetrating in the mold. To finalize the male mold, coatings of paint and sealer were added to insure its impermeability.
A major innovation this year was the addition of prestressed cables in the canoe gunwales. In order to maintain the cables in place, we used pierced nuts that were imbedded in the gunwales concrete mass and screwed to 8 inches bolts. During the assembly of the male mold, special attention was put into boring the holes which would receive the bolts and then inserting the cables with the right alignment in the bored nuts. Because they crossed the top part of the male mold, the bolts were accessible

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
6
The Floating Stonesfrom exterior to allow for their removal during the unmolding.
To begin the assembly of the mold, the construction team started by leveling the female mold blocks and joining them using threaded rods. Using the previously constructed hoist, we then placed each block of the male mold in its place while insuring the proper positionning of the prestressed cable in the nuts. The unmolding agent was also added to the entire mold during this phase. Finally, the male and female molds were closed using lag bolts and a wood frame was put in place to reinforce the connections between the different parts of the mold.
The day of the canoe casting, the team was split in two, while one was responsible for the preparation of the concrete mixture, the other focused on the induction of the right amount of traction in the prestressed cables. As soon as the first 20 L of mixture was ready, the concrete injection started non-stop by the front tip of the mold until the mold was full. Such a practice was carried out in order to avoid drying of the concrete before it reached the other end of the canoe. After the 14 days cure, the removal of the mold was performed by removing the central part of the male mold and then removing the peripheral parts by breaking the foam pieces.
Finally, to achieve the canoe aesthetics, a whole week was dedicated to the sanding of the canoe in order to obtain a smooth and regular surface. A thin white concrete layer was then added to the exterior surface to allow the placement of the colored concrete and the application of acid stain. Once again a lot of time was put in the sanding of this white concrete layer. An amalgam of colored concrete and acid was used to achieve the canoe mosaic. The coloration was created using different adhesive stencils for each color. To finalize the canoe, a fine sanding was performed on the colored surfaces and 2 coats of sealer were added.
innovaTion anD susTainabiliTy
Proud of its leading status in technology and sustainability, the concrete canoe team of École Polytechnique has once again developped multiple innovative solutions in order to improve its canoe and reduce the ecological footprint of its project. To accomplish this goal the concept of the 3 R’s (reduce, reuse and recycle) was applied in a rigorous fashion throughout the project.
The failure of past editions to implement pre-stressed cables has only motivated the current edition to succeed in the addition of this essential structural element.
To complete such an advance, a pre-stress test section was conceived to design the pre-stressing cables positioning system. Prestressing of the canoe gunwales has enhanced the overall canoe strength and hence allowed for an increase in the use of recycled materials in the concrete mix.
A special attention was been placed in the improvement of our structural concrete mix in order to make it more ecologically friendly. First of all, the team has continued to study the water recycling system in order to make it more effective. After multiple tests, the team decided to reuse the waste water not only for washing purposes but also as part of our concrete mix.
Finally, in order to continue our reusing and recycling habits, two new items have been added to our mix. Recycled paint and nutshells were tested and implemented, enhancing the strength and improving our green initiative.
Figure 3 : Prestressing positionning system.

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
7
The Floating Stones organizaTional CharT

ID Task Name Predecessors BaselineDuration
Baseline Start Baseline Finish Duration Start Finish
1 Concrete Canoe - 2010 edition 190 days Mon 27/09/10 Mon 04/04/11 200 days Mon 27/09/10 Thu 14/04/11
2 ADMINISTRATION 190 days Mon 27/09/10 Mon 04/04/11 200 days Mon 27/09/10 Thu 14/04/11
3 Financement 190 days Mon 27/09/10 Mon 04/04/11 200 days Mon 27/09/10 Thu 14/04/11
4 Sponsorship documents redaction 14 days Mon 27/09/10 Sun 10/10/10 28 days Mon 27/09/10 Sun 24/10/10
5 Sponsorship research 4 160 days Mon 11/10/10 Sat 19/03/11 155 days Mon 25/10/10 Mon 28/03/11
6 Wine & Cheese 12 days Mon 25/10/10 Sat 06/11/10 5 days Mon 01/11/10 Sat 06/11/10
7 VIP party fundraising atcivity 12 days Mon 28/02/11 Sat 12/03/11 15 days Fri 25/02/11 Sat 12/03/11
8 Bowling fundraising activity 12 days Tue 08/03/11 Sun 20/03/11 16 days Fri 04/03/11 Sun 20/03/11
9 Canoe presentation 60 10 days Sat 26/03/11 Mon 04/04/11 8 days Thu 07/04/11 Thu 14/04/11
10 Design Paper 15 days Mon 21/02/11 Mon 07/03/11 9 days Thu 03/02/11 Fri 11/02/11
11 Draft redaction 37,62,67,55 7 days Mon 21/02/11 Sun 27/02/11 4 days Thu 03/02/11 Sun 06/02/11
12 Correction & traduction 11 4 days Mon 28/02/11 Thu 03/03/11 3 days Mon 07/02/11 Wed 09/02/11
13 Final report 12 4 days Fri 04/03/11 Mon 07/03/11 2 days Thu 10/02/11 Fri 11/02/11
14 Engineering notebook 11 days Mon 21/02/11 Thu 03/03/11 20 days Thu 03/02/11 Tue 22/02/11
15 Information gattering 37,62,67,55 7 days Mon 21/02/11 Sun 27/02/11 10 days Thu 03/02/11 Sat 12/02/11
16 Redaction 15 4 days Mon 28/02/11 Thu 03/03/11 10 days Sun 13/02/11 Tue 22/02/11
17 Oral presentation text 180 days Mon 27/09/10 Fri 25/03/11 161 days Mon 27/09/10 Sun 06/03/11
18 Speakers selection 1 day Mon 27/09/10 Mon 27/09/10 1 day Mon 27/09/10 Mon 27/09/10
19 Redaction for the presentation text 10,14 4 days Tue 08/03/11 Fri 11/03/11 4 days Wed 23/02/11 Sat 26/02/11
20 Creation of the multimedia presentation 19 4 days Sat 12/03/11 Tue 15/03/11 4 days Sun 27/02/11 Wed 02/03/11
21 Presentation practices 20 10 days Wed 16/03/11 Fri 25/03/11 4 days Thu 03/03/11 Sun 06/03/11
22 Extern relations 14 days Mon 27/09/10 Sun 10/10/10 50 days Mon 27/09/10 Mon 15/11/10
23 Recruitement 14 days Mon 27/09/10 Sun 10/10/10 14 days Mon 27/09/10 Sun 10/10/10
24 Website updates 14 days Mon 27/09/10 Sun 10/10/10 14 days Mon 27/09/10 Sun 10/10/10
25 ASCE accreditation 50 days Mon 27/09/10 Mon 27/09/10 50 days Mon 27/09/10 Mon 15/11/10
26 DESIGN 147 days Mon 27/09/10 Sun 20/02/11 138 days Mon 27/09/10 Fri 11/02/11
27 Research & developpement 147 days Mon 27/09/10 Sun 20/02/11 138 days Mon 27/09/10 Fri 11/02/11
28 Concrete 140 days Mon 27/09/10 Sun 13/02/11 108 days Mon 27/09/10 Wed 12/01/11
29 Tests of concrete components and casting of samples 70 days Mon 27/09/10 Sun 05/12/10 75 days Mon 27/09/10 Fri 10/12/10
30 Samples testing 29SS+14 days 105 days Mon 11/10/10 Sun 23/01/11 86 days Mon 11/10/10 Tue 04/01/11
31 Construction of the pumpability test module 14 days Mon 27/09/10 Sun 10/10/10 23 days Mon 27/09/10 Tue 19/10/10
32 Pumpability tests 31,30SS+14 days 105 days Mon 25/10/10 Sun 06/02/11 78 days Mon 25/10/10 Mon 10/01/11
33 Concrete mixture optimisation 30SS+20 days,32SS+20 days75 days Mon 07/02/11 Sun 13/02/11 60 days Sun 14/11/10 Wed 12/01/11
34 Prestressing 28 days Mon 01/11/10 Sun 28/11/10 66 days Thu 11/11/10 Sat 15/01/11
35 Construction of prestressing test module 42 14 days Mon 01/11/10 Sun 14/11/10 20 days Thu 11/11/10 Tue 30/11/10
36 Prestressed concrete tests 35 14 days Mon 15/11/10 Sun 28/11/10 24 days Wed 01/12/10 Fri 24/12/10
37 Final structural concrete selection 28 7 days Mon 14/02/11 Sun 20/02/11 3 days Thu 13/01/11 Sat 15/01/11
38 Structural analysis of the hull 119 days Mon 27/09/10 Sun 23/01/11 138 days Mon 27/09/10 Fri 11/02/11
39 2010 canoe instrumentation 14 days Mon 27/09/10 Sun 10/10/10 20 days Mon 27/09/10 Sat 16/10/10
40 Mecanic tests on 2010 canoe 39 7 days Mon 11/10/10 Sun 17/10/10 3 days Sun 17/10/10 Tue 19/10/10
41 2011 canoe modeling 40 21 days Mon 18/10/10 Sun 07/11/10 35 days Wed 20/10/10 Tue 23/11/10
42 Primary finite element analysis of the 2011 canoe 35 days Mon 27/09/10 Sun 31/10/10 45 days Mon 27/09/10 Wed 10/11/10
43 Finite elements analysis of the 2011 canoe 41,42 63 days Mon 08/11/10 Sun 09/01/11 75 days Wed 24/11/10 Sun 06/02/11
44 Experimental datas and finite elements analysis comparison 43,40 14 days Mon 10/01/11 Sun 23/01/11 5 days Mon 07/02/11 Fri 11/02/11
45 CONSTRUCTION 180 days Mon 27/09/10 Fri 25/03/11 192 days Mon 27/09/10 Wed 06/04/11
46 Mold 105 days Mon 27/09/10 Sun 09/01/11 123 days Mon 27/09/10 Thu 27/01/11
47 Mold modeling on CATIA 41,42 21 days Mon 08/11/10 Sun 28/11/10 14 days Wed 24/11/10 Tue 07/12/10
48 Remachining of the male mold 47 28 days Mon 29/11/10 Sun 26/12/10 46 days Wed 08/12/10 Sat 22/01/11
49 Machining of styrofoam tips 47 28 days Mon 29/11/10 Sun 26/12/10 46 days Wed 08/12/10 Sat 22/01/11
50 Refurbishment of the female mold 21 days Mon 27/09/10 Sun 17/10/10 16 days Mon 27/09/10 Tue 12/10/10
51 Sealer and demolding agent application 48,49,50 14 days Mon 27/12/10 Sun 09/01/11 5 days Sun 23/01/11 Thu 27/01/11
52 Casting of the canoe 75 days Mon 10/01/11 Fri 25/03/11 69 days Fri 28/01/11 Wed 06/04/11
53 Prestressed cables installation 46 4 days Mon 10/01/11 Thu 13/01/11 2 days Fri 28/01/11 Sat 29/01/11
54 Mold assembly 53 7 days Fri 14/01/11 Thu 20/01/11 3 days Sun 30/01/11 Tue 01/02/11
55 Casting 54 1 day Fri 21/01/11 Fri 21/01/11 1 day Wed 02/02/11 Wed 02/02/11
56 Demolding and humid cure 55 21 days Sat 22/01/11 Fri 11/02/11 21 days Thu 03/02/11 Wed 23/02/11
57 Rough sanding 56 14 days Sat 12/02/11 Fri 25/02/11 14 days Thu 24/02/11 Wed 09/03/11
58 Application of colored concrete/acid 57,62 7 days Sat 26/02/11 Fri 04/03/11 7 days Thu 10/03/11 Wed 16/03/11
59 Fine sanding 58 14 days Sat 05/03/11 Fri 18/03/11 14 days Thu 17/03/11 Wed 30/03/11
60 Sealer application 59 7 days Sat 19/03/11 Fri 25/03/11 7 days Thu 31/03/11 Wed 06/04/11
61 COMPETITION 120 days Mon 27/09/10 Mon 24/01/11 183 days Mon 27/09/10 Mon 28/03/11
62 Coloration of concrete 81 days Mon 27/09/10 Thu 16/12/10 90 days Mon 27/09/10 Sat 25/12/10
63 Conception of the colored concrete mixtures 60 days Mon 27/09/10 Thu 25/11/10 76 days Mon 27/09/10 Sat 11/12/10
64 Placement tests 63 21 days Fri 26/11/10 Thu 16/12/10 14 days Sun 12/12/10 Sat 25/12/10
65 Acid coloration tests 35 days Mon 27/09/10 Sun 31/10/10 14 days Mon 27/09/10 Sun 10/10/10
66 Theme 120 days Mon 27/09/10 Mon 24/01/11 114 days Mon 27/09/10 Tue 18/01/11
67 Theme and logo selection 60 days Mon 27/09/10 Thu 25/11/10 60 days Mon 27/09/10 Thu 25/11/10
68 Mosaic creation 67 28 days Fri 26/11/10 Thu 23/12/10 45 days Fri 26/11/10 Sun 09/01/11
69 Construction of supports, stand and cross section 67 60 days Fri 26/11/10 Mon 24/01/11 54 days Fri 26/11/10 Tue 18/01/11
70 Ordering and distribution of commemorative clothing 67 60 days Fri 26/11/10 Mon 24/01/11 45 days Fri 26/11/10 Sun 09/01/11
71 Training 104 days Mon 27/09/10 Sun 09/01/11 183 days Mon 27/09/10 Mon 28/03/11
72 Physical training 30 days Mon 27/09/10 Mon 27/09/10 34 days Mon 27/09/10 Sat 30/10/10
73 Interior training 50 days Sun 09/01/11 Sun 09/01/11 56 days Sun 09/01/11 Sat 05/03/11
74 Paddling training on water 73 30 days Sun 09/01/11 Sun 09/01/11 23 days Sun 06/03/11 Mon 28/03/11
75 Metropolitain Conference Competition 52,9 3 days Fri 15/04/11 Sun 17/04/11 3 days Fri 15/04/11 Sun 17/04/11
27/09 24/10
25/10 28/03
01/11 06/11
25/02 12/03
04/03 20/03
07/04 14/04
03/02 06/02
07/02 09/02
10/02 11/02
03/02 12/02
13/02 22/02
27/09 27/09
23/02 26/02
27/02 02/03
03/03 06/03
27/09 10/10
27/09 10/10
27/09 15/11
27/09 10/12
11/10 04/01
27/09 19/10
25/10 10/01
14/11 12/01
11/11 30/11
01/12 24/12
13/01
27/09 16/10
17/10 19/10
20/10 23/11
27/09 10/11
24/11 06/02
07/02 11/02
24/11 07/12
08/12 22/01
08/12 22/01
27/09 12/10
23/01 27/01
28/01 29/01
30/01 01/02
02/02
03/02 23/02
24/02 09/03
10/03 16/03
17/03 30/03
31/03 06/04
27/09 11/12
12/12 25/12
27/09 10/10
27/09 25/11
26/11 09/01
26/11 18/01
26/11 09/01
27/09 30/10
09/01 05/03
06/03 28/03
15/04 17/04
12/09 19/09 26/09 03/10 10/10 17/10 24/10 31/10 07/11 14/11 21/11 28/11 05/12 12/12 19/12 26/12 02/01 09/01 16/01 23/01 30/01 06/02 13/02 20/02 27/02 06/03 13/03 20/03 27/03 03/04 10/04 17/04 24/04 01/05October November December January February March April May
Task Critical Task Baseline Milestone Summary Baseline Milestone
PROJECT SCHEDULEProject: Concrete Canoe 2010-2011
THE FLOATING STONETue 15/03/11
8

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
A-1
The Floating Stones appenDix a - referenCes- ASCE, «ASCE National Concrete Canoe Competition Rules & Regulations», http://content.asce.org/conferences/nccc2011/rules-regulations_new.html
- ASTM. (2001), «Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete», C 138/C 138M-01, West Conshohocken, PA, USA.
- ASTM. (2001), «Standard Test Method for Density, Relative Density (SpecificGravity), and Absorption of Fine Aggregate», C 128-01, West Conshohocken, PA, USA.
- ASTM. (2001), «Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates», C 136-01, West Conshohocken, PA, USA.
- ASTM. (2003), «Standard Specification for Concrete Aggregates», C 33-03, West Conshohocken, PA, USA.
- ASTM. (2003), «Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens», C 39/C 39M-03, West Conshohocken, PA, USA.
- ASTM. (2004), «Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens», C 496/C 496M-04, West Conshohocken, PA, USA.
- CHARRON, J-P. (2006), «Notes de cours Civ6505, Technologies de béton», École Polytechnique de Montréal, QC, CANADA.
- KOSMATKA, Steven H., KERKHOFF, Beatrix, PANARESE, William C., MACLEOD, Normand F., MCGRATH, Richard J. (2004), «Dosage et contrôle des mélanges de béton», Portland Cement Association, QC, CANADA.
- Équipe Polytechnique (2009), «Technical paper Albatros», Montréal, QC, CANADA.
- BEAURIVAGE, F. (2009), «Étude de l’influence des paramètres structuraux sur les lois de comportements des bétons fibrés pour la conception de structures», École Polytechnique de Montréal.
- LI, G., XIAOUHUA, Z., CHUIQIANG, R., ZHAN, W. (2010), «Properties of polymer modified steel fiber-reinforced cement concretes», Construction and bulding materials.
- SHEN, J., YURTDAS, I., CHEIKHNA D., LI, A. (2008), «Une nouvelle méthode de formulation des bétons autoplaçants (BAP)», XXVI Rencontres Universitaires de Génie Civil.
- OLIVEIRA, L. A. P., JALALI, S., FERNANDES, J. M., TORRES, E. (2005), «L’emploi de métakaolin dans la production de béton écologiquement efficace», Materials and Structures, p. 403-410.
- SAHMARAN, M., O. YAMAN, I., TOKYAY, M. (2009), «Transport and mechanical properties of selfconsolidating concrete with high volume fly ash», Cement & Concrete Composites, p. 99-106.
- GLEIZE, P., CYR, M., ESCADEILLAS, G. (2007), «Effects of metakaolin on autogenous shrinkage of cement pastes», Cement & Concrete Composites, p. 80-87.
- RAO, G. (2001), «Long-term drying shrinkage of mortar - influence of silica fume and size of fine aggregate», Cement and Concrete Research, p. 171-175.
- RAO, G. (2003), «Investigations on the performance of silica fume-incorporated cement pastes and mortars», Cement and concrete research, p. 1765-1770.
- NEHDI, M., SUMMER, J. (2003), «Recycling waste latex paint in concrete», University of Western Ontario, p. 857-863

Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
B-1
The Floating Stones appenDix b - mixTure proporTions
Mixture : Structural Mix - 1,4% fiberBatch Size (m3) : 0,015
Non-SSD Proportions as Designed
Actual Batched Proportions
Yielded Proportions
Cementitious Materials SG Amount (kg/m3)
Volume (m3)
Amount (kg)
Volume (m3)
Amount (kg/m3)
Volume (m3)
CM1 - Portland Cement 3,15 236,49 0,075 3,547 0,001 3,88 0,00CM2 - Silica Fume 2,25 199,29 0,089 2,989 0,001 3,27 0,00CM3 - Connex 3,14 15,94 0,005 0,239 0,000 0,26 0,00CM4 - Metakaolin 2,20 79,71 0,036 1,196 0,001 1,31 0,00
Total of All Cementitious Materials: 531,43 0,205 7,971 0,003 8,72 0,00Fibers
F1 - Micro-Steel Fiber (10 mm) 7,85 109,90 0,01400 1,649 0,000 1,80 0,00Total of All Fibers: 109,90 0,014 1,649 0,00021 1,80 0,00
AggregatesA1 - K15 Glass Microspheres Absorption. 0% 0,14 11,21 0,080 0,168 0,001 0,18 0,00
A2 - 0,25 - 0,50 mm Recycled Glass Spheres Absorption. 4% 0,64 81,46 0,127 1,222 0,002 1,34 0,00
A3 - 0,50 - 1,0 mm Recycled Glass Spheres Absorption. 4% 0,52 46,34 0,089 0,695 0,001 0,76 0,00
A4 - 1,0 - 2,0 mm Recycled Glass Spheres Absorption. 4% 0,44 34,75 0,079 0,521 0,001 0,57 0,00
A5 - Nutshells Absorption. 2% 1,35 57,92 0,043 0,869 0,001 0,95 0,00
Total of All Aggregates: 231,68 0,418 3,475 0,00628 3,80 0,01Water
W1 - Water for CM Hydration (W1a + W1b)1,00
196,63 0,20 2,9494 0,0029 3,23 0,00 W1a. Water from Admixtures 29,97 0,4495 0,49 W1b. Additional Water 166,66 2,4999 2,74W2 - Water for Aggregates. SSD 1,00 7,66 0,1149 0,13
Total Water: 204,29 0,20 3,0643 0,0029 3,35 0,00Solids Content of Latex Modifiers
S1 - Plastol 5700 1,09 28,89 0,027 0,433 0,000 0,474 0,000S2 - EUCON ABS 1,08 2,70 0,003 0,041 0,000 0,044 0,000S3 - AKKRO®-7T 1,14 21,80 0,019 0,327 0,000 0,358 0,000S4 - Recycled Paint 1,30 38,89 0,030 0,583 0,000 0,638 0,000
Total Latex Solids: 92,28 0,078 1,384 0,001 1,515 0,001
Admixtures % Solids
Amount (mL/cwt)
Water‡ in Admixture
(kg/m3)
Amount (L)
Water‡ in Admixture
(kg)
Amount (mL/cwt)
Water‡ in Admixture
(kg/m3)
AD1 - Plastol 5700 1,09 kg/L 70 49,87 7,950 0,398 0,398 303,8 0,435AD2 - EUCON ABS 1,08 kg/L 20 4,70 1,995 0,038 0,038 28,7 0,041AD3 - AKKRO®-7T 1,14 kg/L 61 35,99 7,459 0,287 0,287 219,2 0,314AD4 - Recycled Paint 1,30 kg/L 58 56,29 12,564 0,449 0,449 342,9 0,491
Water from Admixtures (W1a): 29,97 1,17 1,28
Cement-Cementitious Materials Ratio 0,45 0,45 0,45Water-Cementitious Materials Ratio (w/cm) 0,37 0,37 0,37Spread. in. M - Mass of Concrete (kg) 1169,58 17,54 19,20V - Absolute Volume of Concrete (m3) 0,91 0,01 0,01T - Theorectical Density (kg/m3 = M / V) 1282,43 1282,43 1282,43D - Design Density (kg/m3 = M / 27) 1169,58D - Measured Density (kg/m3) 1280,00 1280,00A - Air Content (% = [(T - D) / T x 100%]) 8,80 0,2 0,2Y - Yield (m3 = M / D) 1,00 0,014 0,015Ay - Relative Yield = (Y / YD) 0,914
‡ Water content of admixture.§ If impact on w/cm is less than 0.01 enter zero.^ Including water added for aggregate absorption* For aggregates, provide ASTM C 127 oven-dry bulk specific gravity.
Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
B-2
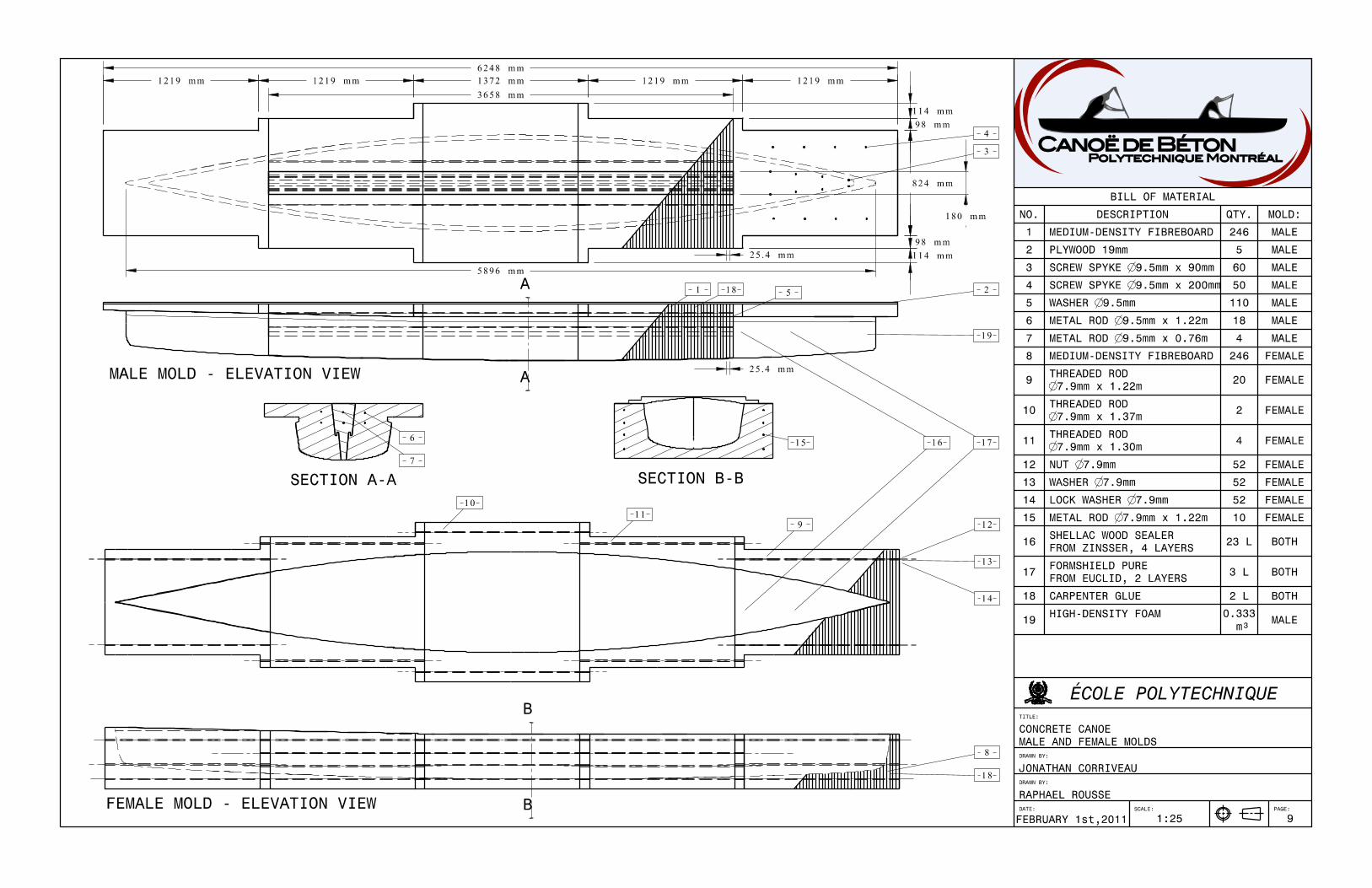
The Floating StonesMixture : Finish MixBatch Size (m3) : 0,015
Non-SSD Proportions as Designed
Actual Batched Proportions
Yielded Proportions
Cementitious Materials SG Amount (kg/m3)
Volume (m3)
Amount (kg)
Volume (m3)
Amount (kg/m3)
Volume (m3)
CM1 - White Cement 3,03 137,87 0,046 0,965 0,000 0,94 0,00CM2 - Slag Ash 2,25 199,29 0,089 2,989 0,001 3,27 0,00
Total of All Cementitious Materials: 501,35 0,169 3,509 0,001 3,42 0,00Fibers
F1 - Micro-Steel Fiber (10 mm) 7,85 0,00 0,00 0,00 0,00 0,00 0,00Total of All Fibers: 0,00 0,00 0,00 0,00 0,00 0,00
AggregatesA1 - K15 Glass Microspheres Absorption. 0% 0,14 14,79 0,106 0,104 0,001 0,10 0,00
A2 - 0,25 - 0,50 mm Recycled Glass Spheres Absorption. 4% 1,02 245,67 0,241 1,720 0,002 1,67 0,00
A3 - 0,50 - 1,0 mm Recycled Glass Spheres Absorption. 4% 0,64 0,00 0,000 0,000 0,000 0,00 0,00
A4 - 1,0 - 2,0 mm Recycled Glass Spheres Absorption. 4% 0,52 0,00 0,000 0,000 0,000 0,00 0,00
A5 - Crushed Glass Absorption. 2% 2,5 86,82 0,035 0,608 0,000 0,59 0,00
Total of All Aggregates: 347,28 0,381 2,431 0,00267 2,37 0,00Water
W1 - Water for CM Hydration (W1a + W1b)1,00
175,47 0,18 1,2283 0,00123 1,20 0,00 W1a. Water from Admixtures 105,30 0,7371 0,72 W1b. Additional Water 70,18 0,4912 0,48W2 - Water for Aggregates. SSD 1,00 11,56 0,0809 0,08
Total Water: 187,04 0,18 1,3093 0,00123 1,27 0,00Solids Content of Latex Modifiers
S1 - Plastol 5700 1,09 10,90 0,010 0,076 0,000 0,074 0,000S2 - AKKRO®-7T 1,14 299,02 0,262 2,093 0,002 2,038 0,002
Total Latex Solids: 309,92 0,272 2,169 0,002 2,112 0,002
Admixtures % Solids
Amount (mL/cwt)
Water‡ in Admixture
(kg/m3)
Amount (L)
Water‡ in Admixture
(kg)
Amount (mL/cwt)
Water‡ in Admixture
(kg/m3)
AD1 - Plastol 5700 1,09 kg/L 70 49,87 7,950 0,398 0,398 303,8 0,435AD2 - AKKRO®-7T 1,14 kg/L 61 523,18 102,295 1,836 1,836 7677,0 1,788
Water from Admixtures (W1a): 105,30 1,91 1,86
Cement-Cementitious Materials Ratio 0,28 0,28 0,28Water-Cementitious Materials Ratio (w/cm) 0,35 0,35 0,35Spread. in. M - Mass of Concrete (kg) 1345,58 9,42 9,17V - Absolute Volume of Concrete (m3) 1,00 0,01 0,01T - Theorectical Density (kg/m3 = M / V) 1348,07 1348,07 1348,07D - Design Density (kg/m3 = M / 27) 1345,58D - Measured Density (kg/m3) 1310,00 1310,00A - Air Content (% = [(T - D) / T x 100%]) 0,18 2,8 2,8Y - Yield (m3 = M / D) 1,00 0,007 0,007Ay - Relative Yield = (Y / YD) 1,027
‡ Water content of admixture.§ If impact on w/cm is less than 0.01 enter zero.^ Including water added for aggregate absorption* For aggregates, provide ASTM C 127 oven-dry bulk specific gravity.
Co
nc
re
te
ca
no
e 2
011
- P
ol
yt
ec
hn
iqu
e M
on
tr
ea
l
C-1
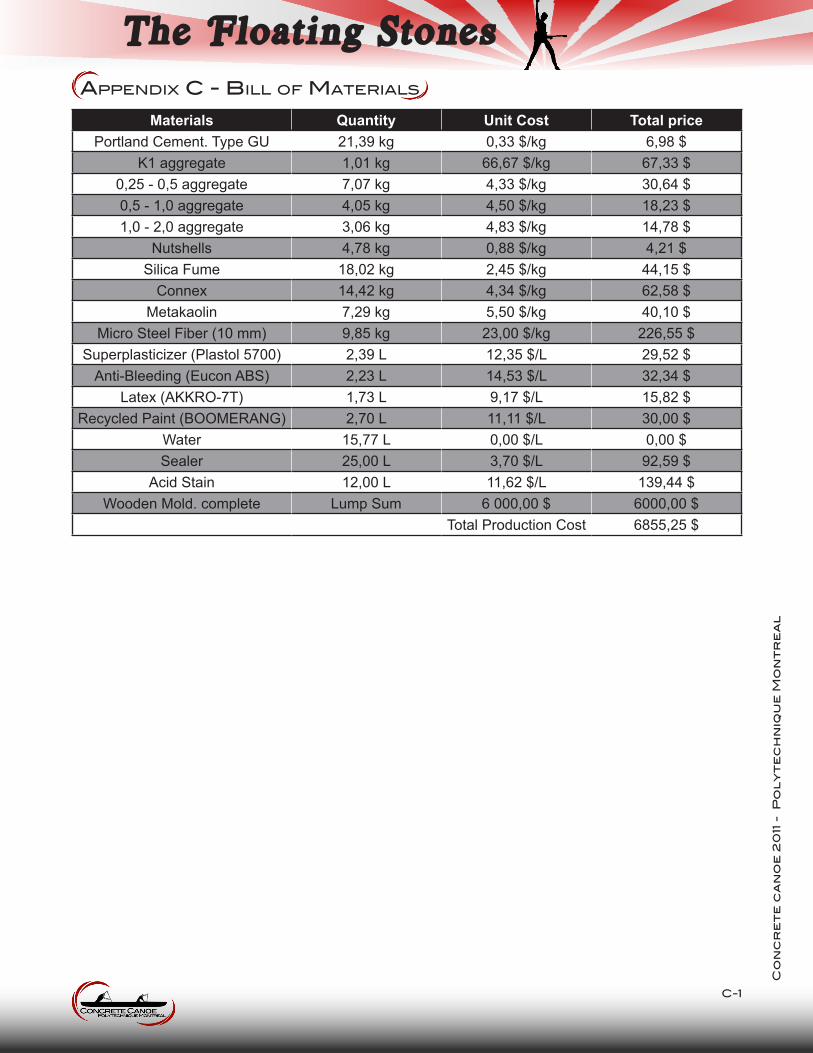
The Floating Stones appenDix C - bill of maTerials
Materials Quantity Unit Cost Total pricePortland Cement. Type GU 21,39 kg 0,33 $/kg 6,98 $
K1 aggregate 1,01 kg 66,67 $/kg 67,33 $0,25 - 0,5 aggregate 7,07 kg 4,33 $/kg 30,64 $0,5 - 1,0 aggregate 4,05 kg 4,50 $/kg 18,23 $1,0 - 2,0 aggregate 3,06 kg 4,83 $/kg 14,78 $
Nutshells 4,78 kg 0,88 $/kg 4,21 $Silica Fume 18,02 kg 2,45 $/kg 44,15 $
Connex 14,42 kg 4,34 $/kg 62,58 $Metakaolin 7,29 kg 5,50 $/kg 40,10 $
Micro Steel Fiber (10 mm) 9,85 kg 23,00 $/kg 226,55 $Superplasticizer (Plastol 5700) 2,39 L 12,35 $/L 29,52 $
Anti-Bleeding (Eucon ABS) 2,23 L 14,53 $/L 32,34 $Latex (AKKRO-7T) 1,73 L 9,17 $/L 15,82 $
Recycled Paint (BOOMERANG) 2,70 L 11,11 $/L 30,00 $Water 15,77 L 0,00 $/L 0,00 $Sealer 25,00 L 3,70 $/L 92,59 $
Acid Stain 12,00 L 11,62 $/L 139,44 $Wooden Mold. complete Lump Sum 6 000,00 $ 6000,00 $
Total Production Cost 6855,25 $