proceedings of international conference for technical ... · isbn 978-983-42035-9-7 proceedings of...
TRANSCRIPT

ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
Abstract Due to energy and environmental issues, hydrogen becomes a more attractive clean fuel. There is high interest to producehydrogen from biomass in view of sustainability. The thermo chemical process i.e. gasification is highlighted for hydrogen production. This paper discusses themathematical modeling of hydrogen production through steam gasification withcalcium oxide as sorbent in one gasifier. The model framework consists of kinetics model based on chemical reactions with fewassumptions using MATLAB. This work investigates the influence of the temperature,steam/biomass ratio and sorbent/biomass ratio on the hydrogen and product gascomposition. The importance of different reactions involved in the system is also discussed. The model helps to predict the product gas composition and hydrogen gas mole fraction from biomass. It is observedthat at 1000 K temperature,3.0 steam/biomass ratio and 1.0 sorbent/biomass ratio maximum hydrogen mole fraction obtained in the product gas i.e. 0.82. At sorbent /biomass 1.52, purity of hydrogen is increased to 0.98 mole fraction with all CO2 present in system absorbed.
Keywords— Hydrogen, Biomass gasification, CO2
Adsorption, Kinetics Modeling.
I. INTRODUCTION
The current main energy sources are fossil fuels but due to the energy crisis and environmental issues, alternative and renewable energy sources are now under focus for sustainable supply of energy in the future. Oneof the main renewable energy sources is biomass, which is considered for the production of hydrogen as a clean and environment friendlyfuel [1,2]. The potential for production of
hydrogen from biomass in Malaysia is logical due to the agricultural land and availability of abundant biomass. Biomass can be use toproduce enriched hydrogen gas via two thermo chemical processes, pyrolysis and gasification. Balat [3] reported that hydrogen production via gasification process is more economical than the pyrolysis process. The quality of hydrogen and product gas varies with different gasification agents i.e. air, oxygen-steam and pure steam,used for gasification process [4]. Moreover, the production of hydrogen can increased to more than 80% by using CO2 adsorption technique in steam gasification process [5].
Several attempts have been carried out to evaluate for the hydrogen production from biomass by using CaO as CO2 sorbent. New approach for biomass gasification to hydrogen by using CaO as CO2 sorbent has been introduced by Mollenstedt et al. [5]. By couplingtwo fluidized beds, they have shown that hydrogen yield can be increased in product gas using adsorption technique from 70% to 85%. Furthermore, Mahishi and Goswami [6] studied steam gasification of pine bark in the presence of CaO as sorbent. Their results showed high yield of H2 70% in product gas. Additionally, Florin and Harris [7] discussed the effect of CaO in biomass gasification and observed that CaO also act as a catalyst as well and H2 yield can increasedouble. They also mentioned that maximum yield of H2 from 57% to 80% when using CO2
sorbent.In literature, there are numerous models
developed to explain gasification process. Some of them are highlighted in the next few paragraphs. Corella and Sanz [8] presented a mathematical model for circulating fluidized bed biomass gasifier based on hydrodynamic and kinetics parameters. Reaction network has been solved using heat and mass balances. In this way they describe that temperature and some other parameters can be calculate to optimize the
Kinetic Modeling of Biomass Steam Gasification System for Hydrogen Production with CO2 Adsorption
Abrar Inayat, Murni Melati Ahmad*, M Ibrahim A Mutalib and M Khairuddin YunusDepartment of Chemical Engineering,
Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Tronoh 31750, Malaysia
*Corresponding author. Tel.: +6053687588; fax: +6053656176.E-mail address: [email protected].

ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
design and operation of gasifier. Furthermore, Melgar et al. [9] developed a model on thermo-chemical equilibrium for biomass gasification process based on equilibrium Gibbs free energyminimization in MATLAB. The model predictedthe compositions of product with respect totemperature. Also Mahishi et al. [10] presented athermodynamic equilibrium model, whichpredicted the optimum temperature, pressure, steam to biomass ratio and equivalence ratio with respect to the composition of the product gas. Nikoo et al. [11] has run simulation using ASPEN PLUS based on reaction kinetics and hydrodynamic parameters for biomass gasification in fluidized bed reactor. The work investigated the effect of temperature, steam tobiomass ratio and particle size of biomass on the product gas. Sharma [12] used modeling technique to predict the reaction temperatures, unconverted char, and equilibrium constants for reduction reactions and optimal energy conversion for a downdraft fixed bed biomass gasifier. Moreover, Shen et al. [13] simulatedfor hydrogen production from biomass using interconnected fluidized beds. The purpose of the second fluidized bed is as a combustor to achieve the heat required for gasification process.
Initially, Kinoshita et al. [14] presenteda model for CO2 adsorption using CaO as sorbent using ASPEN PLUS, but for hydrogen production from bio oil. Proll et al. [15]illustrated modeling approach for dual fluidized bed gasification based on mass balances, energybalances and thermodynamic equilibrium states.Thus also integrated CO2 adsorption technique by using CaO as bed material. The results explained the thermodynamic limits for dual fluidized bed reactor with CO2 adsorption technique. As modeling approach is faster, less expensive and can offer wide range than experimental approach The objective of this study to investigate the technical feasibility of hydrogen production from biomass steam
gasification with CO2 adsorption via
modeling approach. The kinetic behavior model of the system developed by using MATLAB.
II. METHODOLOGY
The modeling work is carried out by using these information. The block diagram describingthe gasification processes in one unit is shown in Fig.1.
A. AssumptionsThe following assumptions were
considered in kinetics modeling for gasification process.
the gasifier operates under steady state conditions.
biomass is pretreated. i.e. moisture removed biomass is represented by char. ash in biomass are considered as inert and
do not participate in the chemical reactions. the reactions proceed adiabatically and at
constant volume. carbonation reaction involved in the process
was taking as forward reaction.
B. Reaction KineticsIn the modeling work, the following
reactions are taken for the process.
Char gasification reactionC + H2O → CO + H2 (R1)
Methanation reactionC + 2H2 → CH4 (R2)
Boudouard reactionC+ CO2 → 2CO (R3)
Methane steam reforming reactionCH4 + H2O → CO + 3H2 (R4)
Water gas shift reactionCO + H2O → CO2 + H2 (R5)
Carbonation reactionCO2 + CaO → CaCO3 (R6)
As there are numerous possibilities for the kinetics rate equations, so the simplest first order
Fig. 1 Process Block Diagram

ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
800 900 1000 1100 1200 13000.8
0.802
0.804
0.806
0.808
0.81
0.812
0.814
0.816
0.818
Temperature (K)
Hyd
rog
en
(M
ole
Fra
ctio
n)
TABLE IKINETICS PARAMETERS FOR REACTIONS
with respect reacting species is selected for mentioned reactions.
= (1)
where is the rate of reaction is theconcentration of reactant and is the rateconstant. As water gas shift reaction is one the very important reaction in gasification processand also exothermic and reversible. So for the calculation of rate of water gas shift reaction following equation used.
= ( + ) (2)
where the rate constant for water gas is shift reaction and is equilibrium constant. The overall volumetric rate of each component is determined by according to chemical reaction engineering rules.
= + 3 + − (3)= + 2 + − (4)= − (5)= − + − (6)
Fig. 2- Effect of temperature on product gas. Biomass feed rate: 0.072kg/h; Steam/Biomass ratio:3.0; Sorbent/Biomass ratio:1.0. H2 (□), CO (○), CO2 (∆). CH4 (×)
The kinetics parameters used for all above reactions taken from literature listed in table 1.
III. RESULTS AND DISCUSSION
Among the main variables that can affect the performance of biomass gasification process are temperature, steam to biomass fed ratio and amount of sorbent. The effect of each one of these parameters are thoroughly studied and discussed in the following section.
A. Effect of TemperatureFig. 2 shows the effect of temperature on the
product gas composition versus different temperatures in the range of 800-1300 K. The plot shows the value of hydrogen higher than 0.8 mole fraction in product gas due to usage of pure steam and CO2 adsorption technique. Based on Fig.2 it also can be observed that the CO is increasing along with the increase of temperature. Thus observation might be due to the exothermic and reversible behavior of water gas shift reaction and due to the endothermic behavior of boudouard, char gasification and methane reforming reactions. On the other hand CH4 and CO2 are found to be decreasing with the increasing temperature. The decreasing amount of CO2 may be due to the slower water gas shift reaction at high temperature and calcinations reaction that is taken as forward reaction in assumptions. Therefore, by increasing temperature in gasification process the solid yield, methane and carbon based yield decreases and meanwhile the total gas and hydrogen increases.
Fig. 3- Effect of temperature on hydrogen. Biomass feed rate: 0.072kg/h; Steam/Biomass ratio:3.0; Sorbent/Biomass ratio:1.0
700 800 900 1000 1100 1200 1300 14000
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Temperature (K)
Pro
du
ct G
as
(Mo
le F
ract
ion
)
Reaction Kinetics Parameters References1 2.0×105 exp(-6000/T) [8], [16], [17]2 0.12exp(-17921/T) [18], [19]3 4.40 exp(-1.62×108/T) [18], [20]4 3x105 exp(-15000/T) [8], [21], [22], [23]
5106 exp(-6370/T)
Kw=520exp(-7230/T)[8], [18], [24], [25]
6 10.20 exp(-44.5/T) [26], [27]
ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
0.5 1 1.5 2 2.5 3 3.5 40
1
2
3
4
5
6
7
8
9
10
Steam/Biomass Ratio
H2
/CO
ra
tio
700 800 900 1000 1100 1200 1300 14000
1
2
3
4
5
6
7
8
9
10
Temperature (K)
H2
/CO
ra
tio
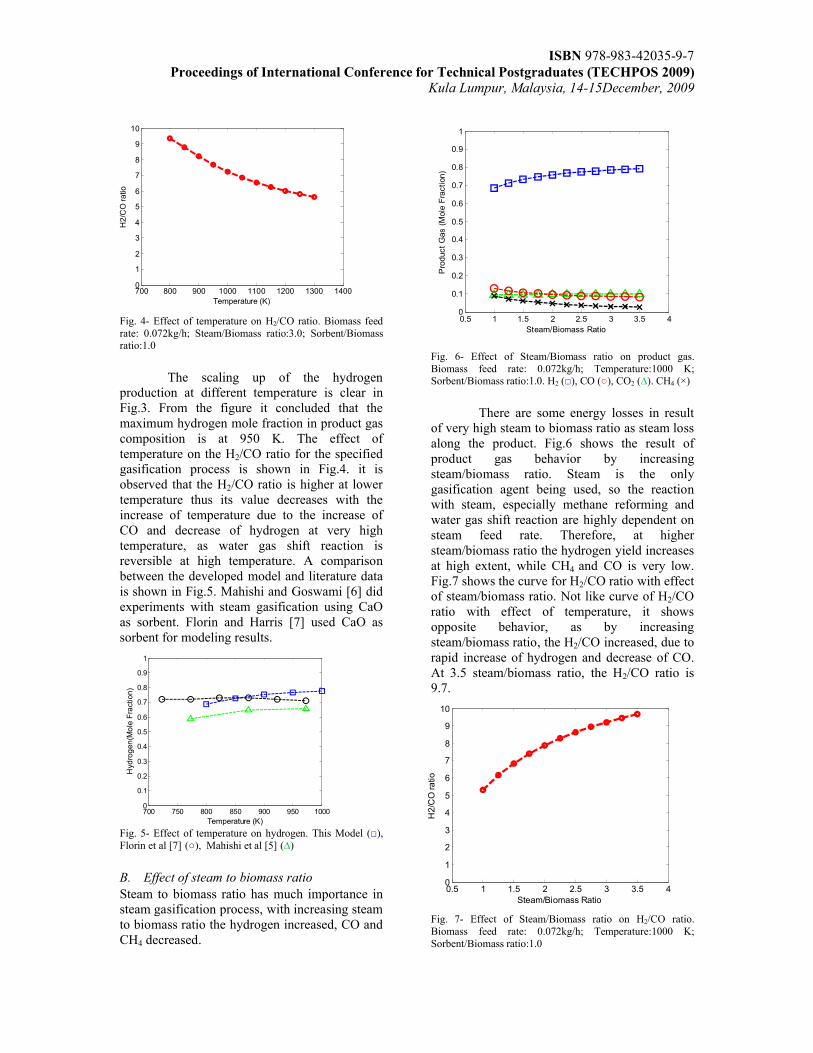
Fig. 4- Effect of temperature on H2/CO ratio. Biomass feed rate: 0.072kg/h; Steam/Biomass ratio:3.0; Sorbent/Biomass ratio:1.0
The scaling up of the hydrogen production at different temperature is clear in Fig.3. From the figure it concluded that the maximum hydrogen mole fraction in product gascomposition is at 950 K. The effect of temperature on the H2/CO ratio for the specified gasification process is shown in Fig.4. it is observed that the H2/CO ratio is higher at lower temperature thus its value decreases with the increase of temperature due to the increase of CO and decrease of hydrogen at very high temperature, as water gas shift reaction is reversible at high temperature. A comparison between the developed model and literature data is shown in Fig.5. Mahishi and Goswami [6] didexperiments with steam gasification using CaO as sorbent. Florin and Harris [7] used CaO as sorbent for modeling results.
Fig. 5- Effect of temperature on hydrogen. This Model (□), Florin et al [7] (○), Mahishi et al [5] (∆)
B. Effect of steam to biomass ratioSteam to biomass ratio has much importance in steam gasification process, with increasing steam to biomass ratio the hydrogen increased, CO and CH4 decreased.
Fig. 6- Effect of Steam/Biomass ratio on product gas. Biomass feed rate: 0.072kg/h; Temperature:1000 K; Sorbent/Biomass ratio:1.0. H2 (□), CO (○), CO2 (∆). CH4 (×)
There are some energy losses in result of very high steam to biomass ratio as steam lossalong the product. Fig.6 shows the result of product gas behavior by increasing steam/biomass ratio. Steam is the only gasification agent being used, so the reaction with steam, especially methane reforming andwater gas shift reaction are highly dependent on steam feed rate. Therefore, at higher steam/biomass ratio the hydrogen yield increases at high extent, while CH4 and CO is very low. Fig.7 shows the curve for H2/CO ratio with effect of steam/biomass ratio. Not like curve of H2/CO ratio with effect of temperature, it showsopposite behavior, as by increasing steam/biomass ratio, the H2/CO increased, due to rapid increase of hydrogen and decrease of CO.At 3.5 steam/biomass ratio, the H2/CO ratio is 9.7.
Fig. 7- Effect of Steam/Biomass ratio on H2/CO ratio. Biomass feed rate: 0.072kg/h; Temperature:1000 K; Sorbent/Biomass ratio:1.0
700 750 800 850 900 950 10000
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Temperature (K)
Hyd
rog
en(M
ole
Fra
ctio
n)
0.5 1 1.5 2 2.5 3 3.5 40
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Steam/Biomass Ratio
Pro
duct
Gas
(M
ole
Fra
ctio
n)

ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
8001000
120014000
12
30.72
0.74
0.76
0.78
0.8
0.82
Temperature (K)Steam/Biomass Ratio
Hyd
rog
en
(M
ole
Fra
ctio
n)
800 1000 1200 14001 2 3 4
5
5.5
6
6.5
7
7.5
8
8.5
9
9.5
Temperature (K)Steam/Biomass Ratio
H2
/CO
ra
tio
Fig. 8- Surface plot of hydrogen (mole fraction) for different temperatures and steam/biomass ratios. Biomass feed rate: 0.072kg/h; Sorbent/Biomass ratio:1.
Fig.8 and Fig.9 show the surface plot with effect of both temperature and steam/biomassratio on hydrogen mole fraction and H2/CO ratio.The surface plot for hydrogen is show that hydrogen is production increased by increasing temperature and steam/biomass ratio. At 800 Kwith lower steam/biomass 1.0 the hydrogen amount is 0.73, and at 1300 K and high steam/biomass ratio i.e. 3.5 the hydrogen amountis almost 0.80. Furthermore the surface plot show that the highest hydrogen value 0.82 occurs at 1000K and with 3.0 steam/biomass ratio. Fig.9 shows that lower temperature and higher steam/biomass ratio are in favor of higher value of H2/CO ratio due to faster water gas shift reaction.
Fig. 9- Surface plot of hydrogen H2/CO ratio for different temperatures and steam/biomass ratios. Biomass feed rate: 0.072kg/h; Sorbent/Biomass ratio:1.0
Fig. 10- Effect of CaO on hydrogen and carbon dioxide (mole fraction). Biomass feed rate: 0.072kg/h; Sorbent/Biomass ratio: 1.0; Temperature: 1000 K; Steam/Biomass ratio: 3.0
At lower temperature of 800 K and higher value of steam/biomass 3.5, the H2/CO at ratio is at highest i.e. 9.5.
With high temperature 1300 K and higher steam/biomass ratio 3.5, the H2/CO ratio is 5.7.Even at lower temperature 800 K and lower steam/biomass ratio 1.0 H2/CO is higher 6.4.Which shown that the high temperature is not in favor of gasification process using steam as gasification agent for hydrogen production, due to increase of carbon monoxide mole fraction at higher temperature in the product gas.
C. Effect of sorbent to biomass ratioThe presence of sorbent (CaO) in system
increased the hydrogen mole fraction in product gas by absorbing the CO2 present in the system. The difference of H2 and CO2 mole fraction in product gas by using CaO as sorbent is show in Fig. 10.
Fig. 11- Effect of sorbent/biomass ratio on product gas (mole fraction). Biomass feed rate: 0.072kg/h; Temperature: 1000 K; Steam/Biomass ratio:3.0.H2 (□), CO (○), CO2 (∆). CH4 (×)
0 0.5 1 1.50
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Sorbent/Biomass ratio
Pro
duct
Gas
(M
ole
Fra
ctio
n)

ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
Also Fig.10 shown that hydrogen can be increased from 0.65 to 0.83 and CO2 decreasedfrom 0.31 to 0.09 by using CaO as sorbent.
The amount of sorbent influenced a lot on the production of hydrogen, as sorbent used to increase H2 and decrease CO2 in product gas composition. Fig.11 shows the effect of amount of sorbent on product gas of gasification process. By increasing sorbent /biomass ratio, the H2
increases and CO2 decreases. At 1.56 sorbent/biomass ratio, the all CO2 absorbed by absorbent and there is no CO2 more in product gas. Also along this there is maximum hydrogen shown that is 0.99 mole fraction. But the addition of sorbent not effect on the CO and CH4
due to the H2 and CO2 are the end product of water gas shift reaction, which is one of the main reaction of the process.
IV. CONCLUSION
A reaction kinetics model is developedfor the prediction of the product gas composition in a system of steam gasification integrated with adsorption. Each reaction captured in model thataffect of performance of the biomass gasification process. Where water gas shift reaction and methane steam reforming reaction are the main reactions for hydrogen production. In addition, for temperature is the important variable, as the hydrogen production increased by increasing temperature initially. However, at very high temperature, hydrogen mole fraction in the product gas decreases due to the exothermic andreversible behavior of water gas shift reaction.Steam/biomass ratio is also very important in steam gasification process because hydrogen yield increases by increasing steam/biomass ratio. Whereas CO and CH4 decreases in product gas. Both methane reforming reaction and water gas shift reaction highly dependent on the steamfeed rate. It is very difficult to get optimum condition for temperature and steam/biomass ratio, which predicts the maximum hydrogen, but an attempt has been done using 3D profiles shows both effect of temperature andsteam/biomass ratio. It is observed 1000 K and 3.0 Steam/Biomass ratio provides maximum hydrogen mole fraction in the product gas i.e. 0.82. Maximum H2/CO ratio is at lower temperature and higher steam/biomass ratio due to the maximum consumption of CO in water gas shift reaction, as both conditions are in favor of water gas shift reaction. With addition of CaO as
sorbent, the hydrogen mole fraction in product gas can be increased from 0.65 to 0.85. At sorbent /biomass 1.52, purity of hydrogen is 0.98 obtained with all CO2 present in system absorbed. Therefore, by capturing CO2, the hydrogen yield increased as reaction is shifted forward and purity increased as CO2 is removed from the system
ACKNOWLEDGMENT
This study has been performed with the financial support of Petroleum Research Fund of PETRONAS and Universiti Teknologi PETRONAS.
NOMENCLATURE
= Concentration (mol/m3)= Arrhenius kinetic Constant (s-1)= Rate of reaction (mol/m3 s)= Equilibrium Constant= Volumetric rate of component
(mol/m3 s)
REFERENCES
[1] Meng Ni, Dennis Y.C. Leung, Michael K.H. Leung and K. Sumathy, “An overview of hydrogen production from biomass,” Fuel Processing Technology, vol. 87, pp. 461-472, 2006.
[2] Tau Len Kelly-Yong, Keat Teong Lee, Abdul Rehman Mohammed and Subhash Bhatia, “ Potential of hydrogen from oil palm biomass as source of renewable energy worldwide,” Energy Policy, vol. 35, pp. 5692-5701, 2007.
[3] M. Balat, “Hydrogen rich gas production from biomass via Pyrolysis and gasification processes and effects of catalyst on hydrogen yield,” Energy Sources Part A: Recovery, Utilization, and Environmental Effects, vol. 30, pp. 552-554, 2008.
[4] Peter Mckendry, “Energy production from biomass (part 3): gasification technologies,” Bioresource Technology, vol. 83, pp. 55-63, 2002.
[5] T. Marquard-Mollenstedt, P. Sichler, M. Specht, M. Michel, R. Berger, K. R. G. Hein, E. Hoftberger, R. Rauch and H. Hofbauer, “New approach for biomassgasification to hydrogen,” presented at the 2nd World Conference on Biomass for Energy, Industry and Climate Protection, 10-14 May 2004, Rome, Italy
[6] Madhukar R. Mahishi and D. Y. Goswami, “An experimental study of hydrogen production by gasification of biomass in the presence of a CO2 sorbent,” International Journal of Hydrogen Energy, vol. 32, pp. 2803-2808, 2007.
[7] Nicholas H. Florin and Andrew T. Harris, “Enhanced hydrogen production from biomass with in situ carbon dioxide capture using calcium oxide sorbents,”Chemical Engineering Science, vol. 63, pp. 287-316, 2008.
[8] Jose Corella and Alvaro Sanz, “Modeling circulating fluidized bed biomass gasifiers. A pseudo-rigorous
ISBN 978-983-42035-9-7Proceedings of International Conference for Technical Postgraduates (TECHPOS 2009)
Kula Lumpur, Malaysia, 14-15December, 2009
model for stationary state,” Fuel Processing Technology, vol. 86, pp. 1021-1053, 2005.
[9] Andres Melgar, Juan F. Perez, Hannes Laget and Alfonso Horillo, “Themochemical equilibrium modeling of a gasifying process,” Energy Conversion and Management, vol. 48, pp. 59-67, 2007.
[10] Madhukar R. Mahishi and D. Y. Goswami, “Thermodynamic optimization of biomass gasifier for hydrogen production,” International Journal of Hydrogen Energy, vol. 32, pp. 3831-3840, 2007.
[11] Mehrdokht B. Nikoo and Nader Mahinpey, “Simulation of biomass gasification in fluidized bed reactor using ASPEN PLUS,” Biomass and Bioenergy, vol. 32, pp. 1245-1254, 2008.
[12] Avdhesh Kr. Sharma, “Equilibrium modeling of global reduction reactions for a downdraft (biomass) gasifier,”Energy Conversion and Management, vol. 49, pp. 832-842, 2008.
[13] Laihong Shen, Yang Gao and Jun Xiao, “Simulation of hydrogen production from biomass gasification in interconnected fluidized beds,” Biomass and Bioenergy, vol. 32, pp. 120-127, 2008.
[14] C.M. Kinoshita and S. Q. Turn, “Production of hydrogen from bio-oil using CaO as a CO2 sorbent,” International Journal of Hydrogen Energy, vol. 28, pp. 1065-1071, 2003.
[15] Tobias Proll and Hermann Hofbauer, “H2 rich syngas by selective CO2 removal from biomass gasification in a dual fluidized bed system – Process modeling approach,” Fuel Processing Technology, vol. 89, pp. 1207-1217, 2008.
[16] J. Gonzalez-Saiz, Advances in biomass gasification in fluidized bed, PhD thesis, University of Saragossa (Dept. Of Chemical Engineering), 1988.
[17] C. Fushimi, K. Araki, Y. Yamaguchi, A. Tsutsumi, Effect of heating rate on steam gasification of biomass: 1. Reactivity of char, Industrial and Engineering Chemistry Research, vol. 42, pp. 3922-3928, 2003.
[18] Y. C. Choi, X. Y. Li, T. J. Park, J. H. Kim, J.G. Lee, Numerical study on the coal gasification characteristics in an entrained flow coal gasifier, Fuel, vol. 80, pp. 2193-2201, 2001.
[19] Govin R, Shah J, Modeling and simulation of an entrained flow coal gasifier, AIChE Journal, Vol. 30, pp. 79, 1984.
[20] Brown BW, Smoot LD, Smith PJ, Hedman PO, Measurement and prediction of entrained flow gasification process, AIChE Journal, Vol. 34, pp. 435, 1988.
[21] N. Therien, P. Marchand, A. Chamberland, G. Gravel, Computer modeling and simulation of biomass fluidized bed gasifier, Proceeding of the XVIII Congress: The Use of Computer in Chemical Engineering-CEF87, 26-30 April, Gianardi Naxos, Italy, pp. 187-192, 1987.
[22] H. Liu, B.M. Gibbs, Modelling NH3 and HCN emissions from biomass circulating fluidizied biomass gasifiers, Fuel, vol. 82. pp.1591-1604, 2003.
[23] D. F. Fletcher, B. S. Haynes, F. C. Christo, S. D. Joseph, ACFD based combustion model of an entrained flow biomass gasifier, Applied Mathematics Modelling,Vol. 24, pp. 165-182, 2000.
[24] J. Xu, G. F. Froment, Methane steam reforming, methanation and water gas shift: 1. Intrinsic kinetics, AIChE Journal, vol. 35, pp. 88-96, 1989.
[25] P. A. Simell, E. K. Hirvensalo, S. T. Smolander, A. O. Krause, steam reforming of gasification gas tar over dolomite with benzene as a model compound,
Industrial and Engineering Chemistry Research, vol. 38, pp. 1250, 1999.
[26] Irfan Ar, Gulsen Dogu, Cacination kinetics of high purity limestones, Chemical Engineering Journal, vol. 83, pp. 131-137, 2001.
[27] C. R. Milne, G. R. Silci=ox, D. W. Pershing, D. A. Kirchgesner, Calculation and sintering models for applications of high temperature short time sulfaction of calcium based sorbent, Ind Eng. Chem. Res., vol. 29, pp. 139-152, 1990.