proplast 2009 / srr 24 sept 09 29. september 2009kistler ... · kistler group measuring technology...
TRANSCRIPT

Proplast 2009 / Srr 24 Sept 09 29. September 2009 1Kistler / Bt / 14th April 2008 1
Zero Defect Manufacturing and Hot Runner Balancing based on Cavity Pressure Measurements
Dr.-Ing Oliver Schnerr
Proplast 2009 / Srr 24 Sept 09 29. September 2009 2
Dr.-Ing Oliver Schnerr
Head of Business Unit Plastics
Kistler Instrumente AG
Switzerland

Overview
� Introduction
� Influences in Plastic Injection Molding
� Cavity Pressure Curve – The Fingerprint of Injection Molding
� Zero Defect Manufacturing based on Cavity Pressure
Proplast 2009 / Srr 24 Sept 09 29. September 2009 3
� Zero Defect Manufacturing based on Cavity Pressure
� Automatic Hot Runner Balancing with Cavity Pressure –Controlling Temperatures of Hot Runners Tools
� Summary

Kistler Group
Measuring technology company
Development and production
of sensors, electronics
and systems for measuring
Proplast 2009 / Srr 24 Sept 09 29. September 2009 43
� pressure
� force
� torque
� acceleration

Kistler Group
� International headquarters
Winterthur, founded in 1959
� Production in Switzerland, USA
and Germany
� Active in over 50 countries
worldwide
Proplast 2009 / Srr 24 Sept 09 29. September 2009 54
worldwide
� 1000 employees around the
world, 420 of whom are based
in Switzerland
� Collaboration with over 50
universities
� Turnover 2008: 218 million
Swiss Francs

Kistler Group
Stuttgart (Germany)Kistler-IGeL
35 employees
Stuttgart (Germany)Kistler Instrumente GmbH
50 employees
Lorch (Germany)Kistler Staiger Mohilo
80 employees
Proplast 2009 / Srr 24 Sept 09 29. September 2009 65
Winterthur (Switzerland)
450 employees
Buffalo NY (USA)
85 employees
Kistler Japan
32 employees
Sales Centers

Applications and Markets
Proplast 2009 / Srr 24 Sept 09 720
Engines Vehicles Manu-facturing
Plastics Bio-
mechanics

Kistler Group – Key Figures
� Turnover 2008: 218
million Swiss Francs
� Long-term average annual
growth of 6 %
� 10 % of turnover
Proplast 2009 / Srr 24 Sept 09 29. September 2009 87
� 10 % of turnover
reinvested in research
and development

Influences in Injection Molding
Material DeviationsController Deviations
Proplast 2009 / Srr 24 Sept 09 29. September 2009 9
Operator
Temperature
Abrasion
Environmental
conditions
(Day/Night/
Humidity)

Where to Measure in Injection Molding ?
Part related (p,v,T) Machine related
P far from
the gate
P near
the gate
P gate P in front
of the screwP hydraulic
Proplast 2009 / Srr 24 Sept 09 29. September 2009 10
frozen plastic plastic melt hydraulic
oil
dimensions, weight, shrinkage ... Viscosity changes
Injection workMachine
Control

Injection Molding Parameters and Quality
1: highest influence on part quality / 9: lowest influence on part quality
Cycle Time
Injection Speed
Metering Time
Melt Cushion
Cavity Pressure Integral
Maximum Cavity Pressure
Melt Temperature
Proplast 2009 / Srr 24 Sept 09 29. September 2009 11
Melt Temperature
Mold Temperature Fixed Half
Mold Temperature Moving Half
Technical Precision Parts: Connectors ... (Thinwalled)
Optical Parts: Lenses, Brake Lights, Mirrors ...
Fast Cycle Precision Parts: One-Way Shavers ...
Technical Parts: Gear Wheels ... (Thickwalled)
Medical Parts: One-Way Syringes, Pipettes ...
Technical Packing Material: Tape Cassettes, CD-Covers ...
Office Appliances: Rulers, Squares, Stencils ...
General Parts: Housings, Covers, Vacuum Cleaners ...
Unplasticised PVC Parts: Pipe Connections, Fittings ...
[Source Demag]

The Cavity Pressure Curve
Volume change due to cooling of melt; compensated by holding pressure
Gate freezes
Pre
ssure
Proplast 2009 / Srr 24 Sept 09 29. September 2009 12
Cavity is volumetricallyfilled (switch-over point)
Atmospheric
pressure start of
shrinkageStart injectionMelt reaches sensor
Time

Injection Compression Holding
Qu
ality
Surface,
warpage,
cristallinity,
orientation
Forming of
contour, flash
formation,
weight,
Weight, dimensions, warpage, shrinkage, blow holes,
sink marks, orientation inner layers
Cavity Pressure and Quality
Proplast 2009 / Srr 24 Sept 09 29. September 2009 13
orientation
outer layer
weight,
dimensions
Maximum pressure
Switch-over
sealing point
Cavity Pressure For Three Important Processes
� Production Monitoring� Measure pressure for complete cycle; then decide if part is Good
or Bad
� Real-time Process Signals
Proplast 2009 / Srr 24 Sept 09 29. September 2009 14
� Immediate outputs to activate Alarms, Switch-over or open/close
valve gates
� Process Control� After cycle signals to optimize hot runner temperatures

Production Monitoring with CoMo Injection System
Good / Bad
Proplast 2009 / Srr 24 Sept 09 29. September 2009 15
AnalysisProcess dataGood / Bad
signal
Data
storage
statistics
Quality report
Data processing
system
Mould with sensors
(Cavity pressure)
CPSScrap
separation

Production MonitoringShort Shot Problem
� Detection and Sorting of Short Shots
Proplast 2009 / Srr 24 Sept 09 29. September 2009 16

Production Monitoring: Short ShotMonitoring Maximum Pressure
Short Shot Good Part
Proplast 2009 / Srr 24 Sept 09 29. September 2009 17

Production MonitoringExample Short Shot
Proplast 2009 / Srr 24 Sept 09 29. September 2009 18
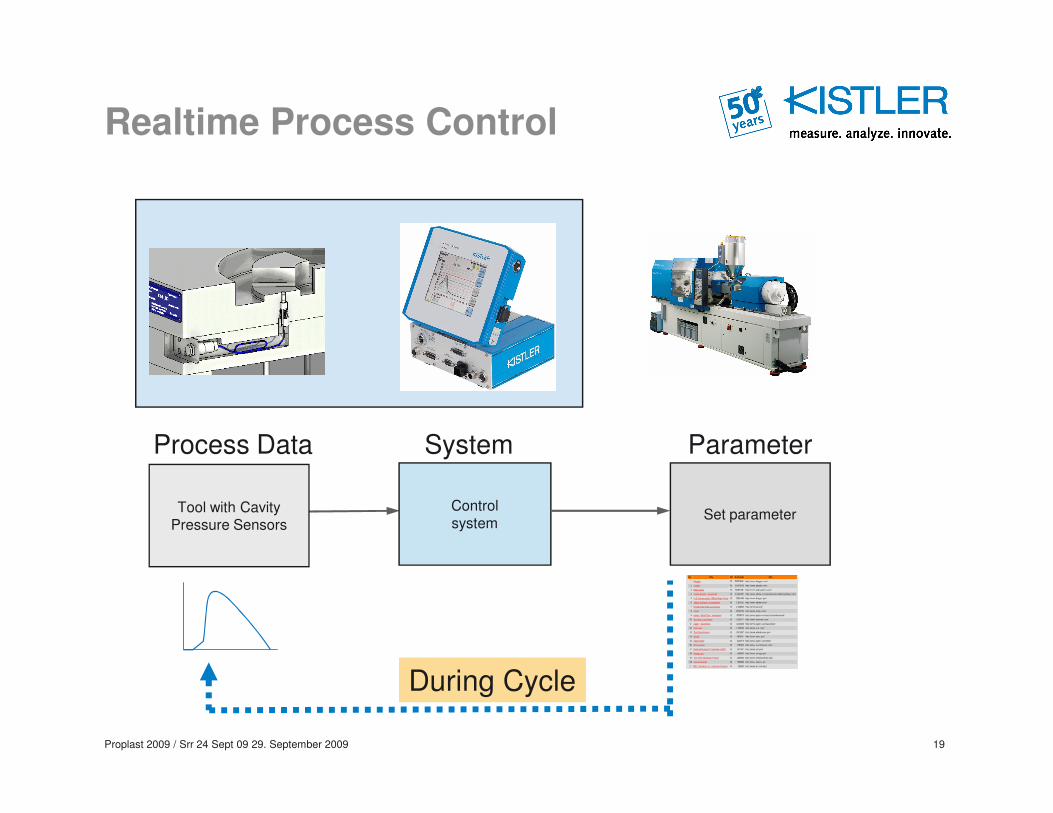
Realtime Process Control
Proplast 2009 / Srr 24 Sept 09 29. September 2009 19
Controlsystem
System
Tool with CavityPressure Sensors
Process Data
Set parameter
During Cycle
Parameter
Real-Time Control: Examples
� Cascade control in sequential
injection molding
� Open & close needle gates using a
pressure threshold
� Fluid Injection Molding
(GIT gas-assisted molding &
Proplast 2009 / Srr 24 Sept 09 29. September 2009 20
(GIT gas-assisted molding &
WIT water-assisted)
� Open fluid valve using a pressure
threshold
� Control Injection Compression /
Embossing Molding
� Start compression phase with
pressure threshold

Real-Time Control: Switch-Over with Cavity Pressure
Holding pressure used to
compensate for shrinkage
Gate freezes
Cavity
volumetrically
filled (switch-
over)
Proplast 2009 / Srr 24 Sept 09 29. September 2009 21
Athospheric pressure
reached;
Shrinkage continues..
Injection starts
Melt at Sensor
Note: In most applications the sensor position is not critical.
Pressure
Threshold

Continuous Process Control
Proplast 2009 / Srr 24 Sept 09 29. September 2009 22
Controlsystem
System
Tool with CavityPressure Sensors
Process Data
Set parameter
After Cycle
Parameter

Hot Runner BalancingOptimization of Tip Temperatures
Proplast 2009 / Srr 24 Sept 09 29. September 2009 23
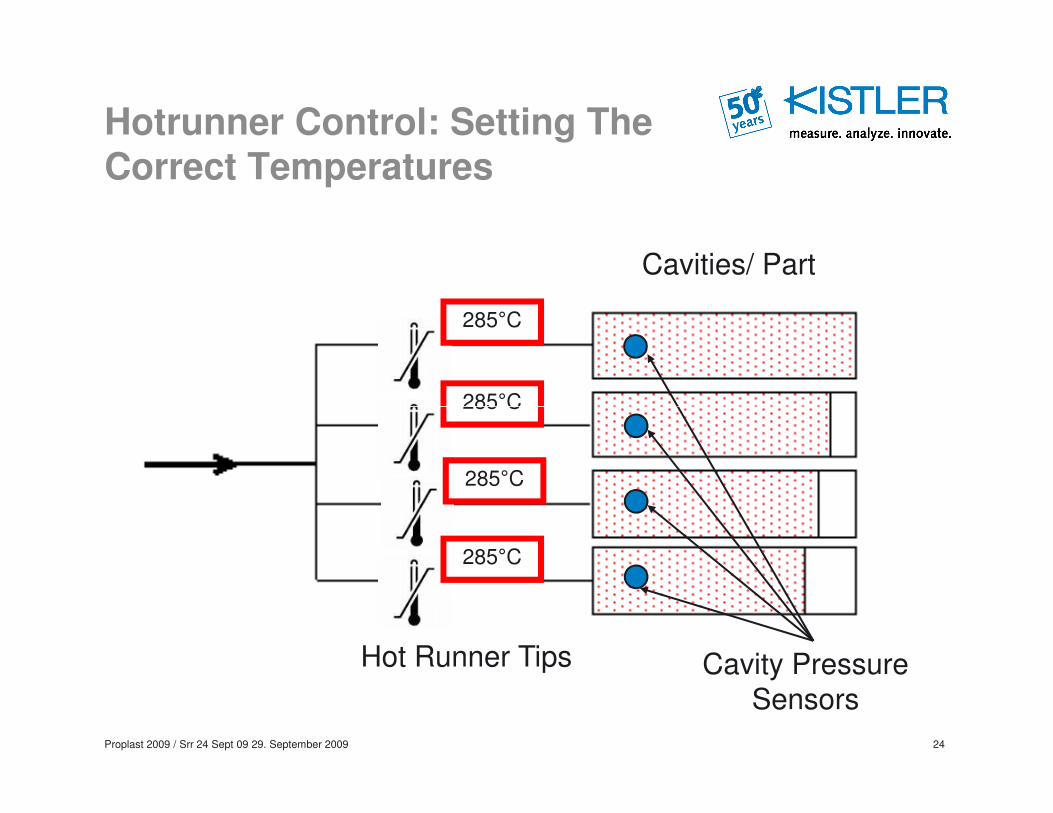
Hotrunner Control: Setting The Correct Temperatures
285°C
285°C
Cavities/ Part
Proplast 2009 / Srr 24 Sept 09 29. September 2009 24
285°C
285°C
285°C
Hot Runner Tips Cavity Pressure
Sensors
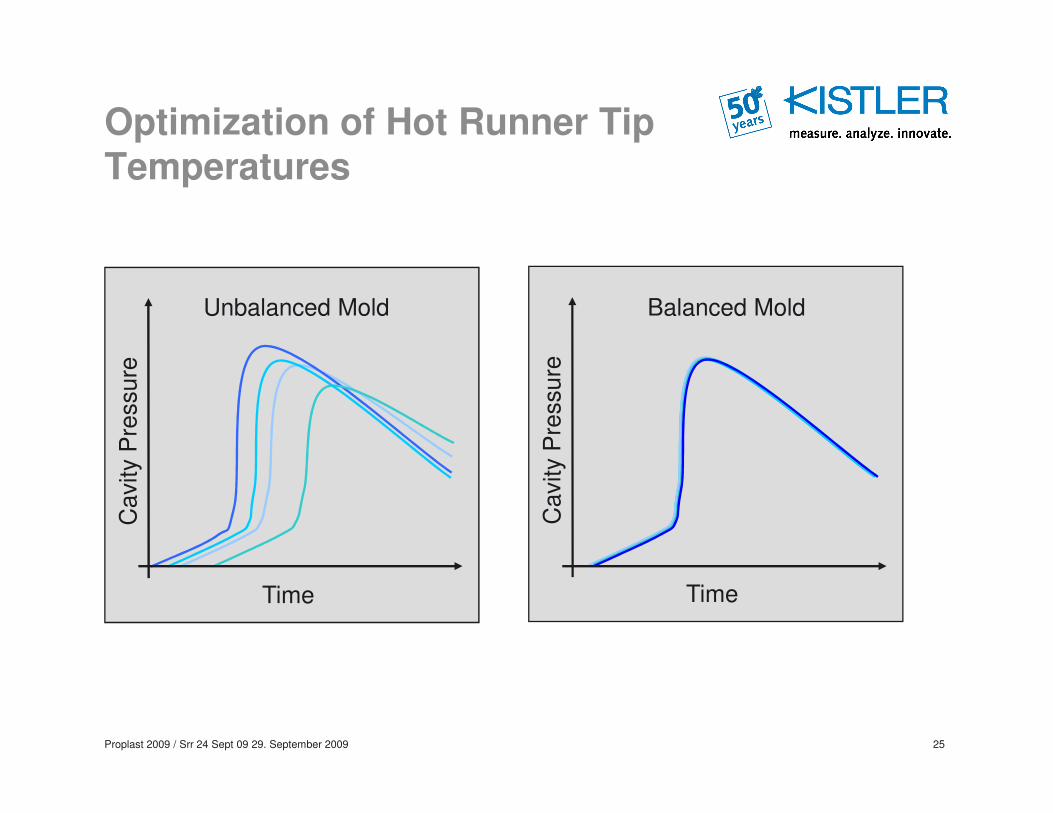
Optimization of Hot Runner Tip Temperatures
Cavity P
ressure
Cavity P
ressure
Unbalanced Mold Balanced Mold
Proplast 2009 / Srr 24 Sept 09 29. September 2009 25
Cavity P
ressure
Time
Cavity P
ressure
Time

Optimization of Hot Runner Tip Temperatures
� Unique filling pattern during
injection and start of compression
Cavity P
ressure
Unbalanced Mold
Proplast 2009 / Srr 24 Sept 09 29. September 2009 26
Cavity P
ressure
Time
Region of interest

Goal
� Simultaneous filling of all
cavities
Balancing of Hot Runner Tip Temperatures
Ca
vity P
ressu
re
Proplast 2009 / Srr 24 Sept 09 29. September 2009 27
Cavity Pressure
� Correlation of fill in each cavity
� No partial filling necessary
� All changes can be detected
Ca
vity P
ressu
re
Time
Time
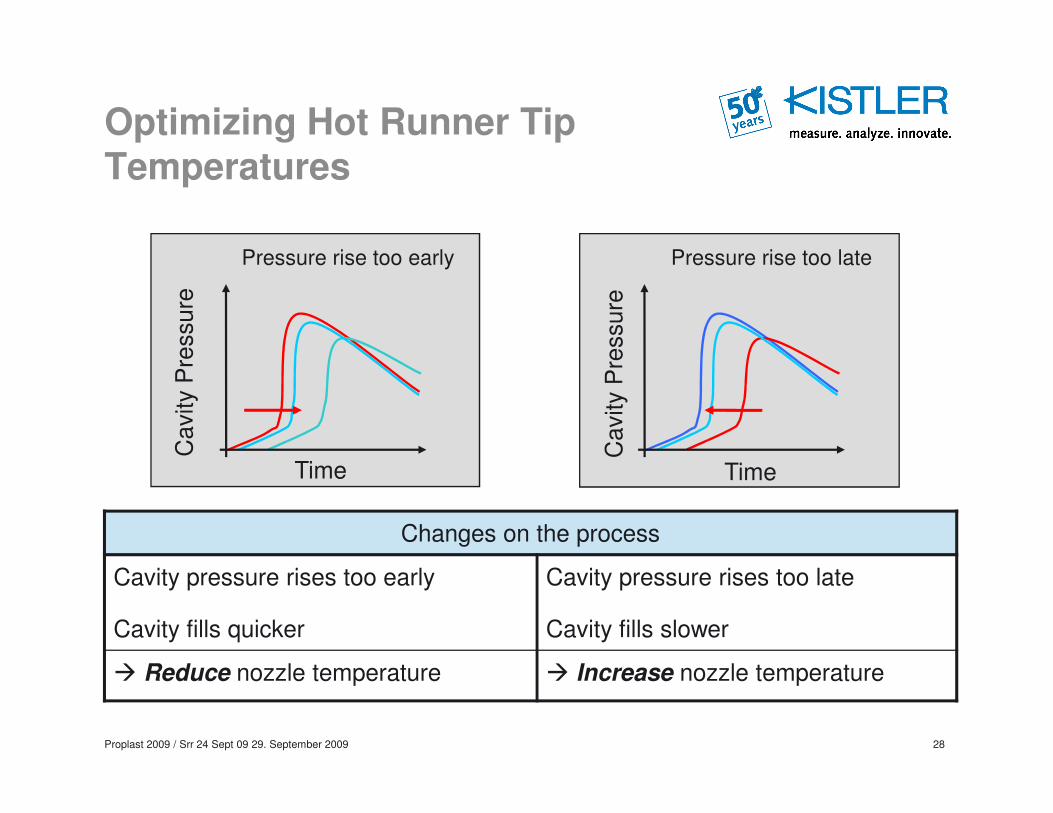
Optimizing Hot Runner Tip Temperatures
Pressure rise too early Pressure rise too late
Cavity P
ressure
Cavity P
ressure
Proplast 2009 / Srr 24 Sept 09 29. September 2009 28
Changes on the process
Cavity pressure rises too early
Cavity fills quicker
Cavity pressure rises too late
Cavity fills slower
� Reduce nozzle temperature � Increase nozzle temperature
Time
Cavity P
ressure
Time
Cavity P
ressure

Optimizing Hot Runner Tip Temperatures
Unbalanced Mold Balanced Mold
Proplast 2009 / Srr 24 Sept 09 29. September 2009 29

Hot Runner BalancingOptimization of Tip Temperatures
Proplast 2009 / Srr 24 Sept 09 29. September 2009 30

Example: Balancing of Hot Runner Tip Temperature
� Automatic hot runner balancing using Kistler Multiflow� Adjustment of hot runner nozzle temperatures using cavity pressure
� Mold / part:� 16 Cavities
Proplast 2009 / Srr 24 Sept 09 29. September 2009 31
� 16 Cavity pressure sensors
� 8 Hot runner tips with
2 Cavities / Tip
� Material: PA 6
� Part weight: 0,17 g
� Shot weight: 6,65 g

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 32
∆t
6
7
8

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 33
6
7
8
∆t

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 34
6
7
8
∆t

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 35
6
7
8
∆t

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 36
6
7
8
∆t

Unbalanced Process
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 37
6
7
8
∆t

Balanced Process with Multiflow
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 38
6
7
8
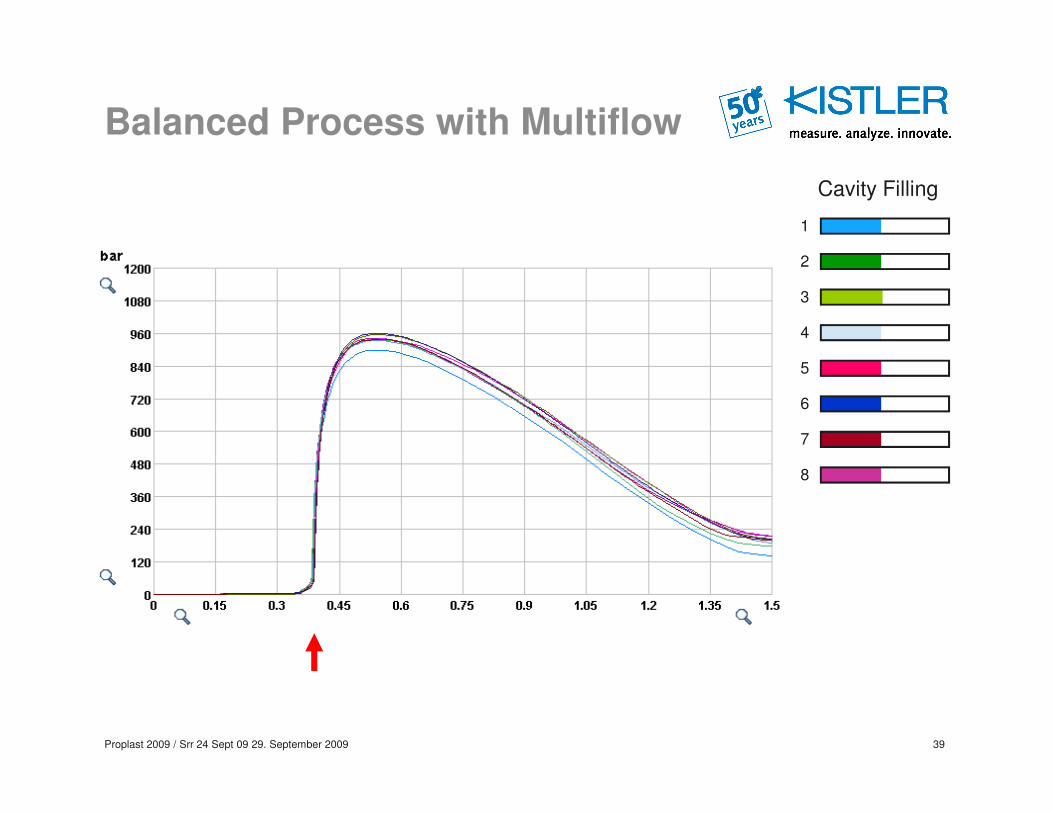
Balanced Process with Multiflow
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 39
6
7
8

Balanced Process with Multiflow
1
2
3
4
5
6
Cavity Filling
Proplast 2009 / Srr 24 Sept 09 29. September 2009 40
6
7
8

Without MultiflowTi=const=285°C; ∆∆∆∆t = 140,2 ms
Proplast 2009 / Srr 24 Sept 09 29. September 2009 41
Correlation Level:
300bar
∆t

Balancing with Multiflow: Overview
Cycle 1 Cycle 5 Cycle 15
Proplast 2009 / Srr 24 Sept 09 29. September 2009 42
Cycle 40Cycle 25 Cycle 55

Balanced with Multiflow∆∆∆∆t = 8,4 ms
Proplast 2009 / Srr 24 Sept 09 29. September 2009 43
∆tCorrelation Level:
300bar

Results: Different Balancing Methods
Method Time / Cycles needed ∆t [s]
Manual Balancing without
Cavity Pressure
½ Day 0,126
Proplast 2009 / Srr 24 Sept 09 29. September 2009 44
Manual Balancing using
Cavity Pressure Curve
60 Cycles 0,069
Automatic Balancing with
Multiflow
20 Cycles
50 Cycles
0,0431
0,0019
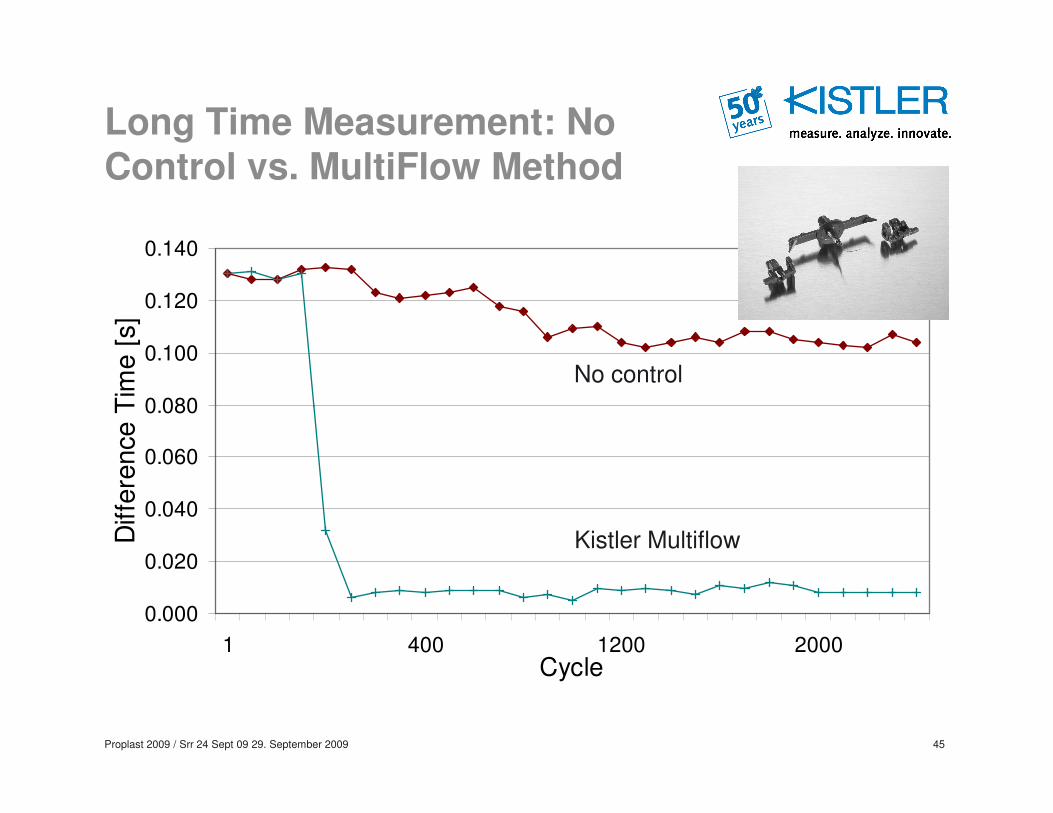
Long Time Measurement: No Control vs. MultiFlow Method
0.080
0.100
0.120
0.140
Diffe
rence T
ime [
s]
Manuell
Multiflow
No control
Proplast 2009 / Srr 24 Sept 09 29. September 2009 45
0.000
0.020
0.040
0.060
0.080
1 400 1200 2000Cycle
Diffe
rence T
ime [
s]
Kistler Multiflow

Results: Long Run
� Without Multiflow: 30% Change in Filling Time Difference
� With Multiflow:
Proplast 2009 / Srr 24 Sept 09 29. September 2009 46
� With Multiflow: � Reduced Fill Time Difference
� Constant Fill Time Difference over 2500 Cycles

Summary
� Cavity pressure is the most important
aspect of the molding process,
ensuring:
� 100% Quality control
� Zero-Defect molding
Proplast 2009 / Srr 24 Sept 09 29. September 2009 47
� Automatically balancing of hot runner
tools based on cavity pressure
measurements stabilizes production
processes and quality and reduces
setup times

Thank You Very Much For Your Attention !
Proplast 2009 / Srr 24 Sept 09 29. September 2009 48