qualiplast system originally designed to check quality of plastic caps and, more generally, of...
TRANSCRIPT
QUALIPLASTQUALIPLAST
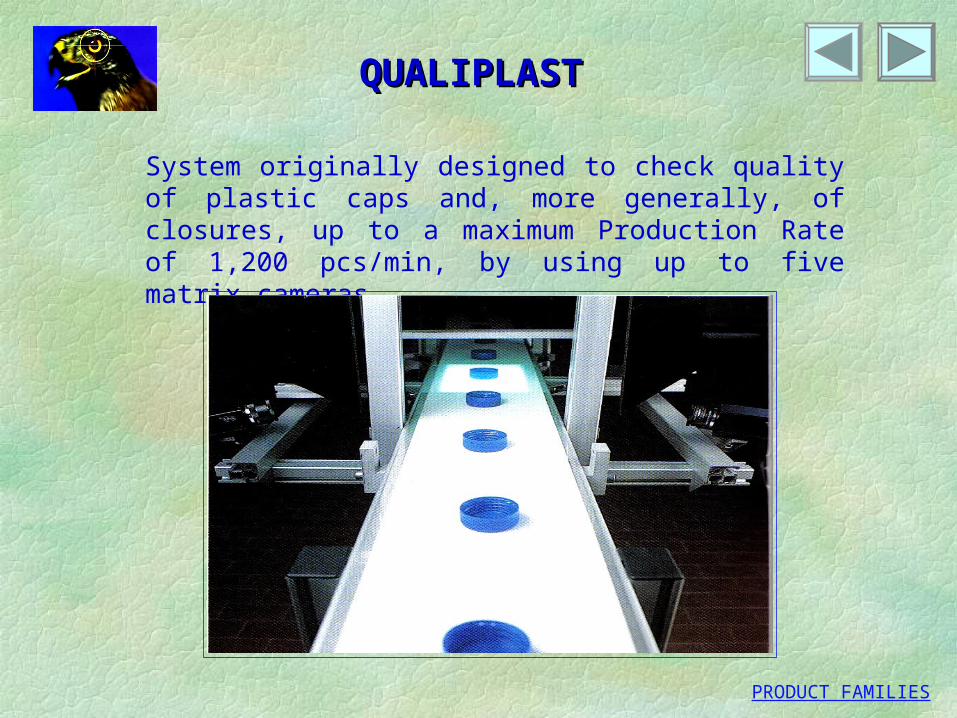
System originally designed to check quality of plastic caps and, more generally, of closures, up to a maximum Production Rate of 1,200 pcs/min, by using up to five matrix cameras.
PRODUCT FAMILIES
TYPICAL COMPOSITION
ACQUISITION UNIT Two configurations, one or five Monochromatic Matrix Cameras,
with high speed and resolution Dedicated Lighting System Dedicated professional Lenses Dedicated Structure to support cameras and lighting systems
PROCESSING UNIT Industrial Cabinet completed with PC based Calculator Unit Supervisory Unit to manage rejected items and pieces counting
Dedicated Software, developed on experience of tens of applications, fully interactive by a Man-Machine Interface (MMI)
QUALIPLASTQUALIPLAST
GENERAL FEATURES
QUALIPLASTQUALIPLAST
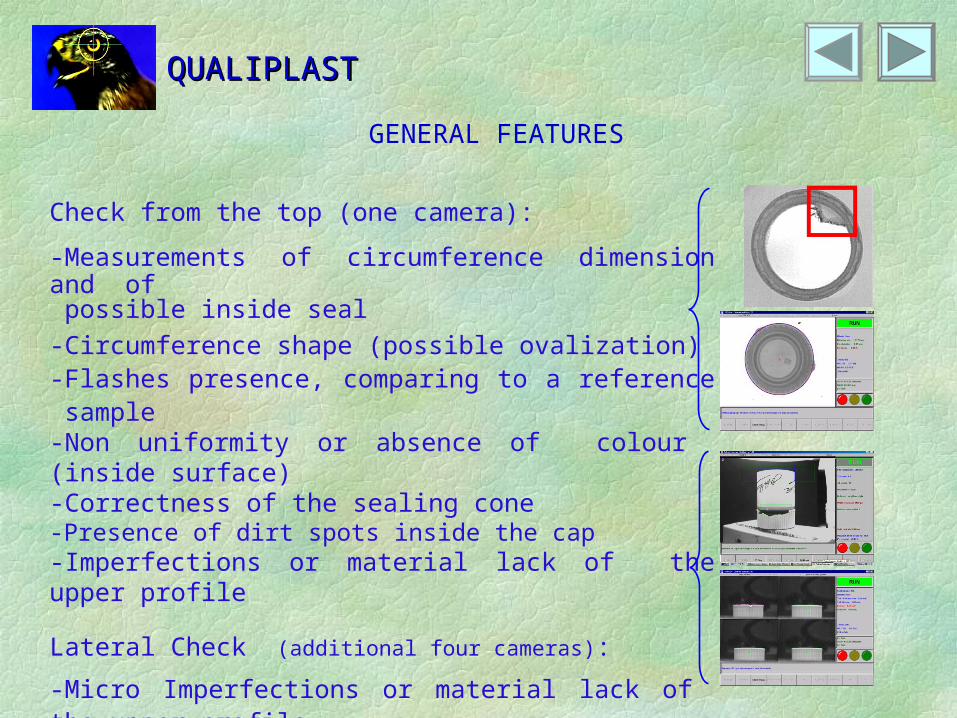
Check from the top (one camera):
-Measurements of circumference dimension and of possible inside seal
-Circumference shape (possible ovalization)-Flashes presence, comparing to a reference sample-Non uniformity or absence of colour (inside surface) -Correctness of the sealing cone-Presence of dirt spots inside the cap-Imperfections or material lack of the upper profile
Lateral Check (additional four cameras):
-Micro Imperfections or material lack of the upper profile
-Presence of flashes, even small, comparing to a reference sample. -Presence of dirt spots on lateral surface

QUALIPLASTQUALIPLAST
WORKING PRINCIPLE OF THE SYSTEMReferring to Figure, closures from press are vehicled into centrifugal feeder fromwhich they come out set on conveyor belt , where by a dedicated device areproperly spaced. This way closures reach the control area where, at the moment asensor of presence provides signal, the images start to be digitalized and finallyprocessed by a dedicated software. Then closures reach the rejection area wherethe defective ones are rejected by using air compressed flow. The closuresunaffected by defetcs reach the conveyor end where they are packed . The Systemautomatically manages also the package change, once the forecasted quantity ofpieces packed .
Rejection
Acquisition Unit
Discharging area
Spacingdevice
Orienting device
Processing Unit
Lifter
12
34
56
7
QUALIPLASTQUALIPLAST
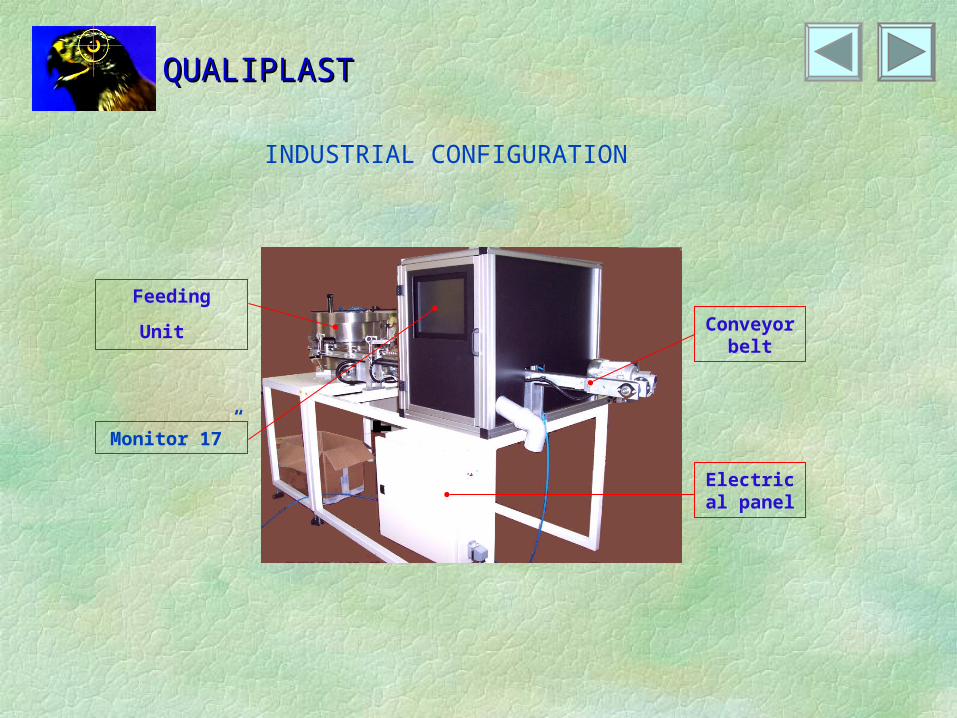
INDUSTRIAL CONFIGURATION
Monitor 17”
Feeding Unit Conveyor
belt
Electrical panel
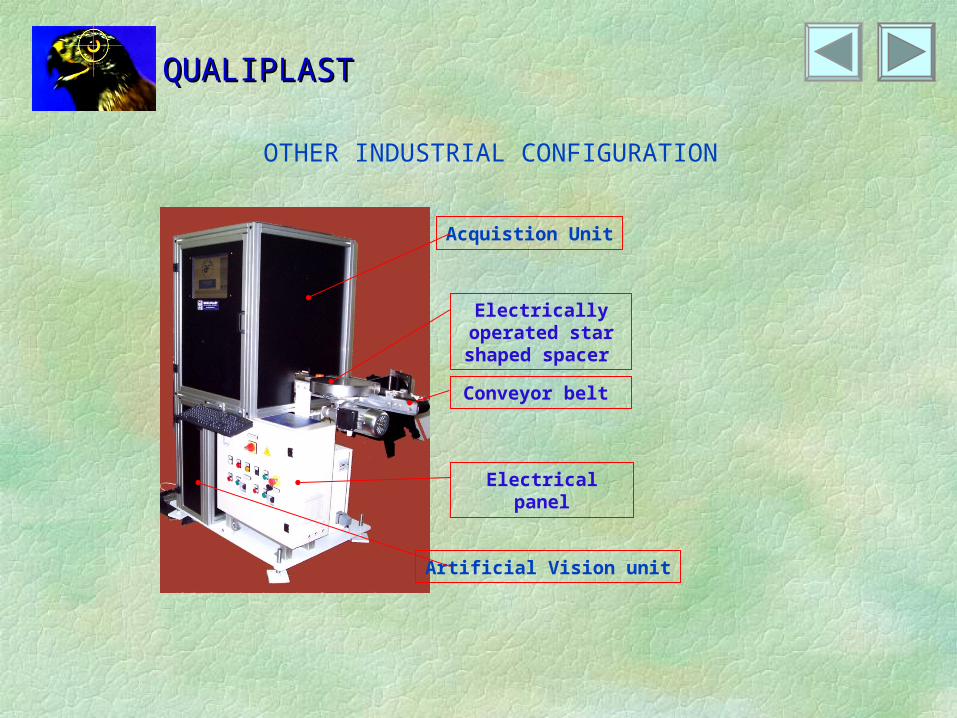
OTHER INDUSTRIAL CONFIGURATION
QUALIPLASTQUALIPLAST
Acquistion Unit
Electrical panel
Artificial Vision unit
Electrically operated star
shaped spacer
Conveyor belt
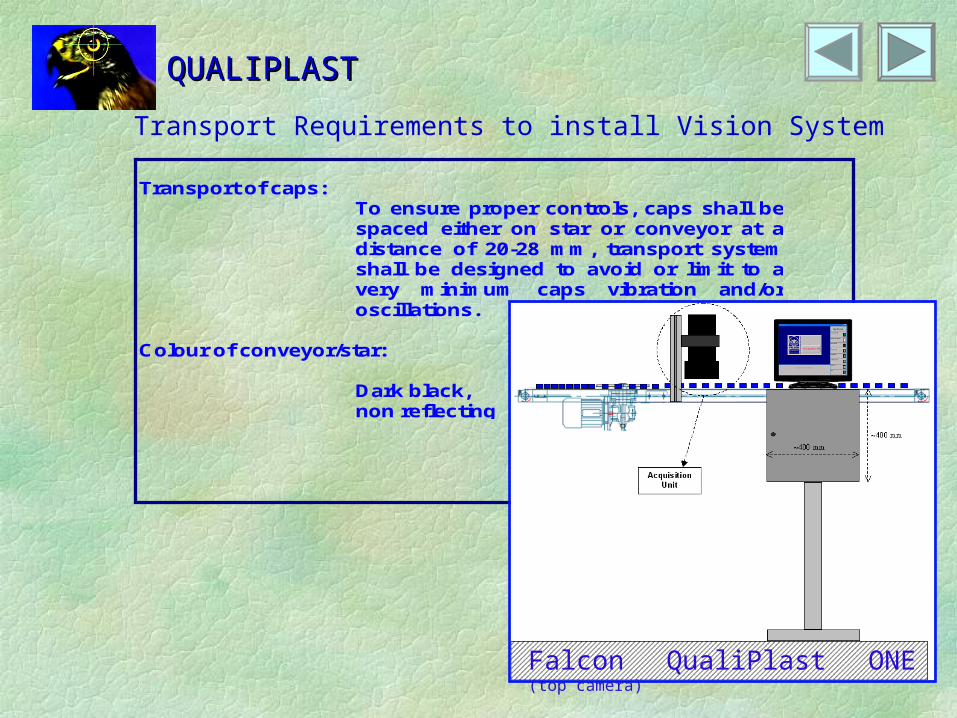
Transport Requirements to install Vision System
QUALIPLASTQUALIPLAST
Transport of caps:To ensure proper controls, caps shall bespaced either on star or conveyor at adistance of 20-28 mm, transport systemshall be designed to avoid or limit to avery minimum caps vibration and/oroscillations.
Colour of conveyor/star:
Dark black,non reflecting
Falcon QualiPlast ONE (top camera)

QUALIPLASTQUALIPLAST
Examples of typical defects on Caps
Lack of materialFlash Imperfection on tamper evident
OvalizationDirt spots Colour Variation

QUALIPLASTQUALIPLAST
Examples of typical defects on Sport Cap1. Lack of slide2. Lack of cover3. Incorrect slide mounting (macro-defect, i.e. incomplete
installation)4. Wrong mounting of cover (macro-defect, i.e. large deformation due
to incorrect mounting)

QUALIPLASTQUALIPLAST
SOFTWARE DEMONSTRATION(click on image to start movie)

QUALIPLASTQUALIPLAST
QUALIPLAST ONEQUALIPLAST ONEMMI Esample