rajesh angadi brochure
TRANSCRIPT
www.martonline.in 1March 2014
BIG DATA CONSULTING
One Stop Solution for Infrastructure Support services including Database management,
Enterprise Cloud Computing, Service delivery and Program Management to global clients as offsource or onsite service.

www.martonline.in2 March 2014 www.martonline.in 3March 2014www.martonline.in2 J 2014www.martonline.in2 February 2014www.martonline.in2 March 2014
INFORMATION TECHNOLOGY
Rajesh angadi
[email protected] Data Management
The growing need for companies to manage surging volumes of structured and unstructured data is continuing to propel enterprise use of open-source Apache Hadoop software. But instead of replacing existing technologies, Hadoop appears to be working alongside conventional relational database management systems (RDBMS).
Hadoop is designed to help companies manage and process petabytes of data. The technology’s appeal lies in its ability to break up very large data sets into smaller data blocks that are then distributed across a cluster of commodity hardware for faster processing.
Apache Hadoop is an open-source software framework for storage and large scale processing of data-sets on clusters of commodity hardware. Hadoop is an Apache top-level project being built and used by a global community of contributors and users. It is licensed under the Apache License 2.0.
Apache Hadoop framework has following modules:
• Hadoop Common - contains libraries and utilities needed by other Hadoop modules
• Hadoop Distributed File System (HDFS) - a distributed file-system that stores data on commodity machines, providing very high aggregate bandwidth across the cluster.
• Hadoop YARN - a resource-management platform responsible for managing compute resources in clusters and using them for scheduling of users’ applications.
• Hadoop MapReduce - a programming model for large scale data processing.
Hadoop’s integral part of Hadoop File System and MapReduce, which has been well designed to handle huge volumes of data across a
large number of nodes. At a high level, Hadoop leverages parallel processing across many commodity servers to respond to client applications. The key difference is, rather than only looking at parallel computing, it looks at parallelizing the data access.
(Above picture shows Hadoop Ecosystem and cluster details)
This all sounds great, but in reality Hadoop is designed for large files, not large quantities of small files, so if you have millions of 50 Kb documents, that is not Hadoop’s sweet spot.
What Big Data really is ?
While the volumes of data are growing by leaps and bounds from many sources, such as social media, location data, loyalty information, operations and supply chain, the type of information is also an issue. It may be structured, semi-structured or unstructured. Making sense of and gaining knowledge from this data to achieve a competitive advantage should be the
driving goal. So if you have Big Data and need to search and sort through the bulk of that data, then Hadoop may serve your purpose. If the majority of the data is structured or even unstructured but you are able to add structured meta-data describing the unstructured portion and you want to run standard reports on the structured portion or retrieve individual unstructured elements then standard databases may suit your needs. If you have structured, semi-structured, or unstructured with structured meta-data, and want to run complex analyses on the data, to predict or ask questions outside of the standard reports, questions which cannot be prepared in advance (i.e. the types of queries most valuable to real Business Intelligence), then you probably need a column-based data store.”In two-thirds of the cases, companies are using Hadoop for advanced analytics and for types of analysis that they were not doing before”.
The technology is much less likely to be used for analyzing conventional structured data
such as transaction data, customer information and call records, where traditional RDBMS tools still appear to have an edge. Despite Hadoop’s early promise, the study said, enterprises that use it still face challenges related to issues such as security, clustering and a shortage of people with Hadoop skills.
During rearrange of acronym from EDW to DWE, standing for “data warehouse environment,” meaning multi-platform DW.
From the single-platform EDW to the multi-platform DWE. A consequence of the workload-centric approach is a trend away from the single-platform monolith of the enterprise data warehouse (EDW) toward a physically distributed data warehouse environment (DWE). A modern DWE consists of multiple platform types, ranging from the traditional warehouse (which includes data marts and ODSs) to new platforms like DW appliances, columnar DBMSs, noSQL databases, MapReduce tools,
Hadoop Ecosystems
and HDFS.
In other words, users’ portfolios of tools for BI/DW and related disciplines are diversifying aggressively.The multi-platform approach adds more complexity to the DW environment while BI/DW environments have always managed complex technology stacks successfully. The upside is that users love the high performance and solid information outcomes which they get from workload-tuned platforms.
As user organizations dive deeper into big data analytics, many users dependsheavily on SQL-based ad hoc queries as their primary method for data exploration and discovery analytics (sometimes called investigative analytics). At the same time, the same organizations are adopting or considering Hadoop as their primary storage platform for big data. SQL-based analytics and Hadoop are good choices in isolation, but bringing them together has a catch where Hadoop’s support for queries is minimal at the moment.
An emerging best practice, among Data Warehouse professionals with Hadoop experience is to manage diverse big data in HDFS, but process it and moves the results (via ETL or other data integration media) to RDBMSs (elsewhere in the Data Warehouse architecture) that
are more conducive to SQL-based analytics. HDFS serves as a massive data staging area. A similar best practice is to use an RDBMS as a front-end to HDFS data; this way, data is moved via queries (whether ad hoc or standardized), not via ETL jobs. HDFS serves as a large, diverse operational data store.
A straightforward solution is to use a specialized analytic database management system (ADBMS) to query big data in Hadoop and elsewhere. This way, you get the rich features and query optimization capabilities of a mature ADBMS, along with the massive data store of Hadoop. Also compared to Hadoop, an ADBMS is far more conducive to the iterative approach to query development that most business analysts and data scientists demand for true investigative analytics.
The author Rajesh Angadi
completed his BE, MBA, PMP
and is Hadoop Certified. With 22 years of Information
Technology experience he
worked on projects for Unisys,
Intel, Satyam, Microsoft,
Ford, Hartford, Compaq,
and Princeton. He is always fascinated by the latest
technology coming up in the IT
sector and striving to keep pace
with it. Interests in Information Technologiesresearch areas like
Hadoop Ecosystem, Predictive
Analysis, Telematics, Clinical
research with Analysis.
Hadoop Cluster
Window to the industrial worldat your desktop
“Industrial business MART” popularly know as
MART the largely read international engineering
manufacturing monthly, now the one year
subscription comes `300 less, Grab it today!
With the last nine years of networking and publishing of MART, we
have succesfully made place in the Indian Manufacturing Industry.
Our growth was always triggered by the changes undertaken as
per the needs of the industry. The contents of MART is unique, with
regular columns by industry experts in the diversified feilds of engi-neering manufacturing, technical features, news updates, interviews,
case studies, trade fair informations etc.
The guidance and support of the experienced industry professionals
through our Editorial Advisory Board have helped us to understand
the need of the indian Manufacturer better and produce a journal
which is used by the industry as an utility.
Name : ..........................................................................................
Designation : ................................................................................
Company : ....................................................................................
Adresss : ........................................................................................
........................................................................................................
City : ........................................................ Pin : ..........................
Tel : .......................................... Mob: ..........................................
Send payment favouring “MEDIAMART INFOTECH” to:-
Yes, we are interested to subscribe “Industrial Business MART” as per selected option :
One Year (12 issues) at ` 900/- You save `300/-
Three Year (36 issues) at ` 2500/- You save `1100/-
The Circulation Manager MediaMart Infotech, 4/155, Paschim Putiary Kolkata - 700 041 Email: [email protected]: +91 33 24886033/ 9038003210

www.martonline.in4 March 2014 www.martonline.in 5March 2014
LOGISTICS
If there was an area of the economy primed for the use of big data, it’s the travel industry. Big data … offers the poten-tial for a vast shift for all travel companies, empowering them to enhance both the business and experience of travel.While big data is a big, complex challenge for many organizations, it is one of the key factors driving the evolution of the travel industry today and for the foreseeable future. Airlines, hotels, cruise companies, travel management, railways and travel agencies have an opportunity to improve their business and the customer experience by effectively handling the big data at their fingertips. It is not easy to collect, identify and analyze all of the bits of disparate data types that comprise big data. But ignoring big data—is not an option for any travel and transportation industry which wants to remain competitive.
”At the Big Data Crossroads: turning towards a smarter, efficient and effective travel experience.”
Rapid changes and technology options are making customers smart shoppers with a variety of choices via various channels – phone, web, kiosk, counter, 3rd-party agency. They are also becoming more demanding in the quality and variety of services available as a result of rewards systems or loyalty programs. For travel & transportation organizations to capitalize on these and other challenges in the industry, they need ways to collect, manage and analyze a tremendous volume, variety and velocity of data. Organizations who can tackle the big data challenges will differentiate from competitors, gain market share and increase revenue and profits with innovative new services.
Travel and transportation
companies are facing many of the same challenges and opportunities as other business segments in terms of managing risk, enhancing the customer experience, and ensuring operational excellence. The need to balance cost, product/service quality/safety, and customer service is endemic to all businesses.But for travel and transportation companies, it is particularly important because these businesses are undergoing a fundamental shift. For these “service” businesses, the importance of quality and customer satisfaction has never been in question, but they are seeing a change from “product-related services” to “information-related services.”
Smarter transportation always results in operational
efficiency, improved end-to-end customer experiences, reduced fuel consumption and increased flexibility. Logistics companies are already working hard to use sensor data in trucks to optimize the routing and decrease fuel consumption. American Travel Company US Xpress has installed 1.000 sensors in each truck to monitor where the trucks drive, how fast it drives, how often it breaks, when maintenance is required and even the capabilities of the driver. But there are many more opportunities for the transportation industry instead of just saving on fuel. Sensors in railways,trucks, buses, taxies, cabs, school buses, tourist buses, city cabs, ships or airplanes can also give real-time information about how these are performing, how fast it is going and how long it is standing.
With all this data, combined with sensors that monitor the health of the engine and equipment, errors can be predicted and maintenance can be prepared without losing to much time. It is even possible to automatically book maintenance at the service location that requires the least downtime for the transportation companies.While the engineer instantly knows what the problem is and how it can be solved. If transportation usage has not been optimized, a company can lose a lot of money. With sensor data it will get to know where all trucks are at any moment off- time, what their inventory is as well as their destination. This information can help the transportation company to optimize their fleet
Examples of Data Collection system for Transportation and Travel companies.
Data collection from different sources to separate databases is a challenge.
and increase efficiency.
Data Analytics for Transportation system.
It is important to know the exact inventory at all times, especially if last minute changes is needed to be made. When all products contain sensors which can be tracked in real time.
Analytic insight can be beneficial to multiple functional areas such as call center, operations, marketing and sales. Most
important is rapid insight, enables these parts of the business to address customer problems or respond to the opportunities far more quickly than previously possible.The design, development, and deployment of Big Data analytical capabilities should be seen from the outset as an enterprise wide undertaking even as nascent initiatives incubate across different functions within the business.
The design objectives of an enterprise wide approach
to Big Data analytics should include:
o Cross-functional program governance.
o Alignment of insights from all sources of Big Data — consumers, customers, partners, and suppliers.
o Integrate data to the point of decision making — leverage data from wherever it resides.
o Delivering insights within the decision management context of the roles they inform — that is, task aligned and just in time —and the style in which and the speed at which the decisions are made
While the volumes of data are growing by leaps and bounds from many sources, such as social media, location data, loyalty information, operations and supply chain, the type of information is also an issue. It may be structured, semi-structured or unstructured. Making sense of and gaining knowledge from this data to achieve a competitive advantage should be the driving goal. So if you have Big Data and need to search and sort through the bulk of that data, then Hadoop may serve your purpose. If the majority of the data is structured or even
unstructured but you are able to add structured meta-data describing the unstructured portion and you want to run standard reports on the structured portion or retrieve individual unstructured elements then standard databases may suit your needs.
The growing need for companies is to manage surging volumes of structured and unstructured data is continuing to propel enterprise use of open-source Apache Hadoop software. But instead of replacing existing technologies, Hadoop appears to be working alongside conventional relational database management systems (RDBMS). Hadoop is designed to help companies manage and process petabytes of data. The technology’s appeal lies in its ability to break up very large data sets into smaller data blocks that are then distributed across a cluster of commodity hardware for faster processing.
Travel and Transportation companies must do transition towards a forward-looking style of data analysis that generates new insight and better answers. This shift in mindset also implies a new quality of experimentation, cooperation, and transparency across the company. Along with this
Data Analytics for Transportation system.
Big Data AnalyticsTransforming Travel & Transportation Industry
Rajesh angadi
www.martonline.in6 March 2014 www.martonline.in 7March 2014
transition, another prerequisite to becoming an information-driven business is to establish specific set of data science skills which includes mastering both a wide spectrum of analytical proceduresand having a comprehensive understanding of the business. Companies must take new technologicalapproaches to explore information.. Disruptive paradigms of data processingsuch as in-memory databases and eventually consistent computing models promise to solve large-scale dataanalytics problems at an economically feasible cost.
A transportation company already owns a lot of information. Most of their data must be refined; only then can it be transformed into business value. With Big Dataanalytics, companies can achieve the attitude, skillset and technology required to become a data refinery and create additional value from their information assets.
When companies adopt Big Data as part of their business strategy, the first question to surface is usually whattype of value Big Data will drive? Will it contribute to the top or
bottom line, or will there be a non-financial driver?
In this case, data is used to make better decisions, to optimize resource consumption, and to improveprocess quality and performance. It’s what automated data processing has always provided, but with an enhanced set of capabilities. The second dimensionis customer experience; typical aims are to increase customer loyalty, perform precise customer segmentation, and optimize customer service. Including the vast data resources of the public Internet, Big Data propels CRMtechniques to the next evolutionary stage. It also enables new business models to complement revenue streams from existing products, and to create additional revenue from entirely new (data) products.
Successfully harnessing big data can help achieve following critical objectives for travel & transportation transformation:
Increasing demands of customers to have their freight delivered as fast and cheap as possible, transportation
companies face a challenge which can be luckily tackled with big data.
Maximizing availability of assets, inventory in hand with infrastructure.
Enhancing services to increase revenue and manage capacity.
Dramatically improve the end-to-end customer experience.
Reduction on environmental impact and increase safety.
Operational efficiency with Real-time route optimization.
Predictive network and capacity planning
Strategic network planning
Operational capacity planning
Many cities around the world are experimenting with smart and intelligent transportation systems which will eventually reduce pollution and increase road safety.Big Data analytics are essential, helping to produce an integrated view of customer interactions and operational performance to ensure sender and recipient satisfaction.
Conclusion is that in immediate future we all will be seeing amajor revolution in this area due to Big Data Analytics.
The author Rajesh Angadi
completed his BE, MBA, PMP
and is Hadoop Certified. With 22 years of Information
Technology experience
he worked on projects
for Unisys, Intel, Satyam,
Microsoft, Ford, Hartford,
Compaq, and Princeton. He is always fascinated by the
latest technology coming
up in the IT sector and
striving to keep pace with
it. Interests in Information Technologiesresearch areas
like Hadoop Ecosystem,
Predictive \Analysis,
Telematics, Clinical research
with Analysis.Big Data Architechture
ITs Evolution in theManufacturing Industry
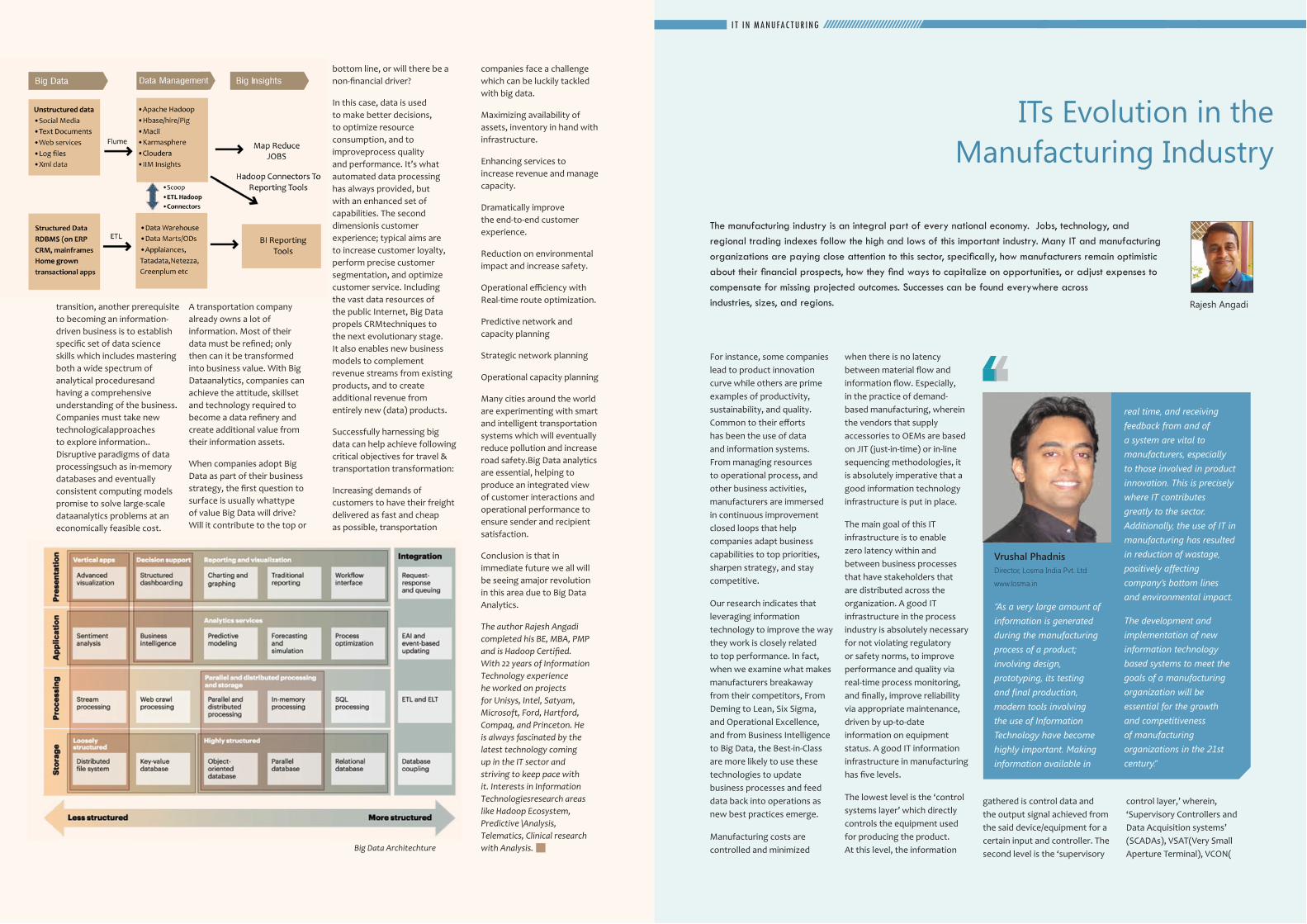
The manufacturing industry is an integral part of every national economy. Jobs, technology, and regional trading indexes follow the high and lows of this important industry. Many IT and manufacturing organizations are paying close attention to this sector, specifically, how manufacturers remain optimistic about their financial prospects, how they find ways to capitalize on opportunities, or adjust expenses to compensate for missing projected outcomes. Successes can be found everywhere across industries, sizes, and regions.
For instance, some companies lead to product innovation curve while others are prime examples of productivity, sustainability, and quality. Common to their efforts has been the use of data and information systems. From managing resources to operational process, and other business activities, manufacturers are immersed in continuous improvement closed loops that help companies adapt business capabilities to top priorities, sharpen strategy, and stay competitive.
Our research indicates that leveraging information technology to improve the way they work is closely related to top performance. In fact, when we examine what makes manufacturers breakaway from their competitors, From Deming to Lean, Six Sigma, and Operational Excellence, and from Business Intelligence to Big Data, the Best-in-Class are more likely to use these technologies to update business processes and feed data back into operations as new best practices emerge.
Manufacturing costs are controlled and minimized
when there is no latency between material flow and information flow. Especially, in the practice of demand-based manufacturing, wherein the vendors that supply accessories to OEMs are based on JIT (just-in-time) or in-line sequencing methodologies, it is absolutely imperative that a good information technology infrastructure is put in place.
The main goal of this IT infrastructure is to enable zero latency within and between business processes that have stakeholders that are distributed across the organization. A good IT infrastructure in the process industry is absolutely necessary for not violating regulatory or safety norms, to improve performance and quality via real-time process monitoring, and finally, improve reliability via appropriate maintenance, driven by up-to-date information on equipment status. A good IT information infrastructure in manufacturing has five levels.
The lowest level is the ‘control systems layer’ which directly controls the equipment used for producing the product. At this level, the information
gathered is control data and the output signal achieved from the said device/equipment for a certain input and controller. The second level is the ‘supervisory
control layer,’ wherein, ‘Supervisory Controllers and Data Acquisition systems’ (SCADAs), VSAT(Very Small Aperture Terminal), VCON(
Rajesh Angadi
Vrushal Phadnis Director, Losma India Pvt. Ltd
www.losma.in
“As a very large amount of information is generated during the manufacturing process of a product; involving design, prototyping, its testing and final production, modern tools involving the use of Information Technology have become highly important. Making information available in
real time, and receiving feedback from and of a system are vital to manufacturers, especially to those involved in product innovation. This is precisely where IT contributes greatly to the sector. Additionally, the use of IT in manufacturing has resulted in reduction of wastage, positively affecting company’s bottom lines and environmental impact.
The development and implementation of new information technology based systems to meet the goals of a manufacturing organization will be essential for the growth and competitiveness of manufacturing organizations in the 21st century.”
IT IN MANUFACTURING
www.martonline.in8 March 2014 www.martonline.in 9March 2014
are installed for exercising supervisory control and acquisition of process data and information.
The third layer is that of the manufacturing execution systems – a ‘production management functional layer’ encompassing product life cycle management (including computer-aided design), management of all production operations such as scheduling of production, dispatch of production orders, data collection on production orders, production reporting and analysis, tracking materials and genealogy, etc.
The fourth layer is the ‘plant to enterprise connection layer’ wherein the business processes of the plant are connected to the business processes of the enterprise. The connection is established by a business rules engine that establishes the link between plant systems and enterprise systems for information sharing, analysis and reporting. The final layer is the ‘enterprise application layer’ which has all of the enterprise level applications such as ERP, enterprise asset management, supply chain management, customer relations management, etc. A good infrastructure will seamlessly tie in one layer with the other so that all of the layers are interconnected in real time.
The technologies that are used for various applications include, but are not limited to, state-of-the-art in Web 2.0, database programming, service-oriented architecture, systems and network analysis, wireless communication, enterprise mobility, design, and application of new technologies in the domain areas of artificial intelligence, operations research, global optimization, theory of constraints, simulated annealing, stochastic predictive modelling and so on. Real-time and non-real-time operating systems are used, based on the mission-criticality of the operations.
For instance, maintenance is a function that not only concerns the maintenance organization within the company but has an impact on production (via the need for availability), inventory (for spares), purchasing (for procurement of spares, tools), finance (for budgeting, asset replenishment, replacement, etc.), logistics (for scheduling, dispatching and executing maintenance work orders), corporate executive management (business strategy for ensuring lower manufacturing cost, and/or increasing reliability in order to get better return on production assets) and so on.
This concept of achieving a unified synthesis of existing business processes, knowledge, data, etc., within the company, which are buried in disparate applications, divisions and departments using a zero latency infrastructure is now called ‘enabling a real-time enterprise.’ By using the real-time enterprise infrastructure, a manufacturing organization can assist its management and labor to maximize performance efficiency, manufacturing effectiveness, quality, reliability, and thereby increase the competitive advantage leading to better market share and better return to shareholders.
Recent news about job gains or lack and manufacturing sector growth remind us that there are numerous ways to achieve success. Some people focus on the potential of micro regions around the world. Others believe in continuous improvement cycles that encourage companies to thrive in tough conditions and with fewer resources. Technology is buzzing with activity describing how mobility, cloud computing, and Big Data are shaping efficiency. Manufacturing organizations like to connect success with customer needs. They tend to focus on innovation
to bring better products and services to the market. Others pay attention to strengthening Supply Chain Management – which is becoming part of manufacturing inefficiencies and risks.
Labor, capital, materials, and assets represent key areas for keeping companies in business in the long run, so manufacturers continue positioning resources management at the top of their priorities. Opportunities to succeed are everywhere and the common denominator is quality. Most companies rightfully describe quality as their competitive advantage. Manufacturer executives tend to use quality to manage intangible assets such as brand and reputation. These arguments imply that quality is not fixed in time or assigned to a product, a supplier, or a single company initiative. It represents how the dynamic force of quality influences all operational tactics, enables learning new things; accelerate opportunities, or how companies bounce back from failure.
Quality principles explain that growth doesn’t depend on a best practice; it is how you adapt and respond to the specific situation. Good quality as a common denominator makes company leaders aware of change including new risky situations, new customer needs, new competitors, and new priorities as well as the chances for success measured in terms of customer satisfaction.
Review finds that margin growth (60%) and organic revenue growth (43%) are the top two goals for manufacturers in 2014. But with growth comes growing pains. No longer can manufacturers only be content with maintaining standards organization-wide, while being
Shaker Tekwani CEO, Spectrum Cable-Tech
www.spectrumcables.com
IT in manufacturing is the most vital tool in 21st century. It enable manufacturers to virtually proto type plant layouts , optimize raw materials usage and asses relevant factors prior to investing in plant redesigns or new factories.
IT help manufacturers to enable the transfer, storing and processing of data, knowledge and information while at the same time controlling the hardware machinery and also facilitates mailing services, telephone and FAX Networks.
The Internet traffic is increasing day by day and manufacturing companies have got the opportunity of Globalization.
IT has connected the world in its web of opportunities and has made manufacturers’ life more exciting and easier like never before.
more efficient in managing front and back-office processes. Today’s manufacturers are also required to be increasingly innovative and more agile in decision-making to stay ahead of competitors, and provide greater value to customers. In many cases, it is no longer safe to provide the same products to the same customers without change. Therefore, manufacturers must enable collaboration and access to greater amounts of data. It has been found that Enterprise Resource Planning should enable manufacturers to accomplish these goals.
There is no argument against the power of data as fuel for organizational transformation. Manufacturing companies want operational visibility to anticipate risks and close performance gaps. They also want a greater understanding of users to direct innovation efforts, operational incentives to increase competitive capabilities, and opportunities for partnerships to grow. Data is of paramount importance to support those and other decisions that help manufacturers gain quality, improvements, and efficiencies. What a difference a decade makes. Fresh from their MBA school degrees and “measure to improve” as motto, manufacturing executives from the early 1990s used spreadsheets to manage by numbers.
Later on, Business Intelligence tools were used to analyze metrics, define controls, and create performance dashboards. The internet amplified the data explosion. Social media expanded the data structures by adding pictures, text messages, likes, preferences, and behaviors to define personas for users of internet technology. Cloud computing has also expanded data storage, processing, and
sharing options. More recently, advances in mobility allow for quick access to information. The difference is that manufacturing organizations understand that everyone can benefit from using data to support decisions that help improve the way they work.
Today’s game changing insight is data in the right form at the right time and in the right hands. This requires that manufacturing organizations must reach for opportunities to bring manufacturing data to the forefront. Users need help to make sense of data in order to prepare plans, execute, and measure effectiveness. Data, facts, and insight complement intellect and expertise which increases the decision-making ability at all levels of the organization. When managed effectively, manufacturing data can help companies grow and support the vision for a knowledgeable and more effective organization.
When the strategy is to improve, tactics turns into data trails and information management. Primarily, we want to collect the thoughts and insights of the manufacturing community about Big Data as a driver for improvements, but also to understand opportunities that are materializing in this sector. During the study we will connect with users via a questionnaire and 1-on-1 interviews. Additionally, we look at how users adapt technology solutions to fit their needs. Another reason for participating is personal development. People want to know how to use data effectively. Conversations quickly evolve to their vision on how Big Data can help them improve.
For example, some people expect Big Data to create a bigger and better picture.
U Rajagopalan CEO, Toshikcon ABS
www.toshikcon.com
“For any industry, there is a need for IT solutions – to have better planning/ monitoring tools; to perform repeated jobs/ operation in easy way; for simple & cost-effective communication; etc. In particular, IT solutions improve the productivity in industries, in various levels. This provides instantaneous operation status update; warning signals through SMS etc. to operators. Current process trends; comparison with previous/ standard one; pre-warning signals; breakdown alerts; spares management, supervisory controls; data acquisition & backup to supervisors / mid level management; and MIS reports & web updates on sales, production, performance etc. to top management.”
Others want access to more and different knowledge. There is increasing interest in behaviors, events, and actions. Culture is always factor. Solutions – Business intelligence tools, analytics embedded in enterprise systems, or homegrown solutions can help transform data into knowledge and value. Users have plenty of options: Enterprise solutions from SAP and production software from Apriso can be architected to take control of operational data across all facilities, and all countries. Preventive, defensive, and triage activities can be supported by a combination of Microsoft and Honeywell solutions for both plant and enterprise users.
Visualization and analysis from Product based companies can help manufacturers identify what they don’t know about warranty or asset reliability. Applications to manage specific quality tests from Viewpoint Systems can connect R&D and system engineers with the data that they need to characterize product degradation. Manufacturers are in the interesting position of being in control of massive amounts of data and being driven to do their job better. Perhaps you’re already familiar with how Big Data is helping companies map customers and opportunities, customize products, or increase user experience. While this is important, we want to also look into how manufacturing intelligence (MI) can be used to arm ordinary people with facts and operational knowledge, so they can take extraordinary actions that lead to productivity gains.
Rajesh Angadi completed his
BE, MBA, PMP and is Hadoop
Certified. With 22 years of Information Technology
experience he worked on
projects for Unisys, Intel,
Satyam, Microsoft, Ford,
Hartford, Compaq, and
Princeton. He is always
fascinated by the latest
technology coming up in the IT
sector and striving to keep pace
with it. Interests in Information Technologiesresearch areas like
Hadoop Ecosystem, Predictive
Analysis, Telematics, Clinical
research with Analysis.
www.martonline.in10 March 2014 www.martonline.in 11March 2014
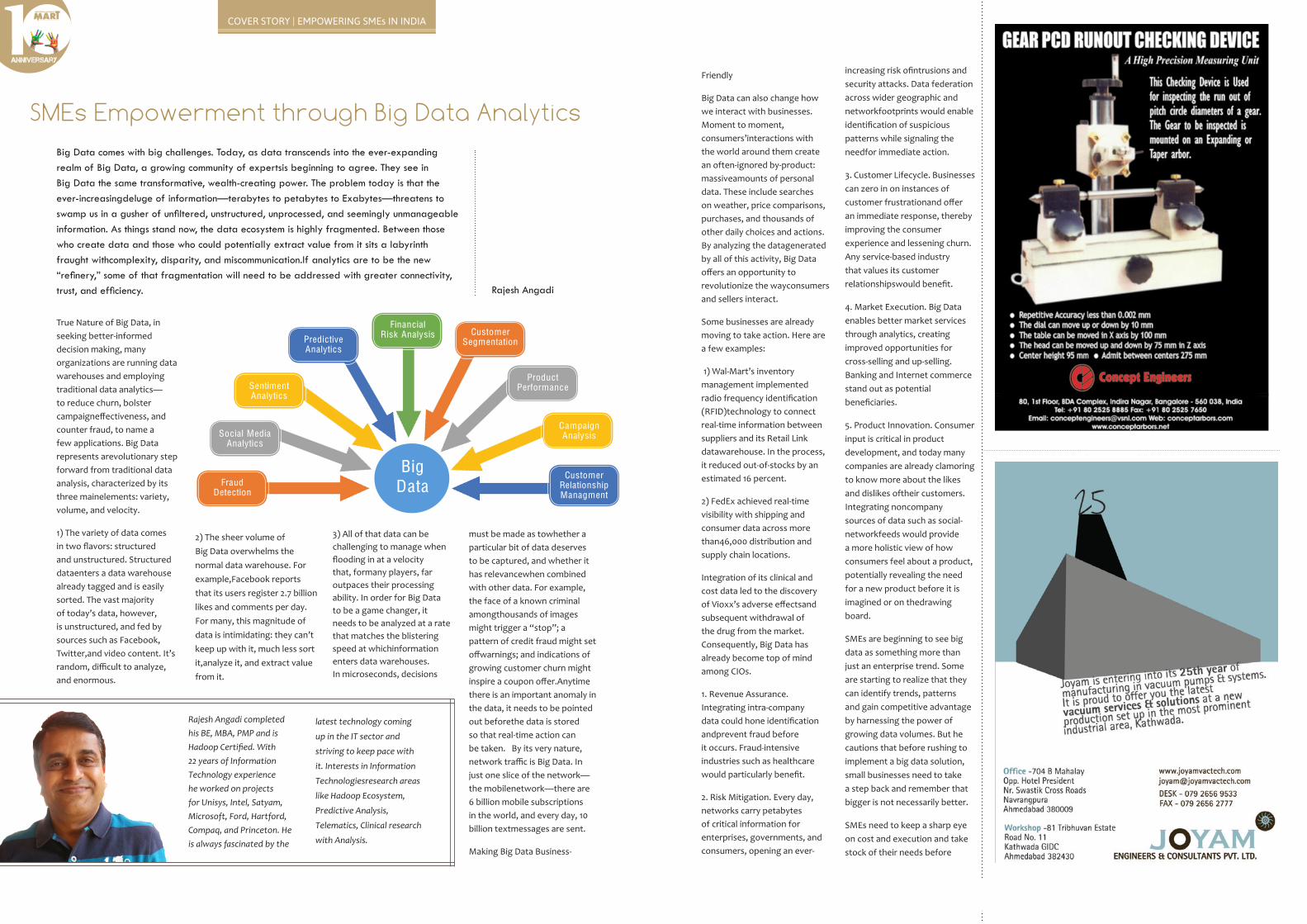
must be made as towhether a particular bit of data deserves to be captured, and whether it has relevancewhen combined with other data. For example, the face of a known criminal amongthousands of images might trigger a “stop”; a pattern of credit fraud might set offwarnings; and indications of growing customer churn might inspire a coupon offer.Anytime there is an important anomaly in the data, it needs to be pointed out beforethe data is stored so that real-time action can be taken. By its very nature, network traffic is Big Data. In just one slice of the network—the mobilenetwork—there are 6 billion mobile subscriptions in the world, and every day, 10 billion textmessages are sent.
Making Big Data Business-
2) The sheer volume of Big Data overwhelms the normal data warehouse. For example,Facebook reports that its users register 2.7 billion likes and comments per day. For many, this magnitude of data is intimidating: they can’t keep up with it, much less sort it,analyze it, and extract value from it.
SMEs Empowerment through Big Data AnalyticsBig Data comes with big challenges. Today, as data transcends into the ever-expanding realm of Big Data, a growing community of expertsis beginning to agree. They see in Big Data the same transformative, wealth-creating power. The problem today is that the ever-increasingdeluge of information—terabytes to petabytes to Exabytes—threatens to swamp us in a gusher of unfiltered, unstructured, unprocessed, and seemingly unmanageable information. As things stand now, the data ecosystem is highly fragmented. Between those who create data and those who could potentially extract value from it sits a labyrinth fraught withcomplexity, disparity, and miscommunication.If analytics are to be the new “refinery,” some of that fragmentation will need to be addressed with greater connectivity, trust, and efficiency.
3) All of that data can be challenging to manage when flooding in at a velocity that, formany players, far outpaces their processing ability. In order for Big Data to be a game changer, it needs to be analyzed at a rate that matches the blistering speed at whichinformation enters data warehouses. In microseconds, decisions
Rajesh Angadi
1Anniversary
True Nature of Big Data, in seeking better-informed decision making, many organizations are running data warehouses and employing traditional data analytics—to reduce churn, bolster campaigneffectiveness, and counter fraud, to name a few applications. Big Data represents arevolutionary step forward from traditional data analysis, characterized by its three mainelements: variety, volume, and velocity.
1) The variety of data comes in two flavors: structured and unstructured. Structured dataenters a data warehouse already tagged and is easily sorted. The vast majority of today’s data, however, is unstructured, and fed by sources such as Facebook, Twitter,and video content. It’s random, difficult to analyze, and enormous.
Rajesh Angadi completed
his BE, MBA, PMP and is
Hadoop Certified. With 22 years of Information
Technology experience
he worked on projects
for Unisys, Intel, Satyam,
Microsoft, Ford, Hartford,
Compaq, and Princeton. He is always fascinated by the
latest technology coming
up in the IT sector and
striving to keep pace with
it. Interests in Information
Technologiesresearch areas
like Hadoop Ecosystem,
Predictive Analysis,
Telematics, Clinical research
with Analysis.
Friendly
Big Data can also change how we interact with businesses. Moment to moment, consumers’interactions with the world around them create an often-ignored by-product: massiveamounts of personal data. These include searches on weather, price comparisons, purchases, and thousands of other daily choices and actions. By analyzing the datagenerated by all of this activity, Big Data offers an opportunity to revolutionize the wayconsumers and sellers interact.
Some businesses are already moving to take action. Here are a few examples:
1) Wal-Mart’s inventory management implemented radio frequency identification (RFID)technology to connect real-time information between suppliers and its Retail Link datawarehouse. In the process, it reduced out-of-stocks by an estimated 16 percent.
2) FedEx achieved real-time visibility with shipping and consumer data across more than46,000 distribution and supply chain locations.
Integration of its clinical and cost data led to the discovery of Vioxx’s adverse effectsand subsequent withdrawal of the drug from the market. Consequently, Big Data has already become top of mind among CIOs.
1. Revenue Assurance. Integrating intra-company data could hone identification andprevent fraud before it occurs. Fraud-intensive industries such as healthcare would particularly benefit.
2. Risk Mitigation. Every day, networks carry petabytes of critical information for enterprises, governments, and consumers, opening an ever-
increasing risk ofintrusions and security attacks. Data federation across wider geographic and networkfootprints would enable identification of suspicious patterns while signaling the needfor immediate action.
3. Customer Lifecycle. Businesses can zero in on instances of customer frustrationand offer an immediate response, thereby improving the consumer experience and lessening churn. Any service-based industry that values its customer relationshipswould benefit.
4. Market Execution. Big Data enables better market services through analytics, creating improved opportunities for cross-selling and up-selling. Banking and Internet commerce stand out as potential beneficiaries.
5. Product Innovation. Consumer input is critical in product development, and today many companies are already clamoring to know more about the likes and dislikes oftheir customers. Integrating noncompany sources of data such as social-networkfeeds would provide a more holistic view of how consumers feel about a product, potentially revealing the need for a new product before it is imagined or on thedrawing board.
SMEs are beginning to see big data as something more than just an enterprise trend. Some are starting to realize that they can identify trends, patterns and gain competitive advantage by harnessing the power of growing data volumes. But he cautions that before rushing to implement a big data solution, small businesses need to take a step back and remember that bigger is not necessarily better.
SMEs need to keep a sharp eye on cost and execution and take stock of their needs before
Big Data
Campaign Analysis
Product Performance
Customer Segmentation
Financial Risk Analysis
Sentiment Analytics
Predictive Analytics
Social Media Analytics
Fraud Detection
Customer Relationship Managment
COVER STORY | EMPOWERING SMEs IN INDIA

www.martonline.in12 March 2014 www.martonline.in 13March 2014
establishing a data strategy.
Smaller data sets from CRM platforms, social media or email marketing programmes can still provide much-needed insight to help businesses understand customer behavior patterns and showcase trends. The key is to find the appropriate vehicle to visualize and present this data in a way that reveals overlooked opportunities and actionable insights. This is what could make big data, assuming you
can still call it big data, viable to deploy for SME businesses. Instead of a bank-breaking big data solution, small businesses should focus their efforts and dive deep into a few business-critical sets of data – such as sales in a specific sector, or performance metrics during peak versus low seasons. This strategy will provide quicker and better results than companies that try to take on too much. Little data can yield big results for many departments of small businesses, for everyone from the sales department to the executive director.
SMEs should be looking at big data. Interest in big data has reached new heights for many SMEs as they attempt to capture information and glean insights from ongoing conversations on social channels and the ‘digital dust’ consumers leave when browsing the web, shopping online, listening to music in the cloud and using smartphone applications. Like many other businesses, SMEs need to glean a better understanding of often volatile consumer behavior to know what they want before consumers do themselves.
The problem is that many SMEs lack big data expertise, are the technologies to achieve these goals are available and more affordable than most small businesses expect, especially when factoring in the losses from a lack of investment in a world where competitors are. What’s required are the smarts – knowing which questions to ask of the data and how the organization can best use what it finds.
SMEs that have decided against big data projects or are still hesitant imagine the major inhibitors to be not enough staff with expertise and the expected cost of big data initiatives.Nevertheless, business managers need to grasp the
nettle.
We generally don’t need mountains of data to gain insight from it: we simply need to be asking the right questions, and smaller companies are just as capable of asking intelligent questions as bigger companies. Whether it be for big data or little data. Many SMEs are already running big data technology within their enterprise without even thinking about it as such, with MongoDB or another NoSQL database. MongoDB is already running in many businesses because of its ease of use and dynamic schema, so SMEs that want to get started with a big data project need not invest heavily in learning new technologies. Even Hadoop, which is complex, is likely to have its complexity hidden in the near future with applications that SMEs will use, pointing to companies such as Datameer, MetaMarkets and Infochimps.
Big data advisors
Channel partners can play a significant role in the promotion and implementation of big data technologies.By integrating a vendor’s solution with other sector-specific tools, the channel can cater to the individual needs of an SME customer and eliminate the need for multiple expensive solutions.The channel plays an important role in being able to aggregate and manage data from many different sources, coming from a combination of cloud and on-premise applications. Their knowledge of a vertical or market segment will provide a huge value-add for customers.SMEs can make great use of big data if it includes drilling down to the machine data layer: Monitoring and understanding machine data can enable companies to identify and resolve IT and security issues with an accuracy and immediacy not previously possible.There’s
a really key role that the channel can play in helping companies of all sizes, SMEs included, to understand that using big data – particularly at the machine data level – can have a profound effect on operational intelligence.Massively improved IT systems management, rapid response to security threats and streamlined compliance processes that channel partners can leverage with SMEs as easyto- understand, quick-win scenarios.Channel partners can play a huge role in delivering big data to the SME market, as they can offer bespoke vertical solutions – such as retail, Telco or utilities-specific know-how or applications.Further, channel partners interact with customers on a daily basis and understand their requirements better than vendors. They can also add training and services to differentiate their offering. Most partners are missing a trick with the SME market at the moment.
For now, most channel partners seem more tuned to enterprise needs, which can assume more control of big data technologies such as Hadoop because of their inherently larger staff. But this overlooks a huge opportunity in the SME market, where the bulk of the world’s companies are, and where most of the world’s data is too. The channel partners which can tap this market will win big in big data.
By giving SMEs access to financing that brings these technologies within their reach in an affordable way, big data/analytics capability is making its way to smaller companies quickly. It’s a trend that’s only going to grow for small businesses. If those SMEs collaborate with a channel partner, they can take advantage of some of the most effective methods to gain necessary data insight, while gaining a deep level of industry expertise.
LEADER SPEAK
“In General, the trend for Small
& Medium Enterprise is very
encouraging in India, but being
competitive in the changing
scenario is the prime factor to get
to the top. They should always
try to reduce manufacturing costs
along with quality systems, which
can help them in terms of efficient
pricing & quality product.
Also, proper marketing planning
will give an edge to the small &
medium enterprises since they got
limited marketing budget, wants
maximum returns out of it and
also they may not have marketing
expertise. Marketing Plan should
always be linked with business goals
& objectives.
Expertise, Innovation & Networking
will fix the success of the SME in
this competitive market.”
Jyoti MIshra
Executive, Nord India
“Today supply chains are big, complex and global. Keeping them humming is an enormous challenge.
We think the world is entering the era of small, simple and local supply chains, powered by a new generation of manufacturing technologies such as 3D printing, intelligent assembly robotics and
open-source hardware – also known as the Software Defined Supply Chain”.
Rapid Prototyping and Additive Manufacturing with Big Data Analytics
Prototyping is used to evaluate and test the design, ergonomics, safety, functionality and other aspects of a device. Choosing the right prototyping process can enable companies to notice design errors and other issues that could later cause significant problems, thereby saving both money and time.
Conventional prototyping methods such as machining, injection moulding and soft tooling can provide high-quality and highly accurate prototypes. However, these processes can be time-consuming, expensive and complicated.
Rapid Prototyping
Rapid Prototyping for Direct Digital Manufacturing deals
with various aspects of joining materials to form parts. Additive Manufacturing (AM) is an automated technique for direct conversion of 3D CAD data into physical objects using a variety of approaches. Manufacturers have been using these technologies in order to reduce development cycle times and get their products to the market quicker,
more cost effectively, and with added value due to the incorporation of customizable features. Realizing the potential of Additive Manufacturing applications, a large number of processes have been developed allowing the use of various materials ranging from plastics to metals for product development.
Rapid prototyping methods have dramatically changed the landscape, allowing for a prototype to be made in as little as one day.In some circumstances, the same methods can be used to make the final product, further speeding up the production process by means of additive manufacturing.
Rapid prototyping methods
The most common types of rapid prototyping methods are additive technologies, meaning that the model is built
by adding material layer by layer. By contrast, subtractive prototyping methods create a and drilling.A rapid prototype originates with a computer model. Typically, this model is fabricated using computer-aided design (CAD). In some cases, where the final product will be custom-made. A prototyping machine reads the computer data and slices it into different layers. The machine then builds the prototype by adding material layer by layer.
Additive Manufacturing
Additive Manufacturing enables the fast, flexible and cost-efficient production of parts directly from 3D CAD data – a technology that helps you to perform your tasks in an innovative way.
Additive Manufacturing refers to a process by which digital 3D design data is used to build up a component in layers by
LOGISTICS
Rajesh Angadi
Differences between Traditional and Additive Manufacturing
Billet Machining Part Scrap
Traditional
Foil/Powder
Additive Manufacturing
AM Part Scrap
Motor Vehicles
Consumer Products
Business Machines
Medical
Academic
Government/Military
Others
www.martonline.in14 March 2014 www.martonline.in 15March 2014
components
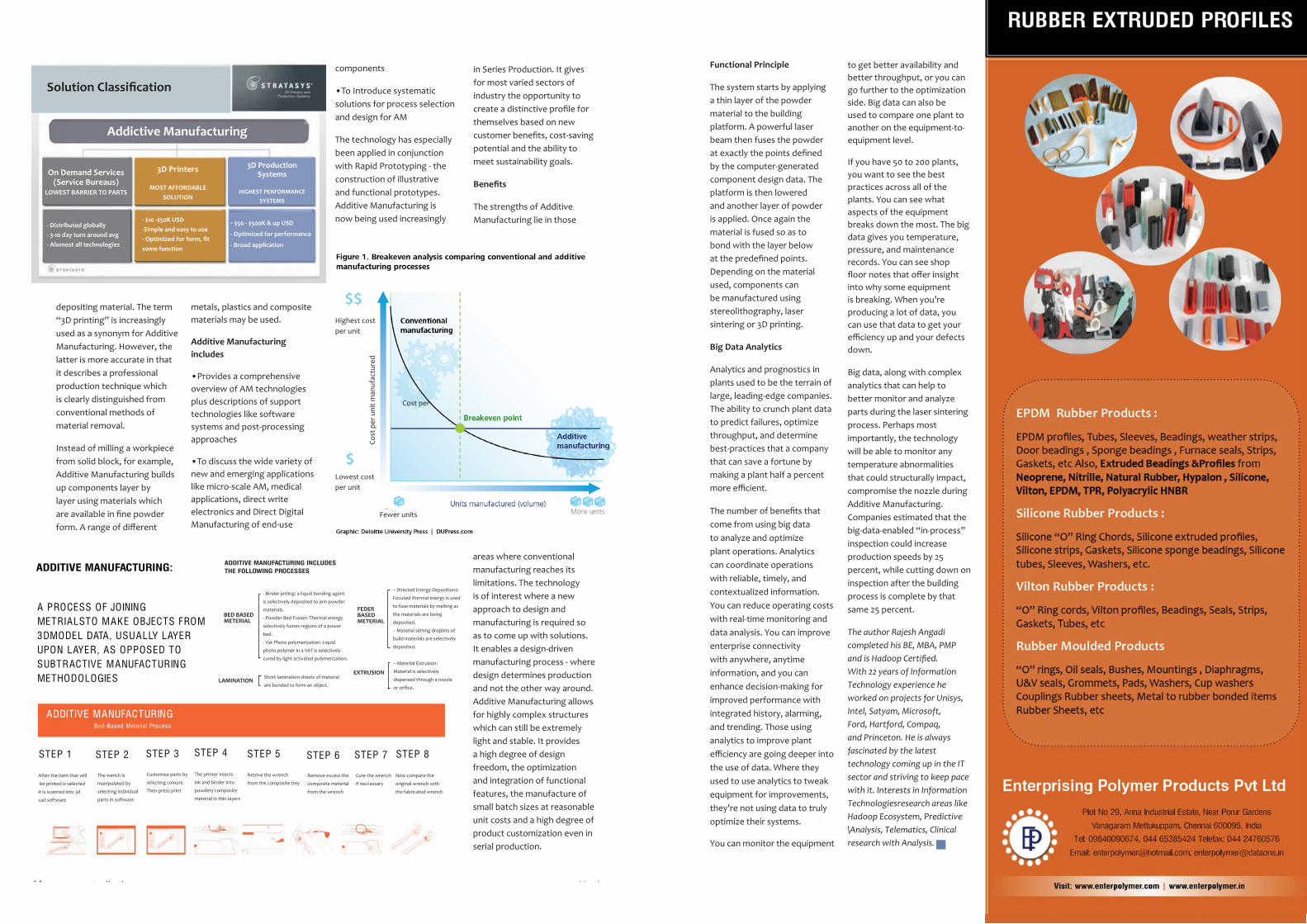
•To Introduce systematic solutions for process selection and design for AM
The technology has especially been applied in conjunction with Rapid Prototyping - the construction of illustrative and functional prototypes. Additive Manufacturing is now being used increasingly
in Series Production. It gives for most varied sectors of industry the opportunity to create a distinctive profile for themselves based on new customer benefits, cost-saving potential and the ability to meet sustainability goals.
Benefits
The strengths of Additive Manufacturing lie in those
After the item that will
be printed is selected
it is scanned into 3d
cad software
The wench is
manipulated by
selecting individual
parts in software
Customize parts by
selecting colours.
Then press print
The printer injects
ink and binder into
powdery composite
meterial in thin layers
Retrive the wrench
from the composite treyRemove excess the
composite meterial
from the wrench
Cure the wrench
if neccessary
Now compare the
original wrench with
the fabricated wrench
STEP 1 STEP 2 STEP 3 STEP 4 STEP 5 STEP 6 STEP 7 STEP 8
ADDITIVE MANUFACTURINGBed-Based Meterial Process
A PROCESS OF JOINING METRIALSTO MAKE OBJECTS FROM 3DMODEL DATA , USUALLY LAYER UPON LAYER , AS OPPOSED TO SUBTRACTIVE MANUFACTURING METHODOLOGIES
ADDITIVE MANUFACTURING: ADDITIVE MANUFACTURING INCLUDES THE FOLLOWING PROCESSES
BED BASED METERIAL
LAMINATION
FEDER BASED METERIAL
EXTRUSION
depositing material. The term “3D printing” is increasingly used as a synonym for Additive Manufacturing. However, the latter is more accurate in that it describes a professional production technique which is clearly distinguished from conventional methods of material removal.
Instead of milling a workpiece from solid block, for example, Additive Manufacturing builds up components layer by layer using materials which are available in fine powder form. A range of different
metals, plastics and composite materials may be used.
Additive Manufacturing includes
•Provides a comprehensive overview of AM technologies plus descriptions of support technologies like software systems and post-processing approaches
•To discuss the wide variety of new and emerging applications like micro-scale AM, medical applications, direct write electronics and Direct Digital Manufacturing of end-use
On Demand Services (Service Bureaus)
LOWEST BARRIER TO PARTS
- Distributed globally - 3-10 day turn around avg - Alomost all technologies
3D Printers
MOST AFFORDABLE SOLUTION
- $10 -$50K USD -Simple and easy to use - Optimized for form, fit some function
3D Production Systems
HIGHEST PERFORMANCE SYSTEMS
- $50 - $500K & up USD
- Optimized for performance
- Broad application
Solution Classification
Addictive Manufacturing
Highest cost per unit
Lowest cost per unit
Fewer units
Cost per
Cost
per
uni
t man
ufac
ture
d
areas where conventional manufacturing reaches its limitations. The technology is of interest where a new approach to design and manufacturing is required so as to come up with solutions. It enables a design-driven manufacturing process - where design determines production and not the other way around. Additive Manufacturing allows for highly complex structures which can still be extremely light and stable. It provides a high degree of design freedom, the optimization and integration of functional features, the manufacture of small batch sizes at reasonable unit costs and a high degree of product customization even in serial production.
- Binder jetting: a liquid bonding agent
is selectively deposited to join powder
materials.
- Powder Bed Fusion: Thermal energy
selectively fumes regions of a power
bed.
- Vat Photo polymerization: Liquid
photo polymer in a VAT is selectively
cured by light activated polymerization.
Short lamination sheets of material
are bonded to form an object.
– Directed Energy Depositions:
Focused thermal energy is used
to fuse materials by melting as
the materials are being
deposited.
– Material setting droplets of
build materials are selectively
deposited.
– Material Extrusion:
Material is selectively
dispensed through a nozzle
or orifice.
to get better availability and better throughput, or you can go further to the optimization side. Big data can also be used to compare one plant to another on the equipment-to-equipment level.
If you have 50 to 200 plants, you want to see the best practices across all of the plants. You can see what aspects of the equipment breaks down the most. The big data gives you temperature, pressure, and maintenance records. You can see shop floor notes that offer insight into why some equipment is breaking. When you’re producing a lot of data, you can use that data to get your efficiency up and your defects down.
Big data, along with complex analytics that can help to better monitor and analyze parts during the laser sintering process. Perhaps most importantly, the technology will be able to monitor any temperature abnormalities that could structurally impact, compromise the nozzle during Additive Manufacturing.Companies estimated that the big-data-enabled “in-process” inspection could increase production speeds by 25 percent, while cutting down on inspection after the building process is complete by that same 25 percent.
The author Rajesh Angadi
completed his BE, MBA, PMP
and is Hadoop Certified. With 22 years of Information
Technology experience he
worked on projects for Unisys,
Intel, Satyam, Microsoft,
Ford, Hartford, Compaq,
and Princeton. He is always fascinated by the latest
technology coming up in the IT
sector and striving to keep pace
with it. Interests in Information Technologiesresearch areas like
Hadoop Ecosystem, Predictive
\Analysis, Telematics, Clinical
research with Analysis.
Functional Principle
The system starts by applying a thin layer of the powder material to the building platform. A powerful laser beam then fuses the powder at exactly the points defined by the computer-generated component design data. The platform is then lowered and another layer of powder is applied. Once again the material is fused so as to bond with the layer below at the predefined points. Depending on the material used, components can be manufactured using stereolithography, laser sintering or 3D printing.
Big Data Analytics
Analytics and prognostics in plants used to be the terrain of large, leading-edge companies. The ability to crunch plant data to predict failures, optimize throughput, and determine best-practices that a company that can save a fortune by making a plant half a percent more efficient.
The number of benefits that come from using big data to analyze and optimize plant operations. Analytics can coordinate operations with reliable, timely, and contextualized information. You can reduce operating costs with real-time monitoring and data analysis. You can improve enterprise connectivity with anywhere, anytime information, and you can enhance decision-making for improved performance with integrated history, alarming, and trending. Those using analytics to improve plant efficiency are going deeper into the use of data. Where they used to use analytics to tweak equipment for improvements, they’re not using data to truly optimize their systems.
You can monitor the equipment
www.martonline.in16 March 2014
* Expert in providing offshore IT services management (outsourcing) such as databases, server infrastructure management and change initiative planning.
* Expertise in data warehousing set-up and solutioning.
* Provide technical expertise and leadership to facilitate the implementation of enterprise-wide shared infrastructure services and business process management (BPM).
* Direct or indirect involvement in development of policies, standards and guidelines that direct the use of Infrastructure Services within the enterprise.
* Certified in Hadoop Ecosystem (HDFS, HBase, Hive, Pig, Sqoop and MySQL)Administration
* Experience in implementations involving Hadoop clusters, Hive, Sqoop, SENTRY and MySQL with Amazon EC2 environments as well as RHEL 6.4 environments using Cloudera CDH3/4.
Contact :
RAJESH ANGADI
B-405, Aisshwarya Opulence, Outer Ring Road Bangalore [email protected]/+91-9591800293/93434518802
For Reading Mart visit :
www.martonline.in