rheology of coating colors 19 april
TRANSCRIPT

Pele Oy
Rheology in Paper and Paperboard Coating
Contents Page
Coated Paper and Board Grades 3
Introduction to Rheology 11
Particles in Coating Color 19
Properties of Coating Colors 44
Rheology od Paper Coatings 69
Thank You for Your Attention 102
2

Pele Oy
Coated Paper and Board Grades

Pele Oy
Chemical and mechanical pulps
Chemical pulp papers are called woodfree papers and more than 10% mechanical pulp
containing grades are called mechanical grades.
4

Pele Oy
Publishing paper grades in Europe
Standard newsprint, improved newsprint and SC magazine papers are uncoated grades.
5

Pele Oy
European coated publishing paper grades
Coated papers for publishing can be single, double or triple coated. They can be
mechanical papers or woodfree grades. They can be made to matt, silk or glossy finish
and can be delivered in rolls or sheets.
Usual printing methods are heat set web offset, rotogravure or sheet fed offset.
6

Pele Oy
Coating rheology - important for paperboards
7
Table origin: www.zumbiel.com

Pele Oy
Coated grades by finish
Matt papers are not calendered or only slightly calendered.
Silk papers are mostly calendered with two soft nips.
Gloss papers are fully calendered - at least four or more soft nips.
8 *Hunter gloss

Pele Oy
9
Surface of paper coating
Fine kaolin clay
Ground Calcium Carbonate
Pictures: SMI Precipitated Calcium Carbonate

Pele Oy
Coating compared to base paper
The share of coating layer thickness is only half of the share of grammage because
density of coating is about double in calendered paper. Base paper must be smooth
and have good formation to get a good coated paper surface.
10
Picture: KCL
Coating density 2000 kg/m3
Base paper density 1000 kg/m3
38 - 40 µm
4 - 5 µm
Coating is a thin layer
compared to base paper

Pele Oy
Introduction to Rheology
Dilatancy

Pele Oy
12
Types of deformation
Coating colors are viscoelastic
Picture: Fapet

Pele Oy
13
Viscoelastic terms
Ideal elastic element – Hookean solid Deforms when stress is applied. Once stress is removed fully
recovers to the original shape. Modeled as spring.
Ideal viscous element – Newtonian fluid Flows as long as stress is applied and remains in that shape once
stress is removed. Modeled as dashpot.
Picture: Fapet

Pele Oy
Viscoelastic behavior
Coating colors are viscoelastic. Viscoelastic material has the properties both of
elasticity and viscosity. It is simulated by a Maxwell element. Response of Maxwell
element to strain is the following:
14 Picture: Fapet

Pele Oy
Pictures: www.viscopedia.com
Viscosity, shear stress and shear rate
Viscosity is resistance of a liquid to flow - molecules slide over one another.
Viscosity can be defined with a moving plate over a fixed plate. Viscosity η is
Shear stress / Shear rate. In papermaking shear rates are high and viscosities then lower
than with conventional low shear rate measurements.
15

Pele Oy
16
General flow curve for suspensions
Picture: Fapet

Pele Oy
Types of flow behavior
Good coating colors are
pseudoplastic to get easy
runnability and good quality.
If volume concentration is too
high, suspension is easily
dilatant.
Special binders, rheology
modifiers and lubricants can
help to increase volume
concentration without
dilatancy.
Dilatant coating colors are
difficult to run leading to
scratches, streaking,
bleeding, too high blade load
and web breaks.
17
Shear rate 1/s
Shear stress

Pele Oy
Types of time-dependent flow behavior
Coating color should be thixotropic – low viscosity after long shear before and under the
leveling element e.g. blade and high viscosity to start immobilization after the metering
when coating has leveled.
18
Thixotropic loop
Picture: Fapet
Pele Oy
Particles in Coating Color

Pele Oy
Conventional coating color compositions
20 Picture: SCG-DOW

Pele Oy
Typical coating color formulations
Pigment 100 parts, e.g. Clay (Kaolin), GCC - Ground
Calcium Carbonate, PCC - Precipitated Calcium Carbonate,
Talc, Gypsum, plastic pigment, TiO2 etc.
Dispersant 0.1-0.5 parts, e.g. polyacrylates, polyphosphates,
lignin sulfonates
NaOH to adjust pH to 8.5-9
Binder(s) 5-20 parts, e.g. synthetic binder (XSB, SA, PVAc)
and natural binders (starch and starch based particles, CMC,
casein, soybean protein)
Cobinder / Thickener 0.5-1.5 parts, e.g. natural products
(starch derivatives, CMC, soy protein, casein) and synthetic
products (PVOH, PVP, HEUR, ASE, HASE, ACT)
Optical brightener and dyes 0.5-0.8 parts
Lubricants (calcium stearate, wax, PE- or PP-glycols, soy
lecithin/oleic acid blends) 0.2-0.5 parts
Other additives, e.g. defoamer/degassing agents, biocides
etc.
21

Pele Oy
Effect of volume fraction on viscosity
For random packing critical volume fraction of spheres is
0.66 i.e. volume solids is 66%. Volume fraction of dense
tetrahedral packing would be about 74%.
When shear rate is high, lower than cubic packing (52 %) is
needed to get workable coating color viscosity.
Mass solids of mineral pigments is always higher than
volume solids because main pigments have densities about
2700 kg/m3 - titanium dioxide even much more.
22 Pictures: www.wernerblank.com

Pele Oy
23
Low shear rate rheology of GCC/Clay slurries
Picture: Omya

Pele Oy
24
Gloss development of clay/GCC mixtures
Picture: Omya

Pele Oy
Solids content and volume fraction
Titanium dioxide has high particle density (rutile 4230 kg/m3) and latex low density
(max. 1050 kg/m3) compared to mineral pigments. This means that volume fraction is
not directly correlated with mass solids content.
25
Picture: Omya

Pele Oy
Plastic pigments and void volume
The most efficient pigment is hollow sphere plastic pigment where air filled volume is
55% of the sphere. This means that a very small mass addition increases effective
solids of coating pigments. Effective solids is then much more than actual solids.
26
Pictures: Rohm and Haas

Pele Oy
Particle size effects on viscosity
The picture on the left means that with smaller particles viscosity is higher.
Wider particle size distribution = lower viscosity. The picture on the right shows
viscosities for mono-modal, bi-modal and tri-modal particle size distributions.
Practical coating colors can include foreign particles such as air bubbles, fibers and
fillers from base paper. These increase viscosity.
Picture: www.malvern.com 0.1 0.25 0.50
Volume Fraction
Lo
g v
isco
sity
100 200 300 nm
Picture: Horiba
27

Pele Oy
Particle shape effects on viscosity
More spherical shape = lower viscosity.
Viscosity is not related to the static packing
density, which would be highest with cubes.
Viscosity is related to the packing volume of
rotating particles.
Higher aspect ratio gives higher viscosity
unless particle orientation is reached.
0.1 0.25 0.50
Volume Fraction
Lo
g v
isco
sity
spheres
cubes
rods Picture: Horiba
plates
28

Pele Oy
Viscosity and slurry structure
High aspect ratio clay and talc can have very
high viscosity if the plates are not aligned but
form structures like house-of-cards.
Both chemical forces (at low shear) and
mechanical shear forces can form these
highly porous structures.
29
Picture: www.tulene.edu Picture: www.nature.com

Pele Oy
Kaolin structure, charge and pH
Anisotropic particles such as rods or plates have different charge at edges depending on slurry pH.
It is very important to control constant pH for this kind of slurries.
Aspect ratio of kaolin can vary from
10:1 (blocky kaolin) to more than 60:1
(hyperplaty kaolin).
30
Aspect ratio = L / t = Shape factor

Pele Oy
Particle shape and slurry solids
When solids contents are compared in same viscosity, GCC slurry can be made to 77%
solids and several high aspect ratio clays must have <67%.
Kaolin is used for paper gloss, better coating coverage and water retention. On the other
hand, higher solids as such compensates very much by improving paper quality, coating
coverage, water retention, print gloss as well as reducing binder demand, which again
improves gloss and smoothness.
31
Picture: Imerys
GCC

Pele Oy
Aspect ratio and in-plane coating strength
It is interesting to know how platy clays can increase in-plane coating strength and thus
also bending resistance. For packaging grades this is important when both barrier
properties and stiffness increase by using platy grade pigments.
32
Picture: Imerys

Pele Oy
Viscosity and particle shape
With elongated particles the random orientation leads to an increase in low shear
viscosity. However, under shear these elongated particles can orient themselves to be
streamlined with the direction of flow. They are therefore easier to flow, resulting in a
lower high shear viscosity than the spherical same size equivalent.
33
Picture: www.azom.com

Pele Oy
Bi-modal particle blends
When two particle sizes are blended the viscosity reaches its minimum
closer to the bigger particles.
34
Picture: www.azom.com

Pele Oy
Viscosity and particle volume fraction
Coating colors should have high
solids to get good quality and low
water evaporation cost.
Good water retention also
reduces evaporation energy.
Moistened base paper under the
coating is very difficult to dry
again. Water is not free but
connected to fibers with hydrogen
bonds.
Fast immobilization after coating
is also important for product
quality and evaporation costs.
This all means that real coating
colors must be very close to the
shear thickening range (over 50%
of maximum volume fraction).
35
Picture: www.azom.com

Pele Oy
Particle size and high shear viscosity
A higher number of smaller particles results in more particle-particle interactions and an
increased resistance to flow.
Clearly as shear rate increases, this effect becomes less marked, suggesting that any
particle-particle interactions are relatively weak and broken down at ultrahigh shear rates.
It is very important to always measure viscosity at ultrahigh shear rate.
36
Smaller particles – higher
viscosity at low shear rate
Picture: www.azom.com
Pele Oy
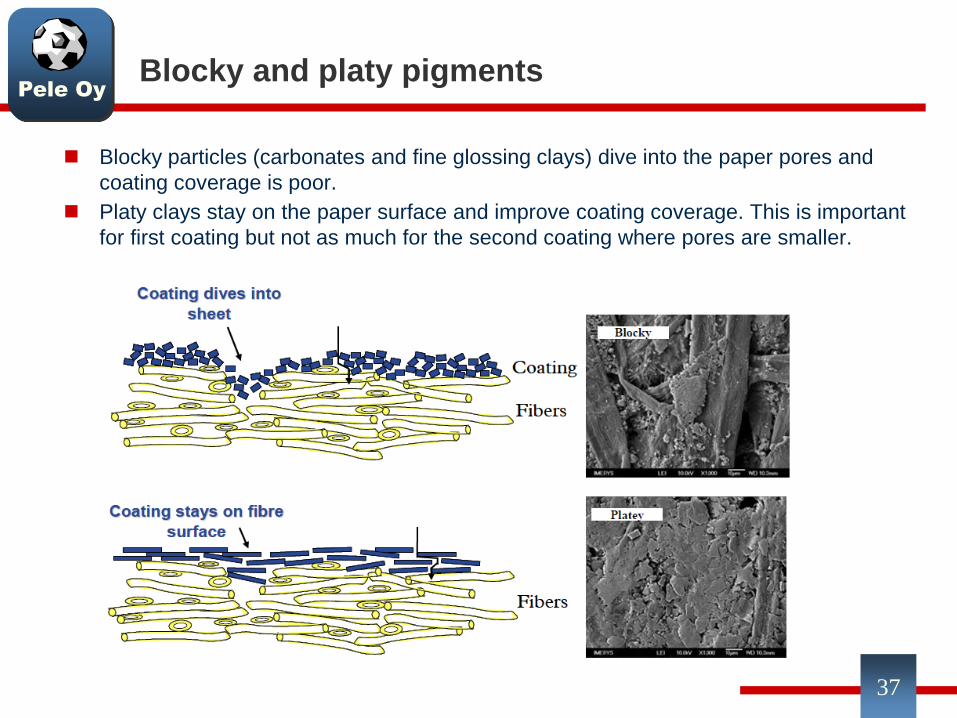
Blocky and platy pigments
Blocky particles (carbonates and fine glossing clays) dive into the paper pores and
coating coverage is poor.
Platy clays stay on the paper surface and improve coating coverage. This is important
for first coating but not as much for the second coating where pores are smaller.
37

Pele Oy
Viscosity explanations
NPSD or Narrow Particle Size Distribution GCC gives more bulky coating and higher
coating color viscosity.
BPSD or Broad Particle Size Distribution GCC gives denser coating, lower viscosity and
higher solids coating color.
38
Picture: Omya

Pele Oy
General viscosity order of main coating pigments
Platy coarse clay is suitable for precoating and fine clay for topcoating if needed
at all.
39
Picture: Omya

Pele Oy
Particle charges and viscosity
The simplest example concerns hard
spherical particles that don't interact,
i.e. there are no forces acting
between them.
Attraction between particles
increases viscosity and can result in
unstable dispersion forming
aggregates.
Attraction between particles can be
overcome by making the particles
charged, or 'hairy' by adsorbing a
polymer stabilizer on their surface.
The presence of a stabilizing layer
increases the effective volume of the
particles and tends to give a higher
viscosity than the ideal system.
40
Picture: www.rsc.org

Pele Oy
Clay slurry dispersion optimization
The picture shows ACAV viscosity of clay slurry with narrow particle size distribution. One
can see that low shear rate viscosity is not telling very much of the real viscosity.
41
0 1x105
2x105
3x105
4x105
5x105
0
50
100
150
200
250
300
Dispersant level
0.22
0.24
0.26
0.28
Vis
co
sit
y (
mP
as)
Shear rate (1/s)
Lowest viscosity

Pele Oy
42
Chemically stable and low solubility in water
High light scattering and low absorption at all wavelengths i.e. good brightness and
whiteness
Free from impurities, no hard and big particles
Appropriate particle size and particle size distribution
High refractive index i.e. good combination of brightness and opacity
Small binder demand
Good flow properties as an aqueous suspension (low high shear viscosity)
Mixes easily with water (wettability, dispersability)
Good glossing properties (eye-pleasing coating gloss and high print gloss)
Good compatibility with other coating components
Low density, coating coverage, bulky paper
Non-abrasive, low dusting, good strength and stiffness properties
Low water absorption, easy water evaporation
Cost effective
Ideal pigment properties

Pele Oy
Conclusion on main viscosity factors
In practice mass solids content is measured. Volume fraction varies if components have
different densities. Titanium dioxide is high density pigment and volume fraction is not as
high as solids content shows. Solid plastic pigments have about same density as latex.
43 Picture: www.malvern.com

Pele Oy
Properties of Coating Colors

Pele Oy
Main paper coating principles
45
Picture: Katarina Dimic-Misic

Pele Oy
Main coating methods
There are three different coating
methods: blade, film transfer and curtain
coating.
It depends on paper grade and speed
which one is most suitable.
46
Pictures: Valmet

Pele Oy
Main blade/rod coating methods
Blade coating can have three different
color application methods: applicator
roll, jet and short dwell application.
Most common color leveling methods
are blade or sometimes rod.
It depends on paper grade and speed
which one is most suitable.
47
Pictures: Valmet

Pele Oy
Blade coating principle
48
Nozzle gap about 1 mm
Incoming web
Backing
roll
Blade and blade holder
Coated
paper
The most common paper coating method is blade coating. Speed of commercial coaters
is up to 30 m/s (1800 m/min) and in pilot up to 50 m/s (3000 m/min).
Coating color application can be with a narrow nozzle (picture), with an applicator roll or
so called short dwell time unit close to the leveling blade itself.
Typical for these methods is that the applied coating color amount must be 10-20 times
the amount left on the paper surface. Application amount and absorption time before
blade varies depending on the application method and speed.

Pele Oy
49
Calculation example of coating color formulation
Substance Parts Dry amount Solids Amount
kg % kg
Kaolin, 80% < 2 µm 50 530.5 68 780
GCC, 90% < 2 µm 50 530.5 75 707
SB-latex 11 116.7 50 233
CMC 1 10.6 10 106
Insolubilizer 0.1 1.1 10 11
Lubricant 1 10.6 50 21
Water 141
Total 113.1 1200 60 2000
Input 1 Inputs 2
Results 2 Results 3
Result 4 Result 1

Pele Oy
50
Coating colors are rheologically complex materials: - Their viscosity is strongly dependent on shear rate - Viscosity is dependent on shearing time - They are viscoelastic - They may have significant extensional viscosity and/or
normal stresses
There are two major groups of factors, which determine rheology of coating colors: Surface chemistry and hydrodynamics.
Significance of different factors depends on shear rate. Therefore it is not usually possible to draw conclusion about high shear rheology by measuring low shear area, or vice versa.
All the coating colors are shear thinning at the low shear rate area. However, there may be also dilatant behavior at the higher shear rates.
Rheology of coating colors
Coating colors are complex materials:
Their viscosity is strongly dependent on shear rate
Viscosity is dependent on shearing time
They are viscoelastic
They may have significant extensional viscosity and/or
normal stresses
Base paper and water retention have effect on coating
color rheology
Surface chemistry and hydrodynamics determine viscosity.
Significance of different factors depends on shear rate. It is
not usually possible to draw conclusion about high shear
rheology by measuring low shear area, or vice versa.
Coating colors are shear thinning at low shear rate area.
However, there may be dilatant behavior at higher shear
rates.
Picture: Voith

Pele Oy
Types of coating color flow behavior
Coating color must be shear thinning = pseudoplastic. Shear thickening =
dilatant is not good for blade coating.
51

Pele Oy
52
0.0 2.0x105 4.0x105 6.0x105 8.0x1050
500
1000
1500
2000
Vis
cosity
(m
Pas)
Shear rate (1/s)
Chemical Factors
Hydrodynamics
PCC-slurry
• Van der Waals
• Electrostatic repulsion/attraction
• Steric factors
• Particle size and size distribution
• Particle shape
• Viscosity of water phase
• Volume fraction (solids)
Coating color viscosity depends on shear rate
www.aca.fi

Pele Oy
53
HYDRODYNAMICS AT ULTRA HIGH SHEAR Volume fraction of particles Particle size Shape of the particles Particle size distribution Viscosity of water phase
SURFACE CHEMISTRY AT LOW SHEAR Volume fraction of particles Electric attraction/repulsion Van der Waals attraction Steric repulsion Viscosity of water phase
Brookfield,
rotational
and capillary
viscometers
Capillary and
Slit viscometers
Dominating factors at different shear rates

Pele Oy
54
Coating color shear rates in real process
Shear Rate (1/s)
Capillary and slit viscometers
Coating color circulation loop
0 102 103 104 106 105 107
Applicator Nip Pumping
Mixing
Blade
Screens
Rod
Curtain hitting point
www.aca.fi

Pele Oy
Shear rate ranges of viscometers
It is easy to note that coating research without using capillary or slit viscometer is not
relevant. There are still whole countries, where all research and development is made
with rotational viscometers.
55
ViscometerPractical Shear
rate (1/s)Comparison to process
Brookfield 10Real shear rate 200.000 times
higher
Rotational 40 000 Real shear rate 50 times higher
Capillary 2 MillionShear rate comparable to
process
Slit 10 MillionPossibility to simulate also
highest shear rates

Pele Oy
Typical ultrahigh shear viscosity curves
Especially in blade coating it is important to know and control ultrahigh shear viscosity.
Typical measurement curves of good coating colors are in the picture below.
56
www.aca.fi

Pele Oy
Suspension property effects on coating
In coating colors intermolecular forces and particle charges have effect on viscosity
measured with conventional viscometers.
However, practical shear rates of coating colors are so high that more important are
hydrodynamic forces arising from particle shape and rotation in the suspension.
Viscosity should be measured with capillary/slit viscometers to get practical shear rates.
57
Variable Change in
variable
Effect on
viscosity
Effect on water
retention
Effects on process and
quality
Intermolecular
forces Increase
Increased low
shear viscosity Better There is an optimum
Particle volume
concentration Increase Increase Better
Better quality, runnability
limit
Particle size Increase Decrease Lower Lower quality, lower binder
demand
Particle size
distribution Wider Decrease Better
Denser coating, lower
coating coverage
Particle shape Less
spherical Increase Better
Better gloss, runnability limit

Pele Oy
58
0
10
20
30
40
50
60
70
80
0 200000 400000 600000 800000 1000000 1200000
Shear rate 1/s
Vis
co
sity m
Pas
30ºC
50ºC
60ºC
Logical behaviour below 100.000 1/s
Coating shear rates
Temperature and coating color viscosity
Theoretically increase of temperature decreases viscosity. However, higher increase of coating color temperature destroys the surface active ingredient of the latex and ultrahigh viscosity increases with temperature.

Pele Oy
Low shear viscosity of coating components
59
Picture: Michel-Sanchez Enrique
Albagloss is PCC

Pele Oy
Example of flow patterns in blade coating
60
Picture: C.K.Aidun

Pele Oy
Backin
g R
oll
Base Paper
Color
Coating shear rates
Paper speed can be up to 30 m/s. The average gap between paper
web and blade is about 20 µm. Average shear rate is then 1.5x106 1/s.
Minimum distances are much less than the average coating thickness
and maximum local shear rate is higher than the calculated average.
Coating color should tolerate shear rates of some millions in blade
coating.
The risk of dilatancy with shear thickening color is always present –
even if the coater speed is much less than 30 m/s.
61
Base Paper
Contacts
Coating Blade

Pele Oy
Ultra high shear viscosity curves
62
Area Rheology Problems
A High viscosity at low shear rates Pumping and startup problems
B High viscosity at high shear rates Problems in screens and applicators
C High viscosity at ultrahigh shear
rates, dilatant
Blade bleeding and streaking
Problems maintaining target coat weight
Web breaks
D Low viscosity at ultrahigh shear
rates Uneven coat weight
E Low viscosity at all shear rates Water retention problems
Picture: Valmet
Modified from: www.aca.fi

Pele Oy
Curtain coating and extensional viscosity
Instead of old air knife coating curtain coating is used when a contour coating is needed.
Extensional viscosity is a color’s resistance to accelerating flow. Extensional viscosity is
most important in curtain coating but also in blade coating after blade.
Coating colors contain polymeric thickeners, which have considerable effect on
extensional viscosity.
Extensional viscosity can be measured with ultrahigh shear rate slit viscometer.
63
Orientation and
straightening
in accelerating flow
Picture: Voith
Picture: www.aca.fi

Pele Oy
Flow pattern in blade coating exit
Flow is contracted after the blade about 50% which means that the average flow
speed after the blade is doubled.
64
Picture: Douglas W. Bousfield

Pele Oy
Slit in high shear measurement
Slit geometry is comparable with blade coating geometry. With rigid blade the angle is
about 45º and gap is 15-25 µm (contraction after blade about 50%).
Slit is just two blades against each other. Because the length is only 0,5 mm the delay
time in the measurement is very short, similar to blade coating.
The problem with rotating viscometers is long measurement time and heating of the
dispersion. Thixotropy has effect on the measurement.
65
Coating Color
BLADE
~ 0.5 mm
~ 2
0 µ
m
Base paper
www.aca.fi
0.5 mm
SLIT
80 µ
m

Pele Oy
Capillary and slit correlation to runnability
Blade coating runnability was followed and ultrahigh shear viscosity measured.
Correlation of slit viscosity to runnability was superior compared to capillary viscosity.
66
Capillary measurement, 0.5 Mill. 1/s
and poor correlation Slit measurement, 3 Mill. 1/s
and good correlation
www.aca.fi

Pele Oy
67
0 1 2 3 4 5 6 7 8 9 10
Brookfield
Haake
Hercules
Eklund
ACAV A4
ACAV A2
Shear Rate x 106 (1/s)
Practical shear rate ranges of viscometers
www.aca.fi

Pele Oy
Comparison of shearing times
Viscometer Shearing
time Compared to process
Brookfield 1 s Tens of thousand times
Rotational 1 s Tens of thousand times
ACAV Capillar 1 ms About 30 times longer
ACAV SLIT 30 µs Same as under blade
68
www.aca.fi

Pele Oy
Rheology of Paper Coatings

Pele Oy
Viscosity of fine and coarse pigments
Pigment type has effect on reachable viscosity and solids content of the pigment slurry
and coating color.
Coarse and platy clay has lowest possible solids and GCC with broad particle size
distribution highest.
70
Picture: Omya

Pele Oy
Effect of aspect ratio on pigment slurry solids
It is important to know the aspect ratios of clays to predict the effect on possible solids
content and gloss.
71
Picture: Omya

Pele Oy
Gloss and surface strength
Adding GCC with broad particle size distribution to high glossing clay increases
solids content and surface strength but decreases sheet gloss.
72
Picture: Omya

Pele Oy
Effective solids and ultrahigh shear viscosity
Picture: Omya
73

Pele Oy
Coater speed and clay content
Share of clay in carbonate coating reduces solids content and maximum coating speed.
Critical speed is defined with visual examination of stalagmites or coating scratches.
74
TAPPI 1999
Blade

Pele Oy
Window for ideal solids
Window for ideal solids is very narrow. Too high solids results in runnability problems
and too low solids in quality problems. Process variations should be minimized to be
able to run close to the maximum solids.
75
Picture: Omya

Pele Oy
Coarse and fine clay in topcoating color
Viscosity of coarse and platy clay is considerably higher than with fine clay. Reduced
amount (15%) of coarse clay in the formulation gives almost same ultrahigh shear
viscosity as 25% fine clay. The main pigment here is fine GCC.
Higher ultrahigh shear viscosity means that blade load in real coating is higher.
76
0
20
40
60
80
100
120
0 200000 400000 600000 800000 1000000 1200000
Vis
co
sit
y, m
Pa
s
Shear rate, 1/s
Viscosity / Shear rate
Coarse clay 25%
Coarse clay 15%
Fine clay 25%

Pele Oy
Double coated papers
There is less platy clay on the left coating formula in precoating. Solids content and
coating coverage are lower.
On the right, more platy particles can give relatively better water retention,
smoothness, print gloss, coating coverage, ink holdout, print density, paper stiffness
and bulk.
77
Fine clay Coarse clay
Picture: Kenji Hirai

Pele Oy
Water retention principles
Water retention is an important
factor in coating coverage.
Two principles have effect: color
viscosity and shape factor of
particles.
Low shear viscosity has effect on
capillary penetration and ultra-
high shear viscosity under the
blade or rod.
78
Low aspect ratio,
fast penetration
High aspect ratio,
slow penetration
Low viscosity,
fast penetration High viscosity,
slow penetration
Picture: Kenji Hirai

Pele Oy
Water and coating penetration
When speed is low, capillary penetration is high from application up to immobilization
of coating. Platy particles decrease penetration.
When drying is slow and far from the blade, capillary penetration continues long way
after the blade.
79
Blade

Pele Oy
Filter cake formation and water retention
Capillary absorption forces are working before and after the blade pressure.
Pressure penetration is most effective under the blade.
Filter cake formation decreases the effective coating layer gap under the blade.
This can increase shear rate (speed gradient) considerably.
80

Pele Oy
Laboratory Study
Impact of new binders
GWR/HS viscosity; PCC/Clay 70/30, latex 12 pph
70
75
80
85
90
95
100
105
110
20 40 60 80 100 120
High shear viscosity @ 800 000 1/s , [mPas]
Wa
ter r
ete
nti
o,
g/m
2
Latex 1 Latex 2 Latex 3 Latex 4
6
65.1%
63.6%
66.0%
64.3%
62.5%
66.1%
64.3%
62.5%
66.9%
65.2%
63.2%
Operating
Window
Runnability limits
Qu
ali
ty l
imit
s
Rheology and water retention
81
Picture: SMI

Pele Oy
Origins of blade coating scratches
Base paper
Particles bigger than 20 µm. Stickies, pitch, white pitch, filler,
fiber bundles, fiber vessels/ray cells, sand, coated broke,
chemical agglomerates, wet end chemistry problems.
Loose fibers on top layer or filler layer, poor surface sizing,
size agglomerates or retrogradation, paper pieces in size
circulation, poor screening in size circulation.
Coating color
Screening of pigment/color
Hard pigment particles
Too high solids or low water retention, dilatancy in high
shear rate
Poor dosage of dispersion agent or dispersion stability
Air in coating color leads to higher viscosity
Poor mixing of pigment/coating color
Fibers in color
Air in color
82

Pele Oy
Effect of solids and latex on color rheology
GCC here is of NPSD-type or has narrow particle size distribution.
83
Pictures: Omya

Pele Oy
Effect of latex particle size on rheology
84 Picture: Omnova

Pele Oy
Effect of latex on ultrahigh shear viscosity
Even if the latex in the formulation was only 12 parts (pigments 100 parts), it had great
effect on viscosity when narrow particle size distribution PCC was included. PCC was
70% and fine clay 30% of the pigments. Conventional formulation was with GCC.
85 Picture: Dow

Pele Oy
Relaxation-induced dilatancy
The numerical simulations carried out suggest that the non-hydrodynamic interactions
between particles are able to store energy when the coating layer is being compressed
e.g. by the pressure pulse of a coating blade.
Relaxation of the stored energy has a potential to expand the system volume and
induce dilatancy under conditions of water loss.
Correct formulation improves visco-elasticity of coating colors, and controls occurrence
of bleeding as well as dynamic water retention under the blade.
86
Picture: Somar
Good formulation – no bleeding

Pele Oy
Detailed behavior of coating color
Viscoelastic regions are subjected
during coating metering to high
compressive forces. Dissolved
material and fines are released
from the elastic regions similar to
the compression of a sponge.
The released fluid inclusive
dissolved and dispersed matter is
accelerated along the directional
force of the pressure impulse, e.g.
perpendicular to the pressure
impulse.
Solid and liquid phase of the
coating color are separated under
pressure. After pressure decay the
compressed regions expand again
and pick up of what free liquid
phase is still left in the wet film.
87 Picture: CTP

Pele Oy
Coating holdout and binder migration
88
Picture: Somar
On the left picture there is good coating holdout and no binder migration.
When water retention is poor, binder can migrate to the base paper during water
absorption and before immobilization point.
Other type of migration is during drying to the paper surface (skinning).
Both cause poor picking strength and mottled printing result.

Pele Oy
Working principle of rheology modifiers
89
Picture: Derrick Burrel, 2007 TAPPI Coating & Graphic Arts Conference

Pele Oy
Effects of associative rheology modifiers (RMs)
Associative RMs thicken water phase with swelling and polymer network in the
suspension so that low shear viscosity increases but ultrahigh shear viscosity decreases
through breaking down this polymer network between suspension particles.
RMs enhance orientation of high aspect ratio particles under ultrahigh shear rate and
thus increase critical volume solids. RMs also reduce friction between particles so that
particles can easier flow in a shear field over each other.
They improve static and dynamic water retention.
RMs also improve rheology after metering to reduce coating defects and to improve
leveling before fast immobilization.
90
Picture: Derrick Burrel

Pele Oy
Practical effects of rheology modifiers
It seems that HASE (associative
rheology modifier) is best in all
other properties than in water
retention.
If water retention is reached with
suitable pigments and binders,
HASE seems to be the best
rheology modifier.
ASE seems to be most balanced
when improvement from cellulosic
water retention additives are
desired,
91
Picture: Derrick Burrel, 2007 TAPPI Coating & Graphic Arts Conference

Pele Oy
Ultrahigh shear rate viscosity of rheology modifiers
92
Picture: Derrick Burrel, 2007 TAPPI Coating & Graphic Arts Conference

Pele Oy
Effect of elasticity in coating
Lubricants may turn the balance of a viscoelastic coating color more viscous and less elastic and thus enable easier flow of a coating color still in very high coating solids. Together with higher coating solids and higher coating speeds also better paper quality may be achieved.
Lubricants may have ability to reduce friction and increase slip at the blade boundary thus preventing bleeding and dry stalagmite formation.
It must be remembered that base paper under
the blade is compressed and behaves more
elastic than wet coating layer. In addition,
thickness of base paper is several times the
thickness of coating layer.
Sometimes base paper is not calendered at all.
This kind of base paper is much more
compressible than calendered base paper.
93
Lubricants:
Lower
friction
Both:
Rheology
modification
Thickeners:
Viscosity
increase
Coating
Additives

Pele Oy
Lubricants in coating
Lubricants and release agents are used to
enhance smoothness and flow properties
of wet coating as well as the plasticity and
gloss of dried coating.
Lubricants can also effect on color
rheology thus reducing build up of
stalagmites in blade coating.
Lubricants are also used to reduce
calender picking and dusting by reducing
paper friction against calender rolls and
enhancing deformation of paper surface in
calender nips.
Lubricant products are mostly calcium and
ammonium stearates. Wax emulsions are
emulsions of paraffin waxes,
microcrystalline waxes or polyethylene
waxes.
94
Picture: Toshiharu Enomae
Lubricants reduce COF of coated paper

Pele Oy
Pigment packing effect on absorption
95
Picture: Daniel Matte
Open structure – Low tortuosity
To get good coating coverage it is important how porous and tortuous the base is.
On the left picture base paper is not calendered or first coating is too open to get good
water retention and coating coverage. The same is valid for printing ink and the term is
normally ink hold out.
High density and platy particles
High tortuosity

Pele Oy
Ultra high shear viscosity vs. coating scratches
Slit viscosity correlates very well with scratch count in blade coating. Scratches are a
potential defect with high solids content and coarse platy pigments.
96
Results: TAPPI, 2001 Coating and Graphics Arts Conference and Trade Fair, pages 77 -86
Dr. Rajan R. Iyer, Ray Hollingsworth, Dr. David R. Skuse, Imerys, Sandersville,USA
1,60 %
1,60 %
0,80 % 0,80 %
0,40 %
0,40 %
0 % 0 %

Pele Oy
Conclusion on dispersant dose
Imerys researchers make the following conclusion:
“Pilot coating data show a clear improvement in
scratch reduction upon higher dispersant dose
addition. There is a correlation between coating
color viscosity and the scratch counts observed on
the machine.
Better correlation between coating color viscosity
and scratch counts is observed when the viscosity
is measured with a slit attachment to a capillary
viscometer.
This may indicate that the slit attachment measures
viscosity of the coating under conditions similar to
the converging geometry obtained in blade coating
operations, or that the timescale of measurement in
this device is closer to that of blade coating.
This implies that the elastic component of the color
rheology is important and this should be measured
in any future study.”
97
Real
Brookfield
Hercules

Pele Oy
Effect of dispersants and thickeners
If the dispersant level is too high there can be problems in recirculating color stability
(left lower curves).
For extensional viscosity interactive thickener seems to be most effective (right picture).
98
Pictures: Imerys

Pele Oy
Special latex - biolatex behavior
Ultra-high shear viscosity measurements show that deforming soft latex particles
have higher low shear viscosity but lower ultra-high shear viscosity.
Soft biolatex can deform, orientate and shrink under high shear.
99
Picture: Ecosynthetix

Pele Oy
Ultrahigh shear rate viscosity of three binders
100 Picture: Ecosynthetix

Pele Oy
Coating color development
In coating developed the key question is to use relevant laboratory methods. The most
important ones are ultrahigh shear viscosity and dynamic water retention. The
following conclusion is from Ecosynthetix presentation in PaperCon2012 Conference.
, PaperCon2012
101

Pele Oy
102
Dilatant sand – Quicksand