root cause analysis · pdf fileroot cause analysis ... and coupling manufacturer's...
TRANSCRIPT
RCA Name Multiple leaks in new pipelineReport Number 2013-B105
Report Date 9/8/2013RCA Owner Marcus McCoy
Root Cause Analysis ReportProblem Statement
Focal Point Multiple leaks in new HDPE pipeline
WhenStart Date 6/3/2013 End Date 6/4/2013
Unique Timing Initial hydro testing of a new line during extremely hot weather
WhereWidget processing divisionPhoenix, AZProcess water treatment line
Actual I mpact CostDelayed startup-2 weeks $400,000.00Repair of leaks and replacement of coupling gaskets $125,000.00Customer upset due to delayed startup $0.00
Actual I mpact Total: $525,000.00
Frequency 1 times
Reportable spills $0.00Lost future contracts $5,000,000.00Clean up costs $100,000.00
Potential I mpact Total: $5,100,000.00
Business UnitLocationSystem
RevenueCost
Customer Service
overall
Potential I mpactEnvironmental
RevenueCost
Page 1 \ 22
Report and chart generated by Sologic’s Causelink software. www.sologic.com
Report Summaries
Executive Summary
After over three miles of high-density polymer pipeline was installed with over 800 couplings, the initial 25 PSI hydro testing resulted in 50-60 percent of the couplings leaking. The couplings leaked because gaskets were damaged during installation and because the pipe sealing surfaces were improperly prepared. Gasket damage was caused by gasket misalignment because of improper lubrication being used to install the gaskets, among other problems.
This problem resulted in a $525,000 profit reduction due to delaying startup by two weeks ($400,000) and increasing out-of-pocket costs by $125,000 for repairs. Our customer was also unhappy with the delays. Additional, potential impacts include reportable spills due to the leaks, possible loss of a $5M contract and $100,000 in clean up costs.
Solutions include, but are not limited to, using a vegetable oil for gasket lubrication during installation; polishing the sealing areas of the pipe prior to installing gaskets; using a Sawzall with a fine tooth blade to cut pipe instead of a chainsaw; shading the installation surfaces on sunny, hot days; and incorporating the piping and coupling manufacturer's recommendations into the piping specifications.
Cause and Effect Summary
The multiple piping leaks in the piping was caused by multiple leaks at the couplings. The couplings leaked because gaskets were pinched/damaged during installation and because the pipe sealing surfaces were improperly prepared.
The pinched gaskets were caused by the gaskets not sliding into designated seating areas within the coupling. The gaskets did not slide adequately due to lack of lubrication which would have allowed the gaskets to seat properly when the coupling was tightened. The lubrication used during installation was a soapy water solution with an unknown ratio mix of water and soap. The ratio of soap and water is unknown because the installers did not track the amount of soap put in the water bottles, but it was stated that there was not much soap in the mixture. A soapy solution was recommended by the manufacturer, but considering this application in the hot, sunny desert climate, it was ineffective because the water evaporated too quickly.
Aside from the gasket pinch, additional causes related to imperfections in the pipe surface area did not allow gaskets to form a seal. These imperfections include scratches, gouges, and abnormalities in the pipe’s gasket surface area. Scratches were created mostly during pipe transfer from the storage/staging area to the installation area. The scratches came when the 50 foot pipe’s ends dragged on the ground during transportation. The pipe is lifted from the center with a forklift, but the high-density polymer pipe is malleable (especially when heated from warm ambient temperature) and the flexibility of the pipe allows the ends to bend and touch the ground. While not in constant contact with the ground, the transportation path is not smooth, level, and flat so the ends come in contact with ground surface and rocks when moving into installation position. Most of the smaller imperfections were not addressed during the original installation (only the dramatic gouges were prepped or eliminated).
The seemingly smaller surface area scratches and imperfections were not highlighted as an area of trouble during the onsite coupling training provided by the manufacturer, so installation technicians were not aware of which surface imperfections required attention and which imperfections were acceptable. The demonstration that the manufacturer's representatives provided during training included installation of a 3” coupling on 3” PVC pipe with no lubrication. Scratches, lubrication, and high-density polymer pipe were not addressed during this demonstration; however, it is noted that when asked if soapy water could provide sufficient lubrication for installation, the manufacturer's representatives confirmed that a soapy solution would be acceptable. It is important to note that the manufacturer was not part of this investigation, and evidence gathered is from the installer’s statements, photos, and supporting documentation. The manufacturer did provide field installation
Page 2 \ 22
handbooks with additional installation instructions and recommendations, but these handbooks were not used during installation, as field personnel assumed the onsite training was sufficient enough to install the couplings.
Other surface area imperfections were created from chainsaw cuts used to adjust the pipe length in between couplings. Occasionally, the 50-foot standard pipe length was not appropriate when navigating the plant area, so the pipe would have to be cut shorter for specific applications. These cuts are not factory cuts and thus introduce a surface area that may contain imperfections such as uneven cuts (out of square), chain marks on the end of the pipe, and excess material left from rough cuts.
Lastly, the leaks were not detected until the pipeline construction was completed because no incremental hydro testing was performed during construction. Originally, the project manager assigned to this project had to leave shortly after bidding and project kick-off. Once construction began, a new highly-recommended project manager was assigned. While incremental pipe testing was discussed between the original project manager and the internal project engineer, the new project manager was not aware of the need and did not perform incremental testing. It is unknown why the new project manager did not perform in-construction hydro testing. The new project manager was unavailable for this investigation as he is no longer on this project.
Page 3 \ 22
Label
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
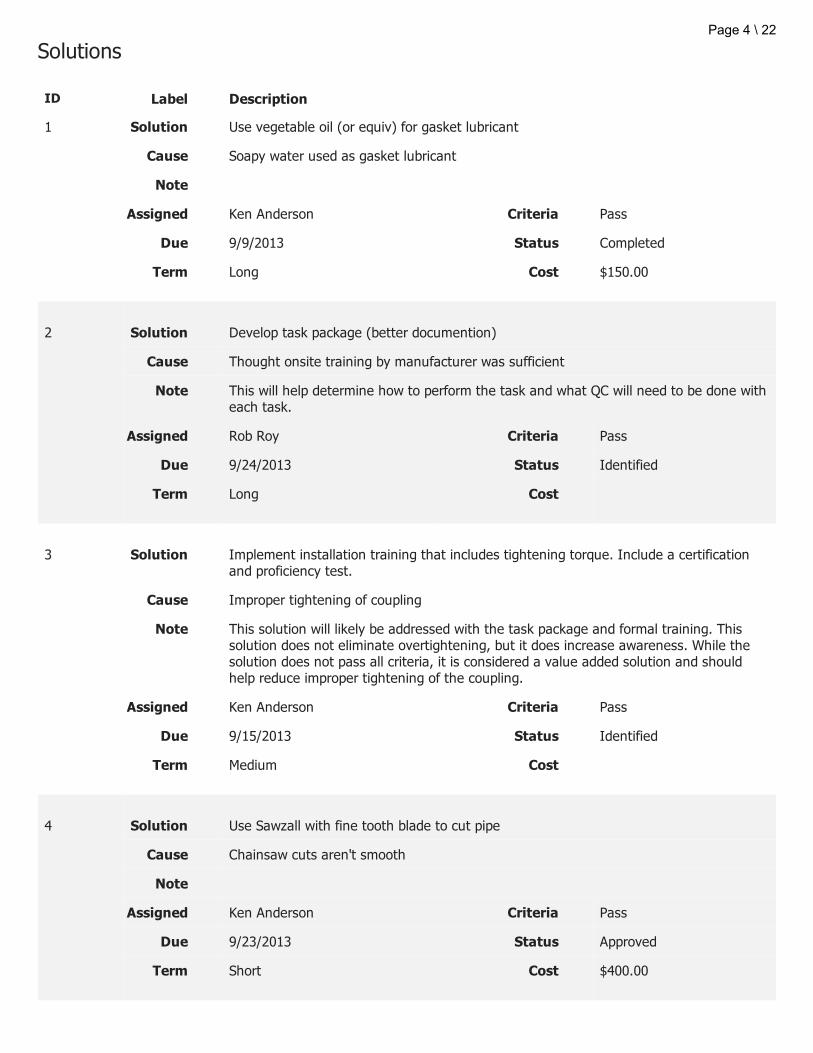
Solutions
ID Description
1 Use vegetable oil (or equiv) for gasket lubricant
Soapy water used as gasket lubricant
Ken Anderson Pass
9/9/2013 Completed
Long $150.00
2 Develop task package (better documention)
Thought onsite training by manufacturer was sufficient
This will help determine how to perform the task and what QC will need to be done witheach task.
Rob Roy Pass
9/24/2013 Identified
Long
3 Implement installation training that includes tightening torque. Include a certificationand proficiency test.
Improper tightening of coupling
This solution will likely be addressed with the task package and formal training. Thissolution does not eliminate overtightening, but it does increase awareness. While thesolution does not pass all criteria, it is considered a value added solution and shouldhelp reduce improper tightening of the coupling.
Ken Anderson Pass
9/15/2013 Identified
Medium
4 Use Sawzall with fine tooth blade to cut pipe
Chainsaw cuts aren't smooth
Ken Anderson Pass
9/23/2013 Approved
Short $400.00
Page 4 \ 22
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
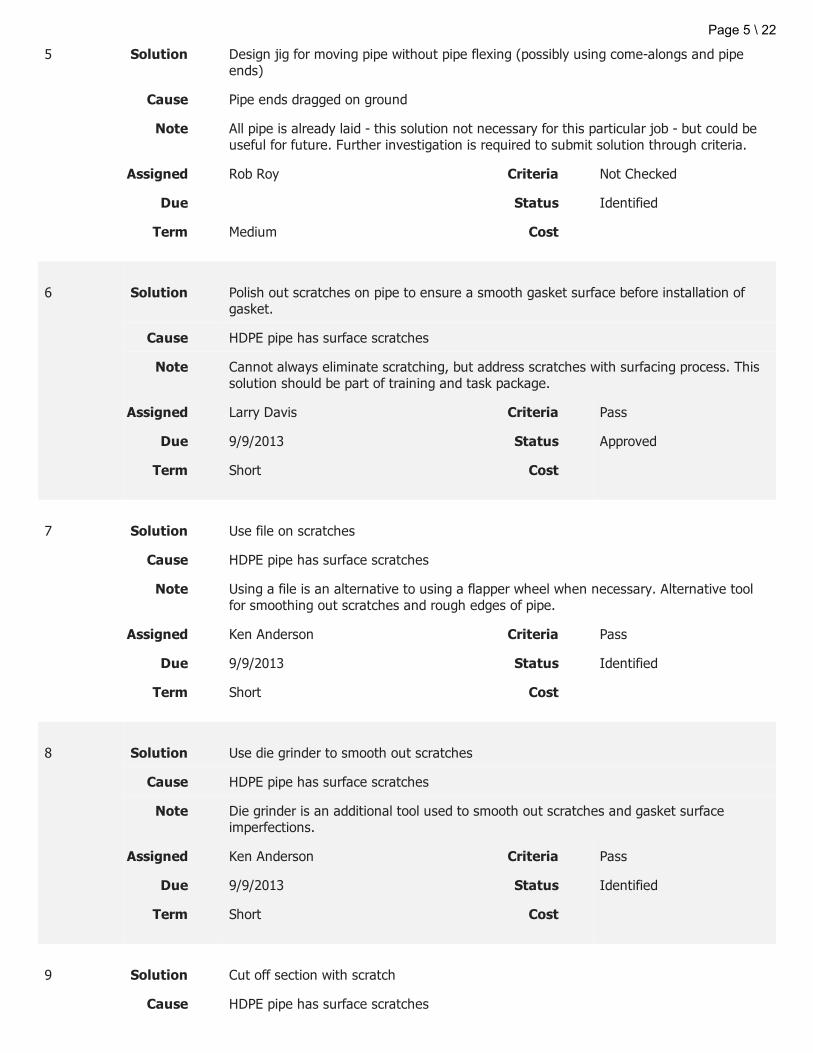
5 Design jig for moving pipe without pipe flexing (possibly using come-alongs and pipeends)
Pipe ends dragged on ground
All pipe is already laid - this solution not necessary for this particular job - but could beuseful for future. Further investigation is required to submit solution through criteria.
Rob Roy Not Checked
Identified
Medium
6 Polish out scratches on pipe to ensure a smooth gasket surface before installation ofgasket.
HDPE pipe has surface scratches
Cannot always eliminate scratching, but address scratches with surfacing process. Thissolution should be part of training and task package.
Larry Davis Pass
9/9/2013 Approved
Short
7 Use file on scratches
HDPE pipe has surface scratches
Using a file is an alternative to using a flapper wheel when necessary. Alternative toolfor smoothing out scratches and rough edges of pipe.
Ken Anderson Pass
9/9/2013 Identified
Short
8 Use die grinder to smooth out scratches
HDPE pipe has surface scratches
Die grinder is an additional tool used to smooth out scratches and gasket surfaceimperfections.
Ken Anderson Pass
9/9/2013 Identified
Short
9 Cut off section with scratch
HDPE pipe has surface scratches
Page 5 \ 22
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
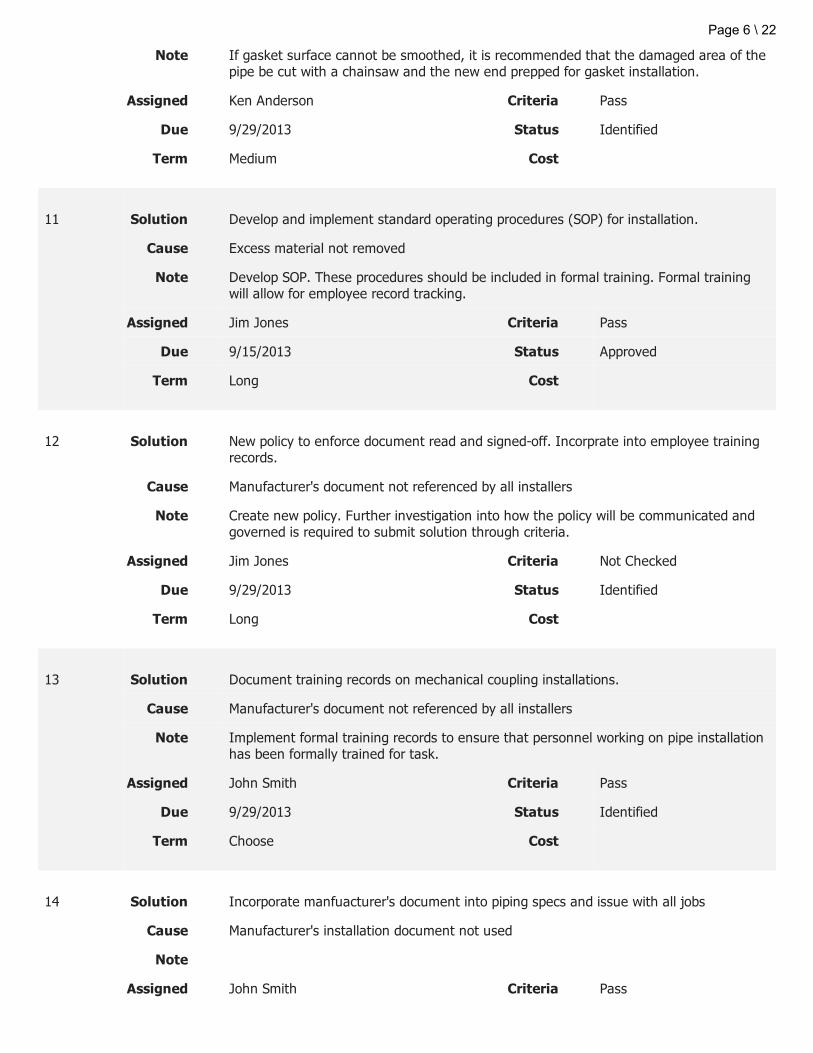
If gasket surface cannot be smoothed, it is recommended that the damaged area of thepipe be cut with a chainsaw and the new end prepped for gasket installation.
Ken Anderson Pass
9/29/2013 Identified
Medium
11 Develop and implement standard operating procedures (SOP) for installation.
Excess material not removed
Develop SOP. These procedures should be included in formal training. Formal trainingwill allow for employee record tracking.
Jim Jones Pass
9/15/2013 Approved
Long
12 New policy to enforce document read and signed-off. Incorprate into employee trainingrecords.
Manufacturer's document not referenced by all installers
Create new policy. Further investigation into how the policy will be communicated andgoverned is required to submit solution through criteria.
Jim Jones Not Checked
9/29/2013 Identified
Long
13 Document training records on mechanical coupling installations.
Manufacturer's document not referenced by all installers
Implement formal training records to ensure that personnel working on pipe installationhas been formally trained for task.
John Smith Pass
9/29/2013 Identified
Choose
14 Incorporate manfuacturer's document into piping specs and issue with all jobs
Manufacturer's installation document not used
John Smith Pass
Page 6 \ 22
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
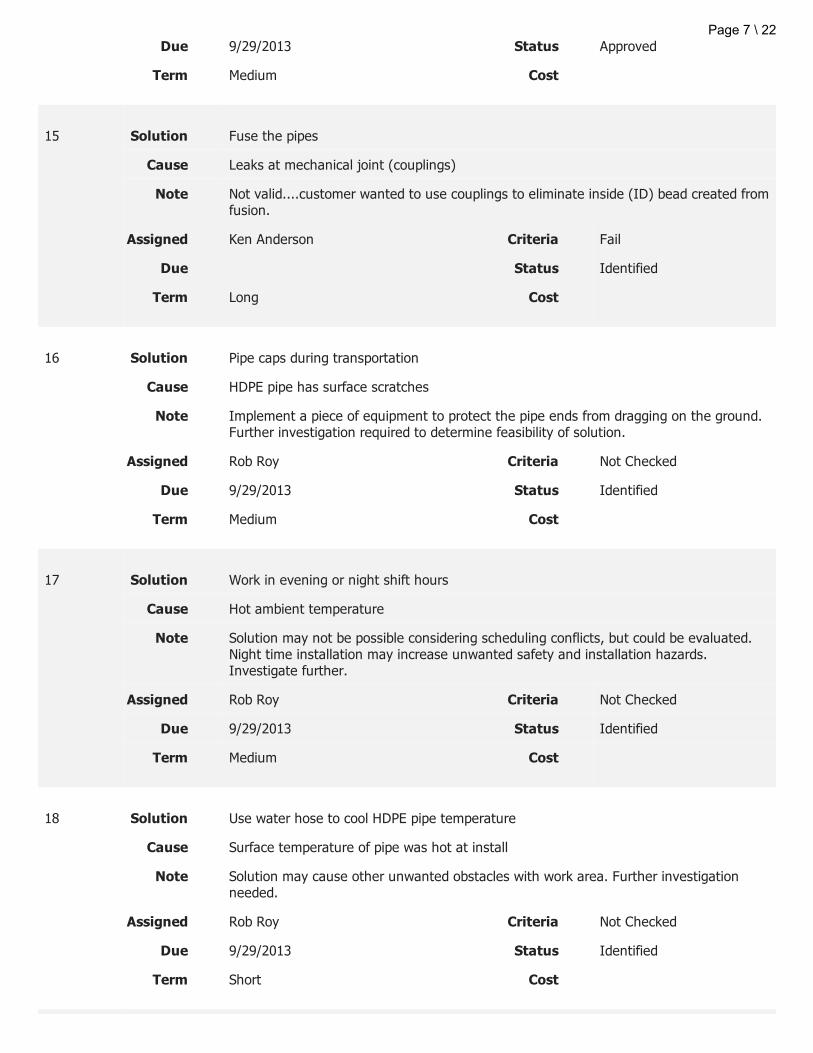
9/29/2013 Approved
Medium
15 Fuse the pipes
Leaks at mechanical joint (couplings)
Not valid....customer wanted to use couplings to eliminate inside (ID) bead created fromfusion.
Ken Anderson Fail
Identified
Long
16 Pipe caps during transportation
HDPE pipe has surface scratches
Implement a piece of equipment to protect the pipe ends from dragging on the ground.Further investigation required to determine feasibility of solution.
Rob Roy Not Checked
9/29/2013 Identified
Medium
17 Work in evening or night shift hours
Hot ambient temperature
Solution may not be possible considering scheduling conflicts, but could be evaluated.Night time installation may increase unwanted safety and installation hazards.Investigate further.
Rob Roy Not Checked
9/29/2013 Identified
Medium
18 Use water hose to cool HDPE pipe temperature
Surface temperature of pipe was hot at install
Solution may cause other unwanted obstacles with work area. Further investigationneeded.
Rob Roy Not Checked
9/29/2013 Identified
Short
Page 7 \ 22

Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
Solution
Cause
Note
Assigned Criteria
Due Status
Term Cost
19 Cover couplings until needed for installation
Surface temperature of the coupling was hot at install
Keep couplings covered to reduce direct sunlight that increases coupling surfacetemperature.
Ken Anderson Pass
9/29/2013 Approved
Short $300.00
20 Include QA/QC in testing procedure. Separate installation and testing into two separateresponsible parties.
No incremental hydro testing performed on HDPE pipeline
Quality Control would assist in developing necessary testing procedures with installationteam to incrementally test pipeline.
John Smith Pass
9/29/2013 Identified
Long
21 Implement low pressure (air) and soap suds snoop test after every 1000' of line installed
Hyrdo test is the only process to check for leaks
Marcus McCoy Pass
9/26/2013 Approved
Medium $50.00
Page 8 \ 22

Team
ID Label Description Label Description
1 First Name John Last Name Smith
Phone (1) Phone (2)
Role District Quality Manager Group
Email [email protected]
2 First Name Jim Last Name Jones
Phone (1) Phone (2)
Role District Continuous Improvement ManagerGroup
Email [email protected]
3 First Name Larry Last Name Davis
Phone (1) Phone (2)
Role MPC - Project Engineer Group
Email [email protected]
4 First Name Ken Last Name Anderson
Phone (1) Phone (2)
Role Hand Group
Email [email protected]
7 First Name Rob Last Name Roy
Phone (1) Phone (2)
Role Project Manager Group
Email [email protected]
9 First Name Marcus Last Name McCoy
Phone (1) 989-835-3402 Phone (2)
Role Facilitator Group Artemis
Email [email protected]
Page 9 \ 22
Label
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Evidence
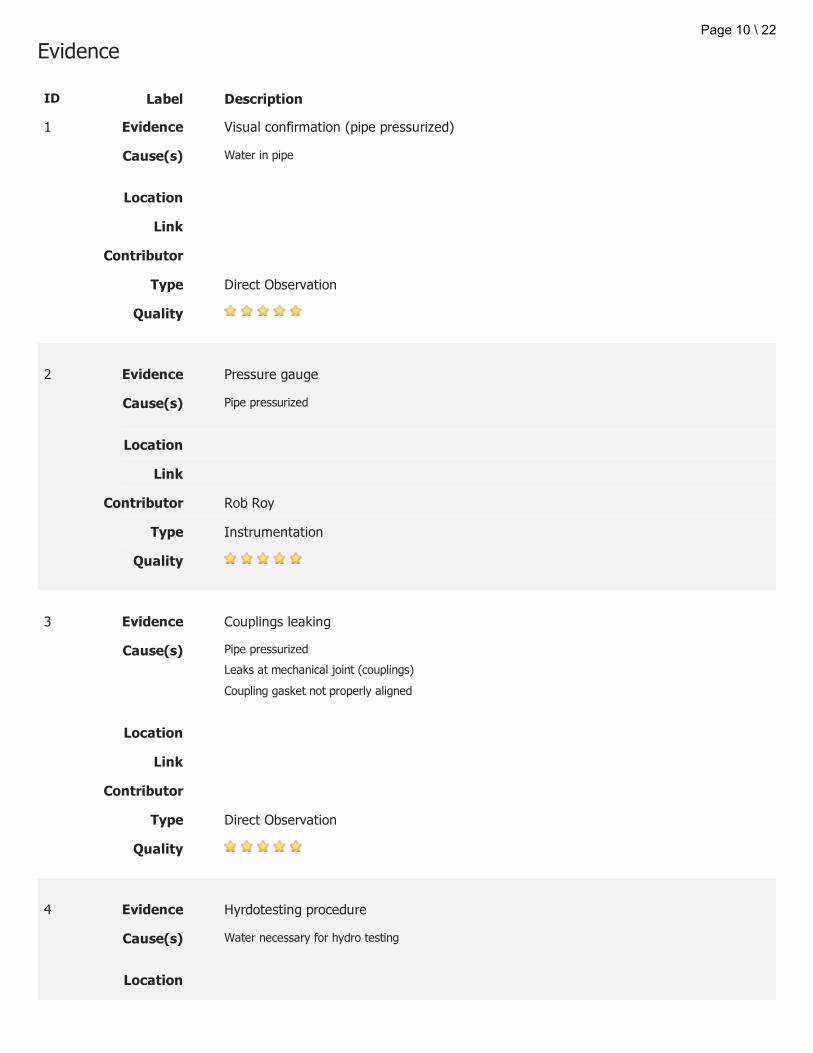
ID Description
1 Visual confirmation (pipe pressurized)
Water in pipe
Direct Observation
2 Pressure gauge
Pipe pressurized
Rob Roy
Instrumentation
3 Couplings leaking
Pipe pressurized
Leaks at mechanical joint (couplings)
Coupling gasket not properly aligned
Direct Observation
4 Hyrdotesting procedure
Water necessary for hydro testing
Page 10 \ 22
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Rob Roy
Direct Statement
5 Photos
Surface imperfections on pipe
Photo/Video
6 No other testing performed
Coupling leaks not caught before final hydro test
Original pipe superintendent did not do incremental testing on couplings
Direct Statement
7 Past pipe experience expressed during recommendation
Project personnel assumed that pipe super knew to incrementally test
Rob Roy
Direct Statement
8 Verbal witness statements (Hands)
Employees not aware of HDPE pipe surface prepping needs
Piping lifted from center wifth forklift
Page 11 \ 22
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Direct Statement
17 Damaged gasket photos
Coupling gaskets did not seal
Coupling gaskets damaged
Coupling gasket pinched
Improper tightening of coupling
Gasket area not adequately lubricated
Soapy water not sufficient
Rob Roy
Photo/Video
18 Investigation gasket demonstration of creased gasket
Coupling gaskets did not seal
Gaskets rolled during installation
Rob Roy
Other...
19 Physical observation by technicians
Coupling gaskets damaged
Needed to change pipe length
Gaskets are soft
Page 12 \ 22
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Direct Observation
20 Physical gouges in gasket
Coupling gasket creased
Gasket area not adequately lubricated
Rob Roy
Photo/Video
21 Installer statement
Clamp tightened
Close clamp
Soapy water not sufficient
Soapy water used as gasket lubricant
Mechanical coupling reps confirmed soapy water was sufficient
Does not always provide complete coverage of gasket area
Soapy water has thin consistency
Hot ambient temperature
Coupling in original shipping container (open top pallet)
Soapy water evaporated before installation completed
OD of HDPE pipe imperfect
HDPE pipe has surface scratches
Piping flexible
HDPE pipe flexes when hot (heated from ambient weather)
Pipe end dragged on rocks located in work area
Onsite training by manufacturer did not enforce necessity of surface prepping
Not mentioned by manufacturer reps
Manufacturer reps did not illustrate prepping HDPE pipe
Used 3" PVC pipe for demonstration
Manufacturer reps did not apply lubrication to gasket/pipe during demo/training
Not the same materials as being applied on site
Manufacturer's installation document not used
Thought onsite training by manufacturer was sufficient
Manufacturer's document not referenced by all installers
Factory cuts aren't perfect
Chainsaw cuts aren't smooth
Soapy water solution deemed acceptable
Page 13 \ 22
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Gaskets got stuck on parts of pipe during installation
Ease of sealing
Fast
Easy
Soapy water loses is lubricity as water evaporates
Soapy water (as lubricant) requires fast installation
No incremental hydro testing performed on HDPE pipeline
Field clean-up on pipe ends not performed
Direct Statement
22 Mechanical coupling specs
Coupling designed to not have extra material in gasket area
Soapy water solution deemed acceptable
Document
23 Newly installed gaskets not leaking
Gasket area not adequately lubricated
Ken Anderson
Direct Observation
24 Spray bottles used during lubrication
Soapy water used as gasket lubricant
Page 14 \ 22
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Direct Statement
25 Physical observation of soapy lubricant
Soapy water has thin consistency
Direct Observation
26 Installer Observation
Gravity causes soapy solution to drain to the bottom area of pipe
OD of HDPE pipe imperfect
Pipe end dragged on rocks located in work area
Onsite training by manufacturer did not enforce necessity of surface prepping
Manufacturer reps did not illustrate prepping HDPE pipe
Not the same materials as being applied on site
Installation requires gaskets to slide over pipe
Couplings sitting out in the sun prior to install
Direct Observation
27 Project Manager Statement
Only viable option for application
Piping flexible
Forklift most viable option
Use of forklifft more economical than crane
Work area not favorable for crane
35% grade (crane not able to work on that grade)
Hyrdo test is the only process to check for leaks
Standard procedure for cutting pipe length
Page 15 \ 22
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Surface temperature of the coupling was hot at install
Rob Roy
Direct Statement
28 Supervisor observation
Arid ambient conditions
Rob Roy
Direct Statement
29 No documentation
Original pipe superintendent did not do incremental testing on couplings
Rob Roy
Direct Observation
30 Manufacturer does not specify
Document
31 Lack of records (no formal records or history)
Page 16 \ 22
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Rob Roy
Direct Observation
32 Project personnel statement
Hot ambient temperature
Couplings staged outside next to work area (about every 350 feet)
Ease of installation
Lower travel distance between couplings and pipe end
Coupling in original shipping container (open top pallet)
Soapy water evaporated before installation completed
Pipe ends dragged on ground
Need to transport pipe to final location
HDPE pipe flexes when hot (heated from ambient weather)
Forklift used to transfer HD pipe
Work area not favorable for crane
Manufacturer's installation document not used
Thought manufacturer document was just for documentation purposes
Pipe superintendent came highly recommended
Hyrdo test is the only process to check for leaks
Chainsaw cuts aren't smooth
Needed to change pipe length
Pipe ends sagged when pipe raised by forklift
Soapy water solution convenient
Surface temperature of pipe was hot at install
Surface temperature of the coupling was hot at install
Ends of the pipe contain imperfections
Using chainsaw to make field cuts
Direct Observation
33 Manufacturer field installation guide
Soapy water would not chemically attack piping
Page 17 \ 22
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Document
34 Project calendar
Construction performed in summertime
Rob Roy
Document
35 Site located in mountains
Construction site in desert
Rob Roy
Direct Observation
36 HDPE pipe photos
HDPE pipe is black in color
OD of HDPE pipe imperfect
HDPE pipe has surface scratches
Pipe ends dragged on ground
Excess pipe material hung over and folded back onto pipe end
Excess material not removed
Factory cuts aren't perfect
Photo/Video
Page 18 \ 22
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
37 HDPE pipe spec
HDPE pipe is black in color
HDPE pipe is heavy
Rob Roy
Direct Observation
38 In-house engineer statement
Only viable option for application
Larry Davis
Direct Statement
39 Pipe location photos
Photo/Video
40 Water pipeline currently exposed throughout site
Rob Roy
Direct Statement
Page 19 \ 22
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
41 Plant site temperature 90+ and surface temperature of pipe higher than 90+
Soapy water evaporated before installation completed
Rob Roy
Direct Observation
42 ?
Not tightening each bolt evenly (together)?
Not tightening in a cross pattern?
Manufacturer reps not prepared?
Choose
43 ?
Overtightening one side?
Choose
44 weather data
Arid ambient conditions
Page 20 \ 22
Contributor
Type
Quality
Evidence
Cause(s)
Location
Link
Contributor
Type
Quality
Choose
45 scientific data/studies
Black objects absorb maximum solar radiation
Water evaporates quickly in desert
Choose
Page 21 \ 22

Label
Note
Cause
Note
Cause
Note
Cause
Notes
ID Description
1 No procedure for ratio used
2 Fusing pipes requires reaming - more time and less desirable
Leaks at mechanical joint (couplings)
3 One person was originally scheduled to be superintendent and performed bidding andoriginal scope. That first person had to leave jobsite and second person was assigned tobe the new pipe superintendent. All pipe superintendent references are for the secondperson, not the first.
Project personnel assumed that pipe super knew to incrementally test
Page 22 \ 22
Chart Type Legend
Transitory
Non-transitory
Omission - Transitory
Omission - Non-transitory
Focal Point
Solution Implemented
Multiple leaks in new HDPE pipeline
Evidence
Visual confirmation (pipe pressurized)
Water in pipe
Evidence
Hyrdotesting procedure
Water necessary for hydro testing
a
Terminated because:
Desired state END
Evidence
Pressure gauge
Couplings leaking
Pipe pressurized Connects to:
a Water necessary for hydro testing
Evidence
Couplings leaking
Solutions
Fuse the pipes
Criteria Fail Status IdentifiedNot valid....customer wanted to use couplings to eliminate inside (ID) bead created from fusion.
Leaks at mechanical joint (couplings)
Evidence
Damaged gasket photos
Investigation gasket demonstration of creased gasket
Coupling gaskets did not seal
and or
Evidence
Damaged gasket photos
Physical observation by technicians
Coupling gaskets damaged
Evidence
Damaged gasket photos
Coupling gasket pinched
c
Evidence
Installer statement
Clamp tightened
Evidence
Installer statement
Close clamp Terminated because:
Desired state END
Evidence
Couplings leaking
Coupling gasket not properly aligned
Evidence
Investigation gasket demonstration of creased gasket
Gaskets rolled during installation
Evidence
Installer statement
Gaskets got stuck on parts of pipe during installation
Evidence
Damaged gasket photos
Physical gouges in gasket
Newly installed gaskets not leaking
Gasket area not adequatelylubricated
Evidence
Damaged gasket photos
Installer statement
Soapy water not sufficient
Evidence
Installer statement
Project personnel statement
Plant site temperature 90+ and surface temperature of pipe higher than 90+
Soapy water evaporated before installationcompleted
Evidence
Installer statement
Project personnel statement
Solutions
Work in evening or night shift hours
Criteria Status IdentifiedSolution may not be possible considering scheduling conflicts, but could be evaluated. Night time installation may increase unwanted safety and installation hazards. Investigate further.
Hot ambient temperature
f
g
Evidence
Project calendar
Constructionperformed in summertime
Terminated because:
Other causal paths more productive END
Evidence
Site located in mountains
Construction site in desert
e
Terminated because:
Other causal paths more productive END
Evidence
Supervisor observation
weather data
Arid ambient conditions
Connects to:
e Construction site in desert
Evidence
Project personnel statement
Solutions
Use water hose to cool HDPE pipe temperatureCriteria Status IdentifiedSolution may cause other unwanted obstacles with work area. Further investigation needed.
Surface temperature of pipe was hot at install
Evidence
HDPE pipe photos
HDPE pipe spec
HDPE pipe is black in color
Evidence
Project Manager Statement
In-house engineer statement
Only viable option for application
Terminated because:
Other causal paths more productive END
Evidence
scientific data/studies
Black objects absorb maximum solar radiation
Terminated because:
Other causal paths more productive END
Connects to:
f Hot ambient temperature
Evidence
Project Manager Statement
Project personnel statement
Solutions
Cover couplings until needed for installation
Criteria Pass Status ApprovedKeep couplings covered to reduce direct sunlight that increases coupling surface temperature.
Surface temperature of the coupling was hot at install
Evidence
Installer Observation
Couplings sitting out in the sun prior to install
Evidence
Project personnel statement
Couplings staged outside next to work area (about every 350 feet)
Evidence
Project personnel statement
Ease of installation Terminated because:
Desired state END
Evidence
Project personnel statement
Lower travel distance between couplings and pipe end
Terminated because:
Desired state END
Evidence
Installer statement
Project personnel statement
Coupling in original shipping container (open top pallet)
Terminated because:
Other causal paths more productive END
Connects to:
g Hot ambient temperature
Evidence
Installer statement
Does not always provide complete coverage of gasket area
Evidence
Installer statement
Physical observation of soapy lubricant
Soapy water has thin consistency
Terminated because:
Other causal paths more productive END
Evidence
Installer Observation
Gravity causes soapy solution to drain to the bottom area of pipe
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Soapy water (as lubricant) requires fast installation
Evidence
Installer statement
Soapy water loses is lubricity as water evaporates
Terminated because:
Other causal paths more productive END
Evidence
scientific data/studies
Water evaporates quickly in desert
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Spray bottles used during lubrication
Solutions
Use vegetable oil (or equiv) for gasket lubricant
Criteria Pass Status Completed
Soapy water used as gasket lubricant
Evidence
Installer statement
Mechanical coupling specs
Soapy water solution deemed acceptable
Evidence
Installer statement
Mechanical coupling reps confirmed soapy water was sufficient ?
Evidence
Manufacturer field installation guide
Soapy water would not chemically attack piping
Terminated because:
Other causal paths more productive END
Evidence
Project personnel statement
Soapy water solution convenient
Terminated because:
Other causal paths more productive END
Evidence
Installer Observation
Installationrequires gaskets to slide over pipe
Terminated because:
Other causal paths more productive END
Evidence
Damaged gasket photos
Solutions
Implement installation training that includes tightening torque. Include a certification and proficiency test.
Criteria Pass Status IdentifiedThis solution will likely be addressed with the task package and formal training. This solution does not eliminate overtightening, but it does increase awareness. While the solution does not pass all criteria, it is considered a value added solution and should help reduce improper tightening of the coupling.
Improper tightening of coupling
and or
Evidence
?
Not tightening each bolt evenly (together)? ?
Evidence
?
Overtightening one side? ?
Evidence
?
Not tightening in a cross pattern? ?
Evidence
Mechanical coupling specs
Coupling designed to not have extra material in gasket area
Terminated because:
Other causal paths more productive END
Evidence
Physical observation by technicians
Gaskets are soft
Evidence
Installer statement
Ease of sealing Terminated because:
Desired state END
Evidence
Physical gouges in gasket
Coupling gasket creased
Connects to:
c Coupling gasket pinched
Evidence
Photos
Surfaceimperfections on pipe
Evidence
Project personnel statement
Ends of the pipe containimperfections
Evidence
Project personnel statement
Using chainsaw to make field cuts
Evidence
Project Manager Statement
Standard procedure for cutting pipe length
Evidence
Installer statement
FastTerminated because:
Desired state END
Evidence
Installer statement
EasyTerminated because:
Desired state END
Evidence
Physical observation by technicians
Project personnel statement
Needed to change pipe length
Terminated because:
Desired state END
Evidence
Installer statement
Project personnel statement
Solutions
Use Sawzall with fine tooth blade to cut pipe
Criteria Pass Status Approved
Chainsaw cuts aren't smooth
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
HDPE pipe photos
Factory cuts aren't perfect
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Installer Observation
HDPE pipe photos
OD of HDPE pipe imperfect
Evidence
Installer statement
HDPE pipe photos
Solutions
Polish out scratches on pipe to ensure a smooth gasket surface before installation of gasket.
Criteria Pass Status ApprovedCannot always eliminate scratching, but address scratches with surfacing process. This solution should be part of training and task package.
Use file on scratches
Criteria Pass Status IdentifiedUsing a file is an alternative to using a flapper wheel when necessary. Alternative tool for smoothing out scratches and rough edges of pipe.
Use die grinder to smooth out scratches
Criteria Pass Status IdentifiedDie grinder is an additional tool used to smooth out scratches and gasket surface imperfections.
Cut off section with scratch
Criteria Pass Status IdentifiedIf gasket surface cannot be smoothed, it is recommended that the damaged area of the pipe be cut with a chainsaw and the new end prepped for gasket installation.
Pipe caps during transportation
Criteria Status IdentifiedImplement a piece of equipment to protect the pipe ends from dragging on the ground. Further investigation required to determine feasibility of solution.
HDPE pipe has surface scratches
Evidence
Project personnel statement
HDPE pipe photos
Solutions
Design jig for moving pipe without pipe flexing (possibly using come-alongs and pipe ends)
Criteria Status IdentifiedAll pipe is already laid - this solution not necessary for this particular job - but could be useful for future. Further investigation is required to submit solution through criteria.
Pipe ends dragged on ground
Evidence
Project personnel statement
Need to transport pipe to final location
d
Terminated because:
Desired state END
Evidence
Project personnel statement
Pipe ends sagged when pipe raised by forklift
Evidence
Installer statement
Project Manager Statement
Piping flexible
Evidence
Installer statement
Project personnel statement
HDPE pipe flexes when hot (heated from ambient weather)
Terminated because:
Other causal paths more productive END
Evidence
Verbal witness statements (Hands)
Piping lifted from center wifth forklift
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Installer Observation
Pipe end dragged on rocks located in work area
Connects to:
d Need to transport pipe to final location
Evidence
Project personnel statement
Forklift used to transfer HD pipe
Evidence
HDPE pipe spec
HDPE pipe is heavy Terminated because:
Other causal paths more productive END
Evidence
Project Manager Statement
Forklift most viable option
Evidence
Project Manager Statement
Use of forklifft more economical than crane
Terminated because:
Desired state END
Evidence
Project Manager Statement
Project personnel statement
Work area not favorable for crane
Evidence
Project Manager Statement
35% grade (crane not able to work on that grade)
Terminated because:
Other causal paths more productive END
Evidence
HDPE pipe photos
Excess pipe material hung over and folded back onto pipe end
Evidence
HDPE pipe photos
Solutions
Develop and implement standard operating procedures (SOP) for installation.
Criteria Pass Status ApprovedDevelop SOP. These procedures should be included in formal training. Formal training will allow for employee record tracking.
Excess material not removed ?
Evidence
Installer statement
Field clean-up on pipe ends not performed
Evidence
Verbal witness statements (Hands)
Employees not aware of HDPE pipe surface prepping needs
Evidence
Installer statement
Installer Observation
Onsite training by manufacturer did not enforce necessity of surface prepping
Evidence
Installer statement
Not mentioned by manufacturer reps
Evidence
?
Manufacturer reps not prepared?
Evidence
Installer statement
Installer Observation
Not the same materials as being applied on site
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Installer Observation
Manufacturer reps did not illustrate prepping HDPE pipe
Evidence
Installer statement
Used 3" PVC pipe for demonstration ?
Evidence
Installer statement
Manufacturer reps did not apply lubrication to gasket/pipe during demo/training
?
Evidence
Installer statement
Project personnel statement
Solutions
Incorporate manfuacturer's document into piping specs and issue with all jobs
Criteria Pass Status Approved
Manufacturer'sinstallationdocument not used
Evidence
Installer statement
Solutions
Develop task package (better documention)
Criteria Pass Status IdentifiedThis will help determine how to perform the task and what QC will need to be done with each task.
Thought onsite training by manufacturer was sufficient
Terminated because:
Other causal paths more productive END
Evidence
Installer statement
Solutions
New policy to enforce document read and signed-off. Incorprate into employee training records.
Criteria Status IdentifiedCreate new policy. Further investigation into how the policy will be communicated and governed is required to submit solution through criteria.
Document training records on mechanical coupling installations.
Criteria Pass Status IdentifiedImplement formal training records to ensure that personnel working on pipe installation has been formally trained for task.
Manufacturer'sdocument not referenced by all installers
Evidence
Project personnel statement
Thought manufacturer document was just for documentation purposes ?
Evidence
No other testing performed
Coupling leaks not caught before final hydro test
Evidence
Installer statement
Solutions
Include QA/QC in testing procedure.Separate installation and testing into two separate responsible parties.
Criteria Pass Status IdentifiedQuality Control would assist in developing necessary testing procedures with installation team to incrementally test pipeline.
No incremental hydro testing performed on HDPE pipeline
Evidence
No other testing performed
No documentation
Original pipe superintendent did not do incremental testing on couplings ?
Evidence
Past pipe experience expressed during recommendation
Project personnel assumed that pipe super knew to incrementally test
Evidence
Project personnel statement
Pipe superintendent came highly recommended
Terminated because:
Other causal paths more productive END
Evidence
Project Manager Statement
Project personnel statement
Solutions
Implement low pressure (air) and soap suds snoop test after every 1000' of line installed
Criteria Pass Status Approved
Hyrdo test is the only process to check for leaks
Terminated because:
Desired state END
Report and chart generated by Sologic’s Causelink software.
www.sologic.com