scheduli ng of a cement plant by robert k. …digitool.library.mcgill.ca/thesisfile49159.pdfthe...
TRANSCRIPT

SCHEDULI NG OF A CEMENT PLANT
by
Robert K. Chiu, B.Sc.(Eng.), Nat. Tai. U.
Department of Electricol Engineering
McGill University,
Montreal, Quebec.

SCHEDULI NG OF A CEMENT PLANT
by
RobertK. Chiu, B.Sc.(Eng.) 1 Nat. Tai U.
A thesis submitted to the Faculty of Graduate Studies and Research
in partial fulfillment of the requirements for the degree of
Master of Engineering.
Department of Electrical Engineering,
McGill University,
Montreal, Quebec.
July, 1970.
o Robert K. Chiu 1971

ABSTRACT
An algorithm is presented to generate a daily operation schedule
for a cement plant. This schedule involves satisfying a given maximum electrical
power consumption and taking into account sales fluctuations, maintenance require
ments, and storage capacities while maximizing the production. Fo"owing thorough
observation and discussion of the scheduler's performance, a computer program
model was formulated to simulate the scheduler's behaviour. The program is es
pecia"y written to be used on the McGill RAX time-shming system with a model 33
Teletype tenninal. The algorithm can reschedule for a remaining part of the day
which permits correcting schedule to inc/ude unexpected changes.

ii
ACK NOWLE DG EMENT S
The author wishes to express his sincere gratitude to Dr. A. Malowany
for his guidance, patience and encouragement throughout this research work.
He wishes to express his thanks to Les Ciment Lafarges Canada Ltd.
for their cooperation, especially Messrs. B. Homassel, H. Jakouloff and F. Barreau.
Many thanks are due to Mr. H.K. Lau for the final proof-reading
and Mr. J.H. Sun and Mr. C.K .S. Lin for their assistance in preparing the figures.
Finally, the author wishes to express his appreciation to Mrs. S.
Brunton for her excellent typing.
This research was supported by the National Research Counci 1 of
Canada.

iii
TABLE OF CONTENTS
Page
ABSTRACT
ACK NOWLEDGEMENTS ii
TA6LE OF CONTENTS iii
LI ST OF FIGURES v
CHAPTER 1 NTRODUCTION
CHAPTER Il SCHEDULING METHODS 5
2.1 Integer Programming 6 2.2 Project Schewling 7 2.3 Heuristic Method and Simulation Techniques 9 2.4 A Comparison 12
CHAPTER III CEMENT MAKING PROCESS AND PRODUC- 13
TlON PROBLEMS
3.1 Cement Making Process 13 3.2 Long Term Prowction Plan 18 3.3 Power Level Selection 20 3.4 Daily Scheduling Problems and Scheduling 25
Company Poliey
CHAPTER IV SCHEDULI NG ALGORITHM 27
4.1 The Structure of the Aigorithm 28. 4.2 Data File 31 4.3 Preschewle System 31 4.3.1 Operation Priorities 31 4.3.2 Preschew 1 j ng Sequence 35 4.3.3 Analysis o~ the Preschedules 43
. 4.3.4 The Sales Checking Aigorithm 48 4.4 Simulation Schewling 51 4.4.1 Kiln Schewle 52
·4.4.2 Quarry Schewle 52 4.4.3 Raw Mill Schewle 53 4.4.4 Cement Mill Schewling 53.

iv
Page
4.4.5 Cement Pump Scheduling 55 4.4.6 Clinker Delivery Schedule 61 4.5 Rescheduling Aigorithm 63
CHAPTER V COMPUTER PROGRAMMI NG 67
5. 1 McGill RAX Time-Sharing System 67 5.2 Programming System 68 5.3 Fortran Programming 70 5.3. 1 Main Program 74 5.3.2 Prescheduling Subroutine (SHMANR) 76 5.3.3 Simu lotion Subroutines 78
Other Subroutines Used by the Cement Mill and 83 the Cement Pump Scheduling Subroutines (SPSA, PHSLVL & SP3) Clinker Delivery Subroutine (SCLK) 84 Storage Calculation Subroutines (SSTC) 85 Print Subroutine (PRINT) 85
5.4 An Example 86
CHAPTER VI DISCUSSION AND CONCLUSIONS 91
6.1 Economics of the Program 91 6.2 Evaluation of the Program 91 6.3 Future Extension 97 6.4 Conclusions 99
APPENDIX L1STI NG OF SYMBOLS 101
APPENDIX 1.1 PROGRAMMING RESULTS 106
APPENDIX III FORTRAN PROGRAM LISTING 115
REFERENCES 128

v
LI ST OF 1 LLUSTRATIO NS
Page
Figure 3-1 Cement Moking Process 14
Figure 3-2 Yearly Cement Sales 19
Figure 3-3 Clinker Storage and Cement Storoge 19
Figure 4-1 Scheduling Method 30
Figure 4-2 Daily Scheduling Information and Priorities 32
Figure 4-30 Preschedu 1 e Summ ary 39
Figure 4-3b Preschedu 1 e Summary 40
Figure 4-3c Preschedule Summary 41
Figure 4-3d Preschedu le Summary 42
Figure 4-4 Flow-Chart For Preschedule Aigorithm 46
Figure 4-5 Flow-Chort for Night Sales Checking 49
Figure 4-6 Flow-Chart for Day Sales Checkinh Algorithm 50
Figure 4-7 Flow-Chort for Cement Mi" Schedu 1 i ng Algori thm 54
Figure 4-8 Flow-Chart for Cement Pump Scheduling (Part 1) 57 For Night Sales
Figure 4-9 Flow-Chart for Cement Pump Schedu le (Part Il) For 58 A Given Time Interval
Figure 4-10 Flow-Chart for Cement Pump Scheduling (Part III)
Figure 4-11 Flow-Çhart for Clinker Oelivery Algorithm 62
Figure 4-12a Scheduling Sequence 64
Figure 4-12b Scheduling Sequence 64
Figure 5-1 Progromming System 69

vi
Page
e Figure 5-2 Display of "CURRENT" Data 71
Figure 5-3 Results of a "RUN" 72
Figure 5-4 Results of a "RESCHEDULE" and IIRUN" 73
Figure 5-5a Original Preschedule 87
Figure 5-5b Preschedu le for Rescheduling at Time 17.0 87
Figure 6-1 A Comparison of the Scheduling Performance Between 92 the Scheduler and Model
Table 3-1 Pennissible Facilities During Normal Conditions 22
Table 4-1 Permissible Faci li ties Including Maintenance Requests 36

CHAPTER 1
1 NTRODUCTION
Control over the detailed operation of large industrial firms has
recently become a subject for basic research. Three of the major objectives in
most manufacturing firms intent on eaming profits are:
(1) Maximum customer service
(2) Minimum inventory investment
(3) Efficient (Iow-cost) plant operations.
These objectives have resulted in the so-called production and
inventory control problem which has attracted the attention of econom ists, mathe
maticians and engineers. The development of these control problems l:egan during
World War Il with the application of sci entific techniques to solve the problems
of war, where the allocation of limited resources was a matter of victory or defeat.
These operations research techniques were quite effective. With the retum of peace,
the scientists, who did this work, focussed their attention on production and inven
tory control. Sorne notable results were produced in forecasting, inventory control
and mathematical programming problems; and whi le operations research has not
solved ail of the business problems it set out to solve, it has generated new interest
in a ~ore rational approach to production and inventory control.
Probably the biggest problem in applying scientific techniques.in
industry has been the fact that the production systems of most companies were not

2
designed for those new techniques, for example, the data col/ection systems had
not been established. In addition, the volume of calculation, required to apply
techniques such as the highly developed statistical detenninations of operations
research, were considerably beyond the capacity of manual systems.
By the late 1950's the electronic computer was being widely used
in industry, but as with most new technologies, there were as many fai lures as
successes in applying this powerful tool. While the computer offered almost unlimited
capacity in computation, it focussed attention on the need for disciplines in informa
tion-handling that many companies had failed to develop in the pasto
Today, we may recognize the fol/owing basic elements in a produc
tion control system:
( 1) Forecast i ng
(2) Long tenn planning of inventory levels and production capacity
(3) Scheduling using feedback of production rates, laading, dispatching
and follow up.
Except for situations where ail work is based on a backlog of orders,
every system starts with a forecasti ng. The forecasti ng is then converted into plans
for total inventories needed to support the forecast levelof business. These fonn the
basic inventory level on which production capacity can be planned.
Once plans are made, control is. required ta ensure that they are met.
This requires feedback to report the actual status relative ta the plan and ta show

3
where corrective action is required to get back to the original plan.'
The scheduling assigns the precise use of manufacturing faci lities
at each instant in time taking into account the availability of resources, cost of
implementing, due date and so forth. Industrial scheduling problems differ greatly
from one firm to another. Sometimes the manufacturing process consists of a series
of operations at one work station on only one physical part, sometimes operations
require very different skills and equipment on each of many thousands of sub-assemblies.
Somp.times inventories of finished goods must be maintained to satisfy customer demands;
sometimes such inventories are impossible to keep under ail conceivable circumstances.
Unique features of the firm's organization, of the market, of plant capacities always
exist.
This thesis presents an algorithm which generates a dai Iy schedule
for a cement plant. Chapter /1 gives an intorduction to some existing scheduling
techniques. Specifically, the scheduling techniques which will be discussed are integer
programming, critical path method and the heuristic method using simulation techniques.
Chapter III will detail the cement making process of the Lafarge Cement Plant at
St. Constant of Quebec, and the plant production problems which existe Cement sales
vary widely with the seasons and with each day. The daily sales during the busy
season are much higher th an the storage capacity of the packaging house silo. The
daily scheciJle involves satisfying the sales using a given electrical power level while
maximizing th,e production, minimizing the manpower, and satisfying maintenance
requests. Chapter IV will pre~ent an algorithm which uses the heuristic method and
simulates the perfor~ance of the schedulers, based on the company policy, operation

4
priorities and intelligent judgement. The algorithm has two parts, the first part
executing the optimization aspect by forming an optimal preschedule corresponding
to the input data. The preschedu le determines the permissible sequencing and in
tervals of operation for each department of the plant. The second part, the simula
tion aspect, schedules the detailed operation times for each department. The algorithm
can update the schedule as many times as needed if unpredictable -changes occur duri·ng
the day.
Chapter V wi Il present a brief description of the computer programs,
as weil as an example which will be explained in detail. Chapter VI concludes with
a discussion of the economics of the program and an evaluation of the algorithm.
Some suggestions for further study on this scheduling problem are also presented.

5
CHAPTER Il
SCHEDULI NG METHODS
Many scheduling techniques have been developed by mathematicians,
economists and engineers since World War /1 • Ali these techniques can be divided
into mathematical approoches, pictorial approaches and non-mathOematical approaches.
Of the mathematic approaches, linea programming was widely used in earlier years.
More recently, dynamic programming and integer programming have been developed
and their applications investigated. Linear programming techniques are very familiar
to workers in the areas of the system theory, operations research, management science
and mathematics. It is a powerful tool in solving problems, such as resource allocation
( 1 ] and certain types of production schedu !ing [2]. The development of dynamic
programming by Richard Bel/men has attracted the peoplels attention to multi-stage
series production line problems. This has been widely accepted in control system
area, though the application to production scheduling problems is limit~d. A discussion
of integer programming will be given in section 2.1 • Of the pictorial approaches,
the Gantt chart, PERT (project evaluation review techniques) and CPM (critical pa th
method) are weil known. The Gantt chart is the earliest technique applied to produc
tion scheduling problems. Recently, Brooks and White used this c1assic technique to
find optimum solutions to the job-shop scheduling problem C 3]. CPM and PERT are
very similar techniques, specially developed to solve project schedu/ing problems and
have proved to be extremely successful. Section 2.2 wi Il introduce the CPM in
detai 1. Before such techniques were developed, schedu ling was done by human decision

6
and was based on the schedu ler's experience. Today, wi th the assistance of the
computer, the behaviour of the scheduler is simulated by a model, from which
the computer can generate a schedule which is identical to that obtained by the
scheduler. This simulation technique will be introduced in Section 2.3. In .
the final section of this chapter, the comparison of ail these techniques will be
made.
2.1 Integer Programming
Many practical linear programming problems by nature demand
integer-valued solutions. This is because activities and resources, such as machine
and people, are frequently indivisible. Of,course, such problems con be solved
as ordinary linear programming problems, and attempts then made to round off
the answers obtained to give integer solutions. However, simple examples show
that straight forward rules for rounding do not give optimal results. Hence, i,nteger
linear programming algorithms are absolutely necessary. Integer programming was
developed by Gomory in 1958 (4,5,6 Jo The results of Manne t 5) suggest that
the application of integer programming to realistic job shop problems would result
in excessively large numbers of variables and constraints and therefore are not com
putationally practical. Recently, Garver studied the application of integer program
ming technique to the power generation scheduling problem C 7J. Gomory also
developed mixed integer programming C 8] which does not require ail the constraints
and objective functions to be integerso Muckst~dt and Wilson applied this mixed

\
7
integer programming to the power generation scheduling problem [9] , and over
came sorne handicaps ofGarverls procedure .. However, the results are still a long
way from meeting the practical requirements of a routine to be used in an on-line
dispatch computer.
2.2 Project Schedu ling
ln real life, many plans are of the project schedJling type ; for exemple
the construction of a bui Iding, the planning and launching a new proiect, the
installing or debugging of a computer system, maintenance proiects, scheduling
ship construction and repair, and missile countdown. To solve this type of problem,
two major techniques have been developed. Almost simultaneously, the Dupont
Company developed the critical path method (CPM), and the Military Service of
America developed the project evaluation review technique (PERT). 80th techniques
are very widely used in practice. By these two techniques, the optimum solution of a
very complex problem con be found. Their immediate and widespread acceptance is
the best evaluation of their importance. Now, the U. S. government requires 011
government contractors to use PERT to plan their projects.
as:
The required characteristics for critical path analysis can be summarized
(1) The project consists of a well-defined collection of ïobs
(or activities)
(2) The jobs may be started or stopped independently of each other, within
a given sequence

1
8
(3) The jobs are ordered - that is, they must be perforrned in a given
sequence. (For example, the foundation of a house must be construc
ted before the walls are erected) •
The concept of the critical path method is quite simple and may best
be i IIustrated in terms of a project graph. By using the graph, the inter-relations
and the complex of the work to be done to complete the project can be presented
clearly and visual/y. Today, many computer programs have been written, which
permit the necessary calculations without reference to a graph.
Normally 1 the critical path deterrnines the duration of the project
corresponding to a given assignment of available resources. When new information
delays develop, the project can easi Iy be delayed by jobs previously on the non
critical paths. Kelly in his paper b 10J discusses various methods that could be
used to schedule men and machines to jobs in a project while such variations of the
resources are taken into account.
Schedules derived by the critical path method can often be incor
porated into the scheduling for a larger more complex system. This is the case in
Marchbank's DART (Daily Automatic Rescheduling Technique) system which is
applied to the scheduling of aircraft maintenance C 11 J. The latest starting times
satisfying the separate aircraft maintenance operations are determined such that thè
maximum utilization of the overall ma.intenanc~ facilities is derived. Use of this
system has allowed the Directorate of Maintenance to increase its repairing effec
tiveness and decrease the time required to repair the air.:;raft, without increasing

the cost of overhead support. The DART system is accepted and wi Il be used
throughout the American Air Force Logistics Commando
2.3 Heuristic Method and Simulation Techniques
9
The heuristic method can be said to be a scheduling decision method,
whichduplicates the scheduler's behaviour. March and Simon r 12J commented that
"most hum an decision making, whether individual or organizational, is concerned
with the discovery and selection of satisfactory alternatives, only in exceptional
cases is it concerned with the discovery and selection of optimal alternativ~s. Optimization
requires processes several orders of magnitude more complex than those required to
satisfy. An exampl e is the di fference between searchi ng a haystack to fi nd the
sharpest needle in it and searching the haystack to find a needle sharp enough to
sew with." Having accepted the desi rabi lit y of seekji1g out satisfactory solutions,
Simon further asserts that the discovery of such solutions is at the present time
most efficiently done by human ,decision makers~ Simon proposes Il several conceivable
ways in which the limitations of the new approaches to programmed decision making
migh~ be transcended. One of these would be todiscover how to incre~se substantially
the problem-solving capabilities of humans in non-programming situations. Another
way would be to discover how to use computers to aid humans in problem solving
without fii'st reducing the problems to mathematical or numerical form. Both of these
possibilities require deepening our understanding of the human probl~m ..; solving
process" C 13] •

10
This awareness of decision making ski/ls of human managers has
led several workers to investigate the structure of hum an decision rules by
modelling in detail the decision processes of a particular manager. Clarkson t 14)
has constructed a model which simulates the decision\ making process of a trust
investment officer. Recently, Gere t 15) and Tan and Burling [ 16) have con
structed a heuristic model for job-shop problems. Ferguson and Jones [ 17] have
constructed another model for job-shop problems, but especially for use with a
time-sharing system. Also, Hurst and McNamara [ 18] have constructed a model
for a woolen mi Il, and Oison, $orenson and Sullivan C 19] have constructed a
simulation model for a freighter f1eet.
An objective functions is not required in ail these studies, which
only describe the behaviour of the planner or scheduler. In foct, the objective func
tion is not easily obtained, since no simple criterion is suitable. The approach of
Hurst and McNamara C 18 J combines the studies of Clarkson and Bowman b 20) to
construct a scheduling model by simulating the average beha~iour of the planner of
the woolen mi Il. They derived a linear function to represent the priority rule gene
rated by the actual performance of the manager over a six month periode In modelling
his behaviour, five phases were distinguished:
(1) Formulating the structure of the planner's decision prQcess.
(2) Determining the variables which enter into this decision process.
(3) Relating the dependent variables of the decision process to the
independent variables.

(4) Fitting this function to the plannerls actual behaviour, thus
evaluating the weighting coefficient in the functional form.
(5) Validation and refinement of the model.
11
Their comment about the minor discrepancies arising between the
actual schedule of the planner and the schedule c;Jerived by the model is that the
model does not describe the production planner's average behaviour accurately or
the planner is not consistent in his behaviour. Therefore, they suggested that the
period selected for generation of the model would need to incorporate ail the con
ditions, which are likely to be encountered in a future time periode
ln the studies of Oison and his co-workers [ 19] , a model is
constructed, consistent with certain ru les laid down by the management. The program
for this model is written in GPSS-III language, and requires only six minutes of
computing time to generate a three month schedule for a fleet of ships in one hour
increments. The model describes the ship and port facilities. Input to a run includes
cargo forecasting and initial position of the ships in the_tL~4:tt. Decision on ship move
ment is based on calculating the voyage profit and service requirements. The schedule
provided by their model appeared to be more responsive and satisfactory than that of
the normal manual methods. Also, its speed permitted the testing of many alternatives.

,
12
2.4 A Comparison
Each of the preciously described methodologies has certain advantages
and disadvantages as applied to the manufacutring schecLling problems. Tan and
Burling [ 16] in their paper indicated IIThe non-mathematical approach is fast and
inexpensive, it is extremely risk{and usually yields inconsistent results. The formaI
mathematical approach, under certain conditions, can accurately cope with parts
of a manufacturing scheduling problem. These solutions become unwieldy or impos
sible 1 however, when relationships between variables are non-linear, when there are
numerous variables involved, and when the system is dynamic and stochastic. The
final approach, experimentation, really resolves into experimenting with a simula
tion model as experiments with the real system are too expensive and time-consuming.
Building a simulation model is initially expensive and time-consuming. Once the
model is bui It, however, manufacturing plans can be generated very quïckly and
accurately with relatively low cost. The simulation model can take into account
a large number of variables, non-linear relationship between variables, and dynamic
and stochastic conditions. With the large stak~s involved in a manufacturing organi
zation, the simulation approach best meets the criteria for answering an important
question - how should the manufacturing system be operated. The othe~ methodologies
are better adapted to solve other problems. Il This comment gives us a very clear des
cription of the different advantages and disadvantages of the mathematical and non
mathematical approaches. The project scheduling method is not suited to the problems
other than project schecLling and whencomparisonwithothermethodsisnotpossible. Further
comments on the mathematical method and non-mathematical method con be found in
Reference 18.

1
13
CHAPTER III
CEMENT MAKING PROCESS AND PRODUCTION PROBlEMS
This research was done in cooperation with Ciments Canada lafarge
ltd. (Les Ciments Lafarge Canada Ltd.) to deal with production problems in the
cement mak i ng process at the plant in St. Constant, Quebec. Figure 3-1 shows the
process along with electrical power consumption , feed rates, and storage capacities.
The following is a compact summary of the physical plant which should help to under
stand some of the scheduling procedures which wi Il be presented later.
3.1 Cement Making Process [21 ]
"Concept from both European and North America cement manufacture
are embraced in overalJ operation design. Major processing components include the
171 x 151 x 490 kiln; a 131 x 32 1 raw mill and 13 1 x 341 finish mill and driven by
2,100 and 3,300 hp motors respectively, and a '501 long clinker cooler with an
inclined grate and a horizontal grate.
The primary raw material is sent to the quarry by truck From the 1000
acre property at St. Constant, which has minimum reserve of primary raw material
estimated as equivalent to that needed for 350 million bbl of cement. The primary
crushing phase incorporates an crusher, driven by a 700 .hp motor, a l1eavy-duty vi
brating crusher feeder, and a p~ir of single deck screens. This primary breaker,
provides a reduction coefficient of about 30:1 in a single machine. The crushed

e--- --e
750 -KW IRON ORE 2050 KW BLENDING 1300 KW
SAND
1 - ~LIMESTONE
QUARRY >( HALL) ~
SILOS (HOMO)
.-\
,J RAW MILL KILN 1 1 1
.1- / ----~- -/
/ / '! 1
400 ïONS/HR 20000 TONS 120 TONS/HR TONS 50-100 TONS/HR-
50 KW (DAY) CM SILO
- ISO KW -(NIGHT) 2800 KW
PACKAGING HOUSE SHIPPING -
~ }\ Q. --&<rl CEMENT MILL 1-< L1MESTONE -
\ \
\ \
TONS
- TRUCKS 240 TONS/HR TRAI N 100 TONS/HR
100 TONS/HR
CEMENT - 320 KW 1 PUMP
FIGURE 3.1
\ 'l..-. _____ _ , 40-80 TONS/ HR
CEMENT MAKING PROCESS
STOCK SILOS 3750 TONS EACH - ....
~

15
product is then sent to the prehomogenization hall by the 3600 1 conveyors, after
having extracted samples for physical and chemical analysis at the transfer tower
which is located between the crusher house and the hall.
Covering an area about 96 1 width and 1530 1 in length, the storage
hall houses raw materials From the raw mill in one half, plus c1inker and gypsum
in the other. There are two tripper conveyors traversing the top of the hall - one
receiving the incoming material From the primary phase, and the other nonnally
handling c1inker from the kiln department. The tripper discharge incoming raw
material automatically traverses over a pi le area creating successive layers. This
section of hall accommodates two piles - one being filled while the other is re
c1aimed. Material is reclaimed homogeneously by a rotary bucket wheel which
moves laterall y back and forth across the pi 1 e face. The 1 imestone and two other
materials - sand and iron ore - are sent to a Iimestone bin, From which the raw mi Il
is fed. Sand, iron ore and gypsum are purchased from suppliers.
The existing raw and cement mills are installed side by side in the
mi" department. Both mills operate in c10sed circuit with their respective air separators
through conveyors and elevators.
The 2100 hp raw mill, rated at 100 tph has a bail charge and is normally
operated at 16.7 rpm. Measurement of grinding load is provided through sensing by
microphone "ear" 1 and recording of amperage of elevator motor in the circuit.
The discharge from the raw mi Il product pumping line is received in
one of two silos equipped with a homogenizing systems. The flow can be routed into

16
either si 10, from which overflow falls into the other.
K iln feed is withdrawn from either of these si los, while the other is
fil/ed. Between the latter and a fo/lowing weightometer, is a valve that is activated
in ratio control with the kiln drive. The weightometer supplies a pump that de/ivers
kiln feed to a cyclone alleviator proceeding the kiln fe ed pipe.
Mounted on a slope of 3% , and supported by riding gear on five
piers, the ki ln is driven by a pair of 300 hp motors with SCR variable speed control.
The kiln is /ined with brick or castables in the basic area. The kiln is fired with
fuel oil in the winter months, and with natural gas for the rest of the year. The out
put products of kiln, cal/ed c1inker is cooled by the c/inker cooler.
Clinker is discharged from the cooler grates and c1inker breaker to a
conveyor, and is transported to a transfer point where it may be routed to the storage
hall by belt conveyor or to the finish mi" feed silo by an elevator and a tripper belt
conveyor. About 40,000 tons of c1inker can be accommodated in one half of the
storage hai l, along with a gypsum stockpile. Both of these materials are distributed
from a tripper conveyor at the top of that end of the storage hall •
Feed to finish mi" (cal/ed cement mi") is initiated from various quadrants
of the feed silo (clinker, gypsu'!1' high titre etc) by the weightometer, similarly to the
raw mill. However, ail feed, is introcLced to the mi" bya drag conveyor. Rated at
the minimum of 80 tph, for type 1 cement, the cement mi Il has a bal/ charge of 200
tons, and is normally operated at 16.85 rpm. Operation, as in the case of its raw
grinding counterpart, is monitored by a microphone "ear" and elevator amperdge.

17
Similarly to the raw mill circuit, discharge from the finish mill is transfered by a
conveyor and a elevator to a air separator, from which tailings are returning to
the mill, and finished material is chuted to the receiving hopper of a cement pump.
Oust collection From both the cement and the raw mi Il is handled by an electrostatic
prec i pi tator .
Finished cement is normally transfered by the pump at the finish mill
to battery of six 3,800 ton product storage si los, but the flow can be sent to a bulk
rai 1 and truck loadout station and packaging house. AI though six storage si los can
accommodate bulk truck loading, most shipments are originated From the loadout
station. Another pump, rail-mounted can be spotted beneath any storage silo
for draw to feed the quadrant si 10 at the loadout station. The quadrant silo provides
for bulk loading or bagging of any of the four types of cement normally produced, at
any given time. For packaged shipments cement is drawn to a pair of bagging machines,
and bagged product is either. palletized or routed to truck and rail loading points on
flexible conveyors.
Based on experience gained in research on control application in
France, automatic control programs were developed quickly at this plant. The auto
mation concepts established involved two stages of automatic control - analog and
digital: Analog automatic control is provided through proportional, reset and rate
action controllers located on the control room panels. In manual operation, operators
con change the set points on such controllers. Digital automatic control is provided
by a Canadian Gènerol Electric CEPAC4040 prc:>cess computer that has an 8K core
memory and a 64 K drum memory for program storage. Four functi ons are performed

18
by the computer - alarming, automatic control, operation data logging and production
data logging. Il
3.2 Long T erm Production Plan
The optimization of the production plans has two a"spects. The first,
is a long term policy on a yearly basis, which determines the optimal production
curves for the year. From this, an optimal maximum power demand of each month
can be established. The second is a short term policy, on a daily basis, to schedule
the operations of ail departments, such that the sales, maintenance and other input
requests are satisfied while maximizing the production and minimizing the manpower.
This study is especially concerned with this second aspect. The yearly production
plan is set up at the end of the last year according to the predicted sales for the
following year and the present storage levels. But, the plan will be modified at every
month if sorne predictions are different. Figure 3-2 compares the curves of the predicted
and actual sales, and the total production of cement for the plant during·the year of
1968. It con be seen that the demand is highly seasonal, because the local weather
affects the construction activities. Based on the experiences of past years at other
Lafarge plants, the management builds up the proposed yearly cement production curve
in two straight lines, which approximate the predicted cumulative sales curve, as
sh~wn in Figure 3-3. The proposed ~Iinker production curve attempts to build up the
stock pile to full capacity around April, and to keep the level at maximum until the
busy season starts except for downtime of the klln. The actual production curve of

19
~1 #' " . , 1 " "J
" " ..-". . ,. . _.,.
J F M A M J J A S 0 N D MONTHS
- • _. - 1967 ACTURAL SALES - - - - - - 1968 PREDICTED SALES
1968 ACTUAL SALES
FIGURE 3. 2 YEARLY CEMENT SALES
MONTHS J F M A M J JAS o N D 1968
ACTUAL CLIN KER STORAGE - - - - - CUMULATIVE CEMENT STORAGE
• • • CUMULATIVE CEMENT SALES . .
FIGURE 3. 3 CLINKER STQRAGE AND CEMENT STORAGE

20
clinker during 1968 is shown in Figure 3-3. Two valleys shown in the curves are due to
the downtime of the kiln. The first was sche·duled, but the latter was caused by an
unpredicted breakdown at the kiln.
3.3 Power level Selection
The main cost of operation in the plant is the power consumption.
The power contract between the Company <'.IlIJ Hydro Quebec Company specifies a
billing based on the maximum of the following three quantities:
(1) Maximum power demand in kilowatts for the current month.
(2) 75% of the greatest monthly ki lowatt demand established previously.
(3) The minimum power of 3,000 kilowatts which is used as the base wh en
no power is consumed.
When the monthly average power consumption is lower than 70% of the maximum of
the three previously mentioned quantities, the billing charge is for 70% of the maximum
quantity. When it exceeds 70% of the maximum quantity, the first 70% is charged as
explained above and the excess is charged at a slightly higher rate. From this contract,
the optimum choice is to select a maximum power level or demand ~or the month, such
that the predicted average power consumption will be close to 70% of this maximum
power demand. Once the monthly maximum power level is chosen, it should not be
exceeded. If the assigned power level of the month is exceeded by a ~rong schedule
on the 15th of the month, for example, the monJhly peak power will be increased

21
causing a waste of potential production for the previous days, when the plant was
operated under the power level previouslyassigned. If such a peak power level is es
t ablished to satisfy the schedule of the 15th day, the storage levels may not permit
maximum usage of the increased power level for the rest of the month, causing an
additional loss of production. The selection of the maximum power level for the month
is part of the long term planning since it detennines how the operating facilities can
be used. In the following paragraph we will present ail the possible power levels and
the corresponding operation faci lities arising from this power contact. In a sequential
section, an example will be given to show how a power level is selected by the long
term planning.
The production process which was described in Section 3. l , is divided
into five major operation departments, called quarry , kiln, raw mill, cement mill,
and cement pump where this classification includes the associated ancillary equipment
along with the individual department. Since the power consumption of each depart-
ment does not vary significantly with feedrates, the total power consumption is determined
by the number of the departments which are operated simultaneously. The operation of
two of these depal'tments, the kiln and the quarry is fixed by company poliey which
will be given later. In schecLling the remaining three departments, raw mill, cement
mill and cement pump, only five power levels are obtained by increasing the operation
facilities being used. The power consumption of each department is indicated on Fi
gure 3-1 •. The operation facilities corresponding to each of the five power levels wi Il
now be explained.

•
POWER.
LEVEL
MAXIMUM POWER
CONSUMPTION ALLOWED
NIGHT
DAY
LEGEND: CP
TABLE 3-1
POWER LEVEL 1 WINTER ( PL1W)
e
PERMISSIBLE FACILITIES DURING NORMAL CONDITIONS
POWER LEVEL 1 POWER LEVEL 4(PL4) 5
(PL5)
POWER LEVEL 1 POWER LEVEL 1 POWER LEVEL 1 SUMMER 2(PL2} 3(PL3) (PL1 5)
(CM or RM) 1 (CM or RM) J{CM or RM) ITWO OF CP, ICM & RM 1 CM & RM
1 KILN, CP , 1 KILN,(CP &RM!KlLN,cP,;CM 1 ~~~~~~~M t~~~~, CP (CM -;-;:~~(ANY -0
5 J.
RM • Q : .~ CM ~ Jr RM), & Q or RM ) & ~t R~~.~ Q • ..J :~~:;_~~ CEMENT PUMP
CM CEMENT MILL
RM
Q
RAW MILL
QUARRY '" '"

23
Power level 1 represents the minimum monthly demand defined by
75% of the previous greatest peak power consumption. Presently, this level is 5800
KW. During the night shift, this power level allows either the raw mil! or the cement
mill to operate together with the cement pl,lmp since the quarry is not operated during
the night shi ft. During the day shift, the kiln, quarry, raw mill and cement pump con
be operated simultaneously. Due to reduced heating and lighting power loads during
the summer, an additional arrangement is possible for the day shift; specifically, the
cement mill con operate together with the kiln and quarry.lf the operating facilities
of the day shift are increased such that either the cement mill or the raw mill con be
operated together with the cement pump, kiln and quarry , the power level required
(PL2) becomes 6320 KW for winter and 5900 KW for summer. In this way, by increasing
the operating facilities , power levels 3,4, and 5 are formed. These are 011 shown
in Table 3-1 • The maximum power demand of each month is then selected from one of
these power levels, according to the operating hours required of 011 departments during
the month as calculated from the planned production of cement and clinker. An
example wi Il show this.
Given the storage levels of c:;ement and clinker at the end of July of
1968 as 19,500 tons and 34,000 tons respectively, the storage levels required for the
end of August of 16,000 and 30,000 tons respectively, and the predicted sales for
August at 40,000 tons, then the optimal power level assignment for August is derived
as fol/ows: The required cement production for August = Sales + Storage requirement
at the end of the month - the storage level at the beginning of the month = 40,000
+ 16,000 - 19,500· = 36,500 tons. The total clinker production for the month

24
= the 'quantity of clinker needed to produce the desired quantity of cement + the
clinker storage requirement for the month - .the storage of clinker at the beginning
of the month = 36,500 x (0.95 tons of clinker per ton of cement) + 30,000 - 34,000
= 30,600 tons. Tons of limestone required to feed the kiln = clinker x production
ratio of raw material to clinker x production ratio of limestone to raw material
= 30,600 x 1 .56 x 0.97 = 46300 tons. Since the homogeneous silo raw materials
storage is always kept full, the difference between the level at the beginning and end
of the month can be neglected. Thus, the total req uired operation hours for the raw
mi Il = T R ( Tons of raw materi al requ ired) -;- (feedrate of raw mi Il) = 46300 -=- 115
= 403 hours. The total required operation hours for the cement mi Il for the month of
August = TF (Tons of cement production req uired) -=- (feedrate of cement mi Il)
= 36500 -;- 75 = 487 hours. The type 1 cement mi Il feedrate of 75 tons/hour is
used because type 1 cement is the major product. A safety factor of 1.20 is applied
to account for maintenance and breakdown in obtaining! the average raw mi Il opera
tion hours per day = 403 x 1.20 -=- 30 = 16.2 hours. The average cement mill
operation hours per day = 487 -=- (0.85 x 30) = 19.14 hours. Since both these figures
exceed 16.00 hours, the raw mill and the cement mill are operated simultaneously
during part ofHhe day shift. Referring to Table 3-1, the power level is required to allow
both mi Ils to oper~te simultaneously during the day shift. Therefore power level 5 is
chosen.

25
3.4 Daily Scheduling Problems and Scheduling Company Policy
Once the power level corresponding to the required production of
clinker and cement is assigned for the month, the short term or daily scheduling
problem remains. This daily operation schedule determines the operating times of
the five major departments, such that the company policy and the operation priorities
are satisfied. The company policy has evolved since the plant was first established.
For example, it may change as additional storage is added or when shift working heurs
are changed. The algorithm presented in the next chapter is based on the following
company policy, although it is flexible eneugh to be corrected to incorporate changes
when they develop:
(1) The total electrical power consumption is not allowed to exceed the
given power level, since the maxi~um power demand of the month
would be increased as previously explained in the power contract.
(2) The ki ln is kept running continuously 24 hours per day and 7 days per
week if possible.
(3) During the weekdays, the shipping period is divided into the day shipping
period unti14:00 P.M. and the night shipping period after 4:00 P.M.
The starting time of the day shipping and the stopping time of the
night shipping vary with the sales orders. Regularly, only day shipping
occurs on Saturday and 1'10 shipping occurs on Sunday.
(4) The manpower for daily operation of the plant is divided into three
shifts of eight hours, beginning at 8:00 A.M., Ail of the mechanics

e·
ot the plant and truck drivers at the quorry wark the doy shift
(8:00 A.M. - 4:00 P.M.) during weekdoys. Therefore quorry
deportment normolly aperotes during the weekdoy day shifts.
26
(5) ln order to mointoin the quolity of production, it is preferred not to
operote the row mi Il during periods wh en no chemist is on dut y ot
the plant. At the time of this study, this occured From 5:00 P.M.
to 7:00 P .M ••
(6) The cement mill, row mill and quorry deportments should each have
eight hours of regu lor maintenance every week. This is scheduled
for the doy shift ofter considering predicted soles and storoge levels
ot 011 si los.

27
CHAPTER IV
SCHEDULI NG ALGORITHM
After having introduced various scheduling techniques and the cement
making process, the question arises IIwhich scheduling technique is most suitable in
the cement process application?1I ln analyzing this problem we find that the process
is very simi lar to a simple batch process where some inventory exists between each
work station. If the operating power were not limited, th en the scheduling problem
would become very simple. Actual/y the problem is very complicated, because there
are five different power levels., very high sales variations, small silo capacities,
maintenance requests, breakdowns and special procedures changing the type of
cement on production. Also there are many restrictions in scheduling each department.
There are six different types of cement for sale with different demands. It wi" be very
difficult to fonnulate the mathematical model involving so many detai led procedures
and rules. This problem is not of the project scheduling type as it does not consist of
a weil defined collection of jobs which start and stop independently, since, one depart-
ment may be turned on when another department is shut down. Therefore critical path
methods or program evaluated reviewed techniques could not be applied. If integer pro-
. grammingisappliedtothis problem,many constraints will occur as there are many opera-
ting rules. It appeared that this solution would become very big and might not be
practical. The good results of Hurst and McNamara on the woolen mi/l scheduling .
problem encouraged us to apply this heuristic method. Although the woolen mill and
the cement plant problems are both series processes, other circumstances and company

28
policies are greatly different. In the former problem, there is no inventory control,·
the operation schedule deals with weil defined jobs, which service the sales order,
and there is no restriction on power consumption at ail. The advantages of this
heuristic method which simulates the performance of the scheduler have already been
discussed in Chapter " .
4. l The Structure of the Aigorithm
ln formulating the scheduling algorithm for the scheduler's decision
behaviour, it was necessary to obtain information from conversation with him and
From close inspection of his schedules to see why he schedules a particular department
at a certain time. Thus, the early stage of the study involved intensive discussion
with the production planner on the schedu/ing process, detai led examination of his
pictorial schedules while they were being prepared in sequence, and continuai probing
by the author to discover the reasoning behind specifie decisions.
Two hours before every shift, the scheduler will first collect the
daily data, such as the storage levels, sales, operating status and maintenance request.
He inspects the data, and starts to scheciJle the departments on a two-shift time base,
usually. (In s?ecial circumstances, he may schedule on a one-shift or a three-shift
time base). He first calculotes the hours needed to run the raw mi Il to keep the
blending silo fi lied at a defined time of the day. For example if the raw mill will
be on maintenance, he will try to fi Il the blending silo at 8:00 A.M. • Secondly, he
schedules the cement mill and the cement pump to satisfy the predicted sales requests

29
of ail types of cement. If the sales cannot be satisfied in the remaining available
hours, which are determined by the given power level, he will repeat ail the
schedule and shorten the raw mill operating hours or cancel the maintenance until
the sales are satisfied. After schedu ling ail departments in a picture form similor
to Figure 4-3, he calculatesthe tonsofclinker to be sent to the cement mill silo.'
Finally, he writes down his schedule in a book for more detai led description. The
algorithm presented tries to simulate his procedures in building a schedule.
The operati on of the proposed da il y schedu 1 i ng system i s shown in Fi gu re
4-l.To start, ail the daily data has to be corrected, the long term data and the fixed
data is corrected only if necessary. The new set of data is fed to the data fi le, and
sent to the prescheduling subsystem. The preschedule detennines the allowable operation
time intervals as weil as the algorithm's sequence in scheduling of the departments.
This varies with the power level, maintenance, sales and storage levels. The simula
tion schedule subsystem then schedules ail individual departments based on operating
rules, which simulate the performance of the scheduler. After a schedule is completed,
the operator con examine it and generate an alternaHve schedule by entering a different
set of data. When he is satisfied he can send the schedule to the manufacturing system
to be used. If no breakdown or major sales variations occur during the day, the schedu
ling system wi Il send the resu/ts at the end of the day into the data file for preparing
tomorrow's schedule. If such variations do occur, an updated schedule can be obtained
using the reschedule subsystem after entering the appropriate data corrections. A more
detai led description of each of these subsystems will be given next.

, '.
~I NEW DATA _1 -. '"
/,
J RESCHEDULE
. -"'7t' , 1"
~----~--------------
DATA FILE
l'
PRESCHEDULE
SIMULATION
SCHEDULE
MANUFACTURI NG
SYSTEM
FIGURE 4-1 SCHEDUlI NG METHOD
30
L 1\ 1
: '
. .'

31
4.2 Data File
The data of the system con be divided in three groups: fixed data,
long term data and daily data. The fixed data will only change when the production
process is changed, when an additional department is built, the process feedrate
of the department is changed, or the capacity of a silo is enlarged. The fixed data
includes feedrates, capacities of silos, moving times of cement pump from one silo
to another one, switching tÎme of cement mill between packaging house and stock
si los, and the production ratio between the input and output of ki ln and cement mi Il.
Long term data may not have to change everyday, but may change with
the season, with the month, or at the time the production is changed. Long term data
inc/udes pooer level, season, shipping times, forecasted storage requirenents, and the
type of cement and type of clinker on production ..
Dai/y data are differ~nt each day and may be corrected or entered at
every scheduled run. Daily data inc/udes storage levels of ail silos, sales, maintenance,
breakdown and operati ng status.
4.3 Preschedule System
4.3. l Operation Priorities
Figure 4-2 sh~ws that the preschedule is determined From the input data
and the ope- ation priorities obtained From the discussions with the scheduler. The
arrangement of the operation priorities is based on .the ~ompany poliey and cost con
siderations. Each priority will now be explained.

..
e·
SCHEDULE STARTING TIME ~,
/
\. POWER ~:
PLANT STATUS ~l 1
SALES ,
1
1
MAINTENANCE " 1;
STORAGE LEVELS )-
SHI PPI NG HOU RS
BREAKDOWN
~ l'
-J
32.
PRIORITI ES:
L SATISFY THE GIVEN
POWER LEVEL
2. KEEP THE KILN CONTINU-
·OU5LY RUNNING
3. SALES
4 •. STOP RAW MILL WHEN CHE-
MIST 15 NOT ON DUTY -, 5. SATISFY THE MAINTENANCE
PRESCH EDULE
REQUEST
. 6. KEEP THE BlENDING SilO
FULL
7. MAXIMIZE THE PRODUCTION
8. MIf:'lIMIZE THE MAN POWER
. .
FIGURE 4-2 DAILY SCHEDULING INFORMATlO~ AND PRIORITIES

33
(l) Satisfy the given power level - Since the cost of the power
consumption in the major operating cost of the plant, it involves
the highest penalty costs and is correspondingly given highest
priority.
(2) Keep the kiln running - Switching the kiln ON or OFF is an operation
which requires approximately one hour and therefore results in a
loss of production. In addition, heating up the kiln results in increased
fuel consumption. It is possible to run the kiln continuously (except
for downtime) because the cement mi Il feedrate is mu ch larger than the
output feedrate of the kiln, and a clinker storage facility exists. Keeping
the kiln running, in turn,requires a minimum storage of raw rra terial in the
blending silos. The raw mi" must be scheeLled to satisfy this minimum
level.
(3) Satisfy sales - As mentioned previously, the sale of type l cement is
mu ch hi.gher than that of the other types and the shipping time for this
type is divided into night and day periods but this division is not
specified for the other types of cement. In addition, type l cement
is nonnally given the highest priority for service by the cement pump.
Under very high sales conditions, the shipping time may have to be
extended, the maintenance requests may have to be cancelled, and the
quarry may have to be shut down.
{4} Stop raw mill between 5:00 P.M. and 7:00 P .M. when chemists are
not-on dut y - This is given by the company poliey, but it is relaxed

34
if the storage of blending si 10 is very low, so that it is necessary
to run these two hours to keep the ki ln going.
(5) Satisfy the maintenance request - Whenever· a department is schedu led
for maintenance, this department must be shut down before 8:00 A.M.
to permit maintenance during the day shift.
{6} Keep blending si 10 full - To avoid shutting down the kiln because of a
raw mill breakdown, the storage level of the.blending silos are always
kept as full as possible.
{7} Maximize the production - As previously explained, the electrical
power contract makes it desirable to use a fixed maximum power
{a}
{b}
level for the month. Therefore, for maximum ret!Jrn, the prowction
must be maximized, which means,· the schedule must always maximize
the uti lization of the given power level. The following points are
important in this respect.
Minimize the operation hours of the non-producing department
- the cement pump. To do th is, tne cement produced must be
always fed to the packaging house di rectl y from the cement mi Il •
Under the operation facility restrictions implied by the assigned
power !evel, an intelligent or optimized arrangement is required
in providing a schedule whi ch maximizes operation hours for the
raw mill and the cement mill with ail higher operation priorities
being satisfied.

35
(c) Sorne switching procedures of the cement mill, cement pump
and quarry require a certain interval of time. The schedule
should be arranged to minimize these switchings.
(d) Send clinker to cement mill silo directly. Although the maxi-
mum demand of power is fixed by assignment, the billing also
depends on the total power consumption of the month. A sche-
dule must minimize the misuse of power, such as sending c1inker
to the hall, and bock to the cement mi Il si 10, rather th an send ing
it there directly, or sending cement to the stock silos and then
to the packaging house irstead of sending it directly to the
packagi ng house si 10.
(8) Minimize the manpower - Ali the s:.vitching procedures that require
the manpower must be minimized. Specifically, the moving of the
cement pump from one silo to another silo, which takes approximately
a half hour, must be minimized.
4.3.2 Preschedu 1 i ng Sequence
The following,sequence is used by the algorithm in generating the pre-
schedules to satisfy the previously mentioned priorities:
(l) Detennine the operation facilities allowed. - The operation facilities
for varying power levels were tabulated in Table 3-1 for the nonnal . '

e e . TABLE 4-1 PERMISSIBLE FACILITIES INCLUDING MAINTENANCE REQUESTS
1 ,
1 1
CASES 1 2 i 3 4 l 5 6 7 ; , 1 ,
:
8:00 ANY TWO OF RM, CM Z 4:00
RM OR CM, CP & KILN & CP, & KllN
Q>-1- l-«-
: KllN,Q & :
a:::::! 4:00pM KILN, CP, KILN,CP & KILN, CP KILN, CM KILN,Q,CP, i KllN,RM,Q wu· 0..« , ,
Ou.. 8:00 AM QUARRY,RM. CM or RM . & QUARRY : CM or RM & CP & RM or CM . & CP
, ASSIGNED 1. PLl W :, 1. PLl W, 1 SQ 1 PLl W 1 SR 1 Pl1 S 1 SR 1. Pl2, 1 SR , 1. PL3 : 1. PL3, 1 SM POWER 2. PL1W,ISM 2. PL1S,ISQ' , . , ,
: LEVEL AND. 3. PLl S ! 3. PL2 MAI NTENANCE 4. PL1S,ISM 1 4. PL2, ISQ
:
i
5. PL2, ISM: - , , i
CASES 8 9 10 11 12 13 14 :
8:00
4:00 ANY TWO OF RM, CM, & KILN, RM , CM & CP
Z CP & KILN Q~
! K, &(CM,RM 1
~::i 4:00pM KILN, Q , KILN, CP,Q i K,Q,&(CM, KILN, CP, : KILN, CP CM, RM, a:: - ! or CM,CP or
& RM or CM ;~~~,~~CP RM & Q wU
8:00AM
CM &CP CM&Q . & CP O~ : RM, CP) 1 ! : ; i
,
ASSIGNED 1. PL3, ISR ; 1. Pl3,ISQ 1. Pl4 i 1. Pl5 1. Pl4,ISM 1. Pl4,ISR '1.Pl4,ISQ POWER ; , 2. Pl5, 1 SM 2. Pl5,ISR : 2. Pl5,ISQ 1 j LEVEL AND 1
, i ,
1
. MAINTENANCE i ,
lEGEND ALL SYMBOLS CAN BE REFERRED TO TABLE A-l (..,) 0-
1
i , !
I
, : 1 ;
:
;
,

37
conditions. When maintenance requests are also included the
operation of the day shift is much more complicated. With the
fi ve power 1 evels and mai ntenance requests for either the quarry,
the raw mi Il or the cement mi Il, fourteen cases are possible as
shown in Table 4-1.
(2) Satisfy the maintenance requests - Schedule the department which is
required to be on maintenance, to be stopped before the day shift
begins (8:00 A.M.).
(3) Schedule rawmill- Normalfy, the raw mill isscheduledbefore the
cement mil! and cement pump to try to keep the blending silo full.
(4) Check Sales - Check the operation time intervals avai lable for the
cement mill and cement pump to find out whether the night and day
sales con be satisfied. If not, reschedule the raw mil! by shortening its
operation hours, but a minimum storage at the blending si 10 to keep
the kiln continuous/y running must be maintained. If the sales are still
not satisfied by this extension, cancellation of the cement mi" main-
tenance will be requested. For power level 1, it may be necessary to
delay the starting time of the quarry, in order to satisfy the sales. This
procedure does not apply when type 1 is not on production, instead,
the cement pump is schedu/ed with first priority.
(5) For maximizing the production, the algorithm schedules the cement . .
mill before the cement pump if type 1 is on production. This permits

38
the cement mi" to run as long as possible. But, if type 1 is not
in production, the cement pump is scheduled before the cement
mill because sales must be satisfied.
(6) Schedule the ce.ment pump if type 1 is in production, otherwise
schedule the cement mi", for the remaining allowable time intervals.
(7) Schedule the regular kiln and quarry times if there are no breakdowns
or maintenance requests.
(8) Calculate the delivery time and quantities of c1inker from the kiln
and the hall to the cement mi Il silos, based on the storage level of
the cement miH silo and the operation schedule of the cement mill.
At each step in the above sequence, many schedule variations are possible. "Intelligent
arrangements" were carefu Il y studied to select the one which "best" satisfied the
priorities and it was chosen to be the optimal preschedule corresponding to the input
data. In this sense, the preschedules have been optimized since each one has been
shown to represent the "best" way of coping with the specified conditions. Figure 4-3
is a summary of the algorithmls preschedules, showing some typical situations. The
validity or optimality of each of these preschedules of Figure 4-3 will be discussed in
the next section. Breakdown is not included in the present algorithm 50 'that the kilnls
schedule is fixed 24 hours per day whi le the quarryls schedule is ON during the day
shift when it is not on maintenance. To avoid unnecessary duplication, the preschedules
of these two departments are not shown in Figure 4-3. The pictures show the many
preschedules generated due to differences in the silo storage levels and the sales quan-
ti ti es.

39
-.... 0 16 24 0
- ~~ ~~- RM « v!C'I U=~ CM ,.....Q..
~o CP
(A) BS HIGH, PHS(I) HIGH (B) 85 lOW
... 0 24 0 24 N ~ F F N 0 RM RM '-C
1 w O V')O'- F CM CM « V) 0
U~ CP CP Q..
0:::: 0 .16 24 MV') -w .. F RM V')~ « ..... CM U...J
Q..
CP
(A) N = ,. (8) Nil
0:::: 0 16 24 0 16 24 -.:t~ w ... F RM F RM V') V')
1 «,..... U...J CM. r CM Q.. •
CP CP
16 24 lt')e:i -w RM V') ... «N u~
CM
CP -
FIGURE 4.3a PRESCHEDULE SUMMARY

40
(A) N = l, BS HIGH (B) N = l, BS LOW
0 16 24 0 3 16 24
F RM F RM
CM --- CM
CP - CP
(C) Nil, SALES HIGH (D) N j. l, BS HIGH, SALES LOW
-0 0 24 0 24 wC") E: RM F RM V') -' <{Cl..
u CM CM l --CP CP TOSN TPSA
(E) Nil, BS LOW, SALES LOW
0 24
F RM
---.. 1 CM
TOSN TPSA CP
(A) N = 1 (B) Nf 1, SALES HIGH
0 16 24 0 24 F RM
F RM
CM· CM
CP CP f',.~
V') - (C) N j. l, BS LOW SALES LOW (D) N f l, BS HIGI:-I, SALES LOW w V')
-<{ ... U 0 16 24 0 16 24
C")
F RM -' F Cl.. RM
CM CM
1 CP CP TOSN TPSA TOSN TPSA
FIGURE 4.3b PRESCHEDULE SUMMARY ,

41
(A) N = l, (B) N 1- l, SALES HIGH
0 16 24 0 16 24
F RM F RM
'CM CM
00 0::: CP CP V') -w
V')
« (C) Nil, BS LOW, SALES LOW (D) Nil, BS HIGH, SALES LOW u C"')
....J 0 16 24 0 16 24 C-
F RM - F RM
CM CM
1 CP CP TOSN TPSA TOSN TPSA
(A) N = l, SALES HIGH (B) N = l, SALES LOW
0 24 0 24
RM F RM
1 CM CM
---- CP TPS~CP TOSN TPSA TOSN
0 (C) NI- l, SALES HIGH (D) N 1- l, BS HIGH, SALES LOW
0-V') - 0 24 0 24
w V') ~ F « t' RM RM u
C"') CM CM -' C-
CP TOSN TPSA CP
(E) Nil, BS LOW, SALES LOW l
0 24
F RM
- CM
TOSN TPSA CP
FIGURE 4.3c PRESCHEDULE SUMMARY

42
(A) BS LOW (B) BS HIGH
0 0
3 16 24 0 16 24 ..... w-q-Vl ...J F RM F RM «0.. u
1-- CM CM
CP CP
(A) N = l, BS LOW (B) N = l, BS HIGH
0 24 .
24-..... 0 16 ..... . wl.O F RM a- RM Vl...J «0.. U CM CM
CP CP
(C) N = l, BS LOW (D) N t- l, BS HIGH ~ Vl 0 3 16 24 0 16 24 ('.1-..... .. 1.0
w...J F Vl 0.. « ... F RM r RM U 0
-q- CM -. CM ...J 0.. CP CP
. et::: V)
0 16 24 -Ct) ..... .. F 1.0
RM w...J Vlo.. « ...
CM u 0 -q-...J
CP 0..
CASE 13 CASE 14
~ PL4 or PLS, ISR PL4 or PLS, ISQ
Vl 0 16 24 - 0 16 24 -q- ..
..... 1.0 F RM ...J F RM w 0..
Vl ...
~M « 0 CM U-q-...J
CP tp 0..
FIGURE 4.3d PRESCHEDULE SUMMARY

43
4.3.3 Analysis of the Preschedules
ln discussing the optimality of 011 the cases shown in Figure 4-3,
three groups wi Il be formed.
Group 1
Cases 1,2,3,4 and 5. This group corresponds to power levels 1 and
2. During the night shift, this permits either the raw mill or the cement mill to
operated with the kiln and the cement pump. For this group, the operation facilities
given in Table 4-1 show that the cement pump is permitted to operate during the whole
day without affecting the operation of the other departments except for case 4. In
case 4A, where type 1 cement is in production, the cement pump will be stopped during
the day shift to permit the cement mill to be run instead. Cement mill output is used
in satisfying the sales which thereby maximizes production. In case 4B, the cement
pump must be used in satisfying ail sales except the type in production and is scheduled
first. The cement mill runs for the remaining interval since its production normally
exceeds the sales requirement for the type being produced. For the remaining cases of
this group (1,2,3,5) , the schedules for the raw mi" and cement mi" genera"y depend
on the storage levels in the blending silos and the maintenance requests. In case l,
the cement mi" cannot be run during the day shift because of the maintenance request
or because of the limited power level and it becomes optimal to schedule the raw mi"
during the day shift. In order to minimize ON/OFF switchings, the operation of the
raw mi Il is calculated backwards from a fi lied blending silo condition at the. next 5:00
P.M. to obtain the required raw mi" starting time. During the night shift, the cement
mi" is scheduled ON whenever the raw mi" is OFF. Case 2A differs from case l,

44
when the storage levels of blending silos and packaging house silos are sufficiently
high that the cement mill fills the packcging house silo before the proposed starting
time of the raw mi Il. In this case, the raw mi Il is started up right after the packaging
house si 10 is fi lied, the cement mi Il is stopped, and the raw mi Il runs unti 1 the blen
ding silos are fi lied. This power level permits operating the cement mill during the
day shift after the blending silo is full. If type 1 is in production, the cement con be
fed directly to the packcging house beccuse sales shipments will usually have lowered
the stock level by this time. Otherwise, the cement is simply fed to the stock si los
with the switchover being implemented during the OFF interval of the cement mi Il.
Slnce cases 3;4, and 5 require the raw mi Il to stop at 8:00 A.M. for maintenance, the
starting time is calculate,d to try to fill the blending silos at that stopping time. The
cement mill is th en sched.ded ON c1uring the raw mill maintenance except for case 3,
where the, power limitation does not allo\'/ it.
Group 2
Cases 6,7,8 and 9. This group involves power level 3, with difference
of maintenancerequests. In 011 these cases, the operation fa ci lit y during the night
shift allows any two of the raw mill, the cement mill and the cement pump departments
to operate with the kiln. During the day shift, the operation faci lit Y is different for
each case (see Table 4-1). Only one maintenance request is allowed at one time.
Besides stopping the deportment before 8:00 A.M. (16.0) if maintenance is required,
the scheduling algorithm divides into two main parts depending on whether type 1
cement is in production or not. When type 1 cement is in production, the cement mi"
must f~ed to the pqckaging house silo directly and the two mills must run as long as

45
possible to maximize the production. In case 6A , the blending silo storage level
is "high Il ,. the raw mi Il fi Ils the blendi ng si los by starti ng later than 7:00 P.M.
(3.0) and stopping at 8:00 A.M. (16.0) , the cement mi" is a"owed to run for the
whole day. In case 6B , the "low" storage requires a longer operation of the raw mi",
starting at 7:00 P.M. (3.0) , and filling the blending silos after 8:00 A.M. (16.0) .
Here the cement mi" must be stopped between 8:00 A.M. and the. time.when the ble.n
ding silos are filled. Case 7A is a very simple case, because of the cement mill main
tenance request. The cement mi Il is allowed to operate unti 1 6:00 A.M. , and thus
the raw mill should be operated during the day shift by scheduling backward to locate
the starting time for filling the blending silos at the next 5:00 P .M. (25.0) . In case
8A, the cement mi" is available to be scheduled during the whole day because of
the raw mi Il maintenance request. 1 n case 9A, two mi Ils are allowed to run together
during the whole schedu led ddy, because of the quarry maintenance request. The
cement mill should run for the whole day to maximize the production and the raw mi"
is started when the cement pump is stopped having satisfied the night sales (TOSN).
The raw mi" will be stopped wh en the day sales require the cement pump to start
(TPSA). If the sales do not require this, the raw mi Il will then be stopped when the
blending silos are filled. In these cases 6A,6B,7A,8A and 9A, the available operating
hours for the cement pump are defined when both·mills are not 'ON' simultaneously.
When type 1 is not in production, the 'cement pump must servi ce the sales of type 1
cement, and it is scheduled before the two mills. The algorithm to schedule the
cement pump first calculates th.e total required operating hours for the cement pump to
satisfy the sales of 011 types of cement under th~ condition that a si 10 is completely
filled before the cement pump is moved to the next. ~f the total required hours exceed

46
FIGURE 4-4 FLOW-CHART FOR PRESCHEDULE ALGORITHM
VIS
DE FINE CP SCHEDUU HOIMS. ENTIIE NIGHT SHIFT AND AH'( PElIODS DlJRING THE DAY SHlFT WHEN lM AND CM AIE NOT 'ON'!'<::!CIIYIU SlMULTANEOUSl.Y csPWS)
DEflNE AYAILAILf CM SCHEDIJLE IIOUlS. ENTItE NIGHT SHIFT AND AH'( PPlOD DURING DAY SHIFT WllEN lM IS 'OFF'
LEGE.." lM IAW AlLL CM CIMENT MILL CP CEMlNf fUMP as ILfHDING aLO

47
24, the cement pump is operoted for the whole doy. In this case, the two mills ore
scheduled before the cement pump. If the total required heurs are less thon 24,
the cement pump is scheduled in two parts: the first part schedules the cement pump
until the night sales are satisfied (TOSN) if the storoge at the packaging house silos
is less thon the night sales requirement. Otherwise, the cement pump will continue
feeding its present silo until it is filled. The second part schedules the cement pump
Ot~ again at a time (TPSA) calculated backwards from the end of the day, if required
by the day sales. The advantages of this arrangement again are to maximize the pro
duction by providing a longer time slot for the two mills to operate together when the
cement pump is stopped. This interval may not be sufficient to fiJl the blending silo
and the raw mill may be scheduled for additional operating hours depending on the
blendi ng silo storage. The cement mi Il schedu le hours wi Il be defi ned when the raw
mill and the cement pump are not ON simultaneously. The different pictures appearing
in cases 6,7,8 and 9 are due to the different storage levels of the blending silos and
the sales quantities. But, we always try to arrange a schedule which can maximize the
production, minimize the ON/OFF switchings while satisfying the sales.
Group 3
Cases 10, 11,12,13 and 14. This group corresponds to power levels
4 and 5. The operation facilities of these cases are shown in Table 4-1. During the
night shift ail departments except the quarry can operate. In cases 10,12, 13 and
14 , 24 hours. are available for cement pump operation. Also, cases 11C and 11 D,
schedJle the cement pump to sqtisfy 011 the sales which norrnally requires the whole
clay because of the. high sales usually encountered 'at this power level. In cose 10,.
the cement mill schedJle will depend on the raw mill schedJle which is defined according

48
to the storage of the blending silos. Just as in case 6A, the cement mill will be
operated for the entire day, if the blending silo storage is IIhigh ll , and type 1
cement mi Il in production. The raw mi Il and the cement mi Il schedules of cases
12,13 and 14 ore easily arranged to accommodClte the maintenance requests. In
cases 11 A and n B the cement mi Il is norrnally schedu led 'ON' for the entire day
to maximize the cement production and the cement pump schedule depends on the
raw mill schedule. Similar/y, the cement mill schedule in cases llC and 11 D depends
on the raw mil/ schedule. If the blending silo levels ore IIhigh ll the raw mil/ will be
scheduled to fil/ the silos first at 8:00 A.M. (16.0) and then again at the next 5:00 . P.M. (25.0) , to provide time for the cement mill or cement pump to run during the
day shift. The preschedule system implementation is shown in the flow-chart of
Figure 4-4. This generates the typical preschedules of Figure 4-3 os weil os many
others, depending on the input data. The normal·starting time of the schedule (TSCH)
is 0.0 hours. In a reschedule, the appropriate starting (TSCH) is entered and campari-
sons ore made with 01/ the defined times such as shipping times, times of the shifts,
and the time when chemists ore off duty. To simplify the presentation of the flow-chart
of Figure 4-4 ,. these comparisons ore not shown.
4.3.4 The Soles Checking Algorithm
This algorithm has been simplified in the presentation of the flow-chart
shown in Figure 4-4. Actual/y, it is divided into night soles checking and day soles
checking. The flow-chart in Figure 4-5 , gives the detailed description how ·the night

lIGINDo lM IlAW MILL SN NIGHf SAUS Of lWI 1 CBIINI
TSOI THE NGiNNING TIME Of THE SOIEIIULE TSN THE ENIIING TIME Of NIGHf SHIrMINf
TI AVAlIAIU CUoIENT JUoIP SCHEIIUI.E HOUIS DUIING NIGHI SHIWING
T2 AVAILAIlI CUoIENT MIlL SCHEDUU HOUIS DUIING NIGHT SHftING
Fr CUoIENT "*' ~TE lM CUoIENT MILL ~TE
T5 • CSN-ftlotp HO
T5 • ISN-PlV( lM..., YES
HO
CANCEl. lM SCHEDUL! HOUIS IUOII THf TIME T6 ( • nN + T4).
FIGURE 4-5 FLOW-CHART FOR NIGHT SALES CHECKING
49

UGINIIII CM CIMINf MIU. o CIMINf .... lM IlAWMIU 1$ IUNOING SIlO
" CWlHl "*' RfDIAH lM CIMINf MIll. RfDIAH
NO
NO
SIoN nt( CM PIIMISSlIU SCHIOUU HOUIS ,,0.
SUM nt( 0 PEIMISSIIU 5CHlIIUU HOUIS (12).
DRAY na! QUAIIY OftIAnON UNTlL nt( TIME CALCUlATED. SUOI TllAT THE SAlIS CAM • SAnSflEO.
50
FIGURE 4-6 FLOW-CHART FOR DAY SALES CHECK 1 NG ALGORITHM

51
sales of type 1 cement have been dealt with. The algorithm simply calculates the
total avai lable schedu le hours of the cement mi Il and of the cement pump before
the ending time of night shipment (TSN) and evaluates the sales requirement. If
the sales cannot be satisfied, the raw mi Il operation is shortened and the night ship
ping time may also be extended. The day sales checking algorithm is more compli
cated. First, the schedule hours available during the whole day for the cement mi"
and the cement pump are calculated corresponding to the power level, the maintenance
request, and the raw mill schedule. If the cement sales are not satisfied, the raw mi"
schedule is shortened but it must maintain the minimum blending silo level required
to keep the kiln running continuously. If the sales are sti" not satisfied and a cement
mill maintenancé request exists, its cancellation will be requested and the operator
grants this is circumstances permit. When the maintenance request is cancelled, the
program repeats the preschedule of the raw mill and the sales checking algorithm, which
may shorten the raw mill's schedule as explained. In case l of Figure 4-3 , the cement
mi Il is not allowed to operate cL ring the day shift with power level l except when the
quarry is OFF. Therefore, if required by the sales, the quarry operation wi Il be de
layed. Figure 4-6 shows the algorithm for checking the day sales of all·types of
cement.
4.4 Simulation Scheduling
The previous section has given a very detai led description of how to
form the optimal preschedule giving the allowable intervals of operation for each depart-

52
ment but without giving ony further details of how to operate the individual depart
ments during these time intervals. Because of the number of decisions and actions
involved in operating each department, a simulation appraach was used in the algorithm
where the performance of the scheduler is represented by scheduling rules which are
used to bui Id up a model. 'n the following sections, the schedu ling rules of each
department will be presented.
4.4.1 Kiln Schedule
Except for breakdown or downtime, the kiln normal'y operates 24 hours
per day. The kiln has two regular downtimes each year for maintenance and changing
of the brick lining. The present algorithm do es not handle a total kiln breakdown
which occurs rarely . For partial breakdowns, such 'Os the loss of a caoling fan, the
kiln is still scheduled but at a reduced feedrate. No separate subroutines are in
volved in simulating the kiln schedule.
4.4.2 Quarry Schedule
The quarry regularly operates during day shifts from Monday to Friday.
On Saturday and Sunday, the quarry is stopped and the algorithm simply treats these
cases as having a maintenance request. Quarry overtime is implemented c:Lring the
clay shift of Saturday or 5.Jnday if re(JJired. No subroutines are used to simulate the
quarry scheeL le •

53
4.4.3 Raw Mi Il Schedule
The preschedule always attempts to arrange for only one switching
of the raw mill during the doyls schedule. The prescheclule 0150 deols with the 5:00
to 7:00 P.M. intervol when the chemists are not on duty. Therefore the row mill
schedule simply involves colcu lating the starting time required to fi Il the blending
silos at a given stopping time defined by the preschedule, or else, calculating the
stopping time required to fill the blending silos for a given storting time. These pro
cedures are very simple to implement and the flow-chort need not be presented.
4.4.4 Cement Mill Scheduling
The following rules apply to the scheduling of the cement mill:
(1) The cement mill is switched to the stock silos of ter filling the packoging
house silo. If type 1 is in production, and the sales are high, the cement
mill will be stopped without switching if less thon two hours of feed to
the stock silo are colculated.
(2) When the sales require it, the cement mill should be switched bock to
the pockaging house.
(3) If type 1 is in production it is otternpted to satisfy the sales directly
From the cement mill with as Iittle use of the cement pump as possible.
(4) When type 2 cement is in production, it is impossible for the cement
mill to feed directly to the packaging house.

TMI IEGINNING TIME 0' TIll CM SCHEDUU INTEIIY..à,
TIMH ENDING TIM( 0' THE CM SCHEDULl INTEII'IAI.
PH 'ACItAGING HOUSl SN NIGHT SALES Of
TYrE 1 CfMINT CP CIMENT PUMP CM CIMENT Mill
CALe. THE HOUIS NEEDfD FOI CM TO FIIl THE STOCK SILOS (TSTFI. AND THE HOUIS TO Flil THf PH SILO (TM'I Of THE TYrE Of CEMENT IEING PIODUCED. TAKING INTO AeCOUNT THE STOIAGr OF THE SILOS AT THE IEGINNING TIME OF THE SCHEOUL!, THE . OPEIIoTIONS Of CM AND CP NLiER IN THE DAY, AND THE ItEM.\INING SHIFMENT S.
CALe. THE 'RESENT PH STOl- NO AGE OF THE TYrE OF CEMENT IEING PIODUCED AT TMI. (PI)
(SP$A SUIlOUTINO
54
NO
FIGURE 4-7 FLOW-CHART FOR CEMENT MILL SCHEDULING ALGORITHM

55
The flow-chart of Figure 4-7 shows how to schedu le the cement mi Il
during a given time interval to satisfy the above rules. The algorithm checks the
locations of the present feed of the cement mi". The feed to the stock si 10, the
present storage at the packaging house will be calculated taking into account the
levels at the beginning of the day and the activities of the cement mi Il and of the
cement pump scheduled to date. If sales are higher thon storage, the time at which
the cement mi" should be switched to the packaging house is calcu lated. If type l
is in production, the algorithm will deal with the night sales and storage first, then
the day sales will be considered. Once the cement mi" is feeding the packaging
hou se silo, the algorithm calculates the time at which the silo will be fi lied and
decides whether to switch the feed to the stock silo or not. Ali calculations involve
the sales, previous activities of the cement mill and of the cement pump, storage
levels, shipping times, and the duration of the operating interval.
4.4.5 Cement Pump Scheduling
For the cement pump, the fol/owing rules apply:
(1) Service the types of cement in a specific order. The algorithm gives
type l cement the highest priority except when a special request is
made in the input data. The remaining type~ of cement are serviced
in decreasing order of the difference between the sales quantity and the

56
the storage quantity available at the packaging house silo. The
sales shipments for type 1 cement are divided into night and day inter-
vals and each interval is serviced separately.
(2) Try to fi 11 one packaging· house si 10 before moving to another except
for the situation wh en type 1 is in production and the cement pump
is also working on type 1. Here the cement pump will be stopped
when the storage level reaches 400 tons instead of completely fi IIing
the packaging house si 10 .
(3) Stop the cement pump without moving on when ail packaging house
silo levels are "high" ( > 400 tons). At such times, cement pump
maintenance can be performed if it is required.
(4) If more than one aJ/owable operating interval exists in the preschedule,
the later available interval shou/d be taken into account when the
earlier interval is being schedu/ed.
8ased on the requirements of the preschedule system, the cement
pump simulation scheduling algorithm can be classified into three cases:
(a) Night sales service scheduling - To satisfy the' night sales of
type 1 cement, the required cement must be pumped to the
packaging house silo before the stopping time of the night ship-
ping period. If the night sales can be satisfied by the cement mill,
the cement pump wi·II continue with the type of'cement currently
being serviced until its packaging house silo is filled. A
flow-chart for night sales service scheduling is' given in Figure 4-8.

..
. . ..
MOVE CP TO TYPE 1 SILO AT T
IO
,
CALCULATE THE LATEST TIME TO MOVE CP TO TYPE 1 SILO FOR NIGHT SALES (T
IO)
CALL SUBROUTINE SP3: CALCULATE THE HOURS TO FILL THE SILO PRESENTLY BEING FED (Til)
FILL THE SILO, MOVE CP TO TYPE SILO, RE5ET TPB.
CALL 5UBROUTINE 5P3 (Til)
STOP CP WHEN THE SILO 15 FILLED
57
YES
lEGEND: CP CEMENT PUMP PH PACKAGING HOUSE TPS CEMENT PUMP
STARTING TI ME ..
FIGURE 4-8 FLOW-CHART FOR CEMENT PUMP SCHEDULING
(PART 1) FOR NIGHT SALES

58
LlGINIIo
a CIMINI ftIMI' '" .ACItAGING ltCUSI
1PSM ENDING TIME OF THE a SCHIIIULE INTUVAL
'" STAifING TIM! OF a TSN ENDING TIM! OF NlGIIf SHIPMENT
FIGURE 4-9
VES
SET U' A tAlLE FOl ALL TYPES OF CIMlNTS IN DUClNDlNG OUlU OF tHE DIFFElENCE IE1WlEN SALES AND STOIAGISo (5SlA SUIlOUlINl)
SELECT THE POSI1IVE DlFfElENCES tO fOlM tHE 5PVICING ORDU. CALC. tHE HOUIS NlEDED tO 5AtlSfV THE WIS FOl EACH tYPE Of CEMENT. (5GI SUIlOUlINQ
CAle. tHE HOUlS (l'f) tO flLL THE SILO WHEII 'l1li a 15 PlESENTL V LOCAlED. (SP3 SUIlOUlINQ
cova THE SALIS IEQUllEMENf AT Till SILO "NG SIIIYICEO. STOP, AND MOVr a TO Till SILO HAViNG 1111 NIICT saVICING OlDll. SJAif a, sn tfloTHlS SlAifINO 1IML
FLOW-CHART FOR CEMENT PUMP SCHEDULE (PART Il) FOR A GIVEN TIME INTERVAL

(b)
(c)
59
Any interval scheduling - This algorithm is used to schedule
the cement pump for a given time interval of the day. A flow
chart for this algorithm shown in Figure 4-9. As con be
seen, if the i nterval extends i nsi de the night shi ppi ng i nter-
val, the scheduling algorithm of Figure 4-8 will proceed first.
After the night sales are satisfied, the schedJ ling continues as
follows. First, the servicing order for ail the cement types is
set up and the required hours of operation for the cement pump
to satisfy the sales are calculated .. Secondly, the available
scheduling hours provided in the prescheduleare examined to
determine whether the sales con be satisfied. If the hours are
limited, the cement pump will be moved to the next type of
cement of ter having covered the sales only. Otherwise, the
cement pump will only be moved when the silo is fi lied. At
each move required by the service order, the packaging house
storage for type 1 cement is checked to see if type 1 sales are
satisfied, and if not, the cement pump services type 1 since it is
given top priority. Finally, if 01/ the silo storages ore high,
the operation of the cement pump will be stopped. If cement
pump maintenance is required, the cement pump will stop of ter
having satisfied ail the soles.
For power level 3 with type 1 cement not in production - ln
the preschedu li ng system,. i t was mentioned that the cement

CALL SGB SUBROUTINE TO SEARCH ALL TYPES OF CEMENT, WHOSE STORAGE AT PACKAGING HOUSE ARE LESS THAN SALES. SET UP A SERVICING ORDER.
SUMMARIZE THE REQUIRED OPERA TING HOURS FOR CP TO FILL ALL SILOS WHICH HAVE LOWER STORAGE THAN SALES, (TI).
CALL SCPI SUBROUTINE TO SCHEDULE CP FOR THE WHOLE DAY OPERATION, ENTERING LOSN=I.
WHEN THE SILO IS FILLE D, STOP AND MOVE TO THE SILO NO HAVING NEXT SERVICING ORDER. RESTART CP AGAIN.
CALL SCPI SUBROUTINE TO SCHEDULE CP FOR SATISFY THE NIGHT SALES, ENTERING LOSN=O.
RESTART CP AT THE TIME (TPSA) WHICH IS CALCULATED FOR SATISFY THE DAY SALES, INCLUDING THE HOURS TO FILL THE SILOS, WHENEVER ANY SILO IS REQUIRED TO SERVICE.
STOP CP AT TIME 24.0
60
FIGURE 4 -10 FLOW-CHART FOR CEMENT PUMP SCHEDULING ( PART III )

4.4.6
61
pump schedule may be split into two parts. When this
occurs, the first part will consist of the scheduling system of
part (a) shown in Figure 4-8 , to schedu le the cement pump
for the night sales service. The second part is the scheduling
system of part (b) shown in Figure 4-9. A flow-chart for this
special condition is shown in Figure 4-10.
Clinker Delivery Schedu le
As shown in Figure 3-1 , the clinker output From the kiln can be
sent to either the cement silo for supplying the cement mi Il or to the huge hall for
storage. As stated in the operation priorities, to minimize the power consumption,
we always try to feed clinker to the cement silo directly From the kiln rather than
from the storage hall and clinker is only sent to the hall when the cement silo is
filled and returned to the cement silo as required. The output feedrate of the kiln is
approximately 60% of the input, because of the loss of the gaseous products formed
during the process. The output feedrate of the kiln varies from 35· tons per hour to
55 tons per hour depending on the input feedrate to the kiln. By comparison, the
cement mill's feedrate of 80 tons per hour for type 1 cement means that the kiln can
not supply enough clinker to the cement mill silo when the cement mill is working
for a long time periode Therefore, under sorne circumstances and during the busy sea
son especially , when the cement mill runs for the whole day, additional clinker must
be sent to the cement si 10 from the hall. Figure 4-11 gives a flow-chart for the

-- .. 0 '~r------------------,
CM OfIIATION INTUVALS
TONS OF CUNKEI SPENT FOI THE INTUVAI.
TONS OF CUNKEI .lOauCED FOI THE INTUVAI.
TCI(I) TCEO) TCI(2) T(I(2)
~:~l ~pc:j 1SOI IEGINNING TIM! OF THE SOtEDUU CM CfM!NT MILL (MS CUNKEI STOIAGl IN CM SILO AT TSOt
NO
c:,..,~", .... uc .ne.1Nll \Tf) IACK ... WAlD FIOM TCE(31. Ta MAINTAIN AT LfAST 300.0 TONS OF CLI NKEI STOIlAGE IN CM SILO aullNG THE THRU CM O'EllATING INTUVALS.
CONfINUE REDING CLiNKEI Ta HALL, IUT IF IEQUIIED, SWlTCH 1H! RED Ta CM SILO AT THE TIME CALCUl.ATED IACKW .. ID FROM TCE(2), SUCH THAT AT LEAST 300.0 TONS OF CUNKEI STOIlAGE IN SII.O AIE MAINTAINED DUIING THE SECOND CM OPElATING INTEIYAI..
CALC. THE liME (TI) IACKWAIO HOM TCEU). TO MAINTAIN AT LfAST 300.0 TONS OF CUNKEI STOlAGl IN CM SILO aullNG THE fllST CM OPEllATING INTEIVAI..
CALe. THE REDING TIME AND TONS OF CUNKEI NEEDED Ta lE SIND TO CM SILO FIOM HALL Ta MAlNTAIN 300.0 TONS STOIAGE LEVU DUIING !AOI CM OPEIIATING INTElVAI..
62
FIGURE 4-11 FLOW-CHART FOR CLINKER DELIVERY ALGORITHM

63
clinker delivery scheduling algorithm to satisfy the cement mill schedule. In this
algori thm, a maximum of three proposed cement mi Il operation intervals con be
provided by the preschedule. During each operation interval of the cement mi"
storage at the cement silo is kept above a minimum level to ensure that the cement
mill will not be shut down because of a clinker shortage. A 300 ton minimum was
chosen by the author but it con be changed.
4.5 Rescheduling Aigorithm
As mentioned earlier, the rescheduling of the plant is necessary and
this aspect will now be explained.
Reschedule time TSCH . - Because of the desired rescheduling
facility, the beginning time of the.schedule (TSCH) was not fixed but.defined to be
a variable in 011 calculations and comparisons of the algorithm. In the prescheduling
system the generated scheduling sequence will change from the original sequence if
TSCH is changed from zero. Therefore, a single preschedule picture of Figure 4-3
may generate many different scheduling sequences as TSCH is varied. To illustrate
this, Figure 4-120 shows the normal preschedule for case 6E of Figure 4-3. As
discussed earlier, the scheduling sequence for this preschedule first defines and schedules
the two cement pump intervals since type 1 cement is not in production, then the raw
mil! is scheduled to determine the starting time (TRB) , and finally the cement mil!
intervals are defined and scheduled. This scheduling sequence is indicated on the pre
schedule of Figure 4-120. But if rescheduling occurs at the time (TSCH) shown in

64
TSCH 24.0
SCHEDULE TIME 1
1
RM TRB 1 3
1
CM 4 i>
1 1
1 1 2 CP
TO 1 PS SN T A
FIGURE 4-120 SCHEDULI NG SEQUENCE
TSCH 24.0
2 RM
CM 3
CP l ,
:
TPSA
FIGURE 4-12b SCHEDULING SEQUENCE

65
Figure 4-12b , ail the schedule intervals which took place before the rescheduling
time are neglected , a new scheduling sequence as indicated on the preschedule of
Figure 4-12b is obtained. Furthermore, if changes in the data file are made due to
,updating, a different preschedule may be generated. The example presented in
Chapter V illustrates such a preschedule change at rescheduling as a result of increased
sales of type 1 cement. The scheduling algorithm is greatly complicated by the addition
of the reschedu 1 i ng fac il ity .
ln the simulation schedules complications alsoare added as the begin
ning time of the schedule (TSeH) is varied. In Figure 4-5 , the night sales check-up
algorithm, we can see how the variable TseH affects the algorithm. When the begin
ning time of the reschedule (TSeH) is later than the ending time of the night shipment,
(TSN), the algorithm is by-passed. For example, TI represents the permissible cement
pump scheduling hours between the beginni~g time of the schedule (TSeH) and the
ending time of night shipment. Similarly, the beginning time of the schedule is
treated as a variable in 011 the algorithms, but to simplify their presentation TSCH is
treated as 0.0 in 011 other flow-charts presented. The detailed programs for the 01-
gorithms' can be seen in the FORTRAN statements of Appendix l •
Updating algorithm - Instead of manually entering the complete
set of data for a reschedule, an algorithm is used to automatically update the
data file based al the previous schedule. This is advantageous since only a few
corrections need to be enfered. The update algorithm executes the following
procedu res:

66
(1) Compare the reschecLling time (TSCH, the beginning time of the new
schedule) to the schecLled operations of ail departments in the previous
schedule, to determine the operation status, at the rescheduling time
such as the ON/OFF stotus of the departments, the feed location sta
tus of the kiln, cement mil 1 and the cement pump, the production status
of the clinker and cement.
(2) Calculate and upclate the storage levels to correspond to the rescheduling
time by subtracting from the end of day conditions ail operations of
departments, scheduled to take place after the rescheduling time in
the previous schedule.
(3) Since the average sales quantities of each cement type over the
shipping period are used to update the sales and storage status to the
rescheduling time, these should require sorne correcting because of the
random vari ati ons in sh ippi ng •
Thus, the rescheduling algorithm differs From the nonnal case in two asp~c.ts only:
the entering of the reschedule time TSCH, and the updating of the data file by the
update algorithm.

67
CHAPTER V
COMPUTER PROGRAMMI NG
Recent con jectures and pronouncements concerning the impact of
computers upon managerial decision making have focussed attention upon on-line
real-time information systems. Significant insights into the general aspects of such
systems have been both i lIuminating and well-publicized. One indication of current
activity in this area is the considerable effort that computer manufacturers and
software firms have devoted to the development of interactive programming languages
for time-sharing computers. A time-sharing computer model developed for a job
shop scheduling problem has been developed by Ferguson and Jones C 17]. After
demonstrating their model to the public (300 students and managers were invited to
participate in that experiment) 1 they concluded that the manager-computer interaction
willbecome an essential ingredient of many decision and infonnation systems in the
near future. Because of this encouragement and because of the availability of such
a time-sharing facility at McGili 1 this program was written for the RAX time-sharing
system. In the next section we will introduce the McGill RAX system.
5.1 McGili RAX Time-Sharing System
RAX is a time-sharing system whereby many tenninals may be connected .
to the computer at any one time. The computer will execute each program for a
period of time known as a 'time slice ' in which'l/2 to 1 1/2 million instructions

68
could be performed. If the program is still running at the end of this time, the
computer will stop execution and save the program temporari Iy and proceed to service
requests from other terminais. After the other terminais have been polled and time
slices al/otted to them as required, control is returned to the program that was
stopped and execution continues from the point of interruption. The McGi 1/ Univer
sity computing centre operates an IBM System/360 computer - Mo~el 65 for the RAX.
time-sharing system. Once a terminal is connected to the computer an input area on
a disc storage device is assigned to that terminal. Through this input area must pass
ail programs to be compiled and data which may be required by the program. Ali
input to the computer and output to the terminais are. buffered. This means that the com
puter is not held u'p by the typing speed or by the transmission rates of the telephone
lines (approximately 10-15 characters per second) • It is only when an 'activity' is
required that the input file is examined by the computer.
The RAX system offers many command modes such as 1 NPUT, UPDATE,
SAVE, RUN, PURGE, DI SPLAY, CHANGE, 1 NCLUDE , etc. The method of
using these modes can be found in the McGill RAX system operating manual C 22J •
5.2 Programming System
Fortran IV waS used in writing the program for this schedu/ing problem.
ln its present form, it is iritended for use on McGill University's RAX time-shared
system with a Mode 1 33 Teletype termin.al set. The structure of the program is shown
in Figure 5-1. Six execution modes are available for selection: FIXE D, CURRENT ,

e.
. ~V
·1 V 1/
CURRENT FIXED ENTER RESCHEDULE .' .
'" " - ,1/ ,il ,/
l'
TIME?
.\J
.. UPDATE
'" J, ~
, . 1/
.
\.
FiGURE 5-1 PROGRAMMI NG SYSTEM
l RUN
'v INITIA-
LlZATION
, ,/ EXECUTE
ALGORITHM
,1/
t
l STOP
'il
STOP
e
1
0--0

70
ENTER, RESCHEDULE, RUN, and STOP. The function of each mode wi Il be
explained. The CURRENT mode is selected to obtain a display of the current data
in the data file (see Figure 5-2). The ENTER mode permits entering new data
in the data file or making corrections to it. For this, the corresponding Fortran
variables used in the program are shown bracketed on the current display of Figure
5-2. The RUN mode is selected to generate and print out the daily schedule
based on the current values in the data fi le (see Figure 5-3) • The RESCHEDULE
mode is used when it is necessary to reschedule for sorne reason at any time during
the same day. The program requests the terminal user to supply the time of the re
scheduling and performs only the updating functions previously discussed. If desired,
these updated results may be examined by following this with a CURRENT selection.
Following with a RUN selection produces the desired reschedule based on the up
dated results (see Figure 5-4) . The STOP mode allows the execution of the program
to stop. The details of the daily schedule for our example will be discussed in a later
section.
5.3 Fortran Programming
ln producing the dai Iy schedules, sorne 25 subroutines are involved. The
algorithms of the more complicated subroutines have already been discussed in the
previous chapter. This section provides additional programming information and com
ments to help the reader who is especially interested in our Fortran models. The
Fortran listing of the whole program is included in Appendix 1. The subroutines for
the main programs, the preschedule and the simulation wi Il be discussed.

*SCHEDUlE BEGINNING TIME (TSCH) 0.0 *POWER LEVEl (POV/ER) 6050.00 .KWS *SEASON SUMMER (I\'/TR =0) . *NIGHT SIiIPPING Tl/v'IE 0.0 TO 6.00 (TSN) *DAY SHIPPING TIME 12.0::> (TSD) TO 24.00 *STORAGE lEVELS IN TONS
HOMO 1 HO/v'IO i CM SilO (HOS!) (HOS2) (CMS)
1900.00 2000.00 400 .. 00
*SALES (SWD)
71
HAll ClK STK SIL PH SILO (HClS) (STST) (PHS)
23000.00 5600.00 100.00 0.0 2300.00 210.00 0.0 3000.00 560.00 0.0 2500.00 600.00
1500.00 460.00 1800.00 570.00
NIGHT 1 (SN) DAY 1 (SD) TYPE 2 TYPE 3 TYPE 4 TYPE 5 TYPE 6 700.00 1000.00 210.00 310.00 210.00 180.00 250.00
*DEPARTMENT STATUS
QUARRY RAW MILL KllN CEMENT MILL CEMENT PUMP
MAI NTENANCE
NO ( ISQ = 0) NO (1 SR=O)
YES ( ISM=I) NO (LPEM=O)
*PRESENT OPERATING STATUS
TYPE 1 CEMENT IS ON PRODUCTION (N=I) TYPE i CLiNKER ISON PRODUCTION Cl =1)
BREAK DOWN OPERATING STATUS
NO (KQO=O) OFF (KQON =0) NO (KRMD=O) OFF (KRON=O) NO (KKD=O) ON (KKON=\) NO (KOMD=O) ON (KMON=I) NO (KCPD=O) ON (KPON=I)
TYPE 4 CEMENT IS BEING SERVICED SY CEMENT PUMP (M=4) CEMENT MILL IS FEEDING To. PACKAGING HOUSE (MPH=I) . KILN IS FEEDING TO HALL (KFH=I) .
:.JARGET STORAGE LEVEL OF TYPE 1 CEMEN~ FOR THIS MONTH (PSTF) 7800.00 TONS. TYPE OF CEMENT SELECTED Ta BE. SERVICED FIRST SY CEMENT PUMP (MZ) 0 .
. ' flGURE 5-2 -DISPLAY OF "CURRENT!'-DATA
. '"
,"t/l0. t •

72
OPERATION INFOR/.,I,ATION
0.0 SWITCH KILN TO FEED CEl/,ENT MILL SILO 0.0 FEED 272.00 TONS OF CLlr,KER TO CEMENT MILL SilO FROM HALL 1.26 MOVE CE/v'IENT PUMP TO TYPE 1 SI LO
22.50 MOVE CEMENT PUN,P TO TYPE 2 SILO
OPERATING SCHEDULE
ITEM FEEDRATE T/H START STOP REMARKS
QUARRY 400.00 16.00 24.00 RAW MILL 115.00 3.26 24.00 KILN 80.00 0.0 24.00 CLINKER 48.00 0.0 24.00 KllN TO SilO
0.0 0.0 KILN TO HALL CEMENT MILL 75.00 0.0 16.00 TO PH CEMENT PUMP 100.00 0.0 1.26 TYPE 4
1.76 3.26 . TYPE 1 16.00 22.50 TYPE 1 23.00 24.00 TYPE 2
,
PREDICTED STORAGE lEVELS IN·TONS AT END OF THE DAY
HOMO HOMO 2 CM SILO HALL ClK STK SIL PH SILO (HOSI) (HOS 2) (CMS) (HClS) (ST ST) (PHS)
1900.00 2465.00 684.00 22728.00 4800.00 400.00 0.0 2200.00 100.00 0.0 3000.00 250.00 0.0 2373.91 516.09
1500.00 280.00 1800.00 320.00
JOB TIME 0·.5 SEC.
FIGURE 5-3 RESULTS OF A IIRUN1.1

._,.. ..
e-
73 *OPERATIOI'-l INFORMATION
COULD CEMENT Ml LL iV'IAI hlTENANCE BE CAI'-lCELLED BECAUSE OF SALES REQUIREMENT, ANS\\'tK "YES Il OR IINO II
•
YES 17.00 FEED 114.75 TONS OF CLiNKER TO CEMENT MILL SILO
FROM HALL
OPERATING SCHEDULE
ITEM FEEDRATE T/H START
*QUARRY 400.00 16.00 *RAW MILL 115.00 17.00 *KILN 80.00 0.00 -*CLlNKER 48.00 17.00
0.0 *CEMENT MI LL 75.00 17.00
STOP
24.00 17.00 24.00 24.00 0.0
24.00
REMARKS
KILN TO SILO KILN TO HALL TO PH
PREDICTED STORAGE LEVELS IN TONS AT END OF THE DAY
HOMO 1 . HOMO 2 CM SILO HALL CLK STK SIL PH SILO
(HOSI) (HOS2) (CMS) . (HCLS) (STST) (PHS)
1900.00 1660.00 300.00 22613.25 4650.00 158.33 0.0 2300.00 0.0 0.0 3000.00 250.00 0.0 2373.91 516.09
1500.00 280.00 1800.00 320.00
JOB TIME -- 0.6 SEC.
SELECT \lCURRENT", tlF~XED", ."ENTER", "~UN", "RESCHEDULE", "STOP".
STOP
FIGURE 5':'4 RESULTS OF A "RESCHEDULE" AND "RUN"
:.- .

5.3.l
74
Mai n Program
ln the main program, four aspects can be distinguished:
(1) Data - Changes to the fixed data, defined by FORTRAN statements
of the program, can be implemented by using the basic RAX faci lities
to correct and recompile a program. Data for the scheduling data file
is defined during program execution, conversationally upon request
by the program, as weil as by selection of the ENTER mode.
(2) Selection - This was mentioned in the previous section, giving the
six modes which can be selected. After the selection is executed,
the program returns to the selection point.
(3) Initialization - After the "RUN" mode is selected, the program
initializes ail the scheduling vectors, and some logic variables.
The power level corresponding to the given maximum ki lowatts of
power consumption is determined. Special functions are calculated
such as the hours the cement mill would require of each type of cement
(TFS) to fi Il the stock silo.
(4) Prescheduling - The main program transfers to a major subroutine
SHMANR which executes the algorithm, to generate a complete
schedule for a given set of data and prints out the results.
The following comments apply to the subroutines used in the main
program •

e·
CURDAT
UPDTTA
75
ln executing the CURRENT selection, this subroutine is
called to display the current data file as given in the print
out shown in Figure 5-2 .
ln executing the RESCHED selection, this subroutine is used
to update ail the current data to correspond to the reschedule
time. The strategy employed is to cancel an the operati ng vec
tors occuring after TSCH and the update the storage levels.
The function NEG is to change the sig;' of ail the storage
values which were set at the end of the previous "RUN" • To
update the operating status of 011 departments, comparison of
the reschecluling time with ail operating times of each department
take place. A special functions ISET does these comparisons.
The next five subroutines are McGi Il RAX subroutines, fully described in reference
22.
XGCON
SUPRED
XNAMEL
SIGNON
A cali to this subroutine by FORTRAN G program permits the
use of "G Il format for free format input.
A cali to this subroutine prior to conversational read, suppresses
the system "*ENTER DATA" message, a "?" replaces it.
Allows a FORTRAN program to use a more convenient form of
NAMELIST input. 1 t is used in the ENTER mode selection.
Used to initialize the job time for each execution mode.

5.3.2
SINOFF
76
Used to print a message giving the computer time used (in
seconds) since SIGNON was called. This subroutine is used
in printing out the computer time used in executing each mode
selection.
Prescheduling Subroutine (SHMANR)
Subroutine SHMANR is the deatiled implementation of the prescheduling
algorithm presented in Chapter IV. To assist the reader to understand this complicated
subroutine, the following points are introduced:
(1) Important variables - Sorne of the important variables in this subroutine
include the operation vectors defining the starting and stopping time
of the raw mill, cement mill, and the cement pump. (TRB(J), TRE(J},
TMB(I) , (TME(I), TPB(K), TPE(K} respectively , where the indices
l , J , and K order the operations} , the mai ntenance requests (1 SR,
ISM, ISO and LPEM for raw mill, cement mill, quarry and cement pump
respectively ) production status (N represents the type of cement in
production) , the ending time of each permissible operating interval of
the cement mill and cement pump (assigned as TBMH and TPSM respec
tively) and their avai lable scheduling hours in the future (assigned as
TBMF and"TPFM respectively) and the belnding silo storage at the begin
ning time of the interval (HOST). For other variables, refer to Table
A-1.

77
(2) Organization of the program - We can think of this prescheduling
system as representing a collection of many pictorial preschedules for
different sets of data where the preschedule corresponding to a given
set of data is obtained by searching through this program. To efficiently
guide the search, this program is divided into three parts, corresponding
to three different operating facilities of the night shift, namely JMOR
for the power level land 2 (PLI S, PLIW and Pl2) , JMAT for power
level 3 (PL3) and JALT for power levels 4 and 5. The JMAT system
subdivides according to the type of cement in production, N=l for
type l , Nf l for any other type of cement in production. Although
the program has these four divisions, many loops also exist. The flow
chart of Figure 4-4 must be studied to understand these loops.
(3) Scheduling sequence of ail departments - The simulation scheduling
sequence of ail departments follows the prescheduling sequence. In
other words, the simulation schedule of one department is done right
after the preschedule of the department has been defined. Before
each simulation scheduling subroutine is called, the associated variables
must be defined, for example, the variables TMB(I), TMBH and TMBF
are defined before the cement mill subroutine SCMl is called. Simi
larly, for the, cement pump scheduling, the variables TPB(I) , TPSM
and TPFM must be defined. The major cement pump simulation subrou
tines are SCP1, SPWS, SPl and SCPSAl. The functions of these sub
routines will be described in detail at later sections. Functiori HOH

5.3.3
78
determines the storage level of blending si los and is either flhigh fl
or IIlow fl as seen in Figure 4-3. Other subroutines which will be
called by this subroutine are the raw mi" schedu ling subroutines
(SCRI and SCR2) , clinker delivery subroutine (SCLK), storage levels
calculation subroutines (SSTC) and the print subroutine (PRINT) for
printing the results of the scheduling. Ali will be described in
later secti ons.
(4) The beginning time of the schedule (TSCH) is variable - This was
discussed in the rescheduling algorithm in Section 4.5 • In the
example of Figure 4-12 , the program wi Il compare TSCH to TRB(I),
TOSN, TPSA to determine an appropriate scheduling sequence.
Simulation Subroutines
Raw Mill Scheduling Subroutines (SCRI and SCR2)
The subroutine SCRI calculates the starting time of the raw mill to
fil! the blending silos at a given stopping time. The raw m,i11 will not be operated
between 5:00 P.M. to 7:00 P.M., except if the minimum level of the blending silo
cannot be kept. The subroutine SCR2 calculates the stopping time for the raw mi Il to
fill the blending silos if the starting time is given. The starting time vectors and the
stopping time vectors of the raw mill are designated TRB, TRE.

··t_~·:.·· . . . :, ~ . -.,; ~
79
Sales Check-up Subroutines (SNSC and SDSC)
These two subroutines are called right after the raw mi Il has been
scheduled in the preschedule subroutine SHMANR. Subroutine SNSC checks
whether or not the night sales of type 1 cement will be satisfied. The algorithm for"
this subroutine is shown in Figure 4-5 , also the explanation of this algorithm was
given in Section 4-3-4. ln the FORTRAN program, the breakdown cases of ail depar.t-
ments have been considered. For the breakdown case, the proposai fixing time (TFIX)
of the breakdown is compared to the raw mi Il operating times and the ending time of
the night shipment to determine the available operating hours of the cement mill
(TAC(l) - TAC(4» and the available operating hours of the cement pump (TAC(2) -
TAC(3» for a given power level within the ending time of the night shipment. When
the beginning time of the schedule is over the ending time of the night shipment, this
subroutine wi 1/ not be cali ed"
Following the SNSC subroutine, subroutine SDSC is called to check
the sales of the whole day of ail the types of cement. The algorithm of this subroutine
was presented in Figure 4-6 in Section 4-3-4. From the hours needed to satisfy the
sales TBC(3), the available operating hours of the cement mil! TBC(2) are first subtracted
and a comparison of the available cement pump operating hours (TBC(1» is made. If
the raw mil! schecLle must be shortened, the termination to be shortened is the one calcu-
lated by the subroutines SCRl or SCR2. (LREN = l, means the raw mill starting time is
calculated from SCRl , otherwise , LREN = 0) • If the cement mill maintenance is can-
celled, this is represented by LMOY = l , whi ch wi Il lead the program to restart without
the maintenance request • The time-sharing syst~m permits terminal conversations to be

80
used by the program in requesting information concerning the maintenance request
and the shortening of quarry operation.
Cement Mill Scheduling Subroutine (SCM1)
This subroutine schedules the cement mill during a,given time intervQI
TMBH - TMB, taking into a::count the future avai lable hours (TBMF), according to the
algorithm described in Figure 4-7 and in Section 4-4-4 • If two operating intervals
have been defined in the prescheduling subroutine, this subroutine will be called twice.
The operating vectors for the cement mi Il starting time and stopping time are defined as
TMB and TME respectively. The feed location of the cement mi Il during each operation
is indicated by the value of A • (1 implies feeding to the packaging house , =0 implies
feeding to the stock silo). DLiring the scheduling calculations, inJormation will be
printed out stating the time when a silo is filled. When the cement mi" is required
to stop without being moved, because the packaging house silo is fi lied, the stopping
interval is defined by TAB an~ TAE. Variables which are determined by the main pro
gram and transferred to this subroutine are TUN (hours required, for type l cement, ta
satisfy the night shipments and fi" the packaging house silo), TEF(M) (hours required,
for .each type of cement M, to satisfy the sales of the entire day and fi" the packaging
house si 10) , TUD (same as TEF(l» •

81
Cement Pump Scheduling Subroutines (SCP1, SSRA, SGB, SPWS, SCPSAL,
SPL)
The cement pump deparfrnent services the sale of ail types of cement
,as discussed in Section 4"74-5 • TPB and TPE define the starting and stopping times of
the cement pump respectively. The purpose and characteristics of each subroutine will
now be descri bed.
SCPl Subroutine - This performs the first functions of the cement
pump scheduling described in Figure 4-8. When LOSN is se.t = l, the program
returns after defining TOSN, the last stopping time of the cement pump. If 24 hours
are available for the cement pump schedule in the preschedule and the beginning time
of the schedule (TSCH) is earlier than the ending time of the night shipment (TSN) ,
LOSN is set equal to 0, this subroutine schedules the cement pump upto the time TSN,
and then transfers to another cement pump scheduling subroutine SPWS which will be
described later.
SSRA Subroutine - This subroutine sets up a table of ail the types of
cement in decreasing order of .the difference between the sales and the storage at the
packaging house. This subroutine has two modes: in MODE = l the table is set up,
and the type of cement having the maximum value is selected to define MNEST, and
TLP is set equal to the value of the difference for this type of cement. In MODE = 2'
the type of cement which is next to the previous selection is chosen, instead. If
this subroutine is called again by entering MqOE = 1 , the table wi /1 be updated to
include ail previous operating activities of the cement pump and of the cement mi".

82
SGB Subroutine - This sets up the service order for ail the types
of cement which do not have enough storage in the package house to coyer the dai Iy
sales, taking into account the urgent service request if a type is specified using MZ.
Service occurs in the order M, MT, MR, MK . Subroutine SSRA is used in setting
the service order and in determining the hours of cement pump operation required to
satisfy sales for each type of cement (TWS).
SPWS Subroutine - This schedules the cement pump during a given
interval to terminate at the given time TPSM according to the service order set up by
the subroutine SGB. The future available schedule hours of the cement pump for the
day (TPFM) is considered. Except when sales are high, the cement pump always. fills the
silo before moving. The time at which the silo is filled is printed out for information.
The type of cement being serviced during the cement pump operation is indicated by
B(M,K) which implies the cement pump is servicing type M cement during the operation K •
The scheduling algorithm of this subroutine was explained in Figure 4-9.
SCPSAL Subroutine - This performs the third function of the cement
. pump scheduling algorithm described in Figure 4-10. When the cement pump is
schedules in two parts, subroutine SCP1 is called with LOSN = 1 to schedule the first
part. When execution returns from SCP1, IBB is set equal to 1 and the program continues
by scheduling the cement pump for the second part to satisfy the sales of ail types of
cement. The starting time of the second scheduling part TPSA is calculated.
. SPL Subroutine - ln the previous discussions of Figure 4-3 and Figure
4-4 , we have mentioned that. for the situation of power level 3 and type 1 cement in
prowction (cases çA, 7 A, 8A and 9A of Figure 4-3) , the cement mill is scheduled

83
before the cement pump. In the cement mill scheduling subroutine, the cement
mi Il may be stopped for a period (between TAB and T AE) because the packaging
house silo has been fil/ed. MAA = l indicates that the cement mill has been stopped
for this reason
SP Subroutine - ln the SPWS subroutine, after the cement pump
has been scheduled for the sales this subroutine, SP, is called. Here subroutine
SSRA is ca/led to check the difference for the first type of cement in the table.
If the storage exceeds the sales by 400 tons· and no cement pump maintenance request
has been entered, the subroutine wi /1 terminate the cement pump operation for the rest
of the day. If the cement pump maintenance request has been entered, the cement
pump operation will be terminated when this difference exceeds 100 tons if the last
stopping time of the cement pump is later than 8:00 A.M. This allows the sales to be
satisfied and the maintenance work to proceed during the day shift. If the last stop-
ping time is earlier than 8:00 A.M., the cement pump will be kept working until
8:00 A.M. by continuing to feed the last silo. If the silo is filled before 8:00 A.M.,
the usual service order procedures will be repeated. The algorithm of this subroutine
con be seen in a part of Figure 4-9.
Other Subroutines Used by the Cement Mill and the Cement Pump Scheduling Subroutines (SPSA, PHSLVL & SP3)
SPSA Subroutine - To ensure that the sales of type l cement are sa-
tisfied, the storage of type l cement in the packaging house. is always checked along
with the cement mill and the cement pump schedulings. Subroutine SPSA calcubtes

84
the storoge level of type 1 cement in the pockoging house silo ot a given time.
Ali previous operoting activities of the cement mill and the cement pump are con
sidered.
PHSLVL Function - This calculotes the pockoging house storage of
a given type of cement (M) , at the time when the cement mill operation L 1 and
the cement pump operation L2 are completed. LVL is the packaging house storage
of thot type of cement at the beginning of the cement mill.
SP3 Subroutine - This calculates the hours of operation needed for
the cement pump to fi Il the packag i ng house silo of a 9 iven type of cement.
Clinker Delivery Subroutine (SCLK)
This subroutine is called after the cement mill has been scheduled for
the day. The functions and the scheduling algorithm were discussed in Section 4.4.6
and Figure 4-11. The starting time and stopping time of the c1inker delivery to the
cement mi/! silo and to the hall are defined as TGB, TGE, THB and THE respectively.
During each cement mill operation interval (From TCB to TCE) , the storage level of
the cement mi" silo must not drop below 300 tons. If necessary, the required tons of
clinker (PHOU) are delivered from the hall to cement mi" silo.

85
Storage Calculation Subroutines (SSTC)
After the schedu le is completed, this subroutine is called to calculate
011 the storage levels of 011 silos at the end of the schedu leday. The calculations
are based on the storage levels at the beginning orthe day and the operating acti
vities of 011 departments. In updating the data, this subroutine is 0150 called to cal
culate the storage levels at the rescheduling time. In these calculations, the ship
ping is averaged over a 24 hour interval and any previous shortage in cement sales at
the previous run (SAL) is considered. The logic variable KMASK represents whether
this subroutine is being called by the UPDTTA subroutine (KMASK = 1) or not. In
the UPDTTA subroutine, the signs of the storage values in the data file are changed
and these must be restored before the PRINT subroutine is called at the update process.
Print Subroutine (PRINT)
This subroutine is used to print the scheduling results and the storage
levels of 011 si los at the end of the day if the schedule is implemented. The feedrates
of 011 departments as weil as sorne remarks are included. The display of the printout con
be seen in Figure 5-3. It should be noted that the "operation information" of
Figure 5-3 is not printed by this subroutine but by the different subroutines used in
calculating the schedule.

86
5.4 An Example
Fi rst our simple example wi J.I be used to i lIustrate how the optimal pre-
schedule incorporates the company policies and priorities. Figure 5-5a shows the
optimal preschedule for power level 3 which allows any two departments, raw mill,
cement mill or cement pump to operate in addition to the kiln during the night shift.
During the day shift, either the cement mill or the raw mill may operate with the cement
pump, quarry and ki ln. Because of a maintenance request, the cement mi Il is stopped
during the day shift. In this preschedule, the raw mill is scheduled backwards from
the end of the day. This can be seen to be optimal since the cement mill is stopped for
maintenance. Actually the raw mill scheduling is based on keeping the blending silo
full at 25.0 hours (5:00 P.M. of the next day). This is done because the raw mill must
be stopped between 5:00 P.M. and 7:00 P.M. every day when there is no chemist on
dut y • Th is also pennits reducing switching operations during changes of shift personnel.
The raw mill starting time is calculated by the sin'iulation schedule system. Since type
1 cement is in production, the cement mill is scheduled before the cement pump, starting
From the beginning of the day, ending at 16.00 (8:00 A.M.) , and gives maximum
production. This detennines the possible op~rating time of the cement pump shown in
Figure 5-5a. Due to the sales conditions, it is possible that the total required hours of
ce11ent pump operation would exceed the total available at this point.' This would result
in rescheduling the raw mill later by the required amount of time and extending the
-..... opercting hours of the cement pump while no longer filling the blending silo. If this
new raw mill starting time is later than 16.0 hours or later than the latest starting time
to keep the kiln going, a message is issued to as~ for the maintenance request to be
cancelled. If this is not possible, the seiles will have to be curtailed of delayed. If

CLOCK TlME
SCHEDULE HOURS
KILN
QUARRY
RAW MILL .
CEMENT MILL
CEMENT PU/VIP
4:00 PM 0.0
FIGURE 5-50
.
., 1 1 1
1
8:00 AM 16;0
1 ! ~
1 1 ~
i
-
ORIG 1 NAL PRESCHEDUlE
87
4:00 PM . 24.0
1 , ,
1
1
CLOCK TIME 4:00 PM 9:00 AM 4:00 PM SCHEDULEHOURS 0~ _______________ '~7~.0~ __ ~24~.0
KILN
QUARRY
RAW MILL
CEMENT MILL
CEMENT PUMP
FIGURE 5-5b PRESCHEDULE FOR RESCHEDULING AT TIME 17.0

88
the maintenance is cancelled, a different preschedu le will be generoted. The
additional scheduling details for individual. departments are calculated by the
SIMULATION system.
The detoiled conditions of the data file for this example are wmmarized
Jn the "eURRENT Il display shown in Figure 5-2 with the corresponding pre
schedule already shown in Figure 5-5a. We can now examine the results of the si
mulation scheduling for each department. The raw mi Il schedule shows the simplest
situation where the starting time is calculated to be 3.26 hours giving blending the
si 10 levels (HOMO 1, HOMO 2) indicated in Figure 5-3 at 24.00 hours and these
will be full at 25.00 hours as desired. The cement mi Il schedule is olso simple in
this example. At the beginning of the day, we can see, From Figure 5-2 that the
cement mi Il was a N and was being fed to the packaging house. Therefore, in
Figure 5-3 we see the cement mill is ON continuously and feeds the packaging
house. At these storage levels and sales, the cement mill would fi Il the silo at
32.0 hours but it must stop at 16.0 because of the maintenance request. The cement
pump schedule is more complicated because it has to service the sales of ail types of
cement. First the algori thm checks to satisfy the night sales (of type l cement). If
necessary, a required time interval will be scheduled to pump type 1 cement from the
stock silos to the packaging house before the cement pump gets schedul~d down by the
preschedule at 3.26 hours. In this example, a time interval of 1.5 hours is so required
between 3.26 hours and 1.76 hours. Since 0.5 hours are needed to move the pump to
serve type 1 cement, it is possible to keep on pumping the type 4 ce~ent, originally
being serviced, from 0.0 hours titi 1.26 hours as indicated in Figure 5-3. Because

89
the storage of type 1 cement at the packaging house is not enough to satisfy the day
sales at time 16.00 hours, the cement pump continues to pump type 1 cement From
the stock silo to the packaging house when it is allowed to run after 16.00 hours.
Since type 1 cement is in production, the cement pump is not scheduled to fi Il the
type 1 silo (800 tons) after the day sales have been shipped. Instood,it is stopped
once the level becomes "high" ( i.e. >400 tons which occurs at 22.50 hours) and
gets moved to another si 10. Here type 2 has the h ighest priority and gets schedu led
From 23.00 to 24.0 hours. If cement sales shortages had developed, the cement pump
would have been moved earlier From the type 1 silo. In this examp/e, the kiln and
quarry schedu/es are regular since no maintenance, down time or overtime requests
are involved. The c1inker schedu/e feeds the output from the ki/n to the cement mill
silo continuous/y during the whole day since initial level (400 tons) as weil as the
level at the end of the day (684 tons) is less th an .the full capacity (1,600 tons). To
maintain the desired minimum level of 300 tons at the cement mill, it is required to ship
272 tons of clinker from the storage hall to the cement mill silo since only 28 tons would
be left. The complete operating schedu/e and the predicted storage levels are shown
in Figure 5-3.
Figure 5-4 and 5-5b show the result of a reschedule and run at time
17.0 hours. This was required due to an increase in type 1 day sales from the previous
1,000 tons to 1,500 tons. After enteringthe new data, and rescheduling to obtain the
necessary update, a display using CURRENT selection similor to Figure 5-2 showed no
further correètions were required. A new schedule was then generated by selecting
RUN and is shown in Figure 5..;.4. Unable to satisfy such high sales, the prog~am requests
cancelling the cement mill maintenance. This may be refused, by answering NO , and

90
the sales shipment will obviously be short but the operator may select to try this
and see how serious the shortage is, in facto If he does not approve this scheeL le,
he con update the data bock to 17.0 hours and answer YES the next time around.
ln Figure 5-4 1 it was possible to restart the cement mill so the maintenance re
quest was cancelled. In the resulting schedule, we see that the cement mi" is
scheduled ON and the raw mil! is scheduled down because of sales. The cement
pump now serves type 1 sales only. Finally the predicted storage levels of ail si los
for these new conditions are also shown in the figure.

91
CHAPTER VI
DISCUSSION AND CONCLUSIONS
6.1 Economics of the Program
The size of the present program for preparing regular schedules is
approximately 2,000 FORTRAN statements in length. It is kept in disc memory
storage in ob jec t form and requ i ~es 60 tracks. Abou t 9 seconds of C PU ti me are
required to load in and link the object decks from disc storage. The execution
time for the program is very low, typically 0.5 seconds per "select" option as shown
in Figure 5-3. Producing a daily schedule might involve about 10 minutes of terminal
connection time which will vary with the operator1s pace and with the loading of the
time-shared system. For a CPU rate of $0.20 persecond, terminal connection charge
of $4.00 per hour, and disc storage costs at $0.08 per track per week, this repre
sents a cost of about $3.00 per schedule each day. Approximately one man year
was involved in building up the model, writing the program and testing it out to date.
6.2 Evaluation of the Program
ln attempting to eva-Iuate the program, some actual data from the
plant has been tested. The resu 1 ts were very successfu 1. 1 n most cases, _the schedu 1er -
of the plant ~greed that the schedule from the model has better performance. Figure
6-1 shows a comparison of the performance of the scheduler and of the model, with
the actual data obtained from the plant in one week period. Ali the datawas col-
'.' ....

e e FfGURE 6-1 A COMPARISON OF THE SCHEDULING PERFORMANCE BETWEEN THE SCHEDULER AND MODEL
5CHEDUlt DIoY 2 4 5 6
~
!
~
~ i! c ~
~ ;: i5 ~
~ 10(
~ ~ ~ w ~
... ~ '" III :::J
i5 ~ a ~ :;(
! ~ ~ ~
! ~ ~ ;;
v :::J
~ i v -x
l>/
! ~
RXED POWEI - 7UI KWs SUMMfI
!tllN FlEOlIoTE - 90.0 tONVlII
5ItIPftNG tlMU DUlING WlEKDIoYS ftOM 1.00 A.M •. tO 10:00 '.M.
ctMENt FEEOlIotE - 75.0 tONVlIl TYPE 1 stORAGE CAP.-cITY IN ,.-cxAGING /IOU5E - 1600.
MAY 4, lm 4.00 '.M. MAY 5, lm 4.00 '.M. MAY 6, lm 4.00 '.M. MAY 7 , lm 4.00 '.M. MAY l, lm 4.oo'.M. MAY'. lm _'.M. DAllY
DAtA
~ PHS !!!! /tCISt- .lli! ~ ~ HOst-mD..lli! ~ ~ HOSt4144 lli!. ~ ~ HOSto0365 lli!. 14510. 2100. 1650.
PHS SWD HOSt0G635.\ stst ~ ~ HOStoQ62O.
11020. 2tOO. 1650.
1114. SN'I~HOS2-3475 12010. 1328. SNe»(I, CMS-I025. 126110. 1526. SNe50'(I' CMS-I305. 1«150. 1302. ~1II CMS-II65. 1134. SNo()OO(t CMS-I235. 14510. 134. 0 CMS- 1355. 661. 50400. CMS-II35 2900. 595. SOo6OO: ISM-I 2tOO. 371. SDe500. N-I 2tOO. 245. 5D-5IIIl'ISQ-1 605. 450(2) N - 3 1175. 155. 0 N-3
loT 765. 65J1) ISI-I,N-I 1650. 765. 150.(2) N -1 1650. 775. 125.(2) M -1 1650. 609. 250(2) N-I 669. 100(3) l- 1 mG. 569. 0 L-I
4:oo'.M.
CAlENDAII DATE
100. M-I,L-I M-I L -1 M-2 100. l -1 l -1 100. lSM-1
M-3 _-0 MAY 4 MAY 5
MONDAY TUESDAY MAY 6
WlDNESDAY MAY 7
THUISDAY MAY' MAY 9
Fil DAY SATURDAY MAY 10 SUNOAY
CLOCK TlMI! 1 12r'PM'.oo AM 4:0 PM 121-M 1:00AM 4:011 PM If.ooPM ':00 AM 4:00 ,-------- 1:1.00 • .00 PM _ r.- l''r'M 8.00 AM 4:00 '" 1100 PM _AM 4oG1PA1
5CHEDULE TlME ro liO 16.0 24. 0.0 '''' 16.0' 24. 0.0 ',0 16.0 24.0 0.0 .~ 16.0 2U 0.0 'iO 16.0 24. 0.0 1.0 16.0 24.0
KILN 1 SILO' 5110 1 SILO 1 HAll SILO ~ HAll ~ SILO . _-------'t4 HAll
IAWMlLL ~O '0 Il45 1 3.0 1.0 .0 1.0 3.0 1.0 3.0 ,1.55 2.30 1 ~ l ,
OUAUY:J 1
CEMENt Mill _~_.!.P ·î th CEMENT PH 1 F 55
1
1
~.4.25 1 ID '. 16.20 'ill 12jl,!._.!:.56 15.15 2.5 1 •• 45
1 i PH F ,55 55 1 PH 6.0 19.45 10.4 6.5 """""f i Œi ®
5CHEDULE TlME 10.0 1 16.0 24.J 0.0 1 lA....... 1 lA....." 1 lA."". 1 ..... 1 ...." 1 ..... 1 lA." 2Llf
KllN L l' SILO <110 <lIn 1 SILO , SILO SILO '10.0 HALL
"W MILL
OUAIIIY
L!..:03.0 1"'1
3.0 1 03.0 1 1.0 1.0 1 ....!;l
CEMENT MilL 11.5 .0 4.15 i 1 F 7.0 i . 1.3 1 6.0 --- -- ~----I~: i i : :
CEMENT IUM' h,'H IF <D 55 PH F Iss CD 1 ss <D 1 0 55 ® 5S F 1
1 1 . 1 ® 1 : 1 1 1 l 'i
1 1 1 DIFFERENCES 1 HOST - 2805. PH5(I) -100.
stst(I) -11995.
CMS' 763.
HOst -2950. PH5(I, - 1000. 1 HOST - 3339.
stst(I, - 1211S.
,"5(1' • 976.
stst(l) - 14760.
CMS - 923.
HOst -3660. PH5(I) - 1100. 1 HOst - 3130. stst(l) - 14402.
PH5(1) -100. stst(3) - 33450. CMS-M3.
IETWEEN .-ctuAL ANDPlOGlAM IESULU
CMS-I095. CMS' 1255.
5CHEDUlE tlME 0.0 24. 0.0 24.0 0.0 24.0 0.0 16.0"
KILN SILO SILO SILO 1 SILO SILO
'030' 30 0 1.0 1.0 rn --+ IAW Mill ~. 1 • ô 1 QUAUY 1 • 1 1 1
1 5 4 7 J. F 7 1 Its_ 16.. 6·01 CEMfNTMILl --_. - - -- --- ---. ss 1 CEMENT PUM, '" (i) 1 F ss <D 1 PH <D PH CD SS <D '.b 1 00 1
DlFFElENCE5 IETWEEN .-cYUAl ANDPlOGlAM lESULT5
1 l' 1 1 1 1
HOST -2B05. ,"SCI, -100. STST(I, - 11995. CMS -763. JoIftL_ ..
H05T -2985. 'H5(I, -1000. STst(I, - 1ZM7. CMs-m.
HOst -3245. ,"5(1' - 1100. ST5T(I, • 1_. CMS-.,I.
HOST - 35«1. ,"5(1' - 1100. STST(I' - 13742. CMS-asl.
HOST -3175 ,"5(1' -100. STSTp,-33UII. CMS-taO.
• UGENDI PH : ,.-cxAGING IIOUSI • .. O~ Q:lO ~ FOI OIMU WI.*lL5 vr APJlPNDUt' ...
HAll
~

93
lected by the scheduler at 4:00 P.M. each day. During this test period, the
company had only three types of cement on market: type l, type 2 and type 3500
(assigned as types 1,2, and 3 respectively for the program). In the input data to
the program, the packaging house storages of type 4,5, and 6 cement were set
at their maximum storage capacities of 800 tons and the sales were set at zero, to
prevent the program from giving any service to types 4,5, and 6. The data labelled
FIXED in Figure 6-1 were not changed for the week. Because the accu rate storage
levels in tons ore not easi Iy measured, ail the storage values may be slightly in
error. For the reader to urderstand the schedules and the differences more conve
niently, the results of the schedules are interpreted as pictorial schedules. The data
obtained from the plant has been tested by the program in two different ways: ln
the first way, the program was continued From one run to the next keeping the programls
results such as the storage levels and operating stÇltus associated with the programls
schedule, and correcting only the sales quantities and the maintenance requests.
This version allows the program to implement its approach and follow it through •
ln the second way, the program was run by initializing the exact data which the
. scheduler used in preparing each schedule. Each of the programls schecLles is compared
with the actual results from the plant and any differences were noted in Figure 6-1.
Ali times were translated into schedule hours (0.0 is 4:00 P .M.) • These differences
wi Il now be discussed:
(1) We can see that the scheç1ule of the kiln, quarry and raw mi 1/ are
the same in ail cases. The kiln was operated continuously 24 hours
per day, 7 days a week. The quarry was operated during the day
shift of weekdays only, except for the maintenance period on the day

94
shift of May 8th. The same raw mi Il schedule was obtained be
cause the storage of the blending silo was low at the beginning
of the week, and the high power level (power level 5) allowed
the raw mil! t:> operate ail the time, except during the maintenance
period on May 5th, and during the period between 1 .0 and 3.0,
when there is no chemist on dut y •
(2) The duration of cement mi Il operation is the same in ail three cases,
and the maximum production was obtained in ail three cases. However,
the switching of the cement mil! was different in ail cases. The first
switching in ail three cases occurred when the packaging house silos
of type 1 cement was fi lied. The second switching in case A differs
from the programmed schedules. The scheduler decided to switch the
cement mill back to packaging house at time 22.35 of the first
schedule day, because he thought that there would be a cement mil!
maintenance request on the following day. The model checked the
packaging h.ouse storage which was relatively high (800 tons remaining
after the shipping) , considered that there would sti Il be six avai lable
hours in the next night shipping period, and therefore concluded to
continue feeding the stock silo. Actually the program'did switch the
cement mil! to the packaging house on the next day, at the time, which
was calculated backward From 8:00 A.M. of May 6th, such that the
packaging house silos would be filled at'8:00 A.M., -before the main
tenance took place. In the second schedule day of case B, the cement
mill had the same scheclule as case A, because the input data were the

95
same. After the maintenance, the cement mi" continued to fi" the
packaging house until the silos got full again in case C, and then
switched to the stock silo on the third day. The scheduler switched
the cement mill back to the packaging house for the day shift while,
the program in case B did not. Again, the reason for the difference,
is because the program considered the storage level at the packaging
house to be high enough (976 tons remaining after shipping). Before the
fourth run, we realized that the process wi Il be changed to produce
type 3 cement during the coming day shift (because the mechanics
are only on dut y for the day shift). The procedure of changing from
type l cement to type 3 cement is simple because the sorne clinker and
Iimestone are used. It only requires stopping the cement mill for a few
hours to change the blade tci obtain a different fineness of cement. The
program can handle this type of procedure by entering a cement mill
maintenance request (ISM = 1) • The schedule shown for the fourth day
in the figure agreed with the scheduler's behaviour, ex.cept the program
switched the cement mi" to the packag i ng house to fi II the packag i ng
house silos before the cement mi Il was shut down. Instead of switching
the cement mill, the scheduler used the cement pump to fill the packaging
house silo. An additional cement pump operation interval was involved
here compared with fi lling the packaging house directly from the cement
mill which we con see resulted in a waste of electrical power. While
the cement mi Il was stopped to ,change the blade, the cement mi Il was
switched bock to 'stock silo, bec ouse of the high storage of type 3 cement

96
at the packaging house. This agrees with the scheduler. At the
sixth schedule day, the cement mill operation was terminated in ail
three cases, because the stock silo of type 3 cement was fi lied and
the packaging hou se silo storage was high.
(3) The cement pump was scheduled to operate only on the fourth schedule
daYI while the packaging house storage of type 2 cement was less thén
the sales requirement. The schedulerls operation of the cement pump
to service type 2 cement occurred later in the °day thon the modeJis but
the di fference is not important, because the outcorne is the same. The
model always services the cement as soon as possible when it is needed.
(4) Clinker delivery schedule - Because the kiln was operating at the
high feedrate ?f 93 tons/hou.r, and because the minimum level of the
cement mill silo was set at 300 tons by the author, no clinker was re
quired to be sent from the hall to the cement silo. But, in comparing
clinker clinker storage at the cement mi Il si 10 (CMS) for case A and B,
we realize that the scheduler had arranged for 550 tons of clinker to
be sent to the cement mil! silo From the hall during the first schecLle
day, and another 500 tons of clinker on the fifth schedule doy. The
kiln1s feed to the hall when the cement mill silo was fi lied during the
sixth schedule day as weil as the different schedule times for cases A
and C, were cLe t? the different input data for clinker storoge in the
cement mill silo.

97
(5) ln comparing the type 1 cement storage at the packaging house
(PH S(1» for each day, we can see that the sa'l es of type 1 cem en t
were changed. The actual shipping was not the same as.the value
entered when the schedule was being prepared.
From the above comparisons, we can see that the program behaviour
is rather close to the scheduler performance orevenbettersince theswitchings of the
cement mi" , cement pump and the hall departments have been minimized. Different
comparisons based on previously co/lected data loggings are not possible since they
are not complete. During these special tests, the plant operated a single power level
(the highest power level, 7850 KWS) and this level will be maintained until. October
1970. Therefore, onl y resu /ts sim il ar to these presented can be compared to date.
To further evaluate the perfonnance of the program, results were obtained for many
different situations. AppenJix Il summarizes these test results which were sent to the
plant for evaluation. Examination of each of these cases has shown that they are correct
implementations of the priorities and rules as presented in the previous chapters. In
discussions about the tests to date, the scheduler agreed that the model does generate
the optimal schedule for a given set of data.
6.3 Future Extension
As we have seen, the present algorithm is quite flexible and may cope
with a variety of situations. Plant changes such as increases in storage capacity or
feedrate simply require corrections to FORTRAN statements and recompilation. Re-

98
ductioh in the cement products offered, from the maximum of six, can be handled
by manipulation of the sales and storage data. If the cement sales become equally
important 1 the program's servi ce to type 1 can be prevented as mentioned above and
the cement types reassigned to the remaining numbers. This would rem ove the pre
ferred treatment from being given to one type of cement. Changes in the priorities
or rules are more serious and require changes in the algorithms and in the programming
for implemen~ation.
The present program does not schedu le for arbi trary changes in the cement
type being produced. Changes in the cement type requiring a different type of clinker
to be produced need to be schecluled for two consecutive days and involve a complicated
timing procedure for filling and emptying silos. Since these only occur about six tîmes during
a year , it seems more economical to produce these schedules manually and save on
the size of the prog~am. The simpler cement type changes involve the cement mi Il de
partment and these are implemented using a maintenance request, as illustrated.
Arbitrary breakdown cases were also studied by the author. About one
hundred preschedule pictorials for ail the breakdown cases as weil as the flow-chart
system using the present simulation scheduling subroutines were prepared. Due to
time and money considerations, the programming for this breakdown fa ci lit y was not
undertaken and these flow-charts wi Il not be discussed.

99
6.4 Conclusions
This study has provided the author with an opportunity to learn how
to collect information from people at different levels, the foreman, technician, en
gineer. and the manager. The algorithm presented can be applied in several ways.
Because of the computing speed, the manager can run many alternative schedules
for one day with different sets of data to make up his final decision, or he can run
schedules for a whole week with predicted sales and maintenance arrangements. This
way he can decide on the time and date for a change of type of cement based on
results of the storage levels one week or hvo weeks hence. Therefore, the model cou/d
a/so be operated in paralle/ with the manager yielding no production decisions but
providing a check on his actions. At this level .it could provide him with new insights
into his own decision process and provide him with the basis for a critical evaluation
of his procedures. The model could further be operated as an integral part of the
planner's decision process. That is, it could .provide him with the guide lines on which
to base his weekly schedule, relieve him of the need to make routine decisions, and
al/ow him to concentrate on those decisions wh,ich might be expected to have a more
significant influence on his schéduling efficiency. Similorly, the model could be used
to generate the schedules requiring only sporadic review by the manager. This
would enable the manager to concentrate on sorne higher level non-programmed deci
sions for which time was not available before.
Final/y, this program provides the advantages of man-computer interac
tion and economical computation cost because of the time-sharing sy;tem. In this woy,
many decisions of management and production control can be impr:>ved be!=ause th~y

100
are based on more precise information. The program operates successfully and it
will be used at the Lafarge Cement Plant in St. Constant in the near future when
their new computer system is established.

101
APPENDIX 1

K, RM, CM CP
PH, BS, SS
PHS, STST
HOSl , HOS2
HOST
CMS, HCLS
PHV, STVT, HOV1,
HOV2, CMV, HCLV
SN, SD
SWD (ND)
RP, RM, RK,. RQ, RR
102
LISTING OF SYMBOLS
Departments of kiln, raw mill, cement mill and
cement pump respectively.
Packaging house silos, blending silos and stock silos
respectively.
Cement storage level in tons at packaging house si los
and stock si los respectively.
Raw material storage level in tons at blending si la 1,
and 2 respectively.
= HOS1 + HOS2
Clinker storage level in tons at cement mill silos and
hall respectively.
Storage capacity of packaging house silo, stock silos,
blending silo 1, blending silo 2, ce'Tlent mill silos and
hall respectively
HOVT = HOV1 + HOV2
Night and day sales of type 1 cement.
Daily sales of type ND cement.
Feedrate of cement pump, raw mill, kiln, quarryand
.raw mill respectively. (Not.e: Used in FORTRAN Program
only) •

TseH
TSN
TSD
TPM, TMM, TKM
TBMH, TPSM
TBMF, TPFM
N, L
1, J, K
A( N, 1)
M
B(M,K)
ISM, ISR, ISQ, lPEM
Beginning time of the schedule.
Ending time of night shipment.
Starting time of day shipment.
103
Moving hours needed of the cement pump, switching
hours needed of cement mill and kiln respectively.
Ending time of schecluling interval of the cement mill
and cement pump respectively.
Future scheduling hours allowed to cement mil! and
cement pump respectively.
Type of cement, and type of clinker being produced
respecti vely.
Operation order of cement mi Il, raw mi Il and cement
pump.
= l Type N cement is being fed by cement mill to
packaging house si 10, = 0 to stock silo at the operation 1 •
Type of cement is being serviced by the cement pump.
= l Type M cement is being serviced by cement pump
at operati on K •
= l Maintenance request of cement mill, raw mill,
quarry and cement pump respectively.

KMON, KRON, KPON,
KKON, KQON
IWTR
POWER
PL/W, PLI S
PL2, PL3, PL4, PL5
PSTF
MPH
KFH
MZ
KCPD, KCMD, KRMD,
KKD, KQD
TFIX
TOSN, TPSA
=1, ION I stateofcementmill, rawmill, cement
pump, ki ln and quarry respectively.
= 0 , 10 Ffi state.
= 1 , winter, = 0 summer
Maximum power consumption allowed in kilowatts.
Power level 1 winter, power level 1 summer.
= 1 Power level 2,3,4 and 5 respectively.
Target storage level of type 1 cement for this month in
tons
= 1 Cement mi Il is feeding to packaging house silos
= 0 feeding to stock silos.
= 1 kiln is feeding to hall, = 0 feeding to cement mill
silo
Type of cement selected to be serviced first by the
cement pump
= 1 Breakdown occurs in cement puinp, cement mi Il,
raw mill, kiln , and quarry respectively:
Proposedending time of the breakdown.
Time defined by subroutine SCPSAL, see Section
5.4.3, or Figure 4-10.

BT
CT
Production ratio of cement mi" •
Production ratio of the kiln.
105

106
APPENDIX Il
PROGRAMMI NG RESULTS

.... V)
w ....
N
ln w ....
M
ln w ....
-APPENOIX Il PROGRAMMING RESULTS (1)
INPUT DATA
TSCH = 0.0 POWER = 5880KVv'SIWTR = l TSN = 6.0 TSO = 16.0 HOSl = 1900. HOS2 = 1400. CMS = 700. STST = 4000. ,3100. ,2500. ,3900.,3100.,2900. PHS = 450.,350.,230.,260.,570.,10. PSTF = 7800. HClS = 23000. SN = 500. 50 = 500. N = l M = 2 SWO = 1000 • ,230., 190., 260 • ,310 • , 280 • KKON = 1 KMON = 0 KPON = 1 KRON = 1 KQON = 0 MPH = 0 KFH = 0 MZ = 0
-TSCH = 0.0 POWER = 5600. KWSIWTR = l. TSN= 6.0 TSO= 16.0 HOS1 = 1900. HOS2 = 2400. CMS = 670. ST ST = 2300 ., 1400., 2500 • , 2300 . , 1600.,2400. PH S = 400 • ,350 • ,210 ., 120.,340., 340 ., 160. PSTF = 5600. HClS = 34000. SN = 500. SO = 500. N = 1 M = 4 SWO = 1000. , 240 . ,350. ,270. , 100. ,250.
SCHEOULE RESULTS
K
Q
RM
CM
CP
o SilO
8.70 1
! 4.,67 1
$S Pti ,
6._+3
® f ~
16 24
1 1
1
'5·9'1 • f Q)
16 24 o __ j----
K . HA ii -----T- --- . ----1
.. RM ,;
CM PH KKON = 1 I:Ç.MON = 0 KPON = l KRON = KQON=O MPH= 0 KFH= 1 MZ=
TSCH= 0.0 POWER =6380. IWTR= 1 TSN = 6.0 TSO = 12.0 HOSl = 1785.
Q ~J
~ ® q.IO /6.84 2/.0
f@f@(D
HOS2 = 2125. CMS = 865. ST ST '7 9650 • ,3000 • , 2520 ~ , 2600 . ,3000 • , 780 • PHS = 0.,800.,800.-,490.,800.,538. PSTF = 11550. HClS = 25000. 1 SR = 1 SN = 250. SO = 1000. N = 1 M = SWO = 1250. KKON = 1 _ KMON = 1 KPON = 1 KRON = 0 KQON=O MPH= 1 KFH= 0 MZ= 0
K
Q
0 -- 16 24, SIL:'Ô-r --- -- --.
9,0
RM.I i IF
CM ~ PH
1.25 1.2.0
CP CD F @F
e
REMARKS
10 Refer to Case of Fig. 4.3
1. Refer to Case 28 of Figo 4 0 3
10 Refer to Case 5 of Figo 4.3
~

~
lV)
w 1-
., APPREN DIX Il
INPUT DATA
. TSCH = 0.0 POWER = 6850 IWTR = 0 TSN = 6.0 TSD = 12.0 HOS1 = 1900. HOS2 = 2600. CMS = 690. ST ST = 2000 • , 31 00 • ,2500 • , 2800 • ,2900 • ,2600 • PH S = 340 • ,560 ., 11 0 ., 120.,250.,780. PSTF = 5600. HClS = 23000. SN = 600. SO = 780. N = 1 M = 3 SWD = 1380. ,340., 180.,259.,250.,280. KKON = 1 KMON = 1 KPON = 1 KRON = 0 KQON = 0 MPH = O. KFH = 0 MZ = 0
TSCH = 0.0 POWER = 6850. IWTR = Q TSN = 6.0 TSD = 12.0 . HOS1 = 2100. HOS2 = 1900. CMS = 300.
Il') STST = 2900.,3100. ,2900. ,2500 .. ,3100. ,2900. PHS = 200.,300.,100.,500.,210.,670.
ln 1 PSTF= 7000. HClS= 28000. ~ . SN = . 600. SO = 800. N = 1 M = 3
SWO = 1400. ,230. ,310. ,250. ,330. ,250. KKON = 1 ~MON = 1 KPON = 1 KRON = KQON = MPH = 1 K FH = 0 MZ = 0
TSCH = 18.0 POWER = 6850. IWTR = 0 TSN ~ 6.0 TSD = 12.0 HOS1 = 1900. HOS2 = 2475. CMS= 1530.
-0 1 STST = 2900 . ,3100 • , 2600 . ,2500 • , 2900 . ,2900 . PHS = 400.,127.,167.,312.,162.,482.
ln PSTF· = 700. HClS = 28420. w SN = 0.0 SO = 800. N = 1 M= 5 1-
SWD = 800.,172.,232.,187.,248.,185. KKON= 1 KMON = 0 KPON = 1 KRON = KQON= 1 MPH = 1 KFH = 0 MZ= 0
PROGRAMMING RESULTS (II).
SCHEOUlE
K
Q
o ,--'---"
RESULTS
16
SilO
1
24 .... ____ ._ . .J , i
RM
CM
3.0 IF 1 1 2.07
5S PH 20.92
CP '® @ ®
o '16 24 ------..- ._- -.------.. - -----i
K
Q
RM '1 ~.O
l j
1
CM W 1 CP @I
0
K r= Q
RM
CM
CP
5H.O j 1
1 ;
l 1
PH 1 1 @ i
SILO
n_16r~ 2411
1
PH
/8.0
® ·1
e
REMARKS
10 Refer to Case 6A of Fig. 4.3
1. Refer to Case 68 of Fig. 4.3
1 0 Reschedule Test 5 at time 18.0
Ig

e APPENOIX Il PROGRAMMI NG RESULTS (III)
r-..
tn LU t-
INPUT DATA
TSCH = 0.0 POWER = 6850. IWTR = ° TSN = 6.0 TSD = 12.0 HOS1 = 1900. HOS2 = 1210. CMS = 1296. STST =11000., 2470.,800.,3000.,3000.,3000., PHS = 45.16,685.5,474.5,760.,190.,175. PSTF = 1300. HCLS = 23000.,0.,0.,2227. SN = 600 . SD = 1000. N = 3 M = 1 SWD = 1600 • ,230 ., 160 . ,210 . ,340 . , 21 0 . KKON = 1 KMON = 0 KPON = 1 KRON = 1 KQON == 0 MPH = 0 KFH = 1 MZ = 0
TSCH = 18.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSO= 12.0 HOS1 = 1900. HOS2 = 1610.0 CMS = 1136.0.
00 1 STST =9~00. ,2470.,1025. ,3000. ,3000. ,3000. PHS = 746.,512.,354.,607.,0.,18., .
li; 1. PSTF = 13.00. HCLS = 23000.,0.,0.,2227. ;:! SN = 0.0 SD = 500. N = 3 M = 1.
SWD = 500. ,55. ,40. ,53.,150~ ,53. KKON = 1 ~MON = 0 KPON = KRON = 1 KQON= 1 MPH = o KFH = MZ= 0
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSO = 12.0 HOSI = 1900. HOS2 = 1490. CMS = 513.25
0. 1 STST = 11430 • , 2470 • , 2600 • , 3000 • , 3000 • ,3000 • PHS = ' 0.,0.,590.,0.,210.,580.
li; PSTF = 15000. HCLS = 24000.,3000.,5000.,3400. I.U 5N = 100. 50 = 1000. N = 3 M = 1 ...
SWO == 1700.,70.,90.5,29.,73.,58.3 K K 0 N == 1 K MO N == 1 K PO N :: 1 KRON = 0 KQON == 0 MPH = 1 KFH = ° MZ= °
.SCHEDULE RESULTS
K
Q
o r-'- HA1./..
16 ri
1
24 -----1
1 1 1,0 3.0 ,
RM ~ 1
I ~ 1
ss 2f.J5 2;j15 CP i CD' ® ®
CM
0 ._- "---\~?_HAl111 1 r -.-----.- •.•
K 1
Q 1 1 ,
RM !
CM . 21.:5 2~1'5 CP .(1) @@
0 16 24
K ---. -'--r --- - ---
SIL. ; . 1
1
Q :
6.0 1
RM r
CM PI'i
RM 2a CP CD _®@
e
REMARKS
1. Refer to Case 6C of Fig. 4.3
1. Reschedule Test 7 at time 18.0
1. Refer to Case 6C of Fig. 4.3
~

•
o
ti1 w ...
--t;; w ...
N
t;; W ...
e
APPENOIX Il PROGRAMMING RESULTS (IV)
INPUT DATA
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN= 6.0. TSO= 12.0 HOS1 = 1900. HOS2 = 1705. CMS = 1278.5 ST ST = 9229. ,2900. ,29672. ,2970 . ,3000 . ,3000. PH S =. 500. ,340. ,280. ,450. ,670. , 700 • PSTF = 15000. HCLS = 24000.,3000.,5000.,3400. SN = 500. SO = 600. N = 3 M = 3 SWO = 11 00. ,70. ,90 .5,29. , 73 . ,58.3 KKON = 0 KMON = 1 KPON = 1 KRON = 1 KQON = 0 MPH = 1 KFH = 0 MZ = 0
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSO = 12.0 HOS1 = 1900. HOS2 = 1800. CMS = 1000. ST ST = 12000 • ,3000 . , 3000 • ,3000 . , 3000 . , 3000 . PHS = 300.,210.,500.,100.,460.,780. PSTF = 15000. HCLS = 24000.,3000.,3000.,3000. SN = 700 . SO = 1000. N = 1 M = 3 5WO = 1700. ,240. ,310.,100.,250. ,200. KKON =:= 1 ~MON = 1 KPON = 1 KRON = 0 K QO N = 0 MPH = 1 K FH = 0 MZ = 0
TSCH = 17.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSO = 12.0 H051 = 1900. H052 = 2050. CMS = 676. 5TST = 12000.,3000.,2600.,3000.,3000.,3000. PHS = 100. ,40. ,680 .5,29. ,283. ,638.3 PSTF = 15000. HCLS = 24000.,3000.,3000.,3400. SN = 0 .0 50 = 1200. N = 1 M = 3 5WO = 1200. , 70 . , 90 . ,29. , 73 . ,58 .3 K K 0 N = 1 K MO N = 0 . K PO N = 1 K RD N = 1 KQON = 0 MPH = 1 KFH = 0 MZ = 0
SCHEDULE RESULTS
K
Q
RM
o
3·79
SI L.O
16 24 -- 'î l
1
1
• SI LoO 1
~ 1 . 10·71
CP L......; @ I@
CM
CD
K
Q
o
~.O
16 24 --- _______ . ___ ._ .. ------1
SIl-O
RM 1 ...... ··1
CMI l~ CP I@; i @ <D ®
K
Q
RM
CM
CP
o 16 17 24 -_ .. _--------- ....... _ ... ,--_ •.... _ ..
PH
23.2[5
CD ®
e
REMARK5
1. Refer to Case 60 of Fig. 4.3
1. ·Refer to Case 7 A of Fig. 4.3
1. RescheduJe Test 11 at time 17.0
2. Cement mil! maintenance request was cancelled.
~

(W)
lV)
w 1-
!t
1;; w 1-
~
t; w 1-
.'
e APPENOIX Il PROGRAMMING RESULTS (V)
INPUT DATA
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSO = 12.0 HOS1 = 1900. HOS2 = 2077. CMS = 612. STST = '1000.,2820.,1690.,1469.,2190.,2160. PH S = 400 • ,380 . ,270 . ,470 . ,560 . ,670 . PSTF = 7800. HCLS = 23500. SN = 600. SD = 600. N = 1 M = 5 SWD:= ·1200.,230.,160.,310.,260.,160. KKON = 1 KMON = 1 KPON = 1 KRON = ° KQON = ° MPH = ° KFH = ° MZ = 0
TSCH" 0.0 POWER = 6800. IWTR = TSN = 6.0 TSO = 12.0 HOSl = 1900. HOS2" 1400. CMS" 86.25 ST ST = 450 • , 2870 ., 1950., 11 50 . , 2330 • 1 2600 • PHS = 300.,0.,0.,598.,0.,190. ISR = 1 PSTF = 5600. HCLS = 23000.,2300.,0.,3070. SN= 800. SD= 1000.N= 4 M= 2 SWO = 1800.,230.,260.,310.,260.,160. KKON =. 1 ~MON = 1 KPON = 1 KRON = 0
. KQON = 0 MPH = 0 K FH = 1 MZ = 0
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = TSO = 6.0 HOS1 = 1900. HOS2 = 1772. CMS = 300. ST ST;= 1215 . , 2820 ., 11 00 ., 1468., 1730., 2600 • PHS = 750.,150.,600.,160.,760.,510 •. ISR = 1 PSTF = 5600. HCLS = 23318.,2300.,0.,3370. SN = 600. SO = 600. N =·4 M = 3 SWO = 1200.,230.,260.,310.,260.,160. K K 0 N = 1 K MO N = 1 K PO N = 1 K RON = 1 KQON= 0 MPH= 1 KFH= 0 MZ= 0
SCHEDULE
K
Q
RM
CM
o
3.0
1 2.~7
55 :
CP ~ ®'
K Q
RM
CM
o
3:.0 !
~ 0.5
CP ®
RESULTS
16 24
SILO .. -----1
PH L 11·E7
® @
16 ~"=_ 24 SI/..O - .~,-, .=.~
CD
19.75
PH S5 19·0 22.1
@@
o 16 24
K
Q
r-- SI LO-'- -- _ .. -_. . 1
3.0 ~M
20.~1 ...l.
PH CM A.Et! , : 5;.28
3.82 ! ".38 CP i @ 1 ffi cg) CD
e
REMARKS
1. Refer to Case 8A of Fig. 4.3
2. Send clinker 318 tons to CM si 10 From hall at time 0.0
1. Refer to CClse 8A of Fig. 4.3
2. Send 30/ tons of cl inker to CM si 10 From Hall ot 0.0
3. Type 2 cement will short 180 tons in sales.
4. Type 5 cement will short 120 tons in
..J "'U'v~
1. Refer to Case 8C of Fig. 4.3
2. Send 96 tons of c1inker to CM silo from hall ot 0.0
~

:2
li; w 1-
" li; w 1-
-APPENDIX Il
INPUT DATA
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = TSO = 12.0 HOS1 = 2800. HOS2 = 1767. CMS = 1400. STST = ·7800.,2900.,900.,2010.,1287.,1913. PH 5 = 100 • ,240 • , 700 . ,530 • , 295 ., 581 • PST,F = 7800. HCLS = 26671., O. 1 SR = 1 SN = 800. 50 = 1000. N = 3 M = 1 SWO = 1800. , 240 • ,350., 150.,260.,56. KKON = 1 KMON = 0 KPON = 1 KRON = KQON= 0 MPH= 0 KFH= 1 MZ= 0
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSP = 12.0 HOSt = 1900. HOS2 = 1600. CMS = 300. ST ST = t 0000 • ,2500 • ,3600 • ,3000 • ,2600 • ,3000 • PHS = 240.,170.,250.,280.,350.,490. PSTF = 15000. HCLS = 23000. ISQ = 1 SN = 0 .0 50 = 700. N = 1 M = 5 SWD = 700. ,72. ,41 .,78.,97.,62. KKON = 1 ~MON = 1 KPON = 1 KRON = 0 KQON = 1 MPH = 0 K FH = 0 MZ = 0
TSCH = 0.0 POWER = 6850. IWTR = 0 TSN = 6.0 TSD = 12.0 HOSt = 1900. HOS2 = 1173.45 CMS = 300.
~ STST:;: 9371.,388.75,3249.4,797.5,332.5,112.3 PH 5 = 400 • , 260 • ,360 ., 100., 150.,560.
li; PSTF = 15000. HCLS = 19450. ISQ = 1 ~ SN= 0.0 SD= 1000. N= 4 M= 4
SWD = 1000., 71.88,40.63,71.88 K K 0 N = 1 . K MO N ~ 1 K PO N = 1 K RO N = 0 KQON= 0 MPH= 1 KFH= 0 MZ= 0
PROGRAMMING RESULTS (VI)
5CHEDULE RE5ULT5
o 16 24
Ir-. HALL 22.~G·1
IS/lt
, 1
K
Q
11•0 +?4-RM! -,---------
CM i 22-. , SILO· S.S ! :
Cp! 7,0 12.0 CD :----~(f)"...---
K
Q
RM
CM
o 16 24 ---------- ----_._---_ .. _-SILO
3.0 19.4-3 ~ ;
5 t'L.O B:5.3 l' H
CP L I@
21.5 -'-
@F@I
K
Q
RM
o 16 24 --.-.---------- -1 ! SIL.O jHALL 1 " 0 ! ~. • 1
Ohb 1 1
CM ! PH; 1- P_H __ ~3/)'7 s,LO 1 1 i . ! {,!O
CP CD 20.0
1
'CD
e
REMARKS
1. Refer to Case BC of Fig. 4~3
2. Night shipping time must exten:led 1.0 hour
1. Refer to Case 9A of Fig. 403
20 Send 558 tons of clinker to CM silo from hall at 0.0
1. Refer to Case 9E of Fig. 403
2. Send 404 tons clinker to CM silo From hall at 0.0
">

~ -tl w 1-
~
tl w 1-
N
tl w 1-
e
APPENDIX "
INPUT DATA
TSCH = 0.0 POWER = 7000. . IWTR = 0 TSN = 6.0 TSD = 12.0 HOSl = 1900. HOS2 = 1500. CMS = 300. STST = '4980.,867.,668.,1613.,2796.,2300. PH S = 500 • ,460 • , 350 • ,406 . ,50. ,565. PSTF = 7800. HCLS = 33502. SN = 800. SD = 1000. N = 1 M = 5 SWD = 1800. ,240 • ,350 ., 150. ,260. , 56. KKON = 1 KMON = 1 KPON = 1 KRON = 0 KQON = 0 MPH = 1 KFH = 0 MZ =
TSCH =. 0.0 POWER = 7700. IWTR = 0 TSN = 6.0 TSD = 12.0 HOS1 = 1900. HOS2 = 1800. CMS = 800. ST ST = 12000 • ,3000 • , 2900 • ,3500 • ,3500 • , 2600. PH S = 300 • ,410 ., 100., 230 ., 10.,360. PSTF = 15000. HCLS = 23400. SN = 700. SD = 1000. N = 1 M = 3 SWD = 1700.,230.,130.,250.,310.,200. KKON = 1 ~MON = 1 KPON = 1 KRON = 1 KQON = 0 MPH = 1 K FH = 0 MZ = 0
TSCH = 0.0 POWER = 7700. IWTR = 0 TSN = 6.0 TSD = 12'.0 HOS1 = 1900. HOS2 = 2400. CMS = 300. STST i= 12000.,3000.,2070.,3480.,2750.,2600. PHS = 400.,180.,800.,0.,350.,160. PSTF = 15000. HCLS = 23342. SN = 700. SO = 1000. N = l M = 4 SWD = 1700. ,230., 130.,250.,310.,200. KKON = l KMON = 1 KPON = 0 KRON = l KQON= 0 MPH= l KFH= 0 MZ= 0
PROGRAMMING RESULTS (VII)
SCHEDULE RESULTS
K
Q
RM
CM
CP
K
Q
RM
CM
CP
K
Q
o 16 24 [" ... ' . SILO f _. ···---_Î
1
.. -.
3.0 Il ,
PH i
9.'1 : 17.4- 2~·3 , @I! ® @ ®
o 16 24 --- ----"T" •. ----- ----,
SILO i
r 3Q
PH l}.3 15-31
1
@ F ® i:@
0 16 24 r---- s-i-~o i . 1
1 1 ! 1
RM ~.'78 F
~.B7 J 1
PH 1 ~ CM
1~.5 J 10·5 CP
F ® F -(651 -(4j
e
REMARKS
10 Refer to Case 10 of Fig. 4.3
2. Send 700 tons of clinker to CM si 10 from hall at 000
10 Refer to Case llA of Fig. 403
10 Refer to Case 11 B of Fig. 40~
2. Send 558 tons of clinker to CM silo hall at time 0.0
~
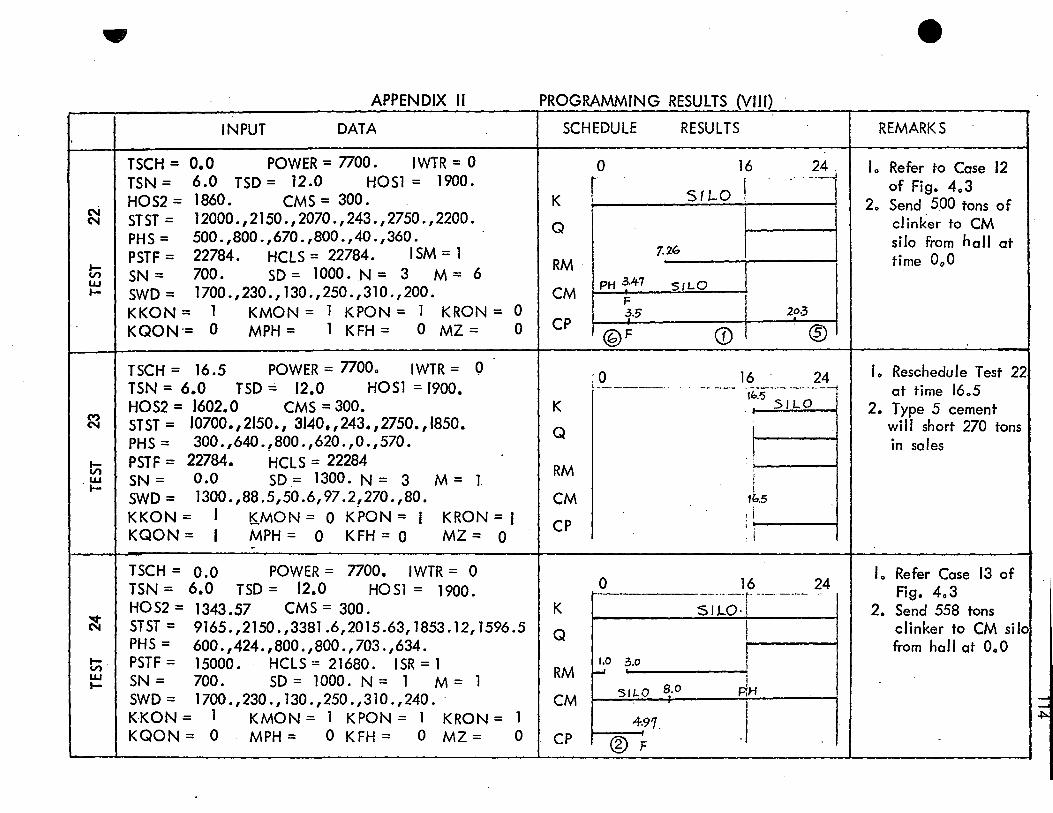
N N
ln UJ ,..,.
~
ln .~
~
ln UJ ,..,.
., APPENDIX "
INPUT DATA
TSCH = 0.0 POWER = 7700. 1 WTR = 0 TSN = 6.0 TSD = 12.0 HOS1 = 1900. HOS2 = 1860. CMS = 300. STST = 12000. ,2150.,2070.,243. ,2750. ,2200. PHS = 500. ,800. ,670 .,800 .,40 .,360. PSTF = 22784. HCLS = 22784. 1 SM = 1 SN = 700. SD = 1000. N = 3 M = 6 SWO = 1700.,230.,130.,250.,310.,200. KKON = 1 KMON = 1 KPON = 1 KRON = K QO N .= 0 MPH = 1 K FH = 0 MZ =
TSCH = 16.5 POWER = 77000 IWTR = 0 TSN = 6.0 TSO == 12.0 HOS1 = 1900. HOS2 = 1602.0 CMS = 300. STST = 10700.,2150., 3140,,243.,2750.,1850. PHS = 300.,640.,800.,620.,0.,570. PSTF = 22784. HCLS = 22284 SN = 0.0 SD.= 1300. N = 3 M = l SWO = 1300. ,88.5,50.6,97.2,270. ,80 • KKON = 1 ~MON = 0 K'PON = 1 KRON = 1 KQON = 1 MPH = 0 KFH = 0 MZ = 0
TSCH = 0.0 POWER = 7700. IWTR = 0 TSN = 6.0 TSO = 12.0 HOS1 = 1900. HOS2 = 1343.57 CMS = 300.
0 0
STST = 9165.,2150.,3381.6,2015.63,1853.12,1596.5 PHS = 600.,424.,800.,800.,703.,634. PSTF= 15000. HCLS= 21680. ISR=l SN = 700. 5D = 1000. N = 1 M = 1 SWO = 1700.,230., 130. ,250. ,310. ,240 .. KKON = 1 KMON = 1 KPON = 1 KRON = 1 KQON= 0 MPH= 0 KFH= 0 MZ= 0
PROGRAMMING RESULTS (VIII)
SCHEDULE RESULTS
K
Q
RM
CM
CP
K
Q
RM
CM
CP
K
Q
0 16 24
r SILO! 1 , 1 1
7.26
PH 3.4·7 SILO F 3.5 20,3
1 @F CD ®
; 0 16 24 1 _____ . . __ • ___ • ____ _
,,,.'5 SILO
l r '-! ----;
1 , '''.5 , j j ...... ----1
(
o 16 r- -----f"- _______ 24
SILO·j
1,0 RM ~
3.0 r , ! i
RH CM
SI/..O 8.0
4.91. CP
, ® F
e
REMARKS
10 Refer to Case 12 of Fig. 403
20 Send 500 tons of cl inker to CM silo From hall at time 00 0
10 Reschedule Test 22 at time /6 0 5
2. Type 5 cement will short 270 tons in sales
/0 Refer Case 13 of Fig. 4 03
2. Send 558 tons clinker to CM silo From hall at 0.0

115
e.
APPENDIX III
FORTRAN PROGRAM LISTING

116
A3-1

0001
0002 0001 000. 000'
0006 0001 000.
00a. 0010
oon 0012 oon 001. OOlS 00 .. 0011 0011
801.
0020 0021
0022 0011
002' OOZS 0016 0021 002. 001. 0010 0011 oon 00S) 00,. 00" 0056 00]1
00.2 Don 00 .. oo.s 00 ..
"0047
00 .. _. 00'0 oon oon 00'1 oos. 00" 0056 0057 005. 00'. 0060 0061 00.2 0061 00 .. 00" 00 .. 0067 006. 0069 0070 oon
oon oon oon 0075 0076 0071 0011 oon 0080 nO'l 0011 OOIJ 008. oon
00 .. 0011 00 .. 0019 0000 00.1 0092 009J 00.,. 00" 00 .. 00., 00 •• 00 .. 0100 0101 0101 010' Ol~ 0105 010. DIOl 0101
.MNN·~ CCltlllOIIn .. IU""IIIOI.'IIEIZOI."aIIOI. 'PflZOI.
1 falllol.TlE 1201. 'C"llol.reE 1101. , TGII lOI. rGE UOI • 'HIIIlO l , 'HEl ID 1
COteIIOIIIS'IIItG/PHSC61.HCLS 1 .. 1. sn'" I,HaSI.HOU.HOS' .C"S.FSS CaOlllOlllfAillOll/Al6.201.III 6,ZOI ClllUlOII/ULfS/SII016I.50.S". S .. LI .. CO"'OIIICAPC '1'''11'' 61 .HCI. VI"I.S'V"."HOVI.HOVl.IIO",.
, C"v.pSfF CO_/II",n/ll' .R"I6I.IIIII.,.1I0,.a.IIH.1f I6I.C fi .. C_N/SIII TC"' 15". 1 Sil. 150.11'001. ~1I0".1I1I0" •• "[lN •• gO't,l'(",lOS ca-co"n IIIES"SCH. '50. 'SN."", ,,,le. "".'''I.,.ro''I6I. nSI •••
, "SIl.'''''. 1""161,11'11. nE, lOlO, '"SII. IHSE. JI liE. "lIE 1 ~""'IIS/JlIOa,J""I ,J"l 1 .111111 COOIIIOII L" .lIlE ... LE ..... l8,"PH.llfl', .. Z, .. u, ru, lU.
1 Les. rcS.rEFC6I.lP.Ly."lO.L .. OV.'Ll S.'L 11I.'LZ.'LJ.'L.,'U,_EIl CIJOIIIOIIII .. OUII.J •• ,L ,".N.III. JU.III . CQIIIIO"IDOI/'" 'F Il.IIC'O,II(IIO .1111110,111(0 co"'O"IQUAIIRY/OOO'.OO •• IICO'."OP INJEGfII PL1S.'L11I.'LZ.PLloPL.,'U DI lIE "5 ION '''161, ''' .... 1 ,'nEGEII srO'.CUUEII,ItESCII,. rIEO. E .. ru .IIUII IlIfEGU 'LlS"llll.PLZ.P\.loPL.,'L~ III "EL • sr III1'POIIEI. TSCH, no "SN.U'O~,IIIIO .. ,_PON,UCII,
1 1511, 15",150.PHS •• SJF .HIlSI,HOS1, S 'ST ,CliS ,l'CLS ,FS5, 2 S"C. 50. s ..... Z .sro.,.' .1110 ...... ".11.". "PH,ItFH."." .tr ,tlI. 1 IIITI.WIIU",FIXEO,IIU11.IIE SCH.LPE II, E"TU ,~DO", • 'HV.Sln ,C"V.NCLV.HOVI,HOVI o .. ra CUllIIE".FIIfO,E"rel.IUH.IESCH,SfO'/·CUII·, "IU' ,'1/1'1',
l'IIIJOt', 'lIfSC' ,'srOP'1 C"U l'''ON taLL SW.fO
C IIOVIIIG T ... n " .... 5 ' ..... 4.
C C FEEOII"'ES
C
• '·100.0 "-U5.0 110"00.0 1III11I-fO.0 UIl,-II.O RlU,-, •• O alll.'.1O.O ,,, .. U5.0 ."IU-75.0 ."U'-75.0 .1111'·75.0 ""'.,-15.0 Il''1''-75.0 ""'.,-75.0
C IIILN 0'" Ta 1'" FfEOII .. " U nos CU 11- •• 0 CIIlI· ••• crl3'-"O C".,· .. O
C C CEIIE"T "ILL IN TO DUT FHDR"'E RI"OS
1""·.9' .Tl21·.95 ernl·." .".,-.9' • Te5' •• " "", ... ,
C C ca ... c. "ES OF "u SIOIlAGE SILOS
,",,111·800.0 '""U'·IOO.O ,"VUI-aoo.o ,""u,-,oo.o 'HVC5'·'CO.O P",," 1.61 •• ° IIOV1-1900.0 IIOV2·Z500.0 (11"'16 C6.0 HCLVI l '.'6000.0 HCLVll'·4000.0 HelVI) "'000.0 HeLVI .. ·.OOO.O 1'51'-100.0 STVI 111.1 n50.0 STV'Il'·)8'O.O s'VIn I·,.SO.O srVlI". ,,~O.O SIVlI"·,.,O.o STVTl6I-USO.0
99 C&LL S l"OfF CALL 5 1G'I0't _arf 16,1001
100 FoallU l'OSELEC' ·CUAIIE""·, "F "EO·, ·E"'U.·, "!lUN·,', l' "IInCHfOUU·, ·STOp·.' ,
IIUO 19,1011 ISLC lOI FOII ... ' ... ,
rF IISLC.ED.CUUE'" CUL CUIIO'" IF IISLC.EO.FlSfOI GO '0 .0 IF IIUC.EQ.E"'TERI Ga Ta ~Q IF 1 ULC.FO.RESCHI GO III 7'1 " IISLC.fQ •• UNI ça ra 1 'F IISLC.EO.S'OPI S'OP IF IISLC.EQ.CUUENI GO '0 99 IIRIIE 16.tOII
10Z Fa."'" .. ONOI U'IoEasrooo, PLEIn SELECI ""II" GO ID '1'1
.0 _lU 16,411 42 '0.".1 IIHO. 'ILL FIlEO CONSUIUS lin BE OIUI .. EO FRO" 'HE',
l' fOll'III" 'ROGl'"' ,II, 'USlNG, -'OU'Uy """'N.Il,"·." GO ID 99
'0 .UO .. ,1111 SIiOf Il.50.511 L·Z 'F 11I.IIE.1I L-4 IF 11I.~E.2.AIOO.",.NE ... L.' IF 1".r.E.2 •• NO.II.NE ••• ANO.".NE." L·l If 1 tsCH.GY .0.01 GO '0 •• DO ., "".1,6
., SALlIIV "0.0 GO rD " ., .. 011·0
.1''''-0 JAU·O 111-' 1-1 .-1 ".1 JUooI 1"'1 IIZo-O 1"000 I"SII·O.O
oa" ouo oua ouz oan ota. ou. ou. otn OUI lUI 1 •• Iua IUZ Oln oa. I.a ota l'Z' o.n 1.Z9 OUO oua OUZ otn O.~ ou, Ou. ou' OUI o.,. o • .., o •••
- ci • ., 01.' .... oau 01" o •• ,
oa .. o ... oa_
"" ot., Iln o ... OlS' o •• OlS' 1.51 o.,. 0110
•••• I •• Z
1'.' I,M O'd 1 ... 01.' O ...
O'" ono Dl" 0'7Z lin I.M o." o.,. o.n
DODl 0004 OOOS --, -ooa. 0010 0011 OOlZ oon 001. 0115 8016 8011 0011 80'. OOZO 0121 !!OU oon 01'. 008 80_ OIzr 0120 0019 OOJO
. - - _._- -·-·IHSE.O~O·
PLIS-O PL''''O PL 2-0 PL,"O 'l ... O PL,.O ueO "".0 L"O Le Seo .... .. 0 L'aO L'FeO LY-O 110 ) IIpl,'O '''"1111'·0.0 l''EI III '-0.0 '.8111I1t-O.0 "EIII"'-O.O ""all'-O.o "E 1 1111 1-0.0 TCI .. all'-o.O TCEIIIIII-O.O "lIlalll-O.O 'GEIIIIII-O.O IHEI.II'-O.O '"11"""0.0 DO ) Il,-t,6 "IIII,.~I-O.o "'''', __ '_0.0 DO l ..... 10. TOINI NIII-i 'HVI"I/IOSIIIII""'-,"SI"II'".P
, IEFI NI'.'''HVI''~''S~OI''"t-'"SIIIIII "_""11111 TUIla 1P1'V11I0S""'HSlI" ,.", Il l''''_''1'V'1I0S''''PHSI III , .. , l' .IIITII."E.I ..... O •• Ollfll.GT.,.OO.O.INO.Po~~_r .~'IOO.OI PLU-' IF 1 1 Il TIl .EO.I.INO.'OI/!II.GI .'6TO.O."NO.POI/S_.· .UlO.OI PL 111. 1 l' l'I~T •• NE .1.'~0.'CIIEII.Gi.'900.0.ANO.POllï""" .6aoo.O'.0 ••
Il III' •• EO.1 •• '10.'OIIU.GE •• ,IO .... 0.POl/f •• L T. - ~'_Oll 'U·l IF 1IIlIJR."E.I.AII'O"Cllf •• GE."OO.O.I'Io •• ~_ .... r .1120.01.011.
lllllTlI.fO.I •• NO.'OIIU.GE. 7ll0.IND.'0IlE •• L l. -_"'.:11 'Ll-I IF 1 1 I~T_.IIE .1 ... "".'ClIfll.GE. 7l10 .... 0.IOfIWf._ -. "00.01. DR.
IIIIITII. fQ .1.INO.POIIER .GE. ,.'O.AND.POIIE_.1 l.H!m.:JI 'Lt-I IF III wrl.'1E .1.''10.'0IlEII.GE. 7500. 0'.011.
III"ra. fO.I •• NO.'OIIEI.GE •• 000.011 PL5·1 1" "LIS.EO.I.DR,'LlII.EO.I.O".'Ll.EO.U J'I:JIoo~ IF "l,. EO. Il .1""'-1 IF IPl •• EO.I.0II.I'L5.EQ.1I J"LI·I 'L"IHCSI-IOOO.Ot/"'LI IF III.EO.lI GO ID T5 HOv,-nao.o MDVI-Hav2 IQST-HCSZ TFSI 111-' srVI 1"'-STSTlN' """ III GD rD 76
" IQVhHC"'·IIOVZ IQSI_HCU·HOSl lUOoTEfI 11 TFSIII·,IISTF-srsr.lIl1_N,"
T6 IF !PLI.fO.1I LY·l IF ITSCH.GÈ.rs'll SN-O. a IF IN.IO.21 "'H·O C"U S~"""'" IUN. 'UOI Gn ID "
J9 IIIIIU 16,101 ID 'O.NAT "IIESCHOULE TIllE • 1'1
U..., ",MI , .. SC .. FORIIAT IGIO.OI
l$CHoUSC CUL UPOlU GO rD .. E'IO
sueaOU""E SCIII CO""ON""UE""lIll0I,'''U ZOI, , .. , 101, "tt1r~.
1 IUIlOI,TAUZOI cn_ON'" TES/"',aMI6I,UI4I ... g,u CO""0"'S'DRCIPHSI61.OIClSI,', STSTIIoI ,HOS I.":~':.-osr CO"'DNIC"P' TY'"HV16I,HCL ''l''.STV'' ~I,"O" 1.": O:.,,::v' co""""",MnIJSCH, un, rs~, "., ,.M, U", "f If .r"I." JFSI."
1. WSN ."'N, '''''16'. na,nE ."0 COIOOlO"/IIIOU/I,J,".L," CO"'ON LPf ,LIIE" L1E"-l I~R.IREI JI IF ITAfIJI.GE.Z4.0' ,all.z~.o IF ITRfUI.L'.Z •• OI "0'1 Il.'J,.,ea-IIQ'''-HOSh 17II1-ISCHI "".1 LI Il'' IF 1J.~E.lI T.IUI_uaUloTIIEI.l-II-TRIt.l-U IF nIlIlIJI.LT.TSCHI GO ,c taO IF ar.ICJI.GE.l.01 REH .. II _0
UO TR8'JI·).0 .ETu.'1
"0 010.0 IF USCH.GE.l.OI GO '0 UO
ZOO I.JtalREIJI-Ul.O •• 1I1 LI'400.0-t0CSTI IRa If IJ.hE.lI ... ·rllC-TlU.l-u.'III1 .... " l' UU.IH .J.OI GO '0 Ile
UO fllIIJI.'SCH l' 'J.EO.lI .nUKN J· .... I IR Et J'.'RE (JoU
.IIEW." E"O
,oral "EIIO •• IIEOUIUHENTS 000)1. InES
'~

A3-2 117

0001
0001
0001 0004 000' 000.
0007 000. 0009
0010 0011
0012 OOIS 0014 001' 0016 0017 001. 0019 OOlO
0021 OOlo! OIIU OOZ4 001' 002. 0021 002' OOH
OOJO OOJl OOlZ 00)] 0014
OOB
0016 OO!?
001. 0019 0040 0041 0042 OOU 0044 0045 0046 0047 004. 0049 00 ta OOSI 00'1
OO$)
005. 00.0 00.1
0062 00.1 0064
00.5 00 •• 0067 00 •• 0069
0070 0071
C C C
su.ounliE CIIIID'"
SU.OUflllf 1'l1li OUPUY PRUE"T tllll.EIIT D.TA
CO_/UIU"".UO •• TIIEIZOI.rPIICZOI. TPHIOI. 1 r"uoi .TUIZO,.TCIIUOI. T(:EIIOI. Z T"tzOI."r1201.TH.1201. T"fllOI CO""""'S rIlllG/PHSI ••• HCUI41. SfSr 1 ... HOSI.HOU.HOsT .t"S.I'SS œM""/UIIU' .. /.I6.Z0hlll.lOI CO...,../S"US/SIlO16 •• 50 .5110 CO_IC.PCTY/PHVC. •• HCLVI41.SJYU.,.HOYI.HOYI.ItIIVT.
1 t"V.PSTF CO...."./."TES/.P •• " 16', R" 141. RO.IU".H. IT 16 •• t" 41 CO*OII/SIII TCHI 1 511.1 SR. 150. "'011 ••• 011.""0 .... "011. lQOII.L Pl Il ta"""*" IllE S"5tH, 'SO. YSII. "". T"". TA". TPFI61 • T., 161. TFS16I.
1 TPSII.TPFII.T"Nl6ltTY8.TYE COIIIIOIIIPU"S/ .. "OR,,,"U .JAL T.I"ra CCIMIIII LPI',LIIEII.U.IIA.LII. "PH.KFH.IIL.IIU. UI. TAE.
t LtS.1tS.TEF" •• V.LY.IISli .LIIDY.PLls,PL III.PU.PL 1.PL4. PLS.POIIEII CO""O"""OE'" .... ".L." .... Ilt ... U.IK CO""""IOOIIII/" ... "tPo. "CltO.UIID. KKD.KQO 011111151011 SnTlUI.sr""lll CoUA sUT"·IIQ·.·YU·1 0"'. SUTl/·OFl'·.·OIl·, lianE 16.101
la FORIeU III1.U...... PRESEU tUllIlElif OAU ..... IIR1TE ", •• 111 T5tH.POwE.
Il FO ... U IlHO.·. StHEOULE IEGI"" IIIG fillE "sCH' ·".Z. III'. POllfll LEYEL IPOIIE.. ·Fl.Z.· KilS' 1
IF Il .. ra.EO.1I GO JO 100 lIAnE 16.991
.. FOIlllU IlHO.·. SEASOII SUMER 1111'''01'1 GO TO lOI
100 NII"E 1 •• 1011 101 .. ORIIAT IIHO.'. SUSOII IIIIITER IIlIrhU" 10J IF ITStH. Gf. TS'" GO Ta U
"'''E 16.121 TSII. UO Il FO"''' 1 lHO.'. IUCHr SH"""G TIllE 0.0 Ta '.
IPS.l.' fTS"'·.II.·. DAY SHIPPaIlG "-E •• 1'5.1. l' "SOI Ta Z4.00·' GDTOlO .
as "'''E 1 •• 161 no 1. Fo ... ar IlHO.'. DAY SHI"11Ie: TillE •• ".Z.· nSD' Ta 24.00'1
GO Ta 10 10 IIIlITE 16.1ll HOSI.HOSZ.t"S.IHCLSIJSI.STSTIJS'.~HSIJS'.
1JS_lt4,.ISTSTI"S'.~HSI JSI.JS-S.61 Z2 FOR." IIHO.·. UoaAGE UVELS III TOIIS·.II.] •• ·HCttO 1'.4 ••
l'HQItO Z',lX, "" SILO·.3X.· ... AlL Clltt,lx,'SIte. SIL','I, 2'PH Sllt:l'.I.JX.·IHOSII· .4", 'IHOS1I'. 41. 'IC"$I' .S'. '1 HeUI'. J5 •• 'lSrsTl'.4 •• 'I~HSI' .II.F9.Z.lFlo'.Z.41 rJl, ]FlO.Z.III. uer41.1FlO.Z.1I11
WIlITE I6.ZS. 5'" 5O,S1I0121. slIon'.SIIDI4'.SWOl 5 •• 51101., IS "OR"'" IlHO.·. SALES 1S1ID,·.II.·IIICHr 1 1$11".1 ••
l'OAY 1 ISO" .lX. 'TYPE z·.,..'r"E l' .]x. 'TYPF 4' .,.. 2',.,.e ",1 •• ""'E 6',II,lX,f7.2.'.,f7.2.ZI,SF9.lJ
1501-150·1 "OOldl:ll.1 KQO'fI-.OC~·1 ISIlI-ISII.1 IIRItDI-.R~O·1 IUI~I-KRI:"'1 "1101-11110.1 IIKG'f 1. Cil CIl, 1 15"1-1 $11.1 "C'I01-KtllOtl "'IQIII-K"OIl·1 .t~OI-IIt~O'1 IIPOItI-KpCIt>l LPEIII-LPE"·1 WIlITE 16. JlI srull 1 $011 .1 SQ.STATlIllQ011.IIOO.surzlKan .. lI.
1"0011. STATl 1 ISIllI.ISR.STATlIKRIIOII.IIRND. srnll"AO'tI'.UOII. lSTAnUKOIl.KKD.SUTZIIIIIOIIIl.UC ... SUTlIISICII,I5". . I$T.T Il .tllOII.IIC'IO. SUrzl ."01111 •• ..., ... STA Til LPEIIII.LPE". UTATIUCPDII.KtpO. SUTlIIIPCllII.KPt:llI
JI FOR"U IIHO.·. OE .... TIIE .. T SUTUS·.II,16 •• ·"AI'tfE~AIICE· .... l'IIIEAKlXllill'. TI. 'OPERA"NG SUT US " ".'OU"RU· .IO •• &) .lX. 2'e ISO- ',Il,' J' .4Jf,&3,4 •• 'IKQD-', Il,' " , .... A3. lX,' .,go .. •• .11. J'J',". ,.aw "ILl' •••• A).]X.· 1. SR-' .11.'" ,"1 .Al. JI,' IIU'MO-·. .11,' l' ,41,& 1.11,' C .. aON_·. r t.· J • • ". '"'L''' ,2"'1, SA',41, 'OClCO- I, U l' J' .It. ,A' ,11,' (_KONa'. Il.') •• ". 6'Ce.f~' -ILL'. 5 ••• J. )1." ISfila' • J 1.'» • ,41 ,A), )1,' (I(C"O-', ?ll,'I' .4 ••• '.lx,·( J(",~-' ,1 l, '1' "" 'CF-E'" pU"P' .~X •• J.ZI. ,',,-'1'/11.',, 1.'" , ..... l.lX.· ("C'O-', Il, '1' ,,.l. A) .)x.·1 ,,'QI\I8'. t t. "., .. nf '6 ... 0 ..... H.l.l , ....
40 FOl'lAT 1111.'. pAESEllr O'E_ATlIIe: SUTuS·,II.] •• ·r"E '.11. l' CEtffU cs C .. pROIlUCTlOh 1 ... • .11.'" .1I., •• ·TY'f '.11. Z' ClI .. KER 15 011 ~.OOUCTlO" IL-·,I1."·.1I.1 •• 2'TYPE '.11.' CE-EIOT cs IU"G SUYICeO !lY tE"EIiT PU~P·. J' .... ·.'1.·'·)
IF 1'I'I'.EO.1I GO 'D 46 IlAITE 16.441
44 FOR"" C IHI).Z •• ·CEIIE"T "'LL IS 'EEDIII' Ta STOC" SILO'. l' I_'HoO'"
GO Ta 50 4. III1ITE 1 .... 81 48 FOa"" IIHO.ZI.'CE"E'IT "ILL IS HEDllO' TD PACKAIIIG "OUSE',
1- ''''''-''') 50 IFI.'H.EO.II GO Ta S6 IlllITE 16.541
S4 "OR"AT ClHO.l •• ·"IL .. IS FEEOIIIG Ta tEllElIT slLn '. .. IICFM-Ct·,
GO TO 6S " IIllTE 16.5~' se FOa/l" 1 IHO.z •• ·alLII IS 'EEOIIO' ra HALL IK .... 1I·' ., .. alH 16.591 PSTF.-Z S. 'OR"" IIHO.l •• ·URGET "OIUGE LEVE! Of TYPf 1 tEIIEIIT FOR'.
l' TMIS lION TH IPSTFI '.fe.2.· TOIIS.'.II.l •• ,,.,pE O. tE.Eltr '. Z'SELECTEO TO liE SERVleEO PlIIST IY tENENT PU"P l"lI '.11, 111111
Re rua .. fllO
TCUL IIE"CRY ReOtJlalllEIiTS 000041 BYTU
0001
0001
0001 0004 000' 0006 0001
000. 0009 0010
0011 DOll 001) 0014 OOIS 0016 0017 0011 0019 0010
001l OOli 001l 0014 001' 0026
OOZ1
0021 00l'J 00)0 00)1 OOJZ
00]) 0014 OOIS 00]. 0011 00)1 00]. 0040 0041 00'" 004' 0044 00'"' 0046 0047 0041 0049
SU.OUTINE UPOTT' C C SU.OU". FIIIl UPD&TIIIG THE O~EIlA"1Ie: 'UTUS " , CIVE" C TIll! C
CO_ITUU" ... 110 •• Tltfl20 •• fPICZOI.fPEUO •• 1 TR'120h~I"O .. rc'llO'"CEUO'. 1 TGIIlOI.T"uo,.THaIlOI.THUlO'
CUN"""/S TORGi'H".,.HCLS 14', STST 1" .HOSI.HOU.HIIST .CIIS.FU ta .... ""IT AIL""'" 16. 10 1.11 .,20' COII .. OII/SALfS/SIIOI". 50 .511 ta1tlt01I/S1i1 TC HI "N.I SR.I 50, 1Cf000.UO".UO".KIt0Il,IIQCII.VEII.LIIS CQ .... O .. ITI .. ESIT5tH. TSo.lS". T,. •• " .... rKII. "FI" ,''''' 161. Tf SI ...
1 TPS"."FII.''' .. I ••• TYI. TYI. T/IO. THSI.THSE.T1PE.TIIIII COllllOlllI"oEIII.J.K.L .".11.1 ... .IU.I. CO"''''' 10011111 TF 1 •• KC~O. KC tIO.u"o, IIKO CO"..,II l'" .LaEII. Lr,U.LI,II~H.UH.IIL."U. TAI. TU.
1 LCSoreS . LOGICU KIlO •• 00".1II(01l.-PH •• _.IIPOII.CFH."R"",I SfT.KG K.OII-I SET 1 ntH. T .... TitE .1. IF ILI:S.IIE.I.OR.TSCH.GT.rcS' GO ra 100 11-0 DO JO II-a.I DO 10 tT-I.,.
JO If UI If .II •• IIE.D.O' II-n 1. I ... ~f.D. GO Ta 100 IIIlIfE 16.10011
1001 FORli" l' PUUE EIITER "UIIIER OF TYPE OF CEllf .. T PRDOUCEo •••• 1 • tfllE~T -ILL U IEGIIUIIIIG OF 0 ... •• IIUO 19.1001. Il
1002 1'0.'1'" Il cao.o' 100 IIp ... I~,II.GT.O.O
IIPOII-I srrl r5tH. T,..YPE.U DO UO If -1.1
C .IZO IF IIIIT.",.III:.O.OI .. If
C
"OOll-T SC~.GT.I ... 01 • .\110. 1 IIClOP.NE .I.O •• DOD' ,L T. TSCH •• AIIO. 1 IIIOP.IIE.I./lR.TOP.GT.rSCHI
.KO .... ~OT .""o.nR.TFI •• LT. TSCH " ..... 1 SET ITSCH. THI. T"E,"UI Ko-I SETI T5tH. TGllt TGE.I N' "Del SUI TSCH. TCI. rtE .111' KROIIe 1 SET IfSCH.,.I. TRI.J 1
TE_nu ,"DUoO. IF crSCH.L T. TH SEI TE_TSCH IF erSCH.". THSII PllOU-rrE ..... rHSI'''H 00 llO I-Z.6
llO SIl0111-S~I)III.1l4.o-rsCHIITIIIE S"'SII- ttsrt-rSCHIITI"n IF crSCH.GE. TS"' 5,.-0. IF CTSeH,Gr.TSO' SO-SO.ll4.O-TStHIITltlEl S.,IIII.'SII·SO tALL IIEe; 1-20 K-lO CALL SSTCI'HOU,.rRUf •• CUL NEe; RnUAII a.o
TOTAL IIElleRY REQUIRE"e"rs OOO.]C lIyrES
0001 0002 0001 0004 0005 000.
0001 OOOZ 000' 0004 OOOS 0006 0007 0001 0009 0010 0011
OOlZ 001) 0014 001~ 00 .. 0011 00 te 001. 0020 0011 OOZZ oon 0024
SUMOilH .. e IIEG CO"otO .. ,sroaGlSTORlll. DO 10 1-1.21
10 STOR Il'--STOIIIII Ilfruall fllD
l'UNe "011 1 SET IT 5tH. TI. TE .IOIOEX 1 OIIlE"Sln~ T8C201.TEllOl LOGI CAL l[YI.KEY2.1 sn fQUIVALflKE IKEYl.IOKEYI I5fT-.'USE. IIEn-.FALSE. IIEn-.UIU. DO ID 1-I.lO IF UIIII,Lf.rsCH.A,.O.TEIII.GT.TSCH, ISU-.TRUE •. II' Uelll,GE.T5tH' KEU-.Ner.ISfT If ITlII'II.EO.IO.OI.AIIII.Tfll,".fO.IO.OII
1 KE'llt.lIor.II5ET.nR •• nll IF IISfT.0II.IIEYI.n •• "EY11 GO Ta la .
10 cnllT I .. I.;E 1-20
10 11101.·1 II' 1 ISETI TllllCOfXl-rstH IF IIIEYI.AIIO.I.GT.1I INDU·I-I IF tI.fQ.I.4NO.IISET.01I.KE'I'III 'UUllII 1 EIIO.I .-.fY-1 DO 10 11101- a.lENO ,.11110.,-0.11
JO TEIIIIO.'·O.O RrruRN a.o

A3-3 118

0001 OOOl 000)
OO~ OOOS 000. HO' 00. DO"
0010 0011 0011 OOU 001. 0015 00 .. 0017 0011 001. 0010 001. OOlZ oon OOZ. oou OOU 0027 001. ooH 00)0 00,. OOJl 001) 00,. OOJ' 00]6 0011 00]1 001. 00.0 0041 0041 00.' 0044 00.' 00 .. 00.7 0041 00 •• 00'0 0051 OOSZ oon 00 .. 0055 OOta. 00" oosa 00'. 00.0 00 .. 0061 ".'" OOU -00" 00 .. 00.7 0068 00.. OOTO 0071 OOfZ OOfl 007. oon 0076 oo7T OO? 00'" 00.0 0011 001Z 001] 00 •• 00" OC!. 0017 00 .. 0019 00'10 00.1 0091 00lf]
xg'. 'l' 00 .. oo.T 00 .. 00" 0100 0101 010l 0101 010. DIO' 010.
T
SUIIIIOI/TlNf SN St CO"-".,. .. 5' .. IIO .... ""T ... n r COHIIONITAilU/T"ltlO •• T"( 1l0'.T.II'lO'. T.E'IO'.
, TII.IZO' .TIIEUO'. rCII' lOI. TCE'lO' CO,,"",,/U TES,. •• _"",. ,,1( 1 .,. 110 .11" cotlOlQ~n '''E'/TSCH. no. IS~. "'''. T"". T,,". r.FI., CQHIION III10U Il • J.K. ~ ...... COHllON'U~ES'SIIOI 6 •• 50 .511 COtlOlQN/OOWHl TF ' •• IIC.O.IICIIO.""MO.II"O CO..". L~. LlE ... Lf.U.LII ... ~,"FH ... Z. "u. TAI. TAE.LC5. TCS.
, UFI".L •• L'.NU.LWO' CO""O'I'5 TOIIG'.HS .. ,.HCL SI.'. $JST "'.HOSl.IIOSZ.1I05' O.IIfHS'(I" UCIU'.PICI1' lIIEIPO NSII.O
~:~;~CH.Gf.TS'" IftUII_ UC' ,..r5C" ut/.,.rSCH IF I ... EO.II GO TO 10 fAt/II·UCI.' TACU'-U" GO 10 .'0
.0 'F IJ"U1'''E.II GO TO lOO . '''CIlI·n ..
IF IfSCH.lT.T_U.l-11I GO Ta lO "'t/ Il I.ISCH GO TO !O
ZO UCI 12 ',Ufl.l-II ]0 IF 1"'.'IE.lI CO TO 60
'F .UO.fQ.1I GO JO .0 UCIII·TAC'.' GO 10 .'0
.0 UCI.',UCllZ' If IUUI.GT.TSNI CO TO SO T"tllI-TF IX GO TO 410
SO T"CIII-ISII GO 10 410
60 'F "ael J"GE. TS'" GO TO 170 " ITSCH.U.n.Oll GO 10 7e lAce .0 '-TSCH GO TO 10
70 IlCIIO"3.0 .0 " "C~O."E'" CO TO UO
lAte"'-"IX IF "FU.LE.TUIJII GO TO 100 IF IfF Ix.LE. rs," GO TO 'le UCIlI·UCI4' GO TO .10
90 fAtlll-TRIIIJ' GO TO 110
100 fACIII·rFI.
.'
no IF IIU" .. '.TAtI 1I-"'CItOll.CT.TSN' CO rD 110 . f"t/ll.fIM J I.TAtl lI-UC 1101
GO 10 40C IlO fACI II-TSN
GO TO 400 uo 'F IUC.EO.II GO rD Ise
IF 11Ut~, .. E.1I co JO taC 'F tTFII.LE.TSIII' CO TO '.0 fACIII-TSN GO TO 190
I.a' f"CI lI-rF,x GO TO 1'10
ISO TAte41'Uec 121 IF CTFIX.LE.n.OIl GO TO 110 'f ClTFU-UCUOII.GT.CTSN-U8CJIII co TO ua l' (TF Ix.G'. fRB' J" GO 10 "0 rACI Il.TRIII JltTF Ill-TAC 1 ICI GO TO 400
"0 IF CTF ,X .CE. ys,,, Co TO IZO T"CI Il.TF IX GO TO 400
no faClII·rs", IF l "CIIO.NE.lI GO TI) 190 'F 1 T"x.GT. TS~I GO TO l)~ T"Cl41'TFII GO ln 400
US raCIII_ue14' GO fO 400
taO fAc,"·ra-IJ 1 1'10 'Ael.,.UCflll
GO Tn 400 ZOO 'F ,IIC~.NE"I CO TO 120
TACC41·TFlX If ,'Flx.GT.fSN' GO TO 110 r"elll.TSN GO TO 230
zao "ClII'''C141 CO Ta 210
UO UC 1 Il'HIII IF l''P~.IIE.II fACC41.nCH.T''''
'la IF IJ"".NE.I.OII.'RU .... CT.rs .. , co Ta 160 'F IIIC~.!O.II CO TO He IlCl 13"'_"1.11 GO TO 170
HO IF CTF IX .Gr. TRSI .III GO TC "0 TACCl"TRIIIJ 1 GA TO 300
no TACIl'·TfI. 00 10 »0
'60 TACI Il'- TS~ 210 IF l''C~.Nf. Il GO TO 190
TAC' 1) ,-TF IX 'f "FIX.lE.rslil CO TO lia TACIlI'UCI" GA TO 400
._. _.- --_._-----------------
0107 0101 Ola. 0110 o." 0111 0111 011. Oll~ 011. OU7 0111 011. OUO OUI OUI OIU oln OU~ OU, Ou, OU. OU9 oua OUI OUI onl o.,. 01)'1
OU6 OU7 OU, OU. 0140 0141 OI'lZ 01'1] 0144 Ol'l~
O'" 0147 o ••• or ... oua OUI 0152 OU] OUit 01 .. 0". OU, oISe 015'1
oua 0161 O •• , OUJ OlM 0165 0166 0167
''''ÂL
0001
OOOZ 000) 0004 OOO~ oo~ OOOT oooe 0009 0010 0011
l'O "'CIZ'-T~IUI GO TO 400
l'la raCU,.TAClnl 300 If l''.NE. Il TaCCl,-rsc ... T •• '100 If craCl4'.Ea. TSCH.AND •• PH,IIIE." TACI.I-.. ".,.,,,,, ''10 IF ue,.,.NE.1I CO TO 4.0
." UF .X.GE. n'l' CO TO '120 TaCU'_UIII GO TO 450 .,0 TACU'-UCU' GO TO 460
"0 'f 'UCIl'.Ea.TSCH.ANO ••• NE.II IACUI'TACI,.."" .50 en""""E 460 ,ACIII-.HSca "ITACI 1I-IACC.1 1.11111 1 1.1 "'CCZl-TACIlI 1.11'
1" CPACCII.CT. SNI CO TO' ~.O ."CC l'.S .... "1 Il 'F I ..... E .1.'lIl.JAl T .fO. Il CO Ta no IF IUCIlI.'IE.Tlle'JII GO Ta 470 TACC 5I-.ACll 1111111 Il GO ra 490
'i70 IF fT"CU'.'IE. rRlIlJII GO rD 480 raCl SI oPAClllI1IP GO TO 490
ua raCU'oPAClllIIIIIIUItRPI 'F lTaIIJI.Gr,IlSII.ue""1 co fO Sla TII .... '-UII.UCIT' GO ro "0
'190 "S"I Ta".r.fI"'-1 117.~TSC:"'.R"1 L 1.400.~HIIST "IIR
1 - Tltf 1J-1I. TalC .1-11 'la UCC6l-TAc/",'II.,IJ'
." ITSCH.LE.rtlEI.l-11I TAeUI.uCC6I-TIIU.l-1I .... If "R".Gr. rAC 16 Il GO TO ~IO IF UtlItoLE.].O, GO 10 5]0 TRII ... -TIIII GO TO .,.0
'lO IF IUCl6I.GT.ISII, Ga TO 410 '1IIIJ'·"'CC61 GO TO S'la
'JO r'"JI-G.O .,.0 COHl ..... E
" 1 TAct Il. Ea. rs .. , GO TO '151 IF "'IIIU .... E.O.O' GO rD 5U TACC41·0.0
::: m:~:j:c:;m~I-TACC4"-tl"n'-lrs ... ml"'''f-~Sl'' co Ta SlO
~Sl 'F ".IIJI.'IE.O.O' CO '0 '60 TACUI-G •. O
,.0 'ACI ZI.S .... n'"-TACI411.~.III-C T"" J'-UC nI '-.f-PHSI 11 5'0 UClJI ~ACllIIR"I" 510 wUU 1 •• 1!l01l TACITI.PAtlll
1001 FD""'" l' 'II,,"T SHIP.'''G IIOI/LO H4YE TO liE DfUrEO '."'.z.' HIIS, 1 'orHEllwlSE .. /GHT SALU WILL lE SHOIIf ',F7.1,' TOIIS.·'
GI] TO 600 '''0 Wq ,n III' '010'
lOlO F!lR"" l' "'Glff SALES 1I0\A.(I St UTlSflEO'1 600 '!ETU... -
CEalG '''/TITMI. TaK' AT la T"ACE CIl END
"E"CIIY aEOU'IIE"ENTS OOOUA IYTU
C C e C
FUNCTlOt HOHITF"
FUNCTIOt FnA CAC\A.AfE f"E HOOOII HtlRAG' LEYEL WHIC" .AY FlLL _0 SILO "T • G.vE .. TI"e
CO."O~/CAPcrY/.HVI61 .HCL v. srVf '" I.HOYI.HOYl.I<OYT cn""ON/uTE/RP.R"IIoI •• KI41.lIg.RIt CO",",'I" f.fS/TSCH CONOCO,,""retll.J.II .L C:O""ONITA8LEIT"1I1l0'. T ~E 110 •• TPIII 10'. TPE 1201. neC 101. UEIIO' '811-].0 'F /TStH.CE.l.OI fll •• TSCI< HQ"'H(lVUI "lI-ntHI.IIKIL ,-, ""-TI. ,." aETII"~
''ID
•

A3-4 119

0001
OOOZ
000) 000. OOCK
000. 0007 0008
0009 0010 0011
OOU 001) 001. 0015 0016 0011 0018 001. 0020 0021 OOlZ 002) OOZ. ooz, 00:. 00Z7 0028 oon 0010 0011
OO]Z 0011 00). 00"
00]6
00J7 00,. Don oo.a 00 .... 0041 00., 00 ..
_GK5.._ 00.6 00.7 00.8
• 00 ••
00'0 0051 0052 00" 00,. 00,. 00'6 0051
0058 0059 0060 0061 006Z 0061 0064 006'
0066
00"
0061 0069 0070 _00.11 0012 007)
007. 007'S 007" 0071 0018 007. 0080 0081 0012 0081 ÔOi5 008" 0017 0081 00 ••
00.0 .00.1
009l 0091 00'" 009' 00 .. 0097 00 .. 00" 0100 DIOl OIOZ 010] DIO.
0105 0106 DIO' 0108 010'1
.!,po.
sueaouTl'le SDSC C " SUlllc.l7l~E ra !lHP SAlES SA7ISFV
CUoelO .. "A8LEITNI120 1. rllé 1101, 'PI1201. 'PE 110 l, 1 U11201.TAE 1201.TC81201. reEIlO 1. Z TGI1201.TGEI20I,rH81101.THEI101 COIIIION/SJORGIPHSII,' ,HeUI"', sTS7IIoI,Ht151,HOSl,HOSr .CNS.FSS COIIIION/SALESISIIOI61.s0,s .. COMOIIItAPC TYIPHVI61.HCLVHI.STYTI 61.HOV1.HOV1.HOVr,
l tNV.PS7' CO,,",ONIRUESIII'.RMIIoI,RKI.,,RO.RR,IIH.17I101.C'' ., CO,"OII/slIl TC HI 1 Sil. 1 SR. lSO.ItPON.KAO'l."~IlII.KIIOII,KOO ... LPEII.LOS CON""'N" IllE S/TSCH, no. TS", "". T"". T"". TI'FI61 ,TIIF 161. TFSI ...
1 T'SN. rPFN. TIINI 61. rve. TYE COIO_IPARIIS/JIIOR. JIIAr .JAU CO .... ON/OUAlUI v/DIIOP. OOP .II'DP.IIOI' COIlNOII LPF.LREII. LE.U.LI ."PH .~FH."l. ,,&A. ru. T&E.
1 Lt S. rcs. TEFI61.L', LY.H"SR.LIIIV,PLIS,'L II1.PLZ.PLJ.PL •• pu CO,"ONIII'IOUII ,J,II.L.N .... I •• JU.IK tO""ON/DCIINI TF I •• KCPO, "COID.KR"O, K!lO INrEGER PLI ~ .PLlII.PL l. PLl, PL4. PL 5, YF 5 DT NEIISION IIICI 61. rv 161, PBec loI CATA YES.NO/.VES·.· .. O·, CAU UtOH CRLL S",AEO
la Tllce)I.1 •• o-rsC" P8CI lI-PHSllI IIQPoO ,,~.O
1" IN.~e.lI GO rD 60C 1" IJNCII ... e.lI GO rD 100 l' I1SR.EO.l.AND.pLlS.EII.lI reCUI.II>.o-rsCH IF IISII.EO.l.AII0.PL1S.EII.I.AIIO.TSCN.Ge.16.01 ntnl.o.o ... 1.0.0 0t1 lS $.104
15 fil r.TII T.'REIJF l-rRIIIJ" racI11.H.o-rSC .... '"T-I.0.' SR op LI Il IF 1 UtH.GE .16.0.A'I0.IISOI.EII.1.0~.1 Pl IW. EO.I.IIIO. ISO. NE. Il
I.OII.IPUS.EO.I.IND.ISQ.Nf.I.'"O.IU.'IE.1I11 "tlZloO.O GO TO .00
100 IF 1 JN., .NE.1I GO TO 2CD TIICI ZI .Z •• o-TSt .... I.O.1 Sil IF Il. EIJ I.GY. l6.0.AND.1 SII.IIE. 1. AllO. 1 SO.'1E.I.AIIIO. rS'H.GE. 16.01
l TltUI-H.o-TIIEIJI IF 1 til EIJI.Gr. 16.0.'110 .!SII.NE. I.AIIO.ISO. liE. Il recell.16.0.
u •• o-UEIJI-TStH IF nSCH.CE.I •• O.ANO.UOI.EQ.1I r8t121.0.0 rllr~o.o
''''.0.0 Dl 115 JF.l.4 Til T.'" Jo TRE IJF I-T.II JF 1
U5 '''T.T.'.'NEIJFI-TIIBIJFI racl JI.4e.0- 10 TSC .... T .. r-"" IF liME! Il.lE.O.5I TecUI.4 •• 0-2.TSC .... rRT-T8CIZI GO '0 400
MO rBCIlI·H.&- rSC; .... A.O.IS .. IF ITSCH.GE.I •• O.ANO.ISII.EO.II r8tIZI·0.0 IF ITIEI JI.Gr~ 16.0.IIIO.PL4.fO.1I r8CUI·16.0'Z4.o-TREIJI IF CTSCH.Gr .16 .0.1110. 1RE 1 J I.GT .16. O. '''D. 'L4. EQ.11
l T8elll.Z4.o-fREIJI . .co "tlll.P8CI 11. rec IZ 10".1 Il
recII'·o.O IF "ICllI.LT.S~DI11I TBClII.I$IIDIII-PltlllJ/"P Dl 4Z0 Nh2.6
IZO IF IPHSINXI .LT .51101'1.11 rICIII-TIIC Il,.TP'''ISIIOINXI-PHS.I/uIIIRI' IF ITeClJI.GE.Jeclll1 GO rD 1>20 lltF-1 IF IIPU.E~.l.OR .PL •• EO. 1I.IND. 1 IsR. EO.l.OR. ISII. EO.I.nR. TIIE UI
1 .Lf.I6.DI.0It.'"ETJI.LE.TSCHI GIl ro 620 IF IPL5.EQ.I.01I.PL •• EO.1I GO TO 490 l' IlIlItN.EO.l.lNO.IPLlII.EO.I.01I.PLl5.EO.11I GD TO "5 IF ILH"· ... e.1I GD ro 480 til BI JI .'1111 J l' nec: 111- r8C111101 l'IAPlR.llI-lloIPU >PU S.Pll Il Il IF 1 HO S, .Gf .IZ9.o-TSCHIUKIlII GO Ta 470 T"O"orllfl JI-IIH. o-rsCH,OIlItI L '-HCSTIIIIR TIll! JI .JIIO l' ITII8IJI.LE. UO.IIIO. 'RftlJ' .LE.IHOST/RKIL I.,SCHI.I"O.
IfII8IJI.LE.I6.01 GO TO 6le IF 1'1181 JI.U. rSO.AIID. rR8I JI.LE.IH05T/RItIL loUCHI.AIIO.
llSOI.NE.lI GO TO 600 IF If Rel JI.LE. rRD.ANO. TR81 J, .GT .1t/OST/aKIL loTSCHI'
l 'UIJI.HOS"R~I lI.TSCH GO TO 500
.TD IF ITIIIIJI.LE.TRElJI •• NO.TASIJI.LE.II>.OI GO TD 620 l' lraBIJI.Lf.UEIJI.IIIO.IPLlII.EO.l.OII.PLlS.EO.11I GO '0500 If ITRBCJ'.GT.r~flJII ,OftIJI-TRElJI GR TO '50
... ~ rREI J'.TOEIJ I-I78C1l1-IIlCI Jllol 1.IIIPI""1 li-II. IIPU.PUlloPL ISII
IF Ifll li JI.Ll. TSCHI GD TC 4Il TAGoO.O HIIL-SOO.O.I Z1.o-TSCH'·R"ILI IF IHOST.l T • MIlL 1 TRD.I .... L-"'lsTJ/RR.URI JI IF IfllfIJI.GE.lRO.A"D.'RflJI.LT.lb.OI GO TO I>ZO l' ITlfIJI.r.E.TROI GO ra 500 TREIJI·"O IF ITRElJI.G'.Z4.01 TIIEIJ'-H.O
.11 rIlEIJI·r"BIJI GI1 '0 5no
_ ... - ... ~ TOST.14.C>-ITIICI 11- '8C 11I"~P""'rt 1 IF 1 TOST .LE. TStHI TQsT-TSCH , IF 1 IV. fa. l' GO TO .Ib ' l1li nf 16.1001>1 TOST
1_ RI""" l'OCOULO euuu lE STDPPED AT lI~E '.1'5.1. l' IlECAusE OF SALES REQUIRE""Nr. AIISIIE!! ·YES· 011 ... 0- .'1
100 RUD n.l110" 10L ICOl FORIIAT 114'
IF IIIIL.ell.~OI GO Ta ua IF IIClL.fQ.VUI GO TO .11 · .. IlE 16,IOSOI GD '0 laD .a. LoSOI rllil JI.nCH TIIEI J'.TIIU ., IUEIJ"U.TRIIJI.oa.ISR.EO.1I T.flJI·rIl8IJI DO""R fI JI '10'-1 00 ,n ua
.1. IMITE 1"',111101 roST 1010 FOR"" l'OCOUlO 10'H OUUII, BE STOPPEO l~O UNEIIf -lU 8E'.
l' sri. rI!o "' lI.f •• F' .l.' IIISIIEII ·'ES· OR ·NO·.·' no IUO U, 10111 101lL
1011 FO."''' 114' IF 1 1 o ill .EO.NDI GO TO 610 IF CIO III. .E~.YESI GO TO ... .. lU 16.1050' GO Ta 710
;
1 ,1
DIli 490 IF 1 15'.EO.lI GO TO 550 Dlll IF ITStH.Lr.16.0.INO.ISR.EQ.1I ça rD 610 01 U " "SCt/.Ll.16.0' GO Ta At, OU. TUIJ,.rsCN DU5 'UIJ'.rsCot OU. GO '0 610 OlU ." TREIJ).16.0 OUI CALL Still OU, co fO 620 DUO 500 IF ILIIOY .• EII. li GO rD aoc OUI LOlO.,. 1 . Olll IF IISII.IIE.1I GO TD S50 OU, IF IPL11I.IIE.1.",,0.PLlS ... E.1I GO Tn "0 DU4 IIIIIlE 16,101111 OU5 1.001 FOIIIIA' l'OCOULO UII -ILL 01" "TElIl'ICf liE ClNCELUD IIC.un • t
l'OF SALES REOUIRENE'''. "SIIEI ·YES- OR ."" ••• , 0126 510 IEAD ... IOUI IIIL 0121 . 10U FORlO., 114' OUI IF IIIIL.EII.IiOI GD rD 610 Oln IF 1 11lL. EO. VESI GO ra 510 OUO IIIInE 16.10501 OUI 1050 FOIHU l'ONOT UllDE.su~rEO ..... USE TYPE AGAIN" OUl GO Ta SlO 011' 'la 15 •• 0 01,.. RE 'UR" OUS "0 IF IISII.NE.I.OII.17A81JI.LE.16.0.A .. D.LREN.EO.11I GO TO 6lD OU6 IIIIln 11>,lalOI OUl 10JO FORMAT l'otOULD CE.E"T ~ILL "UNre"INCE lE elllCfLUD '.
ItSEtAUSE OF SALES AEOUIIIE-EIIT. l''SIIU "YES. OR """ ••• , OUI no IIElO 1 Ç.IOl51 IIIL 01'9 1035 FOR"AT 1 141 01.0 IF IIIIL.fll.IICI GC ru 7)4 DIli IF Il''L.EII.vESI GO Ta TH Ol.l l1li nE 16.10501 014J GO TO no 01.. 7J. IF ITlBIJ'.Gr.16.01 TRSIJ'.16.0 01.5 IF 1 TSCH.Gf.16.01 TUI JI.'SCH 0146 GO ID .ze DIU 7J5 151100 01.1 IIETUIIN 01.. 600 IF "PUII.IIE .1.AIIO.PU S. NE .1I.0R.1 SII.Eo.I. '''0. TllIIJI.
ILE.16.CI GO Ta 620 0150 LOSoI OUI TOGoTRBIJI ouz IIIIITE 16.100]1 TOD OU) 100' '0It1l" 1 'OCOULO OUIRU SU.TiNG TIllE liE DELAYEO TILL'.
1"5.l.' 7 .NSIIER ·'ES. OR ·NO·.·I 015. 1.0 IIUO 19.10451 IOLL· 0155 10.5 FO"" IA., DI,. IF IIOU.ECI."'" GO rD 1.5 0151 IF ClIIIl.EO. ,e 51 GO Ta no on. l1li nE 16.10'0' 015Q GO '0 740 01.0 7.5 IF ITUI JI.GY .11 .. 01 TRIII Jlwllt. 0 01.1 GO '0 620 0167 750 OOOP.TCQ 016' "OIlP.1 0164 GO TO .10 01.5 .lD LOIO.,-O 0166 RETUII .. 0167 MO
TOTAL IIENCIIY IIEOUIREMENfS 001750 IYTES
0001 OOOl
0001 000. 0005 0006
0001 000.
0009 0010 0011 OOU 001) 001. 0015
SUeaOUTlNE SClll CO"'OOlITI8LE"OIIIZOI.'~E 120,.TPIIIlO'. 'PEUDI.
l nalZOl,fREllOI CO .... 0II/~"Es/RP •• "161.ul.'.AO.IIR eOllNONltlPClYIPHYI61.HCL '1141.~rY" f>1 • ...,Vl.HOyZ.HOY' en_ON/S ,QRG/PHSI61.HCLSI41. srsrl6 •• "l\1.HOSl."'ST CO .... O"" l''E SITSCH. TSO. TSN. TP"'. '''N. T"". TPFI61 • r ... 16 •• rfS.
1 TpSII. """.T"NI61, lYB. lYE. "" CO"'O"Il NDEX/I ,J.K.l TIIEI J 1_1 HIIVT ..... oSr.1 rosI J '-TSCH IOU III III "-UIL Il
1 ."'!lIJI IF 'J.~f.1I TRElJI·raEIJI-TAEI.I-II.7IIII.t-lI IF " .. IJI.GY.Z4.0' GD ra 150 _1 IIETUR!!
150 fil El JI.Z4.0 lE ru Il " E'IO
rOUL "e.c • ., IIEQUI~tMeNrS OOGlU S'trES

1 . i
1
1
1
1 1
1
1 r , i 1 1
----- -- 1
A3-5 120

0001
0001 000' 000. 000'
0006 000' 0001
0009 0010
0011 0011 0011 001. O"IS 0016 OOU· 001. 001. 0010 00l! oon 0021 GIll. 0015 OOl. OOlf 007.
0029
DOlO DOn
00)1
Oll" 00,. oon OOJ. 0017 0018 OOJ. 00.0 00.1 0062
0061 00 •• 00.' 0046 0041 OO.~
004" OOSO oosa OO'Z OOSJ 00S4 00,. OOS6 OOS? OO'S on9 0060 0061 0062 006) 0064 DO •• 0066 00.' OO"S 006. 0070 oon 0072 0011 00'4 001S 0016 0.,17 00111 n01Q OO~" 00~1 OO.Z 00.' 00.4 OO.S GO~6 oon
C C """ SUlllOU""E FOIt '''OtI''IL OPE.U'O"S. rel P.FlIt~ C Olt 'C",""! SUl!' 'CJlO/l C ... TlKE 'liCE. IIUT 'THE ~ seHEO .... f CIII liE CH""'EO IIY SAlfS VUIUIO .. S.
Co_nlllunllllllol.'1IE1l01."II'201. r'fllO'. l '1IIIZO,.uEuo,.rcauo,. rCfll0'. z rGII1701.rGEI101 •. rHBIZO'. rNFI101
CO,,"0fI/STOIIG/"HSI6'.HCLS '4'. usr ''',.HOS1.Hon.HOS' .COIS.FS! Cn .... Olln .. slllll/.' •• lO'.II'6.10' CO .... O .. /s.L!S/swnl.'.Sn.S~ CO'lllONIr.."'fY/"HVI6I.NCLVIOI. STV" ".'fOvl.HOV2.NIIV'.
1 CIIY."STF Cnllll(l"/ •• TF.S/ ....... I6'.AIt '4' •• 0 .' •• IN.IIH6I.'"'' CO ... OOI/S"I reN/1 511.1 S •• 'SO.OOll.UIl~ ... O" •• HO" •• O"..l .. E .. lOS co ....... n 1 lIE sn SOto TSO. TS". r .... ' ..... 1 .... "'Fl61. TIIF .. ,. TFSI6J.
1 TOOS".TOOF".T"'I,,'.,n.rYF.1I() CfJ....n .. ",&R .. S/JIIIO •• JII., .Jll r co-a .. lPF .l-E'hlE' ,1t1.Lft,IIDH,IItFH."Z, fU,., 'If'. ,.e,
1 lCS.TCS. TEFI6,.LP.LY."U.1I'ny .PL 1 S.PL h"Pll.PL 1."l".Pl" C" .... OfrIII IIClff/l .... 1t IL , .. , 'f. ItI, Ju,lle; (11 .... Il'I/o"" .. , TF I •• KC"O. «c"o.U"O.UO I .. TfGf. PUS .PL Il .. PLl. PL J. PL'. PL" DI lie liS ln .. P1I16'. T""10' LO$JI'O "'S'K'.TSCH IF 11t.17f."FoI.OI.'SCM.GE.I.O' GO ro n TlIIIJloO.o TlEIJ'·l ... IF crlfUJ.LT.IIIClvr-MnSTlIu.rsOH' 'l0 rD Z. r.EI J"TSCH.'HOVT-IIOST I/A. ... ITE 16.111041 rllflJ'
t4 J'J+I n 1" 1~"CII.Nf.lI GD '0 JOO
r~·'4.0 1" 11S1I.EO.I"~O.".fO.I.'~0.PL1S.EO.I' rpS"'16.0 "'~ ... O.O IF 111 5O.fO. I ..... I .. Ll. fO, 1 .'NO.IS"."f • 1.''10. 1S1t.00f • IIJ • ....,.
1I11.NE.l.0I.HOsr.Lf.NI)H114.0Il' Cil ro 10 IF III "-2. F.O.I •• r,o.1 SII."E.I.'''O. !Sil. NF. .11.0II.150.EO.1
1I .... 0 ..... H.EO.II GO TO 4~
riEl JI·2 •• 0'IIS".,I-1 S."I 1-1 SII"II-I SO"'''L I".PLIS' '.16.0'IS" IF III "-2.EO.I.'''0.15''.IIIE. 1""0. ISR. NF. Il.no .no.fO. Il.
1."0 ... HSIII.CT.S .... om.P .. SIII.LT.S .. '''III "0 TI' Z6 IF l 'Se ... CE.I~.O ... No.KlO'l ... E .1' JO El J'.14.0"IS".II-ISIIJ.
lll-ISR ""-1 50 1."L1 So,,- lW Il IF 1 TSC".I;E .16.0' CO TO 15 IF "AflJ'.EO.IO.OII GO ro 50 C'LL SeRI CO TO 60
Z6 TRF.I JI',4.0-ISooI00.01/R"I .. , IF "seM.Gr.fAEL/I' "flJ'.TSC .. C'Ll SCA 1 GO ro 611
)0 "'IIUI".O IF l ".EO. I •• ~."NSI Il.L r .SWIIIl'.'~D.1 Tse ... 1 SWIl 1 II-.... SIU"··IU
I.CT.J.OII CI' ro 40 n I~ 1 TSCH.C'. UIII J" UI" J'.TSCH
CILl SCll r.') JO 60
4 .. r.IIII'.TSCH IF !J.';T.1I T"el Il,UE IJ-II SOT.S"OI .. '.II .... VIN'- .... SIN ,"Q"'N"124.11 IF 1 ... EO.I •• Nn.rSCN.LT.rSOI sor·s .. r"ElII.T -~III. 1 SOT .PNVI" ,-... ~ l ''l''A ·1'<' IF ""EIII.l;r .125.o-TAFI J-II-IHCVI-HOSTIIIU-".IL"" GO JII "" 1·1.1 l' IN.EO.I •• Hr).T·ElII.cr.TSO, GO TO .~ \IIt"E 16.1100' r"EII-II."
1100 F!1 ...... T C' ',F5.1.5'C,"" 'VPE ',Il,' SILO FUll." IF IN.EO. Il GO rn "S !IIIITE 16.1111" rOOEII-II
1101 'OIII1U l' '.".l.5J1.·"IIVE CH ro S.S.·I
.' .... 0 GO '0 4S .6 T1Cflll'2~ .II-Tllfl J-1I-IIIf1VT-tlOS TlIlIIA-U 1 LI'
IF l '''El Il. LT. T.SII Il T"f III·TII/IIII 1·101
.S USI J,.T-EI l' 'CIl 1 1. '.T-91I' TCEII.,·T-EI" 'If.r •• , tlU SCAl GOT0611
.0 Tl8IJ' .TSCH.rswn Il '-.... SI Il Il •• 11' I~ 1T."'JI.r,E.TSNI ".'J'.TSO CIl ra 15
50 TOBIJI-Tse .. rOfl J'.TS~H
60 CILL sose CIU so~c IF Il-OY .fO.1I GO JO ZS IF "LOS.EO.I.I~D.aon~.Fc.".n •• I.GT.1I '" TO UO TPIII.I·TSCH IF 1 ..... E.I •• Nn.PLIS.EO.I •• ...,.IS •• EO.1I Cil TI' 2.0
64 '''.llI.TlF IJ' T"" "'74.0
... 'ft,,"·TP~'J' IF "R8tJ,.r.T.U .. O.A"I).fS-.EO.I' TSWH_U •• O
6~ T~'OF'I T-A, "-T"III' "II-Pl I~.I SP' 69 IF IIlSCH.t;F."'"".D •• TSCM.r.E.T~'OI,.I .. n.,~ .. F.ro.".o, CI) JO l"'l
IF l 'StH.Gf. \6.0 •• "0.1 PLIS .fa. 1.01. PL I".(O.II.A .. II.ISO.OO(.I. l'''O.LOS.''f.1I CD JO IQO r"llIll-rSCN . IF IJ.Gr.II T"MII·TREIJ-I\ l' "SCH.CF. T.'I\ Il ct! TO 100
'0 IF ITSC ... t:E.TII~' cn TO eo " TClIIIICI""~1I1
rCE'I.'·T."N tlLL SC""T",,".TI'·F.rU".TUOI IF IlB"r.1 F .0.0' Cl" 'II 100 1'101 11t·I.ol
"0 T_III1,.T -Alli 100 TotIN.T .11 JI
TIIII".O.I) 110 IF """'II."E.TatIN' Gn le 200
t:o rn 7<l 120 r"MII·rAFIJI
T.",,·l".O Cil TI' 110
1.0 '''"III·rse .. '''El II·HP'
200 l'I''l~.F'I.I.'''D.I~'.''f.I •• ...,.IS''.''E.I.'''II.'~O.NF.11 co Ta 9l'O IF Il'' ."f.I.'''O. "-IS .fO. 1.'''0.1 SI. fO. 1 1.011.1 PL 1. fO.I.A"" ....... f .111
1 GO Tn ."Il IF I .. l'.fO.I .... o.r.flJ'.CT.I •• n .... O .... EO.1I ron TO )110 IF "L 1.10.11 cn TIl '~Il
m Tn ""
1 ! oln 011' 1 01lS
0116 DIU 011.
0119 DUO OUI DI" DIU OU, OIlS OU6 OU, Oll. OU" DUO OUI OUl onJ DI,. oln OU" OU1 OU" on. 0160 01.1 0162 D' .. ' DI" Ol'~ 0146 014' 01411 0'4'1 01~0
0151 0152 OU) DI'" 0155 01,. 0197 01,. 01n 0160 0161 0 .. 2 016J 0'66 0165 DI .... 0\67 016. DI •• DUO
OUI 0172 OU' 0114 0"" 01T6 0177 Due 0179 DilO 111"1 OlPl OU) OU. 0115 01116 0117 OU, DI'" 01'" 01·1 oln DI.) 01<16
01.5 014l!o 0147 Ol.~
DI'" OlOO OZal OZ Dl 010' 02116 OZ05 070'" 01'"
OZOS
0104 01i0 OZIl OZIZ Olll nll' 01\~ Dl 16 0217 0111 Oll. OllO OUI onz ozn OU. "7n 01Z. OU7 01,. OU. 011'1 0211 0112 11111
UO IF l''L •• EO." CO TO 2lS tlltfT' 1".lonu
1001 FOPAT l' Il •• 0·.SX.·IF C" lUS Irr .. FI"ISHEP'. l' IIU"TEIU .. U. OHE C." STur Cil UTNflt IF .11 Il 011,"", l' 011 S ro .. CP 1 F 1111 IS ON.·I co '0 210
us tIIt!TE IA.IOO" 100Z FO ... " l' 16.0·." .... F C" ,,'5 IIUN FI .. ISHED "U"'ENANCE.·.
l' INO IF ." IS 0"'11. STAIIT C-.·I 2)0 IF I!SCH.Gf.TOOS .... rwn."F ... EO.O.OI co TO ,.,
C.U SCPIILOS ... TOSNI .,elJl!.PrlE.l.Ott.ISQ.FQ.l.Cp.tSM.FQ.I.n •• IS".fO.1J GO TO qoo IF n .. EIIt'.r.E.14.0.o •• rllfIJI.GT.TPfI.,.O ..... IIE.II co TO 900 J'Jol "UUI"'flll' CAU SCAZ GO TD ...,,,
ns TI' El JI.TSrH GO rD CIlla
l60 LDf".1 ClLl SC"" LOS ... rOSN' TS .... TIIIIIJI """I."rlll' IF ITPflll,.lT.16.01 '''.111 .... 0 '''II JI "4.1'1 rBIIF.T .... ,,-T"'IIl GO Tf1 6'1
JOO IF 1 J"AT .FO.II CO TO .. 0<1 IFI .. L ... EO.I .... n.IS •• NE.I •• 0f().IS ... ~f.I.I"0.1S0 ... I.1I GO '" lOS IF Il 511 .FO.I.OII.PU.f 0.11 Gn TO HO TISI J").O IF IfSCH.G'. r.BI J" rR1I1 J,.TSCH CAU SCRZ GO TO 1'"
lOS 1., ..... (. Il t:n TO )10 .... I·PNVIII .. 'Z·I\6-UI),· ... IFITSCHoLT.rSD' CO TO ')~' "'I."NSI " P .. ,.IU.D-TSCH' .... IF"SCH.CT.IA.O' "PI.C.O
)01 IFISO.GT.IPPI.124.0-""'."'II."211 GO TO )l0 GO '0 !IO
)l0 TI fi JI'Z_,O CAU SCA 1 GO rD ))0
)20 IF ITSCH.roE.Ib.OI GO '0 12 .. T.EI JI.Ib.O CAlL SCItI Cil Ta HO
" .. TO!IJI·TSCH TlEI J'.TSeH
"0 caLl S"SC C'Ll SDSC IF IL.OY.EO.U CO rD n Til BI l' .T SCN ".'IC,·TSCH "s .. ·z~.o '''Flle.'' .0 IFIPL ... fQ.I.AflO.ISI'.Ne.I.I'CI.H."E.11 0;0 TO 115 IF "Pfl JI."T. 16.0 .... 0.1 S"."E. 1.'''0. nR ."E. 1 .~"o.ISO'''E.I • .I''O.
"'l4.EC.t.II'I.N.NE.lI' Gr Til ,.." IF" Sil .EO. 1. "'0. TSCH.CE. 1f .. 0 1 co rD nz
131 TB ..... Z4.1)08.0.1S .. TftNF_O." GOJOfO
nz T"EI".T SCH co JO UO
1)5 CALL S"""l",,,.TCSN' IF IfPF 1. ,. LT. I~. 0' GO JO "1 T ....... 16.0 rR.·Z4.o-T'EIIII r" .. " -24.0 r"lIlI.TPf 1.' GfJ TO 68
)40 IF IT~CH.ce.TAflJII 1:n Tn \20 IF 'HeH.Cf.".n, CIl TO 80
,., r ...... ·I".O "0 r".I"I·Z4.0
T""II·rqEIJ' GO TO .... '.0 T"~ •• ' 6. (] ' .... 4' _240.() T"."I·'.FIJI r'F ... r"A14'-T".l15I IF IITSCN.Cf.TPS •• OA.TSCH.r.f.T" .... II •• "O.TPr".fO.O.O' GO ro
-1 1'~ IF 1 rsCH.H. TIIAI511 GIl TC 410 IF 1 nC'f.Cf. T"S~' GO Ta 41 ~ CAU SrPIILos",rCSN' IF "8"".IE.II.O' GO Til "00 IC·".I
UO "R'KI.r·I'~1 UO "S·.T"AI"
'.,F"·O.O C'Ll SC""LnS".ToSNI GO TO ""n
.00 IF 1 N. ~E • Il en JO .<10 IF IJ.GT.II TPBIK,.TAFIJ-II IF 1 ISO. fO.I.'''D. S".GT .1 PHSIII o •• !J •• '" l '.'1.0-10 E!J'II"
1 IIP" Cil Tn H5 IF Il Sil .'1F.I. '''O.IS''.''E .1 .... 0.150 ... f. 1 .... o.III'ST.l T ... nHI Ib.II" Cil '"
15111 "'EIJI-U.ooa.noIS" IF ITSCN.CF.r.EIJII GO ro "~ CILL 5"" 1 IF 1 Ise. EO.I' L' PI'O GO Tn ~'O
Sla '"111 J'.l.G IF ITSCH.CT.TRBIJ" TRRIJ,.rSCH CllL Scql co ro '10
515 'OH J,.'SCH ,. "IJ,·rsCN
SlO CILL S~SC CUL SOSC IF Il .. D't.fO.lI GO rn l~
')5 IF lTofIJ,.r.T.16.~ •• "n.IS ... "[.I.A .. n.no ... "" GO Tn "II ,,,· ... ~ •• o-8.,,.IS .. ""'_('1.0 r .... III·HfH IF ITSr.H.GT.I".O •• r,o.IS".EO.II GO JO no IF "SC".I\f. rit .... , Gn TD .... 0 TCM ,. I.TI'8I Il TCEIIIC '.TII .... C.U ~(" "rll ..... ra.F. ru ... TUO' IF nIlF'".lF.T."'J" cn rll "~O IF IISO."F. 1 .(lP. 5".1 F. IPIIS" 10 •• "".'11" 1./I-"E 1 J- 1 Il
1""" r.n Til , .. "

A3-6 121

ou. on, oz,. OUl onll on •. 01.0 0,., ozu ozn 0'''' oz.,. OZ46 OZ.l O'U oz ••. 0250 OU, 01'2 OU) OU4 OU, Oz .. OZ57 01'1'
· oz ... OZ.O 026& OZ6Z 026) 026,.. oz ... oz .. . OZ" .,.z .. oZ .. Olto OZll .027Z
:=~!. · ozn
OZ 710 . ozn oua oU •. OZ.O olàf· Olll OZ" .
m~ OZ81\ 0211. 02. •.• oz •• · 0290 . OZU IIZ"2
~:!." OZ", OZ". 02"" O~~.
gm '010' . 0102 0'11)' O,~ 0.;0'-0)06 Ol,lI?: 0108
· 0'09 DUO: 11).11 OU2. un 01'. O)l~ OU6 OUT 01." ~Jl" OUO "UI 0'22 0121
ou. ons 'on" 0"'7 ciUII 017"
. 01111 o.", on.2 :m "" '0116
.hJT iml,
op,. 0'.0 0'Y41 Ci,., 0'.,· 01~ 01.' ct, .. Ol'~ 01" OJ'. O1.ct 0;" "'a 01'1 0';. en',
·on/lo 0'" Dl" on· 0''''
IF U.SCH.GI.n!lI, ID ra '110 1.0Sll-' . CUL Scp" LOSN. 'OSNt ""''''.·TCSN • CAU seu CALL '"SC CALI: ~DSC GO .'11 HO.
n. lit '","I.n.lf.l6.0t CiO '0 lU
""-1-'''''''' CiO Ta J"O MO "'Ufl-J~1t ... HO eALL S""LfISII.'"SN'
· '" rD 4100 .. 0 ""'J,-nelt
CALL 'SCU &.m!H:i~~~z •. CII GO Ta .aD
'~S"'.Z •• O . '.'10 "''''Z'I.O "J ... n.o
tALL SCJlIILOSN. 'CSIII GO '0 '100
.00 ""' lU -UCH C'LL S.CJlSlLl LOS". ,cs ... , .. sa., SIl'. ..1I1I·UE.,,-lI . .,. "SCH~G'·."fI J-lI' '''''' 11·.1$1:" IF "I!sa.llf. TStHI GO '" .. 0 . ~:E~'~~!:~i~::~:.O,.'ND.'S1I.lIf.U.AIID.I,,,.III.I' GD ra uo " ":UCH~Ge~ -'!f' JI' CiO 'C 1110 ~L~OS~~" •
620 , .. , .11.'.,'0 gL~ ':giG~.,.o, TllBW·.'SCH Gli ,., ~O .,0 '!lEU'-'SCH fIlI'J'-'SCH
..0 t~LL SIlSe . GO ,n ..
650 , .... U'·:rOSII l' nSCH.Gl.mSII'. '''AIZ'·'~H
1!~,~~~:.~~i·1G:1I;~Z:;rnZM-TSt~.I""'LI~HIIY,T-HIIST'.I"I\' . . ".·'US,!.fO~Là'GO Til ' .. ,
fIlS.1 ;",-r:-~IZ' .. CALL 5C11Z ULL SNst
"0, ::~!;~i.GE.TIIE' J" GO '0 610
GO '0 BO ... .,. lT .. si~GE.16.0'·GO Ta n,
t1lEl J.'-'~5" . -. "
:8f::;m~ttU~:~'~~~:'~~ ~~::~~;:m!m;"'O IF C~"Î.I'I:.I.l .. r:stH'. ,,,IIU,-,.O - ' ". ,- . ~oI!Itt.~IJ'.~ ~., .• o.~o. UtH.L T.'.O' ,11".1'·'.0 Tl .. ' JI-' •. O ,~u J'-2.4.0. c.u': 511iSt IF U":~'J-tl.fQ'·'StH' GO Ta .. '" ~~l:I~:~~~,.G~~~S'" c;c y., .. 1
'.:aU'-."""o · ''''!F.-T'!IC.·U.:''T''AC 11·
~~~T:IJ"" . t,"'; ~:.'.!:::~S"-
· ~04I'.(I.O·' Gn"o ."
'1,0 ',,!.A' '.'. -1.6.0 · GO "0 '100 ", ,,,,,1.1'.-;4.0
· H, CAU StRl . ·.tALI; Sl\St
',;,., ~~~3,}~t~,~o.,slt .... IF.'UCH~L'T.~"lIJII' Gn YD '''0
::gr:;~= ' .. . 6'10 CAU:Sc-l . · CALt; SlISe '1' ·IISR. fO.1I GO '0 10C
"'AIlI·'''U ~~U7:~~!;~!' u;.o.~~.rs •• Eo.I.' m,U:'.~';~.o
100 IF 1 YstM.rof .16.n.DR. ""S'.t:I!. nuJ' .... O. ".II.!J,.ro!!.'"SIIII . 1 . "DT"~711" . .. ,.'. ....... . .' .'
'J " .. sa.Gf·,'"EIJ, •• 'IO.Y."oI,.L"Yns .. , Gn '.0 T611 " "Y"ItIJi·~r.F~·, .. s"'Gn· rD no' . IF '''.IJ'.~f. YDSN' Gn JO 1.0 IF "5CH.CE. Y.'UIl GO YD 1100 ftI .... ·TIIIIIJ' .... roi •• "'''O-TII'' J,.,p51-'05" Ttst '"J·'.UfI .' ,t fll"'."'"'" CAU; SQllHIIMH,T8I1F.'UII.r:uo, '.,.1" . '. ..' .. .. 'II·IIC.' ciOlct'eno .
'60 ",.,' f'.T~1I '. ,,,,.c J'~.:O can,',o··,. "'. r-t~ 'l:1I'8i JI.-'U"
, .(Au··SOtt " .. ""fU' .r.,. 'l'SAI YUIoI'·""
7J~ ;~g;~~~.~' .' . ; ,~.' ('L(SOt', .', ",,,,,·""i,· ·i"li.et.iI.L'~"SA"'II8IJ'."U T.'rt"""·".n·:' ','. .." '.' ,." Jt;til.~o .' . . GO'''''o ',,',.' .
?ID Tltlé .. , .1es .. " .. c.ut: 'Sot, . .'
'''''U-f."ru,· "",,)-n.;o .. "'_'". ein',O'.,
.00 T.1III' .,'1\" .... ,,"Ail' .nU:JI
'''A'Uq,'.'; '.' ISOYli.,·',,·ni-TIIAlU .-::~\"'!~t~~ .. ·, ...
CD ... . ... .......... lt.GD.'O -ID
•• ne.. ••• '00" : 1111.1.1' ':;: :r:c:: ·.~I.~ .• ?I~·IICI'O S!LDFlILl·'.
cau. ... oir ~., ~r.u".,E., •. OI. II~ON!"', .. , ,,.H,, •• GI.M.OI, Il,,,,,~', .......... ' .. ... -, :~IE"".GE.I4.01 1111"'-'. --.. " ..
.ar ......... ~.lIOZCIC .• ",,,.
1
_,
§ ! -...
1.
.... ...
.12 • 0 . ,. 80'S' ••• an •. ... .... ..lIOn ... ..u .. 8 002$
•• .. zr •• lIOZ9 ... OOJl "V.' aon 00,. 0015. ... lIOn •• ..,.. -' ... , GOQ ... ~ ao..'
= .... ... --IIM' .-.z CIOD ~ IIOH' .,. lIOn .... -...... .. , -.z .. ~ .... eoM: -OMY -... .,. • n : .... "
lIOn rie,,'
~,~, ~"',,".'LII.LiI,.
=~;~:::=:~:;!f:mo,'.,,,uo,,,'fIZO' ~!!,Aà""'l6tZ.O,.II"'io,.' ..... ,'" ::.. ... :r.::::~~~=~t!;..~:·· . ..,... . .. , . GNiOII!SidTCII.lIS". ,s~, ISQ.II~I"'I .• uD",II,n"' •• "O/I.L'1!1I ~'M;5"SCII.TSO. fSII. "" .. ,"."., ..... "fi 61 ".,,'16". , . :.fS'.t .... S!',T"JI.' .. "'I6i.n.~r'E·.: . , " ' . CII'I!.III'I.IC~JY,,".v ... ,: ...... ' .
i!.t:!'T.r.~:=.~œ~A.LII ••. !I4.IIFH~"i; .. u, TAII .• ru. .:~::a!EI'J:: ~~'.~'" ~IIS!I .• ll'Q', PL IS!~L,I~~'!-l~ ~," ""',"L' .......... ' .. .... . .. ~ S$IIA'!lODf.II.np, ........ sa:'L·. '"S, "".11.' ~".Il' __ .z·· ...... ".' ... ' .... IF ..... ID ••• A..,.u.IIE.I.allp.TP •.• ' .• ~"'.TSD'· ''1 TO '0
,~ .. t~!~~~:~m~~,:~::!!~~ô~~;:;:.=·;~o~=~· .' _'ID 10: .... ':· ".-- .... { .. ~ ... ' , .. -" : .. ~.:.~ ~~" ....... ...
I!. IF. ".~I~SIIOI"II.Gf.IOO.O.A!ID .• L!,! •• EO.U.GO 'n." 'IF, ".""J-SIID' •. II~LI •• OO.O·I, CiO '040·'·· .. '. . ..
" ~: ...... u; GO.'ll· 10" '. . .'. .'
'_ ......... l'HS, tt.'.I.l.II' IF' '--_.1'" .. "-..... 11":"'00.0·.· IF ••••••••• ...,.L'f.!I."'E. n ........... 100.0 : ..... n·~t ~"~ 'SD,~?P.P.~:~GE. $0" Grl' '~'1 .. ""~ ••• '0011"."'1".1.-IF' .q .... G,.O.O.OIt·."Soi~LE.rsD' Gn '0 ,., 'F·Il.;"I~lI c-II .• i·:···· •.. ; IF', .",po.IO. li' GO. 'l' '.0.
::':;:;:~~~~~~ ';::*:~:;SO .~.J·.I·.it '. .' '" . ....Il ..... ". .... noti.-u =,,~~n . lIE1UP
...... 1l'1·j,nn '. ~IRQ·'"'II'~C5D-"",""II" .
... · ...... ~.M .• lI· ''f'!CI.,,,f·C,,,oZOO.O/'' .... IF ...... PI.tIIE.I •• ND .. N ... E·.n· "UiI'-"EI"IO'''HV'"-100.0'/ItP IF .... nïr. •• 'G'. ,''s.,', y .... Il''''''0' .. " ' '. ,. .: ,. ... =:t.C:-.~" .. ". '" '.' IF·IL •• ~O.U '''.ElII'-'''"III·' ... -0.... ......
1IE.1!I'!!I •• IF ••••• U ... ..,
. QI .. fIIJ' ., .•.•.. ,.;
~ ~.~~";:~i::,~Oi~':~.II·· ' ... = ... ·.~~{~.~'."MOVE. C",,'O"~~, ·.,U~· S.'l.D.~,
_ •• ·'''.''-1.·' .... M .. _1.1"0 ' '. .':..-.
cau. S., . ...-e ... -0 -. ,. cali. SIOSAnSD.,"SY'I" '. . IF' •. nl'f .. " .. IS .... ""ÎlllI~ .. H$l'Y"""'.GE. ysn, GO' ta JO IF ._.oCE~~lInnn ""CIO' ;., .' .', ~,. IF .nop.v.n5f)'olS"oll,-... FU/."" CiO fil 111 :: :~':-~r .. ,111,'.IP .. '~'.I.~":'~.~'m~ .. ,·I.~?~ .• ~~~) GO 'O. '0 ...
_ .·nE· '.~'O"l'. T"'III' •• '-.z ,~=;'·;~:f~:~·.~·~~C.""~ '~'E.~ .. ,',I.o;S:'LO.~ LA~! •. CIO_M' 'C-' .
RD.' ,
.. ~_._.-.... ... ~_.-. ....:. ..•. ...,~.'~

A3-7 122

~i. , ,
'.' ~ . , .
.l ......... ,
:. ~'.~ ;"

..... J
A3-8 123
1

0001 oooz 000) 000. 0009 0006 0001 0001
000'1 0010
OOU 0012 0011 001' 00" 0016 00&1 00&1
0019 OOZO OOZI OOtZ OOZJ 002. 0015 0026 oon OOZi 0029 00)0 001l 0012 oon 0016 oon 00)6 oon 0011 ·00)9 0060 OOU 0062 00.) 00 •• 00.5 0066 oon 00.1 0049 0050 005&
0056 oon 0051 00'9 00.0 0061 00.2 0061 00" 00., 0066 0061 0068 00.9 OOYO oon oon oon OOY. 0015 0016 OOTT 00Y8 0019 00110 0011 ooez 0081 0011. ooes 0086 oon 00.8 001" 0040 009\ OO" 0091 00" 00" 009. oon 009. 0099 0100 alOI 010l 010) 010. 010. 0106 0101 alOI 0109 ana OUI OUI OIU 011' 011' 0116 0111 Dili 0119 alla OUI Olll
SUIlllIlUTI"E SIIIo\ cn .... O .. 'UIlLE" ... CZO'. '.EIZO'. '1011' la'. 'PE"O' cn .. n .. ,r'ftLO~"' •• ZO'.816.20' CO .... ONIC"TY'IOHV'6' cn .... n .. 'STfl'IG/IOHS'f>1 co~~nN'S'lES'SWO'61.50.S~ CO ... ONIII'nS/RIO ..... 61 CO""""ITIIfESITSCH. un. TS ... TPw. T''''. "'''. r.F.61 .r~'61. TFS'610
1 r.SII. r'F .. eO .... ON""OUIl.J.".L ...... CO"OOO" vr .1.~F ... LE."".L".WPH."FH."l."' •• TAa, fAE,LeS, Je S.
lTEF'61.L',I.V.WZO Ol ... s,n .. ,,"sni ,rUS!)I. "UIII TL"'O.O L~eO CALL SGiITIIs, .. r, .... _."SE' 1''' .• 1-1.0
• IF '.T.~E.O •• NO.TIOF''''.LT.l.al GO rn • IF '~T."E.O' GO TO 2'1 IF 'TIOFI"'.LE.O. e. A~O. ,-•• IIIE .0.'''0. "liE 1 ",.TII5 "" .GE.
1 T50" GIl TO )l IF 'TPf,W'.LE.l.0' GC TO • IF l'',,.NE.O' GO TO 2~a
, IF 1".fO'''l' "ZO.l IF 'ITP".,.TPF'.II.LT.TI05'" GO Ta la ne,'u-rlOS" u·a . RnU.N
no .. r·"" T~SIl 1 ."'SUI TIISI li .'IISII ,"P. "'.0 rIlS15II1O.0 GO Ta Z9
1 Il ... UIIO.(I "-lIT .. r.o CIILL SP) ... tT, 16.10011 rl>l'''', .. .' ...... ·1.0 IF ,OI •• EO.O' GO TO 5 .n.,.. . ... ..0 T"S"'-T.S'l,-rwS'l' TIIS' lI-TllSll' rwsu,eO.O GO rD Z9
98101.l1li..0.0 rL w-TI> III '" LII-l GO rD 21
la "EIK,.rlOa'K'.T'F,., IF ILE .Ea.1I co ra u Il.ITE 16,10011 TPE'III,"
Il ~.LL )rl~".tL •• L.' IF IJI'.NE.II GO JO 5 RETURN
Z9 US.O ]0 '"~'HSl.VLCPHS'''', .. ",w, '.-111
IF IIT,all('.JPFI~"TWSI!I,.GE.lr~S ... T'F"'1 GO TO ~O IF IITI>8I"'.TPfl~I'.GT.r,s", GO '0 ,~O TPE'II'-T pIIK " r~FI '" IF ITIOEI.,.LT.TSD •• NO.~.Eg.II LI·' IF ILE.Ea.11 GO rD 12 II~ITE '6,10QI' rIOEIKI."
]2 LE.O IF I"T .fo.OI GO TO le ,. Il,,.EO.I.&NO.T'EIC,.GT.TSDI.o •• ''T.EQ.l' Gr. TO 2~ IF l''K.fO.I.'''D.ITPEIIII.TIISI~I,.GT.TSD' GO TO )1 GO rll 2Z
J] "."" .·0 TIIS' ~'·O.O Gr) rD l'
Z2 PUll'· .... SLYlIPHSIII,I,I,'.'.-11I 2] IF "ull,.CT.ISO.,OO.OII Gn ln l~
IF IliA "'E.OI Gr TO 24 IF I~ •• (0.11 GO TIl lS TIISIZ,ol SO'lDO.a-pull' ".P
""·1 GO TO n Z~ lIS·1 2' IF 1 .... EQ.I .... D.lB ... e.I.ANO.IT.[III'.TIISI1I'.GT.TSO' GO TO 100 ..... ,
-T-O TWSI3,·TWSIII-TWSI1'
3S wOITE ' •• IO~ll TPElltl," 1002 FOAl4lf , •••• S.l.S •• • .. cvl CP rD TY'E '.11.' SILO"
"-1(.' TIO"II,·T"'"-II''''' C'll SPl "",C'·I.O r"s'1I-0.0 l' ILIS.eO.I' r,o TO 130 'F 1" •• fO.o, r,0 TO 4
26 IF '"T.~f.OI GO Ta • '"SllI·TIISIlI 1fT ... . IF I .... [O.O.OII."T.EO .... ' GO TO li ...... T"SIlI·,.,sn 1 fWSI],·TwSIII.T~SI2'·2·T'. OIhO TIISI5I·0.0 GO TO )0
200 ... "" "lieD TW~U'-TIIS'l,-TIISI2' TWSU'·O.n uSeo cn TO 15
JI .... 0 TIISU,·n.o TIISI)I·T .. SIII.T.~ GO ro 4
.0 l' If"SI1'.I[.rpr", co TC 150 TUS' , '.'PS ... TPF .. -rIlSn, 100'111·5"0'", CF 1 ... fa.l.aND ...... E.1I PU'lI·.UIlI·'OO.O IF ,.II •• lT.~UIlII ( .... TO TO IF 1 ... 'O.I.aNII.TP~'III.LT.T5NI co rn I>S
oln ail. 011. 0116 0111
0121 0129 OIJO onl DIU oln OU. 01)' 01)6 on1 OUI OU9 0160 0"1 OIU OIU 0166 014' 0166 DIU
al ... 0"9 ana OUI DIU 0151 OIS. OU, OU6 OISY OUI on9 0160 0161 OIU 0") 016& 01" 0166 01" 0168 016. OUO onl oln OU, Ou. 0'" OU6 oln ou. 0119 0110 OUI 0112 0113 011. DUS 0116 OUl 01.,
62 IF UUS' 1I.~'. ""KH GO Te ID .'''.KI-o.O ... '" IMITE ".ID!!" r"lu."
100) FO."" l' ·.".l.u.· .. cvr CP TO rV101 '.1 .. ' 511.0 AT LAST ' l'STOIOIOIIOG .. ~ •• ..... 111·1.0 IF 1".10."" "10e1 IF .... Ea.~.l1I.ITPecKI.r .. sllll.GE.TI>SIlI c:t' ra 10' TPE •• ,-r"lc'.hSIII Lr·o ...... ... ·0 TIISU,-TIISI, ... r.sUI TIISCZI-o." GO Tn 100
•• eUL S'Sol' fS" .... SYYI IF UN.LE.'''S", G~ TO 62 T~EI Il,.f 'BI"'" S"''''SYVI ,., GIl '0 ..,
10 TUSC2I.TPelll.I'U.II-'"ftU_ " crUSI Il.;Y. YJSlllI GO 'Il ID IF "usu,. ~f. '_S-I GO TC a:" TlOfl.,·TUSI" LfooO IF 1 lIT .EO.l.:Jt.IYIOElIII .L ,. '$:I •• ICo.LI S.EO.II.~.
1 ...... E.lI '» TD tO ...... ... ·0 TIISUI·O.O TIISI]I·T~SI1I.r_· GO TO ~
ID TPEIIII·TUSIII LEo()
90 ..... T ""0
100 lItt"E 16.10~1' 'IOEIIII ... ..... , T'SIIlI·T_EI~-:I.T.~ •• -.el-l.0 CALI. $Pl IF III.EG."" .'.)001 IF 1.11 "'E.O' ;;.~ '0 16 GO '0 4
10] cau. S~' GO ra S
1)0 LIS-a IF 111 •• '0.11 ._~ yn l6 TUSU,.fso.l :I:.I)-~UI1' "",. " 1 ... fa.lI T;SI!I·CSD-~l:flll'.' .. T ... . ... .., rlls, lI.TIIS. 31-".UII "'SIII.fIIS' li IF I .. T .ECI.lI " TO JI ... ·a TIIsu,·rUS'l! rllSI ".TIISI 1 1 .... SI2'.Z.0.," GO rD 4
160 TPE!II"TPS.ETU."
150 r-eCK ,-"S" LEeD ...'" MT_O WOITf C6.1:J~11 TIOEIO," UTUIlIO EltO

A3-9 124
-~

. oooa 0002 000' 00041 OOO!
000. 0007 -00ft OOalt
00 al OOU 0011 001. 00" 00 a •. 0017 0011 001. OOZO 0011 0021 oon 00241 OOlf 002. 0027 0021 0029 0010 oon OOJZ 00" 0014 001' 0016 00" 00" 00 •• 00.0 oo.a 0042 0041 ~
00415 0046 00.7 004' 00 •• 00'0 !I!I.~1 0052 009 ~ 0055 0056 Don
• 0051 00 •• 0060 0061 006Z
00., 006'-0065 0066 00.7 00 .. 0069 0070 00.71
0072 0071 0074 001' 0076 0017 OOY' 007. 0010 0001
00.12 DDIl 0084 ooas 0cî16 0017 • 001111 00 •• 0090 00.1 00'1' 00'1" 00'14 00.' 00 .. 00'11' 0098 00" 0100
0101 DiOl 0101 0104 DIO' 0106 010'
DIOl 011'" 0110 0111 oill 0111 0114 Dl .. ci1l'" 01t7 OUI Ol~.
_nllE _nltS,"' .• ""." •• IISEI CQllllUlJl:UC'.'''''''61· . ~1S_"HU6' ~ESlS"O'6' •. SO.S" ~nIIllES"SCH •. 'SO •. fS"'. ,p" •. '''M. fllII,.,p"6'.
• ''''.'. Tf S, 6'. 'lOS". ~1I_1I" ..... II.L.,.·.110 . co.IIIIllATES' .... AIII6' co-n"'ElT"IlD'~'.EIZOI.''!''IOI,'''EIlOI ~n"''''''61 •• Z0'.II •• %0·', ~ ...... L.f ... LE.IIA.L •• "IIH.It't<.U ••• u. 'AI. rAE.Les. TCS. .,P •• loL ... L .... 1O '. •• ...s1Oll 'L ...... TIISlSI.I''''CI. la ..... _LWL.VSA.UIIA. l1li ...... 0 _SI 21-0.0 '1151' .... 0 _ ........ "" ... S(II.l.I.IoI • ..,II' ... . .. ' .... .. .. II' ' •• (0.0. GO Ta 20 .~ ....... '.~ ... IO.EQ." Ge ln 20 I~ .... (Q .... ..,.II.IIE.l·~AIID.u.r;E.I.AIIO .... 1IE.2'· GO TO l' II' ."'""I.LE.I.O •• IIO .... IIoE.lI GO '0 l' llloo11Z . ..
:S:~.;:' SIdI'IIII-IIHS' .'JI ,.,. ., ..... 8'-'lu·a.0 .. nE ... IOQU ''''.II-U ... C&LLS" .
ft •• 'IlSE.(QuU GO '0 lOC If' ..... l.oa."'.E~~ Il' GO. JO. '0 "'2.~.'U··· ..
~: ::;:i: ~G:!';;!~: ;:':O~~ ';~O~O IVS" ....... 'UI .... IIFII-;, '''1' 'f' ......... GE. TSO' GO TO '0 T'1I$I4i -rso . •• nu ... U.'SO'. TIISI4I, •. T'!S. c.u. S1tS61T1ISC4' .ltHsn., ::z!:::-........ It~.~· •. I.UO .... IIE.IIl.A/IIO .... IIE.lI GO '0 Z'S
1; .'" oEO."'dIIO'''Z.IIE~OI. tHI'IP~I"ZI-PHSI""'S""'''lJ "'" II. "::-:.;:o".UII:o:nil.]'H)tIIl. •. s":-,,,snJ/lU!,.GE.,,,.S' .• ,'
U_-l . GD ,. ID
H IF ••• u ..... SC "' GD ,., ZI ~ .:. U .... IIl'o:'~CI ,.Slt-PIj"'Y""P'.Lf .'"SI4.11 GO TO.2J
_II'E ' •• aooll ,PEut-u ... CALL SU . .. CID T. ... . .. =.:~.AI."'oA • .,."'.~.OI. GO '0 40 1IIS11I·TIIS" , .... CID JO ...
.... -1 . .... SU •• 'IOS''II .00 CID ru .. 0
4' IF ' •• IIE.l.AIIID.' 'SIIo-""S' III1 .. '.GE.ITS'I-'SCHI.O •• I •• EO .... A .. O. " ... E.2.0II.C6 ••• 1.1I11 'GO '0 18 . 1. IIII.E~.O' GO TIl .'1 .... IIffUII" .. . ,-,
50 1 ..... BI.I.6111D.ITPIIK .. TIOfIlJl.Lf.,SO' GO TOlO Il IIOOE.I ' . . . . . 51 CALL SSP.'JOOOE.ItH.TLP,
1IIIDE-2 " , ... .EO ••• ~ •• ".EO •• Z.C •• IItH.(O.".AIfO .... IIoE.I ...... It&."E.I"
• 'GC ru..' .' . . :: :~ ::~~~~~"g~~~.::. r .PH.I."·I" .GF .5110.1"".11 GO ra n 1. '-"'I.O.MO.ltSE.ElI.lI CO TO. />~ IF ....... O .... O.".EO.O'·GO t." 210 If' ....... 0' GO Ta I~O .. --Il ::s:=~;~:::r;'!~";~L~~~P"SI""I ..... I. 1OR.11t-1' 11111' G'I ro .10
,. IF , •• ~.".O •• '.ofO.l.0".III.IIE.2.A"D.It&.IIf.I.&Ift).'ItFI.'.Cf.1" 1 1 co·'c .60 '.. . . . .....
'F ,., .f~.I._.ltSE.EQ.1I "fTU"" IF ,toi ,"E.O' GO TO ., . .. -".ITI .6.10011 'l'f IK-I'.-
100. rn.<o.' •• ·.FS.2.,..·.OV( CP '0 type '.11.' SILO" C-Al.L ~'1 IF ' .. HSl ... I .. HS ... ' .... I .... III-lIl.Ge.SIIDI .. tI lIf'U." GII TO ~, ....... ,. "'00 '.SllIoO.(1 IF ,- .fll.CII .1" .... . ., ... fltS' Il.T,,SIl' .... " .. scz''''.O go '0 160
60 .F .... .., .... OII.' ... EO.'.CIl.I ..... e.l •• IIIO.ltA."f.I .... O. .. '"F,"loCF.II .. GO la JO .
CI) ft.' ••
." .. -lIE"." '" .,-NU U"~'''''·'''SLVLlltHs ... n .,.,.I •• f. "-1 , tl/"P If' '_.~.II GO ln 100 '-"'. • ."', If' In ..... '.'"',.'.'..,·I.lI.IPHVIII.S ..... Hsn"._'.l T. TIISI~"
1 ct! ru·.'oo ':' . . ''- . -·a '.SCZ'·IIIS'S' ... .., '.sl~'-o.O lOB ,ft le.,
la ltS 1."" III Il . :: ::,~~:;::.!:~~,;~,.TSO' "SI.PHVIII.cr"f,n-nO'~."1II --1 "'''S'''SO-''''''''' GII '0 G ,~ CAu S'''U.~ ... 'lP'
1.
·•· :::. OU,:
:~"; 0&1.',. otll6 01':1· 0"1,. 0'''.,
. DI" oua DU' OIJ), OU •. oa,. 01" Ol'? OUI. OU' al~!I
0001
000'. =:. 00" 0006 0001 0001. 000 •. 0010 0011-0011. oon 001': 001".' 0016' 0011'
0011 001'OOZO,: 0021
0022 oon Dill, 002' 0026 0027 00111 0029 DOJO OOJI OOU. oon 00'. 00'5' oo,/> 00)7 . oon 00''-00'-0 0041 00,2. 00.1 004=' 00'" 0046' oon 00 •• 004'1 00'0' oou 0051 oon 00'4 00'" OOU 0051 0051 00.'1 0040 0061 OO"l 00., 00" 006' 006" 11067 --006. 0It70 0071 OOlZ 0073 0074' 00" 0076 0077 0071 007. 0010 001" 00111 0011 00 .. ' 001'1 0016' 001"
==: oô.., 00.'-1IIi.z' 00., 00 .. 00" DM6' . 0H7 00 ..
,,,:' ...... EQ.I.aA..~ ... Eo ... '.a •• t .... ~Q .... I_.N.ItE~Z.~~. 1· 116./111.111 GO fa 100·. ' .
1 •.. lpHSL.'II.UHSI ........... t.-... Clt-III.GF.SIID ....... GO. '0 180 !p, l'''.EG.OI GO JO 110 . '!P: IN .EG.II, GO to 160 ... ,. ..
1O':S~~'~!:IIOI .. I-PHSIIOI(II f.' UO .......... :
· GO TD'~ 160·!P l''T .EII.OI "ETUtiII
'"SC"·'II5U"'P" . " fTIISCZI;IQ.O.O,IlUU."
1., :::.:; ""SI.lli 'ltSI ZI"."".
zao· ~.~ ... fO.lI GO '0 Il
If.: '.J.III.D .... O ... ' ... E.,. .... O."'.IIE.II ..... ., GD 'O. li '. . .
2ZO .. • ... ·'GO TO IIIS EIIO .'
s .. riourillE· SC'ULOSN,toS .. ' C~"I"E5"SC'~.l~. YS". "". ,,.,,.fII". fPfI6'.'IIFIII,',
•. TFS16I.·"SIl.Tp'''.'''"16'''''''Y(· . CD"IIOII/I/IIOElI/lI.J.II.L''''II . CO .... IJIII/U(ES/SIID'6'.SD.S. ~"AlLE" ... "O' ""Ella' .,p&llOI.l'EClO'
~=·m~~:~~~~O'!1I6'ZO' CQJIIOII/~ 'E.Si"P'''~I/>-'.
· toOO:-""/SIiI1CHI.IS"'ISROISII.II''''''
~~:: J,r/. ,~~~it:É~:; ~1 •• P!t.K"" IP.: !"neH.· •• TSIII GO' JO 160 'OSll-O.O·. '. ,.... . IF' fTPP.GE.'S".OII.LDS,,-.IO • ., GO TO. 10 ,,,s-,'~"". ..... . ., ... GO. TO'ZO ..
10. ""-'SII . ' ZOIIF. I~G:T~'Z~~!,!EO. &~0 •. ~/II!fO.2." •.• IIIA~(Q.I.AIID'~'·I.Lf.S,!,!»'.J'
CAU SSllA" •• t T' .. , IF ,aPOI!.EO.-U: GO TO JO. .. lU · ... IOOU: TSCH .....
IDD1IFO~~T. 1:; ~i::::.SX •. '''CWE c .. '0, n-e • ,11.'. SIL~AJ .L.~T. sTOPp,,,. en TO 40' .' ,
'0 IIItlTI! 16.&011". ue ...... 1001 ~~:~:r .~~;~~!T~~Sl" .·sfO' CP "O.IIE '0 T"'E '. Il.' ma',
40 CALL ·S"S.IT$'~""S"YI . If' '~","~\T;'S'II CO '0 100
l': C".IIoE~I"'GO"O 10" ..EIIIII oioHSl VL 1 PIt.SC Il .... , .",111-1 Il l' ·CPEIIII'l,.GE.ISWOIII.'OO.CII GD fa .0 :~: : :~:~rlll.~~.O-:-'EN 1 m IIIP
IF 1" ""'It.l .• TNt' 1J ,·,-,s, 105.IOS.190 '0 CAU SSII,U-IO",TL" .
. ,II' la":"",.fQ.-.,; GO. TO 60 I,Iurf' '.6;1001l15CH ... GO TD 10. .
60 l1li nE 16. &OOZI TSCH •• TpIIII'."IIII( .. ,plI
70 111 .... .-' •• ·.0·· ." .. " 80 ""'1'" .T .... '".'-.... UVUO .... 1 ,.,111-11" .... : If IL05'Î.EIJ.lJ. GD TO U . .
CAlL S.NS . :. . .. fruit ...
.I~ "ECItI .• T".III,.'Pf'''' · Il ... d.I·.Ii· , IIIInl '1.'.100" 'PEIKI."
100', ;~io~::'N~::I;";:fm:O:~H 'YPE ·.n.· SIl.O FUUO' TOStl .... ECK' ,. l' "PfIU.L'.,.O' 'CSII.'.O IIETUIl'l " .
100 TIIClII-CS'l-'''S\''II/A' , IF 1".IIt.t'f Go TD 110
.. ... "'.·1.0 . ID' l' "'·""III.T"CIIII.GE."O' GO TO ISO
. 1'- IL"SII.ioE~ Il GO '0 160 . .. "'UK'-'~O
GO 'O'ZOO' no ,",CIZ,-"PS-, .. CIII-TP"
, TPFI .. '.' .... ' .. '-IIHSLVLIO,".I .... IK·U ".1' IF ·IIT""lIlo'P.F/IlIt.l'f..nCIZII GD '0 170' l' n .. cfll·.lE. TPIIIIII GO :'0 120 TpEIIII.'lICfl' . . u-o' lOI! Tn ,lin
IZ.O 1'. 1 ItpCOI.HE.1I CD TO UC IIClTf 16.1004' ISCH
100. FOII •• T l' • ,F •• l,5 •• 'Stop cp. ltOyf. '0 ,ypE 1 SllC" "'"K'·T'ac",.'·· Go] Ta '140 .'
no l1li ifE 16,100S' 'SCH "'-· '::. :~.~'.·f' ·.F'S.l'~.' ·"OVf. " Ta ,ypf 1 SILO AT LAns'"" .r.I"~~ 1
~ ~.' Il .... K •• 1.'' ISO l' Ilosre.NF.1I GO '0 16e .. ,·elln.T .. Ilt1.TIICIII
u·o . GD '.0 ZOO
160 IF 1 TSeH.Gf. ,pS.' llE'U-" .' . e.ALL SIIl
·eln sNS !lffUlt" .
11.0 "'IU.'.",IIIIo',FI'" . ··_nf 16.100Jl·TPrlttl ...
110 111 .. 111_1.0 '" .. ' .. ' ','''r . "."E 16.10.06' ,pECKI
· 1006 rlJllitar l' • .,.S.l.S.·. '''CWE CP '0 TYPf SILO" · .' ,,-.·'1" ...... KI·I.lI fI'tlUn-IPfIIl-,'tf'.
190 1,. U:OS ... llf.1I GO'm 1.0 ,p'I&'·'''rs
zoo ,0s".'I'(I«' . u-o . • .. rua" r .. 1i

A3-10 125

oonl. 00'34 0005 00"6 0001 000.
OOM 0010 0011 :MIll 30\1 ~014 la 1'1 :1ft 1. )0&1 »1. 'Ol~ ,.,ZO lOll "I01Z ,.", )OZ4 X'15 .,.,26 )oZ' ,.,z~
'Ol~ 1030 )')11 '012 )O)l '':114 'on "1016 '0)1 lnll ,,,''1 1040 J041 .1041 l041 ,,," ~O.5
!~:~ [I,n •• "'049 .",50 1051 ~on )051 1054 JO'J'I '?56 llH
'''S' 10~~
11060 10"1 1061 J061 1('" 106'1 10'>6 "'61 J06. ,.,,,. JO 10 ""1 "HZ JOn ... '4 le.15 '''16 ..,n ,,,'. '<)79 '0'0 ""1 ,.,sz ,.,u ,"' .. "~5 .. , ..... '''41 "lU ·o~" . ..,..., '·"ql ',"qz ·,'11 '144 ''1 t1 tj
'Il~
"1'" ..,'l~
..,<>q :tO':l " '1 'l')Z "." .1"4 :I~'l
~I"" ~!"7 '!,)~
~I"" .: 1"
SU"'O'JTlOOF ",pSAlILns ... 10SIO. TpSA.1 SA 1 C CE...,IOT "'J"o "pF'''I" .. Sc!<OuLE 'O~ SUIVY THt SALFS e OIfLV Fe" " .. " FOUAL Ta 1 Alli" POIIE_ I.EVFL 1
cl' .... O .. 'U8LfIT .. 8120 I.T .. F 1101. TPA/lO, .rPE 110 1. 1 TIIIIIZO'. IqEllOI C""'O"/~ r~r;/PHS 161 co ... n .. n _"L"'" "6 .10 1 .1116.101 C'l .... ~'SAl ~~'S~OI&I.SO.SN CO .. 1"" /cAPe ry,p"Vl6' co" .. n .. 'RATf\/O rn ... ""n l "e\ll\CH. Isn.'SN. T .. M.r .... , .... TpFI61.TMF 16'. 'F5161.
1 T"S". T"FM. T.""," 1'1'8. IYE COICJfOIOIIII'leUI .J.~.L ..... co .... ".. LPO.L"EN.LF 1""'0 lIGo" T""hO.O
10 ur'l 10 IIU.fel.II.0' G:l TO 16 .·e., IF 1".hf.1I r.0 TO Il '.01".1 50.'aO.0-"HS Il,,,RO l' l''T.''E.·'' '''.III.TPFIII'IOHSIII·100.01l"p Tl~.T 1.-r"f 10-11' T ""10-1' 1. 11tCO •• CI.1I r;o Tn ~'1 1. IPHSLVlI"HSI"GI."G.I.MG.I.-III.GE.S~OI"CII co TO Il .,."r. TlIt.T lOI .. T'" II(-~' .T""I."ZI en Tn 6'1
Il flUTU-T"FIIIG' M'_" I~ 1 .... fg.':I' GD TO 69 "'.'4. .. ft.~k IF r ... fO.O' ••• 0 GO rn 6'1
16 ClU Sr.e" .. S ... T."III ..... ~EI '0 IF ,'-' .Fg.nl r,o TO 12 '_FI "1C..-CSw", -1(' .100.0-PH5LVl r 0tflil" l ,0,0,"" ,IC. t, IP.P IF 1 .... Eg." T .. FI .. ItI.T ... I.~'.~OO.O/AP 'll().TPFI".1 'P~I""I'I'IfS'''II'.SW!H.R I-"HSLVL 1 PHSI"RI.O.O .... I( '"l" Tp"'.T .... GO TO l~
JZ n"OaO.O IF , ••• ('1.01 Cr) TO 10 TPFI"".I \11'''''11 1.1110 .O-pHSlVL l''HSI-. I.Q.O ....... IIIM' 1',,"P.fO ... r"FI"ol.Tp",-ql'ZOO.lIRp
" ,pFI""""H~I~Y"S.I)I"H-"HSlYL I .... S' .. " .0.0.'" .lIIlRP TA"II·U"O.T"FIMTI.TpFI"RI ..... . ' ...... TP .. T·Z.II.Yp .. ct) TI' ~
• II TZ~.Il.-T~I .. ' M.'" .,,.,... 1ItA.'Ut le ".ItI-l,O IlAITE 16.IO'IZ' TPEI ... I .... CUL 5'1 GO Tn .0
la '1010.'.11 IF 1 .... EO.OI 00 yn 5a ",ra""., SWI)I"T"I~(J.~-PH~LVll ""S,"T I.n.o. "T.IO ''"l' IF '''T .eg." TpF ,,,,,.,,,, I~Tl'l00.'l/RP ra "".T ,-1'). '.Ft M" , .. "'.Y ....
40 TPFI .. '.I .... VI .. I.SIIOI .. I- .... S' .. ' 11111'-1 TPf"I-TpS 'K Il.M ... It 1 GO TU .. n
'0 ' .... ".0 ,n '''''T.'' .0 "F ""'1 \110'''1.1 00.0-1'14\ '''II/R P-II"F I.I-T""IOI I.AI .... ' IF '''.fo.1I Tp"'.'.' .. FI .... 'OO.O/II'
.0 ""T"F''''.U''O",p''T IF 1'"~.fO.l' co Tn 110'1 T09t-O.o l' IIT .... ' ... ".I.Gf.IZ •• o-TSCIfIl cn Tn '10 IF /TSCH.Ge. TS'" co '0 &5 lOS.,· 1 CAU SC""l'IS".TIlS'"
6'1 11111.1 en TO 10
69 T"S_'14.o-rz. 10 1T1 •• LToi.O.l'<O.IIS ... EO.I.nq.ISR.EO.11I TPS"16.0 TplIl.,·T"S' 8f "."'-t." 10 l''T .EO.I" co rf! !')
10 1. 1 .... f.1I ('Ll ~pl 71 te "TPflfltl.TP,. ...... fiT.Z4.0. GO '" fiS
T~EI.'.' op ,< 1. '''FI-I IF 1 ~.OO. \1 1'0 ro 1~ \III"f 16.1"')" rper.I.-
lOt,. ,rut"AT f' ·.Ft;.l.~1f.·PH TYPE ',Il,' Sfl{' FUll" 15 IF I.T .FQ.~I r:n lI' 81
te·"" "'·0 lAITE Cb.tO"~1 'Pffl{),111
1001 Fn."AT ft ·,F5.2,1j'C,·"CYf t;p Ta TYPF ',11.' ~1l0'. ".1(.' TpBI.I.r.H·-II.T ....
"'·'''.-'.0 .,.", ........ WO call SI"
110 TO 11' Il ,l~L SPI JHI
r", TO 11 ., '''fU 1.14.0
RfTIlR~ 'JO Tp'''.74.0
r-~ .... n." cau SCPIIL·'SJI.TQS .. I ,-sa.TSCH IIf"'"'' fllD
0001
0002
0001 OOM 000'1 0006 000" 000' OO~
0010 otlll OOll 0013
0014 001'1 0016 0(111 oola 001'1 0020
IIOZI OOZZ otlZl OOl4 OOlS
!IOZ6 10ZY OOZ!! 002'1 oo,n )011 1012 !IOn
'014 '015 J016 )01' 10111 )On ]040 104\ 104l )041 0044 004" 0046 004' 004" 01149 OO~" 0051 Don
OfllO ')0" OOIZ OOU 0014 O"I~ 0016 00&1 0014 001'1 oozn OOZI 0021 oon 0024 :002'1 :?(lZ6 ')071 0011 001" .,.no
;0(11\ 'OOJ1
, 'oon 0014
100 1'1
! TnUL
, C , C
sU/IIlnu"or SSTe'PHOU.KMlS.'
sue"nUTlIOf .1'11 CALtULATf rHF SrDUGt LFYfLS OF AU SILOS AFTfA ONE on OPERAfln ...
enlClO",,/TA8LfITM8I10'. "fll01.T"~110 1. TOF 120 1. 1 lI81l0' ,"fllOI.TClll.". TCE' 20 1. ~ T(;"llal.Tcf 1l01.r""1201.THfllOI
Cn .... mcIT"l" .. 'AI6.10'. " .... 101 CO."O'I/STIlIIC,pHS1 .... HCL~ 14'. STST 16,.ItOSI.ltnSl.HnSr .C.S •• SS CO .... ON/SAI EH5wOI6,.SO.S ... SALl61 CO ... 0 .. 'RUES'O .... 16' ••• UI.'O.U •• H. OT 1"'1 ,crI 41 co .... "" /cAPC T"'HY'61 .HCl Yl41 .5 Tn 16'. '!l'V I."OVZ cn"'''If"WlE./I .J.II(.l ..... ~.'w. JU,'I CO""O"nl"~S/'StH. TSn. '5". TP". T"". T .... Tpf 16'. rlOf 16'. r.SI"'.
1 TP S". YPF". T"NlfoI • TY". nE. rMIl.TH\R. YHSE. TI ~E. TI"f l, TI "El lor.lelL K"'~K C"5aC"S·P"f.1t, 00 '10 .P·I." C"S.C_S."r,flItPI-Tr."IKPI ' .... IL "CTIL I-ITCEII, .. I-yell." I .... IN'
1 .8TIIII HOS,"He5T·I"'''I.pl-'''III~PII''.
~o HCLSIL I.HnSll '."HE IK'" -TIfA '."1 ' ••• IU.CT! L 1 IfCLSI LI.HCLSIL I-PHIlO 00 n~ .. l'I.6 on 1('0 I:P-t.ft srsrl "AI. S T~TI"AI-I T Pf 1 ~"I-T"~ 1<" 1." INA •• 'I •••
100 IF 1"".fel.IO' STHI"A'·ST~II .. l"""EI.pl-T"e,,'". 1 Il.~,,''l.KPII''''I''AI
PHSloP"SLVlI PHSI "AI.· ... ' '~'. KI IF U"SI .... Sll.GF.USI~."I .... 1I r.n TO I~" IF IPHSI"'I.'<E.I-SAU·U'" SAL/"".O.') saLlII",~,,"I'" '-.... 5L-SAL ,,,.,
1001 FOII.U l' ""pf ·.Il.· CE"f"T YOOAY SALFS "ILL ~f SHO",..
c C C C C C C C C C
,
1 • 'MUT ',F4.l,' 'O"~.·t 1',.51,.. '-".0 IF 1 ... rT ..... SKI r.o TO 170 ""SI NA I-SU III., SALI ""·".0 GO ln 110
I~O PHSI'IA 1.0"U-S~01""'-SAl.I"AI $llllIll "0. IF IIP"S,""'."T .O.O.A'IO. K .. tS~I.C~.I.Nf1T .".'5 •. '''0.
IPHS"'lI.L r .".0' 1 SALI"A'-:>"~I "" HO IF I."CT ..... SW •• NU.S.LI"AI ... E.O.O' IIIUH 16.10011 Nl,SALI"" ua Co,.T,tltJf
HnST'Hf.SY-114.-f5CHI •• K' LI IF l''.IIE.II en Tn ~~O 'F IA'ISIHflSfI.CT.AqSIHOYIII en TO 200 HOSI·HesT HOSz-n.O Cil JO 100
ZOO HOS I-"CV 1 IF ' .... 5.' ,,"SI·-+lOSI HOS7.Ht;S 1 .... '151 en T" !"n
150 Hn\z"'rsr 100 TI ...,.r..-TS-:H "otE I.TI"F
IF "SCw.Lf.rS"1 r'~f1.TS"-TSCH IFITSC".Lr.TSOI ""E1·24.o-TSO Cf TIl ... EIIO
sU~.Ollrr .. f SSDAI,,"OF.~"fXT.fLol Oloo("S'OIO lSECIA,.f1Plhl,VI61 ,"TEGE. T .... e CO.-O'I/I 'HE "-"1101. T-e 11.,1 CO~~0"'H""r"D"H61 Cn .... n~/S.l'f~/S.OC"' •• SO,t;" C., .... ,,'I fT '.E S/TS,,,. TSO. YS .. C",.,4"N'.'InE.'1 ,J.It,l ,fit
SlI8Dourr"e 5SU FU'j( IIn .. s 1" 1 M~'lfS :
",'Of 1 - " CAlCULAIf~ THE ""TlIIS OF ~rnDlr.r LEvn Y<l S.US. T"f .. SOTS up • TI~IE, 1'I1(Oll"C THE TYPfS ". C[.E'~' MflST 'tf'FO ... C ."f~'IO"', BV •• ~ .. ~c.'~rt flPI .... S fQQII4 "'PlI""" ln "~":I"U". ''''E~ .Erua~s "tEll M •
GO Til 1I0.loo'.-nOf
t«:IOE 1 Il'F'I,,O'' - SfT u" "~Lf
10 rY.J 2" ,y~€·t.6 10 TL "/Typr l'P''SlVL 1""SlIypEI • TYoE. ,. TYPE. U-I\I-SIIOlIypF 1 '10 ISr"6'."
TYPf-1"I .. EXTo~
70 IF lT"pF .ct .~, ce '" "a rY''!·'YPF.' I~ "YI'f.fO."1 cc ln 70 'ff U· ... F'I" •• ISfOIt/rIJl.TYr. l"OEl.,nl
.0 IF IINIlfI.IT.l' CCt rn 70 IF ITL.II~F.O"~Jr,".G,.TL"IIHg""OfX-IIJJ GO YO 71) ITU"S'I 5.11 "'Of l' ISE"I lJoOFII.ISFOI I~nt'-II ISfOl1 Nt'f'-II.ITU"S I~rw Je. '·l''f --1 en '0 lin
90 Nf''"l .... FlfolSfOll' AflU·"
C 1IIl0F 1 n"""ATI"'" - 'Ff'P" "[If • C
1')0 .... UT.IHOI·lf'" IF l''FII,CT.'' srnp "E.'·fIt'.T.' tlfTlIA .. f"O
"f"O'" .fOU"F"r~r\ 0""'08 e,rES

----- .-....... _ ... - .... \
A3-11 126

1
0001
00'" "OOJ 0004
:0(01)
i 0006 ,'l007 IGnOl
100
'" 1/lOIO
I :~~ oon ,::; i~~~~ 0011
:001'1 ~010
i OOll :0012 'IlOll ~ 01)14 l/lOl. ',0016 'oon '0011 001"
10010 OOH 0051 oon
100,. I/Jon
li::: 00)'1 0040
,0041 0042 OO'U 0044 004S 004" 0047 0041
004" 10050 r ~051 f 0052
t 00~1 0054 0015
LOOS6 ~ 0(1"7
t:~: ,0060
i~:~ '0061 11064
'0065 0066
,0067 ,006B 006"
'0070 oon 0071
, 0011 ~ 1)0 7.
i~~;= lonn 1"078
SuitllOUT III! SPLILOSII.ICS'" Cn .... O"ITAHEIT .. 81Z"r.l'"E 1101. ".llOI. IPE 1101.
1 USI201.TOEII0. r.1]"~''''/S~1 re"/1 5".1 S~.ISO cn .... O .. /ltATES/OP. A-'b), R'" 0\ t. lO •• ' CO .... O .. /Sln.~/P"SI .... HeL-14 1 .S'511" 1 ... O\I."oH.""~I CO~O"IT l''E SlfSU .. IS!l. YS". IP". 1 ..... 1 .... TPFl6 1. l'IF 161. IFSI61.
1 IPS". TPF" cm ... ,,",. 'tuE X'I • J.- .l.-'.~ CO .... OH l Pf', l RF ... LE ,.".L" ,_"".IIoI'H."l. "4", ,.e.1AE IlI .. F''',"" T"SUI TL"'t'.O LV.O
la IF Il''O.lIfol •• ''''.I.tlIJI.GE.16.0.A .. D.LOS ..... f.1I 0;010 80 IF "'AA.!0.I.AI<o.U8.GI.I~R'J" G'l ln Ta IF II~O.FO.I.ANO.TREIJ,.GE.1I.0.A"D."U'''E.1I GD TO '10 '., •• T"~CJI TGIII·,O<IJI IF "'AA.(O.I.ANO.Uf.~E.I.IIIJII T"S".Uf IF ITGtll.GI.lb.O.AIfO.ISQ.llf.1I IG~I-II'.O
60 '''F''.2 •• ~rc,u IF ITSCH.r.E.IPS.' en IC J05 IF fl"S ..... ~.\I CAU SC"IILCS".'"S'" G'l ln '00
70 IF 1 ur .LI .l'F IJII GO 1" 'la 1r.~I.T.t~
'''S''.TA'''. JI Gn '0 ""
al) TPS".2 •• 0 TP~ ... (t • ., CAU ~C~" l'1"I!. lOS'" tiEn' ...
90 CAU SC~" .. \ ... '."A ... K •• HI 'II IF ,JOFI"'.G6. 1.0. A"D. '~\I1J .EO.O.O' r.o ID ,,~
IF If"FI'" .LE.'.OI GO 10 ,no 'Illi. IP FI ~1.f.\I " IF l"AA.eo.1I f~H.'W"'UforA~ IF l ' .. ~.LI.114.o-TRFIJIII Ge ,1] q, T~flJ'·l,.o-'WH IF 1 IR El J l.lôT.1 "2 •• 0- '~CH l''~'' 1.lnOO.O-Ho" l''.~.
1,""IJI-fREIJ-1I11 GO III '15 Itle, J '-1 124.0- TSCH 1 •• 'll 1.1000.O-+lOS" /Ph '~B' J'-IRf 1 J-II
'1~ TCI\I.UFIJ' IF 1 ~u. EO.II GO ln 100 IF IlOSll ... E.1I Gn TO .0 GO 'f1 l~n
100 l' ''''.HI.OI GO ID l'~ ... '" . .. ,." "'~I3I-TWSI11-IWSIII ~'TE '''oIn~\I l''''I.,.M
1001 Fn ..... _r C. ',FIS.2,'S':, '''rv! CP TO TyPE ',Ile l' SIL') .lf LH' STOPPI .. r. TlME.·' CUL \Pl rlls' 11-'"5' \1-'''5111 r,tl TO 'II
no TL""PBI., LW-' "·tt-l CAlL ~PI ,H.nw.lwI GO fO ql
200 IG"I-UFIJI IF IISQ.~EoI.~N~.,"UJI.Cf.16.(>1 ,r."1·1&.0 'P~".U8IJI fPFM.2 4. ~Tt;fII r ."E-T 18 IF "SCH.r.f. IPS~I GI' IC ,.n C.U SCPIIl'ISI •• IO" .. , 1(-1(·1
150 IPB"'.148 'PS~·T.tF ,-i:"·Z4.f)-TCltr CAll SPl CUL \~\
100 IF ""E'JI.r.e.14.0.AIIO.ISN."E.I.A"0.I\0.E'I.\I .fTU~" K·IIC,·l
105 IP~UI-'O;~1 'F "Seri.Gf. IGIIII IPftIU.I5("H CAll SO' 'PS"-H.1l rOF".O .0 CUL S ..... \ .ETIIO" f .. D
1 InUl "EMO.Y _EOul'f"r"TS 001"'4 snfS 1 1 1
tOOI
0002 0001 0"04 OO?' 00')6 'IIl07 'oo~ ~"O" '\0 If)
SIJ"" OtJlI ~f "i 01 C CIlrUlArJ' "tiF ..... F '=.f"PH PU"':I' Mill 'Ill ',..r STnR\r.E C SIL" l'F PACI(A-;p,r, HI"'USf F"'" .1 !".IVF .. TVD,. nF CE.f~T·
C".""""" .fIIlII=/T.f' 1101. T_f 1,"'. '.Af Z"',. 'Of 120 t C'-""S" F\/S_OI6 l, so.S"
)(11\ "1012 "011 1<114 lOI. '01" )n" '0UI 01" ,? 011 Oll 021 0" ~15 016 027 028 nl"
C"1~n .. 1C IPr. IYIP"VI &, C~~1n"/S r:l'Iro/PHS '61 C" .... I' .. , • .tIFH.P ,,, .. ,," .. ,, r"F 'i/T ÇCH. T'SD, n .... TP-. Till •• T. _. TPF' 6' co .. n"'"IfnF./I.J.I(,l ... ,~ Co:"t .. ,.,.. l PF .UIF~,LF IF r".".I':-'''.'PI)''''.~E.'\OI co 'n .0 IF 'N.Eo.1I ~o ln 10 'OF" 1.1 .... '1II1.SN-PH~lVL l'''S'' 1,1.1.1,"_1 1/ "O. l' 1"P~I_'.f'fllll.lI.'SDI 'Fll/q .. IPFIII-IO>,'II. sn,.. If l'la ..
10 CAU SPSIlgl).P"~fYl lOF III.I.HVIII.S .... H"UII." LE·I IF IIf""I."IPFIJI/.H.IS"' 'rr\J~~ CUL 'i_~." •. n,PH\"O' ,PFIII-IS,,"IIIUOO.o-.HSYOllo, OHI/'"
4n pr. •• P~~f"l IF 1 .... f.I." •• ~ ... r.1I (;1) II) .0 p(pa.or.e V·I
"" ::~II:~ -t -C·.~WOI""-PHt;lvll PIot~f ...... 1 .... 1 ... 1', 111ft
r~o
'''Ul .F .. OtIY REQUI1eMF .. IS 0.,0404 ~nfS
1
fIOO I
/lO02
0001 0006 oo~ 0006 0007 01101 000'1 0010 0011 00 Il 0011 01114 0015 01116
0017 0011
001" 0010 0021 0022 0"11 0024 0025 OOU oon OOlS
OOl'l 0010 0011 oon oon 0111. 001' 0016
I)0l? ocne 00'" 0040 00.1 00., OOU 00.4 0041) 0046 '0047 0041 004'1 or>~o
OO~I 00~1 OOSl 0054 00.' 00'6 OOS? 0"" OO~. 0060 OO~I 0062 0061
OOM 00., 00"" 0067 0061 006" 0070 0071 0071 0071 OOT. oon
11077 01111
on07 000. 1)00" 0010 0011 0011 0011 0014 00" 0016 0017 'Ol~ :)01" :)010 1)1111
c C SU'llnu""E 'Ol '.1"1 OUI D'fUlI"': SCHEOULf C
C C C C C
C.,...OII/TARlE ".8120'. 1 JI( 1101 • l'~ 110 1. TPE 110 1. l T""0,.r'fll~'.IC~1l0 •• TCflIO'. Z TO:81l0'.Ir.Elnl.IH81101.fHEIl01
CO ....... IT •• lO .. /AI •• 101. ~16.10 1 CO'I"IlN/STOIG/PHU&,.HCl SI.,. sr ST 1 .. l ,""s I.HIlS1.HllSl.C"S .fSS C:J .... OOO/S.L f\/5_0161. 50.5" CI]....,..Ir: ... CTY/P~VI ..... Cl YI.'.STV""" .HllVI CO-oti/UffHoP. '''1.'.0. 14' •• 0 •••• ~H.81 161.C".' Cc_., .. "WI TCH/U". 1" •• nQ Cn_1T l''f S/lSC" cn .... ' ... "E.'1 ,J .... l ,".~,',..JU. III C:J .... "4\lI'JUA •• YI DQD" .00" ... QDP ... OP uIJoUU'·CfILl 'Q"'16.0.IOQOp..I&.oll.~QOPI.Il-1 50' TO(-124.o-l14.0·OOP'.~O".II-1 SOI ""ITE 1".IO~OI
1000 f:~.-.r "'II.z~.,'n.E."r"G SCHFlJIJLf·.II,ZI.·ITE .. ·." •• l'FFffIIIP 'fF ""', " •• 'S TA." .bl.· 5 ''lP' ." •• ' RF .... 1( S' • .. Uf 16.1012' ~Q.IQ8.'~f.I •• 'RAIII.roFIII
lOOl FOot ... , l 'HO,'. ~U'.A'f' , .... F7 .Z.III,F".2,1511:.Fi5.1.11. 1'. 1:,,, "lll·.bl,F1.Z.II'l(.F~.2,4.,F5.Z'
IF IJ.FO.1I Cl' 'n 100 tvl "0 10-1.' IAlff '6.100., TRAIIDI.IAFIIO'
I~ FO •• " ""'0. )41.~5.1.5.1.F'.21 10 C!'I'''I''~
101) ... If( '6.I~oa;1 UILI 1011' F":iI~" 1 t.t:-t •. •• Cil'" .101.F '.2,11 •• '0.00' ,5., '24.00"
IF IfGEIl,,'.F~.'SC'" roo rD 110 .. ifE It .IM61 •• n. ,.;oc IJ. ICEIt 1
1006 FO .... ' ,'MO.'. rl"«F."'.71,F7.Z,ll •• '''.2.~I.F •• 2, 14- .·Kll" .n ~lLn'l
If Il''.EO.1I GO ID liB DO Il'' 10·2.1" ...lfE '6.10'" rCftll .... ICfll .. '
1007 FO •• " IIHO.l4IJ'.F5.1.'I.F~.2 •• I.·"ILN Ta SilO" 110 C""" ""1' 110 IF n"flJ",.fO.Isc ... no.IHflJUI.fO.o.", Gn ID 110 "'''f 16.1(81)' ._n.fH~III.fHEIII
1080,-n .... ' 'IHil.'. Clll.i""fA.'.71,Fl.1.111,FI5o.1., •• F,.1. l'''IL'' Tt' "lLl"
IF 1 .Iu.EO.1I GO ID 110 1f-1
III (VI 12'5 ID-JV.JU ""ITE , •• ,,,,,, "'RIIDI.'''fIlDI
1001 FO .... T Il''~.1.I',F5.2.~I.F4.1.41.·(llN '0 HUL·) ll~ Cr"" .. U!: 110 IF U' ... II.€O.I./I, Gn '0 140
.... "E ICIo.IOlQI "C .. I.r M811,,'''EIII 1004 F., ••• T 'l,..n ••• cp.e .... Mlll',JI.F7.Z,II.,F5.Z,'I(.F5.1,4I,'TO \lIn ••
:;0 fI! I~O
IlB .JI/-I .... Tf1 HI
1411 .... 'Tf 1&.1010' O.IPoI.I"HIJ.IJlfllI 1010 ,.".-"T 'l"~.·. CfMF-cT ".llt.ll.F7.2'.III.F5.l,'SI.F5.1,.I,·Tn , .....
15!! ,. n.FO.1I GO '" 18" ..." •• " In-z.' rF ..... 101 • ..,.11 0;0 IC I~~ "'!TE '''.10111 ,MAIIOI.IMEIIDI
l'Il -=-O,.-.T f IHO.1.I.FS.l,'X.F5.?4x.·rn PH'I Cl '" 1600
'~5 W'I"f ,.,.11111, '-BUll •• rME:!:::; . 1011 ~"'.1·&T ftt4"l."lC.F~.Z.'I.~'.1.4J,·TO SILO"
161) C .... fl .. U; 110 DO t4'S ."-',6
IF '"'_.11."".1.01 GO 'n 1"5 "'''f '6.1'111' O.I""11I.IPflll."" 1011 F:"J."'T 11H00.'. CfJl(FIrtIT PU"P·.1I,'7.2,111.F5.2.S •• F~.2,4.,·T"f '.
titi r;r '0 l''~
I.~ C"""'''' l''~ I~ U. FO.II ~O fO 100
00 lIn '''-1.11 !YI Ion -Ital ..... ,~ " .. "'.UJI.EO.I.O. ~O Tn 10"
100 cn .. " NIF. 1;':' ,., 21"
1O~ vo,·, lA.IOI •• 'P8110 •• "EIIO •• M., 101_ ,~P".a' IIU:),141.fl\.Z.-;.,F5.2.".'·'1'PF. ',III 11" C""""l'!' 101) "'''f 1&.'0"1 HaSI.'O("Sl.C~S,'HCLS'JSI.SIsrlJ"I.""SIJS'.
IJ\-t."" • S'Ii fi JS J .PUSI J\ •• JS.~ .1'1 1001 "'13".r rlll'.1.,,,,'P~fryJ('Fr s,,,al.E lEVElS I~ 'n .. s·.
,. Ir r~ rf T~f jI''f'.II.1f.'HO~ 1·," •• ·MO.'" l'.1I.'C" ~Il~'. lll .... All CLC·.11.'\TIt Sfl'.:U.'Ptt SIL"·.'.'r.·lwl~u·,4r. 1.'torSl l' ."., "CIIIS' ',~ •• 'IJ1Cl $' " 5Y.·1 STST 1'.41. ·IPHS.' .11. 4FO.1,lFl".1.4( Tll.1F lr-.Z ,/" .1.1 ' .. t.2 r lO.2.11 •• .rn"" ..
f""
SJI"'OU'I·~f \P.I.'ltlE,p..-C;l.
~~:;::!:~~;;!:~:!~~;T." Il:l •. ,,.p, 1'). r 'Pt f 10' C·l .... ~/t;'~ .. , ... ~'f'I. Cf) .. ." .. " .... ~ICII.J.I(.L , ... ~ Cn--!)4IrC!,J,'L "~/.I 6.101 r 816. 20 J
Sl~~f1I""< \-\1 Ulelll.II'S rHf pa' C fJ/I r .. _( 1 r.elt""', Pt'Sl. aT " .... 1(: !'fr. HruSE STn.ICE lFYfl Df?'/CTlCltS FOO \H''''I~(;. ~. U!I .. ~I I~M; ~~f:~'ESS ""_"llo.'f
r ... _" J"Ott r~ I),\,.
... v -"~\III f)n l ''-''''FIC-a.,,,-::_:!;~:!~~=:'.lE.'~'t1'~.""'dC INO~I'I.GF.TI,.fl CO rp 2
IF f'·F"Ifli"-,.r:'.U_F' 1f_',tlF 1 :~,,~ :!:,; ,...,< Il.C' .,O.~ Il P"51· "'Sl.1 TE- l''A Il''~f ""oA"'1I
1 0f1 ) '."(Y-I.'O !:.~!:~: !;:~;:,.lf. mot. (1 •• l' e'I"'" ". Cf.' l''f' ., fUll ..
l' f •• FlIVlII=I'.r.T.f,_e. f[.,.,,( ., :~.~~!.~ ,.,.,[ .. , .r.I .'''.0' 1 P'iSl-PHSL.1 n· .. ,." •• ,.,il' ....... .!"'u·~ C .. .,

. ./
A3-12 127

0001
0002
0001 0004 noo,
0006 ;0007
000&
000'1 DOlO 1)011 0012 'oon 0014
: 0111\ '0016 !00l? :01118 ;OOlq In"ln
!~~~~ loon
1
01'114 01)2\ 0021> oon
1011211 002Q 00 JO OOU OOll 0011
OQ)4 Don 0016 I)OH ')0 la 001'1 0040 1)041 1)041 004' 0044 004' 004~
0047 OOU 0049 00'0 0051 1)052 0051 0054 00'\ 0056 1)0'\1 0l)5~
00\9 0061) 0061 OOl>Z 0061 0()64 006'\ 0066 0067 0068 Q06'> 01170 Don 0072 1)071 0074 007'\ 0076 (JO 77 'l07A I)n7<> .,O~O
ooai
OO~Z OI)S) "lOS4 .,o~\
008& .,087 OO~~ 'loa') 1)0 'lI) 00'>1 10'11 0091 0094 1)09\ 00'>6 0097 1)09~
Q099 1)100 1)101 DIOl 010) 01/14 0111'\ 01 Ill> 1)107 010~
1)10" "110 Oll! 1)111 (JI., 0114 nll'\ 011. Oll? nll~
0119 0110 nlll 0112 nll1 '!Il. "11\
C C SUO'IOUTI .. E Ffll ~HE[)I'LlJIG ClI"HI OEllVEU C
CO_00I/UftLEIT .. "'ZOI.TME 1 201.TPRI2(J1. TPF 120'. 1 JaR 1101. TREIlO' • TC~110'. TCEllO' , Z Tr.IIUO' .TCfllOI.THftllO'. THFI10'
CO .... OH/TA"l" .. 'AI •• ZOI CI)"""/srl)~G/PHS 161.HCl\14'. n5TC6I.HI1S 1.1I0\1.""ST .C-5 .FSS CO"'OOo 1t.,,"V/PHVI6' • ..cl VI.'.S TvTl6' .H~VI,"C'Yl.HIlYT.
1 rlCY.PST~ CO ... 0II/RATF.S/"p •• "161.aa 14'. RD.U.IH.IITC6, .CTI4' CO'lotO .. /T I .. BITSCH. T SO. rs ... Tp". T-•• T .... TPF '6'. T -'16'. TF 51".
l "510, TP~", ' .... 161. TVII. nE. T.D. THSII. THSE co ..... Qtt lPF.L "e~.lE _." ll •• PH.~'H •• I,"4". rAe. '.F,
1 LCS.TCS.TErI'" .LP.LV ... so.l_nv.Plls.pll".·l2."Il.PL4.'L' CO .... o" "ICOF.. " .J .a.L ... ,,, .1", JU.ll CO .... OII ".1"1 "/OG'U 61 .""'2 III .pG.lll1 C!)M .. O'I/p~I"TY/."OI" .lPEI1I.KPFI1' CO"_,,II NT 1 ILP1.L Pl. L.30LP4. LP\.LP" 01 "fNS InN "ClI~' •• CGU'. re1l5' .'lfll6' .INll61 .lOIl'··"UoCTCU ~N"I"'''''I N' OS'I'" IF IT-e"'.GI.TSCH' Gn Ta 1 TCIII Il .TSr.H TCflll-nr.H ""OU.O .0 _c .. _o.o 00 1 1 "'1.1 IF UI".II."E.UN.I.U •• NO.I ... e.1I 'C"·PCKoTM"OA"I"I
2 cn'CTI"UE c"".c"..-PCI( "0 4 1a.1.loC
• PCII.I.ITCEI "'-TCIIIIAII •• MaI'" IF 1: •• 1 T.1' Gn Ta Il Ot) 7 lS.l.11I
7 .CGII S ,. "CEII S'-TCE IIS-I"o.aOIL' a IF I.F ..... F." GO Tt) PC
IF ITCFI1'.fO.0.O .... 0.1C .. ~.GE.I."".JOn.~"1 Gn Tn 140 IF ITCEI2,.fO.0.0' GO 10 ~o IF crrfll' • 'CF. .0. O. A'IO. IC"S .GE .I.CI 1 "PC Il "PC 1 l'.10C.0'"
1 GI: TO 1411 IF 1 TCFI 1I.Nf.0. 0' GO JO ~I)() IF IC"S.rol'.I'CCII.PCl1I>11)0.Oll Gtl T" 140 'F IPCGU'.lT.perz" GO JO I~O IF CC-S.LT.IPCIlI>lOO.Oll co T" 60 C"S.C-S-PCI Il TCIU'-TCEIZ' . PCn"PCI1I
10 TIf El JII'. TC 112'-1 PC 18' >JOO. J-CMSII~.CI L '-TKM 20 "" nE 16.10011 THE 1 JU'
IG81 IIII.THEI JII,H"" OIF"'O
lI) TCI ?'.TC Hl' .1t:M~-100.nll •• ntl 1 40 ,,,(( 1"'-1_.0
IF ITCC1'.GE.14.01 GC TO 900 TGEI ''''.TCl1' IIItITE 16.IM4I TCI11 IIF"1 ""'-JU.' ntBIJU'.TGEII .. '·TK"
5~ 'Hfl Jt.1 .-Z4.1) (,Il T" CODa
611 TC Il'· TCFII '-1 PC 11I.100.D-r."SII~'I)IL' 6'\ TH~IJU'.T~"
THEl J'JI.'C 1 11 IF nCCll.CE.TSO<' roo TI) 70 .... :tu. ns CH-TC III '0."01 L' THSII·TCIIIII T"U.TC~ Il' ..... 'V/AH W'tITF. ".(01)11 THSS.THSE.PHOU THIII JU I.T\CH THfl JU I·'\C"
70 T"~I 11I1.T"FIJt".T"" "'HF 16.\('1)~' THflJU' IIF ... O
ao TC 121.TCEI1I.IC".-)1)0.0IlR'C'IU 90 IF "C''''.FO.I).OI roo fil 40
TCl11,oTCfl !, IF IIC11IoLI.TC"11II roC' II) 110 TC 111. Trt l'.PC Il Il.KOI L' IF ITCfCl'.NE.O.O' GO TO I~" GO T" 4lo
110 Ir.er ,,.I •• r .. 1 ~IIEI".lnl)4I T~fll.' JU.JU.' 'Nf"JtH.TGfl t,.,t'I(N W."f l''.I~o~, TCll' ("H-I IF CTCFI J' ."E.O. o .... 0. TC /1' .Cf .tC" 11I.'~O.C-V.r,E. IOC 1 ft ,. JOO.O' ,
1 GIl T'" ~\ IF "rI1l.LT.TC~I2' •• ~O.TCED, ... E.~.~' cn TO ,,~o PCI·,·PCI1' Ir 1 TC Fil' .'IF. n. 1)' PCI ~'.'ClII •• Cll'
13? r. ... S·c"~ 14-''' •• Gn TO 10
14" 'H"CJ'tJ.T~C'" '''EI JU'.14.' r:n 'n "'HI
I~') TC "" T~ E 1 Z '-1 PI. 1 1 1 .Pr.IZ '-C"5"."'1I1' 1" TI<.'JII'.IS~ ..
TNF.:( JU,arr( U IF ITCn,.r.e.TSeH' G," 10 165 IHEI JUIoT\C" IF "Cfn'.'1F.".~, GO TO I~S IC 14' - C"S. 1 ICE III-TSCH' o.cor LI " IP""'.LT.I"'III.100.OI' en TO 100
I~" PIII~'.1 '\C'1-fCI]' '.~I(OILJ rHsr., 'tiIIl :' •• PH'lU/RH THS~-TC61?1
""If( I~.II)'\I TCIIIZ'.'''SF.PH''" 1'" IlAITf I ... I"OZ' THEIJU'
T!:el 'I/'.T .. FI JU'.T'" I(F .. ·O TC 1" - TCF '2' .cc-v-)no.OI/""IL'
169 I~ ITCRIJI ... E.n.O .... O.ICllI.GE.TC~n'I ICI1I·'Cl1I.·CI]II~.(1IL' IF CTCRI1I.FO.0.".~A.rcI1l.r.F.rr.81l" cn TC' 40 PCI·'·""I" TCClz,-rr.FI1I Ga Tf1 "1)
170 TG.I ''''.ISCI< Tr. P'.Ir. -V-CMS Il.KOCI ,.rsCH IF ITCl7I.r:F .Tcall" ~" III HO .... ITf I~.IOI)., ICI7' TCEI 'I/'.Trl 71 IIRI'f 16,100" TCt cr .. , ntal JU'.TGFII\I'.T,," IIFMo\ " C'c'rll.eo.n.o .... ~o.r .. v.r.(.IPCU'.)on.o" r.o r:l ~, IF ITcrl1'.~O.0."' roc: 101"1' IF ITCE .. ,.'1[.O.OI <:11 TO T"tI IF 1r."V.r:f.IPCIII.PClll.10n.oll r.n ''1 .. IF "rl:I 11.1 '."Cl111 CO ln I~n IF rC"V.l'.fPCrU.'oo.o •• r.(1 '0 '00
'OU6 0111 OUI OU" DUO OUI 0112 OU1 0114 011'
.01»
,~ :: Dl" 0140 nl41 014' 0141 0\" 014' Dl" 0'.7 0'.8 al" 0150 Onl 01"1 0151 01'4 OU, 0156 01U one al'" 0160 0161 0162 016] 0\64 Ol'~ 0166 OU7 01". al'. 0110 0171
o "' '0171 017. 0175 0176 0117 017~
017" 0110 0111 0181 0181 ou. oln Dili. 0187 011$ 01~9 0190 01"1 01"2 0'''1 0194 01"'\ 01"6 01"7
Dl'" 0199 IIZ00 alOI 0201 OZO, OZ04 0205 020 .. 0207 0101 020~ 0110 02\! OZIZ OZll 0114 021'\ ..,,,,, OZ\7
01U 011" 0110
11121 OZU 021\ 0114 OH'\ 021. 0127 ..,u~
02lC1 anD OUI 0131
PCIII·PCI1' IClu.,·rcrI1' C"S.C.""PCI l'
'''.'''.1 GO TO 10 .. 0 TC Il I.'C FIl'-1 PC ",.pc 1 2 '-C-SIIP_OIL'
IF """.LT.TCBII" GO TO 110 1""111.1 THEl JU 1- TC III GO TO 16'
ZOO TC Ill. TC El 11-1 PC Il ,.lOO.o-C.vIIIIKOIL 1 ntEI JU ,. TC III l' nc n, .GE. TC Il Il Il GO TO 120 THEl Ju'·Tcal Il ntSM.TCBIII ntSF.TC~'" .CTC.III-TC 1 J Il ... OIL ,nH PlI"". 1 Tr~c II-TCI l' 1"(011' IlOt ITf 16.100 Il TC""10 Til SE ."HOU
220 1""1"·1 GO TO 7n
2'0 Jl(14'.C"v>crCf1 lI-TC81Il ' •• lInCL. IF IPCl4'.LT.IPCII'.'OO.~1I r.n TO 140 ,..OU.'CIII."CCZ,.100 .O-'CGIZ'-PC 1.' IF I.Hru.lF.n.n, en TIl 1~0 TII5F.I C~ Il' .PH""/~H ntS~.TC~ 12' "'IH 1/0 .I~n Il Tte Il'. THSE .PHnu GO TI' l\J
240 PH'lU.PCI Il HOO .O.PCC l' -PCCII ,-pCI4' nt5~_'C~11I IH\f.rr811 , ..... "'JI~H IMITE 1/0.11)1)" TC.III.T"Sf,~HOU
"0 Tllel JU'.TCBIII
1".'''.' TCI11,·TCFI1' GIl TO 10
100 PII"".'CI ".100.0-'''.' ""l'-'CI~ll' THSf.PIo(\U/OH.TCRII' THS •• fC"1 Il ""HF 1~.lno" TCIIII.TItSF.P,IOU GIl Tn Ib5
150 JU-JU-I JI( 15'.C"S.1 TCE Il ,-TSCH' ""0111 TC 12 '·IC .V.PCCI '-C"S Il •• r:I L1.rsclI l' IPCI~'.·GE.I"CIII'lOO.1l11 GO TO 90 IF "CElZ'.~E.0.I).A'40.pCCI21.LI.PCI11I GO TO 170 PHOU.PCCII-"CC ~I .3~O.0 THSE_Ho 1 l' .PHOU/." T>lS~.IC·11I
VII ITE 16,100" ""1110 TH SE .PHI)U L'l·1 'Glll' "oTC~1I1 PC 111 Il PI '.TCI4I "G(lll'II·PIlOU r,o TO 80
170 .... nu.'CC ".'CC1' .]Oo.o-pCC SI-PCGC 11 TClll1·TCEI1' IF CTCfI]'.Ea.O.O.OA.IPCGIlI.r.E.PCU'" GO TO ]90 Pllno'.'HI'IV"PCGllI TCII11·TC"1'
190 TCl4'.,...('U/ .... TC11" ntSE .p .... 'J/.H>TCe III IIIIITf 1~.11)01l TCPIII."'Sf,."nu 'F ITrfl1'.Fg.O.O' GO '" 10 'C Il 1. IC f 12I.CC"v-100. 0' IA.r Il 1 GO TI' 'b'l
~OO I~ IC.S.LT.IPClII.PCC2hlOI).Oll GO TO ~20
THIII JU ,- nc" 510 ''lE 1 ju ,. TCE' lI-1 PC III.PC 1 l'. PC 1 \I.100.o-C"SII~.OIL 1 SI' TClIl,orCfI JI
G" TO 10 '20 IF /PC CI JI.GF. PC Il' •• ~n.C"S.1 T.I PC Il .. )OO.OI.'~O.PCG III
I.GE •• rI111 r.n TO M IF Ipr&n,.r:E.pclllI (:0 Tf1 I~O TC 1111'1 PC III.PC Il h PC /1 '-C- S-PCr.I l' ... CGU' .',)0.1)11."0 III Ten,.Ierlll-TCIII , IF ""S.tT.I.CII'.lOO.Oll en Tf1 /O~ TCI1,.Ier'lI-TCIII '-'CGI1II"~Il' GO T" nI
650 IF IC"v.cr.'PCIZ,.PCI]',l~O.~II r.,., TO ~\ n'EI JII,.,rell'-IPCIZI.)nO.o-C-YII~'''1l1 IW-lw+l IF ''-•• l'.IPCI1'.)00.01l Ct' fn I,,~ THEl JU '.Tnl"-I PCll,.or.llh 'OO.C-C"V' /.10/ L' GO Tn ,,~
700 IF 1r.~V.G<.IPClII.Pr.I2'.PCD'''~O.~II &(1 TI' S5 IW.' ... t c"o;.r"v IF lC"v.Cr.'PCIII •• eI1'.1nO.~" GII Tn He PClIO'·O.O IF l'CePI.Lf.PC'''' PCIIO,·Pf:llI-pr.GllI THE 1 JII ,. fCF 111-1 PC Il ,. PC 11I·'~O. o-C"5 .PClIO' "OlOIL' IF 1 C.V. r.r. 1 PC Il ,.lrl). 0' ."A. PCGI 2'.l T • PCC 2'.0'1.1 PCCI Z'-PCC Z "
I.LT.PC 0".' r.~ TO 1~15 THEl Jtt ,. rr r III -1 PC Il ,q"".D-C"SIIOKflIL , en T" 70
1001 Fnq"AT l' ·,J'S.I.S','ST"RT Tf) ~EE" CL,.,IC[A '0 C .. •• 1 • SIlC' ,crn" HAll. s,op AT TIIltE ',rl5.?,' nfl ',Fl.Z,' ,,,'tS.-'
1001 FOII .. ,' C' '.FI5.1,~.'·"ILN rEfn ln C'" Sltn', 1004 Fnq",.r f' ·,F~.2,., •• ,C. SilO ",u. L~YF.L ctFACH." '1)06 Fr1R14" l' • ,FI5.z,S ... ·l(ll .. FErn JO HALL.' t
4011 IF 1< ..... (\.11 Gr> TO "1)1 ,..I,r 1~.IMlI TGfllw'
1001 .n ... ,T l' '.F~.l.'".'.ILII CO .. rc"UE FHO CLI>tKf. TIl C" SILII" Gn TO 001
401 "~"E ... lnoS' T"FIJU' 10C'1§ F"5tllfj,T l' '.F~.}.~.,'Kfltc cn .. 'Iat'JF FffO TO ""ll.'J
402 CAU SSlCIP .. ", ••• FatSE.I If ru~ .. E"O
FU'CTIt\~ PttSlVLUvt ,~.t t ,".l1. CO""ftH/URLF 1T-~110'. T~f 1111'. '''.11'''. rp[J 10' cn .. vn't/"-lfl'f'AI ,.,101, '" &,,7(\' C'1~"ntl/.ATfSl''' •• "1 ~, IrlL 1 VI PIISL VI-I VI IF IN.LF.I'."A.II.LF.O' CO Tf' 1
QII 1 1·I,lI p"St VI """SI Yl.cr "" 1 11- T"~ 1" '''''1'''0.1 >1." rF' ' •• lF,l'I.n".ll.lf.O. IfFfIlP .. on , •• , Il'
] .... SLVL·'fI~lVL·IIPfll'-IP.I"' .. ,.81~.II lE "'1 .. f'fO

128
REFERENCES
1. Henry, B.R. and Jones, C.H., "Unear Programming for Production Allocation",
The Journal of Industrial Engineering, Vol. 18, No. 7, July 1967.
2. Perry, Raphael, "Computer Aids Decision-Making in Production Schedu/ing
For Minimum Cost ll, Automation, May 1967.
3. Brooks, G.H. and White, C.R., IIAn Aigorithm for Finding Optimal or Near
Optimal Solutions to the Production Scheduling Problem", The
Journal of Industrial Engineering, Vol. 16, January 1965..
4. Gomory, R.E., IIAn all-integer programming algorithm", IBM Research Center
Yorktown Heightsr N".Y., Research Report RC-189, Januàry 29th, 1960.
5. Manner A.S., liOn the job-shop schedu/ing problem ll, Industrial Scheduling,
edited by J.F. Math and G.L. Thompsonr Prentice-Halllnc. r 1963
Chapter 12.
6. Story, A.E. and Wagner, H.M., "Computational experience with integer pro-
gramming", Industrial Scheduling, edited by J.F. Math and G.L.
Thompson, Prenti ce Hall 1 nc., 1963, Chapter 14.
7. Garver, L.L., "Power generation scheduling by integer programming - development
of theory",. AIEE Transactions on Power Apparatus and Systems, Vol. 81,
pp. 730-735, 1962.
8. Gomory, R.E., "An Aigorithm for mixed integer problem", The RAND Cor-
poration, Santa Monica, Calif., RM-2597, July 1960.

129
9. Muckstadt, J.A., and Wilson, R.C., "An Application of Mixed-Integer
Programming Duality to Scheduling Thermal Generating Systems ll,
IEEE Trans. on Power Apparatus and Systems, Vol. PAS-87, No. 12,
December 1968.
10. Kelley, J.E., Jr., liT he critical-pathmethod: resources planning and
scheduling", Chapter21, Industrial Scheduling, editedbyJ.F. Math
and G. L. Thompson, Prenti ce-Hall 1 nc., 1963
11. Marchbanks, J.L., "Daily Automatic Rescheduling Technique ll, The Journal
Of Industrial Engineering, Vol. 17, No. 3, pp. 119-125, March 1966.
12. March, J.G. and Simon, H.A., "Organizations", John Wiley, N.Y., 1958.
13. Simon, H.A., "The New Science of Management Decision ll, Harper, N.Y.
1960.
14. Clarkson, G .P.E., "Portfolio Section: A Simulation of Trust Investmene' ,
Prentice-Hall, N. Y., 1962.
15. Gere, W. S., "Heuristics in Job-Shop Scheduling", Management Science,
November 1965, pp. 167-190.
16. Tan, F.K. and Burling, J.M., "Manufacturing Planning Using Simulation",
Proceedings of the 18th Conference and Convention of the American
lnstitute of Industrial Engineers at Toronto, May 25th, 1967.
17. Ferguson, R.L., and Jones, G .H., liA Computer Sided Decision System",
Management Science, Vol. 15, No. 10, June 1969.

130
18. Hurst, E.G. , Jr. and McNamara, A.B., "Heuristic Scheduling in a
Woolen Millll, Management Science, Vol. 14, No. 4, December
1967.
19. Oison, C.A., Sorenson, E.E. and Sullivan, W.J., "Medium-range schedu/ing
for a freighter f/eet ll , Op. Res., Vol. 17, July-August 1969,
pp. 565-581 .
20. Bowman, E.H., IIConsistency and Optimality in Management Decision Making ll,
Management Science, Vol. 9, No. 2, 1963, pp. 310-321.
21. Herod, Buren C., "New St. Constant Plant Reflects Lafarge Capability" ,
PIT and QUARRY , July 1968.
22. McGill RAX Terminal Operation Manual.
l'