simple and effective work roll cooling modification for hot mills mark armstrong - lake erie steel...
TRANSCRIPT

Simple and Effective Work Roll Cooling Modification for Hot
Mills
Mark Armstrong - Lake Erie Steel GP Inc.
Roland Van Rijn - Applied Fluids LLC.
Agenda
• Introduction
• The Cooling Mechanism
• Water Pressure
• Water Distribution
• Nozzle Selection
• Spray Pattern and Strategy
• System Balancing and Set-Up

The Cooling Mechanism
• Discrepancies between the theoretical aspects and practical application
• Roll area coverage– Changed angles and distances to the roll to cover more
of the roll barrel – no improvement
• Water temperature– The thermal gradient at the roll water interface
– Noticeable improvements not expected with cooler water

Estimated Roll Surface Temperature for One Rotation
0
100
200
300
400
500
600
700
0 1 2 3 4 5 6 7
Radians
Tem
per
atu
re in
Deg
rees
C
Water Pressure
• Yamaguchi et. al found no relationship between water pressure and cooling efficacy
• Van Steden and Tellman found that the rate of energy transfer between roll and water increased for spray pressures up to 300 psi
• Lake Erie Steel’s average roll temperatures decreased by 6°C to 10°C when the pressure was increased from 35 to 185 psi

Water Pressure
• Effects of pooling
• Removal of spent water
• Ability to cut through the boundary layer

Water DistributionEntry to Delivery
• Most opportunity for eat extraction on the delivery side as close to the roll bite as possible
• Experiences at LES– Original configuration 40-45% entry, 55-60% delivery
– Nozzles only modified to make the distribution 25% entry and 75% delivery yielded a 3°C to 5°C improvement in centerline roll temperatures
– Addition of auxiliary headers on top and bottom on the delivery side closer to the roll bite
– No noticeable change – notice the pooling
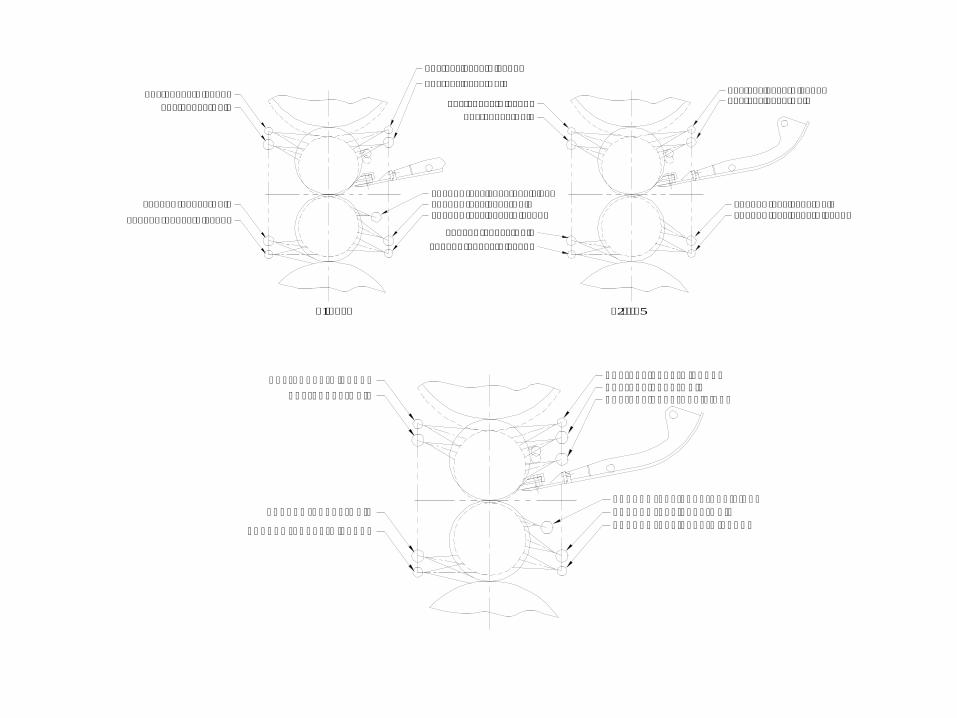

Water Distribution
• Optimization of header placement• Circumferential balancing of spray
locations and volumes applied from the roll bite
• Stand geometry and its affects• Roll sizes and their effect on spray coverage
and overlaps• Uniformity of perpendicular distances


Water DistributionTop to Bottom
• The amount of water applied to the top and the bottom work rolls should be roughly the same
• Small modifications to header positioning or water volumes to account for top to bottom variations in strip surface temperature should be done carefully

Nozzle Selection
• KSAM – filtered nozzle with locating key
• Thickening flat type
• Straightening filter advantages– 100% of rated flow even when 80% blocked– Improved impingement and more organized
flow– More efficient use of available water

Nozzle Selection
effective spray area
wasted water
effective spray area
wasted water
Spray Pattern from a Typical Flat Fan Nozzle
Spray Pattern from a Filtered KSAM
KSAM Nozzle with adapter base and attached filter

Spray Pattern and Strategy
• Cross width flow density strategies (volume of water applied per unit width of roll barrel) – Blazevic’s findings
• Uniform strategy was selected by LES for simplicity and rolling schedules
• Importance of flow density analysis
• Calculation of flow density variation

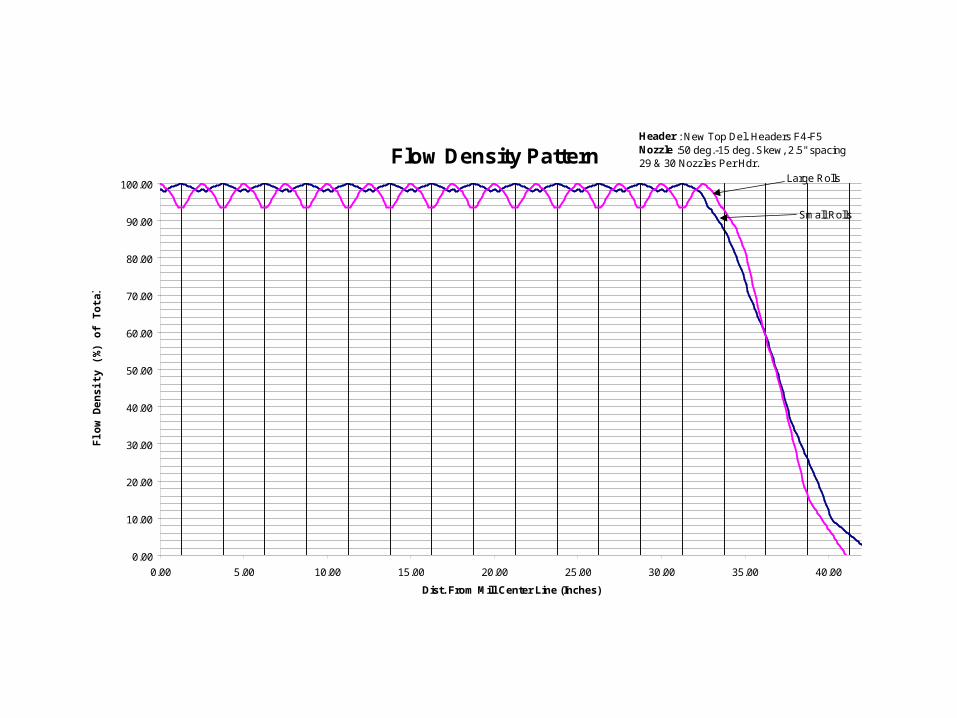
Flow Density Pattern
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00 40.00
Dist. From Mill Center Line (Inches)
Flo
w D
ensi
ty (
%)
of
Tota
l F
low
Header : New Top Del. Headers F4-F5Nozzle :50 deg.-15 deg. Skew, 2.5" spacing 29 & 30 Nozzles Per Hdr., Midzones Off
Large Rolls
Small Rolls
Flow Density Pattern
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0.00 5.00 10.00 15.00 20.00 25.00 30.00 35.00 40.00
Dist. From Mill Center Line (Inches)
Flo
w D
ensi
ty (
%)
of
Tota
l F
low
Header : New Top Del. Headers F4-F5Nozzle :50 deg.-15 deg. Skew, 2.5" spacing29 & 30 Nozzles Per Hdr.
Large Rolls
Small Rolls

Spray Pattern and Strategy
• Spray patterns should be designed to achieve a flow density variation that does not exceed 5%
• Mill geometry and the range of roll diameters used must be examined to ensure that the flow density variation is acceptable for all operating conditions

System Balancing and Set-Up
• Balancing the total flows, header flows and stand flows is critical to implementation
• Accurate flow estimation is key• Flow estimation and balancing can be done
with some work in excel• Using header pressures and flow curves for
the selected nozzles will yield accurate results

Sta
nd
Sid
e
Loca
tion
Header
Avg. Distance from Roll
Face Spr
ay A
ngle
Ske
w A
ngle
Spacing between Nozzles
Average Perpend. Length A
vera
ge
Ove
rlap Overlap
as a % of Perp.
Length
Bra
nch
Loss
(p
si)
Min. WR Max. WR Min. WR Max. WR Current New Current Current NewMain 13.34 7.9 10.62 45 15 2.5 11.05 6.54 8.50 6.00 70.6 51 20 20 5050 2545 25 36 29
Midzone 11.24 8.29 9.765 45 15 2.5 9.31 6.87 7.81 5.31 68.0 25 46 46 5090 2545 25 37 30Main 10.43 7.88 9.155 45 15 2.5 8.64 6.53 7.33 4.83 65.9 26 45 45 5050 2545 25 36 29
Midzone 10.27 8.31 9.29 45 15 2.5 8.51 6.88 7.43 4.93 66.4 41 30 30 5050 2545 25 37 30Auxiliary 9.26 7.94 8.6 45 15 2.5 7.67 6.58 6.88 4.38 63.7 44 27 27 50250 11045 110 37 30
Main 11.18 8.21 9.695 45 15 2.5 9.26 6.80 7.76 5.26 67.8 39 32 32 50150 7045 70 36 29Midzone 11.98 7.81 9.895 45 15 2.5 9.92 6.47 7.92 5.42 68.4 55 16 16 50100 5045 50 37 30Auxiliary 9.12 7.43 8.275 45 15 2.5 7.56 6.16 6.62 4.12 62.2 50 21 21 50200 11045 110 37 30
Main 9.59 7.68 8.635 45 15 2.5 7.94 6.36 6.91 4.41 63.8 24 47 47 50100 7045 70 36 29Midzone 9.42 7.19 8.305 45 15 2.5 7.80 5.96 6.65 4.15 62.4 49 22 22 5090 5045 50 37 30
Main 13.34 7.9 10.62 45 15 2.5 11.05 6.54 8.50 6.00 70.6 28 43 43 5050 2545 25 36 29Midzone 11.24 8.29 9.765 45 15 2.5 9.31 6.87 7.81 5.31 68.0 38 33 33 5050 2545 25 37 30
Main 10.43 7.88 9.155 45 15 2.5 8.64 6.53 7.33 4.83 65.9 27 44 44 5050 2545 25 36 29Midzone 10.27 8.31 9.29 45 15 2.5 8.51 6.88 7.43 4.93 66.4 51 20 20 5050 2545 25 37 30Auxiliary 9.26 7.94 8.6 45 15 2.5 7.67 6.58 6.88 4.38 63.7 11 60 60 50100 7545 75 37 30
Main 11.18 8.21 9.695 45 15 2.5 9.26 6.80 7.76 5.26 67.8 44 27 27 50250 7045 70 36 29Midzone 11.98 7.81 9.895 45 15 2.5 9.92 6.47 7.92 5.42 68.4 43 28 28 50100 5045 50 37 30Auxiliary 9.12 7.43 8.275 45 15 2.5 7.56 6.16 6.62 4.12 62.2 48 23 23 50250 11045 110 37 30
Main 9.59 7.68 8.635 45 15 2.5 7.94 6.36 6.91 4.41 63.8 36 35 35 50100 7045 70 36 29Midzone 9.42 7.19 8.305 45 15 2.5 7.80 5.96 6.65 4.15 62.4 46 25 25 50100 5045 50 37 30
Main 13.34 7.9 10.62 45 15 2.5 11.05 6.54 8.50 6.00 70.6 27 44 44 5050 2545 25 36 29Midzone 11.24 8.29 9.765 45 15 2.5 9.31 6.87 7.81 5.31 68.0 45 26 26 5050 2545 25 37 30
Main 10.43 7.88 9.155 45 15 2.5 8.64 6.53 7.33 4.83 65.9 28 43 43 5050 2545 25 36 29Midzone 10.27 8.31 9.29 45 15 2.5 8.51 6.88 7.43 4.93 66.4 36 35 35 5050 2545 25 37 30Auxiliary 9.26 7.94 8.6 45 15 2.5 7.67 6.58 6.88 4.38 63.7 47 24 24 50250 11045 110 37 30
Main 11.18 8.21 9.695 45 15 2.5 9.26 6.80 7.76 5.26 67.8 38 33 33 50100 7045 70 36 29Midzone 11.98 7.81 9.895 45 15 2.5 9.92 6.47 7.92 5.42 68.4 55 16 16 50100 5045 50 37 30Auxiliary 9.12 7.43 8.275 45 15 2.5 7.56 6.16 6.62 4.12 62.2 47 24 24 50250 11045 110 37 30
Main 9.59 7.68 8.635 45 15 2.5 7.94 6.36 6.91 4.41 63.8 32 39 39 50100 7045 70 36 29Midzone 9.42 7.19 8.305 45 15 2.5 7.80 5.96 6.65 4.15 62.4 48 23 23 50100 5045 50 37 30
Main 13.34 7.9 10.62 45 15 2.5 11.05 6.54 8.50 6.00 70.6 29 42 42 5070 2545 25 36 29Midzone 11.24 8.29 9.765 45 15 2.5 9.31 6.87 7.81 5.31 68.0 49 22 22 50120 2545 25 37 30
Main 10.43 7.88 9.155 45 15 2.5 8.64 6.53 7.33 4.83 65.9 31 40 40 5070 2545 25 36 29Midzone 10.27 8.31 9.29 45 15 2.5 8.51 6.88 7.43 4.93 66.4 40 31 31 50120 2545 25 37 30
Main 11.18 8.21 9.695 45 15 2.5 9.26 6.80 7.76 5.26 67.8 25 46 46 50150 8545 85 36 29Midzone 11.98 7.81 9.895 45 15 2.5 9.92 6.47 7.92 5.42 68.4 43 28 28 5070 6045 60 36 30
Main 9.59 7.68 8.635 45 15 2.5 7.94 6.36 6.91 4.41 63.8 27 44 44 50150 8545 85 36 29Midzone 9.42 7.19 8.305 45 15 2.5 7.80 5.96 6.65 4.15 62.4 39 32 32 5070 6045 60 36 30
Main 13.34 7.9 10.62 45 15 2.5 11.05 6.54 8.50 6.00 70.6 27 44 44 5070 2545 25 36 29Midzone 11.24 8.29 9.765 45 15 2.5 9.31 6.87 7.81 5.31 68.0 39 32 32 50120 2545 25 37 30
Main 10.43 7.88 9.155 45 15 2.5 8.64 6.53 7.33 4.83 65.9 33 38 38 5070 2545 25 36 29Midzone 10.27 8.31 9.29 45 15 2.5 8.51 6.88 7.43 4.93 66.4 38 33 33 50120 2545 25 37 30
Main 11.18 8.21 9.695 45 15 2.5 9.26 6.80 7.76 5.26 67.8 41 30 30 50150 8545 85 36 29Midzone 11.98 7.81 9.895 45 15 2.5 9.92 6.47 7.92 5.42 68.4 30 41 41 5070 6045 60 36 30
Main 9.59 7.68 8.635 45 15 2.5 7.94 6.36 6.91 4.41 63.8 38 33 33 50150 8545 85 36 29Midzone 9.42 7.19 8.305 45 15 2.5 7.80 5.96 6.65 4.15 62.4 29 42 42 5070 6045 60 36 30
F5
Ent
ry
Top
Bottom
Del
iver
y Top
Bottom
F4
Ent
ry
Top
Bottom
Del
iver
y Top
Bottom
F3
Ent
ry
Top
Bottom
Del
iver
y Top
Bottom
New
F2
Ent
ry
Top
Bottom
Del
iver
y Top
Bottom
F1
Ent
ryTop
Bottom
Del
iver
y Top
Bottom
Spray Length Nozzle ID Number No. of NozzlesPerpendicular
DistancesPressure (psi)

Header Pressure Gradients
0
10
20
30
40
50
60
0 5 10 15 20 25 30 35 40
Distance from Operator Side (in.)
Pre
ssu
re (
psi
)
Top. Del. Aux. Bot. Del. Mz. Top Del. Main Bot. Ent. Mz. Top Del. Mz. Top Ent. Main

Summary
1. Ensure that the cooling water pressure is adequate. Pressures for work roll cooling systems should be in the range of 7 bar to 15 bar (100 psi to 225 psi.).
2. Position headers for maximum heat extraction. Headers should be positioned as close as possible to the roll bite on the delivery side and out of the pool that is developed in the delivery guide apron if at all possible.
3. Headers should be positioned symmetrically about the top and bottom work rolls circumferentially from the roll bite. The volume of water and the positions it is applied in should also be symmetric about the top and bottom rolls circumferentially from the roll bite.
4. Select nozzles that provide a concentrated spray that matches well with the effective area used in spray overlap and flow density calculations.
5. Ensure system filtration of the cooling water is appropriate to prevent clogged nozzles or select a nozzle with attached filter to provide this filtration.
6. Design the spray overlaps to provide a flow density distribution with a variation of less than 5%.
7. Use header pressures to examine each branch of the work roll cooling system to ensure that the flows generated are balanced.