statistical process control for global textile markets mccomb-statistical process... · repeatable...
TRANSCRIPT
Copyright © 2005 Rockwell Automation, Inc. All rights reserved. 1
Statistical Process Control for Global Textile Markets
John McCombs12 October, 2006
2
Quote from Hindustan Times 9 October, 2006
• Indian entrepreneurs have learnt to think big• Money not a problem, • Quality and management are
–The message is clear: Quality is non-negotiable. There is no dearth of capital. However, the core issue is: Does the management have the required mental bandwidth to face the challenges thrown up by globalization. By Uday Kotak
Repeatable Quality through Statistical Process Control is a Goal of Automation in the Textile/Fibers Industry
Repeatable Quality through Statistical Process Control is a GoalRepeatable Quality through Statistical Process Control is a Goal of of Automation in the Textile/Fibers IndustryAutomation in the Textile/Fibers Industry
3
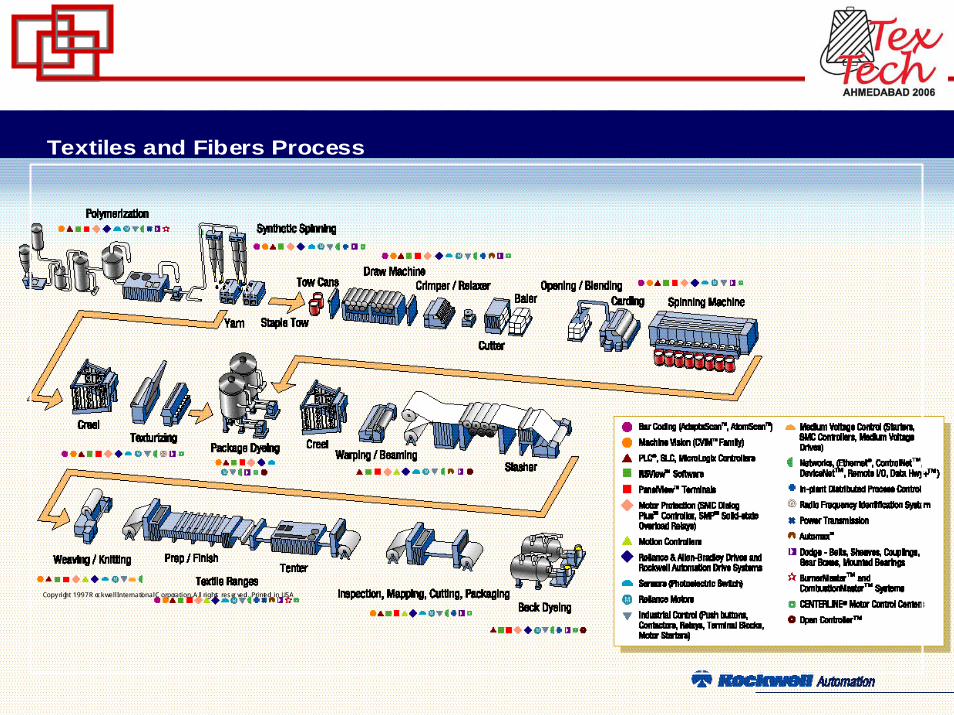
Textiles and Fibers Process
Copyright 1997 R ockwell International C orporation. A ll rights reser ved. Printed in USA
4
Statistical Process Control for Textiles
• The Electrical Control Industry has grown with the Textile Industry into automation systems including Statistical Process Control
• Manual systems have become automated• Technical improvements have improved quality/repeatability
– Many of the steps in Textile production is to assure repeatable quality• Opening Blending, 1st sliver, 2nd Sliver, drafting –all aimed at repeatable quality• Dyeing variations are a certainty without repeatable quality
• Dyeing and Finishing have become an automated necessity for World Class Quality. Dye matching is a requirement even when runs are two months apart.
• Computer Scheduling Can add a layer of improved quality to normal automated systems.
Repeatable Quality through Statistical Process Control is a Goal of Automation in the Textile/Fibers Industry
Repeatable Quality through Statistical Process Control is a GoalRepeatable Quality through Statistical Process Control is a Goal of of Automation in the Textile/Fibers IndustryAutomation in the Textile/Fibers Industry
5
Example 1 from Synthetic Fiber History
The controls grew as the process improvedThe controls grew as the process improvedThe controls grew as the process improved
Synthetic Spinning History
Automation the ProcessPartner
6
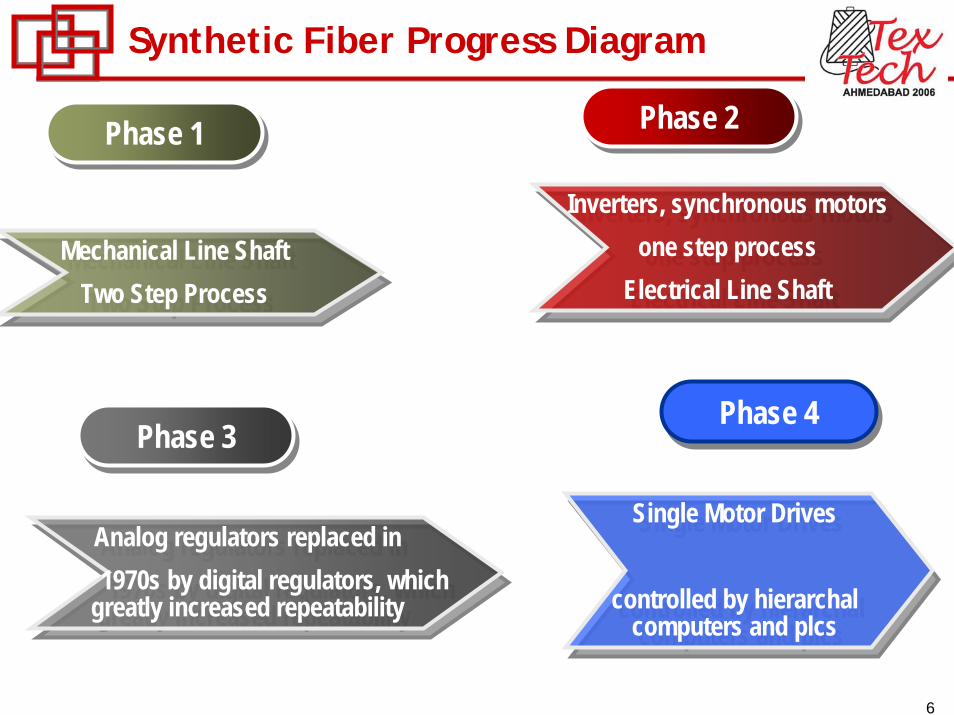
Synthetic Fiber Progress Diagram
Analog regulators replaced in1970s by digital regulators, which
greatly increased repeatability
Analog regulators replaced in1970s by digital regulators, which
greatly increased repeatability
Inverters, synchronous motors one step process
Electrical Line Shaft
Inverters, synchronous motors one step process
Electrical Line ShaftMechanical Line Shaft
Two Step Process
Mechanical Line ShaftTwo Step Process
Phase 1Phase 1 Phase 2Phase 2
Phase 3Phase 3 Phase 4Phase 4
Single Motor Drives
controlled by hierarchal computers and plcs
Single Motor Drives
controlled by hierarchal computers and plcs

7
• In the beginning a two step process • Machines were mainly mechanical
Draw
Winding
Unwind
The controls grew as the process improvedThe controls grew as the process improvedThe controls grew as the process improved
Form the fiber
Drawing the fiber Different draw ratios
required different gear sets
Quench
Wind
Phase 1Phase 1
8
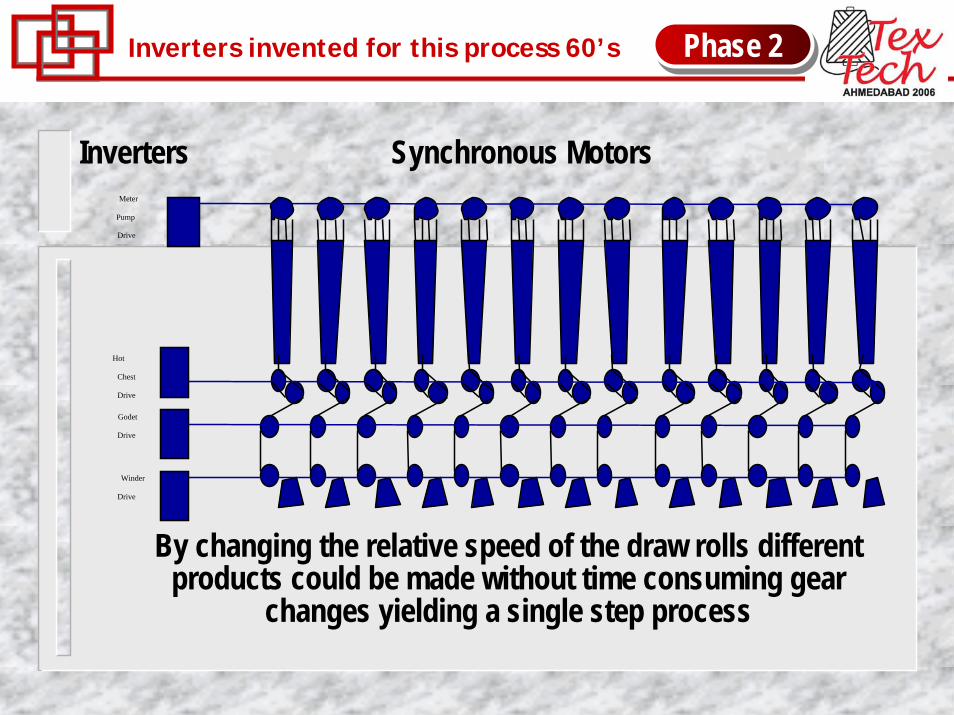
Inverters invented for this process 60’s
Meter
Pump
Drive
Hot
Chest
Drive
Godet
Drive
Winder
Drive
By changing the relative speed of the draw rolls different products could be made without time consuming gear
changes yielding a single step process
Inverters Synchronous Motors
Phase 2Phase 2
9
Major Fiber Producing Chemical CompanySingle step process still meant same product on an entire machine – More Flexibility Required
– Motivated by JIT - Automotive Carpet CustomerDecided to replace bulk inverters with small single
motor inverters - Good Price, Good Performance- NO TOTAL AUTOMATION PLAN
Case Study Number 1
10Atlanta PVG 67
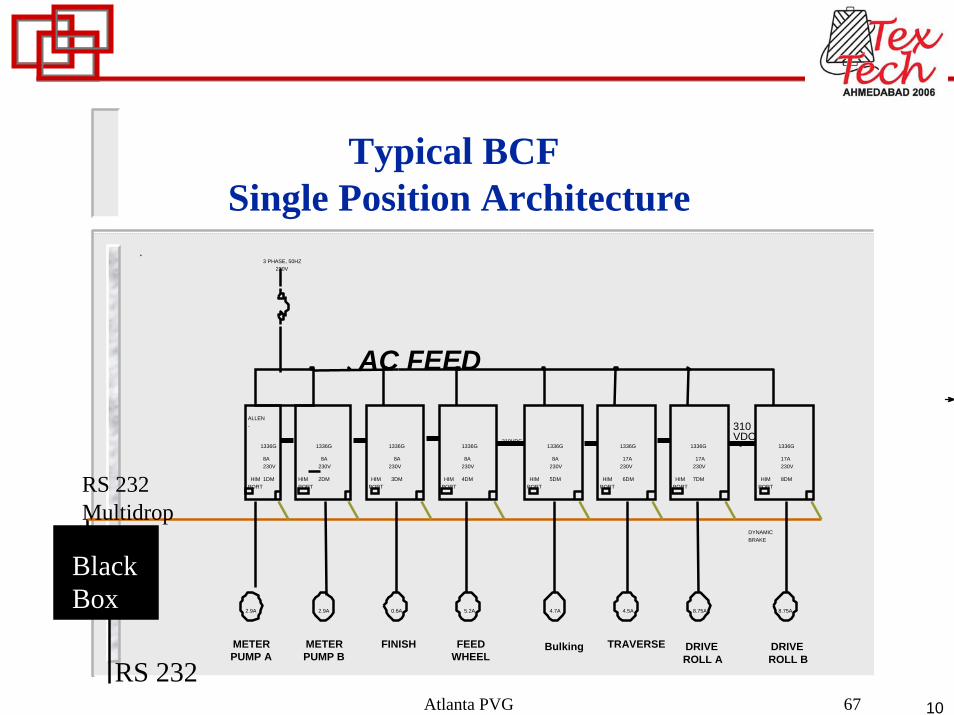
Typical BCFSingle Position Architecture
3 PHASE, 50HZ230V
*
AC FEED
ALLEN-
230V
PORTHIM
1336G
8A230V
PORTHIM
1336G
8A230V
PORTHIM
1336G
8A230V
PORTHIM
1336G
8A230V
PORTHIM
1336G
17A230V
PORTHIM
1336G
17A230V
PORTHIM
1336G
17A
2.9A 2.9A
METERPUMP B
FINISH
0.6A
FEEDWHEEL
5.2A 4.7A
TRAVERSE
4.5A 8.75A 8.75A
1336G
8A230V
HIMPORT
1DM 2DM 3DM 4DM 5DM 6DM 7DM 8DM
310VDC
DYNAMICBRAKE
310VDC
METERPUMP A
Bulking DRIVE ROLL A
DRIVEROLL B
BlackBox
RS 232Multidrop
RS 232
11
Case Study 1
• 2 years later building an ASCII interface to a DCS is not complete (at least 1.5 man years wasted)
• In an attempt to connect the drives to the main control system a“black box device” to interface to the RS 232 port on each drive has 10 second update time to read all speeds and currents of 8 drives. 40 positions x 10 Seconds = Failed Network
1st operator interface for drives1st operator interface for drives
2nd DCS operator interface for the rest of the
machine = Errors
2nd DCS operator interface for the rest of the
machine = Errors
12
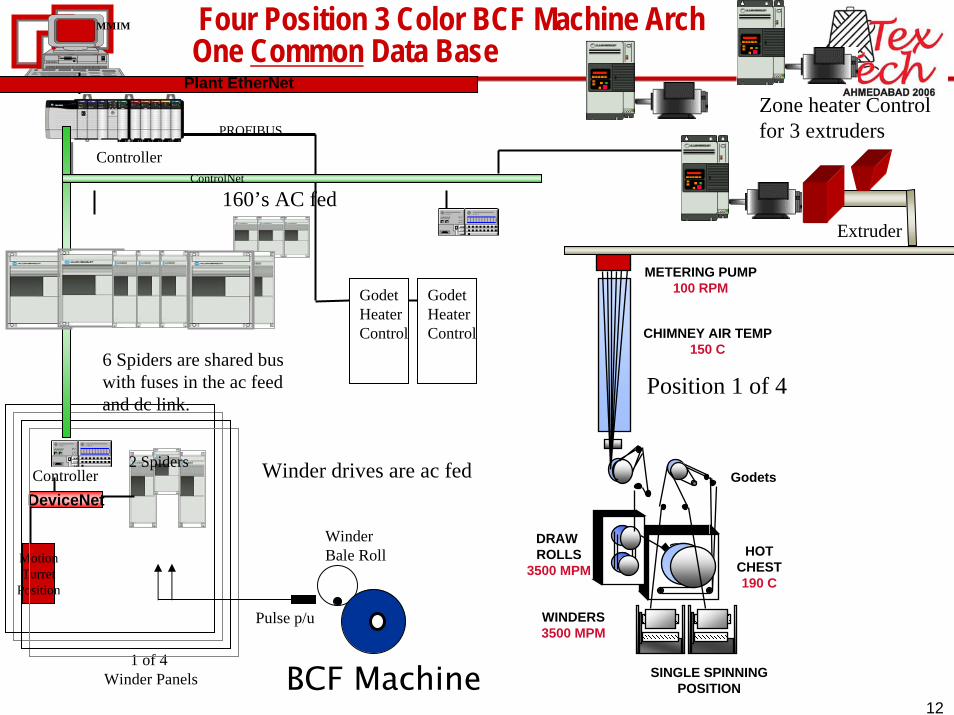
METERING PUMP100 RPM
CHIMNEY AIR TEMP150 C
DRAW ROLLS
3500 MPMHOT
CHEST190 C
WINDERS3500 MPM
Godets
SINGLE SPINNINGPOSITION
Position 1 of 4
Extruder
Plant EtherNet
DeviceNet
MotionTurret
Position
1 of 4 Winder Panels
GodetHeaterControl
GodetHeaterControl
MMIM
Controller
Controller
PROFIBUS
2 Spiders
WinderBale Roll
Pulse p/u
9 Spiders
ControlNet
160’s AC fed
Winder drives are ac fed
6 Spiders are shared bus with fuses in the ac feed and dc link.
Zone heater Controlfor 3 extruders
BCF Machine
Four Position 3 Color BCF Machine ArchOne Common Data Base
13
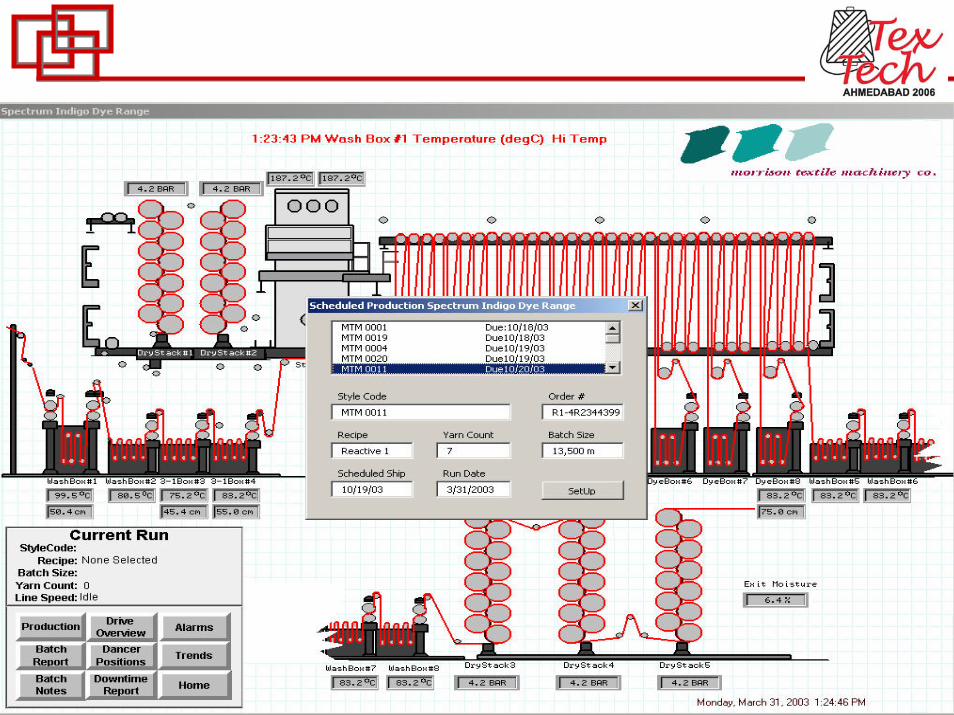
Example No. 2 Fabric Processing
• Processing Fabric– Better fabric through chemistry is achieved , delivering the quality customer’s desire.– The stages include washing, bleaching, shrinking, dyeing and adding stay pressed
finishes.• Automation has enhanced repeatable processes and enhances cost control• A common data base including line speed, concentrations of chemical and
temperatures insures repeatable higher quality. – For example by optimizing the bleaching process can reduce the amount of dye needed
to achieve the quality color desired in the dyeing process.
14
Example No. 2
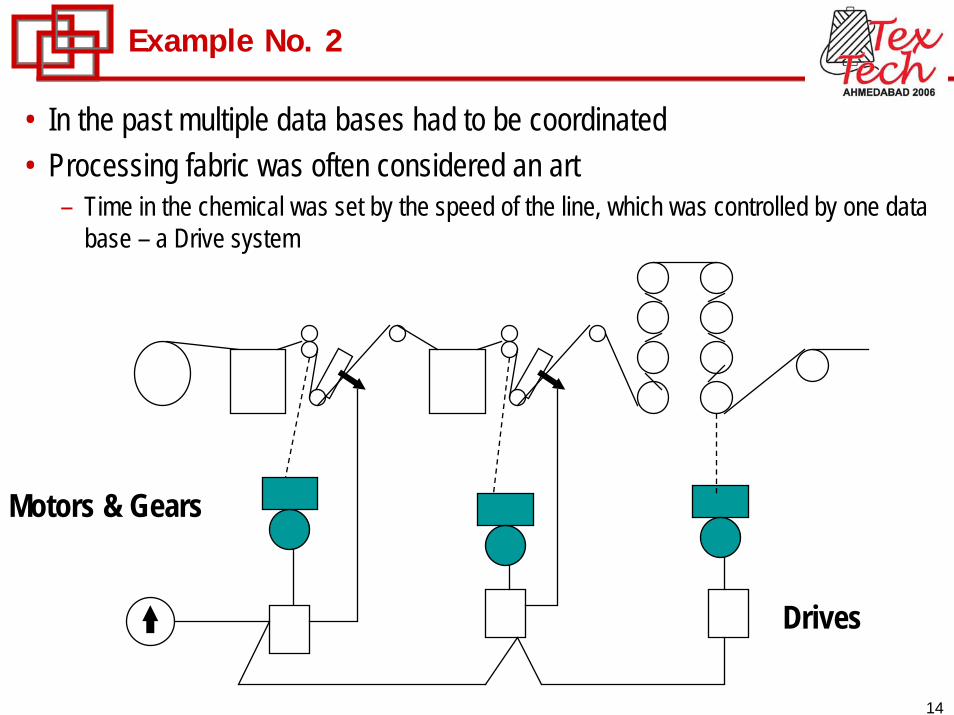
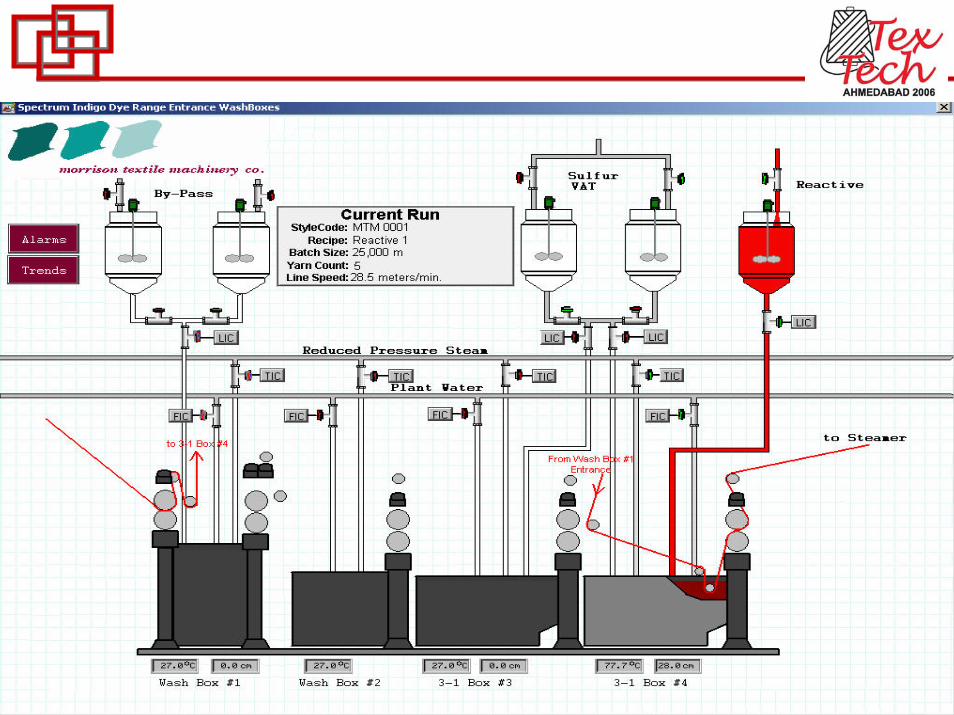
• In the past multiple data bases had to be coordinated• Processing fabric was often considered an art
– Time in the chemical was set by the speed of the line, which was controlled by one data base – a Drive system
Motors & Gears
Drives
15
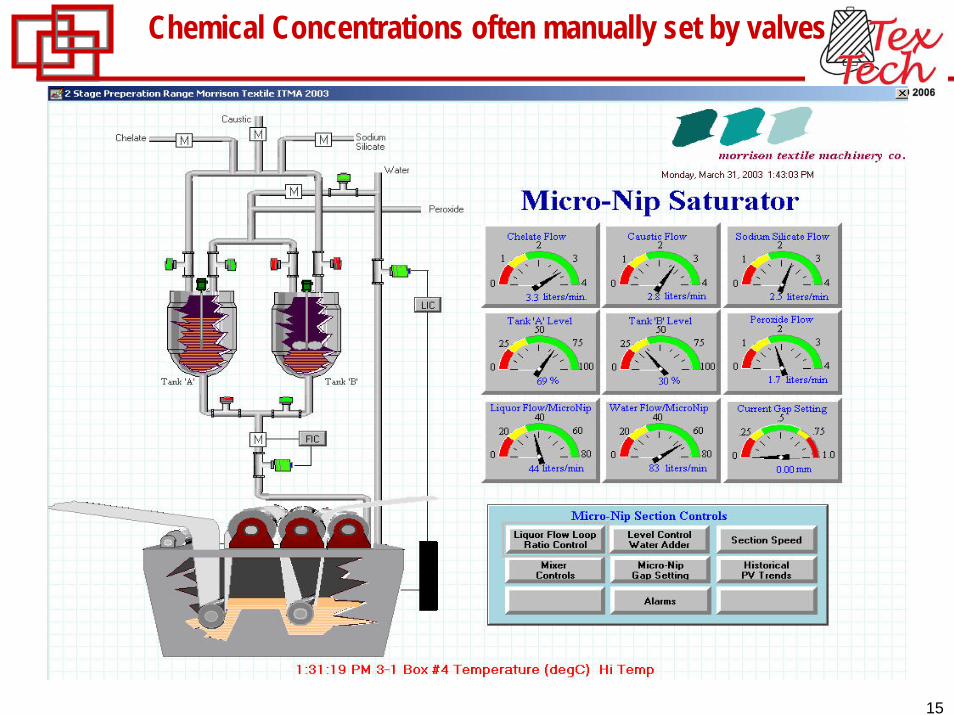
Chemical Concentrations often manually set by valves
16
Multiple data bases yield multiple chances for errors
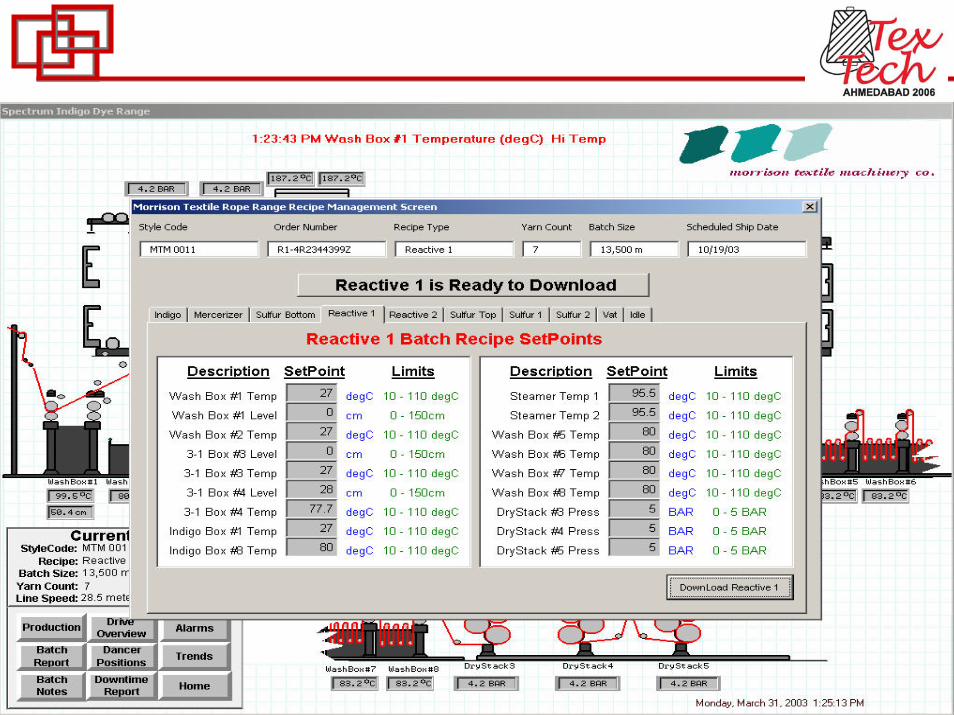
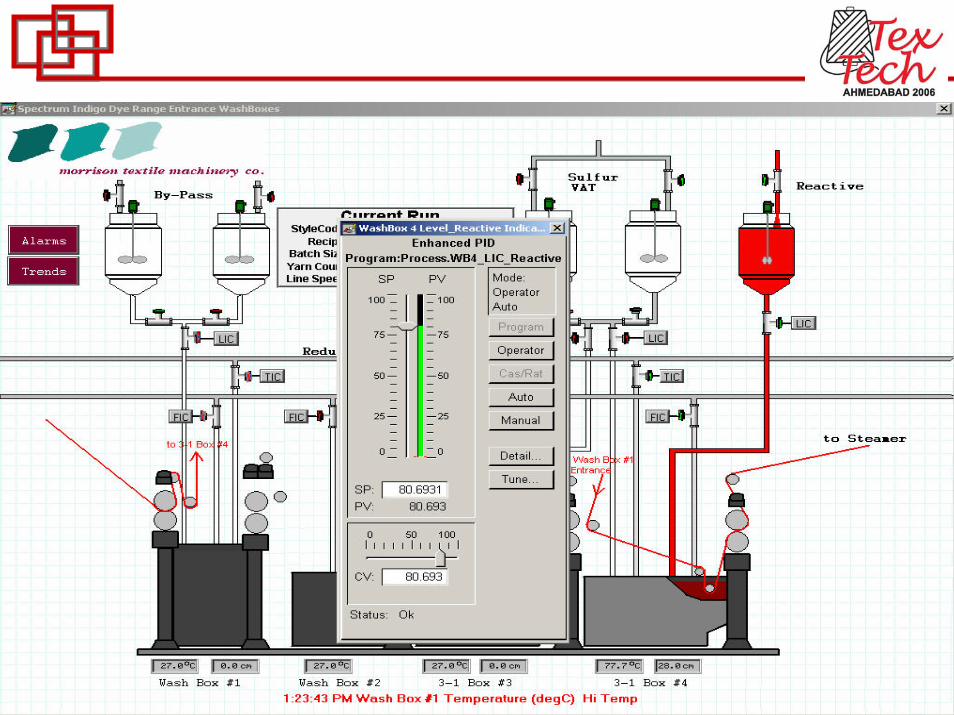
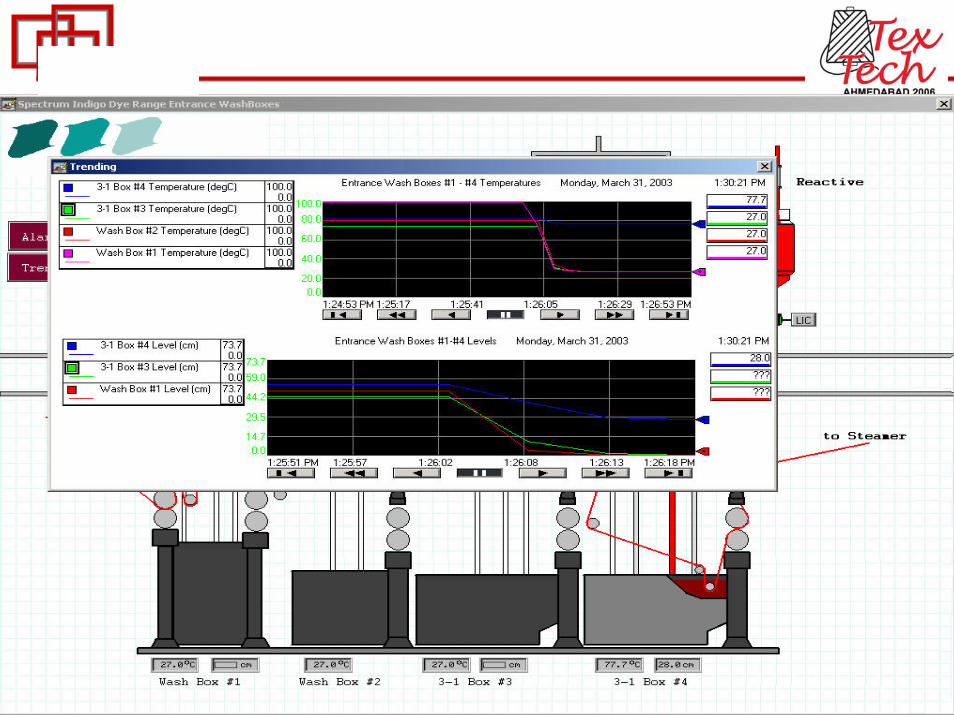
• Even when a control loop is used to set concentration or temperature, is it the right value for the product being run.
• Multiple data bases yield multiple changes for errors• Take Temperature Control – The easiest
– Sometimes Single Loop Controllers were used to maintain temperatures• Often set for wrong product being run
– Manual Controls with temperature read out• Cannot be monitored 100%
– Temperatures Drifted from beginning to end of the same lot of fabric– No Chance to repeat the next time a product is run
17
18
19
20
21
22
23
24
25
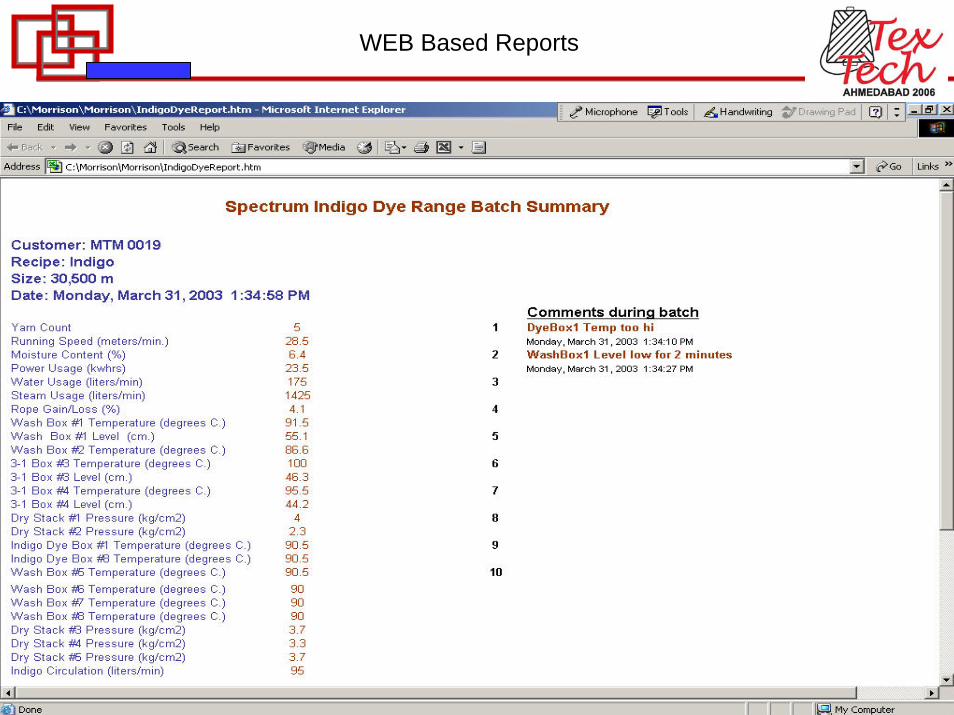
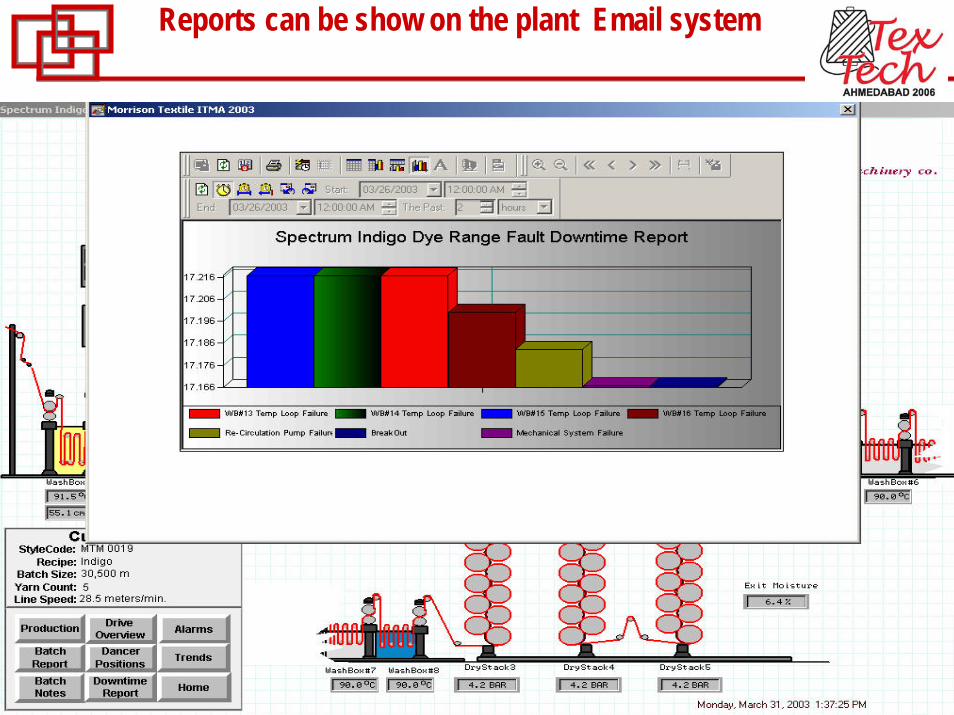
WEB Based Reports
26
Reports can be show on the plant Email system
27
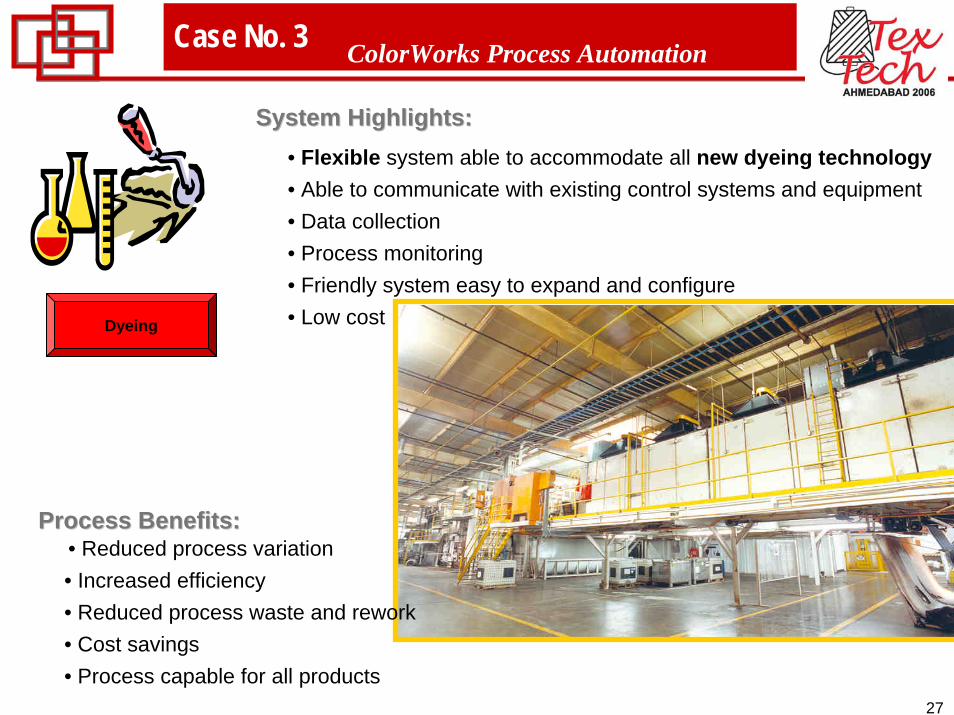
Case No. 3
• Low cost
System Highlights:System Highlights:• Flexible system able to accommodate all new dyeing technology• Able to communicate with existing control systems and equipment• Data collection• Process monitoring• Friendly system easy to expand and configure
• Reduced process waste and rework• Cost savings• Process capable for all products
Process Benefits:Process Benefits:• Reduced process variation• Increased efficiency
ColorWorks Process Automation
Dyeing

28
EthernetDH +
RSLinx
Automation Platforms
EOIMMIMMI
Enterprise / Control Integration
Ethernet
ERPERP AccessAccess ExcelExcelInternetInternet PDAPDA
Enterprise Systems
Remote I/O Control NetDevice NetEthernet
Automation Components
Plant Floor
Ethernet
Manufacturing Execution
RSSQLRSSQL
DCS
29
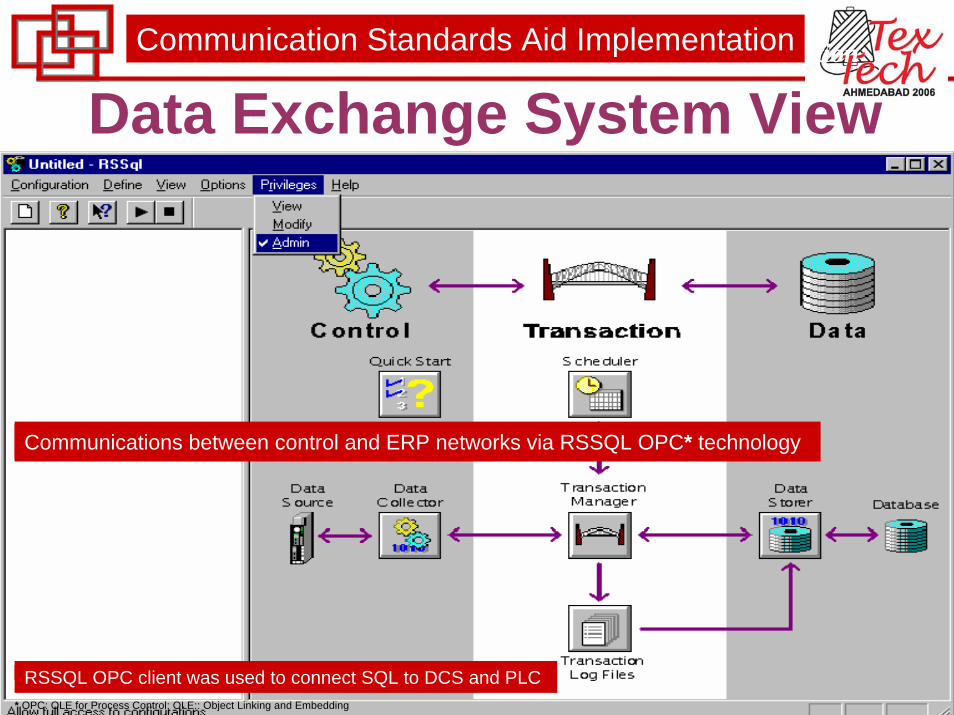
DeltaV – SQL Integration
Communications between control and ERP networks via RSSQL OPC* technology
RSSQL OPC client was used to connect SQL to DCS and PLC* OPC: OLE for Process Control; OLE:: Object Linking and Embedding
Communication Standards Aid Implementation
Data Exchange System View
30
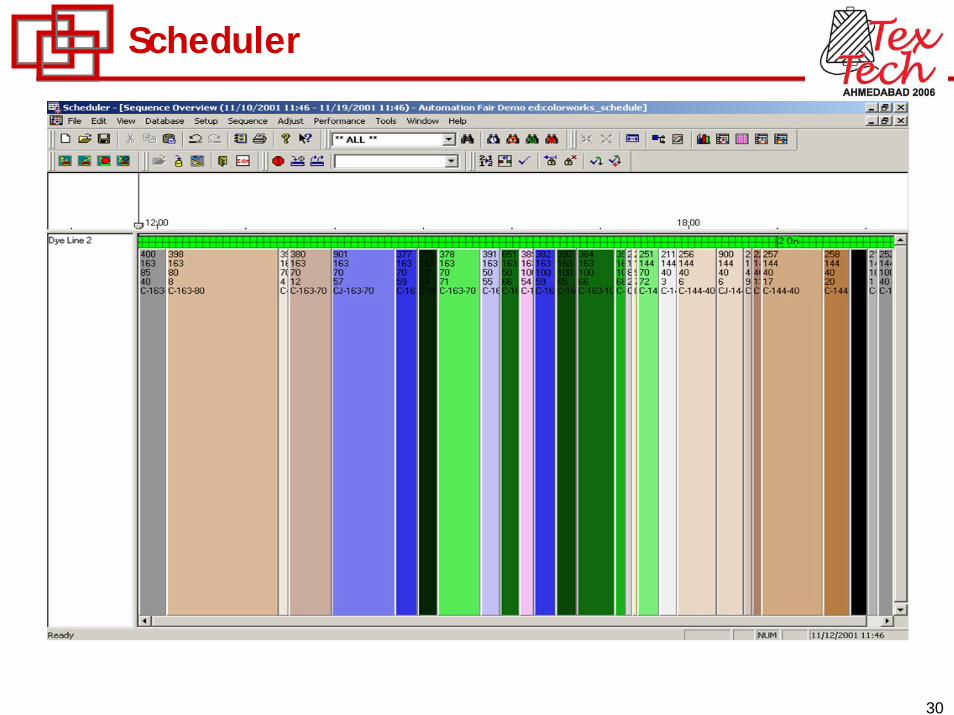
Scheduler
31
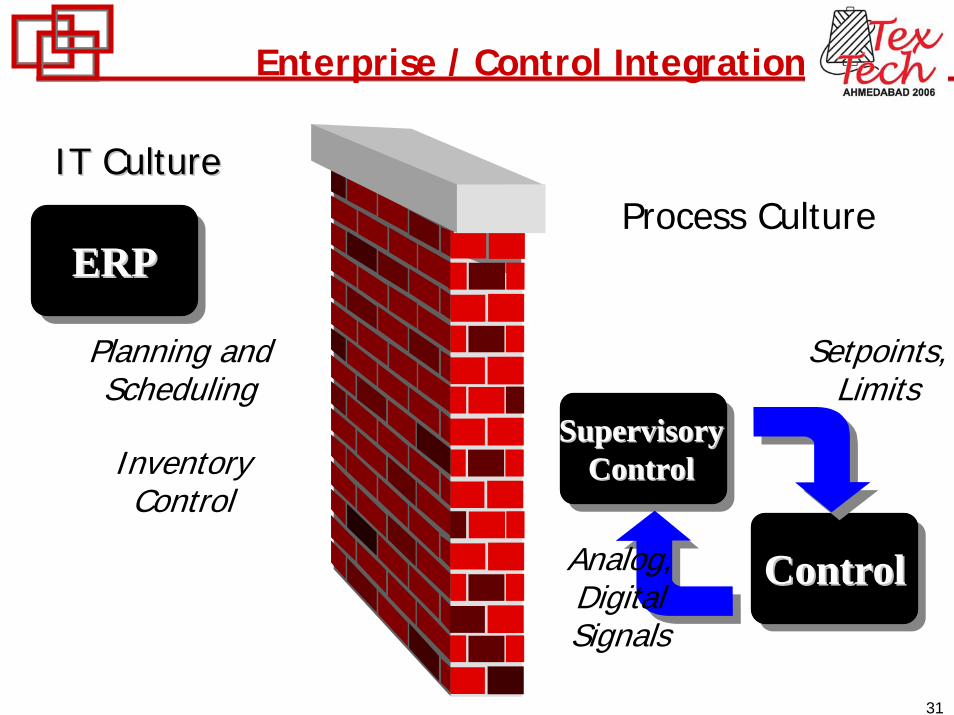
Enterprise / Control Integration
Process CultureIT CultureIT Culture
SupervisorySupervisoryControlControl
ControlControl
Setpoints,Limits
Analog,DigitalSignals
InventoryControl
ERPERP
Planning andScheduling
32
What is S 95?
• A committee organized by ISA• Members from end users, vendors, integrators and consultants
– Dupont, Eli-Lilly, Hewlett-Packard, Dow Corning, Union Carbide, Lyondell Chemical, Honeywell, Bailey, Fisher Rosemont, Intellution, ABB, SAP, Moore, Yokogawa, OSI Software, Sequencia, Rockwell Automation
– AMR, PriceWaterhouseCoopers• Chartered with developing a standard for Enterprise System to Control System
Integration
• ISA.ORG
33
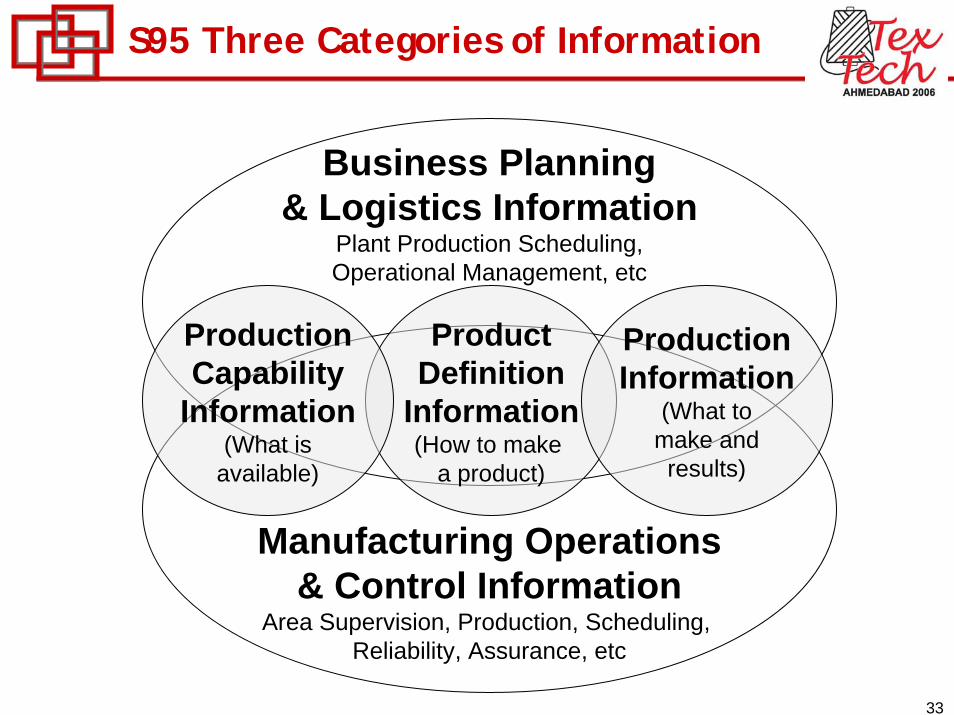
S95 Three Categories of Information
Business Planning& Logistics Information
Plant Production Scheduling,Operational Management, etc
Manufacturing Operations& Control Information
Area Supervision, Production, Scheduling, Reliability, Assurance, etc
ProductDefinition
Information(How to make
a product)
ProductionCapability
Information(What is
available)
ProductionInformation
(What tomake andresults)
34
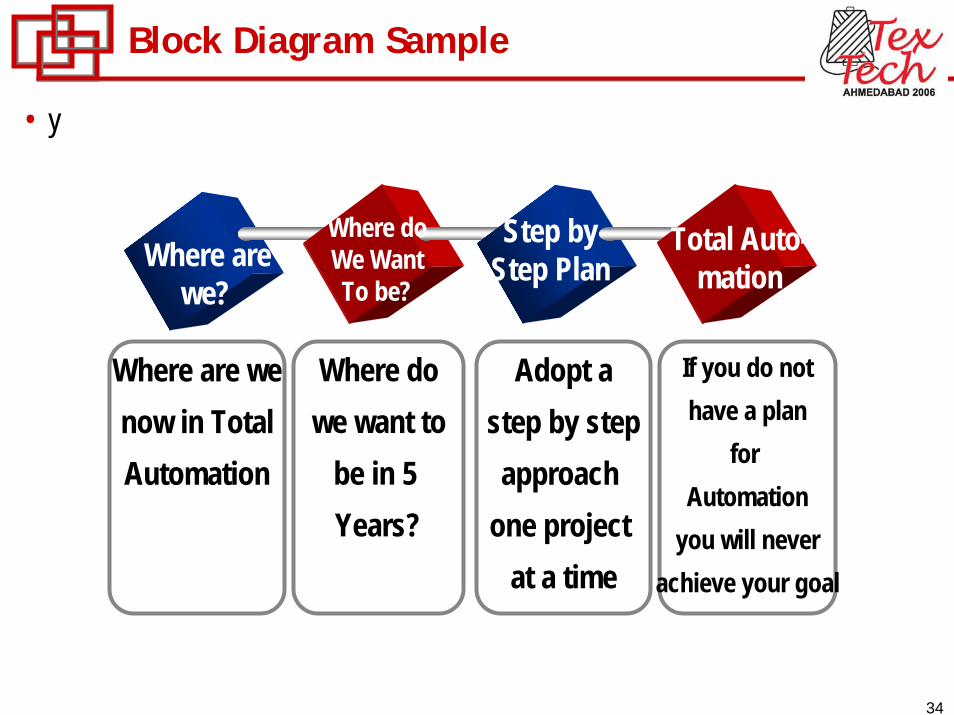
Block Diagram Sample
• y
If you do nothave a plan
for Automation
you will neverachieve your goal
Adopt astep by stepapproach
one project at a time
Where dowe want to
be in 5 Years?
Where are wenow in TotalAutomation
Where arewe?
Where doWe WantTo be?
Step byStep Plan
Total Auto-mation
Copyright © 2005 Rockwell Automation, Inc. All rights reserved. 35
The no. 1 result of automationIs repeatable, higher quality
Have a plan for automationand apply it on every project