steel melt shop 2 process
DESCRIPTION
jsplTRANSCRIPT

PRESENTED BY-DEEPAK DWIVEDIDEPT. OF METALLURGYOPJIT, RAIGARH (CG)
Steel Melt ShopSteel Melt ShopA Journey Towards ExcellenceA Journey Towards Excellence
STEEL MELT SHOP II

MAJOR FACILITIESMAJOR FACILITIESANNUAL CAPACITY 2.0 MTPRODUCTION 2009-10(UPTO 31/01/10)
65000 T
ELECTRIC ARC FURNACE 02 NO.LADLE REFINING FURNACE
03 NO.
VACUUM DEGASSER 01 NO.CONTINUOUS CASTER 03 NO.
STEEL MELT SHOP II

MAJOR MILE STONESOF SMS-II
sms -2 have been produced 73heats in a day since April.(world’s second largest )
MAJOR MILE STONESOF SMS-II
sms -2 have been produced 73heats in a day since April.(world’s second largest )
STEEL MELT SHOP II

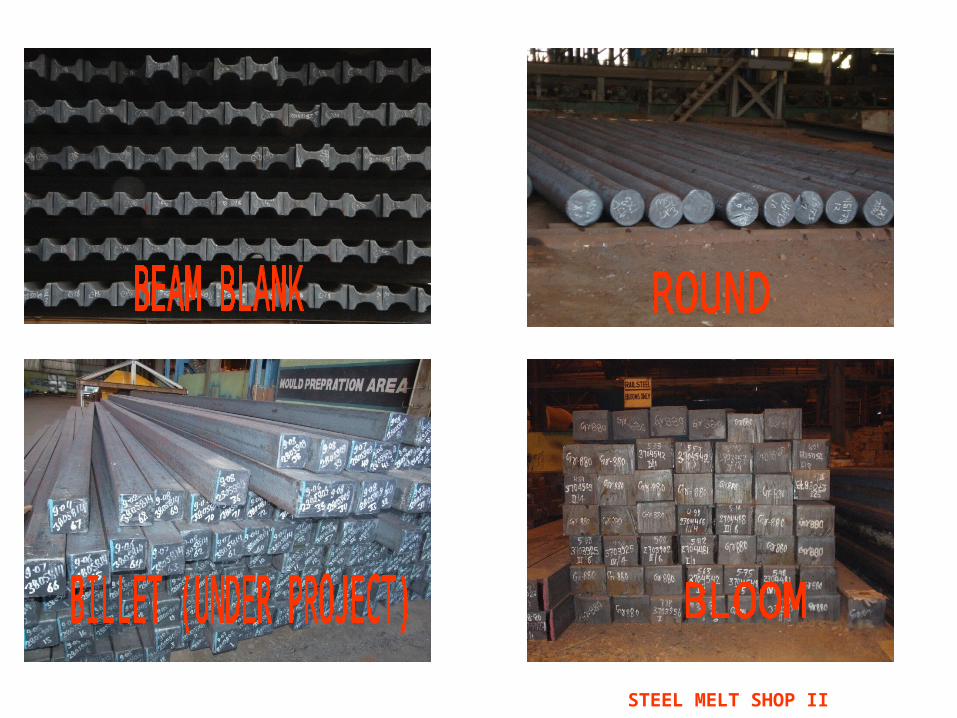
PRODUCTS
STEEL MELT SHOP II
STEEL MELT SHOP II
KEY CUSTOMERS
• RUBM (ROLLING AND UNIVERSAL BEAM ROLLING AND UNIVERSAL BEAM MILLMILL)
• SEMI’S—MSL, JSL, NALWA, BHEL.
STEEL MELT SHOP II

STEEL MELT SHOP - II
STEEL MELT SHOP II
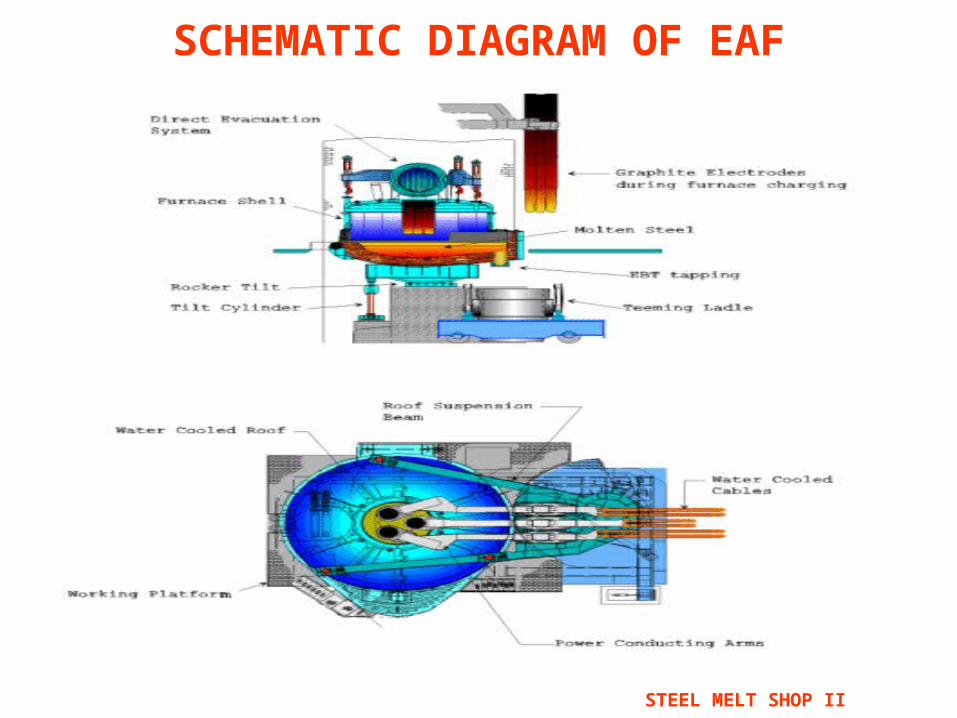
SCHEMATIC DIAGRAM OF EAF
STEEL MELT SHOP II
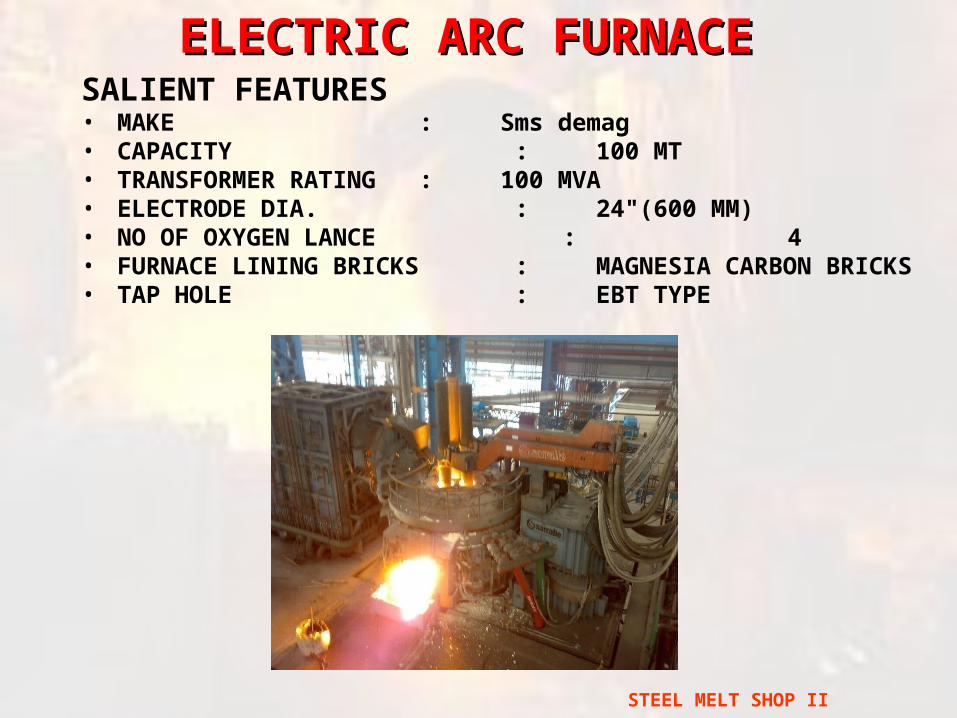
ELECTRIC ARC FURNACEELECTRIC ARC FURNACE SALIENT FEATURES• MAKE : Sms demag• CAPACITY : 100 MT• TRANSFORMER RATING : 100 MVA• ELECTRODE DIA. : 24"(600 MM)• NO OF OXYGEN LANCE : 4• FURNACE LINING BRICKS : MAGNESIA CARBON BRICKS• TAP HOLE : EBT TYPE
STEEL MELT SHOP II

Functions of EAF:Functions of EAF:1. Melting of inputs and homogenization
of steel bath.2. Raising the temperature of the melt to
≈16200C for tapping.3. Decarburisation.4. Dephosphorisation.5. Slag free and compact stream tapping.
FUNCTIONS FUNCTIONS OF EAFOF EAF
STEEL MELT SHOP II

METALIC INPUTSMETALIC INPUTS:• Hot metal from blast furnace : 30 to 70%• %C : 3.8 to 4.2%• %Si : 0.3 TO 1.0 % • %P : 0.13 max• Temperature : 1280 deg min• DRI (Lumps +Fines) from DRI Plant : 40 to 49%• %C : 0.1 max• %Fe(met) : 81 min• %SiO2 : 3.5 • Scrap : 1 to 5% (optional)
FLUX:FLUX:• Lime from LDP (Lime and Dololime Plant)• Burned dolomite from LDP
OTHER INPUTS:OTHER INPUTS:• Oxygen from Oxygen plant.• CPC (Calcined petroleum coke)
INPUTS FORINPUTS FOR
EAFEAF
ELECTRIC ARC FURNACEELECTRIC ARC FURNACE
STEEL MELT SHOP II

HEAT CYCLE:HEAT CYCLE:Charging Hot metal pouring Melting& Blowing TappingTap to tap time : 53 minEBT filling time : 3 minSlag pot changing/ pit cleaning time: 13 minHot metal pouring time : 5 minArc time : 29 minTapping time : 3 minCONTROL PARAMETERS:CONTROL PARAMETERS:Power in put : 70 to 75 MW Oxygen input : 120 Nm3/minTap Chemistry
%C : 0.05 %P : 0.010% Other elements : Trace
Tapping Temperature : 1620°C
HEAT HEAT CYCLECYCLE
ELECTRIC ARC FURNACEELECTRIC ARC FURNACE
STEEL MELT SHOP II
Melting process in eaf
• EAF shift incharge insure the charge mix preparation as per the instruction of incharge.
• DRI-0-55%
• Hot metal- 0-80%
• Bucket charge- 0-40%
• (scrap+skull+DRI+pig iron)
• Best charge mix combination always try to• Aim for optimum output is mentioned below
which depends upon availability of raw material and power
• Power- 50-72 MW• Hot metal- 50-58%• DRI- 40- 48%• Bucket charge – 0-2%• EAF is switched on and operating on low power
depending on scrap.• Calculate oxygen blown in furnace through VLB
• If the carbon content is high in that condition the extra oxygen will be supplied for the reduction of carbon in the form of
Carbon dioxide
Furnace helper takes the temperature of the melt in EAF .
Temp. of melt should not less than 1600c
• TAPPING
• Shift incharge instructs the PIT side supervisor to get the ladle below the tapping hole of the EAF .before tapping it is ensured that the purging is in open condition .
• During tapping addition of ferroalloys , fluxes and deoxidizer are done.
• Then transfer towards ladle.
No of ID fan : 3 nos (2W+1S)Flow value of each fan : 7,50,000 Nm3/hrTotal bag area : 14,862 m2
Air to cloth ratio (PEAK) : 100 Nm3/m2/hr (approx)Pressure drop across bag filter house : 16 mbar (approx)Dust content at outlet of bag house : 20 mg/Nm3
FUME EXTRACTON SYSTEM EAF
FESFES
STEEL MELT SHOP II
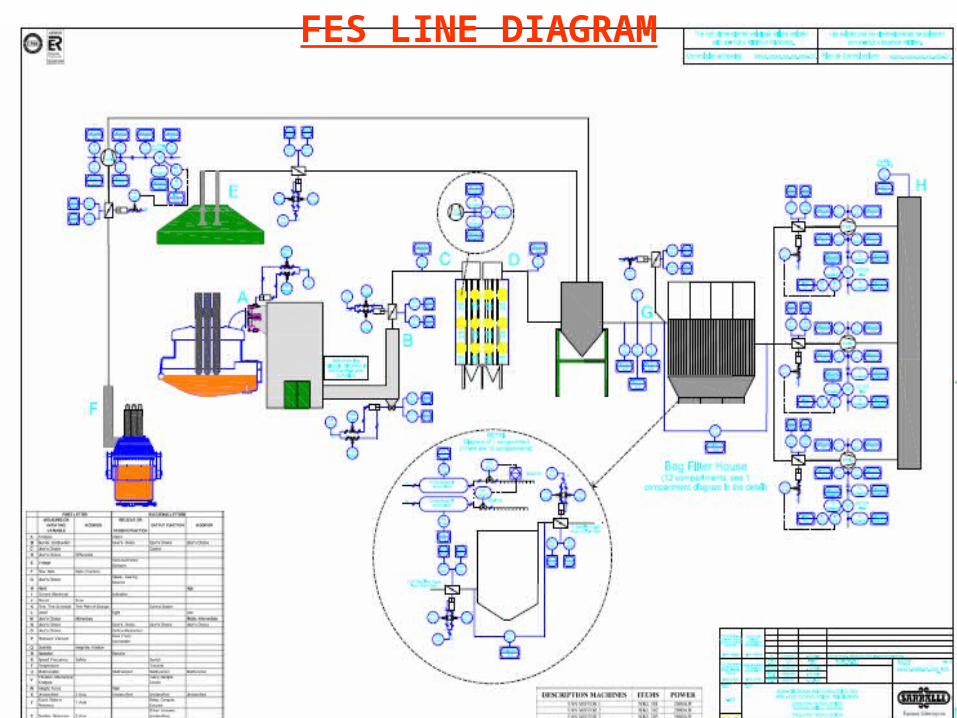
FES LINE DIAGRAM
STATUTORY NORMS
STEEL MELT SHOP II
1. AMBIENT NOISE LEVEL - NORMS 6AM to 9PM 9PM to 6AM (Day) (Night)Normal 75 dB 70 dBWork zone 85 dB 85 dB
2. STANDARD PARTICULATE MATTER AT GUEST HOUSE SPM 500 µg/m3 (Max)
3. RESPIRABLE PARTICULATE MATTERSO2 120 µg/m3 (Max) NOx 120 µg/m3 (Max)CO 5000 µg/m3(Max) 4. STACK EMISSSIONS MONITORING SMS NORMSLRF- 1 50mg/m3 (Max)LRF-2x3 50mg/m3 (Max)EAF 1&2 50mg/m3 (Max)RMH bag house 50 mg/m3 (Max)
STATUTORY NORMS
STEEL MELT SHOP II
calculations
• At eaf-
• Dri-0-55%
• Hot metal (si-.2-1.2%,temp. 1100-1380c)-0-80%
• Bucket charge (scrap+skull+dri+pig iron)-0-40%
• Power: 50-72 mw
Example-
• If we want hot metal consist 60kg si then according to the capacity of eaf (60mth/m, total hot metal will consist 360 kg of si,
• Then= si +o2 = sio2
• Sio2 = 360x1.114=410.4
• For maintaining 2 bassisity -410.2x2=820.8 cao is required.
• But pure lime consist approx 85% pure so,
• 100-kg---------- 85kg pure cao
• 820.2 kg ------ 85/100 x 820.8
example
• Silica load x 50% = req. Mgo
• The capacity of eaf 65 ton, if furnace run at 1 MW , tat to tap time is 32 min. , in jspl 70 Mw furnace run
• So, 70 x 30 = 2100kg.
• When it had achieved 73 heat then tap to tap
• Time will =39.45 min.

Super heat
• Lrf ---80c-----slab –20c----tundish –40c ---
casting –30c-----
So super heat is= 20+40+30=90c
Let us assume after 1 min. temp. will raise 5c
And we know that furnace temp. is- 1530c
Supply temp.is 1599 c.
So total temp. raise = 69c1 min temp. raise=5c
For 69c =====5x69= 345
• so furnace will run for around 14 min.
• Due to this super heat furnace wikll run for extra 14 min. but ladle takes time because-
• 1-addition of substances
• 2-cooling of ladle
• 1% addition of any substance results 20-25c temp. drop. We are adding 1.5 ton of sub. Through fafa.so furnace will have to run 7 min.
• So total running of furnace can calculated as =14+7+5=26 min.
• They have a transfarmer of 12 mva at power factor of 0.8so total power consume=9600w
• We are running furnace for 26 min.• So, 60 min power consumption is =9600w• 26 min ----------4160w• That means power req. for 1 ton is 4160 watt• Cost of power for 1 ton melting can also
calculated if 1 watt’s cost is g• Thencost=4160 x g
• Quality control dept.(spectrolab)
• to start Spectrometer we have to press f2 botton .
• Before that loly pop sample have taken from lrf as well as eaf also.
• Sample must be polished . For that purposedisc polisher and automatic polisher is available.
• Automatic polishing machine have been supplied from germeny.
• It consist of ab 60 grit paper. Paper is called as eloxide paper .
• For picking sample sample lancing is used .height of sample lancing is 5 ft.
• It is supplied by shreeram industry.
• Lequous temp. of steel-=
• 1537-(.65x %c+8x%si +5% Mn)
• Wheet powder is a good insulator and it wilkl drop 1-2c.
• Simn-60%mn, 13-15%si
• Fe-si – 70% si
• Hcmn – 70%Mn , 4.8% c
• Al wire – 96% Al
• So, alloy addition = pointed to be need x tonnege of material x100%/%efficiency


STEEL MELT SHOP II

STEEL MELT SHOP II

Ladle Refining Furnace(LRF)Ladle Refining Furnace(LRF)
No. of LRF : 03
Make : Sms demag
Capacity : 100T
Transformer rating : 18 MVA
Salient Features
STEEL MELT SHOP II

1.Refining of steel
2.Achieving desired chemistry.
3.Desulphurisation
3.Thermal and Chemical Homogenization.
4.Raising desired temperature for casting.
FUNCTIONS OF LRFFUNCTIONS OF LRF
STEEL MELT SHOP II
FES FOR LRF :
No of Booster Fan : 1 no.Capacity : 1,00,000 Nm3/hr
Connected to Secondary (Canopy Duct) of Main Fume Exhaust system.
STEEL MELT SHOP II
STEEL MELT SHOP II
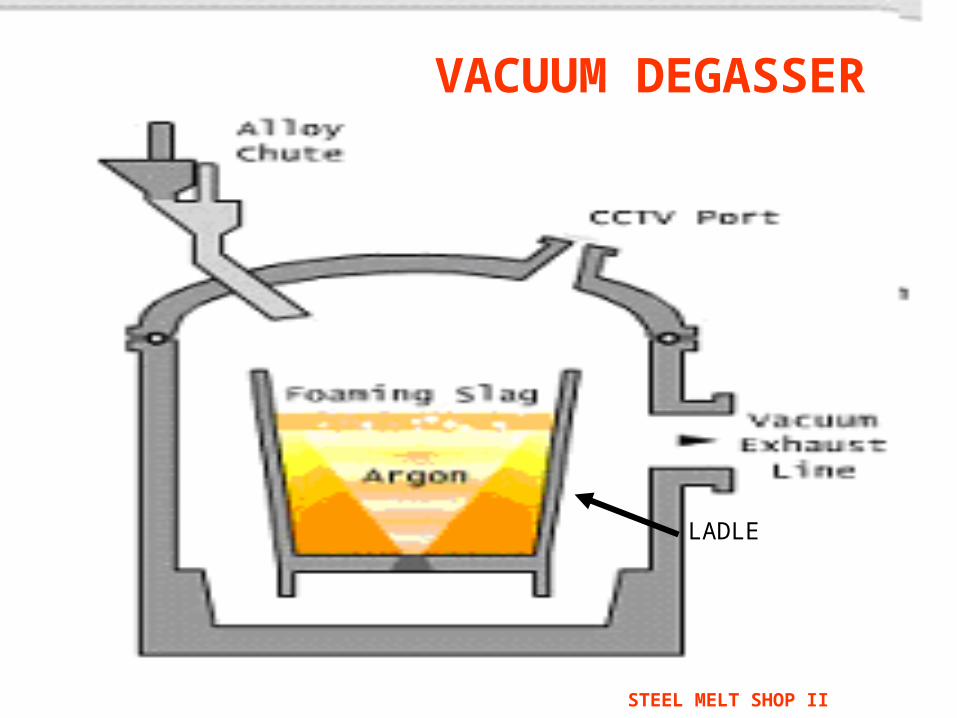
VACUUM DEGASSER
LADLE
STEEL MELT SHOP II
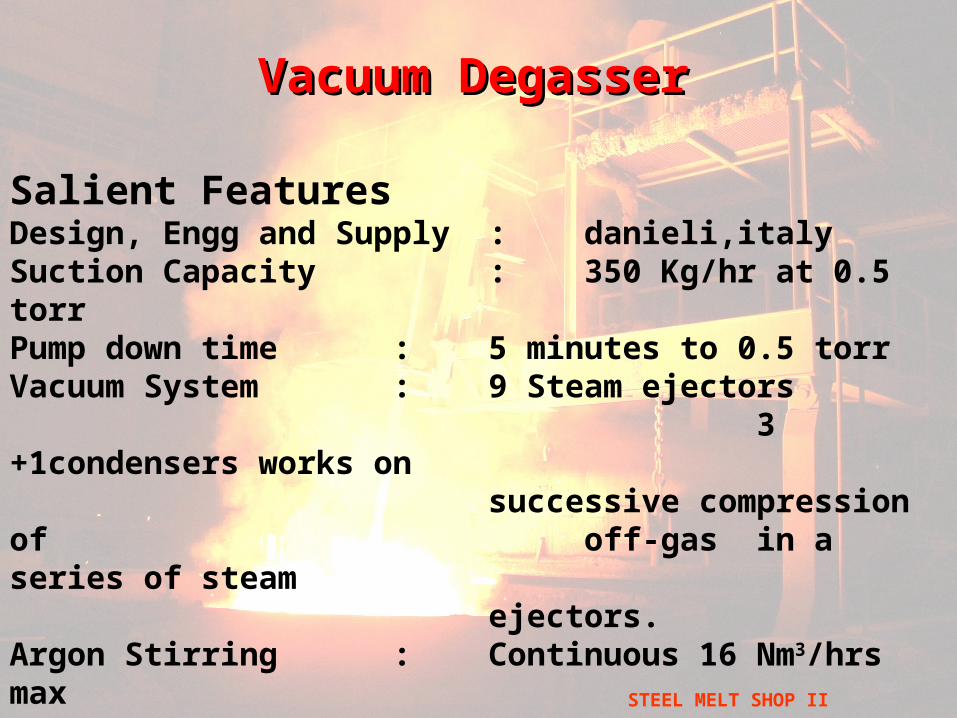
Vacuum DegasserVacuum Degasser
Salient FeaturesDesign, Engg and Supply : danieli,italySuction Capacity : 350 Kg/hr at 0.5 torrPump down time : 5 minutes to 0.5 torrVacuum System : 9 Steam ejectors
3 +1condensers works on successive compression of off-gas in a series of steam ejectors.
Argon Stirring : Continuous 16 Nm3/hrs max
STEEL MELT SHOP II
VACUUM DEGASSER
STEEL MELT SHOP II
Functions of VD:
1.Removal of entrapped gases
2.Removal of sulphur by slag-metal reactions promoted by Argon purging.

STEEL MELT SHOP II
BILLET CASTER (UNDER PROJECT)
COMBI CASTER
STEEL MELT SHOP II
Continuous Casting MachineContinuous Casting Machine1.Combi Caster :1.Combi Caster : No. of strands : 04 Machine Type : Combination caster with curved mould Supplier : vai Radius : 12000 mm Mode of straightening : Continuous Strand Center distance : 1800 mm Machine speed• Speed range : 0 to 2.5 m/min• Restranding speed : ≈ 3.0 m/min Length from meniscus in
mould to torch cutter : 32.5 mtrs Casting mode : Powder casting with stopper rod system and
mould EMS system Mould length : 800 mm Metallurgical length : 20.5 mtrs Ladle accommodation : Ladle turret (Butterfly type) Dummy bar system : Chain type dummy bar (Bottom feeding) EMS : Electromagnetic mould stirrer Mould level control : Cs 137 source with stopper rod control. Type of mould : Curved mould with Cu plates for beam blank
and Blooms, Cu tube for rounds.
Oscillation : Hydraulic mould oscillator (Dynaflex) Cutting Device : GEGA Torch cutting machine Cut length : 4.5 to 12 mtrs
STEEL MELT SHOP II
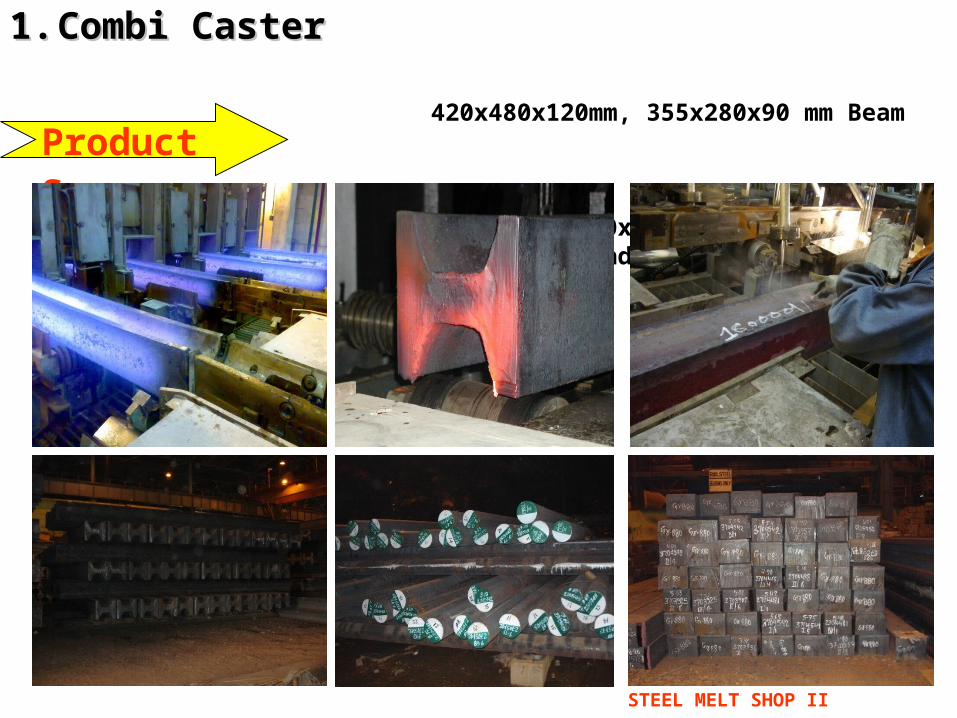
1.1. Combi Caster Combi Caster
420x480x120mm, 355x280x90 mm Beam blank,
285x390mm 250x250 mm Bloom, 200, 255, 220, 305 mm Rnd.
Products
STEEL MELT SHOP II
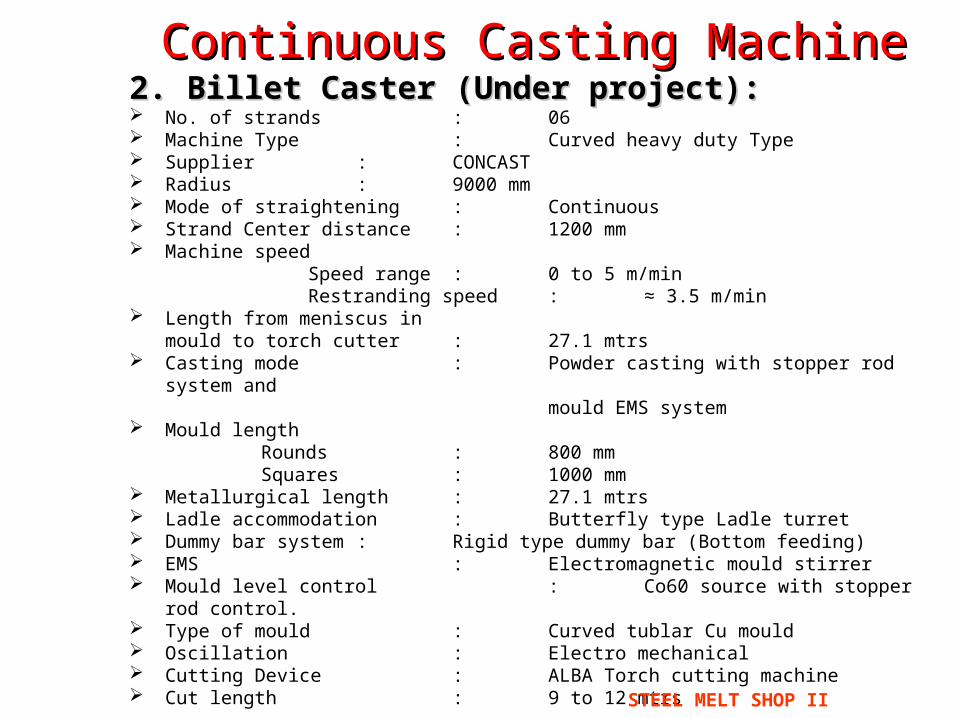
Continuous Casting MachineContinuous Casting Machine2. Billet Caster (Under project):2. Billet Caster (Under project): No. of strands : 06 Machine Type : Curved heavy duty Type Supplier : CONCAST Radius : 9000 mm Mode of straightening : Continuous Strand Center distance : 1200 mm Machine speed Speed range : 0 to 5 m/min Restranding speed : ≈ 3.5 m/min Length from meniscus in
mould to torch cutter : 27.1 mtrs Casting mode : Powder casting with stopper rod
system andmould EMS system
Mould lengthRounds : 800 mmSquares : 1000 mm
Metallurgical length : 27.1 mtrs Ladle accommodation : Butterfly type Ladle turret Dummy bar system : Rigid type dummy bar (Bottom feeding) EMS : Electromagnetic mould stirrer Mould level control : Co60 source with stopper rod control. Type of mould : Curved tublar Cu mould Oscillation : Electro mechanical Cutting Device : ALBA Torch cutting machine Cut length : 9 to 12 mtrs
STEEL MELT SHOP II
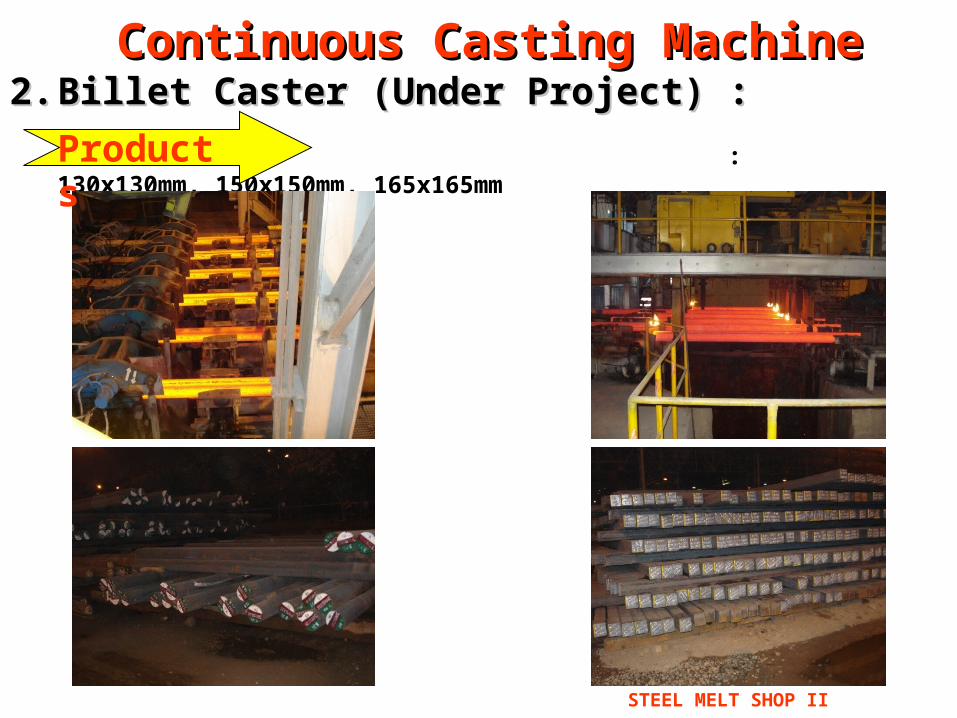
Continuous Casting MachineContinuous Casting Machine2.2. Billet Caster (Under Project) :Billet Caster (Under Project) : : 130x130mm, 150x150mm, 165x165mm
200x200 mmProducts
STEEL MELT SHOP II

Slab caster
• No. of strands:• Machine type:• Supplier:• Mould length:• Metallurgical length:• Oscillation:• Cut length
• 01• Curved mould • Sms demag• 700mm.
• 17.3m
• Hydrulic
• 3.5 to 9m.