t h eg ra i n s t o ra g e g u i d e -...
TRANSCRIPT

t h eg ra i n
s t o ra g eg u i d e

FEATURES OF GOOD STORAGECONTENTS
Summer 2003
Dear member
First published in 1999,HGCA’s Grain storageguide was widely accepted by the industr y.Weprinted 45,000 copies and it is now requiredreading by most assurance schemes.Principleslaid down in the original publication remainsound – effective grain storage is crucial tosuccessfully producing and marketing grain.However, legislation,technology and pesticideshave all changed,so it is now time for anupdate.
New legal limits for ochratoxin A contaminationin grain now apply. Treatments that can be usedon stored grain as part of an integrated strategyhave changed.However, check what treatmentsyour buyer will accept. Warmer winters meanthat using ambient air to cool grain takes longer,so moisture content assumes greaterimportance.
Two companion publications now provide moredetail on some aspects of grain storage.Theseare Rodent control in agriculture and Grainsampling – a farmer’s guide.
Any guide is bound to have a limited ‘shelf life’.To avoid confusion,I suggest you throw awayyour old copy and now use this ‘updated’guide.
Yours sincerely
Professor Graham Jellis Director of ResearchHGCA
Section
1 Preparation
2 Moisture
3 Drying – heated air
4 D rying – bulk or near-ambient
5 Temperature
6 Cooling
7 Insects
8 Mites
9 Pest identification
10 Fungi
11 Pesticides
12 Rodents & birds
13 Oilseed rape
14 Monitoring
References
2
The Home-Grown Cereals Authority (HGCA) has provided funding
for some of the projects on which this document is based but has
not conducted the re s e a rch or written this guide.While the authors
h ave wo r ked on the best information available to them, neither the
H G CA nor the authors shall in any event be liable for any loss,
damage or injury how s o ever suffe red dire c t ly or indire c t ly in
relation to the guide or the re s e a rch on which it is based.
R e fe rence herein to trade names and pro p r i e t a ry products without
stating that they are protected does not imply they may be re g a rd e d
as unprotected and thus free for general use. No endorsement of
named products is intended, nor is any criticism implied of o t h e r
a l t e r n a t i ve, but unnamed pro d u c t s .
Well-sealeddoors preventrodent entry.
Sound roofs andgutters preventwater entering.
Stores separated frompotential rodent harbouragesby clear areas.
Protected external fans preventdirect water ingress.
Operating systems – intake pit,conveyors,bins etc – kept clean and free of debris.
Stores kept clean.Sweepings removed.No animal feeds stored.
External bait points detect and control rodents.
Bait bags and PC traps monitor for insects and mites.
Shatterproof light fittings.
Adequate space above grain for air circulation.
Differential thermostats linked to fan controls foroptimum efficiency.
THREE STEPS TO SUCCESSFUL STORAGE● Dry ● Cool ● Monitor
TASCC
This guide is endorsed by the following organisations:
● Clean, check and service key equipment.
● Review electrical and mechanical safety.
● Ensure staff are trained appropriately.
ACTIONBACKGROUND
1 PREPARATIONISSUE
Equipment must function effectively:
– to ensure grain conditioning on intake
– to reduce spillage,damage or loss
– for staff safety.
Like any foodstuff, grain must be protected fromcontamination. Storage facilities and grain conditionare both critical. Stores must be clean, dry and wellventilated. Equipment must work properly.
● Examine roof for leaks and broken gutters.
● Look for structural defects in walls or evidence ofground water ingress.
● Eliminate dead spaces that trap residues or causeproblems with cleaning.
● Proof against rodent and bird entr y.
● Use shatterproof covers on lights.
Common structure problems:
– water ingress
– pest entry
– harbouring pests
– risk of contamination.
● Use an industrial vacuum cleaner. Removerubbish (including vacuum cleaner contents)immediately after cleaning.
● Burn or dispose of rubbish well away from store.
● Consider cleaning grain to cut pest risk.
● Make final inspection for waste residues.
Dirt and debris:
– shelter pests
– contaminate incoming stocks
– hinder proper inspection of equipment andstructure
– prevent pest detection
– hinder effective pest control.
Store infestation
The main threat to stored grain is from pests inthe store structure.
Bought-in grain or feed,lorries or equipment canalso introduce storage pests.
Current best practice is to use a pesticide onlywhere it is necessary.
Risk should be assessed taking into accountinfestation history, physical controls and intendedmarkets.
Poorly-sealed storage areas will cause dif ficulties iffumigation is necessary (see Section 11) .
● Power wash building structure.
● Disinfect with appropriate food-safe products.
● Leave to dry.
Cleaning and disinfection
Buildings used for livestock as well as grainstorage must be disinfected to reduce risk ofdisease transmission before storing grain.
All parts of the store, including the inside of bins and other surfaces in contact with grain,may be treated with the following chemicals:
Actellic – pirimiphos-methyl (spray liquid)
Reldan 22 – chlorpyrifos-methyl (spray liquid)
The following product may be applied to the store structure, including dead spaces,but NOT to surfaces which come into contact with grain:
Crackdown Rapide – deltamethrin and synergised pyrethroids (spray liquid)
Dust formulations of diatomaceous earth (DE),which act by desiccating insects,may be applied to dead spaces andstructural surfaces.Check whether this treatment is accepted by your buyer.
Measure the area to be treated,in square metres.Then, following the label instructions,calculate the amount ofconcentrate and the amount of diluted spr ay required. Apply using an appropriate sprayer to ensure even cover.Before treatment,turn off the mains electrical supply if there is any risk of water-based sprays penetratingelectrical fittings.Protect,or take care not to treat,electric motors and similar equipment.Two days after treatment,inspect the store and monitor (using insect traps) for live insects.If large numbers are found in a particular area,investigate and,if necessary, re-clean and re-treat.
Alternative building uses
Ideally use dedicated grain stores.Where buildings are also used for animal feed,machinery or livestock care mustbe taken to avoid taints or contamination of subsequently stored grain.
54
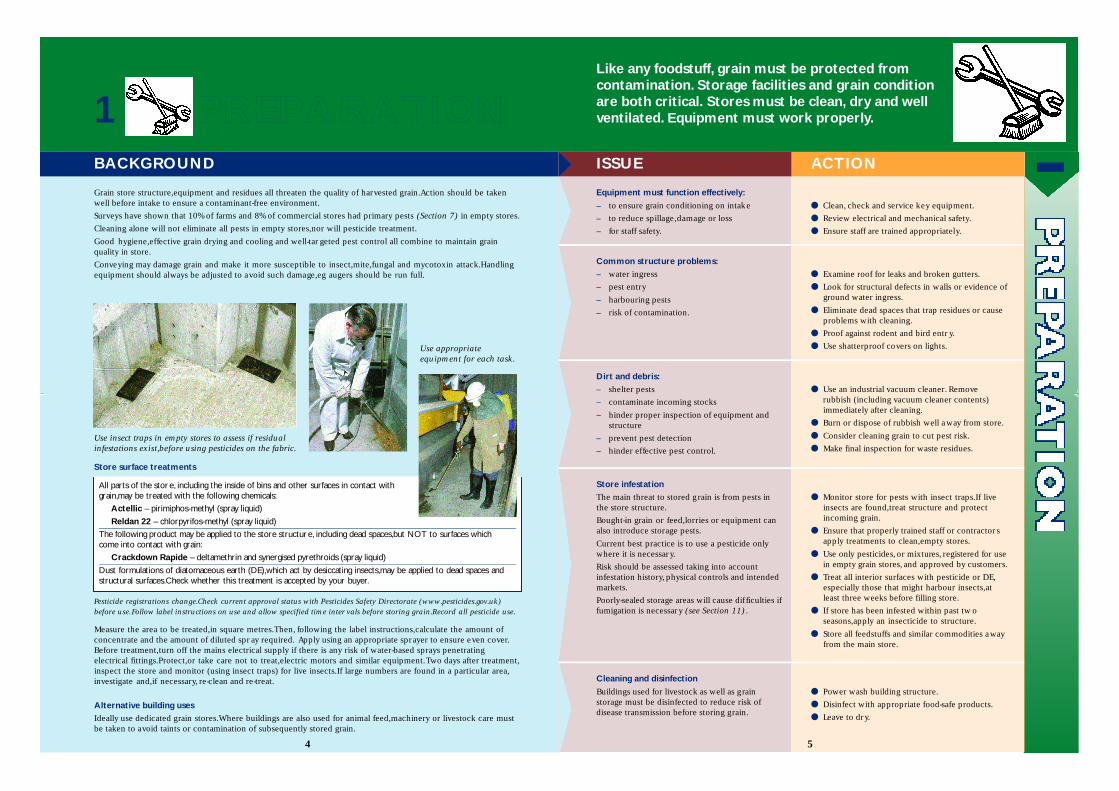
Use appropriateequipment for each task.
Use insect traps in empty stores to assess if re s i d u a li n festations ex i s t ,b e fo re using pesticides on the fab ri c.
Grain store structure,equipment and residues all threaten the quality of harvested grain.Action should be takenwell before intake to ensure a contaminant-free environment.
Surveys have shown that 10% of farms and 8% of commercial stores had primary pests (Section 7) in empty stores.
Cleaning alone will not eliminate all pests in empty stores,nor will pesticide treatment.
Good hygiene,effective grain drying and cooling and well-tar geted pest control all combine to maintain grainquality in store.
Conveying may damage grain and make it more susceptible to insect,mite,fungal and mycotoxin attack.Handlingequipment should always be adjusted to avoid such damage,eg augers should be run full.
● Monitor store for pests with insect traps.If liveinsects are found,treat structure and protectincoming grain.
● Ensure that properly trained staff or contractorsapply treatments to clean,empty stores.
● Use only pesticides, or mixture s , re gi s t e red for usein empty grain store s , and approved by customers .
● Treat all interior surfaces with pesticide or DE,especially those that might harbour insects,atleast three weeks before filling store.
● If store has been infested within past tw oseasons,apply an insecticide to structure.
● Store all feedstuffs and similar commodities awayfrom the main store.
Pesticide registrations change.Check current approval status with Pesticides Safety Directorate (www.pesticides.gov.uk)before use.Follow label instructions on use and allow specified time inter vals before storing grain.Record all pesticide use.
Store surface treatments

Relative humidity and moisture content
Relative humidity (rh) is a measure of the air’s moisturecontent.It is expressed as a percentage of the moisturethat it could hold,if fully saturated,at a giventemperature.The safe moisture content (mc) of grainfor storage is related to rh.Mould growth and mitereproduction stop at 65% rh.
Moisture change at grain surface
The grain surface absorbs moisture in winter. Evenwhen bulk moisture content is low, increases in surfacemc can lead to very high mite populations – as theexample data shows.Such problems are less likelywhere initial mc is very low.
The risk of moulds is increased by high mc and canlead to mycotoxin production and grain rejection.
Moisture content is less critical for insects.However,lowering grain mc below 14.5% also reduces rate ofinsect breeding and increases development time.
Equilibrium relative humidity
G rain ex ch a n ges water with surrounding air. In encl o s e ds p a c e s , this ex ch a n ge continues until a balance isre a ched – the equilibrium re l a t i ve humidity (erh).
Erh decreases with temperature (see below).
For a given moisture content cooler grain is saferto store because its erh is lower.
Key over 65% erh below 65% erh
For example,the above table shows that at 5ºC,wheatat 14.5% mc has an erh of 56%.The same grain stored at25ºC at the same mc has an erh of 66%.
For barley or oilseed rape the relationship would bedifferent (see graph below).
Moisture measurement
M e a s u rements can be direct or indire c t . In the standardd i rect method (ISO/BSI ‘ O ven method’) a known we i g h tof ground grain is dried at 130ºC until dry matter we i g h tremains constant. Duplicate samples must be within0 . 1 5 % .G rinding and tempera t u re control are both cri t i c a l .
Moisture meters measure mc indirectly using eithergrain resistance or capacitance.They are less accurate(±0.1% at best,usually ±0.5%,sometimes ±1.0%) andannual calibration is essential.
● After drying,take samples from the bulk eachweek until grain temperature stabilises.
● Take as many samples as possible and determinemc without delay. Keep samples in a water-tightcontainer with minimum free air space and ateven air temperature.
● Mix each sample thoroughly before checking mcusing a reliable meter.
ACTIONBACKGROUND ISSUE
Moisture content change
Grain moisture content is linked to the relativ ehumidity of surrounding air and may change overtime.
Moisture management is vital to prevent spoilage instored grain.Temperature and moisture interact toprovide suitable conditions for fungi and mites.2 MOISTURE
● Calibrate moisture meters against oven standardseach year to ensure accuracy.
● Replace,or recharge,batteries regularly.
Calibration
Poor meter calibration is a common causeof grain re j e c t i o n . Species and va riety affe c tboth capacitance and re s i s t a n c e .
● If surface mc rises by 2% or more in a weekcheck for condensation,leaks,hot spots orinsects.
● If mc (at 1 m or more deep) changes significantly,identify cause – unless a bulk drying system isbeing used.
Moisture, mites and moulds
After drying,mc of surface layers can rise or falldue to ambient conditions.This is difficult tocontrol.Surface mc may rise to 18% or more,encouraging mites – generally from Octoberonwards as grain absorbs atmospheric moisture.
Moisture and markets
Many sectors of the cereal grain market acceptthat it is good practice to store g rain at 14.5%mc.However, specific markets have specificneeds,eg millers require wheat to be safe and fitfor purpose,although most accept wheat at upto 15%;maltsters require 13% mc to preserve aminimum germination standard of 98%.
X =
X = weight loss W1 = original weightW2 = final weight M1 = original mcM2 = final mc
Example: 100 tonnes of grain dried from 20% mc to 15% mc .
X = = 5.88 tonnes
Therefore, weight loss (X) is 5.88 tonnes and final weight of crop (W 2) is 94.12 tonnes.
W1(M1 - M2)
(100 - M2) 100(20 - 15)
(100 - 15)
● Ensure your system has adequate performance.
● Monitor progress of drying until required mc is achieved.
Moisture content targets
Grain is at risk of spoilage until dried to 14.5%mc for cereals and 7.5% mc for oilseeds.
6
Initial bulk mc Surface mc Lepidoglyphus in winter mites at surface
13.5% 17.5% 124/kg
15.0% 18.6% 3762/kg
16.5% 19.4% 8488/kg
Moisture Wheat temperaturecontent 5ºC 15ºC 25ºC
16.5% mc 68% erh 74% erh 76% erh
15.5% mc 62% erh 69% erh 71% erh
14.5% mc 56% erh 64% erh 66% erh
13.5% mc 49% erh 58% erh 59% erh
7
● Always dry grain to at least 14.5% mc for long-term stable storage.
● D ry and cool high mc grain (ab ove 18% mc)i m m e d i a t e l y to prevent mould grow t h ,my c o t oxin fo rmation and taint.
● Check mc requirements of specific customers.
Change in grain weight on drying (or on re-wetting)
There are two basic methods of drying grain – heated-air and bulk drying:
Heated-air dryingUsing air heated to 40ºC or higher means that drying is independent of the weather. Grain is in a shallow layerwith high airflow so drying is fast.Except in the simplest designs, grain is moved during drying to give moreuniform exposure to the air so that over-drying and heat dama ge are limited.Dryers have to dry to a targetmoisture,cool the grain and discharge.Heat, generated from oil or gas,should be applied indirectlywherever possible.
There are two drying options:
– Batch, where the dryer is emptied between batches.This type is often mobile.Moisture removal depends onthe drying time,which can be altered to reach a moisture safe for storage.Cooling time can be setindependently of drying time.Some batch dryers mix and re-circulate grain while running to give more uniformdrying.
– Continuous, where grain is dried without re-circulation.Plant is usually static.The moisture removed dependson the drying time,ie time to pass through the heated air section,which is determined by the grain dischargerate.This also determines cooling time so extra cooling may be needed if grain discharge rate is high.
It is important to avoid hydrocarbon contamination when using oil-fired energy sources.Check burners and setair:fuel ratios to manufacturer’s recommendations to ensure efficient combustion.Provide adequate ventilation toprevent fumes being re-circulated into grain.Ensure that burners are serviced and adjusted as recommended by themanufacturer.
Grain that is above 18% mc must be dried immediately. Grain below 18% mc should be cooled,to prevent thecrop heating up,if harvest backlogs delay drying.
Bulk or near-ambient dryingSee Section 4
BACKGROUND
3 DRYING
● Set drying temperature carefully. Usemanufacturer’s guidance to meet market qualityrequirements.
● Consider reducing drying temperature to reducedamage if input mc rises.
● Take particular care when drying malting barleyto the industry standard of 13% mc.Graintemperature and the time it spends in the dryer(residence time) are both critical.
ACTIONISSUE
Drying temperatures
Higher drying temperatures give higherthroughput but excess heat can damage quality,especially protein functionality and germination.
The general guideline is a maximum of 65 0C at20% mc, reducing by 10C for every 1% increase ininitial moisture content. For feed grain, amaximum of 1200C for 1 hour or 100 0C for 3 hours can be used.Maltsters and millers requirethat grain temperatures should not exceed 50ºC.
Dryer manufacturer’s performance tables providea guide to drying air temperatures that will notdamage grain.
Grain stored for more than a few weeks musthave a moisture content of 14.5% or less toprotect quality and meet contract specifications.
● Use a drying time that gives the correct moisture reduction.
● Use automatic controls where fitted.
● If controlling manually, adjust grain flow gradually.
● Consider mixing grain before drying to achieveuniform mc.
● Dry high moisture content grain (at or above18% mc) immediately to avoid risk of mycotoxinformation.
Controlling moisture content
Over-drying wastes fuel, reduces dryer throughputand may increase heat damage.Under-dryingmakes spoilage more likely. On a continuous dr yer,manual control is difficult because there is a timelag between grain flow adjustment and full effect.Automatic controls, available for most dryers,measure either grain mc at output or temperatur eof exhaust air off the bed.The latter is onlyeffective when removing at least 4% mc at a pass.
● Pre-clean the grain before drying and clean outthe dryer as specified by the manufacturer tominimise fire risk.
● Comply with COSHH requirements.
Safety
Light material can build up inside the dryer andbecome a fire hazard.
Exposure to dust from grain,as well as noise fromdryers,may be hazardous to health.
● Measure temperature of grain entering store andcool if necessary. Set cooling time for batchdryers to ensure grain approaches ambienttemperature.Further cooling will be needed(see Section 6).
Cooling after drying
G rain must be cooled after drying to stop insectsb re e d i n g . Cooling in a continuous drye r, w i t hhigh fl ow ra t e s ,m ay be insuffi c i e n t . Cooling timem ay be set independently of drying time inb a t ch drye rs .
– heated-air
98
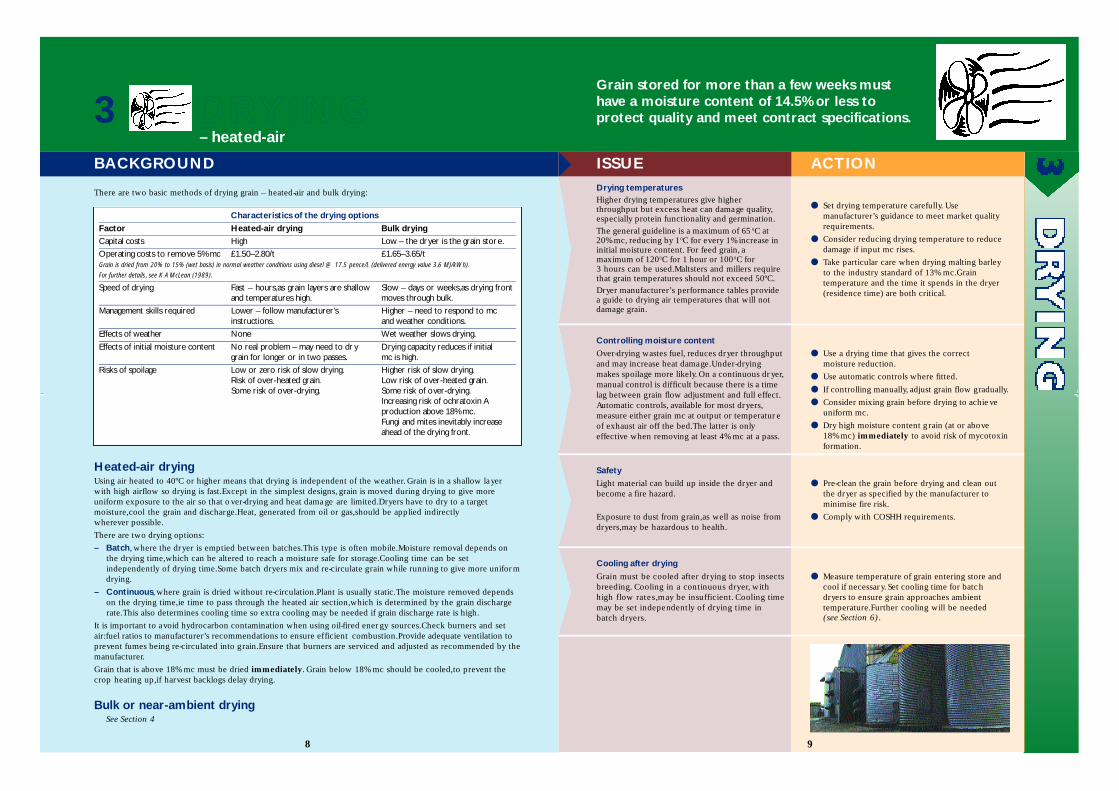
Characteristics of the drying options
Factor Heated-air drying Bulk drying
Capital costs High Low – the dryer is the grain store.
Operating costs to remove 5% mc £1.50–2.80/t £1.65–3.65/tGrain is dried from 20% to 15% (wet basis) in normal weather conditions using diesel @ 17.5 pence/L (delivered energy value 3.6 MJ/kWh).
For further details , see K A McLean (1989).
Speed of drying Fast – hours,as grain layers are shallow Slow – days or weeks,as drying front and temperatures high. moves through bulk.
Management skills required Lower – follow manufacturer’s Higher – need to respond to mc instructions. and weather conditions.
Effects of weather None Wet weather slows drying.
Effects of initial moisture content No real problem – may need to dr y Drying capacity reduces if initial grain for longer or in two passes. mc is high.
Risks of spoilage Low or zero risk of slow drying. Higher risk of slow drying.Risk of over-heated grain. Low risk of over-heated grain.Some risk of over-drying. Some risk of over-drying.
Increasing risk of ochratoxin Aproduction above 18% mc.Fungi and mites inevitably increaseahead of the drying front.

BACKGROUND
4 DRYINGACTIONISSUE
Near-ambient drying requires fans and ductscapable of delivering about 20 times the airflow of cooling systems.
Bulk gra i n , in bin or on-fl o o r, 1.5–4 m deep can be dried by bl owing air – only 5ºC wa rmer than the grain – thro u g hi t .D rying typically takes at least 10 days with minimum airfl ows of 180 m3/hour/tonne (100 ft3/ m i n / t o n n e ) .
The ch a l l e n ge is to complete drying befo re fungi and mites exceed acceptable leve l s .D rying occurs in a layer (thed rying zone) that develops at the air inlet and then moves through the bulk. G rain ahead of the drying zone re m a i n swet and may be wa rm ,p roducing ideal spoilage conditions. D rying zone pro gress is pro p o rtional to air speed.
Grain ahead of the drying zone is cooled by ventilation.This may cause some moisture to condense on surfacegrain,especially with cool,moist night air above the bulk.However, even when weather conditions do not appearto suit drying,this cooling has a strong benefit as it retards mite and fungal development.
Running costs for drying by 5%,from 20% to 15%, range from around £1 up to £5 a dried tonne. Poor drying canincur costs of up to £50 a tonne,including spoilt grain,and still be unsuccessful.
Different seeds present different resistances to airflow. Therefore,bed depth must be adjusted according to theairflow resistance of the crop (see figure opposite).
Airflow resistance
A fan overcomes the resistance of the empty dr yer plus that of the grain bed to blow enough air through the grainto dry it.If the resistance is too high,the fan pumps insufficient air. Pressure in the air ducts indicates fanperformance. Fan manufacturers supply ‘fan curves’ giving data on air delivery o ver a range of duct pressures.
Additional approaches
Dehumidifiers remove moisture from air and add heat,to reduce rh to a pre-set value.They even allow drying inwet weather and use electricity ef ficiently. However, capital cost is high and grain near air inlet may be over-dried.
Grain stirrers are mobile augers mounted on gantries,which traverse the grain to mix dry and un-dried layers.This effectively speeds the drying front progress and reduces risk of deterioration near the grain surface.
Vertical aeration is sometimes used to dry grain.However, duct size and spacing need consider able modificationcompared with cooling systems.If fans blow, heat can be added to allow drying to a safe moisture content.Tominimise the risk of ochratoxin A production,this technique should only be used with grain below 18% mc.
● Fit larger fans to provide the air needed inunfavourable conditions.
● Make plans to supplement drying with added heatin a wet harvest.
Dryer design
A good design matches the fan to ducts or dryingfloor as well as grain bed resistance. A fan has amaximum drying power for a given grain depthand mc.
● Do not pile grain too deep for the fan.Adjustdepth of storage in relation to resistancecharacteristics.
● Level grain surface after filling.
Grain depth
Spoilage risk increases as grain depth exceeds afan’s design maximum. Airflow will be seriouslyreduced and drying zone advance will be slowed.
For instance,if grain is normally stored at 2.8 mdeep,this depth should be reduced by 0.5 m foreach percentage point increase in initial g rainmoisture above 20%.
● Keep perforations in ducts and/or floor clear.
● Check that airflow is adequate.Measure airflowat several points using an anemometer or seekspecialist advice.
● Do not allow filling auger to discharge in oneplace for too long as dust build-up will seriouslyrestrict airflow.
● Use a grain stirrer to increase airflow and e venout moisture content if drying is too slow.
Airflow
Drying from 20% mc requires an airflow of atleast 180 m3/hour/tonne to reduce moisture by0.5% a day. Airflow resistance depends on cropand bed depth.
● Use a sampling spear and an accurate means ofmeasuring grain mc to monitor progress of dryingzone.
● M e a s u re mc ab ove each duct to ch e ck for bl o ck age s .
● C h e ck inside duct with a torch .
Moisture content
If intake mc exceeds dryer specification,spoilagemay occur before the drying zone reaches thewettest grains.The capacity of e ven a well rundryer falls by 15% for each 1% mc above 20%.
● Before harvest, check and calibrate controlequipment,especially humidistats.Locatehumidistats near fan inlets,not in the ducts.
Operation
Given an adequate airflow, control of fans and/orheaters is necessary to mana ge costs and achievegood drying.Several strategies are possible (see box opposite).
Fans run continuously, no added heat.
Fans switched on/off depending onmc of wettest grain and air rh:
above 20% mc – 100% rh18–20% mc – 83% rh16–18% mc – 72% rh
below 16% mc – 62% rh
Fans run continuously, heaterswitched on/off depending on air rh.
Complex computer-modelledstrategies.
Low capital cost.Keeps grain cool even if air is toodamp for drying.
Controls costs when no drying ispossible.
Air rh can be reduced to allowdrying in damp weather.Electric heating during off-peak hourscan reduce energy costs.
Control running costs,maximise d rying capacity and avoid ove r- d ry i n g .
Does not reliably dry grain to saf emc due to high ambient rh late in the season.
Extends drying time in dampweather which may allow spoilage.Over-drying near air inlet is likely.
Moist grain becomes warm allowingfaster spoilage. Over-drying near airinlet is likely.
Not yet fully developed or proven.Controller cost may be high.
– bulk or near-ambient
Strategies for managing fans and heaters
Strategy Advantages Disadvantages
1110
Pressure resistance curves
Insect,mite,fungal and mycotoxindevelopment are controlled bytemperature. At temperatures found ingrain stores,biological activity of insects,mites,fungi and grain itself, doubles forevery 10ºC rise in temperature.
Insect breeding actually stops at lowtemperatures. Also,less moisture isavailable for potential pests in cold grain.Therefore,as g rain comes into store itshould be cooled immediately to preventinsects breeding.
This will even out or equalise temperature gradientsand so prevent moisture translocation.
BACKGROUND
5 TEMPERATURE
● Reduce grain temperature by low volumeaeration:
– to below 15ºC within 2–3 weeks to preventsaw-toothed grain beetles completing their life-cycle.
– to below 12ºC within 4 months to preventgrain weevils completing their life-cycle.
– to below 5ºC by end-December to kill survivingadult insects and to prevent mites increasing(malting barley should not be cooled below10ºC – a practice which may increase the riskof infestation).
– when grain is moist,eg 15–18% mc,while itawaits drying due to har vest backlogs.
EXCEPTION
Dry high moisture content grain (at or above18% mc) immediately to prevent mycotoxinformation.
● Monitor temperature regularly (every few daysuntil target temperatures are reached,and thenweekly).
ACTIONISSUE
Temperature effects
Cool storage extends grain storage life.It reducesgermination loss,maintains baking qualities andprotects against infestation.
Cool storage permits grain to be stored at highermoisture contents.
Lowering the temperature lowers the relativehumidity in equilibrium with the mc.Thiseffectively increases storage time.
– Hot air in a continuous dr yer is likely todisinfest grain. As grain cools naturally itbecomes vulnerable to infestation.
– Above 40ºC,most insects die within a day.
– Most insects breed rapidly at 25–33ºC.Mostinsect species do not breed below 15ºC butgrain weevils can reproduce slowly at 12ºC.Below 5ºC insects cannot feed and slowly die.
– Mites and fungi can increase (although ver yslowly) down to 5ºC in moist grain.
– Mycotoxin formation is most likely between15ºC and 25ºC.
Currently, targets can be achieved in giventimescales.However, if autumns become warmerthis may become more dif ficult to achieveconsistently.
Grain will be relatively warm post-harvest – ideal forinsect breeding and activity. Grain is a good insulatorand loses heat very slowly.
● Aerate grain immediately post-harvest to even out temperatures.
● Check temperatures regularly across the bulk –particularly areas furthest away from the duct in ablown aeration system or closest in a suctionsystem.
● Cool intermittently, even when grain temperaturehas fallen,to counteract ‘hot-spots’developing.
Causes of grain heating
When warm air from the centre of a bulk or binmeets cold grain at the surface,condensation mayoccur. Moisture at the surface or in damp pocketsin the bulk will encourage moulds,heating andsprouting.
Developing grain weevils may also generate heat.
Permanent probe arrays can be linked to recordkeeping software to identify potential problems.
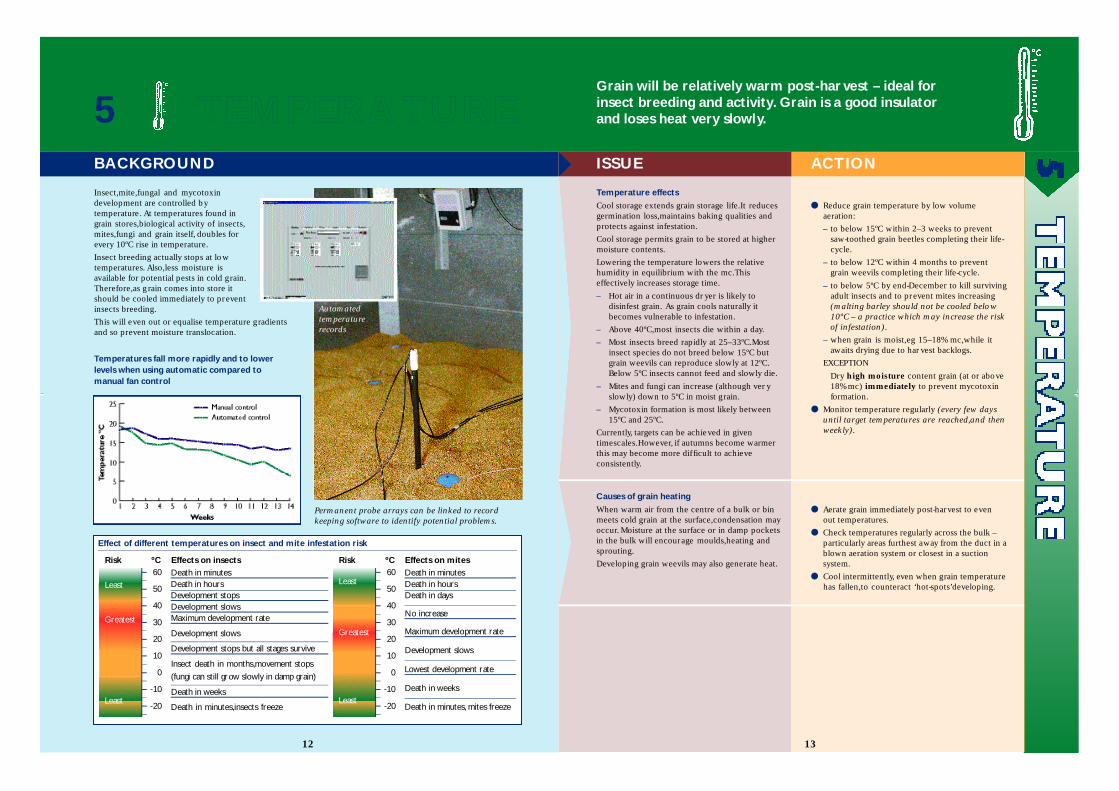
Effect of different temperatures on insect and mite infestation risk
1312
Risk ºC Effects on insects
60
50
40
30
20
10
0
-10
-20
Least
Greatest
Least
Death in minutesDeath in hoursDevelopment stopsDevelopment slowsMaximum development rate
Development slows
Development stops but all stages survive
Insect death in months,movement stops
(fungi can still grow slowly in damp grain)
Death in weeks
Death in minutes,insects freeze
Risk ºC Effects on mites
60
50
40
30
20
10
0
-10
-20
Least
Greatest
Least
Death in minutesDeath in hoursDeath in days
No increase
Maximum development rate
D evelopment slow s
L owest development rate
Death in we e k s
Death in minu t e s , mites fre e z e
Temperatures fall more rapidly and to lowerlevels when using automatic compared tomanual fan control
Automatedtemperaturerecords
● Use an anemometer to measure airflow in ameasuring duct of appropriate diameter and lengthplaced in front of or after the fan.
● Alternatively use a commercial service.
● Do NOT use a floatmeter.This is only used formeasuring airflow in an ambient air drying system.
● Ensure cooling capacity is adequate for depth ofcrop stored.
● Ensure fan power and duct size are adequate forstored crop.Seek specialist advice.
ACTIONBACKGROUND
6 COOLINGISSUE
Airflow
An airflow of about 10 m3/hour/tonne is neededfor cooling taking into account air volumes,insectbreeding rate and hours of cool air available post-harvest.
Fans need to provide sufficient pressure toovercome resistance due to crop,depth and ductcharacteristics.
Ducts need to be of suf ficient diameter and havesufficient perforated area to minimise resistance tothe required airflow.
Grain must be cooled rapidly to reduce relativehumidity and prevent pest increase. Much lessair is needed to cool grain than to dry it.
● Use appropriate fan sizes,speeds and aerationtimes for cooling.
● Reduce cooling time by 90% if using a bulkdrying fan.
● Monitor hours to avoid dampening and limit costs.
Air volumes for cooling
A bulk drying system used for cooling will achievethe same temperature reduction in a tenth of thetime taken by low volume aeration.Carefulmonitoring is needed to prevent moisture re-deposition. Fan temperature rise may limit cooling.
● Start cooling immediately, as beetles quickly beginto breed.
● Monitor grain temperatures (every few days untiltarget temperatures reached,then weekly).
Timing
Aeration takes time to cool grain effectively.However, there are always adequately long coolperiods after harvest in the UK.
Stores are normally designed for cereals.Oilseedrape has a much higher resistance to airflow(see Section 13).
● Install an hours meter if fan is controlledautomatically.
or
● Manually record hours fan runs.
Cooling costs
Cooling costs relate directly to hours of aeration.
● Use a probe to monitor temperature at se veraldepths to ensure cooling is even.
● Check fan is running and turning in correctdirection.Check ducts are not blocked.Chec kcontrol system and differential thermostat setting.
● Investigate airflow rates.Use larger fan(s) or restrictnumber of ducts blown at any time.
● Check ducts are not blocked.Look for isolated faultsin a multi-fan system.
Troubleshooting
– Grain does not cool at all
– Very slow cooling
– Uneven cooling
Upward versus downward aeration
Blowing air up through grain is preferable to suckingair down because:i. blowing improves air distributionii. ‘problems’ rise to the surface iii. fan heating reduces rh of blown airiv. warm,damp air is flushed from the building v. cooling can start as soon as ducts are covered.
Suction can be useful if:i . condensation on the inside of roofs is a pro bl e m ,
although good ventilation can ove rcome this (NB Suction may dampen grain surface laye rs )
ii. there is a risk of water entering aeration ductsiii. grain depth is so great that excessive temperature
rise would occur with blowing.
1514
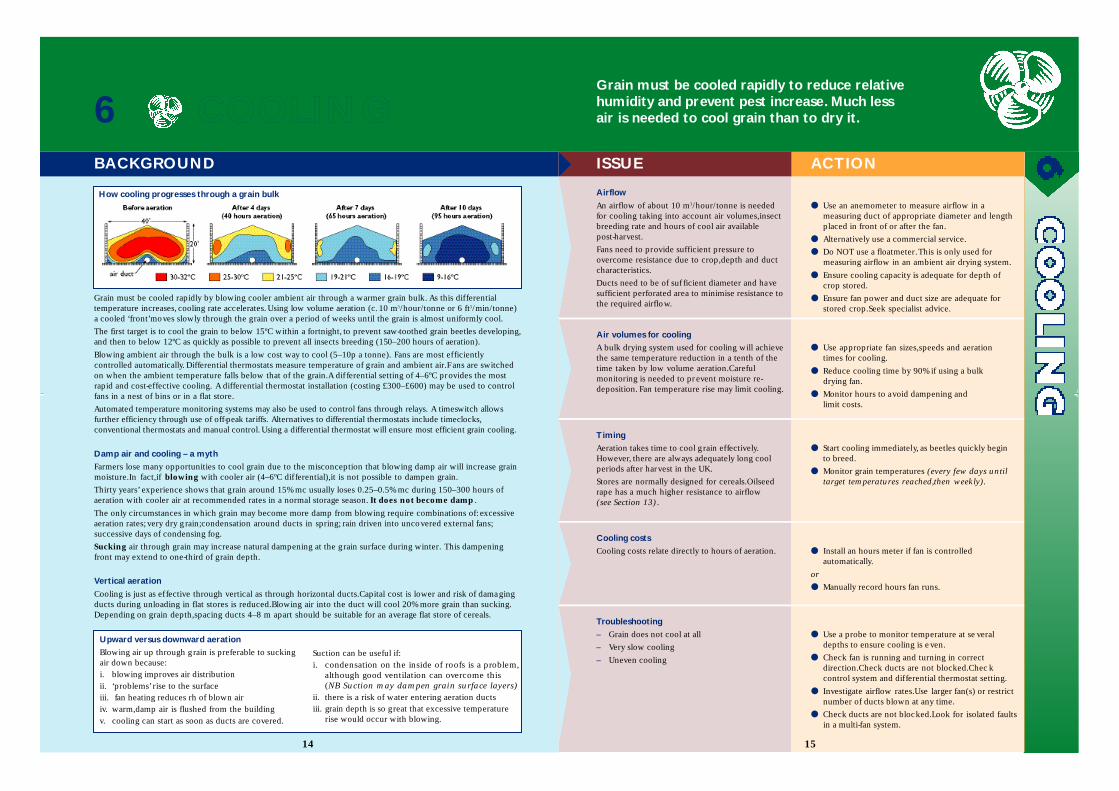
How cooling progresses through a grain bulk
Grain must be cooled rapidly by blowing cooler ambient air through a warmer grain bulk. As this differentialt e m p e ra t u re incre a s e s , cooling rate accelera t e s . Using low volume aeration (c. 10 m3/hour/tonne or 6 ft3/ m i n / t o n n e )a cooled ‘front’moves slowly through the grain over a period of weeks until the grain is almost uniformly cool.
The fi rst target is to cool the grain to below 15ºC within a fo rt n i g h t , to prevent saw-toothed grain beetles deve l o p i n g ,and then to below 12ºC as quick ly as possible to prevent all insects breeding (150–200 hours of aera t i o n ) .
Blowing ambient air through the bulk is a low cost way to cool (5–10p a tonne). Fans are most efficientlycontrolled automatically. Differential thermostats measure temperature of grain and ambient air. Fans are switchedon when the ambient temperature falls below that of the grain.A dif ferential setting of 4–6ºC provides the mostrapid and cost-effective cooling. A differential thermostat installation (costing £300–£600) may be used to controlfans in a nest of bins or in a flat store.
Automated tempera t u re monitoring systems may also be used to control fans through re l ay s . A timesw i t ch allow sf u rther efficiency through use of off-peak tari ff s . A l t e rn a t i ves to diffe rential thermostats include timecl o ck s ,c o nventional thermostats and manual contro l . Using a diffe rential thermostat will ensure most efficient grain cooling.
Damp air and cooling – a myth
Farmers lose many opportunities to cool grain due to the misconception that blowing damp air will increase grainmoisture.In fact,if blowing with cooler air (4–6ºC dif ferential),it is not possible to dampen grain.
Thirty years’ experience shows that grain around 15% mc usually loses 0.25–0.5% mc during 150–300 hours ofaeration with cooler air at recommended rates in a normal storage season. It does not become damp .
The only circumstances in which grain may become more damp from blowing require combinations of: excessiveaeration rates; very dry g rain;condensation around ducts in spring; rain driven into uncovered external fans;successive days of condensing fog.
Sucking air through grain may increase natural dampening at the grain surface during winter. This dampeningfront may extend to one-third of grain depth.
Vertical aeration
Cooling is just as ef fective through vertical as through horizontal ducts.Capital cost is lower and risk of damagingducts during unloading in flat stores is reduced.Blowing air into the duct will cool 20% more grain than sucking.Depending on grain depth,spacing ducts 4–8 m apart should be suitable for an average flat store of cereals.

Some insects are specialised pests of stored foodstuffs,including grain.They damage and contaminate grain but donot infest UK field crops.
Beetles and moths only breed at relatively high temperatures.Cooling significantly slows or prevents developmentof problems in stores.
Grain weevils were the traditional pest of stored g rain in the UK because they bore into grain,and can overwinter.The saw-toothed grain beetle,a tropical species,probably became more dominant with the advent of the combineharvester which damaged grain sufficiently to allow feeding,while the continuous dryer raised the initialtemperature of stored grain.
Psocids,winged or wingless booklice,are often conspicuous in traps or running along structures.Their moisturerequirement is similar to that of mites,although they are more persistent in dry conditions.It is not known if theydamage grain directly.
There may be a succession of insect infestations within a store.Weevils breed at relatively low temperature.However, activity of the last lar val stage can raise grain temperature locally and damage grain sufficiently to allowsaw-toothed grain beetles to breed.Further grain temperature increase encourages rust-red grain beetles.Mould-feeding beetles,mites and booklice may follow as moisture content increases.
● Identify insects accurately and seek confirmation(preferably in writing) of pest status.
ACTIONBACKGROUND
7 INSECTSISSUE
Field insects, eg clover weevil can occur in smallnumbers in newly harvested grain,but cause littledamage and die out quickly in store.However,misidentification by purchasers may still causerejection.
● Monitor stored grain for insects. E n s u ret e m p e ra t u re and mc are low enough to suppre s sb re e d i n g .
● Consider physical control tech n i q u e s , eg cl e a n i n gw h i ch may be effe c t i ve but are demanding onre s o u rc e s .
● Treat when detected.Emerging adults mayindicate established infestation.
● Assess the effectiveness of treatment.
● Avoid resistance build-up.
● Focus on non-chemical means – cooling grain willreduce risk of infestation and insect survival.
● Use chemical treatments as a last resort.
● Consider fumigating infestations of resistant pests.
● Apply pesticides correctly – resistance onlydevelops if pests survive treatment.
Primary storage insects (beetles and moths)invade grain from previous harvest residues,arespecialised for the grain storage environment andbreed at low moisture content and relatively lowtemperature (see box opposite).
A few species,eg grain weevil develop inside grainmaking early detection difficult.
Resistance to pesticides m a kes some insects,eg saw-toothed grain beetle hard to contro l .T h i sdoes not mean that they cannot be controlled bya d m i x t u re or residual tre a t m e n t s .D eve l o p i n gresistance may reduce the effe c t i ve life ofresidual treatments or increase the time taken toa ch i eve contro l .
● Monitor for, and remove potential sources of,such pests.
● Practise good hygiene.
● Consider applying control measures.
Secondary storage insects, eg fungus feeders,spider beetles and booklice may invade grain fromnearby sources,eg haystacks.They only damagepoorly conditioned or already infested grain.Occurrence is seasonal and populations build upslowly.
● Monitor stores and grain.
● Identify beneficial insects.They may indicateprimary pest infestations that require control.
Beneficial insects (predators of storage pests)occur in stores or on g rain.Their ef fectivenessagainst insects is limited and grain may be rejectedif any insects are found.
Insects contaminate and cause direct damage tostored grain.The trade does not tolerate insectpests so it is important to identify, monitor andcontrol them.
Insect breeding requirements and possible rates of insect increase
Species Common name Breeding Maximum monthlytemperature (ºC) increase
Minimum Optimum
Cryptolestes ferrugineus rust-red grain beetle 23 32–35 x 60
Oryzaephilus saw-toothed grain beetle 21 31–34 x 50surinamensis
Sitophilus granarius grain weevil 12 26–30 x 15
Ptinus fur white-marked spider beetle 10 21–25 x 2
Endrosis sarcitrella white-shouldered house moth 10 24–26 x 30
Hofmannophila brown house moth 13 24–26 x 2pseudospretella
Other insect sources
A few insect species can f ly in to stores during hot weather.These can cause grain to be rejected, even whenstorage conditions prevent insects completing their life cycles in the store.
Detection
Insects are relatively small (3–6 mm) and dif ficult to find.As more samples are taken (see Section 14), chances ofdetection increase.Even a single insect in a 1 kg sample may represent potentially serious infestation.
Control
Prevention,using cooling and drying,is preferable to chemical control.However, if monitoring shows infestation ispresent or levels are rising,pesticide use is justified (see Section 11).
1716

Generally less than 0.5 mm long,pale coloured and eight legged,mites are ubiquitous.They feed on a great varietyof materials.They lack ef fective waterproofing,dry out easily and die at low rh.Most do not breed at below 65% rh.
Storage mites can breed very rapidly under favourable conditions.Several million have been found in 1 kg of storedfoodstuff. Mites are strongly allergenic,although most people and animals only show allergic reactions when incontact with very large populations of mites.
Mites can cause direct damage and taint stored grain.They may carry fungal spores and bacteria such asSalmonella. Mites have been detected in a significant percenta ge of cereal-based foodstuffs.Resistance to commonorganophosphorous grain protectants is now widespread and control failures are likely.
Common species
● Acarus siro, flour mite generally lives inside grain and damages germ.The limits for complete development are2–30ºC at above 60–65% rh.At 25ºC and 90% rh it can multiply sevenfold in one week.
● Lepidoglyphus (Glycyphagus) destructor, cosmopolitan food mite is generally found on the grain surface and around debris.Its growth limits are similar to A.sir o but it only has a fourfold weekly increase at 25ºC and 90% rh.
● Tyrophagus putrescentiae, mould mite requires damper, warmer conditions often in association with fungi.Itsminimum requirement is 7–10ºC and the most rapid development occurs at 32ºC,98–100% rh.A close relative,T. longior, is more common in cooler UK conditions.
● Cheyletus eruditus, a predatory species (particularly on A.siro) develops down to 55% rh.It increases one tofourfold each week between 10ºC and 30ºC but can survive for 6 months at 0ºC.Higher temperature and lowermoisture requirements means it usually peaks in summer during prolonged storage.Its presence indicates pestproblems in store. Cheyletus is naturally very tolerant to the OPs used to control grain pests.
ACTIONBACKGROUND
8 MITESISSUE
Prevention
Mites breed very rapidly and can surviveunfavourable conditions as “resting stages”.
Mites damage grain directly by eating the germor hollowing out oilseeds.For grain sold tointervention there is a zero tolerance of mites.
In practice it is not possible to exclude mitesfrom stores.However, thorough storepreparation minimises “carry-over”.
Mites often occur in large numbers in debris.They are indistinguishable from dust to thenaked eye.
Storage mites are extremely small but widelydistributed.While difficult to detect whenpresent in low numbers, they can lead toincreased risk of rejection.
● Store grain as dry as possible.
● Monitor mc of grain surface during winter andspring using traps,or by sieving a spear sample.
● Apply DE,where accepted by buyer, to grainsurface to prevent/control infestations.
Surface moisture
After drying, grain surface mc will increase duringthe winter months.Mite populations will build upat the surface.Storing grain below 13% mc willensure that the risk of mite population build-up is negligible.
Mite numbers will decline naturally as the surfacemc declines in the spring.
I d e a l ly use combinations of physical control methodsin pre fe rence to chemical ones (see box opposite).
Physical
● Re-dry grain.
● Turn and clean grain.
● Consider applying DE if permitted,to controlmites in cooled grain (see Section 11).
Chemical
● Admix cereals with an approved pesticide atintake if a quick sale is required to a zerotolerance market
Recommended application rates of approvedOPs will not control predatory mites.
● Apply surface treatments to control some mite species.Low ambient wintertemperatures and/or resistance may reducepesticide efficacy.
● Fumigate with phosphine.Generally twotreatments separated by 5 to 10 days arerequired as eggs are tolerant.Research showsthat a single fumigation can be effective.
Control
A single control option is unlikely to besufficient.
Physical
Grain can be dried and cooled to reducerisk of mite infestation.
Conveying and cleaning combined kills75% to 90% of mites.They are crushed bymoving grain,then sieved or aspirated bythe cleaner. However, mites inside thegrain germ survive and populations canbuild up quickly again,so this only offersa temporary measure.
Chemical
Chemical control should only be usedwhen grain cannot be dried and cooled.OP dusts are no longer available for top-dressing.Mite numbers will declinenaturally as the surface mc declines in the spring.
Control methods for mites
Control option Advantages Disadvantages
Physical Dry cereals to less than No residues Higher drying cost14.5% mc;rapeseed to 7.5% No residual control if mc rises
Turn and clean No residues and Risk of taint from cleaninggrain as required low cost and allergens still present
No residual control
Cool grain to below 5ºC No pesticide residues and Effectiveness depends on timelow cost of year and ambient temperatures
Chemical* Apply permitted chemicals Easy to achieve Relatively costly – may be short-on intake lived on warm grain
Cannot be used for oilseed rape
Apply diatomaceous Easy to achieve Slow in action and must be earth to surface combined with cooling and drying
Fumigation Rapid treatment Requires specialist contractor
Requires no farm labour Storage situation may make it difficult to achieve
More costly
Effective sealing can be difficult
No residual protection
1918
● Dry cereals to below 14.5% mc and oilseedrape to below 7.5% (in equilibrium with an rhof 65% or less at a temperature of 15ºC).
● Aerate to cool to below 5ºC.
● Monitor store structure using mite traps.Lookparticularly for heavily infested areas.
* Check the acceptability of any treatment with potential buyers.
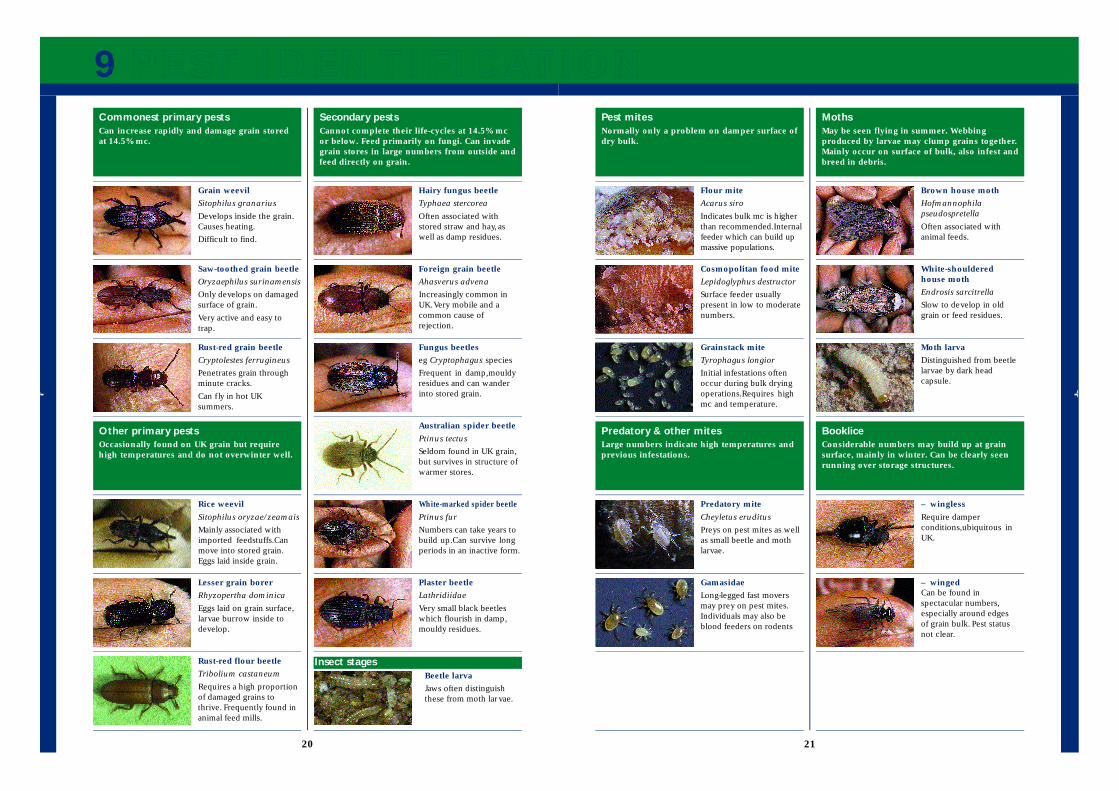
9 PEST IDENTIFICATIONCommonest primary pestsCan increase rapidly and damage grain storedat 14.5% mc.
Other primary pestsOccasionally found on UK grain but requirehigh temperatures and do not overwinter well.
Secondary pestsCannot complete their life-cycles at 14.5% mcor below. Feed primarily on fungi. Can invadegrain stores in large numbers from outside andfeed directly on grain.
Insect stages
Hairy fungus beetle
Typhaea stercorea
Often associated withstored straw and hay, aswell as damp residues.
Grain weevil
Sitophilus granarius
Develops inside the grain.Causes heating.
Difficult to find.
Foreign grain beetle
Ahasverus advena
Increasingly common inUK.Very mobile and acommon cause ofrejection.
Saw-toothed grain beetle
O ry z a ephilus suri n a m e n s i s
Only develops on damagedsurface of grain.
Very active and easy totrap.
Fungus beetles
eg Cryptophagus species
Frequent in damp,mouldyresidues and can wanderinto stored grain.
Rust-red grain beetle
Cryptolestes ferrugineus
Penetrates grain throughminute cracks.
Can f ly in hot UKsummers.
Australian spider beetle
Ptinus tectus
Seldom found in UK grain,but survives in structure ofwarmer stores.
White-marked spider beetle
Ptinus fur
Numbers can take years tobuild up.Can survive longperiods in an inactive form.
Rice weevil
Sitophilus oryzae/zeamais
Mainly associated withimported feedstuffs.Canmove into stored grain.Eggs laid inside grain.
Plaster beetle
Lathridiidae
Very small black beetleswhich flourish in damp,mouldy residues.
Lesser grain borer
Rhyzopertha dominica
Eggs laid on grain surface,larvae burrow inside todevelop.
Beetle larva
Jaws often distinguishthese from moth lar vae.
Rust-red flour beetle
Tribolium castaneum
Requires a high proportionof damaged grains tothrive. Frequently found inanimal feed mills.
Pest mitesNormally only a problem on damper surface ofdry bulk.
Predatory & other mitesLarge numbers indicate high temperatures andprevious infestations.
MothsMay be seen flying in summer. Webbingproduced by larvae may clump grains together.Mainly occur on surface of bulk, also infest andbreed in debris.
BookliceConsiderable numbers may build up at grainsurface, mainly in winter. Can be clearly seenrunning over storage structures.
Brown house moth
Hofmannophilapseudospretella
Often associated withanimal feeds.
Flour mite
Acarus siro
Indicates bulk mc is higherthan re c o m m e n d e d .I n t e rn a lfeeder which can build upm a s s i ve populations.
White-shouldered house moth
Endrosis sarcitrella
Slow to develop in oldgrain or feed residues.
Cosmopolitan food mite
Lepidoglyphus destructor
Surface feeder usuallypresent in low to moderatenumbers.
Moth larva
Distinguished from beetlelarvae by dark headcapsule.
Grainstack mite
Tyrophagus longior
Initial infestations oftenoccur during bulk dryingoperations.Requires highmc and temperature.
– wingless
Require damperconditions,ubiquitous inUK.
Predatory mite
Cheyletus eruditus
Preys on pest mites as wellas small beetle and mothlarvae.
– winged Can be found inspectacular numbers,especially around edges of grain bulk. Pest statusnot clear.
Gamasidae
Long-legged fast moversmay prey on pest mites.Individuals may also beblood feeders on rodents
2120

The species of fungi which infect stored grain do not infect growing crops.
Storage fungi can grow on grain from about 14.5% mc upwards.They cause heating and germination loss.Someproduce potent toxins.However, mycotoxin production is only likely from 18% mc and above. The drier and coolerthe storage conditions,the safer grain is from fungal attack as shown in the figure.
EU maximum permissible limits for aflatoxins in cereals came into force on 30 June 1999.However, thesemycotoxins rarely occur in UK-stored grain.In 2002,EU regulations set maximum permissible levels for ochratoxin A at 5 parts per billion (ppb) for cereals.Where grain is stored above 18% mc,these levels can beexceeded in just two weeks.
● Monitor grain mc and temperature.Increasingmoisture and/or temperature indicate fungal orinsect activity.
● Do not sniff mouldy grain – spores can cause“farmers’lung”.
ACTIONBACKGROUND
10 FUNGIISSUE
In the right conditions fungi develop rapidlycausing loss of germination, discolouration,tainting with off-odours, and rejection.
● Dry grain to 14.5% mc or belo w.
or
● Store grain in an airtight silo.
● Apply caustic soda solution – either 30–45 gsolid,or 47% solution.
or
● Apply propionic acid at 5.5 L/tonne at 16% mc,to 14.5 L/tonne at 32% mc.
● Dry wet grain immediately to prevent OAproduction which occurs above 18% mc.
● Use ventilation to cool damp grain,which istemporarily stored at lower mc.This will notprevent some deterioration from fungi and mites.
Options for preventing fungal attack in store
Advantages Disadvantages
Drying Also controls mites Capital cost of heated-air drying
Grain not killed High running costs
Permanent protection
Airtight Grain rolled for feed does not Grain killed – only usable for animal feed
need dampening Carbon dioxide hazard
Air entry during unloading may allow deterioration
Caustic soda Digestibility improved Grain killed – only usable for animal feed
Need for rolling eliminated Corrosive – safety measures required
Organic acids Saves cost of drying Grain killed – only usable for animal feed
Corrosive – safety measures required
Different types of fungi thrive at different moisture contents and temperatures in stored grain
2322
Incomplete or slow drying can lead to mouldygrain and mycotoxin production.
Chemical treatment (animal feed only)
– Caustic soda-treated grain swells making silostorage impractical.Treatment offers no long-term protection against insects or mites.
– Propionic acid allows storage of damp grainbut offers no long-term protection againstinsects or mites.
Mycotoxins
Mycotoxins formed before harvest,such asFusarium toxins,are stable and likely to remainduring storage.
Ochratoxin A (OA) can be produced byPenicillium verrucosum in UK-stored grain.Othermycotoxins may also be formed in stor e.
Mycotoxins are produced at a slightly higher mc.
– Penicillium verrucosum grows above 17% mcand between 5ºC and 40ºC.
– Highest risk is associated with floor-dried bulks(near-ambient drying).
– EU maximum permissible level for OA incereals is 5 ppb for cereals.
– Sampling and analysis for mycotoxin presenceis expensive.
A rapid test for OA is being developed with HGCAfunding.
Detection
Visibly mouldy grain will be already tainted andmycotoxin production may have started.Fungalmycelium and spores may be seen.Some speciesof mites feed on fungi and may mask evidence offungal growth. Absence of visible mould does notguarantee freedom from mycotoxins.
Physical treatment
Storage fungi grow within a narrow range ofmoisture and temperature.They continue g rowingslowly at near 0ºC,so cooling alone is insufficientfor long-term storage of damp grain.No storagefungi will grow below 14.5% mc.
ALWAYS TAKE APPROPRIATE SAFETY PRECAUTIONS WHEN HANDLINGGRAINOR USING CHEMICALS.
A – Aspergillus species whichmay damage germinationand cause slow heating.
B – Penicillium species,including those thatproduce mycotoxins.
C – Advanced decay/fieldfungi,eg Fusarium speciesand heating organisms,egAbsidia species which maybe pathogenic causing, forinstance, farmers' lung.
D – Thermophilic fungi,whichthrive at very hightemperatures,such asoccur in compost bins.
Residual pesticides offer some protection over aprolonged period after application.
Sprays can be applied to surfaces of empty, clean stores,to help reduce the risk of pests moving into storedgrain. Pesticides which farmers can admix with grainbulks to offer some protection from infestation are ver ylimited.In autumn 2003,only Reldan 22 and Actellic Dmay be used. Costs are around 50p–£1 a tonneprotected.
Residual insecticides may take time to control anexisting infestation.Heavy infestations in a store will notbe eradicated by structural treatment alone.
For lasting protection keep grain below 10ºC and 14.5%mc,and isolate from re-infestation sources.
Pesticides used on malting barley must be approved bythe British Beer & Pubs Association (BBPA) and theScottish Whisky Association (SWA).
Fumigants offer no lasting,or residual,activity but canpenetrate and disinfest static bulks.If applied correctlythey will control all sta ges (including eggs) ofinfestation in one treatment.
Phosphine is a fumigant gas generated from aluminiumor magnesium phosphide formulations. For effectivetreatment, grain must be held in gas-proof bins or bulkssealed to minimise fumigant loss.The gas atmospheremust be maintained for at least several days.In the UK,phosphine can only be applied by a professionalservicing company. Once ‘aired-off’,phosphine gives noresidual protection against re-infestation.
Diatomaceous earth (DE) acts by desiccating insectsand mites,but can be slow acting,particularly ag a i n s twe ev i l s . DE only suits local tre a t m e n t , not bulka d m i x t u re , as it interfe res with grain fl ow. Preventativeapplications should be at a rate of 1g/kg;while existingmite and insect infestations will require 3g/kg.
Surface treatments must be combined with drying and cooling. Always check marketacceptability before using DE. Some buyers mayreject DE-treated grain.
Modified atmospheres (eg air with less than 1%oxygen due to enrichment with nitrogen or carbondioxide) take 20 days at 25ºC and 60 days at 15ºC tocontrol internally infesting species.However speciesexternally feeding are controlled in just 2–10 days.
● Monitor for insect pests.Only treat if pests are found. (Consider using non-chemicaltreatments.)
● Keep records of all treatments applied.
● Cool grain as quickly as possible after drying.Avoid treating warm,moist grain with a residualinsecticide.
ACTIONBACKGROUND ISSUE
To treat or not?
Treatment of storage structures may reduce risk of pests entering stored grain.
Very few pesticides are approved for directapplication to grain.They may not be necessaryor acceptable for some markets.
Pesticides work more quickly in warmer, drierconditions but residual life is increased in cooler,drier grain.
Pesticides which kill insects and mites can be used totreat storage structures and grain and play a usefulpart in Integrated Pest Management.
● Apply correct dose accurately.
● Treat close to end of conveyor system whenfilling empty store to reduce pesticide loss.
● Before moving infested grain,treat wholestructure with insecticide to reduce pest spread.
● Consider DE for localised treatment if acceptedby the target market.
● Always record pesticide usage on the grainpassport.
Admixture
If applying pesticide direct to grain,use anaccurate dose to ensure ef fective control and donot exceed the maximum label recommendation.Dosage should be consistent and evenly applied,using specialised equipment.
Infestation may be restricted to the surface layersof a grain bulk (especially mites in late autumn).
● Consider physical control options (turning and drying).
Resistance to organophosphates
Mite resistance to pesticides may cause treatmentfailure.Cur rently no approved OP pesticides areeffective against predatory mites.
● Check time taken to empty or fill a knownweight of grain.
● Calibrate flow rate by continuously weighinggrain,if appropriate.
● Monitor treated grain for surviving insects.
Admixture efficacy
Application rate must match conveyor speed toensure efficient admixture.
Complete control of insects should occur in 2 to 4days at above 15ºC but may take 10 to 14 daysbelow 10ºC.Immature weevils inside grains maysurvive treatment.
● Have infested grain fumigated before sale.
● Contact the British Pest Control Association (Tel:01332 294288) or an approved specialistcontractor to carry out treatment.
● Seal cracks,crevices and walls of the structurebefore grain is fumigated.
● Line leaky bins with low density polysheet beforegrain filling to improve sealing if fumigating.
● Use gas re-circulation systems for improvedefficacy.
Fumigation
Grain needs to be infestation-free before sale.Incoming stocks can be fumigated as a precaution.
Treatment is only effective in bins or bulksproofed against gas escape.
Toxicity varies with species and temperature.
Higher doses are needed for mite eggs.
In cooler grain,gas distribution can be uneven.
25
Guideline costs of fumigation
● £3 a tonne for small bulks
● £1 a tonne for larger stores
● 50–80p a tonne for prophylactic treatment appliedshortly after harvest.
11 PESTICIDES
Safety first
Train operatives.
When using undiluted chemicals:
– wear rubber or pvc gloves
– treat skin contamination
– discard contaminated clothing.
Check conveying rate and sprayer output when admixing.
Record pesticide use and grain quantity treated.
Avoid waste by only making up quantities needed.
Rinse empty pesticide containers. Add rinsings to spray tank.
Wear face-shield if spraying overhead.
Follow Defra/HSE guidelines for disposal of empty pesticidecontainers.
24
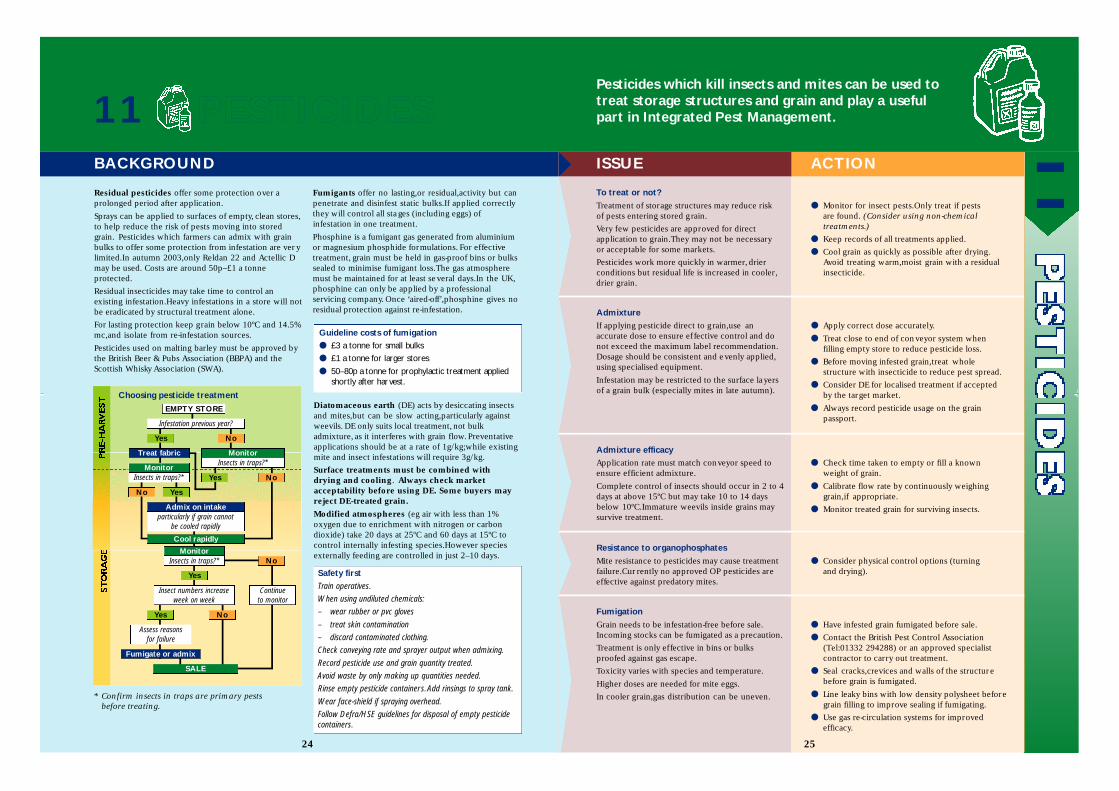
Choosing pesticide treatment
* Confirm insects in traps are primary pests before treating.
EMPTY STORE
Infestation previous year?
Yes No
Yes
Yes No
particularly if grain cannot be cooled rapidly
Insect numbers increaseweek on week
Continue to monitor
Assess reasons for failure
Yes
MonitorInsects in traps?*
Monitor
No Yes
Admix on intake
Fumigate or admix
NoInsects in traps?*Monitor
SALE
Treat fabric
No
Cool rapidly
Insects in traps?*Monitor

● Prevent entry by ef fective structural proofing.
● Remove potential harbourages.
ACTIONBACKGROUND
1 2 RODENTS & BI RDSISSUE
Rats & mice
Rodents enter stores,damage and contaminate food and feed.
A juvenile mouse can enter via a gap of only 5 mm.
Rats normally migrate into buildings during lateautumn and winter.
Vertebrate pests threaten stored grain throughfeeding,contamination and structural damage.
Legislation,codes of practice,and quality assurance schemes all require rodent and bird management programmesas part of good grain storage.Principal risks from these pests are disease transmission, grain spoilage andcontamination,and structural damage.
Pest exclusion is the primary aim of management programmes,bac ked up where necessary by approved lethalcontrol measures.
Rodents
Approved rodenticides may be used,provided non-target animals cannot access the poisons.Certain lethal,or ‘livecapture’,traps can also be used.
Poisons can be either acute (fast-acting) or chronic (delayed action).The latter are the most commonly used.
Chronic baits usually have an anticoagulant action.Anticoagulant active ingredients fall into two sub-groups: firstand second generation;the latter being more potent.Anticoagulants cause haemorrhaging leading to death severaldays after bait consumption.
* indoor use only
A challenge is to ensure that bait, rather than readily-accessible foods,is eaten.Mice and rats respond differently tobaits,in terms of behaviour and also tolerance:
● Rats are ‘shy’of new objects in their surroundings (neophobia),while mice are more inquisitive.
● Mice feed more erratically than rats.Therefore many more bait points are required for mouse control.
● Anticoagulants are more effective against rats than mice.
● Mice are generally insensitive to first generationanticoagulants.Calciferol-based rodenticides (eg Sorexa CD) orsecond generation anticoagulants (eg brodifacoum orflocoumafen) should be used.
● Rats have to drink water to survive;mice do not.
● Rats usually migrate into stores during autumn/early winter;mice are resident year round.
Resistance has developed in some UK rat populations and canlead to control failures, even when an approved product is usedcorrectly. Failure,or slower action,of previously effectivetreatments may indicate resistance.If you suspect resistance ispresent,contact Defra or CSL for specialist advice.
Birds
All birds are protected under the Wildlife and Countryside Act,1981.However, listed pest species can be killed ortaken for specific purposes including protecting public health and preventing significant financial loss.Generallicences allow certain species – eg feral pigeons,collared doves,starlings and house sparrows – to be killed,takenor their eggs and nests destroyed.Licence enquiries should be made to Defra.
Effective proofing to prevent bird access is usually adequate.
2726
ENSURE RODENTICIDES ARE USED SAFELY AND CORRECTLY.ALWAYS READ THE LABEL AND FOLLOW INSTRUCTIONS.
Examples of the main ingredients of commercially available rodenticides
First generation Second generation
warfarin diphacinone difenacoum bromadialone
chlorophacinone coumatetralyl brodifacoum* flocoumafen*
For more detailedinformation oncontrolling ratsand mice in andaround grainstores seeRodent control inagriculture – aguide (2002).
● Monitor stores and environs carefully duringautumn and winter.
● Respond immediately to signs of rat activity.
Rats tend to avoid new objects (eg a baitcontainer) and are wary of any novel food.
● Leave bait boxes in place for several days/weeksbefore moving to alternative locations.
Rats require access to ‘free water’ ● Eliminate water sources where possible.
Some rat populations are insensitive to severalanticoagulant baits.
● Seek specialist advice to determine if resistance isa problem,when control is difficult to achieve.
● Consider alternative control strategies.
Mice are inquisitive and very a gile animals. ● Place baits at many locations.
● Use small amounts of bait at each location.
Rodenticides may present a risk to non-targetanimals.
● Protect non-target animals from baits.
● Consider using specialist bait boxes orcontainers.
Birds
Birds contaminate grain.Infestations can causedirect (feeding) losses.
● Prevent entry by proofing.
● Use appropriate mesh or plastic curtains to ‘seal’even larger spaces.
Birds are attracted by food,eg spilled grain. ● Sweep up any grain spillage.
Effects of seed size on airflow
Small seed size means grain flows very easily.This canlead to leakage and blocked ducts which can restrictairflow for drying and cooling.
Even when properly contained,the small seeds ofoilseed rape offer increased resistance to airflow sobulk depth should be reduced,or fan capacityincreased.A survey has shown that many storekeepersconsider rapeseed and cereals in the same way. In facteach crop requires different treatment.
Moisture content,seed breakage and oil content
The high oil content means that the relative humidity:moisture content relationship is very dif ferent from thatof cereals (see Section 2). The safe mc for storingrapeseed is about half that of cereals.
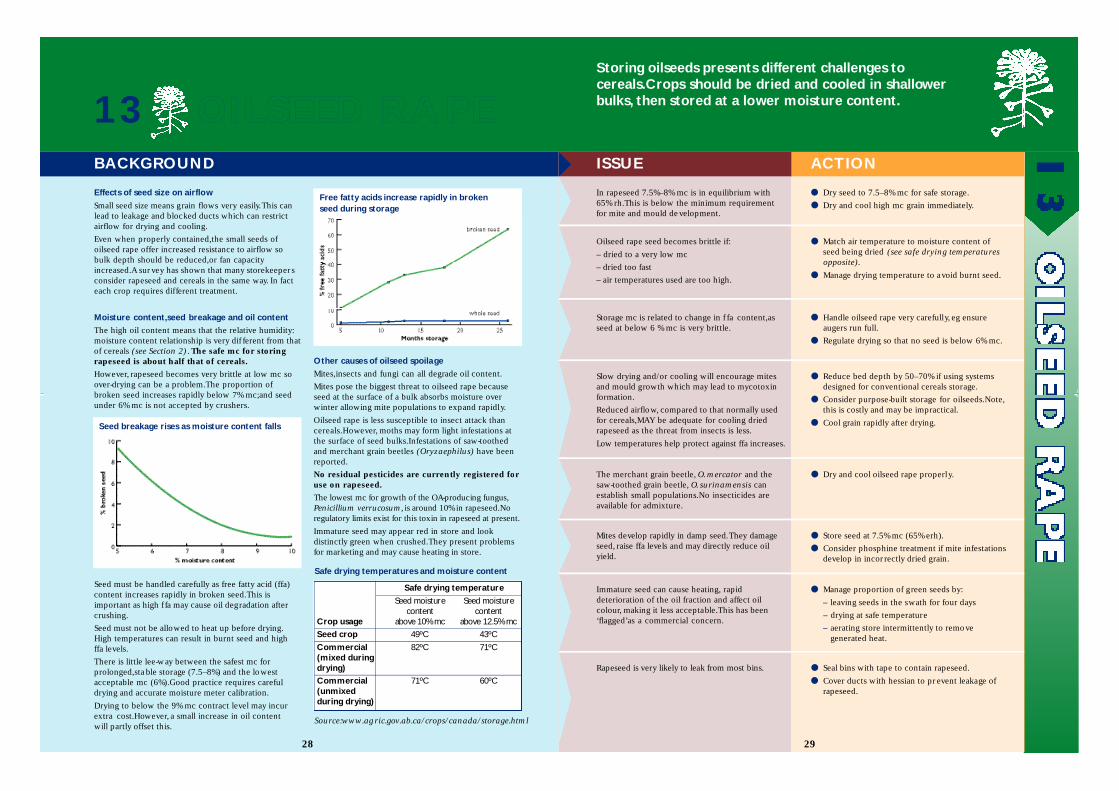
However, rapeseed becomes very brittle at low mc soover-drying can be a problem.The proportion ofbroken seed increases rapidly below 7% mc;and seedunder 6% mc is not accepted by crushers.
Seed must be handled carefully as free fatty acid (ffa)content increases rapidly in broken seed.This isimportant as high f fa may cause oil degradation aftercrushing.
Seed must not be allowed to heat up before drying.High temperatures can result in burnt seed and highffa levels.
There is little lee-way between the safest mc forprolonged,sta ble storage (7.5–8%) and the lowestacceptable mc (6%).Good practice requires carefuldrying and accurate moisture meter calibration.
Drying to below the 9% mc contract level may incurextra cost.However, a small increase in oil content will partly offset this.
Other causes of oilseed spoilage
Mites,insects and fungi can all degrade oil content.
Mites pose the biggest threat to oilseed rape becauseseed at the surface of a bulk absorbs moisture overwinter allowing mite populations to expand rapidly.
Oilseed rape is less susceptible to insect attack thancereals.However, moths may form light infestations atthe surface of seed bulks.Infestations of saw-toothedand merchant grain beetles (Oryzaephilus) have beenreported.
No residual pesticides are currently registered foruse on rapeseed.
The lowest mc for growth of the OA - p roducing fungus,Penicillium ve rru c o s u m, is around 10% in ra p e s e e d .N ore g u l a t o ry limits exist for this toxin in rapeseed at pre s e n t .
Immature seed may appear red in store and lookdistinctly green when crushed.They present problemsfor marketing and may cause heating in store.
ACTIONBACKGROUND
13 OILSEED RAPEISSUE
Storing oilseeds presents different challenges tocereals.Crops should be dried and cooled in shallowerbulks, then stored at a lower moisture content.
● Dry seed to 7.5–8% mc for safe storage.
● Dry and cool high mc grain immediately.
In rapeseed 7.5%–8% mc is in equilibrium with 65% rh.This is below the minimum requirementfor mite and mould development.
● Match air temperature to moisture content ofseed being dried (see safe drying temperaturesopposite).
● Manage drying temperature to avoid burnt seed.
Oilseed rape seed becomes brittle if:
– dried to a very low mc
– dried too fast
– air temperatures used are too high.
● Handle oilseed rape very carefully, eg ensureaugers run full.
● Regulate drying so that no seed is below 6% mc.
Storage mc is related to change in f fa content,asseed at below 6 % mc is very brittle.
● Reduce bed depth by 50–70% if using systemsdesigned for conventional cereals storage.
● Consider purpose-built storage for oilseeds.Note,this is costly and may be impractical.
● Cool grain rapidly after drying.
Slow drying and/or cooling will encourage mitesand mould growth which may lead to mycotoxinformation.
Reduced airflow, compared to that normally usedfor cereals,MAY be adequate for cooling driedrapeseed as the threat from insects is less.
L ow tempera t u res help protect against ffa incre a s e s .
● Dry and cool oilseed rape properly.The merchant grain beetle, O. mercator and thesaw-toothed grain beetle, O. surinamensis canestablish small populations.No insecticides areavailable for admixture.
● Store seed at 7.5% mc (65% erh).
● Consider phosphine treatment if mite infestationsdevelop in incorrectly dried grain.
Mites develop ra p i d ly in damp seed.T h ey damages e e d , raise ffa levels and may dire c t ly reduce oily i e l d .
● Manage proportion of green seeds by:
– leaving seeds in the swath for four days
– drying at safe temperature
– aerating store intermittently to removegenerated heat.
Immature seed can cause heating, rapiddeterioration of the oil fraction and affect oilcolour, making it less acceptable.This has been‘flagged’as a commercial concern.
● Seal bins with tape to contain rapeseed.
● Cover ducts with hessian to pr event leakage ofrapeseed.
Rapeseed is ve ry like ly to leak from most bins.
2928
Free fatty acids increase rapidly in brokenseed during storage
Safe drying temperatures and moisture content
Seed breakage rises as moisture content falls
Safe drying temperature
Seed moisture Seed moisturecontent content
Crop usage above 10% mc above 12.5% mc
Seed crop 49ºC 43ºC
Commercial 82ºC 71ºC(mixed during drying)
Commercial 71ºC 60ºC(unmixed during drying)
Source:www.ag ric.gov.ab.ca/crops/canada/storage.html
Monitoring and sampling
In the fi rst edition of ‘The grain stora geg u i d e’ , 1999 the sampling section cove re dt wo related aspects:
● d e t e rmining grain quality for end use,eg ge rmination for malting barley, p ro t e i nfor milling wheat,oil and free fatty acidfor ra p e s e e d .
● m o n i t o ring physical and biologi c a laspects of grain and the storagee nv i ronment befo re and during storage .
In 2003, a specific HGCA publication 'G ra i nsampling - a fa rmer's guide' focused ongrain quality sampling.T h e re fo re ,t h ei n fo rmation below focuses on monitoring top re s e rve storage quality.
M o n i t o ring during storage re q u i res a widerra n ge of techniques than sampling fo rq u a l i t y. S t o red grain and oilseeds arem o n i t o red to establish if deteri o ration iso c c u rri n g ;or whether drying and cooling aree ffe c t i ve and targets ach i eve d .
C h a n ges to grain quality can be predicted bym o n i t o ring physical conditions and pesti n c i d e n c e .M o n i t o ring thus provides earlywa rning of pro bl e m s . It also prov i d e sdecision support about when grain shouldbe sold and/or management actions needed.R e c o rds from monitoring ensure compliancewith assurance sch e m e s .
M o n i t o ring is an integral part of grain storageat seve ral stages and for seve ral purposes.W h e re appro p ri a t e , section 14 cro s s - re fe rs tothe re l evant section in this guide.
Clean, empty stores are monitored for insect pests usinginsect traps and for rodents using bait points.
Detecting insects in the empty store allows decisions to bemade about need for fabric treatments before grain goesinto store .
Grain moisture content is an important measure. It re f l e c t srisk of infestation and moulds.
ACTIONINTRODUCTION BACKGROUND
14 MONITORINGISSUE
Monitoring physical factors from empty storeonwards is vital to achieve long-term, stablegrain storage.
● Look for signs of insects,mites, rodents or birds.
● If insects are not seen,place insect traps in storeand examine after seven days (ensure bait bagsare not left in the store).
● Identify insects accurately.
● Monitor rodent baiting stations weekly.
Pest monitoring
Invertebrate pests are very small and difficult todetect.
Vertebrate pests can go unnoticed.Evidence ofpast rodent infestations will persist.
Treatments should only be used when pests arepresent.
● Locate the drying front by withdrawing samplesfrom different depths,or by probing the slowest-drying column using a moisture spear.
● Take samples each month at the surface duringwinter.
Measurements confirm that grain off a hot-airdryer is at the required mc.
They also indicate the progress of a drying frontwith ambient-air or bulk drying.In an upwards(blowing) drying system the slowest drying areawill be near the surface and between ducts orbetween the duct and the store wall.
Dry grain can absorb moisture at the surfaceduring winter.
Both ambient-air drying and cooling systems rely onsufficient airflow for targets to be met on time.
Drying requires about 20 times the airflow needed forcooling.
● Use an hours meter and record fan hours weekly.
● Calculate air volume delivered.
● Check airflow delivered by the fan using a hot-wire or vane-anemometer.
● Use a floatmeter at the grain surface to measuredrying rate airflows.
Cooling and drying performance depends on theair volume passed through the grain,which isdetermined by multiplying fan output (measuredas m3/hour/tonne) by hours run.Records of fanhours run,or airflow may provide explanations ifcooling or drying is slo wer than expected.
● Take measurements daily for the first week ortwo while temperatures fall below 15–20ºC.
● Take measurements weekly for the first month ortwo and thereafter monthly.
● Ideally use a permanent grid of sensors in large stores.
● For smaller bins or heaps,use a portabletemperature spear probe,possibly with amoisture sensor.
● Do NOT use long metal probes as sensors needto attain stable grain temperature rapidly.
● Sample temperatures regularly at the samelocations and keep permanent records.
Measuring temperature indicates if the coolingsystem is operating properly so remedial actioncan be taken if necessar y.
Temperature also indicates infestation risk.Themost important temperature to measure is wher egrain cooling takes longest,eg furthest away fromthe fan in blowing (upward aeration) systems.Thisis usually 0.5 m beneath the surface and centrallybetween ducts.
3130
Sampling befo res t o r age todetermine grainquality issummarised in theHGCA bookletG rain sampling – a farmer's guide.
Monitoring equipment
● Thermocouples, which are cheap and flexible,may be usedfor sensor arrays but are less robust than thermistors whichare usually employed in commercial equipment orinstallations.
● Permanent probe arrays can be interfaced with computersand downloaded into record-keeping software to accessproblem-solving tools.
● Alcohol, mercury in glass or bimetallic stripthermometers cannot be used for remote sensing.Glassthermometers may not be used in grain stores because of thepossibility of breakage.
Temperature sensors can be integrated to control fan operationand linked to automatic recording systems.
1 P R E PA R AT I O N
2 M O I S T U R E
5 T E M P E R AT U R E
4 & 6 D RYING a n d C O O L I N G

ACTIONBACKGROUND
14 MONITORINGISSUE
Monitoring pests assesses effectiveness ofcontrol measures.
3332
Detecting insects in grain enables corre c t i v eaction to be taken before sale. This avoids costlyrejection if insects are detected at the point of sale.
Detecting insects inside the empty store allowsdecisions to be made about whether fabrict reatments are needed before grain goes into store .
Insects are relatively small (3–6 mm) and dif ficult tofind.As more samples are taken, chances of detectionincrease.Even a single insect in a 1 kg sample mayrepresent potentially serious infestation.
To assist monitoring,traps have been developed.Theseare more than ten times as ef fective as sampling atdetecting insects and mites.They may also be the onlyeffective method of detecting insects in grain bulkswhere use of spears is restricted.
● Pitfall traps: Tie at least 1 m of string to a bamboocane marker to avoid losing trap.In large stores flagand number canes.Bury trap so that the rim is levelwith grain surface.If grain falls into trap stillexamine contents using a sieve to separate outinsects or mites.Clean pitfall traps and treat withfluon every 2–3 months.
● Probe traps: Tie trap to marker cane by at least 1 mof string.Bury traps vertically to just below surface.
● PC traps combine features of pitfall and probetraps.Use in pairs – at surface and 5–10 cm below.
● Bait bags containing carob-based aromatic seedmixes are used to assess residual infestations,particularly in empty stores.Bait bags must becollected and counted after use.
● The I-spy insect indicator (also called a PC floortrap) is a PC trap with a flat base in place of theperspex funnel and enhanced with a lure.
● Lay traps in a 4–5 m grid.Check every week earlyin the season and monthly thereafter. Leave inplace for a week before examination.
● Record trap locations.Account for all traps at each monitoring.
● Empty pests onto white tray or card to make morev i s i bl e .A l t e rn a t i ve ly place insects in a sealabl e ,l abelled bag or tube and examine in the offi c e .
● Record trap catches.Identify pests accurately.
● React to sustained increases in numbers.
● Apply treatments,possibly in localised areas.
● Use I-Spy insect indicator or bait bags to detectcrawling insects on flat surfaces.
Traps are not very ef fective for quantifying insectinfestations but can indicate population trends.Numbers caught are influenced by trap type,species, grain disturbance,temperature andwhether grain has been treated with pesticide.
Insects usually die out during cool stor age.Ifnumbers trapped increase consistently there iscause for concern.
A few insects in a trap do not mean controlmeasures must be used.Treatment depends onintended market and stage of storage.
Mites can be monitored by using mite traps or by sieving.
● If the moisture content is above 14.5%,mites will be widespread throughout the bulk.
● Providing the bulk mc is below 14.5, mites onlyu s u a l ly occur at the grain surface
● W h e re the bulk mc is below 13%, the risk of mitei n festation occurring at the surface is negligi bl e .
● Monitor store structure using mite traps . Theseshould indicate higher risk areas.
● Sample grain from different depths and sievethrough a 1 mm mesh.Examine sievings using ahand lens (minimum x10).Carry out parallelmeasurement of mc to assess likelihood offurther infestation.
● Monitor grain surface for mites and control anypopulations found.
● Look for mites in insect traps or by sieving aspear sample of grain.
Mites often occur in large numbers in debris andare almost indistinguishable from dust.In dampgrain,mites are distributed throughout the bulkbut in drier grain will be close to the surface.
Mites are most likely to re-infest a g rain surfacewhen it absorbs moisture from the atmospherein winter.
● No action is needed for harvest-fresh grain. Fieldinsects will die out.
● Sample before unloading – sieve at least 3–5 kgof grain from each load.
● Use insect traps as the most reliable method ofdetecting insects (see Sections 7 & 8) .
● Monitor and record temperature and moistureregularly (see Sections 2 & 5) . Investigate areas of change.
● Check samples for insects or mites. Absence ofpests is no guarantee of freedom from infestation.
Sampling for pests
– at intake
Freshly harvested grain will not contain storage pests.
Previously stored grain may be infested.
– during storage
Early detection is crucial,but sampling isunreliable.Changes in temperature and moisturemay indicate infestation risk.Mites and fungusbeetles commonly occur in damper surface layers.
– at outloading
Pests must be detected and dealt with befor eoutloading.
Mite trap
HGCA funding has developed insect trapswhich are the most cost-effective way ofdetecting insects in static bulks.
Insect trapping is an integral component ofthe Assured Combinable Crops Scheme.
7 I N S E C T S
8 M I T E S

REFERENCES
HGCA guidesRodent control in agriculture – a guide , 2 0 0 2
Grain sampling – a farmer’s guide , 2 0 0 3
HGCA Topic Sheets Posted free to levy payers on request.
7 Integrated grain storage strategies8 Effective phosphine fumigation of grain16 Bulk storage drying of grain and oilseeds26 Sampling grain on farm34 Mycotoxins in stored grain53 Vertical ventilation for cooling grain60 Ensuring good germination in malting barley62 Preventing and controlling mites in stored cereals
HGCA Research Reviews (cereals)*3 The biodeterioration of stored cereals 7 The control of pests in stored cereals12 The occurrence and detection of pesticide
residues in UK grain13 The occurrence and detection of moulds,
mycotoxins and actinomycetes in UK grain15 Moisture content of cereal grains27 Methods of distributing phosphine in bulk grain38 Bulk storage drying of grain and oilseeds42 Alternatives to organophosphorous compounds for
the control of storage mites
HGCA Research Review (oilseeds)*OS6 Drying and storage of oilseeds
HGCA Project Reports (cereals)*6 The control of insects in export grain7 Economic analysis of stored product pest control
strategies (GPA ‘Grain Pest Adviser’ expertsystem)
24 Integrated pest control strategy for stored grain29 Commercial grain stores 1988/89, England and
Wales. Pest incidence and storage practices (twovolumes)
30 Improving the effectiveness of pitfall traps forthe detection of insect pests in grain
34 An assessment of methods of sampling bulk grain35 The reduction of chemical and microbial
contaminants in wheat40 Evaluation and development of systems for
storing malting barley41 New application methods for the use of phosphine
to disinfest bulk grain45 Residues of etrimfos and pirimiphos-methyl in
wheat and malting barley stored in ventilatedbins
57 Integrated pest control strategy for stored grain– surface pesticide treatment of aeratedcommercial and farm stores to control insectsand mites
69 The control of insects in export grain byadmixture chemicals
79 An assessment of practical methods for collectingsamples from lorry-loads of grain
82 The development of a practical method forremoving insects from large samples of grain
Books– Drying and storing combinable crops , K A McLean,
Farming Press, second edition, 1989.– Common insect pests of stored food products. A
guide to their identification , Ed. P. Freeman,British Museum (Natural History), EconomicSeries No. 15.
– Storage of cereal grains and their products , Ed: DB Sauer, American Association of CerealChemists, 4th Edition, 1992.
– Stored grain ecosystems , Eds: D S Jayas, N DWhite, W E Muir, Marcel Dekker, USA, 1995.
– Technical bulletin 9. The mites of stored food andhouses, Dr A M Hughes, HMSO, second edition,1976.
– “Codes of practice” for quality assurance –Assured Combinable Crops Scheme (for Englandand Wales) and Scottish Quality Cereals.
– Codes of practice for control of salmonella , MAFF.– Pesticides 1999: pesticides approved under the
Control of Pesticides Regulations 1985 and thePlant Protection Products Regulations 1995 ,MAFF.
– Integrated management of insects in storedproducts. Eds. B Subramanyam, D. Hagstrum,Marcel Dekker USA, 1996.
– The UK pesticide guide, CAB International 2003.
WebsitesH G C A :w w w. h g c a . c o m / re s e a rch / grain storage
Maltsters’ Association of Great Britain:w w w. u k m a l t . c o mw w w. m a l t . i n fo
Pesticides Safety Dire c t o r a t e :w w w. p e s t i c i d e s . gov.uk
Central Science Laboratory:w w w. c s l . gov.uk
US Department of Agriculture, Agricultural Researc hS e r v i c e :w w w. a rs . u s d a . gov / i s / m b / m e b r web.htm
P e s t w e b :w w w. p e s t web.com
S t o red Grain Research Laboratory, Australia:h t t p : / / s gr l . c s i ro . a u / d e fault/html
Alberta Agriculture Food and Rural Development,C a n a d a :
3534
Software– HGCA GrainPlan – an expert system. Available
early 2004. Free to levy payers from HGCA.
– Grain sampling – a farmer’s guide , on CD, 2003.– Integrated grain storage manager – an expert
system developed with HGCA and Defra funding.£49.99 (inc p&p) to HGCA levy payers. Tel: 020 7594 6565.
Legislation• Agriculture act 1947• Prevention of damage by pests act 1949• Pests act 1954• Health and safety at work act 1974• Control of pollution act 1974• Spring traps approval order 1975• Wildlife and countryside act 1981• Spring traps approval (variation) order 1985• Food and environment protection act 1985 (part
iii)• Control of pesticides regulations as amended 1986 • Food safety act 1990• Environmental protection act 1990• Management of health and safety at work
regulations 1992• The control of substances hazardous to health
regulations 1994• Food safety (general food hygiene) regulations
1995• Wild mammals (protection) act 1996• Biocidal products directive (98/008/EEC)• Plant protection products (basic conditions)
regulations 1997• Anon, 2002. Commission directive 2002/26/EC
of 13 March 2002 laying down the samplingmethods and methods of analysis for the officialcontrol of the levels of ochratoxin A in foodstuffs.Official Journal of the European Communities.L75/38 – 43.
British and International Standard sS t a n d a rd number Ti t l e I n t e rnational
e q u i v a l e n tBS 4317 Part 3(1999) Determination of moisture content of cereals and cereal products (routine
reference method) ISO 712BS 4317 Part 18(1988) Determination of hidden insect infestation ISO 6639BS 4317 Part 24(1990) Method of checking the calibration of moisture meters for cereals ISO7700-1BS 4317 Part 26(1991) Measurement of temperature of grain during bulk storage ISO 4112BS 6219 (1996) Test sieves for cereals ISO 5223BS 6279 Part 2(2001) Storage of cereals and pulses. Practical recommendations ISO 6322-2BS 13690 (1999) Cereals, pulses
NOTE:*Project Reports and Research Reviews are available at cost from HGCA.

AcknowledgmentsThis guide re p resents a know l e d ge tra n s fer pro j e c t .The guided e s c ribes ge n e ral principles developed through HGCA and/orD e f ra-funded re s e a rch .
This edition was revised by David A rm i t age and Dr Ken Wi l d ey,CSL and edited by Dr Clive Edwa rd s ,H G C A ; and GeoffD o d g s o n ,C h a m b e r l a i n .
The editors ack n ow l e d ge the helpful comments made by manyi n d u s t ry ex p e rt s .T h ey incl u d e :A d rian Meyer and Mike Ke l ly,A ch e t a ; Robin Piri e ,AC C S ; John Bailey,D avid Bartlett and RobC l a re ,A DA S ;R i ch a rd W h i t l o ck ,Banks Cargi l l ; Dr Denise Baxter,B R i ;Dean Cook,Pa t ri ck Cox and Dr Roger Quy, C S L ;B ru c eJo h n s o n ,G re e n c o re ;A rchi Lamont,G ra i n fa x ;B ryan Collen,D rSimon Hook, P ro fessor Graham Je l l i s , Dr Roger Williams andN o rman Wi s e ly, H G C A ;D avid Cross and Chris Wa t s o n ,I G ROX ;Dr Jonathan Knight, I m p e rial College London; I vor Murre l l ,M AG B (with input from many member companies);A l exWaugh and Damian Te s t a ,n ab i m ;D avid Rich a rd s o n ,P S D ; Pa u lM o ly n e u x , Rank Hov i s ;Anne Guttri d ge ,C a rgill and Mart i nFa rrow, ADM (for SCOPA ) ; Dr David Bru c e ,S R I ;Paul Rooke ,
U K A S TA ;R i ch a rd Elsdon, United Oilseeds; Dr Ju l i a nWi s e m a n ,U n i ve rsity of Nottingham; Robin Wi l k i n ,grain storage consultant.
Design by Chamberlain.
For information on HGCA services:
Research and DevelopmentTel: 020 7520 3945E-mail: [email protected]
Crop MarketingMarket Information (MI)Tel: 020 7520 3972E-mail: [email protected]
British Cereal Exports (BCE)Tel: 020 7520 3925E-mail: [email protected]
Market DevelopmentTel: 020 7520 3901E-mail: [email protected]
PublicationsTel: 020 7520 3920Fax: 020 7520 3931E-mail: [email protected]
Website: www.hgca.com
HGCA,Caledonia House,223 Pentonville Road,London N1 9HY
£25 (One copy free to each HGCA levy payer)
© HGCA 2003The ori ginal guide was written by David A rm i t age and Dr Ken Wi l d ey ; with Dr David Bru c eof Silsoe Research Institute; and Mike Ke l ly and A d rian Meyer of The A cheta Pa rt n e rs h i p .