technologygy p p development for automotive composite …light-weight construction as an...
TRANSCRIPT

Technology Development for Automotive Compositegy p pPart Production - New Materials & Processes
10th Automotive and Composites Conference and Exhibition ACCE
15.-16. September 2010, MSU Education Center, Troy, MI, USA
Prof Dr -Ing Frank HenningProf. Dr.-Ing. Frank Henning
Fraunhofer ICTKIT
© Fraunhofer ICT

STRUCTURESTRUCTURE
Motivation
Introduction to KITe hyLITE
Technology corridors
Research and development fields
Expansion to Augsburg – Fraunhofer ICT-A
Summary
© Fraunhofer ICT

Motivation
Weight increase of typical medium-class vehicle since 1970
Implementation of EU regulationImplementation of EU regulation
Weight [k ] + 100 to 300 kg
Alternative drive train concepts:fuell cells, hybrid and
[kg] 100 to 300 kg
1400hybrid and E-propulsion
1200
+ 400 kg Reduction of consumprtion and emissions through lighter structures
1000 +50 % Improvement of passive and active safety and product attractiveness through functional design
Transfer of technologies production 800
1980 1985 1990 1995 2000 20052010
Transfer of technologies, production processes and products into ecologically-viable small and large series
© Fraunhofer ICT

Multi-material design (MMD)
Intelligent combination of different materials (MMD): “Join the best”
Material substitution no longer
Innovativesteels
high
Material substitution no longer effective → holistic approaches needed
S i bl j i i h l i eigh
t Light-weight metals
Suitable joining technologies or intelligent intrinsic hybridization needed
We
Carbon fiber
compositesMulti Material
design
highlow
low
Production costs
© Fraunhofer ICT

KITe hyLITE – Interdisciplinary, holistic approach
Holistic consideration of materials, production processes and methods leads to new construction methods in multi-material design
Methods
MM construction
Production Materials
© Fraunhofer ICT
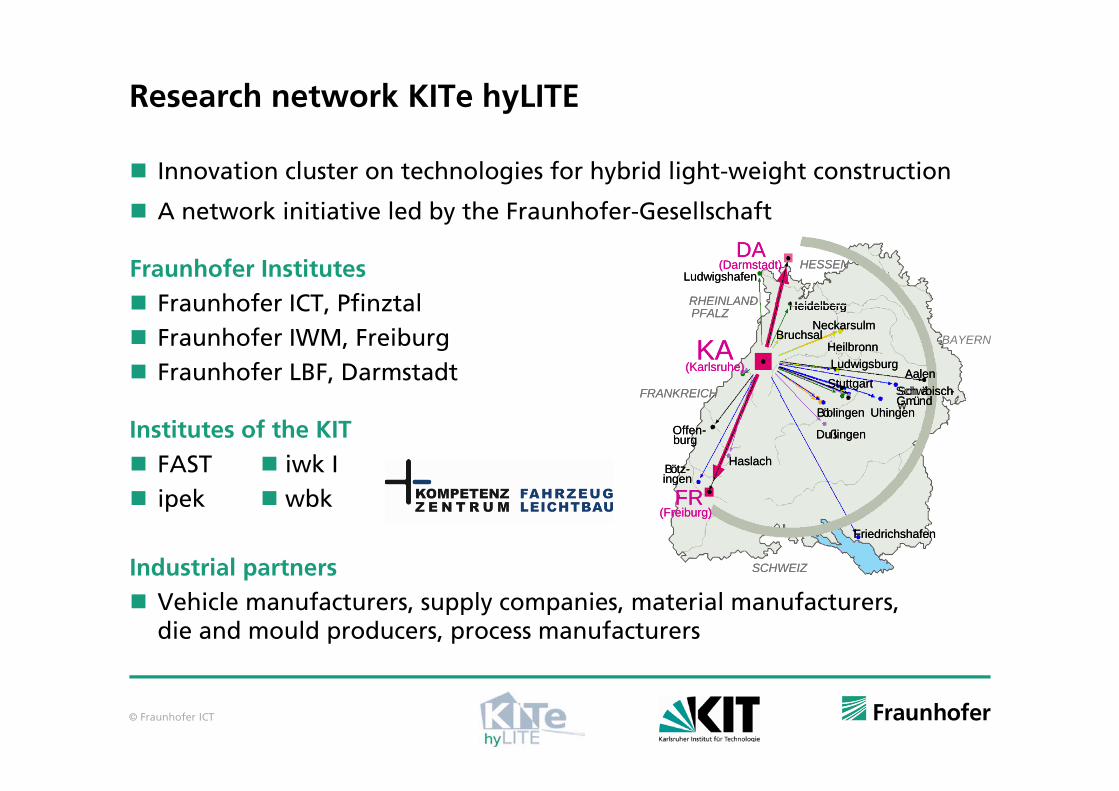
Research network KITe hyLITE
Innovation cluster on technologies for hybrid light-weight construction
A network initiative led by the Fraunhofer-GesellschaftA network initiative led by the Fraunhofer Gesellschaft
Fraunhofer InstitutesFraunhofer ICT Pfinztal
HESSEN
RHEINLAND- Heidelberg
Ludwigshafen
DA(Darmstadt) HESSEN
RHEINLAND- Heidelberg
Ludwigshafen
DA(Darmstadt)
Fraunhofer ICT, PfinztalFraunhofer IWM, FreiburgFraunhofer LBF, Darmstadt
FRANKREICH
PFALZ
Schwäbisch-StuttgartAalen
LudwigsburgHeilbronn
BruchsalNeckarsulm
Heidelberg
KA(Karlsruhe)
BAYERN
FRANKREICH
PFALZ
Sch äbisch-StuttgartAalen
LudwigsburgHeilbronn
BruchsalNeckarsulm
Heidelberg
KA(Karlsruhe)
Institutes of the KITFAST iwk I
FRANKREICH GmündBöblingen
DußlingenOffen-burg
Haslach
Uhingen
Bötz-ingen
FRANKREICHwGmünd
Böblingen
DußlingenOffen-burg
Haslach
Uhingen
Bötz-ingen
ipek wbk
Industrial partners SCHWEIZ
Friedrichshafen
FR(Freiburg)
SCHWEIZ
Friedrichshafen
FR(Freiburg)
Industrial partnersVehicle manufacturers, supply companies, material manufacturers, die and mould producers, process manufacturers
© Fraunhofer ICT

Karlsruhe Institute of Technology –I tit t f V hi l S t T h l (FAST)Institute for Vehicle System Technology (FAST)
Vehicle system technology
Ease of useEnergy efficiency
Safety
Vehicle system technology
Costs
Private and utility vehiclesProf. Dr. rer. nat. Frank Gauterin
y
Mobile machinesProf. Dr.-Ing. Marcus Geimer
Rail vehiclesProf. Dr.-Ing. Peter Gratzfeld
Light-weight designProf. Dr.-Ing. Frank Henning
© Fraunhofer ICT

Light-weight construction as an interdisciplinary challenge
Transferring a holistic approach to mass production requires competences across the entire value chain
ArchitectureDesign
Material technology
Component manufacture
Bonding, joining
technology
TestingVerification
Use
Light-weight t t
Integration of f ti
Modelling ManufacturingReliabilitystrategy functions Simulation ProcessesReliability
© Fraunhofer ICT

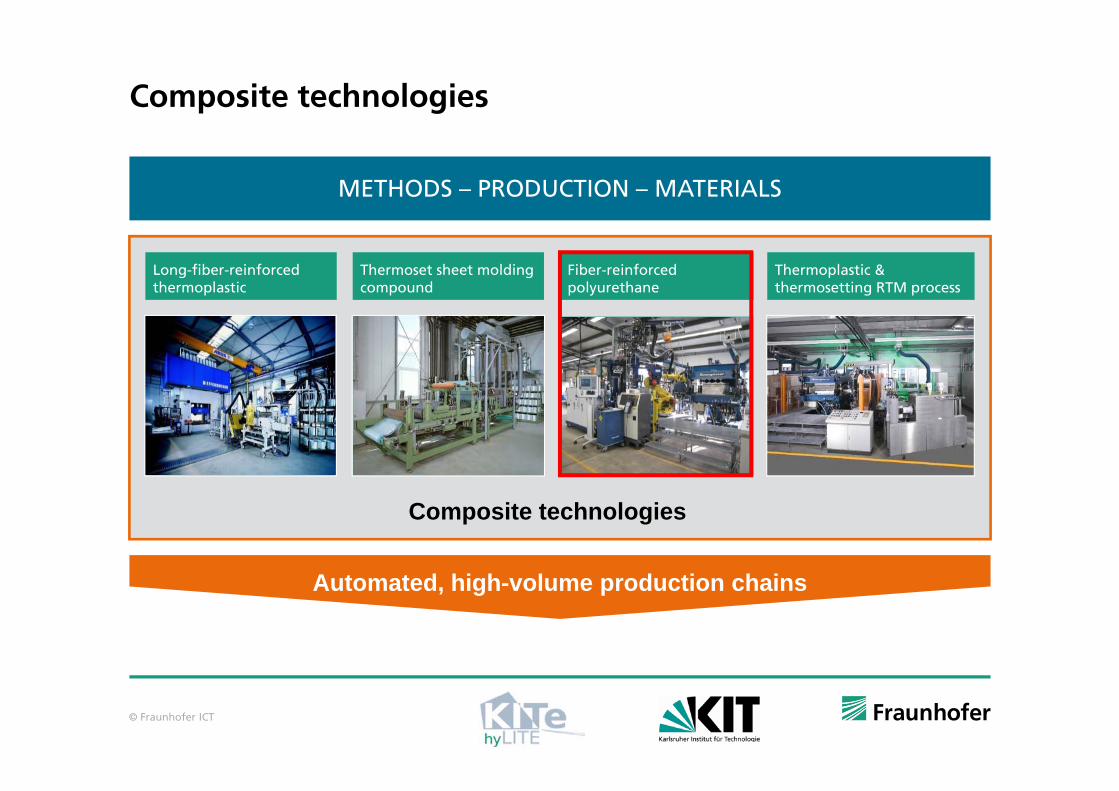
Composite technologies
METHODS – PRODUCTION – MATERIALS
Long-fiber-reinforced thermoplastics
Thermosetting sheet molding compound
UD-fiber structures Metal inlays
zatio
npi
c le
vel)
Thermoplastic & thermo-setting RTM processes
Fiber-reinforced polyurethanes
Composite technologiesTextile reinforcements Foams
ybrid
izac
rosc
op local functionalization
Hy
(m
Automated, high-volume production chains
© Fraunhofer ICT

Press system facilities and equipmentM ld i d t h lMold carriers and press technology
Kannegiesser mold carrier Dieffenbacher Dieffenbacher COMPRESS PLUS
Clamping force 600 kNPress table 1200 x 1200 mmMaximum component size
Clamping force 3.600 kNPress table 1200 x 1500 mmMaximum component size
Clamping force 36.000 kNPress table 2900 x 2100 mmMaximum component sizeMaximum component size
RTM approx. 700 x 600 mmpivotale mold carrier
Maximum component sizeRTM approx. 1000 x 1400 mmHandling system
Maximum component sizeRTM approx. 2.800 x 2.000 mmHandling system
© Fraunhofer ICT

Composite technologies
METHODS – PRODUCTION – MATERIALS
Thermoset sheet molding compound
Thermoplastic & thermosetting RTM process
Fiber-reinforced polyurethane
Long-fiber-reinforced thermoplastic
A t t d hi h l d ti h i
Composite technologies
Automated, high-volume production chains
© Fraunhofer ICT

Long-fiber-reinforced thermoplastics (LFT)P d i d t i l d l tProcess design and material development
Reinforcing fibers:Glass fibersNatural fibers (hemp flax etc )IL compounder Natural fibers (hemp, flax etc.)Carbon fibersMan-made polymer fibers, e.g. rayon, polyester etc.
Mixing extruder
g y p y
Matrix resins:PolypropylenePA 6 PA 6 6 etc
Press
LFT plastificate
PA 6, PA 6.6 etc.PET, PPSABS, SAN etc.PC p
Compression moldingBlends
© Fraunhofer ICT

Tailored LFTP d iProcess design
Load-bearing structure d f ti LFT made of continuous
fiber roving
F b i
PressLFTplastificate
Filament
Fabric reinforcement
LFT for functional integration
Filament wound structures Automation unit
Textile reinforcement Reinforcement with UD fibers
Filament wound reinforcement
© Fraunhofer ICT

Continuous-fiber impregnation
Manufacturing of impregnated and calibrated continuous thermoplastic fiber structures
I ti it M f t d iP fil lib tiImpregnation unit Manufactured specimensProfile calibration
10µm
Simulation of the temperature during the calibration processp g p
The surface quality is mainly affected by
th t t filthe temperature profile
the surface of the calibration die
© Fraunhofer ICT
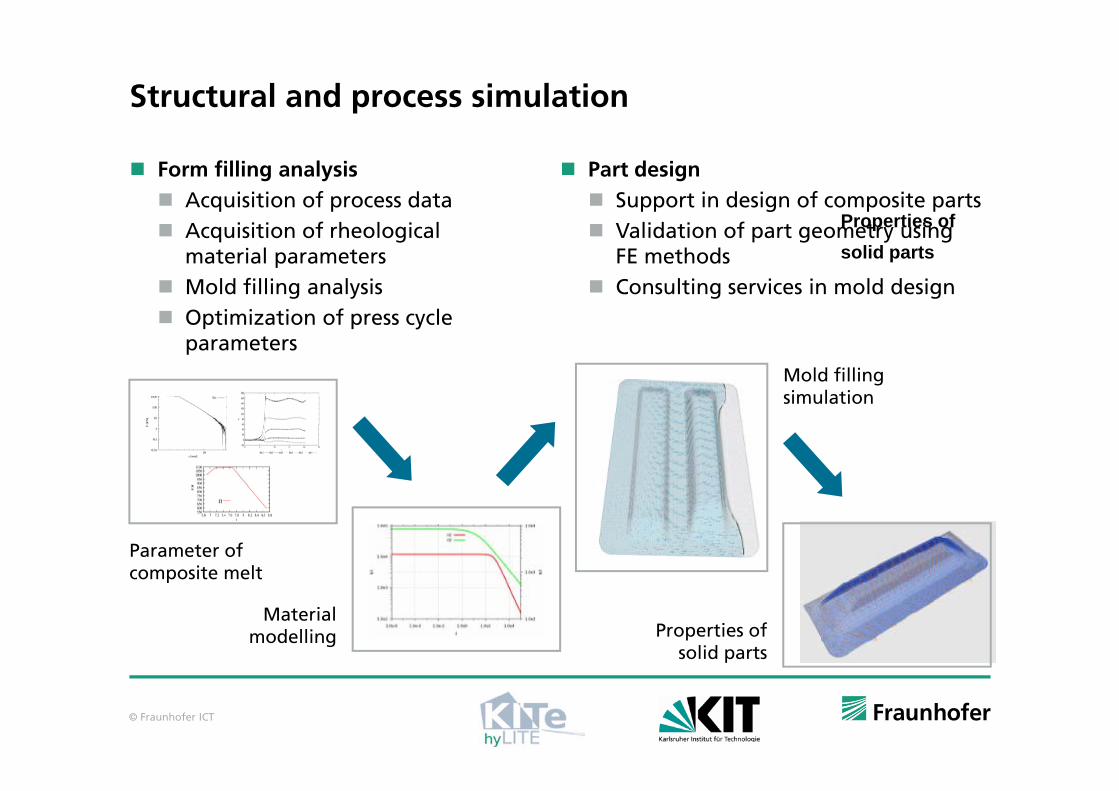
Structural and process simulation
Form filling analysisAcquisition of process data
Part designSupport in design of composite parts
P ti fAcquisition of rheological material parametersMold filling analysis
Validation of part geometry using FE methodsConsulting services in mold design
Properties ofsolid parts
Optimization of press cycle parameters
Mold filling simulationsimulation
Parameter of composite meltcomposite melt
Material modelling Properties of
solid parts
© Fraunhofer ICT

Composite technologies
METHODS – PRODUCTION – MATERIALS
Thermoset sheet molding compound
Thermoplastic & thermosetting RTM process
Fiber-reinforced polyurethane
Long-fiber-reinforced thermoplastic
A t t d hi h l d ti h i
Composite technologies
Automated, high-volume production chains
© Fraunhofer ICT

Sheet molding compoundP biliti t th F h f ICTProcess capabilities at the Fraunhofer ICT
Weighing of resin, fillers and additivesPaste mixingSMC processing fillers and additives
filler
gSMC processing
Automated
Press
Automated handling
Maturation
SMC coilTime, temperature
© Fraunhofer ICT
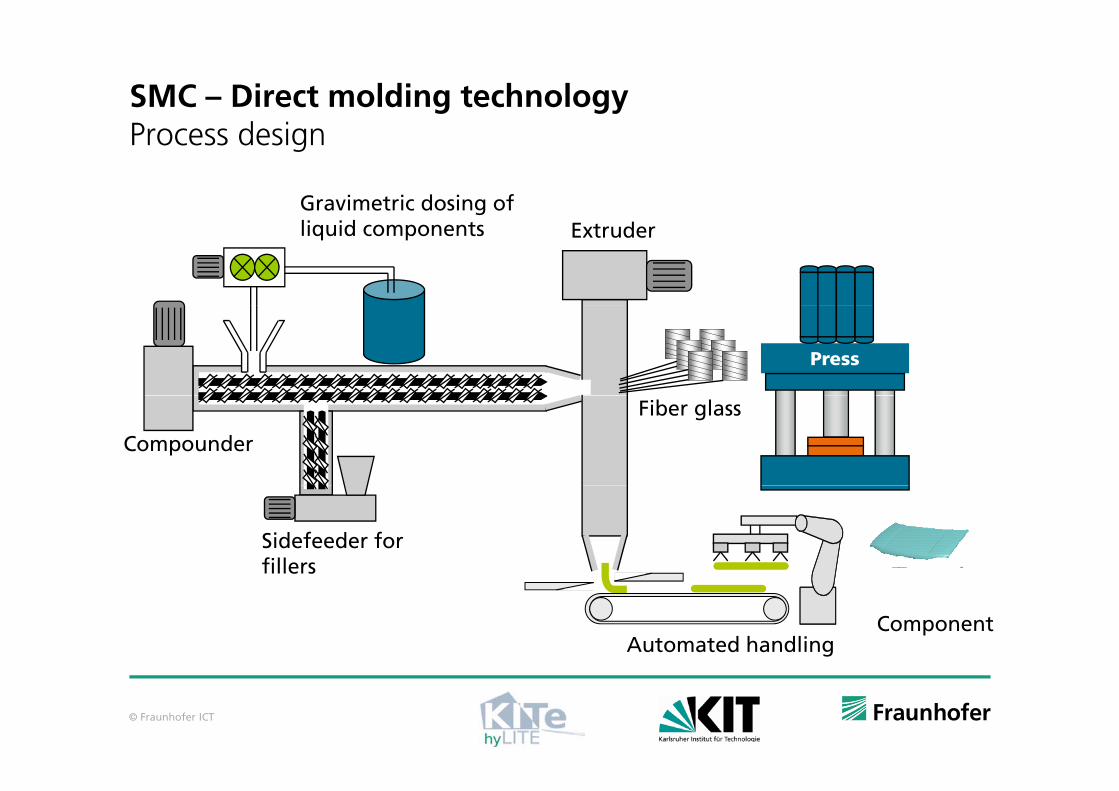
SMC – Direct molding technologyP d iProcess design
Gravimetric dosing of liquid components Extruder
Press
Compounder
Fiber glass
Sidefeeder for fillers
Automated handlingComponent
© Fraunhofer ICT
Composite technologies
METHODS – PRODUCTION – MATERIALS
Thermoset sheet molding compound
Thermoplastic & thermosetting RTM process
Fiber-reinforced polyurethane
Long-fiber-reinforced thermoplastic
A t t d hi h l d ti h i
Composite technologies
Automated, high-volume production chains
© Fraunhofer ICT

Research and development – future strategies f hi h l PU S i t h l ifor high-volume PU Spraying technologies
MaterialsPolyols based on natural resourcesFire and flame retardantsIn-mold coating and paintable surfacesIn mold coating and paintable surfacesTailoring of materials
ProductionP t t il i i ti fibPart tailoring using continuous fibersSandwich technologiesFiller convertingProcess combination with fiber spraying and pultrusion
MethodsMaterial characterizationMaterial characterizationSandwich simulation and testingPart design suitable for series production
© Fraunhofer ICT

Polyurethane fibre sprayingP d iProcess design
Press
Cutting unit
Simultaneous deposition of PU and fibers
Spraying depositionFibers for reinforcement(rovings) Open cavity(rovings) p y
Robot
© Fraunhofer ICT

Sandwich structures
Manufacturing and evaluation of sandwich structures with different core materials and outer layers with improvised fire- and flame-retardancy
Source: DLR Source: ICT
Source: ICT
Source: DLRSource: ICT
© Fraunhofer ICT
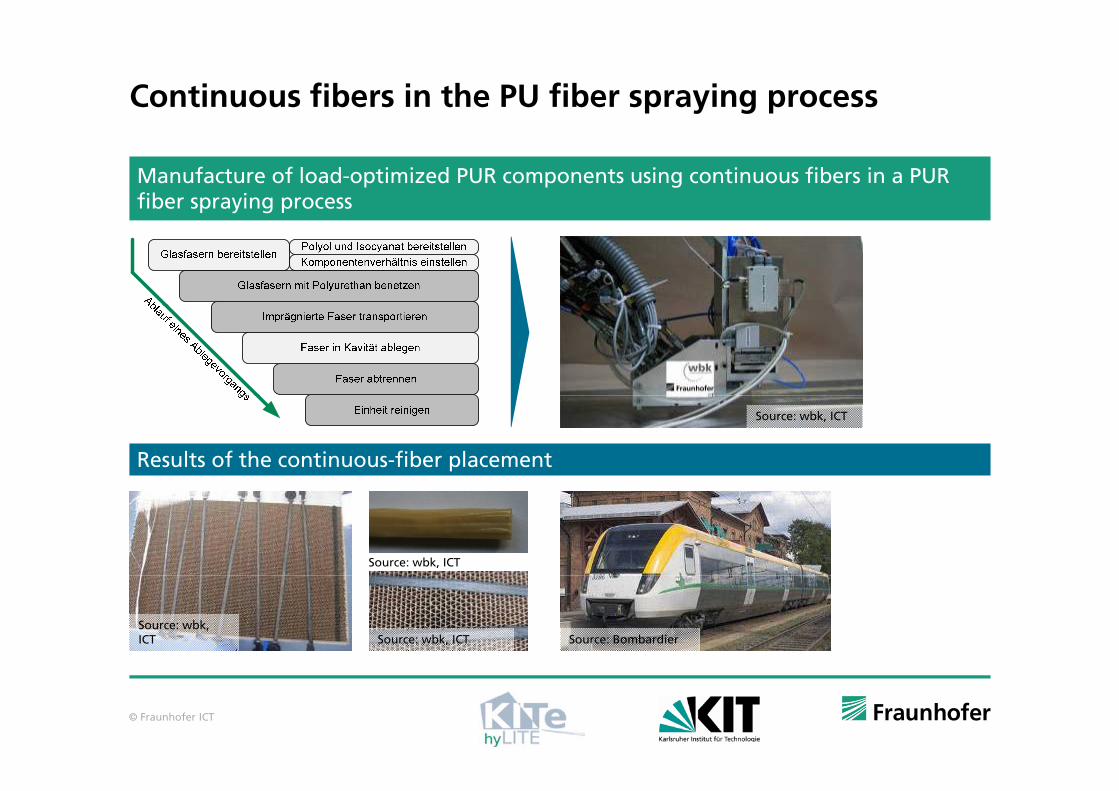
Continuous fibers in the PU fiber spraying process
Manufacture of load-optimized PUR components using continuous fibers in a PUR fiber spraying process
Source: wbk, ICT
Results of the continuous-fiber placement
Source: wbk, ICT
Source: wbk, ICTSource: wbk, ICT Source: Bombardier
© Fraunhofer ICT

Composite technologies
METHODS – PRODUCTION – MATERIALS
Thermoset sheet molding compound
Thermoplastic & thermosetting RTM process
Fiber-reinforced polyurethane
Long-fiber-reinforced thermoplastic
A t t d hi h l d ti h i
Composite technologies
Automated, high-volume production chains
© Fraunhofer ICT

Thermoset RTMDevelopment focus
Development of new RTM process variants e.g. Compression p p g pRTM / Advanced RTM, Core expansion RTMAlternative curing technology development for thermosetresins e.g. microwave assisted curing (Curing on Demand)Materials formulation development and testingMaterials formulation development for accelerated curing using microwaves
d d ff ld dPrototype component production using different moulds and testing
RTM equipment with heating cabin
Prototype mouldFunctions integrated seat post developed in core expansion RTM
© Fraunhofer ICT
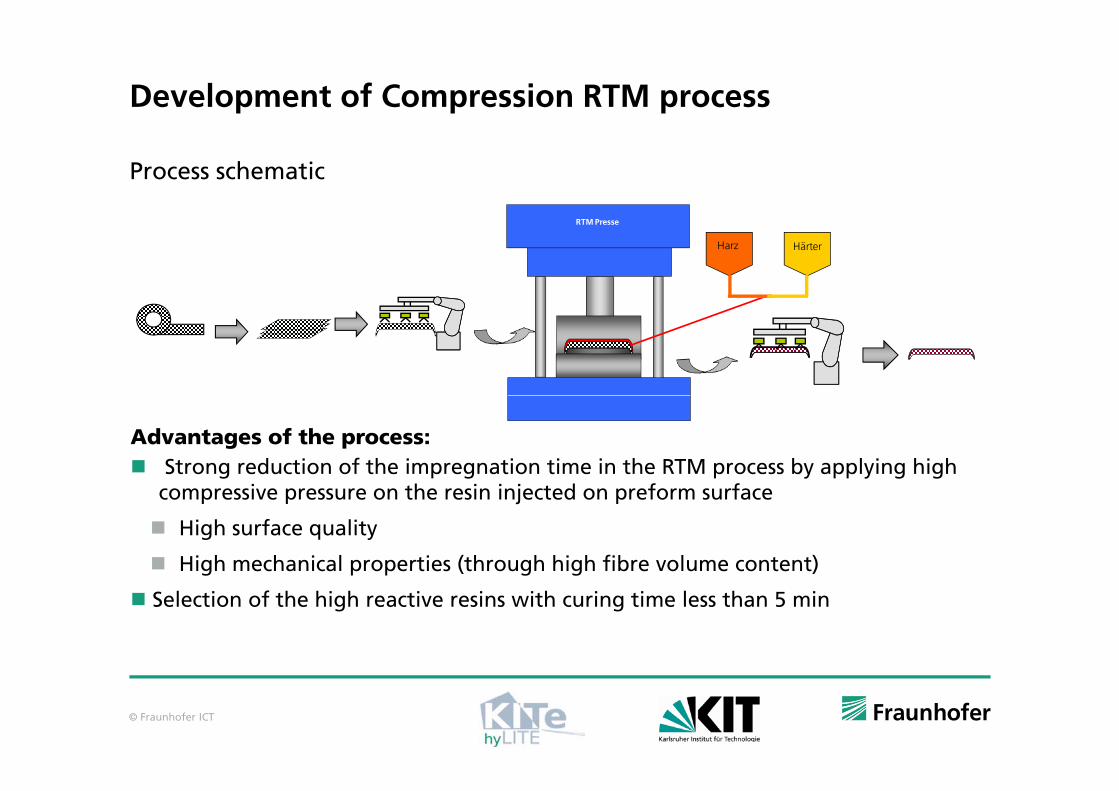
Development of Compression RTM process
Process schematic
RTM Presse
Harz Härter
Advantages of the process:Strong reduction of the impregnation time in the RTM process by applying high
i h i i j d f fcompressive pressure on the resin injected on preform surface
High surface quality
High mechanical properties (through high fibre volume content)g p p g g
Selection of the high reactive resins with curing time less than 5 min
© Fraunhofer ICT
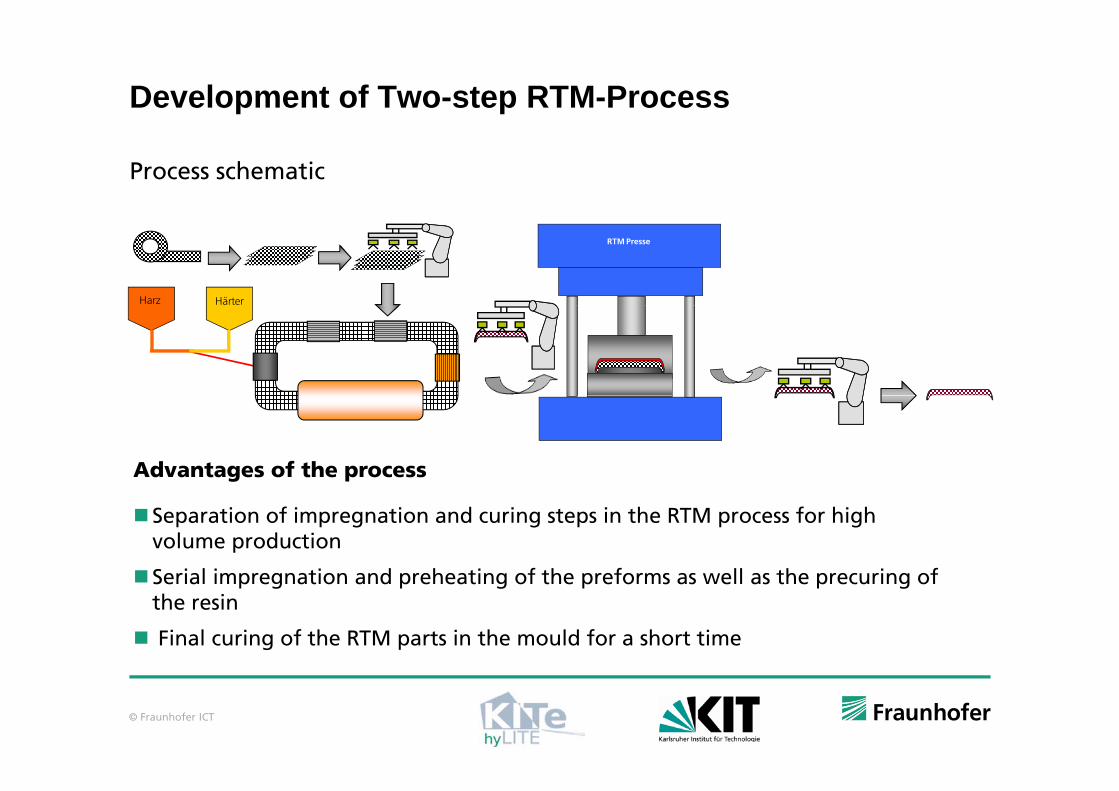
Development of Two-step RTM-Process
Process schematic
RTM Presse
Harz Härter
Advantages of the process
Separation of impregnation and curing steps in the RTM process for high volume production
Serial impregnation and preheating of the preforms as well as the precuring of Serial impregnation and preheating of the preforms as well as the precuring of the resin
Final curing of the RTM parts in the mould for a short time
© Fraunhofer ICT

Two-step RTM process
Application of microwave technology (300 MHz to 300 GHz) for homogeneous heating and accelerated 300 GHz) for homogeneous heating and accelerated curing reaction for RTM resins
Modification of resin systems for optimized absorption of microwaves for accelerated curing g
Development of microwave process for its adaption to serial production
Microwave antenna
© Fraunhofer ICT

Schematic of High Pressure Injection RTM Process
RTM Presse
Advantages of the processg p
Injection of the resin under high pressure (60-100 bar) to reduce the impregnation time significantly
R d ti f id t t i th RTM t d t hi h i j tiReduction of void content in the RTM parts due to high pressure injection
Robust, highly automated and high volume production capable process chain
© Fraunhofer ICT
Research Areas
Mould technology
Development of mould concept allowing high pressure injection of resin without di l t f i f i fibdisplacement of reinforcing fibres
Cascade injection technique
Evaluation of multiple point injection technique (cascade injection technology) to offer quick impregnation and optimized impregnation time
Process-property relationship
Determination of effect of injection pressure on the void content in the RTM parts surface quality and mechanical propertiesparts, surface quality and mechanical properties
Simulation
Simulation of the impregnation process in the High Pressure RTM
© Fraunhofer ICT
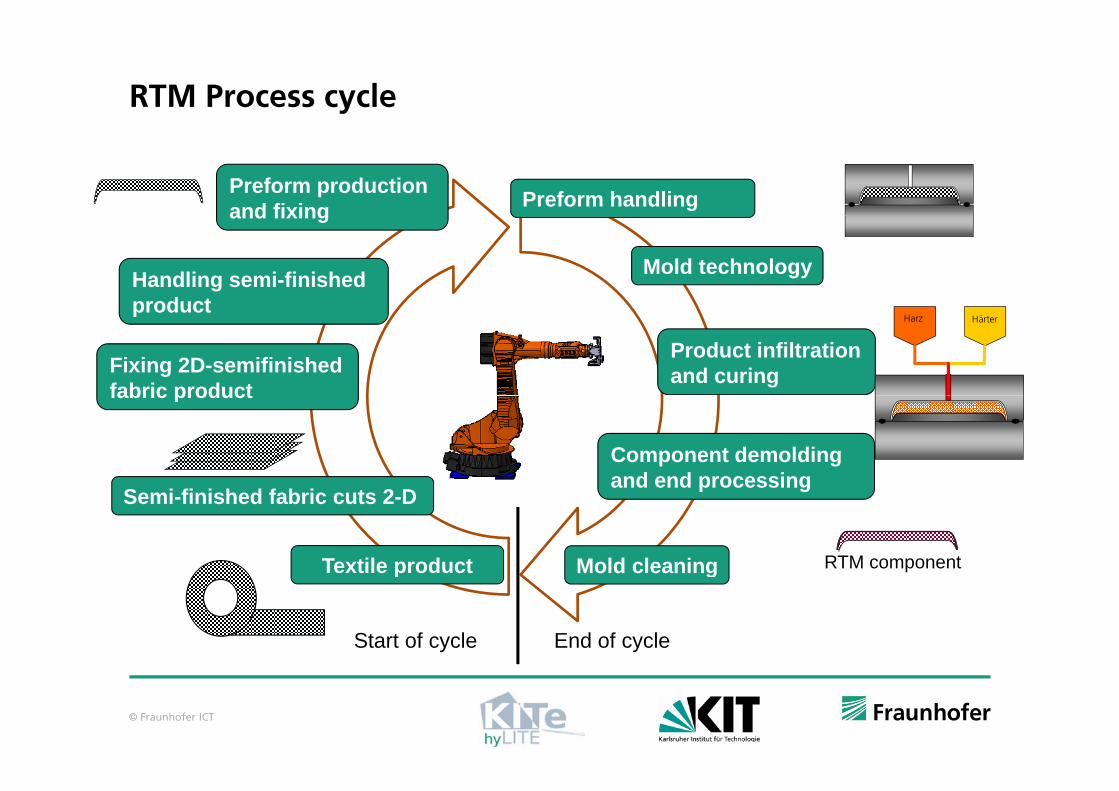
RTM Process cycle
Preform production and fixing Preform handlingand fixing
Mold technologyHandling semi-finished product
Product infiltration and curing
Harz Härter
Fixing 2D-semifinished fabric product
product
Component demolding and end processing
fabric product
Textile product
Semi-finished fabric cuts 2-D and end processing
RTM componentMold cleaningp
Start of cycle End of cycle
g
© Fraunhofer ICT
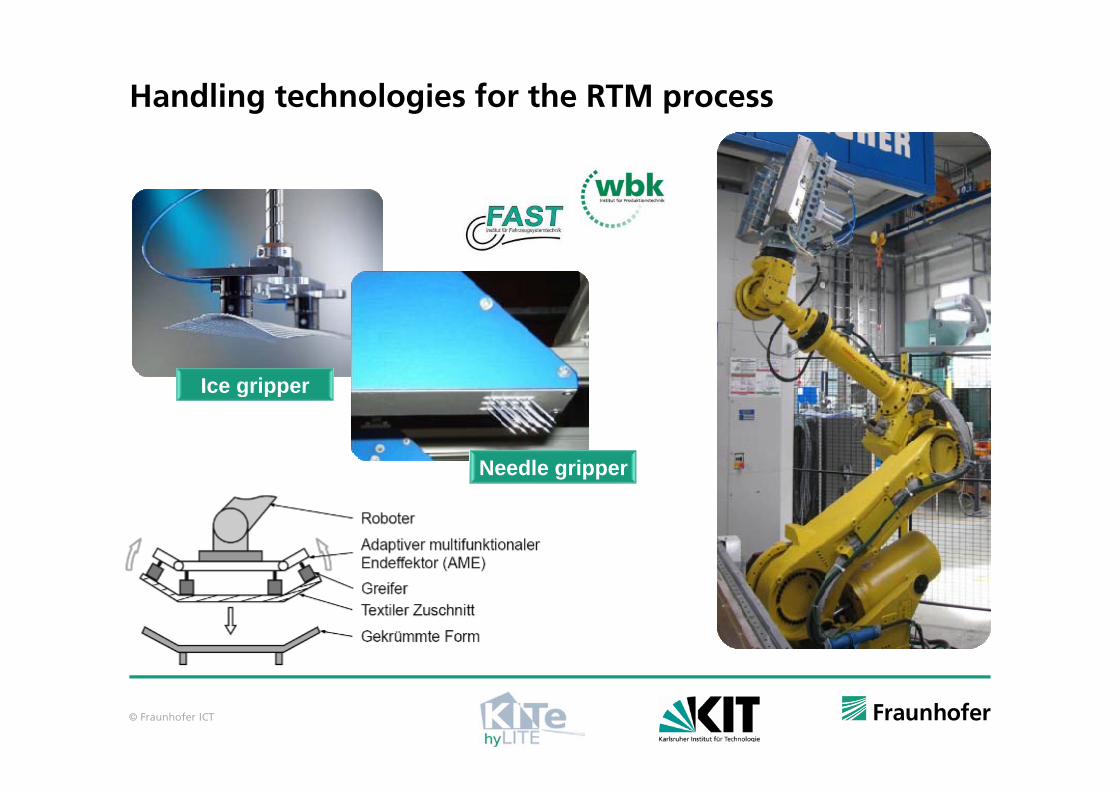
Handling technologies for the RTM process
Ice gripper
Needle gripper
g pp
© Fraunhofer ICT
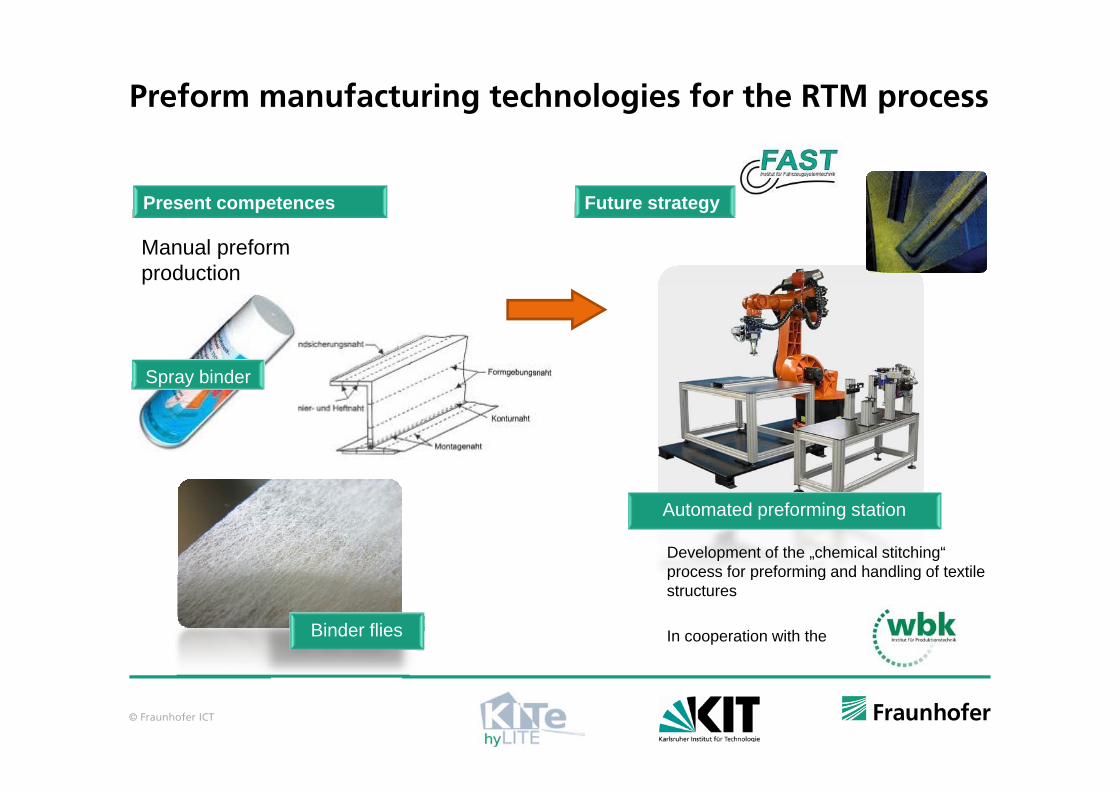
Preform manufacturing technologies for the RTM process
Present competences Future strategy
Manual preform production
Spray binder
Automated preforming station
Development of the „chemical stitching“ process for preforming and handling of textile
Binder flies
process for preforming and handling of textile structures
In cooperation with the
© Fraunhofer ICT

T-RTM – Potential of cast polyamideAd tAdvantages
In situ polymerisation of ε Caprolactame to In-situ polymerisation of ε-Caprolactame to PA6 in the presence of textile fiber reinforcements
RTM-parts made of PA 6 matrixwith excellent impact behaviour
Low cycle times of approx. 3 minutesy pp
Very low melt viscosity(5mPas at 110°C and 150°C)
i h iff d hHigh stiffness and strength
Low wall thickness and at the same time high fiber content possibleg p
Matrix resin max. 2,- €/kg (plus reinforcing textile structures)
© Fraunhofer ICT
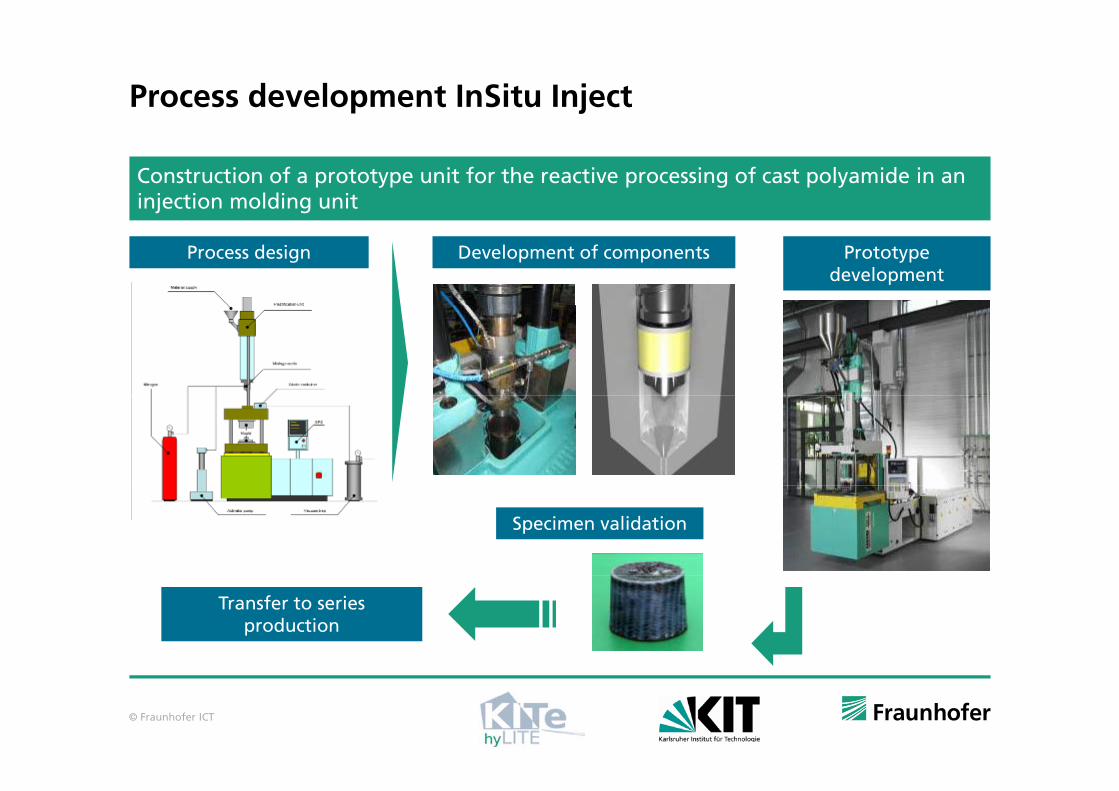
Process development InSitu Inject
Construction of a prototype unit for the reactive processing of cast polyamide in an injection molding unit
Process design Development of components Prototype development
Specimen validation
Transfer to series production
© Fraunhofer ICT

Development & synergies in the CFRP-research and -technology
DLR-ZLP Augsburg FhG FIL AugsburgDLRStuttgart
AerospaceAutomotive and
Mechanical engineeringFhG ICTPfinztal
H b id t ti ( t l CFRP)CFRP-DesignCFRP-Manufact.Joining Techn.Crash – ImpactQA Testing
Cooperating robot systemsNew robot configurationsRobotic-based CFRP-Production methodsMechatronical handling systemsProduction integrated test techniques
Hybrid construction (metal – CFRP)Pultrusion and Fiber PlacementCuring methodsInjection- / Consolidation processesProcess monitoringRecycling
CFRP-ProcessesMicrowaveMetal - CFRPNanotechnologyPolymers
DLROb.pfaffen- IWB / FHG
QA - Testing Recycling PolymersFoams
phofen Augsburg
RoboticMechatronics Automation
Mechatronics
TU München LCCUni Stuttgart
IFBITCF
Denkendorf
Fiber developmentPrecursorFiber manufacturingprocesses
Process simulationsMaterialsModeling of materialsDesign to Process
Preforming (textile engineering)Material characterizationMoulding
Preform processesSimulationSandwichDesign
© Fraunhofer ICT

Partners and axis of technologies for composites„CFRP-South“
Focusing of competences and innovation cluster
Karlsruher Institut für
Universität Stuttgart
Karlsruher Institut fürTechnologie KIT-
FAST
Universität StuttgartIFB, IKT; DLR-IBK
ITCF
Audi
FiberforgeFhG-ICT
SGL CarbonEurocopter
BMW
Universität Augsburg, AMUDLR-ZLP
CCeVCoriolis
Diehl AircabinGE Global Research
GKN Aerospace
TU MünchenLCC, IWB
FhG-FIL / RMVFH Augsburg
KUKAmanroland
MT AerospacePremium AEROTEC
Diehl Aircabin
EADSEurocopterQuickstep
p
Industrie
Forschung Karte: Google Maps
© Fraunhofer ICT
p
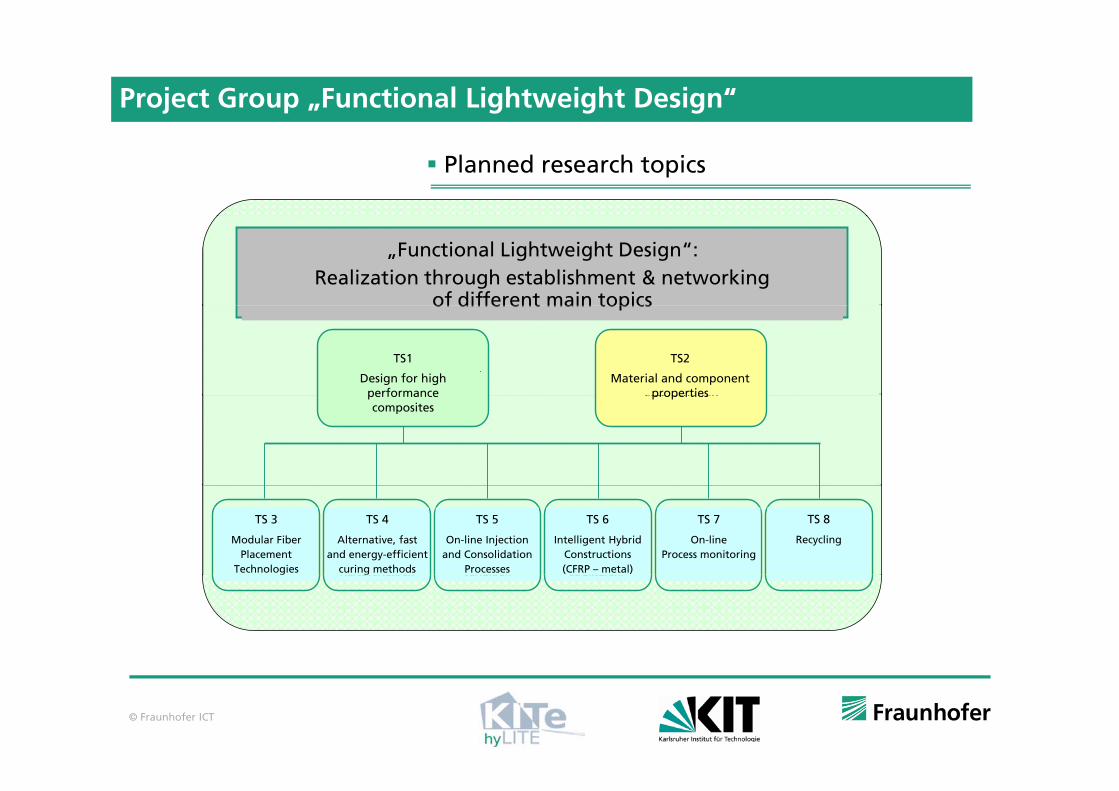
Project Group „Functional Lightweight Design“
Planned research topics
„Funktionsintegrierter Leichtbau“:Realisierung durch den Aufbau & Vernetzung verschiedener
Themenschwerpunkte
„Functional Lightweight Design“:Realization through establishment & networking
of different main topicsp
TS 1Bauweisen für Hochleistungs-
faserverbundwerkstoffe
TS 2Werkstoff- und Bauteil-
eigenschaften
of different main topics
TS1
Design for highperformance
TS2
Material and componentpropertieseigenschaftenperformance
composites properties
TS 3Modulare Fibre
Placement-Technologien
TS 4Alternative, schnelle
und energie-effiziente
Härteverfahren
TS 5On-line Injektions-
undKonsolidierungs-
verfahren
TS 6Intelligente Misch-
bauweisen(CFK-Metallhybrid-
strukturen)
TS 7On-line
Prozessmonitoring
TS 8Recycling
TS 3
Modular FiberPlacement
Technologies
TS 4
Alternative, fastand energy-efficient
curing methods
TS 5
On-line Injectionand Consolidation
Processes
TS 6
Intelligent HybridConstructions(CFRP – metal)
TS 7
On-lineProcess monitoring
TS 8
Recycling
Härteverfahren verfahren strukturen)
© Fraunhofer ICT
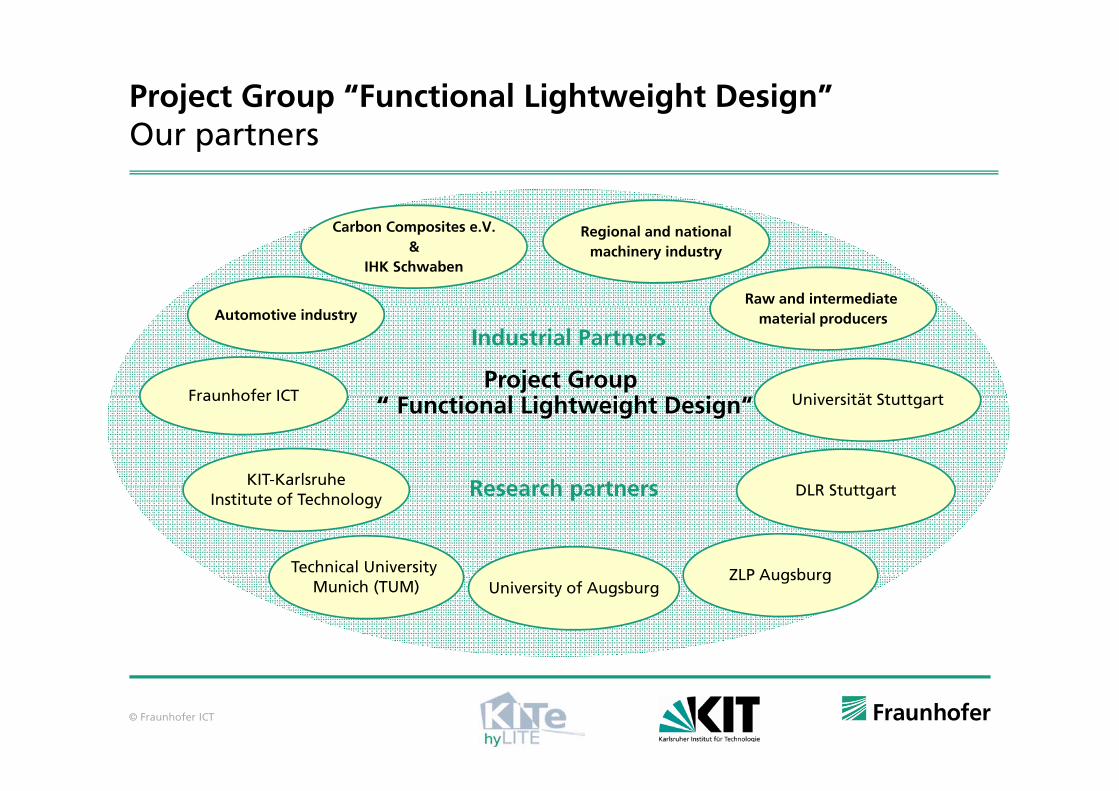
Project Group “Functional Lightweight Design”O tOur partners
Carbon Composites e.V.&
IHK Schwaben
Regional and nationalmachinery industry
Raw and intermediate
Project Groupl h hFraunhofer ICT
Automotive industry material producers
Industrial Partners
U i ität St tt t“ Functional Lightweight Design“Fraunhofer ICT
KIT-Karlsruhe Research partners
Universität Stuttgart
DLR St tt t
Technical University
Institute of Technology Research partners DLR Stuttgart
ZLP AugsburgUniversity of Augsburg
yMunich (TUM)
ZLP Augsburg
© Fraunhofer ICT

Project Group “Functional Lightweight Design”O tOur partners
a u ner an
n
er
enat
o B
ezer
ra
azi
hat
zig
eorg
iou
ob
ert
Gra
up
n
nd
rea
Ho
hm
a
Ach
im D
anko
Mat
thia
s H
eid
l
Re La C Ro
AnA M
Prof. Dr.-Ing. Klaus Drechsler
Prof. Dr.-Ing. Frank Henning
eira
da
eho
rsch
mit
t
ner
ing
An
a N
og
ue
Silv
a
Rei
nh
ard
Se
Stef
an S
chm
Hei
ke W
ag
Jutt
a W
eih
i
© Fraunhofer ICT

Project Group “Functional Lightweight Design”F h f b ildi k fiFraunhofer new building: key figures
Number of employees (projection 2013) approx. 50 – 55
Technical area for large machinery: approx. 750 m²
Laboratory area: approx. 600 m²
Storage area: approx. 350 m²
Office area / other: approx 860 m²Office area / other: approx. 860 m²
© Fraunhofer ICT
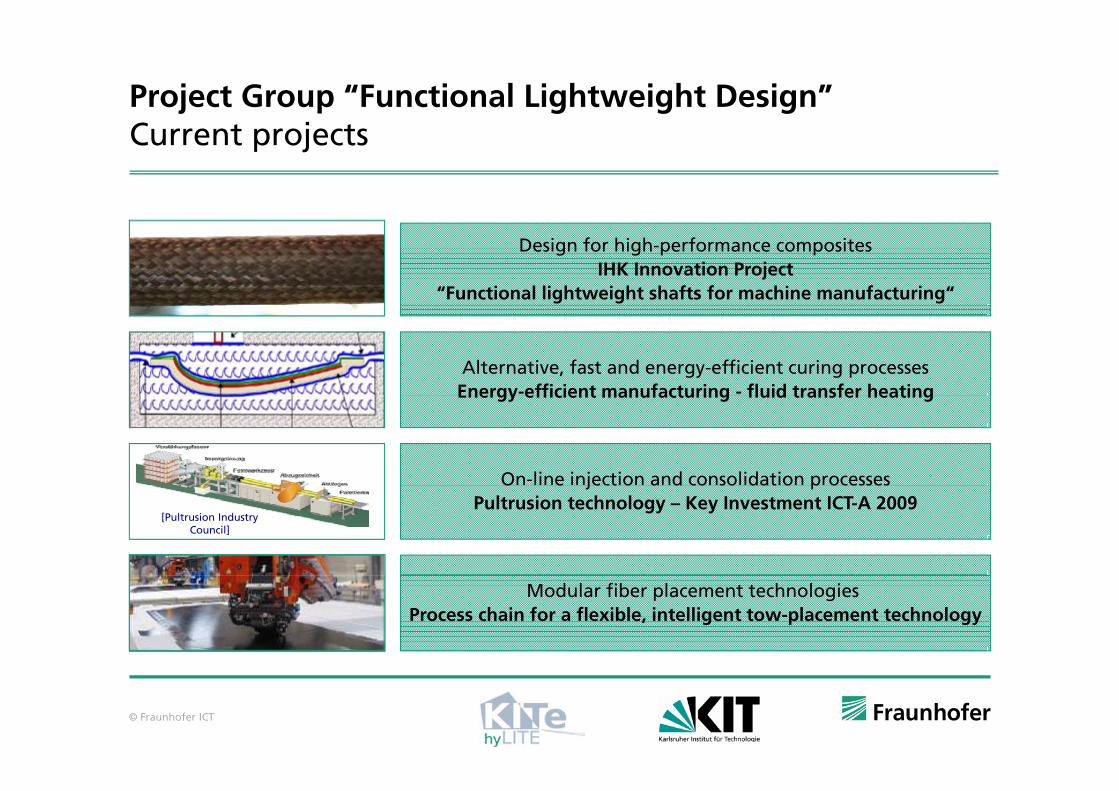
Project Group “Functional Lightweight Design”C t j tCurrent projects
Design for high-performance compositesIHK Innovation Project
“Functional lightweight shafts for machine manufacturing“
Alternative, fast and energy-efficient curing processesEnergy-efficient manufacturing fluid transfer heatingEnergy efficient manufacturing fluid transfer heating
On-line injection and consolidation processesO e ject o a d co so dat o p ocessesPultrusion technology – Key Investment ICT-A 2009
[Pultrusion Industry Council]
Modular fiber placement technologiesProcess chain for a flexible, intelligent tow-placement technology
© Fraunhofer ICT

Pultrusion
High continuous fiber content, production of high-performance
it ibl
1. Guiding & preforming of reinforcing materials (glass and/or carbon, mats
d f b i l ibl ) di composites possible
High productivity, low operational costs
and fabrics are also possible) according to profile shape
2. Impregnation with resin (polyester, vinyl ester epoxy polyurethane)Suitable for production of non-
complex profiles
vinyl ester, epoxy, polyurethane)
3. Pulling through heated forming die, where the matrix cures
l h f f l
Roving Rack
Mat / veil support stand
Guiding plates Pendant control
4. Cutting-to-length of profile
Pultrusion DiePulling Unit Cut-off Saw
Resin Bath
© Fraunhofer ICT
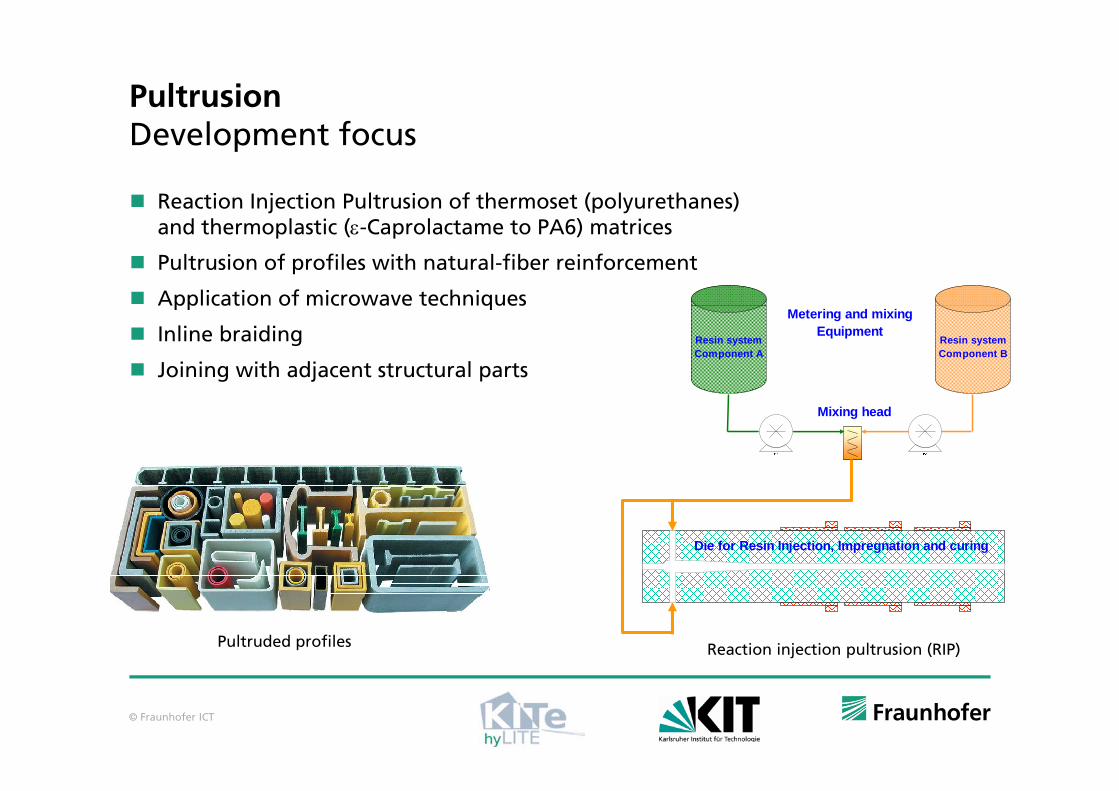
PultrusionD l t fDevelopment focus
Reaction Injection Pultrusion of thermoset (polyurethanes) and thermoplastic (ε-Caprolactame to PA6) matrices
Pultrusion of profiles with natural-fiber reinforcement
Application of microwave techniquespp q
Inline braiding
Joining with adjacent structural parts
Metering and mixingEquipment
Resin system Component B
Resin system Component A
Mixing head
Die for Resin Injection, Impregnation and curing
Pultruded profiles Reaction injection pultrusion (RIP)
© Fraunhofer ICT

Advanced ATL - Fiberforge Manufacturing Process
1. High-speed layup of thermoplastic prepreg bands by the Relay Station™ Station → 2D multilayer semi-finished part
2. Consolidation of the 2D semi-finished part
3. Warming of part and subsequent
4. Thermoforming process
5 Finishing: cutting painting etc5. Finishing: cutting, painting, etc.
→ High level of automationCycle time (steps 1 - 4): approx. 3 min
Applications
Helmets, seat shells, spare wheel housing, bicycle frames, truck cover panels
© Fraunhofer ICT

AFP – Automated fiber placement
Robot-based machine
Small-sized compact deposition Small sized, compact deposition head
Flexible capabilities
Processing of diverse materials (glass and carbon fibers)
Processing of prepregs and Processing of prepregs and powdered tows or binder yarns
Deposition on sandwich core materialsmaterials
→ Highly complex 3D geometries feasible
Above: Fiber-placement machine from Coriolis;
Below: Typical fiber-placement part
© Fraunhofer ICT

Summary
Strategy
Providing and developing advanced composite technologies with a focus on medium and large scale production suitable for the Automotive industry
MaterialsPhysical Modification of Polymers
and large scale production suitable for the Automotive industry
y yChemical Modification of PolymersCombination of suitable competitive materialsTailoring of materialsg
ProductionHighly automated composite technologiesProcess optimizationProcess optimizationIntegrated process controlling and on-line process monitoring
MethodsM t i l h t i ti d d l t f t i l d l f i l tiMaterial characterization and development of material models for simulationMaterial and production simulation CAE/CAxPart design and structure simulation
© Fraunhofer ICT