the bleaching of pulp, 5 edition by:peter w. hart alan w ... · one-stage design 2.7.2. two-stage...
TRANSCRIPT

The Bleaching of Pulp, 5th Edition
By:Peter W. Hart Alan W. Rudie

Copyright© 2012 by
TAPPI PRESS 15 Technology Parkway South Norcross, GA 30092 U.S.A. www.tappi.org All rights reserved The Association assumes no liability or responsibility in connection with the use of this information or data, including, but not limited to, any liability or responsibility under patent, copyright, or trade secret laws. The user is responsible for determining that this document is the most recent edition published. To obtain copyright permission to photocopy pages from this publication for internal or personal use, contact Copyright Clearance Center, Inc. (CCC) via their website at www.copyright.com. If you have questions about the copyright permission request process, please contact CCC by phone at +1-978-750-8400. To obtain copyright permission to use excerpts from this publication in another published work, send your specific request in writing to TAPPI PRESS, 15 Technology Parkway South, Norcross, GA 30092 or by fax to +1-770-446-6947. ISBN: 978-1-59510-207-2 TAPPI PRESS Order Number: 0101R331 Printed in the United States of America

Table of Contents i. Authors List ii. Table of Contents 1. Introduction 1.1 Previous Pulp Bleaching Books 1.2. Current Pulp Bleaching Book 1.3. Organization of the Current Book 1.4. References Cited 2. Oxygen Delignification 2.1. Introduction 2.1.1. Comparison of Oxygen to Other Bleaching Agents 2.1.2. Advantages and Disadvantages of Oxygen Delignification 2.2. Chemistry of Oxygen Delignification
2.2.1. Lignin Reactions 2.2.2. Carbohydrate Reactions 2.3. Kinetics of Oxygen Delignification
2.3.1. Kinetic Rate Equations 2.3.1.1. Initial Kappa Number 2.3.1.2. Alkali Charge, Temperature and Oxygen Partial Pressure 2.3.1.3. Rate Equations 2.3.2. Carbohydrate Selectivity 2.4. Mass Transfer Effects
2.4.1. Oxygen Solubility 2.4.2. Liquid Phase Mass Transfer Coefficients for Mixers 2.4.3. Mass Transfer Coefficient in Retention Towers
2.5. Carry-over of Dissolved Solids 2.6. Control of Transition Metals
2.6.1. Addition of Magnesium Ion 2.6.2. Use of Chelating Agents
2.7. Commercial Medium Consistency Oxygen Delignification Systems 2.7.1. One-Stage Design 2.7.2. Two-Stage Designs 2.7.2.1. OxyTracTM Systems 2.7.2.2. GL&V System 2.7.3. Reductions in Kappa Number 2.8. Pulp Quality

2.9. Emission of Volatile Organic Compounds 2.10. Acknowledgments 2.11. References Cited 3. Chlorine Dioxide as a Delignifying Agent 3.1. Introduction 3.2. Delignification Chemistry 3.3. Standard D0 Stage Conditions
3.3.1. Furnish and Effect of Cooking Conditions 3.3.2. Chemical Charge 3.3.3. pH 3.3.4. Time and Temperature 3.3.5. Consistency 3.3.6. Carryover from Brownstock Washing 3.4. Pulp Quality - Viscosity and Strength 3.5. Summary 3.6. Acknowledgements
3.7. References Cited 4. Extraction and Oxidative Extraction 4.1. Introduction 4.2. General Overview of Alkaline Extraction 4.3. Extraction Delignification Process Variables for ECF Sequences 4.3.1. Chlorine Dioxide Delignification (D0) Chemical Charge 4.3.2. Caustic Charge and pH 4.3.3. Oxygen and Peroxide Reinforcement 4.3.4. Reaction Temperature 4.3.5. Retention Time 4.3.6. Consistency 4.3.7. Carryover 4.4. Extraction Delignification for TCF Sequences 4.5. Pulp Quality 4.6. Alternative Alkali Sources for Extraction 4.7. Second Extraction Stage 4.8. References Cited 5. The Hot Acid Stage for Hexenuronic Acid Removal 5.1. Hexenuronic Acids
5.1.1. Introduction 5.1.2. Formation and degradation during alkaline cooking
5.1.2.1. Effect of wood 4-O-methyl-α-D-glucuronic acid content

5.1.2.2. Effect of cooking technology 5.1.2.3. Effect of cooking conditions 5.1.2.4. Effect of delignification degree
5.1.3. Quantification in alkaline pulps 5.1.4. Impact on oxygen delignification
5.2. The Hot Acid Stage (A-stage) 5.2.1. Introduction 5.2.2. Chemistry 5.2.3. Kinetics 5.2.4. Effect of reaction time/temperature and pH 5.2.5. Effect on pulp constituents, yield and viscosity 5.2.7. Effect on pulp strength properties 5.2.8. Effect on pulp brightness stability 5.2.9. Effect on effluent load and treatability 5.2.10. Alternate methods for HexA removal
5.3. Hot acid stage technologies 5.3.1. Standalone A-stage 5.3.2. A/D technology 5.3.3. D/A technology 5.3.4. A/D versus D/A technologies
5.4. Industrial bleaching sequences with an A-stage 5.5. Acknowledgements
5.6. References Cited 6. The Use of Enzymes in Pulp Bleaching 6.1. The Use of Enzymes in Pulp Bleaching 6.1.1. Introduction 6.1.2. Enzyme types 6.1.3. Enzyme impacts upon mill operations and pulp yield 6.2. Application Criteria 6.2.1. Introduction 6.2.2. Temperature control 6.2.3. pH Control
6.2.3.1. General concerns 6.2.3.2. Use of mineral acids for pH control
6.2.3.3. Determining Acid demand 6.2.3.4. pH drift
6.2.3.5. Use of carbon dioxide for pH control 6.2.4. Mixing 6.2.4.1. Mixing Challenges 6.2.4.2. Determining mixing efficiency 6.2.4.3. Demonstration of mixing using showers on a washer 6.2.4.3. Mixing summary. 6.2.5. Retention time 6.2.5.1. Impact of time
6.2.5.2. Channeling 6.2.6. Application summary. 6.3. Converting Enzyme Performance to Benefits 6.3.1. Mill specific options 6.3.2. Change in fiber bleachability 6.3.3. Yield considerations 6.3.4. Economics 6.4. References Cited 7. Mineral Scale Management 7.1 Introduction
7.1.1 Trace Metals in Wood and Pulping 7.1.2 Generalized behavior of metals 7.1.3 Calcium 7.1.4 Oxalic Acid 7.1.5 Barium
7.2 Chemical Fundamentals 7.2.1 Acid and Base Equilibria 7.2.2 Precipitation Equilibria (Solubility Product) 7.2.3 Ion Activity 7.2.4 Supersaturation
7.3 Case Studies: 7.3.1 Digester (White Liquor) Chip Strainer 7.3.2 Lime Scale on Extraction stage washer 7.3.3 Barite scale in D0 7.3.4 Oxalate scale on D0 washer 7.3.5 Oxalate scale in an Extraction stage mixer 7.3.6 Barite scale in D0
7.4 Calculating the Trace Metals Partition in a Mill Environment 7.4.1 Ion Exchange using Solution State Equilibrium theory 7.4.2 Donnan Theory 7.4.3 Selectivity Coefficient Approach 7.4.4 Fundamental Approaches 7.4.5 Calculating soluble calcium
7.5 Summary 7.6 References Cited 8. Chlorine Dioxide as a Brightening Agent 8.1. Introduction 8.2. D Stage Conditions
8.2.1. Chemical Charge 8.2.2. Residual chlorine dioxide 8.2.3. pH 8.2.4. Time and Temperature 8.2.5. D Stage Consistency
8.2.6. Carryover to D Stages 8.3. Summary 8.4. Acknowledgements 8.5. References Cited 9. Ozone Delignification 9.1. Introduction 9.2. Fundamental Aspects of Ozone Bleaching
9.2.1 Ozone reactions with lignin and cellulose 9.2.2 Expression of ozone reactivity, effectiveness and selectivity
9.3. Process Conditions 9.3.1 Mass transfer of ozone to liquid phase 9.3.2 Pulp consistency 9.3.3 Ozone Charge 9.3.4 Effect of pH 9.3.5 Time 9.3.6 Temperature 9.3.7 Additives 9.3.8 Metal ions 9.3.9 Dissolved organic matter 9.3.10 Pulp processing before ozone stage. 9.3.11 Alkaline extraction after ozone stages
9.4. Role of Ozone in a Bleaching Sequence 9.4.1 Ozone delignification as a replacement for chlorination 9.4.2 Placement of ozone in a bleaching sequence
9.5. Process Equipment 9.5.1 High-Consistency Ozonation 9.5.2 Medium-Consistency Ozonation 9.5.3 Low-Consistency Ozonation 9.5.4 Materials of Construction
9.6. Environmental Considerations 9.7. References Cited 10. Peroxide Bleaching 10.1. Introduction 10.2. General Overview of Peroxide Bleaching 10.3. Factors Affecting Peroxide Bleaching 10.3.1. Peroxide Charge 10.3.2. Caustic Charge and pH 10.3.4. Consistency 10.3.5. Mitigation of Peroxide Decomposition by Transitional Metal Ions 10.3.6. Washer Carryover 10.4. Pulp Viscosity, Strength and Particle Removal
10.5. Brightness Stability 10.6. Peroxide in Bleaching Sequences 10.6.1. ECF 10.6.2. ECF-Light 10.6.3. TCF 10.6.4 Post Bleaching in High Density Storage 10.7. Peroxide Catalysts and Activators
10.8. Peroxy Acids 10.9. Summary 10.10. References Cited
11. Dirt and Shive Management 11.1. Introduction
11.1.1. Types of Dirt 11.2. Dirt and Shive Reduction – Case Studies
11.2.1. Slotted Screens 11.2.2. Oxygen Delignification 11.2.3. Post Bleaching Screens
11.3. Dirt and Shive Measurement 11.3.1. Shives and Large Particles 11.3.2. Dirt measurement
11.4. Bleaching of Dirt and Shives 11.4.1. Oxygen 11.4.2. Chlorine Dioxide 11.4.3. Mixing 11.4.4. Alkaline Extraction 11.4.5. Peroxide 11.4.6. Ozone 11.4.7. Enzymes 11.5. Summary 11.6. References Cited 12. Multi-Stage Bleach Plant Modeling and Optimization 12.1. Introduction 12.2. General Overview of Bleach Sequence 12.3. Modeling of Bleach Sequences 12.4. Kinetic Modeling of Bleach Sequences 12.4.1. Modeling Chlorine Dioxide Delignification (D0) 12.4.2. Modeling Caustic Extraction Delignification with Oxidant
Reinforcement 12.4.3. Modeling Chlorine Dioxide Brightening (D1 and D2) 12.4.4. Modeling Dispersion in Bleaching Towers

12.4.5. Modeling Bleach Effluent Characteristics 12.5. Steady-State Modeling of Bleach Sequences 12.5.1. Steady-State Models for D1 and D2 12.5.2. Steady-State Models for D0 and Extraction ((EO), (EP) or (EOP)) 12.6. Optimization of Bleach Sequences Based on Models 12.6.1. Optimum Chlorine Dioxide Load Sharing between D1 and D2 12.6.2. Optimum Chlorine Dioxide Load Sharing between Delignification
and Brightening 12.6.2.1. Softwood Pulp
12.6.2.2. Hardwood Pulp 12.6.3. Optimization Involving Oxidative Extraction Variables and Chlorine
Dioxide Usage 12.6.3.1. Softwood Pulp 12.6.3.2. Hardwood Pulp 12.7. Impacts of Washer Carry-Over 12.8. Impact of Kraft Pulping Conditions on Bleaching 12.9. Other Factors Impacting Bleaching Optimization 12.10. Summary 12.11. References Cited 13. Metso Paper – Chemical and Mechanical Pulp Bleaching Solutions 13.1. Introduction 13.2. Pulp Production
13.2.1. Wood/Chip Handling 13.2.2. Cooking 13.2.3. Deknotting, Screening and Washing
13.3. Bleach Plant Design 13.3.1. Pumping 13.3.2. Mixing 13.3.3. Reaction 13.3.4. Reactor/ Tower Tank Equipment
13.3.4.1. Reactor Inlet Distribution 13.3.4.2. Tower Dischargers 13.3.4.3. Reactor Blow Tank or Blow Tube
13.3.5. Reactor / Tower / Stock Tank Design 13.3.5.1. Pressurized Towers 13.3.5.2. Atmospheric Towers
13.3.6. Washing 13.3.6.1. TwinRoll Evolution Wash Press 13.3.6.2. The W-Press
13.4. Oxygen Delignification 13.5. Chlorine Dioxide Bleaching
13.6. Extraction 13.7. Peroxide Bleaching
13.7.1. (PO)-bleaching 13.7.2. P-Bleaching
13.8. Ozone Bleaching - The ZeTrac™ 13.9. Other Bleaching Methods
13.9.1. Q-stage 13.9.2. Peracid Bleaching 13.9.2. Enzyme Treatment
13.10. Bleaching Sequences 13.10.1. ECF Light Bleaching 13.10.2. TCF Bleaching
13.11. Bleach Plant Closure 13.12. Mechanical Pulp Bleaching
13.12.1. Introduction 13.12.2. Bleach Plant Equipment
13.12.2.1. TwinRollTM Press 13.12.2.2. TwinWire Press 13.12.2.3. RotomixerTM
13.12.3. Overall System Design 14. Andritz Bleaching Technology for Chemical and
Mechanical Pulps 14.1. Chemical pulp bleaching
14.1.1. Background 14.1.2. Chemical Pulp Bleaching sequences 14.1.3. MC equipment in bleaching
14.1.3.1. Andritz MC pump 14.1.3.2. AC chemical mixer 14.1.3.3. AZ Chemical mixer 14.1.3.4. Other MC equipment with mixing 14.1.3.5. ARF and ARD Flow Discharger 14.1.3.6. ATS-MC and ATS-LC top scrapers 14.1.3.7. ADS Discharge Scraper
14.1.4. Reactor and tower technology 14.1.4.1. Pressurized towers 14.1.4.2. Atmospheric towers
14.1.5. Washing technology in bleaching 14.1.5.1. GasFree filter (GF filter) 14.1.5.2. Drum Displacer washer (DD washer) 14.1.5.3. Andritz Wash Press (AWP, AWP-D)
14.1.6. Bleaching stage technology 14.1.6.1. Alkaline bleaching stages 14.1.6.2. Two-stage oxygen

14.1.6.3. Oxygen stage and screenroom 14.1.6.4. Acidic bleaching stages 14.1.6.5. Hexenuronic acid hydrolysis
14.2. Mechanical Pulp Bleaching and Washing 14.2.1. Introduction 14.2.2. Main components 14.2.3. Dewatering of mechanical pulp
14.2.3.1. Dewatering and washing prior to the HC- bleach tower 14.2.3.2. Washing after bleaching
14.2.4. Dewatering equipment 14.2.4.1. Comparison of dewatering machines 14.2.4.2. Twin Wire Press 14.2.4.3. Screw press
14.2.5. High-Consistency Mixer 14.2.6. Bleach towers
14.2.6.1. HC-Tower discharge system 14.2.6.2. MC/LC-Tower discharge system
14.3. References Cited 15. GL&V Modern Bleach Plant Design and Operation 15.1. INTRODUCTION 15.2. PROCESS SELECTION 15.3. Modern ECF Bleach Plant Design and Equipment 15.3.1. Bleach Plant Process Design 15.3.2. DUALOX Oxygen Delignification 15.3.2.1. Introduction and Chemistry 15.3.2.2. Physical Arrangement 15.3.3. Pulp Washing 15.3.4. Pumping and Mixing 15.3.4.1. Medium Consistency pumping 15.3.4.2. Chemical Mixing 15.3.5. Bleaching 15.3.5.1. Introduction and Chemistry 15.3.5.2. First Stage Chlorine Dioxide Bleaching 15.3.5.3. Second Stage Oxidative Extraction 15.3.5.4. Wash Water and Filtrate Recirculation 15.3.6. Plant Design 15.4. Alternative Bleaching Sequences 15.5. References Cited

16. Instrumentation - Bleaching sensors and control 16.1. Introduction 16.2. Sensors
16.2.1. Flow meters 16.2.1.1. Magnetic Flow Meter 16.2.1.2. Vortex Flow Meter 16.2.1.3. Differential pressure type meters 16.2.1.4. Coriolis Mass Flow and Density Meters 16.2.1.5. Thermal Type Flow Meters 16.2.1.6. Doppler Flow Meter 16.2.1.7. Time of Flight Ultrasonic flow meter 16.2.1.8. Sonar Flow Meter 16.2.1.9. Turbine Flow Meters 16.2.1.10. Positive Displacement Flow Meter
16.2.2. Consistency meters 16.2.2.1. Blade Type 16.2.2.2. Rotary Type 16.2.2.3. Optical Consistency Meter 16.2.2.4. Microwave Consistency Meter
16.2.3. Brightness meters 16.2.3.1. Lab Brightness Meters 16.2.3.2.On-line Brightness Analyzers 16.2.3.3.In-line Brightness meters
16.2.4. Residual chemical meters 16.2.4.1. Polarographic meter 16.2.4.2. Oxidation-Reduction Potential Meter
16.2.5. Colorimeters 16.2.6. Spectrometers 16.2.7. pH meters 16.2.8. Kappa analyzers 16.2.9. Level sensors
16.2.9.1. Differential pressure meter 16.2.9.2. Radar and microwave level sensors 16.2.9.3. Ultrasonic and sonic level meters 16.2.9.4. Radio Frequency level meters
16.2.10. Temperature sensors 16.2.10.1. Thermocouples 16.2.10.2. Thermistors 16.2.10.3. Resistance Temperature Detectors 16.2.10.4. Temperature Probes
16.2.11. Conductivity sensors 16.3. Control strategies common to most bleaching stages
16.3.1. Consistency control 16.3.2. Fibre mass flow rate measurement and control 16.3.3. Chemical % applied control 16.3.4. Temperature control

16.3.5. pH control 16.3.6. Level control 16.3.7. Vacuum Washer controls
16.3.7.1. Shower Flow Controller(s) 16.3.7.2. Vat Level Controller 16.3.7.3. Drum Speed Controller-Dilution 16.3.7.4. Drum Speed Controller-Defoamer 16.3.7.5. Seal Tank Foam Probe
16.4. Control strategies by stage 16.4.1. D0 stage ClO2 control 16.4.2. E stage caustic control 16.4.3. D1 and D2 stage control
16.5. Bringing it all together 16.6. References Cited
17. Brightening of High-yield Pulps 17.1 Introduction to Brightening Technology 17.2. Principles of Hydrogen Peroxide Brightening
17.2.1. Wood Chemistry 17.2.2. Alkalinity 17.2.3. Sodium Silicate 17.2.4. Organic Stabilizers 17.2.5. Chelant Pretreatment 17.2.6. Magnesium Sulphate 17.2.7. Post-Brightening Neutralization 17.2.8. Temperature/Retention Time 17.2.9. Consistency Effects 17.2.10. Wood Species Effects 17.2.11. Pulp Type Effects
17.3. Mechanics of Peroxide Brightening 17.3.1. Single Tower 17.3.1.1. Single Tower Variations 17.3.1.2. Other Single Stage Tower Considerations 17.3.2. Two-Stage Sequences 17.3.3. Interstage Treatment 17.3.4. Post-Brightening Washing 17.3.5. Refiner Brightening 17.3.6. Steep or Flash Drier Brightening 17.3.7. Multi-Stage Sequences
17.4. Alkaline Peroxide for Strength Improvement and Energy Reduction
17.4.1. Primary Line Treatment 17.4.2. Rejects Treatment
17.5. Principles of Sodium Hydrosulfite Brightening 17.5.1. Wood Chemistry 17.5.2. pH Effects 17.5.3. Temperature/Retention Time

17.5.4. Consistency Effects 17.5.5. Effects of Sequestrants 17.5.6. Effect of Wood Species
17.6. Mechanics of Sodium Hydrosulfite Brightening 17.7. Storage / Handling of Chemicals
17.7.1. Hydrogen Peroxide 17.7.2. Sodium Hydrosulfite
17.8. Additional Oxidizing/Reducing Agents 17.9. Conclusions 17.10. References Cited 18. Brightness: Basic Principles and Measurement 18.1. Introduction 18.2. History
18.2.1 Original Design 18.2.2 A newer Instrument design
18.3. Whiteness 18.4. Optical additives
18.4.1 Dyes and Fluorescent whitening agents 18.4.2 Fillers and Pigments
18.5. Brightness in the Industry 18.5.1 Brightness in Bleaching 18.5.2 Brightness in the Product
18.6 Measurement 18.6.1 Calibration 18.6.2 Measurement
18.7 Summary 18.8. References Cited 19. Pulp Bleaching and the Environment
19.1. Overview - Environmental Aspects of Pulp Bleaching 19.2. Effluent Characteristics and Composition
19.2.1. Effluent Characteristics 19.2.2. Monitoring and Testing of Bleach Plant and Mill Effluents 19.2.3. Environmental Performance at Today’s Bleached Mills
19.3. Assessing the Potential Effects of Pulping and Bleaching Operations on the Aquatic Environment
19.3.1. Introduction 19.3.1.1 Lack of uniqueness of effluent biological responses from mills
practicing pulp bleaching 19.3.1.2 Lack of relevance of biomarker responses to measureable
environmental effects 19.3.1.3 Inconclusive results of limited field studies of pulp mill effluent

effects 19.3.2. Interpreting important findings from recent studies
19.3.2.1 Study structure 19.3.2.2 Judging the relevance of literature reports 19.3.2.3 Studies addressing fish reproduction
19.3.2.4 Mosquitofish studies 19.3.3. Long-term field assessments of pulp mill effluent effects
19.3.3.1 Background 19.3.3.2 Canadian environmental effects monitoring program 19.3.3.3 US long-term receiving water study
19.3.4. Conclusion 19.4. Bleach Plant Air Emissions
19.4.1. Introduction 19.4.2. Oxygen Delignification Emissions 19.4.3. Bleach Plant Emissions
19.4.3.1 Chlorine and Chlorine Dioxide Emissions 19.4.3.2 Ozone emissions 19.4.3.3. Organic Compound Emissions 19.4.3.4 Other organic compounds
19.4.4. Control of Chlorine and Chlorine Dioxide from Bleach Plants 19.4.4.1 Scrubbing media used in chlorine and chlorine dioxide scrubbers 19.4.4.2 Scrubber process control parameters and monitoring
19.5. Environmental Regulations 19.5.1. Introduction 19.5.2. Canadian Regulations
19.5.2.1. Fisheries act 19.5.2.2 Canadian Environmental Protection Act (CEPA)
19.5.3. United States Regulations – Water Discharges 19.5.3.1 Introduction 19.5.3.2 Water quality-based permit limits 19.5.3.3 Current technology-based limitations guidelines for wastewaters 19.5.3.4. Effects Monitoring
19.5.4. United States Regulations – Air Emissions 19.5.4.1 Introduction 19.5.4.2. Technology-based regulations for emissions to air from
bleached pulp mills 19.5.5. Other Regulations That Apply to Bleach Plants
19.5.5.1 Chlorine Dioxide Generating Systems 19.5.5.2 Annual chemical release reporting requirements 19.5.5.3 Risk Management Plans
19.6. List of Abbreviations and Acronyms
19.7. References Cited 20. Safe Storage and Handling of Bleaching Chemicals
20.1 Introduction 20.2 Chlorine Dioxide (ClO2)
20.2.1 Definition and Properties 20.2.2 Health and Safety Hazards
20.2.2.1 Major Hazards 20.2.2.2 Eye 20.2.2.3 Skin 20.2.2.4 Inhalation 20.2.2.5 Ingestion 20.2.2.6 Chronic Effects 20.2.2.7 Fire and Explosion 20.2.2.8 Other Hazards
20.2.3 Warning Properties 20.2.4 Personal Protective Equipment 20.2.5 Safety Equipment 20.2.6 Handling Spills and Leaks 20.2.7 Housekeeping and Routine Maintenance 20.2.8 Unloading Considerations 20.2.9 Design Considerations for Storage and Handling
20.2.9.1 General 20.2.9.2 Location 20.2.9.3 Storage Tanks 20.2.9.4 Containment 20.2.9.5 Lubricants 20.2.9.6 Chlorine Dioxide Generators 20.2.9.7 Materials of Construction
20.3 Hydrogen Peroxide (H2O2) 20.3.1 Definition and Properties 20.3.2 Health and Safety Hazards
20.3.2.1 Major Hazards 20.3.2.2 Eye 20.3.2.3 Skin 20.3.2.4 Inhalation 20.3.2.5 Ingestion 20.3.2.6 Chronic Effects 20.3.2.7 Fire and Explosion 20.3.2.8 Other Hazards 20.3.2.9 Hazard Classifications
20.3.3 Warning Properties 20.3.4 Personal Protective Equipment 20.3.5 Safety Equipment 20.3.6 Handling Spills and Leaks 20.3.7 Housekeeping and Routine Maintenance 20.3.8 Unloading Considerations 20.3.9 Design Considerations for Storage and Handling
20.3.9.1 General 20.3.9.2 Location 20.3.9.3 Storage Tanks 20.3.9.4 Insulation 20.3.9.5 Containment

20.3.9.6 Pumps 20.3.9.7 Lubricants 20.3.9.8 Piping 20.3.9.9 Pressure Relief Valves 20.3.9.10 Materials of Construction
20.4 Oxygen (O2) 20.4.1 Definition and Properties 20.4.2 Health and Safety Hazards
20.4.2.1 Major Hazards 20.4.2.2 Eye 20.4.2.3 Skin 20.4.2.4 Inhalation 20.4.2.5 Ingestion 20.4.2.6 Chronic Effects 20.4.2.7 Fire and Explosion 20.4.2.8 Other Hazards
20.4.3 Warning Properties 20.4.4 Personal Protective Equipment 20.4.5 Safety Equipment 20.4.6 Handling Spills and Leaks 20.4.7 Housekeeping and Routine Maintenance 20.4.8 Unloading Considerations 20.4.9 Design Considerations for Storage and Handling
20.4.9.1 General 20.4.9.2 Location 20.4.9.3 Storage Tanks 20.4.9.4 Containment 20.4.9.5 Piping 20.4.9.6 Lubricants 20.4.9.7 Materials of Construction
20.5 Sodium Chlorate (NaClO3) 20.5.1 Definition and Properties 20.5.2 Health and Safety Hazards of Sodium Chlorate
20.5.2.1 Major Hazards 20.5.2.2 Eye 20.5.2.3 Skin 20.5.2.4 Inhalation (of Dust or Mist) 20.5.2.5 Ingestion 20.5.2.6 Chronic Effects 20.5.2.7 Fire and Explosion 20.5.2.8 Other Hazards
20.5.3 Warning Properties 20.5.4 Personal Protective Equipment 20.5.5 Safety Equipment 20.5.6 Handling Spills and Leaks 20.5.7 Housekeeping and Routine Maintenance 20.5.8 Unloading Considerations 20.5.9 Design Considerations for Storage and Handling
20.5.9.1 General 20.5.9.2 Location

20.5.9.3 Storage Tanks 20.5.9.4 Containment and Sewers 20.5.9.5 Pumps 20.5.9.6 Valves 20.5.9.7 Lubricants 20.5.9.8 Water Heaters 20.5.9.9 Insulation 20.5.9.10 Materials of Construction
20.6 Methanol (CH3OH) 20.6.1 Definition and Properties 20.6.2 Health and Safety Hazards
20.6.2.1 Major Hazards 20.6.2.2 Eye 20.6.2.3 Skin 20.6.2.4 Inhalation 20.6.2.5 Ingestion 20.6.2.6 Chronic Effects 20.6.2.7 Fire and Explosion 20.6.2.8 Other Hazards
20.6.3 Warning Properties 20.6.4 Personal Protective Equipment 20.6.5 Safety Equipment 20.6.6 Handling Spills and Leaks 20.6.7 Housekeeping and Routine Maintenance 20.6.8 Unloading Considerations 20.6.9 Design Considerations for Storage and Handling
20.6.9.1 General 20.6.9.2 Location 20.6.9.3 Storage Tanks 20.6.9.4 Containment 20.6.9.5 Electrical Equipment 20.6.9.6 Static Electricity 20.6.9.7 Piping 20.6.9.8 Materials of Construction
20.7 Sodium Hydroxide (NaOH) 20.7.1 Definition and Properties 20.7.2 Health and Safety Hazards
20.7.2.1 Major Hazards 20.7.2.2 Eye 20.7.2.3 Skin 20.7.2.4 Inhalation 20.7.2.5 Ingestion 20.7.2.6 Chronic Effects 20.7.2.7 Fire and Explosion 20.7.2.8 Other Hazards
20.7.3 Warning Properties 20.7.4 Personal Protective Equipment 20.7.5 Safety Equipment 20.7.6 Handling Spills and Leaks 20.7.7 Housekeeping and Routine Maintenance

20.7.8 Unloading Considerations 20.7.9 Design Considerations for Storage and Handling
20.7.9.1 General 20.7.9.2 Location 20.7.9.3 Storage Tanks 20.7.9.4 Containment 20.7.9.5 Pumps 20.7.9.6 Piping 20.7.9.7 Materials of Construction
20.8 Sulfuric Acid (H2SO4) 20.8.1 Definition and Properties 20.8.2 Health and Safety Hazards
20.8.2.1 Major Hazards 20.8.2.2 Eye 20.8.2.3 Skin 20.8.2.4 Inhalation 20.8.2.5 Ingestion 20.8.2.6 Chronic Effects 20.8.2.7 Fire and Explosion 20.8.2.8 Other Hazards
20.8.3 Warning Properties 20.8.4 Personal Protective Equipment 20.8.5 Safety Equipment 20.8.6 Handling Spills and Leaks 20.8.7 Housekeeping and Routine Maintenance 20.8.8 Unloading Considerations
20.8.8.1. Railcars 20.8.8.2. Tank Trucks
20.8.9 Design Considerations for Storage and Handling 20.8.9.1 General 20.8.9.2 Location 20.8.9.3 Storage Tanks 20.8.9.4 Containment 20.8.9.5 Piping 20.8.9.6 Insulation 20.8.9.7 Flexible Hoses 20.8.9.8 Air Unloading Lines 20.8.9.9 Materials of Construction
20.9 Ozone (O3) 20.9.1 Definition and Properties 20.9.2 Health and Safety Hazards
20.9.2.1 Major Hazards 20.9.2.2 Eye 20.9.2.3 Skin 20.9.2.4 Inhalation 20.9.2.5 Ingestion 20.9.2.6 Chronic Effects 20.9.2.7 Fire and Explosion 20.9.2.8 Other Hazards
20.9.3 Warning Properties

20.9.4 Personal Protective Equipment 20.9.5 Safety Equipment 20.9.6 Handling Spills and Leaks 20.9.7 Housekeeping and Routine Maintenance 20.9.8 Unloading Considerations 20.9.9 Design Considerations for Storage and Handling
20.9.9.1 General 20.9.9.2 Location 20.9.9.3 Storage Tanks 20.9.9.4 Containment 20.9.9.5 Piping systems 20.9.9.6 Lubricants 20.9.9.7 Materials of Construction
20.10 Respirators 20.10.1 Overview 20.10.2 Selecting a Respirator
20.10.2.1 Selecting a Respirator for Emergency Escape 20.10.2.2 Selecting a Respirator for Firefighting in a Hazardous Atmosphere 20.10.2.3 Selecting a Respirator for Emergencies, Unknown Concentrations, or Concentrations Above IDLH 20.10.2.4 Selecting a Respirator for a Hazardous Atmosphere With
Known Concentrations Below IDLH 20.10.3 Respirator Descriptions
20.10.3.1 Cartridge Respirator 20.10.3.2 Full Facepiece Cartridge Respirator 20.10.3.3 Full Facepiece Canister Gas Mask 20.10.3.4 Powered Air Purifying Respirator 20.10.3.5 Full Facepiece Type C Supplied Air Respirator (SAR) 20.10.3.6 Full Facepiece Type C Supplied Air Respirator with Auxiliary
SCBA 20.10.3.7 Self Contained Breathing Apparatus (SCBA)
20.11 Labels and Classifications 20.11.1 Overview 20.11.2 Transportation-Related Categories and Labels
20.11.2.1 UN Numbers 20.11.2.2 DOT and TDG Hazard Classes
20.11.3 Storage and Use-Related Categories and Labels 20.11.3.1 NFPA Ratings 20.11.3.2 WHMIS Classification 20.11.3.3 HCS Labeling 20.11.3.4 HMIS® Labeling 20.11.3.5 American National Standards Institute (ANSI) Labeling
20.11.4 GHS Hazard Class 20.12 Definitions 20.13 Acknowledgements 20.14 References Cited

1
CHAPTER 1
IntroductionALAN W. RUDIE and PETER W. HART
1.1. PREVIOUS PULP BLEACHING BOOKS
The current book, The Bleaching of Pulp, is the fifth in a series of books that has spanned more than 65 years. The first book in this ongo-ing series was published in 1953. The book was a project of the TAP-PI Pulp Purification Committee with Ward D. Harrison (Riegel Paper Corp) assigned to recruit authors and Raymond S. Hatch (Hudson Bay Pulp and Paper) as editor [1]. Hatch wrote four chapters, while Harrison wrote the chapter on chlorine dioxide. Other authors were Alexander Meller (Australian Pulp Manufactures) J.N. Swartz (Howard Smith Pa-per Mills), K.G. Booth (Crown Zellerbach), Simmonds and Kingsbury (FPL), Lamar Moss (Whiting Plover Paper Co), M.W. Phelps (Peter J. Schweitzer Inc.), Beeman and Reichert (Finch Pruyn and DuPont re-spectively), T.A. Pasco (Nekoosa-Edwards Paper Company), and M.G. Lyon (Champion Paper and Fiber). The project was started in 1947 and took six years to complete. It was published as The Bleaching of Pulp: TAPPI Monograph No. 10 [1]. Since that time, new versions of the book have been published as bleaching technology and understanding have changed.
The second edition of Bleaching of Pulp was published in 1963 with
Alan W. Rudie, Supervisory Research Chemist, USDA Forest Products Laboratory, Madison, WI 53726 Peter W. Hart, Manager, New Products, MeadWestvaco Corporation, Atlanta, GA 30309
Copyrighted Material
INTRODUCTION2
E. Howard Rapson as the editor [2]. Well-known chapter authors in-cluded J. A. van den Akker, Carlton Dence, and Howard Rapson. The number of chapter authors from industry was notable: eight from paper companies, five from engineering consultants or suppliers. There were a total of 20 chapters in this book.
The third book in the series, The Bleaching of Pulp, was published in 1973 with Rudra P. Singh as the editor [3]. Of 28 contributors, 14 were from paper companies, and nine were unattached consultants or aca-demics. The remaining five contributors worked for Hewlett-Packard and other supplier companies.
The fourth book in this series changed the name to Pulp Bleaching: Principles and Practice. The editors were Carlton W. Dence and Doug-las W. Reeve [4]. The book was published in 1996. The fourth book diverged from the format and style of the first three books in the series. The 36 chapters were organized under eight major subject headings in an effort to give subjects relating to bleach plant engineering, bleach-ing chemistry, and environmental issues a more distinct identity than in the past. Seven of the chapters were written by the editors. The fourth book stressed the principles undergirding the selection, design, and im-plementation of a successful bleaching operation. In a major departure from past books, 38 of the 58 authors were academicians, research in-stitution employees, or consultants. Only six of the chapters had input from industrial workers. The remaining 14 authors were from supplier companies, with the majority of the supplier contributions coming from DuPont.
1.2. CURRENT PULP BLEACHING BOOK
The current book has reverted to the style of the first three in the se-ries. It aims to provide highly practical information on the current state of industrially applicable pulp bleaching. This book includes direct in-dustry input into 15 of the 20 chapters. In general, the chemistry associ-ated with pulp bleaching has not changed much over the last 20 years or so and therefore has been adequately covered in the fourth book in this series. Notable exceptions to this statement are the impact and un-derstanding of hexenuronic acid (covered in Chapter 5), the application of enzymes, specifically xylanase (Chapter 6), and the impact of non-process elements and scale formation on bleaching equipment, covered in Chapter 7. Both hexenuronic acid and nonprocess elements are now significantly better understood than in earlier years and are therefore
Copyrighted Material

3
covered in detail. Improvements in the understanding of the fundamen-tal chemistry and practical application of various bleaching chemicals are also discussed in the current book. Other bleaching chemicals for which no significant new advances in fundamental understanding have been achieved are reviewed from a practical application standpoint. Some bleaching chemicals covered in the previous books, such as chlo-rine and hypochlorite, have been eliminated from the current book.
Over the last 15 to 20 years since the last bleaching book was pub-lished, the pulp bleaching industry as a whole has tended to be far more application-oriented than research-oriented. Therefore, the current book tends to focus more on the applied aspects of pulp bleaching that have been developed in the last 20 years. An example of such efforts include multistage bleach plant modeling (Chapter 12), which includes efforts to determine optimal operating targets while minimizing bleach-ing costs.
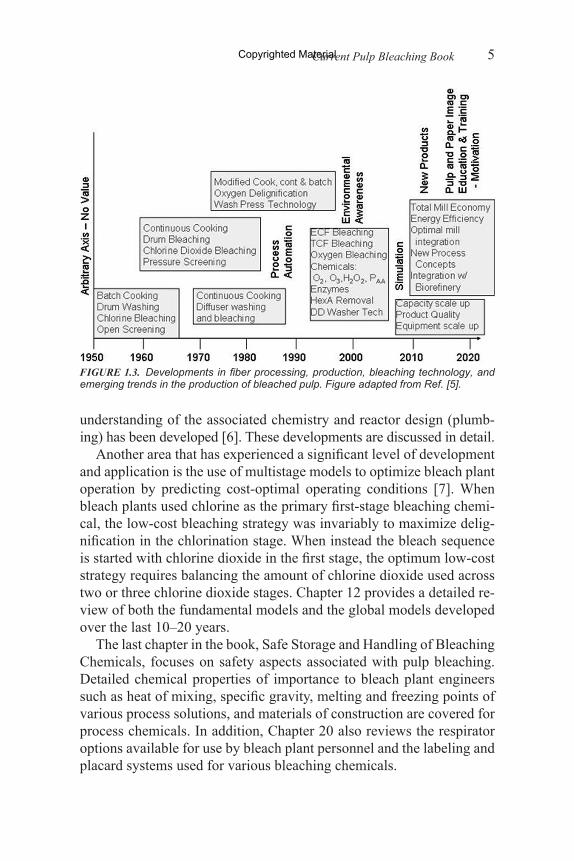
At approximately the time that the last book was published, in 1996, the industry was making the process changes needed to comply with the cluster rules. As part of the cluster rules, the use of elemental chlo-rine and hypochlorite was eliminated. Therefore, the current book no longer contains chapters devoted to these bleaching chemicals. Several bleaching chemicals were evaluated for the production of both elemen-tal-chlorine-free (ECF) pulps and totally-chlorine-free (TCF) pulps. Af-ter a short period of “alphabet soup” bleach sequence exploration, the majority of the industry settled on ECF bleaching, with a small percent-age of the industry opting for a TCF process. Since 1996, equipment and technology suppliers have taken a more holistic approach towards supplying bleaching solutions. Expanded emphasis has been placed on the use of chlorine dioxide, oxygen, and peroxide. Several different bleaching sequences have been used since the advent of ECF processes. Figure 1.1 shows the evolution of several types of bleaching sequences over the last 30 years [5]. Equipment suppliers have also made signifi-cant advances in washing devices (Figure 1.2), which have resulted in improved bleaching processes and designs [5]. Developments in fiber processing, production, and bleaching technology which have resulted in significant bleach plant changes are shown in Figure 1.3 [5].
Initially, the use of 100% chlorine dioxide in the first bleaching stage resulted in severe calcium oxalate scale formation in many mills. Since that time, the fundamentals of scale formation have become well under-stood, and the industry has developed the ability to model and predict the operating conditions which will lead to scale formation. The use of
Current Pulp Bleaching BookCopyrighted Material

INTRODUCTION4
chlorine dioxide at lower than natural pH in the first stage has been ex-tensively studied, and typical application and troubleshooting methods are discussed here.
Since the initiation of the cluster rule, the use of oxygen delignifica-tion and oxygen bleaching has expanded significantly as well. Better
FIGURE 1.1. Evolution of bleaching sequences over the last 40 years. Figure adapted from Ref. [5].
FIGURE 1.2. Bleach plant washer developments from the early 1970s to date. Figure adapted from Ref. [5].
Copyrighted Material
5
understanding of the associated chemistry and reactor design (plumb-ing) has been developed [6]. These developments are discussed in detail.
Another area that has experienced a significant level of development and application is the use of multistage models to optimize bleach plant operation by predicting cost-optimal operating conditions [7]. When bleach plants used chlorine as the primary first-stage bleaching chemi-cal, the low-cost bleaching strategy was invariably to maximize delig-nification in the chlorination stage. When instead the bleach sequence is started with chlorine dioxide in the first stage, the optimum low-cost strategy requires balancing the amount of chlorine dioxide used across two or three chlorine dioxide stages. Chapter 12 provides a detailed re-view of both the fundamental models and the global models developed over the last 10–20 years.
The last chapter in the book, Safe Storage and Handling of Bleaching Chemicals, focuses on safety aspects associated with pulp bleaching. Detailed chemical properties of importance to bleach plant engineers such as heat of mixing, specific gravity, melting and freezing points of various process solutions, and materials of construction are covered for process chemicals. In addition, Chapter 20 also reviews the respirator options available for use by bleach plant personnel and the labeling and placard systems used for various bleaching chemicals.
Current Pulp Bleaching Book
FIGURE 1.3. Developments in fiber processing, production, bleaching technology, and emerging trends in the production of bleached pulp. Figure adapted from Ref. [5].
Copyrighted Material

INTRODUCTION6
In general, the current book has been laid out to be user-friendly and practical. Each chapter has been written in several well-documented subsections to provide immediate access to subject content. Chapters 2, 3, and 4 deal with delignification of chemical pulps. Chapters 5, 6, and 7 cover modifications to traditional bleaching stages and include the use of hot acid treatment, enzymes, and metals management. The next four chapters deal with brightening stages and the removal of dirt and shives. Chapters 12 through 18 cover bleach plant design and control. Chapter 19 reviews the environmental impact of bleaching effluents, and Chapter 20 covers bleach plant safety.
1.3. ORGANIZATION OF THE CURRENT BOOK
One of the hardest tasks in organizing a book of this sort is recruit-ing authors and then getting the willing recruits to follow through with the promised chapters. Dr. Joseph Genco of the University of Maine graciously agreed to spearhead the chapter on Oxygen Delignification. The chapters on chlorine dioxide delignification and brightening were written by Daniel Connell and Scott Carmichael of EKA Chemicals. Brian Brogdon of Future Bridge Consulting led the efforts on Extrac-tion, Peroxide, and Multistage Modeling. The important chapter deal-ing with Hexenuronic acid and A stages was directed by Jorge Colo-dette of Universidade Federal de Viçosa, Brazil. Enzyme bleaching was led by Harold Petke of Iogen Corporation, Ontario, Canada. Alan Rudie of the USDA Forest Products Lab directed the chapter on Non-process Element Management. Douglas Freeman of New Page Cor-poration brought the chapter on Ozone up to date. Charles Couchene of Georgia-Pacific Corporation led the effort to update the section on Dirt and Shive Management. Peter Bräuer of Andritz, Lew Shackford of GL&V, and Kevin McCanty of Metso spearheaded the three vendor-related chapters on holistic vendor-specific solutions to modern bleach-ing problems. The chapter on modern instrumentation and controls was written by Gerry Pageau of Howe Sound Pulp & Paper Corporation. Stan Heimberger of Arkema Inc. completed the chapter on Mechanical Pulp Bleaching, and Patrick Robinson of XR Laboratory LLC reviewed pulp brightness. The chapter on Environmental Impact of Bleaching was led by Alan E. Stinchfield, retired. Finally, the new section on Safe Storage and Handling of Bleaching Chemicals was led by Doug Reed of EKA Chemicals. Several of these chapters had multiple coauthors. The authors listed here were the primary points of contact for each of
Copyrighted Material

7
the chapters. The contributions of each and every chapter author to this book are greatly appreciated.
The first book in the series required six years from initiation to pub-lication. The fourth in the series required four years. This reality is re-sponsible for one other change in the format of the book. The major equipment suppliers have each been given one chapter to present the equipment line that they supply for new bleach plants. Where this bor-ders on advertising, it is honest advertising. For the editors, it gave us the leverage of publishing without a supplier chapter. Thankfully, it did not come to that. However, five authors complied with the initial target deadline, and another five chapters were received before we had com-pleted the editing on the first five. Not to force the remaining authors to complete their chapters in a timely manner would have devalued the efforts of those who had. Having watched Doug Reeve struggle with this issue for years to complete the 1996 version, and knowing some of the chapter authors who had to revise substantial portions of their text to catch up with changes that had occurred in the two-year-plus delay, we were determined to complete this version in a single year. With the help of all our chapter authors and considerable work on the part of TAPPI, we have achieved this goal. We hope that you, too, appreciate the effort and most importantly, find the book useful for operating and optimizing your bleach plants.
1.4. REFERENCES CITED
1. Beeman, L.A., MacDonald, R.G. (eds.), The Bleaching of Pulp—Tappi Monograph 10, Tappi Press, New York, 1953.
2. Rapson, W.H. (ed.), The Bleaching of Pulp—Tappi Monograph 27, Tappi Press, New York, 1963.
3. Singh, R.P. (ed.), The Bleaching of Pulp, 3rd ed., revised, Tappi Press, Atlanta, GA, 1979.
4. Dence, C.W., Reeves, D.W. (eds.), Pulp Bleaching: Principles and Practice, Tappi Press, Atlanta GA, 1996.
5. Andrede, M., The fiber line of the future for eucalyptus kraft pulp, Keynote Presen-tation, 5th Intl. Colloquium on Eucalyptus Pulp, Porto Seguro, Brazil, May 9–11, 2011.
6. Agarwal, S., Genco, J.M., Miller, W., et al., Medium-consistency oxygen deligni-fication kinetics and tower design. In Brogdon, B. (ed.), Innovative Advances in the Forest Products Industries, AIChE Symposium Series No. 319, 94, pp. 32–46, 1998.
7. Hart, P.W., The chemical versus energy tug of war: a pulp mill perspective. Tappi J. 10(7): 37–42, 2011.
References CitedCopyrighted Material

Copyrighted Material

9
CHAPTER 2
Oxygen DelignificationJOSEPH M. GENCO, ADRIAAN R. P. van HEININGEN and WILLIAM MILLER
2.1. INTRODUCTION
Oxygen was recognized as a potential bleaching agent as early as 1867, at which time a process was patented to improve pulp bleaching by running “heated air through an agitated pulp suspension.” The early history of oxygen bleaching extended over one hundred years and has been reviewed by McDonough [1] and Rodriguez [2]. Successful com-mercialization required technological advances in pressurized opera-tions, the separation and purification of oxygen from air, and the discov-ery of chemicals that could serve as carbohydrate protectors. With these advances in place, the first commercial oxygen delignification plant was started up at the Sappi kraft mill at Enstra, South Africa [3]. The pulp produced in these first operations had strength equivalent to that of unbleached pulp. By 1996, worldwide installed capacity had increased dramatically to 145,000 A.D. metric tons per day of bleached kraft pulp [4], and by 2010, the installed capacity had approximately doubled to about 300,000 A.D. metric tons per day. Therefore, most of the world’s bleachable-grade pulp is presently treated using oxygen delignification.
Oxygen delignification is a process which uses oxygen and alkali to
Joseph M. Genco, Calder Professor of Pulp and Paper Science and Engineering, University of Maine, Orono, ME 04469 Adriaan R. P. van Heiningen, J. Larcom Ober Professor of Chemical Engineering, University of Maine, Orono, ME 04469 William Miller, Operations and Maintenance Coordinator, Evergreen Packaging, Canton, NC 28716
Copyrighted Material

OXYGEN DELIGNIFICATION10
remove a substantial fraction of the lignin that remains after pulping (Figure 2.1). In most cases, the term is used synonymously with oxy-gen bleaching. In the recent past, because of the trend in the industry towards ECF (elemental-chlorine-free) bleaching combined with mini-mal emission of chlorinated organic compounds, oxygen delignification has emerged as a very important process.
The advantages of an oxygen delignification stage are both environ-mental and economic. The effluent from the oxygen stage is free from chloride ions and can be recycled back to the recovery furnace (Figure 2.1). Installing an oxygen stage before a traditional bleach plant consid-erably reduces emissions of potentially hazardous chlorinated lignins, COD (chemical oxygen demand), BOD (biochemical oxygen demand), and color in bleach plant effluent [5]. There are also savings in operat-ing costs through the use of lower amounts of chlorine dioxide, ozone, hydrogen peroxide, and other oxidizing agents, because oxygen has a lower cost than all other oxidizing agents. The main disadvantage of an oxygen stage is that compared to a chlorine dioxide stage, it has both lower reactivity and lower selectivity [6]. The other disadvantage is the high capital cost of installing an oxygen delignification system.
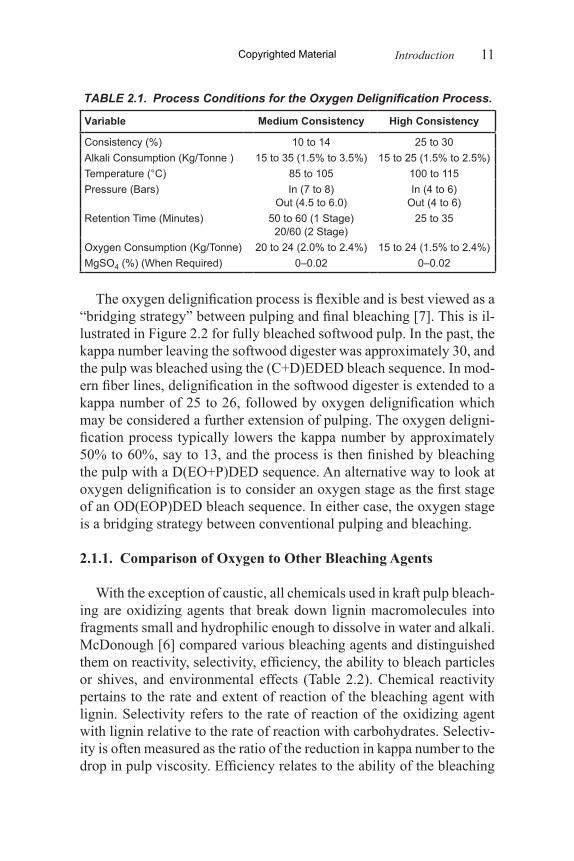
The oxygen delignification process is operated at relatively high tem-perature and pressure at either medium or high consistency in a single- or two-stage system. The degree of delignification achieved is normally in the range of 40% to 60%. Medium consistency is the most commonly used in industrial application. Typical conditions are shown in Table 1 for both medium- and high-consistency processes. High-consistency oxygen delignification processes have been reviewed by McDonough [1]. However, few high-consistency systems are being operated com-mercially.
FIGURE 2.1. Kraft Mill with Oxygen Delignification.
Copyrighted Material
11
The oxygen delignification process is flexible and is best viewed as a “bridging strategy” between pulping and final bleaching [7]. This is il-lustrated in Figure 2.2 for fully bleached softwood pulp. In the past, the kappa number leaving the softwood digester was approximately 30, and the pulp was bleached using the (C+D)EDED bleach sequence. In mod-ern fiber lines, delignification in the softwood digester is extended to a kappa number of 25 to 26, followed by oxygen delignification which may be considered a further extension of pulping. The oxygen deligni-fication process typically lowers the kappa number by approximately 50% to 60%, say to 13, and the process is then finished by bleaching the pulp with a D(EO+P)DED sequence. An alternative way to look at oxygen delignification is to consider an oxygen stage as the first stage of an OD(EOP)DED bleach sequence. In either case, the oxygen stage is a bridging strategy between conventional pulping and bleaching.
2.1.1. Comparison of Oxygen to Other Bleaching Agents
With the exception of caustic, all chemicals used in kraft pulp bleach-ing are oxidizing agents that break down lignin macromolecules into fragments small and hydrophilic enough to dissolve in water and alkali. McDonough [6] compared various bleaching agents and distinguished them on reactivity, selectivity, efficiency, the ability to bleach particles or shives, and environmental effects (Table 2.2). Chemical reactivity pertains to the rate and extent of reaction of the bleaching agent with lignin. Selectivity refers to the rate of reaction of the oxidizing agent with lignin relative to the rate of reaction with carbohydrates. Selectiv-ity is often measured as the ratio of the reduction in kappa number to the drop in pulp viscosity. Efficiency relates to the ability of the bleaching
Introduction
TABLE 2.1. Process Conditions for the Oxygen Delignification Process.
Variable Medium Consistency High Consistency
Consistency (%) 10 to 14 25 to 30Alkali Consumption (Kg/Tonne ) 15 to 35 (1.5% to 3.5%) 15 to 25 (1.5% to 2.5%)Temperature (°C) 85 to 105 100 to 115Pressure (Bars) In (7 to 8)
Out (4.5 to 6.0)In (4 to 6)
Out (4 to 6)Retention Time (Minutes) 50 to 60 (1 Stage)
20/60 (2 Stage)25 to 35
Oxygen Consumption (Kg/Tonne) 20 to 24 (2.0% to 2.4%) 15 to 24 (1.5% to 2.4%)MgSO4 (%) (When Required) 0–0.02 0–0.02
Copyrighted Material

OXYGEN DELIGNIFICATION12
agent to remove lignin and to increase brightness at the lowest chemical charge. Other important considerations include the ability of the bleach-ing agent to break down impurities in the pulp such as shives, knots, and dirt particles, and the potential for the bleaching chemical to harm the environment.
Oxygen may be classified as an oxidizing agent with low reactiv-ity, moderate selectivity, and low efficiency. It has moderate ability to bleach shives and other particulate matter and most significantly has low impact on the environment. The low reactivity necessitates elevat-ed temperatures (85°C to 115°C) and pressures (4 to 8 bars) for oxygen
FIGURE 2.2. Evolution of Bleaching Illustrating Oxygen as a Bridging Technology be-tween Pulping and Bleaching for Softwood.
TABLE 2.2. Qualitative Properties of Selected Bleaching Agents [6] (McDonough, 1992) (H= High, M = Medium, and L = Low).
Chemical Reactivity Selectivity EfficiencyParticle
BleachingEnvironmental
Concerns
Chlorine Dioxide (ClO2)
M H H H M
Oxygen (O2) L M L M LHydrogen Peroxide (H2O2)
L H L L L
Ozone (O3) H L M L L
Copyrighted Material

13
delignification reactions to proceed. Oxygen’s moderate selectivity can sometimes lead to appreciable loss in pulp viscosity and may necessi-tate adding a viscosity protector such as MgSO4 to the pulp in the case of softwood. Low efficiency means that appreciable quantities of the reagent must be added to the oxygen delignification system (15 to 25 kg O2 per tonne of pulp).
2.1.2. Advantages and Disadvantages of Oxygen Delignification
Oxygen delignification significantly improves bleach process effi-ciency and can shorten a bleaching sequence provided that effective washing is used after the oxygen stage. Because less lignin enters the bleach plant, there is a significant decrease in consumption of bleaching chemicals and a reduction in cost because oxygen is less expensive than ClO2 and H2O2.
A major advantage of oxygen delignification is its impact on dis-charge to the wastewater treatment system, because liquid effluent from an oxygen delignification system is recycled back to the recovery boiler (Figure 2.1). Without the oxygen system, all the effluent from the bleach plant would go to wastewater treatment because of the pres-ence of chlorides and the possibility of corrosion in the recovery cycle, especially in the recovery boiler. With oxygen delignification, efflu-ent from the oxygen stage is recycled back to the recovery boiler, and thus BOD, COD, and color going to the waste treatment system are reduced. The reduction of chlorinated organic material makes the use of oxygen delignification technology a valuable component of TCF and ECF bleaching. There is, of course, some discharge of trace amounts of carbon monoxide and volatile organic compounds such as methanol, acetaldehyde, terpenes, and other compounds from the blow tank and the post-oxygen washer filtrate tanks [8].
Oxygen delignification involves free radical reactions, and therefore its selectivity is limited. This can lead to significant reduction in pulp viscosity and intrinsic fiber strength, depending upon the final kappa number of the pulp. Physical properties of paper depend both on fiber-to-fiber bonding and on the intrinsic fiber strength of the pulp. However, reductions in pulp viscosity are usually significant only at low freeness values when the paper is well bonded and fiber failure determines pa-per strength. Moreover, because high pressures are involved in oxygen delignification, the cost of an oxygen system can require a significant capital investment. Finally, because the dissolved solids extracted from
IntroductionCopyrighted Material

OXYGEN DELIGNIFICATION14
the pulp are recycled back to the recovery system, there is an increase in the solids loading of the recovery boiler, but not particularly in the total heat input or in the resulting steam generation rate of the boiler [9].
2.2. CHEMISTRY OF OXYGEN DELIGNIFICATION
The mechanism of oxygen delignification has been studied by many investigators [10–13]. The normal (lowest-energy) configuration of the oxygen molecule is the triplet state. This molecule contains two elec-trons that are unpaired. Therefore, each of these electrons has an af-finity for other electrons of opposite spin. For this reason, oxygen is a di-radical in the triplet state, which makes it unreactive unless heated to elevated temperatures. At higher temperatures, oxygen has a strong tendency to react with organic substances, and radical chain reactions are initiated which liberate superoxide anion radicals (O2·–) and hydro-peroxy radicals (HOO·) [6]:
RO– + O2 → RO· + O2·–
RH + O2 → R· + HO2·
The one-electron reduction reactions transform oxygen into a hydro-peroxy radical, then to hydrogen peroxide, subsequently to a hydroxyl radical, and finally to water. These reactions are illustrated in Figure 2.3 [6].
In oxygen bleaching, the substrate is activated by providing alkaline conditions to ionize the free phenolic hydroxyl groups in the residual lignin, which then form superoxide anion and a phenoxy radical. The superoxide anion can then react further with the different resonance structures of the phenoxy radical, which eventually leads to ring open-ing and muconic acid or to quinone structures, among others. Alterna-
(1)
(2)
FIGURE 2.3. Oxygen Chemistry in Aqueous Solution [6].
Copyrighted Material

15
tively, the superoxide anion may be converted into other oxygen-based radicals such as the hydroxyl radical (see Figure 2.3) which then may react with cellulose to lower the pulp viscosity [14] or may hydroxylate lignin to form new phenols. Superoxide anions do not degrade carbo-hydrates [15].
2.2.1. Lignin Reactions
Two general approaches have been used to determine the mecha-nisms of lignin removal during oxygen bleaching. In the first method, model compounds have been used to study the reaction of lignin with oxygen under alkaline conditions [10,16–18]. In the second approach, experimental studies have been conducted in batch-scale reactors to in-vestigate the effects of process variables on the structural features of both residual and dissolved lignins and have led to an increased under-standing of the chemical and physical aspects of the mechanism [19,20].
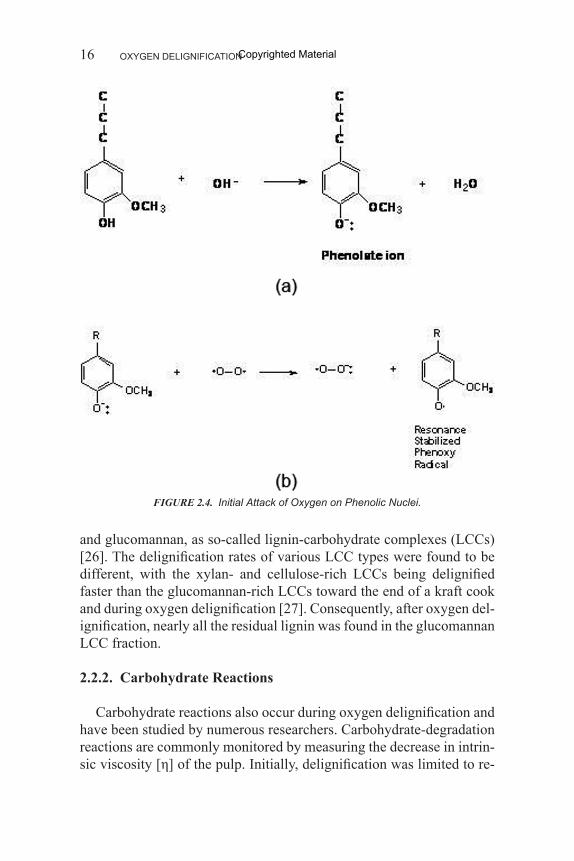
Important reactions of lignin are initiated when a phenolic hydroxyl group in lignin dissociates in alkali to form a phenolate ion (Figure 2.4). The ion then reacts with oxygen to form a resonance-stabilized phenoxy radical and a superoxide anion [21].
The resonance-stabilized intermediates then undergo reaction with themselves (lignin condensation) or with oxygen species such as hy-droxyl (HO·), hydroperoxy (HOO·) and superoxide anion (O2·–) radi-cals to form organic acids, carbon dioxide, and other low-molecular-weight organic products through side-chain elimination, ring opening, and demethoxylation reactions [10]. Figure 2.5 illustrates these types of reaction pathways.
Johansson and Ljunggren found that phenolic structures with a con-jugated side chain, like stilbene and enol ethers, react very rapidly, whereas diphenylmethane-type condensed structures are particularly resistant to oxygen bleaching [22]. The p-hydroxylphenyl and 5,5'-bi-phenolic units in the residual lignin are quite stable and tend to accu-mulate during oxygen delignification [23,24]. During oxygen deligni-fication, it has been confirmed that the number of phenolic hydroxyl groups and carboxyl groups in the lignin decreases and the number of carboxylic acid groups increases. The final degradation products from oxygen delignification are predominately organic acids and carbon di-oxide [25].
Lawoko and coworkers showed that ~90% of the residual lignin in softwood kraft pulp is linked to various carbohydrates, mainly xylan
Chemistry of Oxygen DelignificationCopyrighted Material
OXYGEN DELIGNIFICATION16
and glucomannan, as so-called lignin-carbohydrate complexes (LCCs) [26]. The delignification rates of various LCC types were found to be different, with the xylan- and cellulose-rich LCCs being delignified faster than the glucomannan-rich LCCs toward the end of a kraft cook and during oxygen delignification [27]. Consequently, after oxygen del-ignification, nearly all the residual lignin was found in the glucomannan LCC fraction.
2.2.2. Carbohydrate Reactions
Carbohydrate reactions also occur during oxygen delignification and have been studied by numerous researchers. Carbohydrate-degradation reactions are commonly monitored by measuring the decrease in intrin-sic viscosity [η] of the pulp. Initially, delignification was limited to re-
FIGURE 2.4. Initial Attack of Oxygen on Phenolic Nuclei.
Copyrighted Material

17
moval of approximately half the lignin in the pulp entering the oxygen stage. With some of the newer processes for softwood delignification, the reduction in kappa number can be greater than 60% while still pre-serving the viscosity of the pulp [28,29].
The reactions involved can be divided into two categories: one is random chain cleavage by radical species, and the other is carbohydrate peeling reactions. Random chain cleavage occurs at any glycosidic linkage along the chainlike molecule, while in carbohydrate peeling re-actions, individual sugar units on the end of the chain are attacked and successively removed one unit at a time [30]. Both types of reactions may occur during oxygen delignification, but random chain cleavage is thought to be the most significant. The radical species responsible for random chain cleavage originate mostly from the peroxyl radicals and hydroxyl radicals generated by lignin oxidation reactions (see Figures 2.3 and 2.4). However, metals such as iron and copper are also capable of creating hydroxyl radicals from generated hydrogen peroxide. The random attacks on the cellulose chain decrease the average length of the cellulose, as indicated by a decrease in pulp viscosity, which if exces-sive, leads to the loss of pulp strength. Guay and coworkers used com-putational methods on the cellulose model compound methyl cellobiose to determine that the step involving the elimination of the superoxide is
Chemistry of Oxygen Delignification
FIGURE 2.5. Possible Reactions of Lignin via the Phenoxy Radical.
Copyrighted Material

OXYGEN DELIGNIFICATION18
energetically unfavorable [14]. The first pathway is a hydroxyl-radical substitution reaction at the anomeric carbon, forming cellobiose and methanol (Figure 2.6). The second degradation pathway is a hydroxyl-radical substitution reaction at the glycosidic linkage between the two pyranose rings, forming methyl β-D-glucoside and D-glucose (Figure 2.7).
The peeling reaction is responsible for decreasing the carbohydrate yield of the process. Both primary and secondary peeling reactions are possible. Primary peeling occurs when the carbohydrates in the kraft pulp contain reducing ends. It has been proposed that so-called “peeling delignification” may occur when lignin fragments covalently bound to hemicelluloses undergo peeling reactions [31]. Lignin attached to these “peeled” hemicelluloses will then also be removed from the pulp. How-ever, the impact of “peeling delignification” was found to be relatively small, and this phenomenon occurred only during the initial phase of oxygen delignification [32]. Secondary peeling is initiated on the fresh-ly generated reducing sugar unit immediately following random hydro-
FIGURE 2.6. Mechanism for Cellobiose Formation.
FIGURE 2.7. Mechanism for Formation of Methyl β-D-glucoside and D-glucose.
Copyrighted Material

19
lysis. This will then lead to a significant yield loss, as quantified by Ji, who also showed that the carbohydrate yield loss is linearly correlated with the cellulose chain cleavages [33].
2.3. KINETICS OF OXYGEN DELIGNIFICATION
Oxygen delignification is a heterogeneous reaction involving three phases: solid (fiber), liquid (aqueous alkali solution), and gas (oxygen) (Figure 2.8). Oxygen gas must dissolve in the liquid, diffuse through the liquid film surrounding the fiber, and move into the fiber wall before an oxygen delignification reaction can occur. The products of the reac-tion must then diffuse out of the cell wall and back into the bulk of the liquid surrounding the pulp. It has been shown by van Heiningen and coworkers that mass transfer of oxygen to the fibers as well as the actual delignification reactions may be rate-limiting, while diffusion inside the fiber wall is not [34].
2.3.1. Kinetic Rate Equations
Kinetic data that represent the decrease in kappa number with time during oxygen delignification exhibit two distinct stages or periods at a fixed initial alkali concentration and temperature. This is illustrated in Figure 2.9 for Scandinavian softwood, for which the oxygen del-ignification experiments were carried out at 110°C temperature, 0.02
Kinetics of Oxygen Delignification
FIGURE 2.8. Phenomenological View of Oxygen Delignification.
Copyrighted Material

OXYGEN DELIGNIFICATION20
moles NaOH/liter concentration, and 0.98 MPa (142 psi) oxygen pres-sure [35]. Olm and Teder described the kinetics for the lignin remaining in the pulp using two pseudo-first-order reactions: a rapid initial delig-nification followed by a slow final delignification. K02 in Figure 2.9 is the amount of “slowly eliminated lignin,” and the value K1 = K0 – K02 is the amount of “easily eliminated lignin,” where both are expressed in terms of kappa number.
Lignin removal in the initial rapid stage is thought to involve lignin moieties that react readily with the oxygen free-radical species present in the cell wall. In the second, slower delignification stage, it is thought that the moieties in the lignin react very slowly with the free radicals being generated by the caustic and oxygen. The moieties in the lignin that are difficult to remove may originate in the pulp from the digestion process or may result from the condensation reactions shown in Figure 5. The two delignification stages are directly paralleled by two corre-sponding cellulose reaction phases [35].
2.3.1.1. Initial Kappa Number
It is easier to delignify pulps with high rather than low initial kappa numbers. It has been reported that southern hardwood kraft pulps with high initial kappa number have lower resistance to oxygen delignifi-
FIGURE 2.9. Kappa No. After Oxygen Delignification for Scandinavian Softwood.
Copyrighted Material

21
cation and a higher reaction rate compared to pulps with low initial kappa number [36]. The reason for this observation is that the kappa number represents a combination of different oxidizable components: lignin, nonlignin oxidizable structures, and hexenuronic acids (HexA) [37], and the relative contribution of HexA, which are unreactive under standard oxygen delignification conditions, decreases with increasing kappa number. This same effect of kappa number has been observed for southern softwood by Tao [38]. However, when the kappa numbers are corrected for HexA content, the delignification rate is shown to be pro-portional to the amount of residual lignin in loblolly pine kraft pulps, irrespective of their initial kappa numbers of 23, 26, and 34 [32]. Other studies have shown that stopping the cooking process at a high kappa number, at 40 for example, instead of the conventional kappa number of 30, and then using an oxygen delignification stage leads to an increase in pulp yield of approximately 2% [39].
2.3.1.2. Alkali Charge, Temperature, and Oxygen Partial Pressure
Increasing the alkali concentration (Figure 2.10), temperature (Fig-
Kinetics of Oxygen Delignification
FIGURE 2.10. Effect of Caustic Addition on Reduction in Kappa No. for Southern Soft-wood (90°C and 100 psig pressure).
Copyrighted Material

22
FIGURE 2.11. Effect of Temperature on Reduction in Kappa No. For Southern Softwood (2.5% NaOH and 100 psig pressure).
FIGURE 2.12. Effect of Oxygen Pressure on Reduction in Kappa No. for Southern Hard-wood (100°C and 2.5% NaOH).
Copyrighted Material

23
ure 2.11), and oxygen pressure (Figure 2.12) accelerates both deligni-fication and cellulose degradation reactions [36]. In laboratory studies where the pressure is kept constant, beyond a minimum value of ap-proximately 4 atmospheres, the effect of oxygen pressure is generally small in comparison to the effects of alkali charge (Figure 2.10) and temperature (Figure 2.11). Increases in oxygen pressure in laboratory studies have relatively little effect in the absence of an excess of alkali or an increase in temperature. In commercial installations, because the pressure decreases as the pulp proceeds upward through the delignifica-tion tower, the pressure in the second stage is sometimes increased, as for example in the OxytracTM process [28].
2.3.1.3. Rate Equations
The kinetics of oxygen delignification are complex and vary for different wood species and pulping processes. The kinetics of oxygen delignification can be described using either one-region or two-region kinetic models [13,35,36,40–43]. These studies express the kinetics of oxygen delignification in terms of reaction temperature (T), oxy-gen pressure (PO2), and alkali concentration [OH–]. Most of the kinetic models are empirical and neglect mass transfer effects in the mathemat-ical representation of the data. Empirical models have been used to size oxygen delignification towers in one- and two-stage systems [44,45].
The most widely used one-region model for the rate of lignin re-moval (rL) is described by a power-law equation:
− =− = −r dKdt
k P KLm n q[ ] [ ]OH O2
where (K) is the kappa number; [OH–] is the sodium hydroxide concen-tration, and (PO2) represents the oxygen pressure [43]. The empirical constants m, n, and q in Equation (3) are determined from experimen-tal data. The reaction rate coefficient k depends on temperature and is given by the Arrhenius equation:
k A ERT
A= −
exp
where (EA) is the activation energy, (R) is the gas constant, and (T) is the absolute temperature. Two-region models are also widely used. Olm
Kinetics of Oxygen Delignification
(3)
(4)
Copyrighted Material

OXYGEN DELIGNIFICATION24
and Teder summarized the drop in lignin content (L) expressed as kappa number for Scandinavian softwood by a two-region model assuming first-order kinetics for the kappa number (q = 1) [35]. The empirical constants for the exponents on the hydroxyl ion and the oxygen pres-sure were determined from experimental data:
− = = +− −r dLdt
k P K k P KL ox ox10 1 0 1
01 20 3 0 2
02[ ] [ ]. . . .OH OH
Some studies have found that the exponent on the kappa number for one-region models is greater than one [36,38,40–42]. One explanation given for these high reaction orders is that the delignification reaction is the sum of a great number of parallel first-order reactions taking place simultaneously and corresponding to the different lignin moieties in the pulp [46].
Ji and coworkers were able to express the delignification rate as a first-order reaction with respect to lignin content calculated from kappa number corrected for the presence of nonreactive HexA [32]. The effect of alkali concentration was accounted for by fitting the pKa value (11.5 at 90°C) of the rate-limiting active lignin site. This site was identified as the cyclohexadienone hydroperoxide anion formed by superoxide reacting with the phenolate radical located at the carbon-3 position. The effect of oxygen pressure was modeled by Langmuir-type adsorption of oxygen on the active lignin site. The final rate equation at 90°C is:
− =+
⋅+
⋅−
−
dLdt
PP
LCC0 175
0 111 1 3 392
2
. [ ]. [ ] .
OHOH
O
O
with –dLc/dt expressed in mg lignin/g pulp/min, [OH–] in mol/l, and PO2 in MPa.
2.3.2. Carbohydrate Selectivity
Competing delignification and carbohydrate degradation reactions occur simultaneously during oxygen delignification. The degree of del-ignification is normally measured by determining the kappa number of the pulp. Similarly, carbohydrate degradation is monitored by measur-ing the decrease in intrinsic viscosity [η]. Selectivity can be defined as the ratio of the oxygen reaction rate with lignin to the reaction rate with
(5)
(6)
Copyrighted Material

25
the carbohydrate polymers present in the pulp. Selectivity is usually expressed as the change in kappa number relative to the reduction in pulp viscosity. These concepts are illustrated in Figures 2.13 and 2.14 for southern hardwood [45]. Figure 2.15 compares the selectivity for southern softwood kraft pulps having initial kappa numbers of 90.2, 65.0, 40.0, and 25.0 [38]. The oxygen delignification experiments were conducted in a single-stage oxygen delignification system using con-stant conditions of 100°C, 3% alkali application rate, and 75 psig (517 kPa). The oxygen delignification selectivity was higher for the pulps with higher initial kappa numbers than for lower-kappa-number pulps. Perfect selectivity would be obtained if the slope of the intrinsic viscos-ity versus kappa number curve were zero. It can also be seen that the selectivity line of kraft delignification is similar to that of oxygen delig-nification for lower-kappa-number pulps (27.3 and 39.2).
The correlation between intrinsic viscosity [η] and the degree of po-lymerization (DP) is expressed by the Mark-Houwink-Sakurada equa-tion [47].
[ ] . .η = ×0 6061 0 90DP
Kinetics of Oxygen Delignification
FIGURE 2.13. Intrinsic Viscosity versus Time (minutes) for Southern Hardwood.
(7)
Copyrighted Material

26
FIGURE 2.14. Selectivity for Southern Hardwood (100°C and 100 psig pressure).
FIGURE 2.15. Intrinsic Viscosity [η] versus Kappa Number for Southern Softwood Pulps in Single-Stage Oxygen Delignification (100°C, 75 psig and 3% NaOH).
Copyrighted Material

27
The intrinsic viscosity can be used to estimate DP, which can be converted into the number average molecular weight and the moles of cellulose per ton of pulp [35]. Similarly to kappa number, empirical power-law models have also been proposed for the rate of cellulose degradation (rC):
− =− =r dMdt
k P MCm n q[ ] [ ]OH O2
where (M) is the number average molecular weight of cellulose and m, n, and q are empirical constants. Note that Equation (7) does not ac-count for the presence of hemicellulose polymers in the pulp.
The effect of initial kappa number on cellulose degradation rate ex-pressed as moles of cellulose per ton of pulp is illustrated in Figure 2.16. The initial kappa number has a large effect on the number of moles of cellulose formed by reaction of oxygen with the pulp. The reduction in the molecular weight of cellulose is less at the higher kappa-number values. The change in the number of moles of cellulose at the zero (0) time point in Figure 2.16 represents the degradation of cellulose taking place in the digester during the pulping process [38].
Kinetics of Oxygen Delignification
FIGURE 2.16. Effect of Initial Kappa No. on the Number of Moles of Cellulose per Tonne of Pulp Formed During Oxygen Delignification at 100°C, 75 psig (517 kPa), and 3% NaOH.
(8)
Copyrighted Material

OXYGEN DELIGNIFICATION28
2.4. MASS TRANSFER EFFECTS
The rate of oxygen transport can limit the rate of the overall pro-cess [34,48–52]. Transport effects on the overall reaction rate can be divided into interphase and intraphase factors (Figure 2.8). The mass transfer resistance of oxygen in the gas phase is insignificant compared to the resistance in the liquid phase [53]. There was no improvement in the oxygen delignification rate after southern hardwood kraft pulp was heavily refined. This suggests that intrafiber mass transfer effects also do not greatly influence the delignification rate [36].
2.4.1. Oxygen Solubility
Mass transfer limitations are aggravated by the low solubility of oxy-gen in water and in aqueous sodium hydroxide solutions [54,55]. Medi-um-consistency oxygen delignification systems use pressure to improve mass transfer by reducing gas volume and bubble size. The elevated pressure also improves the solubility of oxygen gas. The important fac-tors affecting oxygen solubility are temperature (T), oxygen pressure (PO2), and the presence of inorganic solutes such as NaOH. Equations for the solubility of oxygen in water have been given by Tromans [55]. The elevated temperature that is beneficial to oxidation reaction kinet-ics is detrimental to gas volume and solubility. Table 2.3 presents data on the range of oxygen-gas solubility in water which are applicable to commercial oxygen delignification process conditions and which come from several sources. The solubility has been converted to an equiva-lent charge on pulp at 12% consistency [56].
The oxygen-gas charge used in commercial softwood oxygen del-ignification systems often ranges from 15 to 25 kg/tonne pulp. The purpose of the gas mixer is pulp “fluidization,” a term which refers to
TABLE 2.3. Published Oxygen Gas Solubility in Water.
Pressure, Atm Temp., °CSolubility, Grams/liter
Equivalent O2 at 12% Consistency (Kg O2/Tonne Pulp)
0.7 100 0.004 0.0297 100 0.105 0.779 100 0.224 1.6410 100 0.38 2.7915 100 0.373 2.73
(a) based on 12% o.d. pulp consistency.
Copyrighted Material