universidad autonoma metropqlitana …148.206.53.84/tesiuami/uam5662.pdf · es una fibra de...
TRANSCRIPT
UNIVERSIDAD AUTONOMA METROPQLITANA
UNIDAD IZTAPALAPA /CZ-p31 /Jv\q. QQ\Wc"&
"TRATAMIENTO DE AGUA RESIDUAL DE UNA INDUSTU TEXTIL.
PROFLSOR: URIEL ARECHIGA.
ASESOR: M EN COSCAR MONROY.
JINTEGRANTES: .:
CASTRO M RSTINEZ ELSA GARCU INOCENCIO VERONICA
PONCE ROJAS SARA
INDICE
INTRODUCCION. ANTECEDENTES OBJETIVOGENERAL OBJETIVO PARTICULAR 1.RESUMEN Y CONCLUSIONES
PRODUCTO PROCESO SUBPRODUCTO REACCION INVERSION INVERSION FIJA CAPITAL DE TRABAJO REQUERIMIENTO DE PERSONAL
1 2 5 6
8 8 12 12 14 15 15 16
AEL PRODUCTO YSUS cAR4ClZXISl7CAS. 18
3.ESTVDIO DE MERCADO. ESTUDIO DE MERCADO 21 INDUSTRIA TEXTIL Y SU LOCALIZACION 21 CUERPOS RECEPTORES(MAPA) 23 ESTUDIO DE LA PROYECCION DE CONTAMINACION. POR DESCARGAS 24
PROYECCIONES 24
4. T M JOS DE 1 . S n G A C l O N . OBJETIVO PARTICULAR DETERMINACION DEL TIPO DE REACTOR TIEMPO DE RETENCION SOLIDOS SEDIMENTABLES DETERMINACION DE COLOR NEUTRALIZACION
5. RESLn TADOS DEL DISENO. DIAGRAMA DE FLUJO BALANCE DE MASA LISTA DE EQUIPO COSTO DE MATERIAL
26 27 27 27 28 28
30 31 32 33
6. PERTONAL PERSONAL,
7. INVERSION TOTAL. INVERSION TOTAL,
8. BIBLIOGRA FIA - APENDICE A
PROYECCIONES DEL USO DEL AGUA APENDICE B RESULTADOS ANALITICOS APENDICE C RESULTADOS DEL DISENO APENDICE D ESPECTROS APENDICE E COSTOS
35
37
39
41
46
80
83
I03

INTRODUCCION.
El crecimiento industrial, comercial, agricola y demográfko han provocado crecientes requerimientos de agua en l a s últimas decadas; sólo que al mantener, tanto la actividad industrial como la demografica se ha generado una mayor sobre explotación de los recursos hidráulicos del país y con ello una mayor contaminación, lo cual mantiene un peligro en el equilibrio ecológico de varias zonas de la República Mexicana.
La industria textil, uno de los sectores más importantes de la economía nacional, sin duda debe ser considerado como una de las fuentes de contaminacibn más alarmantes, debido a la gran cantidad y calidad de las descargas de aguas residuales que generan. En el proceso productivo textil el agua es un factor fundamental; además la demanda del consumidor con respecto al tipo de tela y color, provoca que la gama de contaminantes sea variada.
Como resultado a la escaces de agua potable, se hace cada dia más necesario contar con plantas de tratamiento de agua; sobre todo en la industria textil por los grandes volúmenes de agua que esta requiere. Cabe hacer notar que aquellas empresas que cuentan con planta de tratamiento de agua, utilizan el agua tratada principalmente para calderas , limpieza de equipo y servicios sanitarios.
Estudios realizados han probado que el tratamiento de agua residual en la industria textil han sido beneficiados en tratamientos biológicos primordialmente en sistemas aerobios.
1

ANTECEDENTES.
Los productos textiles tienen su origen en las fibras sintéticas, la lana, el algodón o en combinaciones de éstas; se tiene que las fibras sufren ciertos tratamientos los cuales tienen las siguientes finalidades:
1.- Eliminar las impurezas naturales (en el caso del algodón y la lana). 2.- Dotarles de calidades especiales en cuanto a su aspecto, tacto y resistencia.
En la medida en que se consiguen estas finalidades varia la cantidad total de emanaciones que despide una planta textil.
Las fibras sintéticas están formadas principalmente por compuestos químicos puros y no tienen impuresas naturales. En la actualidad, las principales fibras sintéticas son el rayón, acetato, nylon, orlón y dacrón. El rayón está formado principalmente por celulosa regenerada; el acetato es una fibra de acetato de celulosa; el nylon es el término genérico que se aplica a cualquier amida en forma de polímero sintético de cadena larga; el orlón es el nombre comercial que se da a las fibras sintéticas orientables de polímeros formados en su mayor parte de unidades acrílicas, las más resistentes de las cuales son los acrilonitrilos y el acrilato o metilo; el dacr6n es una fibra de poliester fabricado apartir del glicol de etileno y de ácido terewico.
Las operaciones que se realizan en la fabricación de tejidos son el tisaje, tintado, estampado y acabado. Muchos de los pasos del proceso implican la generación de diferentes vertidos de aguas residuales.
El presente proyecto se realizó para una industria textil ubicada en el estado de San Luis Potosí, En ella se cuenta con los siguientes departamentos: h a c e n de cardos, bodega de preparación y descrude, tintoreria, secado y acabado, departamento de control de calidad, revisión, empaque, control y embarque. Se cuenta también con todo el equipo necesario para la existencia de todos los departamentos antes mencionados como: pozo profundo para abastecimiento de agua, equipos de preparación y descrude semicontinuo, equipos de teiiidos ( tinas abiertas, jets y teiiido por tobera ), ramas de secado, termofijado y acabado. Inclusive cuenta con laboratorio, cocina de productos químicos, colorantes y productos auxiliares.
2

El personal con el que se cuenta trabaja tres turnos durante seis dias y se distribuye de la siguiente forma:
Técnicos Supervisores
Administrativos Trabajadores
Total
Los fines principales
1 O- 12 personas 6 personas 18 personas 52 personas 86 personas
de la empresa son el teirido y el acabado de fibras, no cuenta con estampado.-Las fibras que-tratan son:
Fibra Metros Milogramos YO Rayon acetato 225,000 45,000 37.50
Nylon 6 175,000 35,000 29.17 Poliester 5% 170,000 34,000 28.33
Acrílico 30,000 6,000 5 .O0
Para lograr los fines antes señalados se emplean los siguientes productos químicos, colorantes y auxiliares:
Colorantes.-Ácidos dispersos, excepcionalmente catiónicos y h e r o s . Quimicos auxiliares.- Detergentes y tensoactivos no iónicos y aniónicos, dispersantes, antiestáticos, resinas, estabilizadores, fluorocarbonados y silicones. Productos químicos.-ácidos orgánicos, ácido acético al 85% y ácido fórmico al 85%, sosa caustica líquida al 50%, carbonato de sodio, peróxido de hidrógeno al 50% y aminas cuaternarias de amonio.
3

CONSUMO Y DISTRIBUCION DEL AGUA.
La industria textil es una de las que más agua requiere para sus procesos; por lo que en este caso para lograr el abastecimiento necesario, se cuenta con un pozo profundo de 25.4 cm de diámetro y 150 m de hondo el cual proporciona un flujo volumétrico de 7.5 Vs.Este flujo se distribuye de la siguiente manera:
DESTINO Servicios
Preparación Descrude Tintoreria Acabado Lavado
Gen. vapor Total
YO 6 4 6 42 8 8
26 1 O0
Se puede considerar que los procesos ya señalados son generales para cualquier industria textil, lo cual implica un consumo de agua considerable y consecuentemente los vertidos de agua residual son altamente contaminantes.
4

OBJETIVO GENERAL:
En base a estudios y análisis biológicos disefiar una planta de tratamiento y aguas residuales para una empresa textil de acabados, para obtener posibles alternativas para el uso de agua dentro de la planta.
6
OBJETIVO PARTICULAR:
Determinar las combinación de los sistemas biológicos que proporcionan un mayor rendimiento y eficiencia de la planta de tratamiento, así como la minimización de costos que esto implica.
7

TEMA 1
RESUMEN Y CONCLUSIONES
RESUMEN
PRODUCTO
Se estima que aproximadamente un 5% de la industria textil cuenta actualmente con sistemas de tratamiento que satisfacen condiciones particulares de descarga. En virtud de que la vigilancia ha sido más estricta para el caso de las industrias que vierten directamente a ríos; por lo que es importante instalar plantas de tratamiento.
En las plantas que procesan algodón, fibras sintéticas y sus mezclas, se tiene que el consumo de agua fluctúa en el rango de 150 a 1000 m3 por día, el cual implica un costo que va de N$5,250 a N$35,000 por día; en el caso de la industria procesadora de la lana el consumo de agua es de 500 m3 por día con un costo de N$17,000 por día. Cabe mencionar que las industrias de lana son muy parecidas en cuanto a procesos se refiere , los datos anteriores fueron proporcionados por SEDESOL.
En la actualidad el reuso de aguas residuales tratadas, se considera de vital importancia. En el sector textil se estima que la recirculación del agua tratada promedio es de aproximadamente 8% del volumen total empleado. Se tiene que la otra parte de agua tratada se destina a generación de vapor enfriamiento por contacto indirecto, riego, servicios sanitarios y limpieza de equipos y pisos; con un costo de N$1 por metro cúbico de agua tratada..
Por otro lado la Comisión Nacional del Agua (CNA) multa a quien descarga sus aguas sin tratamiento en función del volúmen, de la cantidad de sólidos suspendidos y de la DQO; estas multas varían dependiendo de la zona en que se encuentre la industria textil.
PROCESO
El presente estudio está enfocado a determinar un proceso de tratamiento de las aguas residuales de una industria textil, las etapas determinadas para este tratamiento es la aplicación de un proceso primario para la eliminación de sólidos pesados, un proceso secundario el cual consiste en un tratamiento biológico y un proceso terciario que es un tratamiento fisicoquímico.
8
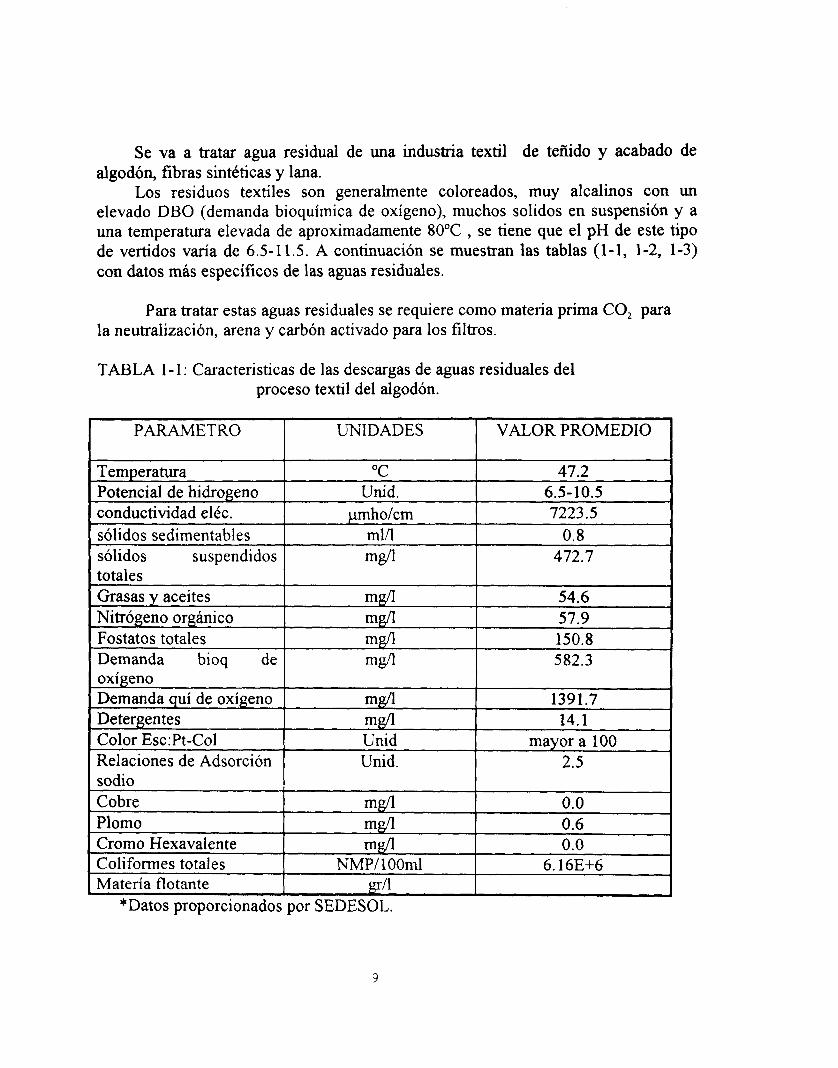
Se va a tratar agua residual de una industria textil de teñido y acabado de algodón, fibras sintéticas y lana.
Los residuos textiles son generalmente coloreados, muy alcalinos con un elevado DBO (demanda bioquímica de oxígeno), muchos solidos en suspensión y a una temperatura elevada de aproximadamente 80°C , se tiene que el pH de este tipo de vertidos varía de 6.5- 1 l . 5. A continuación se muestran las tablas (1- 1, 1-2, 1-3) con datos más específicos de las aguas residuales.
Para tratar estas aguas residuales se requiere como materia prima CO, para la neutralización, arena y carbón activado para los filtros.
TABLA 1- 1: Caracteristicas de las descargas de aguas residuales del proceso textil del algodón.
I PARAMETRO UNIDADES I I Temperatura
totales 472.7 mg/l sólidos suspendidos 0.8 mVI sólidos sedimentables
7223.5 pnho/cm conductividad eléc. 6.5-10.5 Unid. Potencial de hidrogeno
47.2 "C
I
Grasas y aceites I mgA I 54.6 I I Nitrógeno orgánico mg/l 57.9 I
Fostatos totales 582.3 ms/l Demanda bioq de 150.8 mg/l
oxígeno Demanda qui de oxígeno
sodio 2.5 Unid. Relaciones de Adsorción
mayor a 100 Unid Color Esc:Pt-Col 14.1 mg/l Detergentes
1391.7 mg4
Plomo 0.6 Cromo Hexavalente mgA 0.0 Colifonnes totales NMP/ 1 OOml 6.16E+6 Materia flotante grfl
*Datos proporcionados por SEDESOL.
9
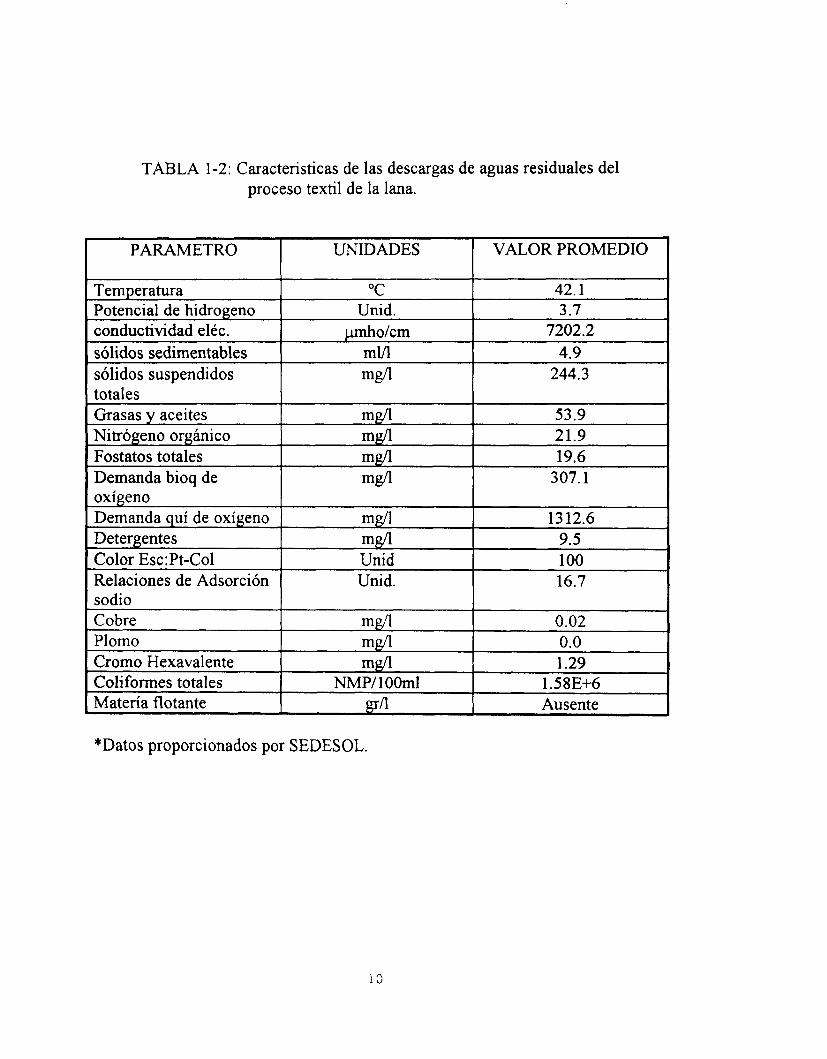
TABLA 1-2: Caracteristicas de las descargas de aguas residuales del proceso textil de la lana.
PARAMETRO VALOR PROMEDIO UNIDADES
Temperatura
7202.2 wnho/cm conductividad eléc. 3.7 Unid. Potencial de hidrogeno 42.1 "C
sólidos sedimentables
19.6 m a Fostatos totales 21.9 mg/l Nitrógeno orgánico 53.9 mgA Grasas y aceites
totales 244.3 ms/l sólidos suspendidos 4.9 ml/l
Demanda bioq de 1 mg/l 307.1 oxígeno Demanda qui de oxígeno
16.7 Unid. Relaciones de Adsorción 1 O0 Unid Color Esc:Pt-Col 9.5 mgA Detergentes
13 12.6 mgA
sodio I I Cobre Plomo
0.02 m a
Ausente gr/l Materia flotante 1.58Ei-6 NMP/ 1 Oomi Coliformes totales
1.29 mgA Cromo Hexavalente 0.0 mgA
*Datos proporcionados por SEDESOL.
10
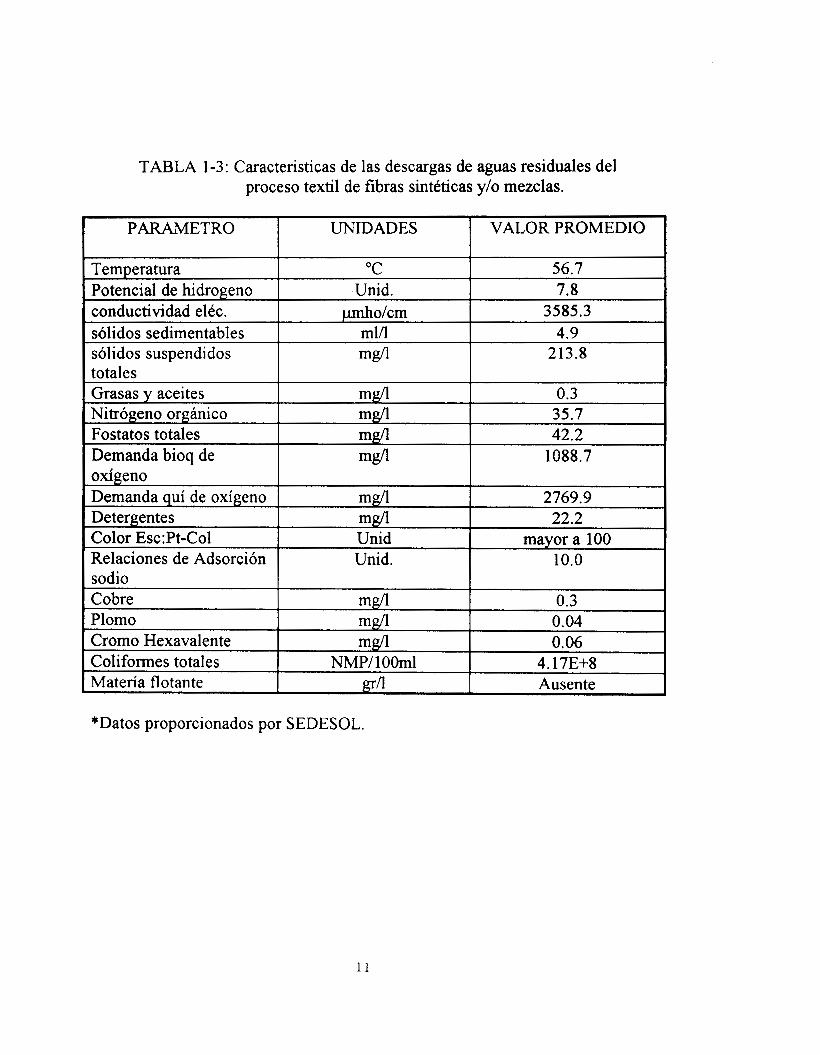
TABLA 1-3: Caracteristicas de las descargas de aguas residuales del proceso textil de fibras sintéticas y/o mezclas.
PARAMETRO UNIDADES 1 VALOR PROMEDIO
Temperatura
1088.7 ms/l Demanda bioq de 42.2 mg/l Fostatos totales 35.7 me/l Nitrógeno orgánico 0.3 mg/l Grasas y aceites
totales 213.8 mg/l sólidos suspendidos
4.9 mM sólidos sedimentables 3585.3 pnho/cm conductividad eléc.
7.8 .Unid. Potencial de hidrogeno 56.7 "C
oxígeno Demanda qui de oxígeno
mayor a 100 Unid Color Esc:Pt-Col 22.2 mg/l Detergentes
2769.9 mgA
10.0 Unid. Relaciones de Adsorción sodio I I Cobre mgfl
NMP/ 1 O O m l Coliformes totales 0.06 mgfl Cromo Hexavalente 0.04 mg/l Plomo 0.3
Ausente gn Matería flotante 4.17E-t.8
~~ ~~~ ~~~
*Datos proporcionados por SEDESOL.
11

SUB-PRODUCTO: El subproducto principal en la planta de tratamiento es la generación de fangos, los cuales están compuestos de los solidos, los cuales proceden de los procesos de sediemntación primaria y sedimentación secundaría, además de los generados en el reactor. Para la eliminación de estos Iodos se ha recomendado que sean conducidos a una filtroprensa e incineración.
REACCIONES Existen dos ecuaciones básicas que describen el mecanismo aeróbico y son:
Ecuación l .
(a) (S) (a) K Células nuevas Residuos
Materia + 0,+8 N + P --------- > orgánicas bio- + H,O + solubles no degradables biodegrada
bles
Ecuación 2.
(a ) (b ‘1 (b) Residuos Ce
biodegrada - bles
Células + O, ------------> CO, + H,O + N + P + lulares no
En la ecuación 1 se lleva a cabo una síntesis la cual ocurre entre la materia orgánica biodegradable y las células biológicas en presencia de oxígeno y nutrientes.
En la ecuación 2 se lleva a cabo un decaimiento por accion endógena de las células biológicas, lo cual ocurre continuamente en un ambiente aerobio.
1 2

donde:
á.- Es la fracción de sustrato removido, utilizado para la producción de energía.
a.- Es la fracción de materia orgánica removida, convertida a nuevas células expresados como sólidos suspendidos volátiles.
K.- Es la constante de la tasa de remoción. Indica la oxidación de la materia orgánica presente en el desecho.
b.- Representa la función de SSV, biodegradables oxidados por dia, durante el proceso de respiración endógena.
b'.- Representa la cantidad de oxígeno utilizado para actividades endógenas.
13
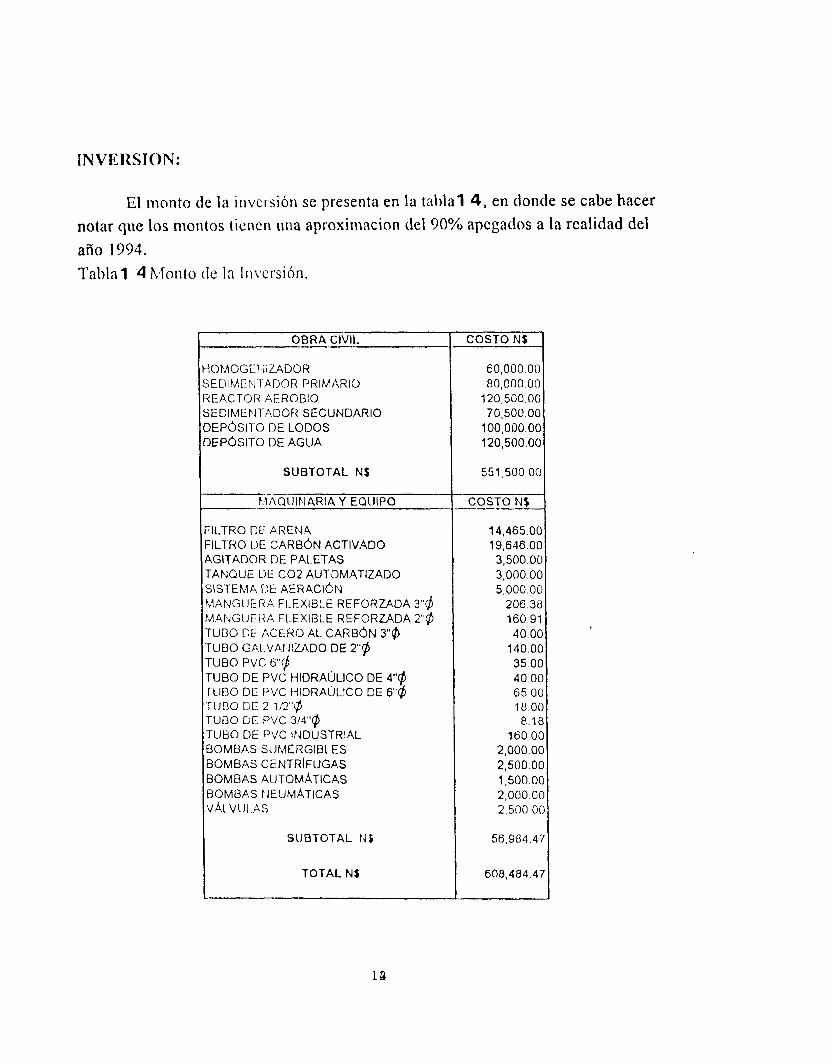
INVERSION:
El monto de la inversión se presenta en la t a l h l 4, en donde se cabe hacer notar que los montos tienen una aproxirnacion del 90% apegados a la realidad del aflo 1394. Tabla 1 4 hilonto de l a Invcrsión.
OBRA CIVIL
10FAOGEI IIZADOR ;EC'lMTI.l~iADOR PRIMARIO ?EACTOR AEROBlO 3EDIMEbIT,N3OR SECUNDARIO lEP6SITO DE LODOS E P 6 S I T O DE AGUA
SUBTOTAL N $
F.CACNINARIA Y EQUIPO
-ILTRO DL' ARENA -IL.TfiO DE CARB6N A,CTIVADO 4GITADOR DE PALETAS [ANQUE LIE C 0 2 AUTOMATIZADO SISTEMA DE AERACl6N LlANGllERA FLEXIBLE REFORZADA 3"(b \/IANGUEI?A FLEXIBLE REFORZADA 2"@ rUB0 DE ACERO AL CARBdN 3"@ TUBO GAL.VAbIIZAD0 DE 2"$ ruBo PVC t i L ' $
ruBo DE PVC HIDRA~LICO DE 4 9
ruoo DE PVC 3/4"ql
BOMBAS CENTR~FUGAS
rURO DE PVC HIDRAlJLICO DE 6"@ TlJDO DE 2 1Q"@
r U B 0 DE PVC INDUSTRIAL BOMBAS SIJMERGIBL.ES
BOMBAS AUTOMATICAS BOMBAS ~IEUMATICAS VALVULAS
SUBTOTAL N 3
TOTAL N $
COSTO N$ - 60,000 O 0 80,000 00
120,500.00 70,500.00
100,000.00 120,500.00
551,500 00
COSTO N$ "I_
14,465.00 19,646.00 3,500 O 0 3,000 O 0 5,000.00
160 91 40.00
140.00 35.00 40 O 0 65 O 0 10 O0
8.1B 160.00
2,000.00 2,500.00 1,500.00 2,000 o0 2,500 00
56,984.47
206.36
608,484.47
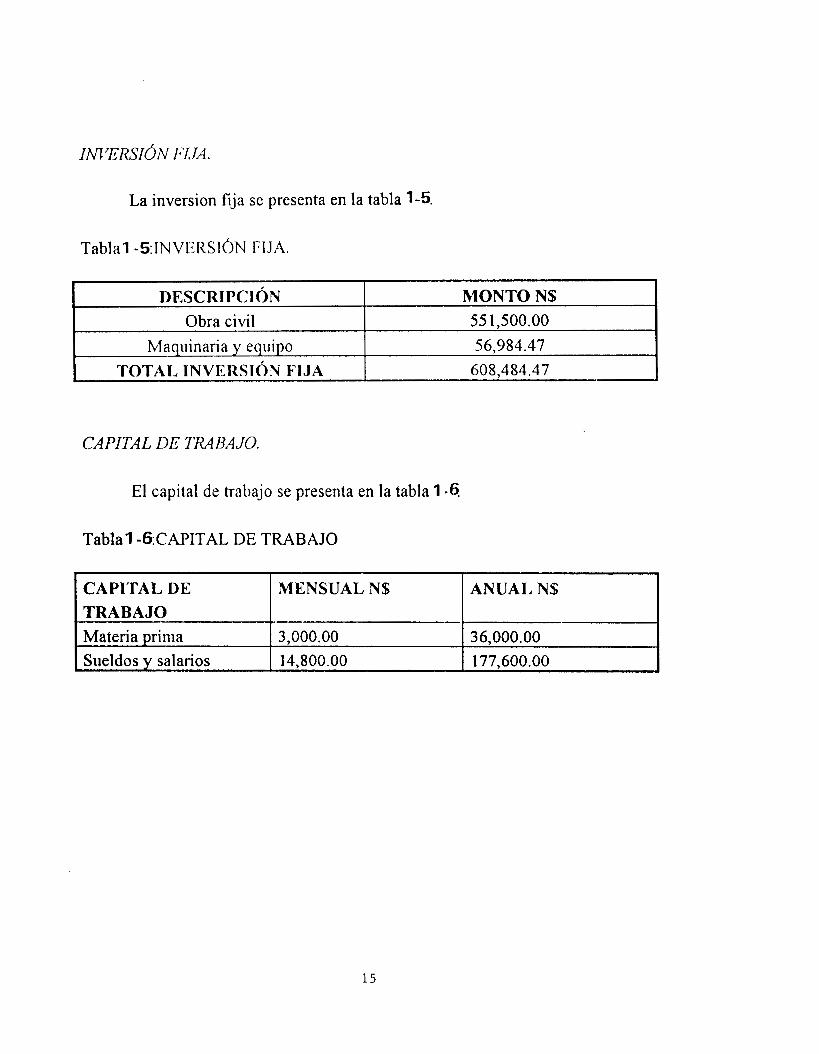
La inversion fija se presenta en la tabla 1-5.
Tabla1 -5:INW4IiS16N FIJA.
Obra civil 56,984.47 Maquinaria y equipo
55 1,500.00
TOTAL I N V E R S H ~ N FIJA 608.484.47
CAPITAL DE TRABAJO.
El capital de trabajo se presenta en la tabla 1 *6
Tabla‘) -6CAPITAL DE TRABAJO
CAPITAL DE
36,000.00 3,000.00 Materia prima - TRABAJO
ANUAL N$ MENSUAL N$
177,600.00 14,800.00 Sueldos y salarios
- .
15
TEMA 2
EL PRODUCTO Y sus
CARACTERISTICAS.

EL PRODUCTO Y SUS CARACTERISTICAS.
El objetivo principal de una planta de tratamiento es reducir la carga de contaminantes de un tipo de agua residual que emana su efluente a rios, lagos y lagunas.
Las descargas de agua residual de manera directa o indirecta se conducen a los cuerpos receptores propiedad de la nación, por lo tanto las descargas a estos cuerpos receptores deberan satisfacer lo establecido en la norma técnica ecológica NTE-CCA- 014/88 que indica los límites máximos permisibles para las descargas. Esto se muestra en la tabla 2- l .
TABLA 2-1 * Límites máximos permisibles de contaminantes en las descargas textiles.
No. INSTANTANEO PROMEDIO DARIO PARAMETRO 1 2
6-9 6-7 Potencial de hidrógeno
2.0 1.0 Sólidos sedimentables (rnl/l) 3
120.0 100.0 Demanda Bioquímica de Oxige:
4 Sólidos suspendidos totales 50.0 60.0
5
34.0 34.0 *Temperatura en ("C) 7
1.2 1 .o Cromo (ma)
al %o. día "C ( m a )
(mgll)
6
8
1.2 1.0 Cobre ( m d )
"""" """" *Fenoles ( m a ) 9 """" """" *Sólidos disueltos (mg/l)
10 20000 1 O000 Coliformes totales (nmp/lOOml: 1 1 100.0 100.0 *Color (unit <esc:Pt-Co>)
18

El presente estudio se enfocó al tratamiento de tipo biológico, ya que con estos se obtiene un alto porcentaje de remoción de contaminantes.
En la determinación de el proceso biológico se trabajó con cuatro sistemas diferentes con el fin de determinar cual de ellos cumple los requerimientos de la Secretaría de Desarrollo Social (SEDESOL). Los sistemas biológicos empleados fueron los siguientes: Anaerobio-Aerobio, Acrobio, Anaerobio, Aerobio-Anaerobio.
Los reactores utilizados para las pruebas son: El reactor Anaerobio es de tipo UASB (reactor anaerobio con lecho de lodos activados de flujo ascendente), el reactor Aerobio es un biofiltro. Para el tratamiento secundario se realizaron pruebas de filtración con carbón activado con el fín de adsorber color.
De acuerdo a los datos experimentales se observó una mayor eficiencia en el sistema aerobio-anaerobio, el diagrama dc flujo del proceso se muestra n continuación en la figura 1.
\ - 1
Entrada Reactor Aerobio
19

TEMA 3
EL ESTUDIO DE MERCADO.
ESTUDIO DE MERCADO
Se tiene que la evolución que ha tenido la industria textil, hoy en día con la modernidad que ha alcanzado este sector industrial, el acabado de hilo y tela, que anteriormente tardaba días en terminarse, en la actualidad se logra producir en grandes volúmenes por día.
En nuestro país este proceso fue iniciado y continuado desde mediados del siglo XVII en la zona de puebla y tlaxcala; actualmente se ha extendido a 21 estados de la República mexicana. Pese a una constante modernización sigue siendo una fuente de alto consumo de agua fresca y por ende de desechos líquidos residuales con una gran variedad de contaminantes, sus caracteristicas son la presencia de colores intensos, variaciones del potencial de hidrógeno, altas temperaturas y productos químicos orgánicos e inorgánicos, siendo estos una de las fuentes de contaminación que afectan y alteran la calidad original de los cuerpos receptores.
LA INDUSTRU TExTlL Y SU LOCALIZACIOA?
Se tiene que en los aiios de 1974 y1976 la Secretaría de recursos hidráulicos, estimaba que la industria textil englobaba a 1905 establecimientos para la manufactura de fibras. Para 1989, de acuerdo a la información proporcionada por la Cámara Nacional de la Industria Textil el número de empresas para este aiio era de 1974, lo que significó un incremento de sólo 89 establecimiento en un periodo de 15 aiios, representando un incremento de 4.4% equivalente al 0.3% anual.
En función del directorio de la Cámara Nacinal de la Industria Textil, el número total de industrias afiliadas a esta cámara es de 1994; concentrándose el 82% de este total en la zona centro del país. Se tiene que de todas las empresas existentes en el país sólo el 95% de estas se encuentran afiliadas a la Cámara. En la tabla 3-1 se indica la distribución de las industrias textiles en el país:
2 1

TABLA 3- l . Distribución nacional de la industria textil
* En otro se incluyen los estados de: Aguascalientes, Baja California Norte, Chiapas,Chihuahua, Durango, Jalisco, Michoacan, Morelos, Nayarit, Nuevo León, San Luis Potosí, Tamauliapas, Veracruz, y Yucatán.
El territorio Mexicano enfrenta actualmente los graves problemas de la disminución acelerada de la disponibilidad de agua en zonas pobladas del país, así como de una tendencia creciente de contaminación de los cuerpos de agua suceptibles a servir como fuente de abastecimiento.
Se tiene que el 80% del agua en el país se encuentra a menos de 500 msnm en donde se localiza el 25 YO de la población y el 10% de la producción industrial, mientras que a una altura mayor a los 500 msnm, existe un número mayor de ciudades que sólo cuentan con un 20% de recursos y en donde se encuentra el 75% de la población y el 90% de la producción industrial.
Lo anterior se debe básicamente al desarrollo acelerado del país, el cual ha proporcionado un aumento en la extracción de agua para consumo, que al mismo tiempo implica una mayor generación de aguas residuales; estas aguas que al ser descargadas sin tratamiento a los cuerpos receptores, perjudican el ecosistema y disminuyen su potencial de aprovechamiento.
Se tiene que en la región central del país, en la cual se ubica la gran mayoría de las industrias textiles. En la tabla 2 se indican los principales cuerpos receptores afectados por las descargas de agua residual generados por la Industria Textil localizada y distribuida en los diferentes estados de la República Mexicana.
22

TABLA 3-2 : Localización de la Industria Textil en la República Mexicana y los principales cuerpos receptores.
8 Edo. de México Tuzantla 9 Guanajuato Sta. María, Lema 10 Hidalgo Moctezuma, Pánuco 11 Jalisco Atenco, Valparaiso, Ameca 12 Michoacan Lema, Balsas 13 Morelos Mezcala 14 Nayarit Acaponeta, Mezquita1 15 Nuevo León Sabinas, Pesquería 16 Puebla Tecolutla. atovac 17 Queretaro Pánuco, Sta. María 18 San Luis Potosi Verde, Tamuin, Pánuco 19 Sinaloa El fuerte, Huamaya 20 Tamaulipas Bravo, Conchos 21 Tlaxcala Tecolutla 22 Veracruz Pánuco, Tecolutla, Coatzacoalcos 23 Yucatán """""""*
En el plano 1 se muestra la distribución de las Industrias Textiles y sus cuerpos receptores en la República Mexicana.
2 3
ESTUDIO DE LA PROYECCION DE CONTAMlNACION POR DESCARGAS DE AGUAS RESIDUALES.
De acuerdo con los estudios realizados por la Secretaría de Recursos Hidraulicos, de la demanda de agua y generación de aguas residuales y su calidad, en una forma estimativa se indica que la tendencia de la contaminación hacia los cuerpos receptores se incrementará. En forma general y de acuerdo con la proyección estadística del pronóstico de producción para los siguientes cincuenta años se tiene que la industria textil requirió para el año de 1989, de 1 1 1’000,258 m3 de agua y que para el aiio 2040 el consumo se incrementará a 153‘960,683m3 de agua. El agua residual generado durante 1989 fue de 87‘757,281 m3 se estima que para el año 2042 la generación de este tipo de residuo será de 123’060,907 m3.
PROYECCIONES.
Se tiene que la industria textil utilizará en el año de 1994 134’000,000 m3 de agua fresca para su proceso, se estima que para este mismo aiio se generará aproximadamente 107‘000,000 m3 de agua residual, la proyección de carga orgánica en las aguas residuales para 1994 será de aproximadamente 135’000,000 Kg/año. Ver gráfkas del apéndice A.
La capacidad de la planta deberá ser 670 m3 de agua al dia y se ubicará aledaila a la planta textil. La empresa se encuentra situada a 450 km de la Ciudad de México en el estado de San Luis Potosí.
2 4

TEMA 4 TRABAJOS DE INVESTIGACION.

OBJETIVO PARTICULAR.
En base a la experimentacion de diferentes sistemas de tratamiento biológicos determinar aquel que proporcione una mayor eficiencia.
Realizar experimentación que proporcione los datos necesarios para determinar las bases del diseño de equipos.
26

Los sistemas biológicos con los que se experimentó son:
1) Sistema anaerobio-aerobio. 2) Sistema aerobio. 3) Sistema anaerobio. 4) Sistema aerobio-anaerobio.
Las aguas residuales utilizadas para la experimentación mostraron las características que se encuentran en B-1 del apéndice B.
RESULTADOS PARA DETEMINAR EL TIPO DE REACTOR
Los resultadops para el sistema Anaerobio-Aerobio (sistema I), en este sistema el reactor Anaerobio trabajo con un tiempo de retención de 24 horas y el reactor Aerobio con un tiempo de retención de 12 horas, los resultados se muestran en la tabla B-3 del apéndice B.
TIEMPO DE RETENCION Y SOLIDOS SEDLMENTABLES.
Se requirio determinar el tiempo de retención óptimo para cada uno de los reactores, esto se realizó por medio de la experimentación de los sistemas 2 y 3 los resultados se muestran en las tablas B-4 y B-5. Apartir de estos resultados se llegó a la conclusión de que el mejor tiempo de retención fue para el reactor Aerobio con un tiempo de retención de 6 horas y un 93% de remoción, para el reactor Anaerobio se obtuvo un tiempo de retención de 12 horas con un 68.1% de remoción.
Las muestras 9 y 10 fueron tratadas en el sistema 4, los resultados se muestran en las tablas B-6 y B-7 respectivamente, además de los análisis acostumbrados, a la muestra 9 se le hcieron pruebas sobre sólidos sedimentables y los resultados se aprecian en las gráficas 5 -1 3 del apéndice B.
Con los datos obtenidos se determinaron las bases del diseño de equipos de eliminación de sólidos sedimentables.
27

De los resultados experimentales se llegó a la conclusión de que el sistema 4 (Aerobio-Anaerobio) , cumplio con los objetivos del proyecto, por lo que se tomó como base para el diseilo de la planta de tratamiento. Resultados de la experimentación en el apéndice B.
Con los datos obtenidos se determinaron las bases del diseao de equipos de eliminación de sólidos sedimentables.
DETEMINACION DE COLOR.
Para le eliminación de color se realizó un experimento donde se utilizó carbón activado para ver el efecto que se obtenia en la adsorción de color en el agua residual con y sin tratamiento Aerobio, a estas muestras se les filtro con carbón activado y se les realizó un barrido espectroscopico (espectros en el apéndice D), para determinar el color de las mismas. Los resultados de este experimento se muestran en las tablas B-8, B-9 y B-10 del apéndice B.
Debido a la eficiencia de remoción, se optó por requerir de dos filtros uno de arena para la eliminación de sólidos y otro de carbón activado para la eliminación de color en el agua residual.
NEUTRALlZACION.
Debido a los requerimientos del proceso biológico en donde se específica que el requerimiento de pH para la entrada a este tratamiento oscila en un rango de 6.5- 7 . 5 , se tuvo la necesidad de considerar el parametro de neutralización con CO, y HC1 , siendo el más conveniente el CO, por el costo además de la facilidad de manejo.
Los resultados obtenidos indican que se requiere 0.21 HCl por litro de agua residual y 23 g de CO, por litro de agua residual para obtener un valor de pH de de aproximadamente 7 .
2 8

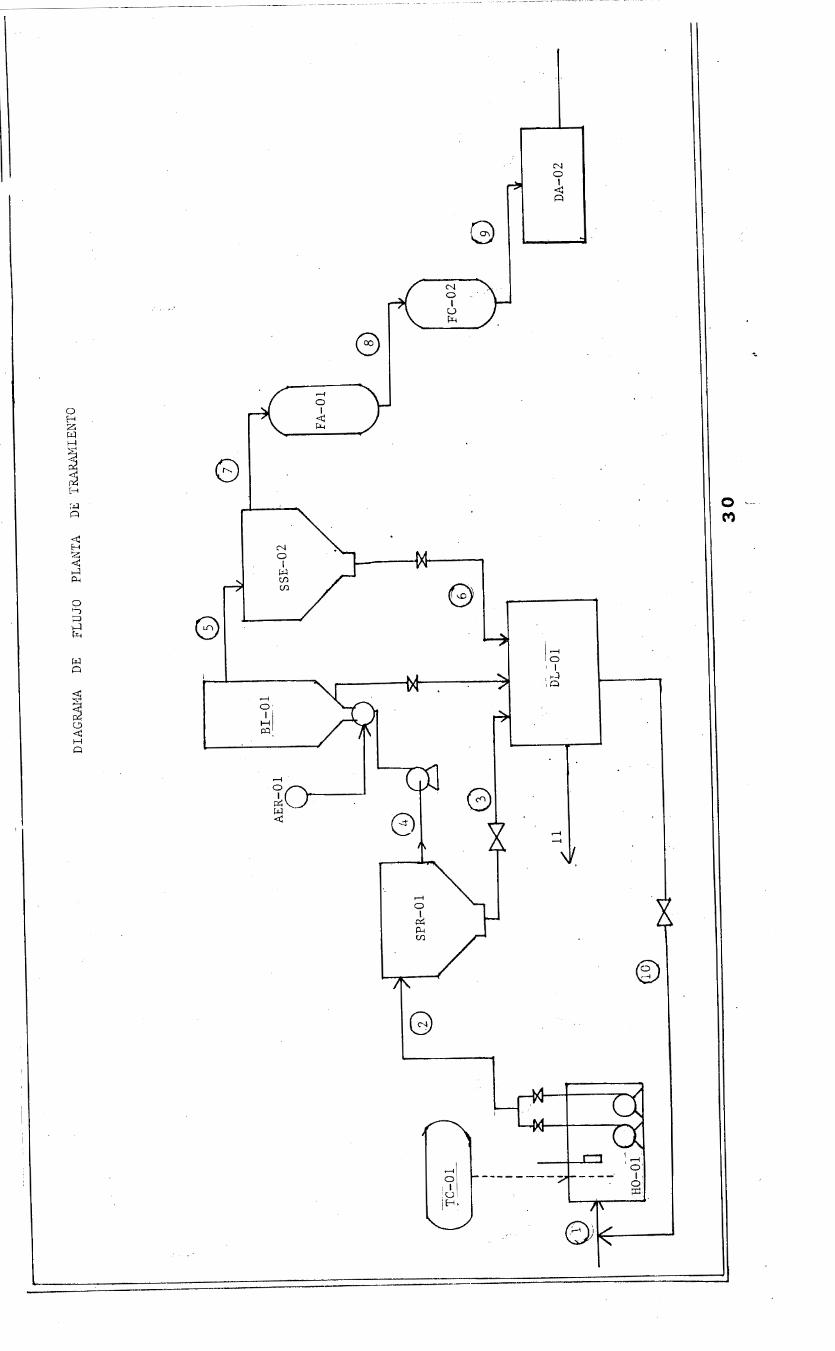
TEMA 5 RESULTADOS DEL DISEÑO.
;rl n
cl Pi
w a

CARACTERISTICAS 2 1
CARGA ORGANICA. Km- 16.30 20.34 mg/L
mg/L ..
504.0 504.0 K m . 1 O. 85 10.89 SUSPENDIDOS.
753.5 753.5 SOLIDOS
SOLIDOS SEDIMENTABLES. 112.5 5.10
Kglhr. '
AGUA A TRATAR. mg/L
5.1 *
21391.4
21531.0 14300 FLUJO TOTAL.
21391.4 m
K E h .
* *
Tabla5.1 Balance de masa.
3 6 5 4
4.23
863 .O 197.62 450 1070.0 0.850 3.82 8.50 2.40
1283.47 248.85 638 1918.73 1.25 4.80 12.04
I I I
1 I I 106.90
6267.10 332.39 0.292 48.45 6.10 6.425 5.63
~ 7 1 8 1 P o l 11
P t 3.56
6842.65 115.24 0.0 81.17 162.32 2.92 0.324 0.0 1.49 2.98
11552.82 195.20 9.695 19.39 193.95 4.93 0.550 O. 178 0.356
i
I t I 1
I I 1 I
0.320 251490.65 201 1.9 0.0 0.0 17.50
107.32 5.65 0.0 0.0
18289.65
425.37 2798.33 18291.34 18294.52 18296.5
310.20 2791.81 18289.65 18289.65 * * * * *
* El requerimiento de aire necesario es de 1.335 E6 l/h * El requerimiento de C02 es de 496 Kg/h

tabla 5.2:Lista del equipo del proceso ,dimenciones material y costo.
NOMBRE DE I MATERIAL I DIMENCION I COSTO N$ CODIGO LA UNIDAD Homogenizador V 4 8 m 3 6 0 , 0 0 0 . 0 0
4 x 4 ~ 3 (m)
V=64m3 D=5.7m; h=3m
8 0 , 0 0 0 . 0 0
v=10om3
7 0 , 5 0 0 . 0 0 v=60m3
120,000.00 D=5.7m; h=4m
D=5m; h=3m
V=8om3 1 0 , 0 0 0 . 0 0 4 x 4 ~ 5 (m)
v= 1 0 0 ~ 3 1 2 0 , 0 0 0 . 0 0 4 x 5 ~ 5 (m)
concreto armado de f C=250kg/cm2 con recubrimiento epóxico. concreto armado de f C=250kg/cm2 con recubrimiento epóxico. concreto armado de f C=250kg/cm2 con recubrimiento epóxico. concreto armado de f C=250kg/cm2 con recubrimiento epóxico. concreto armado de f C=250kg/cm2 con
HO-O 1
SPR-O 1 Sedimentador primario
BI-O 1 Biofíltro
SSE-O2 Sedimentador secundario
DL-O 1 Depósito de lodos
recubrimiento epóxico. Depósito de concreto armado de agua f C=250kg/cm2 con
DA-O2
recubrimiento epóxico, Tanque en fibra de vidrio 1 4 I 4 6 5 0 0 Marca Marlo
. .
FA-O 1 Filtro de arena Modelo con acabados sanitarios y
retrolavado automatico MIDA-36 Filtro de carbón activado
1 9 1 64 6 0 0 Marca Marlo Tanque en fibra de vidrio Modelo con acabados sanitarios y
FC-02
retrolavado automatico 3 , 5 0 0 . 0 0 Marca filter Acero inoxidable con Agitador de
ACA-42 AGI-O 1
paletas sistema automatizado
3 , 0 0 0 . 0 0 Marca Infra Acero inoxidable con
Modelo Fil-64
TC-O 1 Tanque de CO, sistema automatizado
5 , 0 0 0 . 0 0 Marca Air Acero inoxidable con Sistema de Infra-O4 Modelo
AER-O 1 aeración sistema automatizado tecnia Modelo
Air-599
32

Tabla is-3 PLANTA DE THATAMIENTO DE AGUAS RESIDUALES DE
UNA INDUSTRIA TEXTIL
OBRA CIVIL
HOMOGENIZADOR SEDIMENTADOR PRIMARIO REACTOR AEROBIO SEDIMENTADOR SECUNDARIO DEP6SITO DE LODOS DEPdSITO DE AGUA
SUBTOTAL N$
MAQUINARIA Y EQUIPO
FILTRO DE ARENA FILTRO DE CARB6N ACTIVADO AGITADOR DE PALETAS TANQUE DE C02 AUTOMATIZADO SISTEMA DE AERAC16N MANGUERA FLEXIBLE REFORZADA 3$ MANGUERA FLEXIBLE REFORZADA 2$ TUBO DE ACERO AL CARB6N 3"@ TUBO GALVANIZADO DE 2"$ TUBO PVC 6'$ TUBO DE PVC HIDRAULICO DE 4$ TUBO DE PVC HlDRAULlCO DE 6'$ TUBO DE 2 lQ"@ TUBO DE PVC 3/4"$ TUBO DE PVC INDUSTRIAL BOMBAS SUMERGIBLES BOMBAS CENTRIFUGAS BOMBAS AUTOMATICAS BOMBAS NEUMATICAS . VALVULAS
SUBTOTAL N$
TOTAL N$ i
COSTO N$
60,000.00 80,000.00
120,500.00 70,500.00
100.000.00 120,500.00
551,500.00
COSTO N $
14,465.00 19,646.00 3,500.00 3,000.00 5,000.00 206.38 160.91 40.00 140.00 35.00 40.00 65 00 18.09
8.18 160 O 0
2,000.00 2.500.00 1,500.00 2,000.00 2.500.00
56,904.47
608.484.47
33

TEMA 6 PERSONAL NECESARIO.

El requerimiento del personal esta dado en la tabla 6- l . Cabe hacer notar que en la planta solo se trabajarán 2 turnos al dia.
Tabla 6- 1 :REQUERIMIENTO DE PERSONAL.
PERSONAL INGRESO MENSUAL N% N%
INGRESO ANUAL T - 1 INGENIERO 42,000.00 3,500.00
QUIMICO 1 TECNICO QUIMICO
18,000.00 1,500.00 1 TECNICO 18,000.00 1,500.00
MANTENIMIENTO. 2 OBREROS. 5,400.00 450.00
35

TEMA 7 INVERSION FIJA.
INVERSION TOTAL:
Se tiene que la inversión fija para la planta de tratamiento de agua residual, expresada en la tabla 5-4 es de N$608,484.47 total.
El capital de trabajo fue de 83,400 y está expresada el la tabla 5-6.
La ganancia anual como ya se indico es de N$80,000.00 anuales.Tomando en cuenta que los tres primeros años las ganancias solo van hacer para pagar la inversión total de la misma. Por lo que podemos concluir que la planta si es rentable aparte de ser indispensable para evitar la contaminación ambiental en nuestro planeta.
37

TEMA 8 BIBLIOGRAFIA.
- AFWA. (1985).Standard Methods for the examination of Water. 16a edición. Ed American Health Association. EEUU.
- González S. M. et. al.( 1992). "Aerobic Submerged Biofilm Reactors for Waste Water Treatment". Wat. Res.26325-833.
- Hamoda M.F. et.al. (1987). "Operating Characteristic of the Aerated Sumerged Fixed-Film (ASFF) Bioreactor". Wat. Res. 21:939-947.
- Kinner N.E. et.al. (199 1). "Biological Fixed-Film Systems". Journal WPFC 60:824-827.
- Pretorius W.A.( 1987). "A conceptual Basis for Microbial Selection in Biological Wastewater Treatment". Wat. Res. 21:891-894.
- Trulear M.G. Characklis W.G. (1982)."Dinamics of Biofílm Processes". Journal WPCF 54:1288-1301.
-"Estudios del manejo y esquemas de solución para el control de la contaminación del agua en la industria textil". Tomo I . SEDESOL.
- "Estudios del manejo y esquemas de solución para el control de la contaminación del agua en la industria textil". Tomo 11. SEDESOL.
- Noah Galil, et. al. "The influence of mixing on tha physical characteristics of biological flocs". Journal WPCF .V.63 5:768-772.
39

- J:R. Harrison and G.T. Daigger. “Pilot Plant evaluation”.Journal WPCF. V59. 10:915-918.
- M. Ros et. al. “The influence of different support materials to treatment efficiency in packed bed reactors.
40

APENDICE A.


M I L U M E S DE m*rj DE AGUA

f "I P 9 7
Y o
i
4.
4 4

APENDICE

RESULTADOS ANALITICOS
El día 20 de julio de 1993 se recibieron tres muestras de agua para su análisis, estas muestras fuéron tomadas de tres puntos de una planta de tratamiento previamente disefiada, se presenta un breve diagrama de flujo, se muestra en la figura 1. Los tres puntos de donde fueron tomadas las muestras de agua son: 1) Entrada de agua a la planta; 2) salida de la torre deaereadora y 3) salida de los filtros de carbón rictivado y arena.
i
?
Cárcamo de V bombeo Lodos
AcCivados
TORRE Aereacu'on
Lodos AcCivados
TORRE Aereacu'on
Filtro carbón activado 0 Filtro arena
46

CARACTERIZACION DE LAS AGUAS RESIDUALES
El agua residual de la industria varia constantemente debido a que prácticamente a diario se tratan diferentes telas variando el proceso de teñido;por consiguiente diferentes colorantes y sustancias son empleadas para tratar las telas.
A continuación se muestran la caracterización de todas las aguas recibidas en la tabla B-l.
TABLA B- 1 :Caracterización de aguas residuales de la industria textil.

Especificaciones de deonde fueron colectadas las muestras: CB: Carcamo de bombeo. STA: Salida de la torre aereadora. SFCA:Salida de los filtros de carbón activado y arena
La última columna muestra los sistemas que se utilizaron para el tratamiento biológico de estas muestras de agua residual.
De los resultados anteriormente obtenidos y comparando con las normas de SEDESOL se muestra que la planta de tratamiento con la que se cuenta tiene una baja eficiencia; por lo que nuestro objetivo será disefiar un proceso eficiente que cumpla con las normas requeridas.
N O M S DE SEDESOL :
Los límites máximos permisibles de contaminantes en las descargas de aguas residuales,provenientes de la industria textil, se establecen en la tabla B-2.
TABLA B-2: Límites permisibles dados por SEDESOL:
PARAMETROS PERMISIBLES LIMITES MAXIMOS
PROMEDIO DIARIO INSTANTANEO pH
1.2 1 SOLIDOS 120 1 O0 DBO (mg/l) 6-9 6-9
SEDIMENTABLES (InlA)
SOLIDOS
1.2 1 CROMO(mg/l)
60 50 SUSPENDIDOS( mg/l)
I COBRE(m)r/l) 1.2 1
RESULTADOS EXPEUEZVTALES: ~
Todas estas muestras fuéron tratadas de diferente forma y con diferentes experimentos para lograr el objetivo requerido. Los reactores utilizados en la experimentación son los que se describen a continuación.
48

REACTOR AEROBIO: El reactor es un reactor de película fija de flujo ascendente, tiene un volumen útil de 3 l., consta de un empaque de 22 tubos de PVC tipo conduit, los cuales proporcionan un área de contacto de 1.545 metros cuadrados. La alimentación del reactor contiene un adaptador para introducir aire a razón de 515 m1 / min (lo cual corresponde a O. 105 g 0 2 / min ), este flujo se mantuvo constante durante todos los experimentos.
REACTOR ANAEROBI0:Este reactor es de lecho fijo, tiene un volumen útil de 4.9 L .
Los experimentos se describen a contiwacion con sus respectivos resultados.
Dado las semejanzas de las muestras 1 y 2 se decidió trabajar con ellas y desechar la tercera que correponde a la salida de la planta y que es conducida al drenaje.
Las muestras de agua se trabajaron de tres formas diferentes en procesos biológicos.
El primer experimento consisti6 en concctar un sistcrna en serie como lo muestra la figura 2, trabajando con tiempos de retención de 24h para el (ulaerobio y de 1211 para el aerobio.
FIGURA 2
R e a c t o r A e r o b i o
Eentrada R e a c t o r Anaerobio
4 9

En este experimento se realizaron las pruebas de DQ0,y pH, para los puntos de entrada y salida del diagrama, los resultados de dichos análisis se muestran en la tabla B-3 y su comportamiento en la gráficas 1 y 2 Que corresponden a DQO y pH. De acuerdo a los gráfkos se observo una mayor eficiencia en el reactor aerobio.
J
TABLA B-3: resultados del comportamiento de un sistema anaerobio(24Hr)- aerobio( 12Hr).
El porcentaje de remoción del reactor anaerobio es de 26.4%, del aerobio 46.16%
Ya que en el sistema dió como resultado una mejor eficiencia del reactor aerobio, se procedio a cambiar el experimento, alimentando a los reactores por separado como se indica en la figura 3 y variando los tiempos de retención, para determinar el mejor.
Se analizaron pH, DQO, conductividad, SST y porcentaje de remoción. Los resultados obtenidos se muestran en las tablas B-4 y B-5, el comportamiento del tiempo de retención se ve en las gráficas 3 Y 4. Se llegó a la conclusión de que el mejor tiempo de retención fue el de 6hr para el reactor aerobio y 12 hr para el reactor anaerobio.
TABLAS B-4 y B-5
5 0

FIGURA 3
E
.AEROBIO
/ -
I
E
ANAERO B I O
S
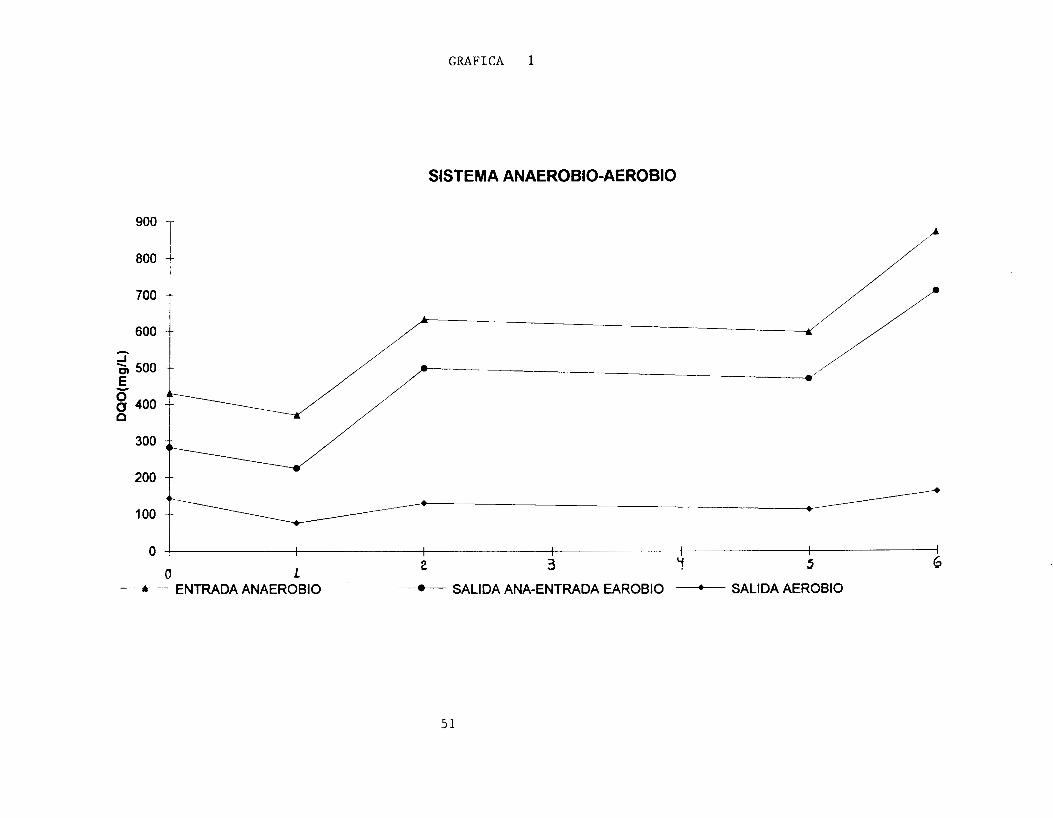
GRAFICA 1
SISTEMA ANAEROBIO-AEROBIO
800
200 300 i”/ O 1 1 I I I I 1
I I I
I
L e 3 5 G O
m ENTRADA ANAEROBIO __e_ SALIDA ANA-ENTRADA EAROBIO - SALIDA AEROBIO
51

N

TRH Dias
1 1 1
0.5 0.5 0.5 0.25 0.25 0.25
1 0.5 0.25
A
DQOe mg/l 1320 720 930 998 588 655 426 426 229
825 747 360
T N
DQOs mg/l 635 422 376 31 2 216 188 230 256 178
399 238 22 1
A A
%REM
51.89 42.67 59.63 68.78 63.33 71.34 46.05 39.77 22.27
P
63.1 3 68.1 38.53
B E
SSTe mg/l 187 0.1 5 0.1 18 0.2
0.1 78 0.1 16 0.146 0.1 5 0.1 08
R
0.1 31 0.164
L R
SSTs mg/l 26.5 0.023 0.022 0.021 0.026 0.02
O. 024 0.016 0.027
O
0.0225 0.022
0.134667 0.02233
A O
%SST
85.83 84.67 81.35 89.5 85.4 82.76 83.56 89.33
75
M
83.95 86.85 82.63
B
PHe
7.74 7.28 7.63 7.74 7.77 7.83 7.92 7.93 7.64
E
7.39 7.78 7.83
8-4 I
PHs
7.62 7.19 7.23 7.53 7.62 7.4
7.18 7.21 7.37
D
7.2 7.51 7.25
O
Cond e
400 682 675 725 757 755 600 61 O 765
I
662 745 658
Cond S
476 676 690 736 744 799 81 O 819 895
O
683 759 84 1
GAS ml O O O O
0.07 0.3849 0.9498 2.057 0.359
S
O 2.744
20.303
5 3

GRAFICA 3
90
80
70
5 60
50
40
- E
W O
30
20
10
O
SISTEMA ANAEROBIO (DIFERENTES TIEMPOS DE RETENCION)
T I ~
(7
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 TIEMPO DE RETENCION(D1AS)
-"- % DE DQO e % DE SST
54
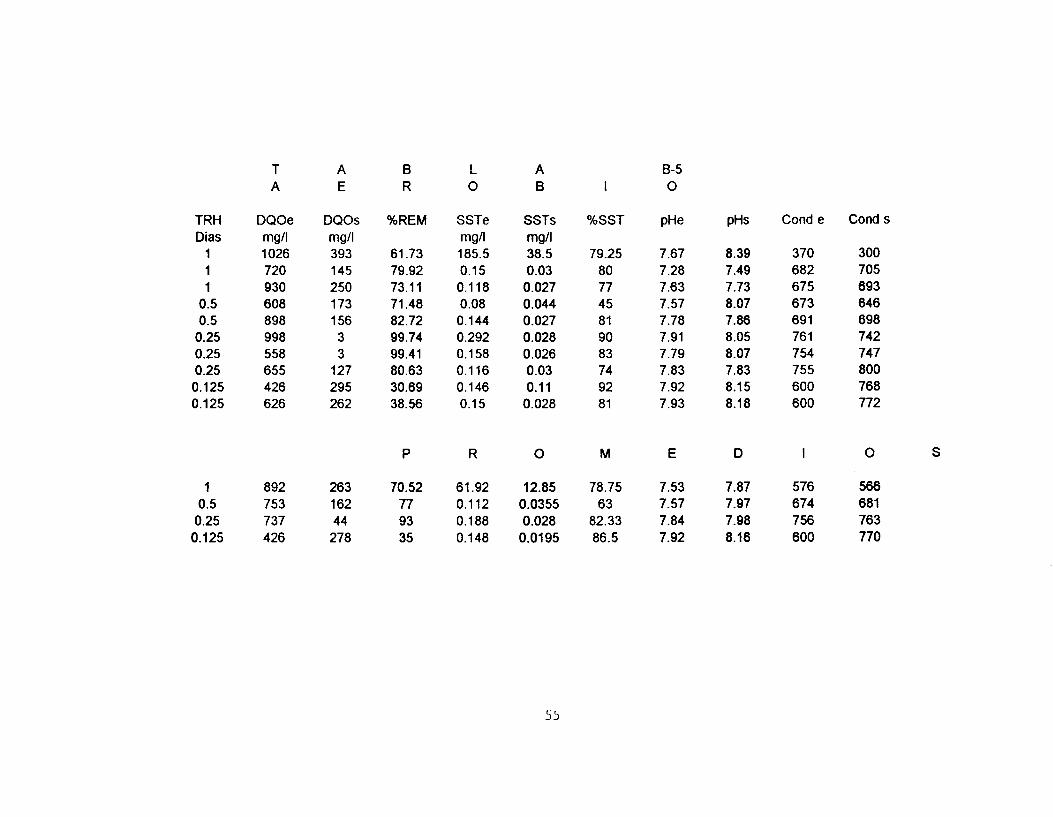
TRH Dias
1 1 1 0.5 0.5 0.25 0.25 0.25 0.125 0.125
1 0.5 0.25 0.125
T A
DQOe mg/l 1026 720 930 608 898 998 558 655 426 626
892 753 737 426
A E
DQOs mg/l 393 145 250 173 156 3 3 127 295 262
263 162 44 278
B L A R O B I
%REM
61.73 79.92 73.1 1 71.48 82.72 99.74 99.41 80.63 30.69 38.56
SSTe mg/l 185.5 0.15 0.1 18 0.08 o. 1 44 0.292 O. 1 58 0.1 16 O. 146 0.15
SSTs mg/l 38.5 0.03 0.027 O. 044 0.027 0.028 0.026 0.03 0.1 1 0.028
%SST
79.25 80 77 45 81 90 83 74 92 81
P R O M
70.52 61.92 12.85 78.75 77 O. 1 12 0.0355 63 93 0.188 0.028 82.33 35 0.148 0.0195 86.5
B-5 O
7.67 7.28 7.63 7.57 7.78 7.91 7.79 7.83 7.92 7.93
E
7.53 7.57 7.84 7.92
pHs Conde Cond S
8.39 7.49 7.73 8.07 7.86 8.05 8.07 7.83 8.15 8.18
370 682 675 673 691 76 1 754 755 600 600
300 705 693 646 698 742 747 800 768 772
D I 0 S
7.87 576 566 7.97 674 681 7.98 756 763 8.16 600 770
55
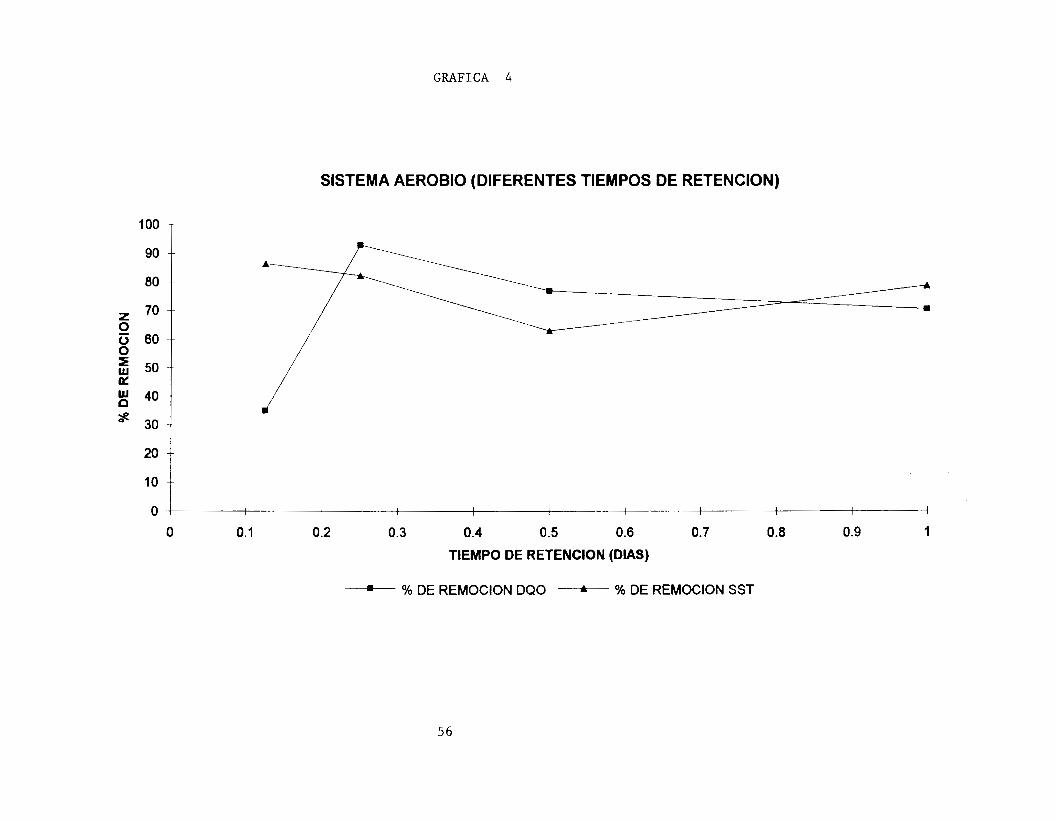
GRAFICA 4
1 O0
80
: 4 o t 3 0 4
I
SISTEMA AEROBIO (DIFERENTES TIEMPOS DE RETENCION)
/
/ / /
o L- I I I 1 I 1 1 I 1 1 t I I
O o. 1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
I
TIEMPO DE RETENCION (DIAS) - % DE REMOCION DQO % DE REMOCION SST
56

El día 15 de octubre se recibieron dos muestras de agua, las cuales eran muy diferentes a las anteriormente recibidas tanto en color como en olor y propiedades; la muestra 9 era de color amarillo con gran contenido de sólidos sedimentables y la muestra 10 era de color gris con muy pocos sólidos sedimentables y olor muy desagradable. Su caracterización se muestra el la tabla B- l .
Las aguas del 15 de octubre fueron tratadas en los reactores aerobio y anaerobio en serie trabajando con un tiempo de retención de 6 horas para el reactor aerobio y 24 para el reactor anaerobio figura 4.
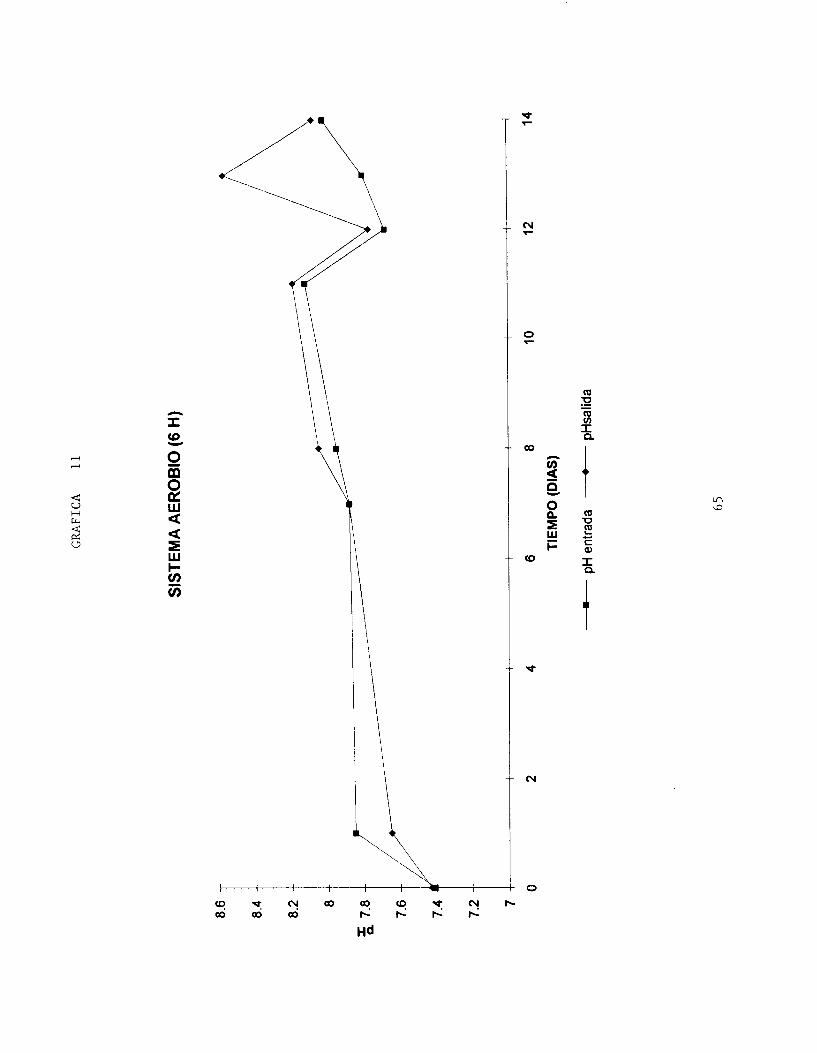
Debido que el tiempo de retención era muy corto y el volumen de agua con el que se contaba era muy poco se tomaron dos muestras al día con una diferencia de 8 horas entre ellas. A estas muestras se les hicieron pruebas de DQO, pH, conductividad, SST. Los resultados obtenidos para este experimento se muestran en la tablas B-6,B-6' B-7,B- 7',la tabla B-6 corresponde a los resultados de la muestra 9 y la tabla B-7 corresponde al tratamiento con la muestra 10. Los comportamientos de estos resultados se muestran en las grsicas de la 5- 13.
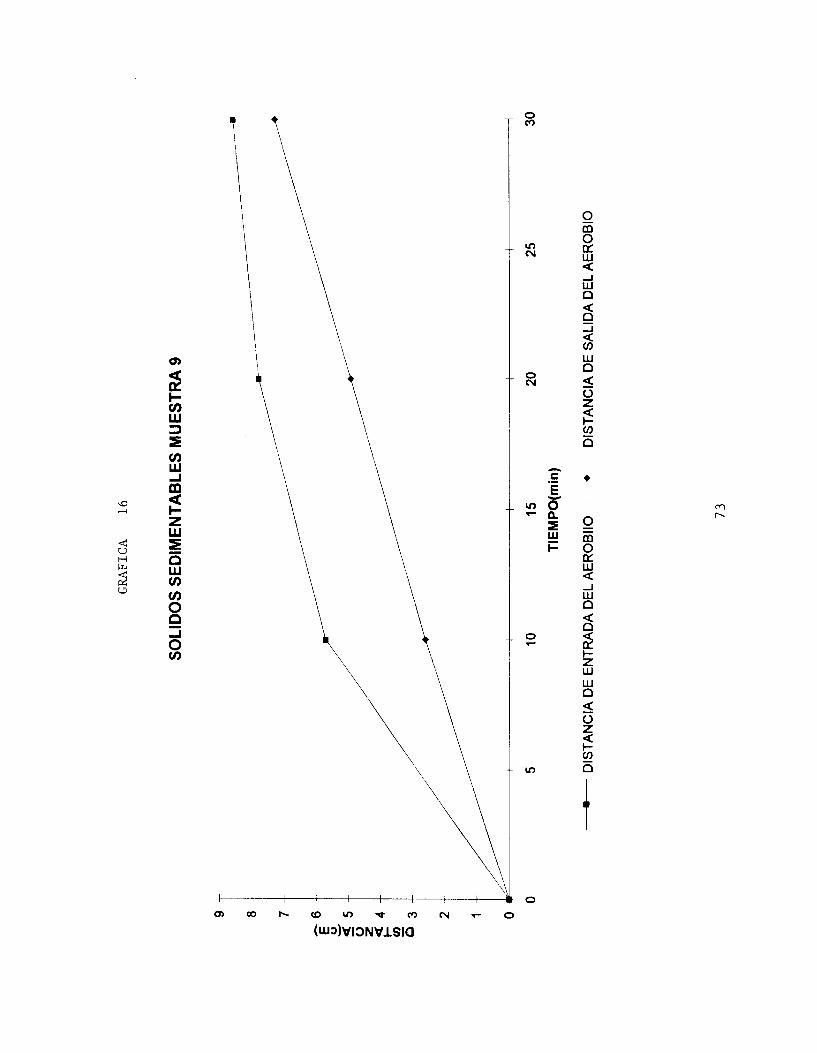
Debido a que la muestra 9 tenía gran cantidad de sólidos sedimentables, se realizó la prueba de sólidos sedimentables a la entrada y salida del reactor aerobio, y su comportamiento se muestran en las gráficas 13 ,14, 15, 16,y 17. La alimentación de el agua se cambio por la muestra 2 el día 28 de octubre de 1993.
SOLIDOS SEDIMENTABLES:
El experimento se realizó con la muestra 9 para determinar la velocidad se sedimentación a la entrada y salida del reactor aerobio se describen las velocidades obtenidas en cada una de las gráfkas de 18-22 antes descritas.
En la gráfica 14 se tiene que a la entrada del reactor la velocidad inicial de sedimentación es de 0.403 cdmin a un tiempo de 20 minutos, bajando hasta una velocidad de 0.0175 cdmin en un tiempo aproximado de 30 minutos. Para la salida del reactor se tiene que la velocidad de sedimentación inicial es de 0.494 cdmin en un tiempo de 20 minutos, la velocidad baja a 0.0175 cdmin a un tiempo de 30 minutos.
5 7

A
M Fecha
1 811 0193 1911 0193 2011 0193 21 I1 O193 22/1 O193 2511 0193 2611 0193 2711 0193
M A
Fecha 1811 0193 1911 0193 20/10/93 22/1 0193 2511 O193 2711 0193
T E M U
Dias
U E T
Dias O 1 2 4 7 9
A R A E
DQOe m@ 776 1424 1944 1080 1146 879 646 1341
E R A
DQOe 1144 992 1825 879 570 1209
B O Ñ S
DQOs mgll 81
1029 1348 922 420 306 380 643
S O R
DQOs 81 51 6 912 382 380 434
L B A T
PHe
6,84 6 , s
7 7,54 7,23 7,08 7,27 7,55
T B D
PHe 6.98 6.99 7.02 7,08 7,14 7934
A I N R
PHs
7,87 7,33 7.35 7,36 7,31 7,31 7,38 7,68
R I E
PHs 7.52 7.48 7.32 7,28 7,15 7,52
B-6 O A A 9
Conde Conds
1077 1686 1153 1098 1160 1112 1175 1169 1188 1203 1221 1225 1174 1166 1148 1132
A 9 O
Conde Conds 1058 1686 1100 1462 1150 1312 1221 1231 1146 1158 1014 1226
58

t
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 g c o s - & t z $ o 3 a * N

z W Y

h
I I I
;i
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 CVr 0 - $~-?~coW'Cv

\
i
t

T
0 i B 0 R E A 10 A R T 5 E U M
B-7 A L B A
6 3

0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 o _ m o 3 + ~ u M m c v s
d d

a
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ~ , , , , S S 4 % Z


En la gráfica 15 se tiene que a la entrada del reactor la velocidad de sedimentación inicial es lenta de 0.132 cdmin esto es a un tiempo de 20 minutos, la velocidad disminuye hasta 0.026 cdmin apartir de un tiempo de 30 minutos. En la salida del reactor se tiene que la velocidad inicial de sedimentación es de 0.415 cdmin en un tiempo de 20 minutos y baja hasta 0.052 cdmin a un tiempo de 30 minutos.
En la gráfica 16 se tiene que a la entrada la velocidad inicial de sedimentación es de 0.572 cdrnin a un tiempo de 10 minutos, reduciendose la velocidad a O. 143 cdmin. Para la salida del reactor se tine una velocidad de sedimentación constante de 0.242 C d m i n .
En la gráfica 17 se tiene que a la entrada del reactor la velocida de sedimentación inicial es de 0.390 cdmin a un tiempo de 10 minutos, la velocidad se reduce hasta 0.260 cdmin. Para la salida del reactor se tiene que la velocidad de sediemntación inicial es de 1.04 cdmin a un tiempo de 10 minutos, la velocidad de sedimentación se reduce a 0.0416 cdmin.
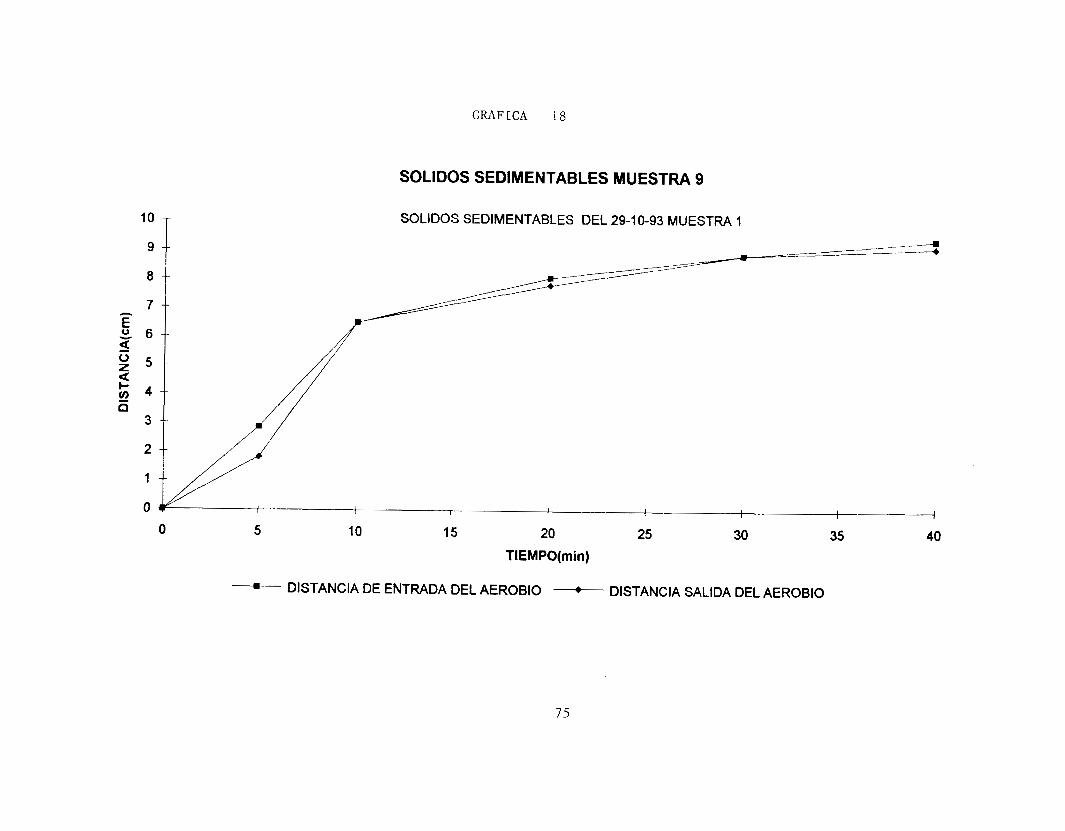
En la gráfica 18 se tiene que a la entrada y salida la velocidad de sedimentación inicial es la misma de 0.650 cdmin a un tiempo de 10 minutos, a la entrada la velocidad se reduce a 0.0936cdmin mientras que para la salida se reduce a 0.088 cdmin.
7 0

GRAFICA 14
SOLIDOS SEDIMENTABLES MUESTRA 9
U
I
O 10 20 30 40 50 60 TIEMPO(min)
'O T 9
8 -- - 7 " E U
I
O 10 20 30 40 50 60 TIEMPO(min)
7 1


t
GRAFICA 18
10 -
9
8
7 E a 0 6
"
--
"
c.
--
- $ 5 "
4 "
3
2
n 5
- -
"
SOLIDOS SEDIMENTABLES MUESTRA 9
SOLIDOS SEDIMENTABLES DEL 29-1 0-93 MUESTRA 1
O 5 10 15 20 25 30 35 40
TIEMPO(min)
_f_ DISTANCIA DE ENTRADA DEL AERO610 - DISTANCIA SALIDA DEL AEROBIO
7 5

TRATAMIENTO CON CARBON ACTIVADO
Se realizó un experimento para determinar el efecto de carbón activado en el agua residual con y sin tratamiento aerobio. El experimento consistió en poner el agua en contacto con carbón activado en diferentes cantidades. Para la muestra 9 se hizo el tratamiento a la entrada y salida del reactor aerobio, mientras que para la muestra 10 solo se realizó el tratamiento a la salida del reactor, los resultados de este experimento se nuestra en las tablas B-8,B-9,B- 10.
A estas muestras, después de pasarlas por carbón activado se les hizo un barrido espectrocopico a cada una de ellas para determinar, el color de las muestras se indican en las tablas B-8, B-9,B-lO.
TABLA B-8: Prueba con carbón activado entrada del reactor aerobio para la muestra 9.
Verde
Azul Amarillo verdoso
TABLA B-9: Pruebas con carbón activado salida del reactor aerobio muestra 9.
7 6

TABLA B-10: Prueba con carbón activado salida del reactor aerobio muestra 10
NEUTRALIZACION DE AGUA ALCALINA CON CO, Y HCI
Para neutralizar el pH de la alimentación se emplearon dos formas, una burbujeando con COZ y la otra adicionando ácido clorhídrico. Se hicieron curvas para determinar la cantidad de HCl yC0, requeridos por volumen de agua residual.
Los resultados de los análisis para la neutralización con HCl y CO, se muestran en las gráficas 9 y 10 respectivamente, que corresponden a pH . Se puede apreciar que se requieren de 0.21g HCV 1 de agua residual para obtener el pH entre 7 y 8, en la gráfka 9 se observan dos pendientes, la primera tiene un valor de -14.35, en esta recta la neutralización es un poco lenta pero al llegar al valor de 0.2lgde HCM de agua residual la neutralización es mas rapida, la pendiente para la segunda recta es de -4.7137. La prueba en la que se burbujeo COZ a el agua residual se muestra en la gráfica 10, en esta se observan dos pendientes, la primera pendiente tiene un valor de -0.1 184 en esta recta se tiene que la neutralización es rapida obteniendose 23g de COflitro de agua residual para obtener un pH de 7, la segunda pendiente tiene un valor de -0.0139 en esta recta se observa que se tiene un pH casí constante y la neutralización es lenta, esto se oberva en las gráficas 19 y 20, repectivamente.
7 7


m I
T
O u3
O 00
O I-
O CD
O v)
O t
O rc)
O cv
z
O
APENDICE C.
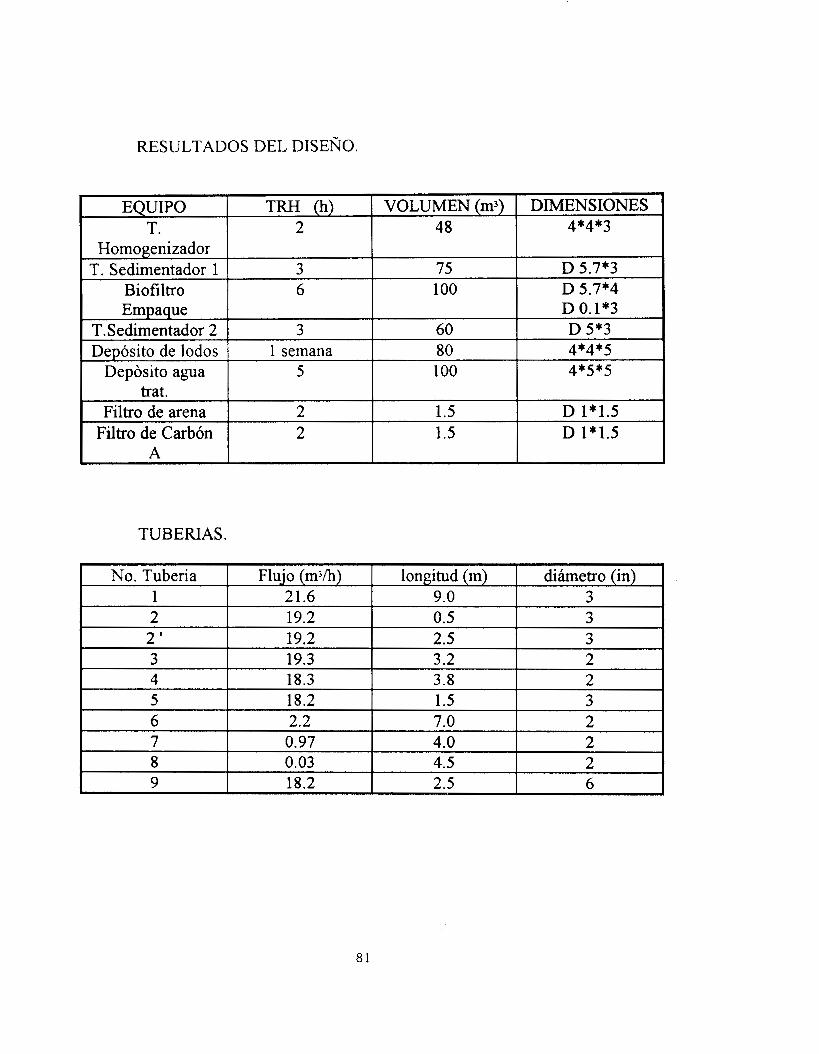
RESULTADOS DEL DISEÑO.
EQUIPO DIMENSIONES VOLUMEN (m9 TRH (h) T. 4*4*3 48 2
Homogenizador T. Sedimentador 1
D 5.7*4 1 O0 6 Biofíltro D 5.7*3 75 3
Empaque
4*4*5 80 1 semana Depósito de lodos D 5*3 60 3 T.Sedimentador 2
D O. 1*3
Deposito agua 5 1 O 0 4*5*5 trat.
Filtro de arena D 1*1.5 1.5 2 Filtro de Carbón D 1*1.5 1.5 2
TUBERIAS.
81
C. 1 Cálculos para el tanque homogenizador.
trh = 2h flujo = 21.6 m3/h
V = Q*t V = 43.2
Por sobrediseño se ajustó a 48m3
C.2 Cálculo para el tanque sedimentador. trh = 3h
V = 75m3
C.3 Biofiltro. Del reactor de laboratorio sebemos que:
área de contacto = 1.545m2 V=31
F = 0.5 Vh
jc = """"""- F(S0 - S)
A % = 3.09 g/d m2
1.545*1000
3 área superficial = ____-_-_-_________ - -
F'(S0 - S)
5 15 mVm3
área para el escalamiento = ------------ = 50060 m2
V = 50060/515 = 97.2 m3 245
8 2
APENDICE D.

O
4 ,
I' I
I $ -
I :
i U m
I
j
: I 1 ' i
O
.c a
'3- p - 0 :
!
1 "/
, .
." , I
m m .j
ir 1 i* , ! I /
i I
, ' I
L.
.... 1
a

I .. . ..
90
_ _ .. . . . .
9 1

!: I1
U m
,- I ti! c . ,
i
C
.. - -
3
N m
l.
1 I
i 1
r
, .
J.
u ir c
I
, -. 1
!
.. ..
J
" .
Ln m
i
l. m
I ! i - -
oa m
i


APENDICE E.
Las formulas utilizadas para obtener las multas en el estado de San Luis Potosí son las siguientes.
En donde
DQO=Demanda química de oxigeno (=)ma S:S=Sólidos suspendidos. f 6 v(=ym3/dia
Tenemos por metro cúbico de descarga de agua residual tenemosN$0.5083 y por contaminantes en el agua descargada son: a)Por kg DQO en la descarga N$0.3304. b)Por kg S:S en la descarga N$0.5846.
Para la descarga del agua residual sin planta de tratamiento de agua tenemos
Para la descarga del agua residual con planta de tratamiento de agua un costo por multas de N$12,269.1.
tenemos un costo por multas de N$5,666.1.
RENTABILIDAWMuLtas con planta de tratamiento+Costos de operación-Multas sin planta de tratamiento
104