usinages 3 à 5 axes - innovdays-plasturgie.com · association mocn & métrologie usinage et...
TRANSCRIPT

1
Usinages 3 à 5 axes
Comment gagner en :
- Précision d'usinage
- Qualité,
- Productivité.
� Introduction : Evolution des centres d’usinages : Comment gagner en productivité et précision
� CAS 1 : Moules et outillages : Doubler la productivité en réalisant sur un même centre UGV des Ebauches et Finitions performantes
� CAS 2 : Outillages de haute précision : Gains en productivité en 3 & 5 axes par association de l’UGV et de la Rectification par coordonnées sur la même machine.
� CAS 3 : Usinage et métrologie embarquée pour gagner en temps et en précision.
� CAS 4 : Micro-usinages de haute précision et usinages de qualité ‘Optique’
Présentation PEP du 24/04/2014

2
Röders: 200 ans d’histoire
�1800:Fondation de la fonderie d′étain Röders par Jasper Röders
�1975:Début de la fabrication de moules de soufflage PET
�1991: Construction de la 1ere machine UGV
�2011: Agrandissement du hall d’assemblage de Soltau/Harber
�2013: Roeders passe la barre de 60 M€ avec : - 450 employés dont 340 basés sur Soltau, - des filiales aux USA et en Chine - l’export de 70% de sa production,
- un parc installé de plus de 2000 machines, - dans tous les domaines industriels, - un record avec 200 machines vendues
�Sur 2012 – 2013, vente significatives en France de : - premiers centres combinés « UGV-Rectification par coordonnées »- première RXH1000 – broche 30000tr/mn – 40 kw
La réalisation d’une pièce va parfois nécessiter :- plusieurs montages ou prises de pièce, - des moyens de production complémentaires (Fraisage, rectification, …)
En revoyant le processus de fabrication, nous allons chercher à réaliser certaines pièces ou outillages en réduisant les montages & opérations : - usinage direct bloc trempé, - approches 5 axes (1 prise de pièce, outils plus courts, CDC meilleures)- si nécessaire, combinaison Fraisage – Rectification (précision, Ra, ….)
Ces approches vont permettre des gains significatifs en productivité et précision. (voir exemples PEP & CETIM)
Pour atteindre les niveaux de précision et qualité souhaités, nous allons voir quelques moyens mis en œuvre au niveau des centres d’usinage.
Il faut cependant souligner que �
Productivité, qualité & précision
3
Seule une approche globale assurera un ‘Retour On Investissement’ correct !
�Centre adapté aux performances recherchées Broche, avances, dynamiques, stabilité thermique, directeur de commande, guidages, motorisation …
�Attachements performantsfrettage, équilibrage, faux rond/durée vie outil …
�Bons choix d’outils (et de stratégies)carbures monobloc, plaquettes, forte avances …
�Maîtrise des conditions de coupe ‘UGV’ Enlèvement matière � évacuation chaleur par copeau …
�Trajectoires optimisées (FAO)qualité des trajectoires, contrôle section & volume copeau …
�Revue des méthodes et moyens de production Usinage direct trempé, réduction/suppression électroérosion suppression polissage & ajustage, maitrise du processus et de sa répétabilité …
Différents paramètres influent sur les résultats obtenus.
Selon la conception MOCN et les options installées, on peut obtenir différents niveaux de précision
Précision machine :
Conception
Armoire CN Broche
Asservissement

4
Concept MOCN UGV précise
� Equilibrage des masses en mouvement
� Motorisation à commandes directes et glissières
� Découplage dynamique de l'axe A pivotantqui est // à X
� Bonne accessibilité
� Régulation tempé-rature par eau
� Portique rigide pour hautes dynamiques et grande précision
� Stabilisation température
� Absorption vibrations broche
� Changeur outil avec mesure laser et protection copeaux
� Protections des glissières (copeaux, poussières graphite ou céramiques, rectification, …)
� Design ″global“ Machine, CN et Asservissements
�Au delà de conception machine :
- Rigidité bâti,
- Guidages,
- Motorisation,
- Refroidissements de base,
- Qualité assemblage et calibrations,
�de ses conditions d’utilisation (atelier climatisé ou pas)
�des options permettent d’atteindre différents niveau de précision :
- Pack refroidissement - Compensation Broche- Calibration automatique 5 axes- Climatisation de l'enceinte de travail - Climatisation des guides et chariots
Précision machine :

5
Bro
ches
CS
C, R
SA
Précision machine :
Compensation Broche
Machine en configuration standard : Moteurs linéaires, Boucles asservissement 32 kHz,
Compensation géométrique en usine…
Climatisation de l'enceinte de travail(Site climatisé)
Climatisation des guides et chariots
Pack refroidissement
Calibration automatique 5 axes
Com
pens
atio
ngé
omét
rique
sur
site
Site
clim
atis
é
Pré
cis
ion +/- 5 µm
en 5 axes
à +/- 10 µm +/- 20 µm
+/- 2 µm
Les évolutions des MOCN assurent des gains significatifs en productivitéqui conduisent à revoir les processus d’usinage afin :
� de réduire le nombre d’opérations et de montages d’usinages- réduction – suppression érosion,- ébauches et finitions sur le même centre,- passage 3 à 5 axes, - combinaison Fraisage et Rectification sur une même machine
� augmenter les niveaux des qualités et précisions obtenus : - diminution des opérations de réglages MOCN,- grande répétabilité, - réduction polissage et ajustage- suppression polissage et même qualité optiques
Conclusions

6
Applications
Matrice & Moules :
Machine plus puissante et plus rigide
Pour assurer
Des gains en productivité et qualité
CAS 1 : Société Klein

7
Matrice & Moules : gains en productivité :
• Pour réaliser ses matrices de forge, Klein utilisait deux types de machine :
• Un centre ‘classique’ pour les ébauches avec une broche puissante et des outils à plaquettes Dmaxi=66mm
• Un centre ‘UGV’ pour les finitions : Broche 42 000 tr/mn – 14 kW – Dmaxi 16 mm
• En 2012, Klein teste un nouveau centre UGV offrant la particularité :
• D’une meilleure rigidité, (Guidage broche 3 fois plus rigide)
• Permettant l’utilisation d’une broche UGV plus puissante : Broche 30 000 tr/mn – 40 kW – Couple 51mN (S1) jusque 7 000tr/mnavec des outils de Dmaxi=35mm
CAS 1 : Société Klein
Matrice & Moules : gains en productivité :
• Malgré un ‘Dmaxi outil’ plus petit de la nouvelle machine, il apparait rapidement que les dynamiques de la nouvelle machine permettent d’assurer des temps d’ébauche équivalents. Les deux machines permettaient d’ébaucher une matrice de forge en acier 1.2714 pour outillage, trempé à 48 HRC en environ 3 heures
Par contre, on constate que la rigidité et le faible niveau de vibrations ont permis :
• une augmentation significative des durées de vie des outils,
• une meilleure gestion des changements d’outils : � maitrise des durées de vie plaquettes � changements automatisés avec outils frères
CAS 1 : Société Klein

8
• Côté demi-finitions & finitions, les gains en temps sont aussi conséquents :
• Dynamiques plus importantes,
• En assurant de hautes qualités de finition
• Tout en conservant les niveaux de précision souhaités.
CAS 1 : Société Klein
Matrice & Moules
gains en productivité :
• On constate que le passage sur la nouvelle machine à permis de doubler la productivité en n’utilisant qu’une machine au lieu de deux.
• CDC et stratégies FAO sont maintenant optimisées, en tenant compte des capacités de la machine, et augmenter la productivité de 7 à 9 matrices :
• Durée de vie des outils doublée à triplée
• L’ajustement des stratégies d’usinage aux capacités de la broche à permis de réduire les temps d’usinage de 50% à 70%
• Les qualités ont même été améliorées.
CAS 1 : Société Klein
Matrice & Moules
gains en productivité :

9
• Parmi les ‘outils’ assurant ces gains, on soulignera aussi :
• Robot de chargement pièce et outils (et gestion outils frères)
• Respect des CDC et volume copeau (stratégies FAP)
• Constitution BD outils optimisée et fiable
• Télésurveillance
• Qualité des déplacements et dynamiques machines (moteurs linéaires)
• Et des opérateurs expérimentés.
CAS 1 : Société Klein
Matrice & Moules
gains en productivité :
Souvent UGV est associé à ‘finition’ avec des faibles capacité d’ébauche.
La gamme RXU offres ces deux possibilités avec : - un guidage du Z QUADROGUIDE® beaucoup plus rigide,
- des broches avec plus de couple et puissance :- 20 000 tr/mn – couple S1 90 mN - 24 000 tr/mn - couple S1 67 mN - 30 000 tr/mn - couple S1 55 mN
-
Plus de productivité - RXUen Moule, Outillage, Aéro, …
RXU1200max. 0,02mm
RXP1200max. 0,06mm
3 fois plus rigide

10
La RXU offre ainsi une même conception que les centres RXPsur des gammes de pièces plus importantes.
� En 3 axes
� RXU1000 (17 t) (2000kg sur table)
� RXU1400 (27 t) (3000kg sur table)
� En 5 axes
� RXU1000DSH : (19 t)800kg sur table Ø 600 – Dmax 800mm
� RXU1200DSH : (33 t)1500kg sur table Ø 900 – Dmax 1100mm
Des machines aussi ‘rigides’ permettent de réaliser tant des ébauches performantes que des finitions de hautes qualité. On réduit ainsi significativement les temps de réalisation des réalisation, tout en améliorant les durées de vie outils et qualités d’usinage.
Plus de productivité - RXUen Moule, Outillage, Aéro, …

11
Outillages de précision
Association sur un centre 3 ou 5 axes
de l’UGV et de la Rectification
Réduction des OP Amélioration qualité et précision
CAS 2 : UGV & Rectification
Outillages de précision : gains en productivité.
Certaines pièces nécessite l’utilisation de procédés combinés UGV et Rectification, pour des raisons - de précision et/ou
- de qualité d’usinage.
CAS 2 : UGV & Rectification

12
Outillages de précision : gains en productivité.
Outillage Acier trempé 63 Hrc
Tolérances : - D centre +/- 0.005- Ra 0.05
- Entraxes +:- 0.003
.
CAS 2 : UGV & Rectification
Outillages de précision : gains en productivité.
Une approche combinée UGV & Rectification assure alors des gains significatifs : - Usinage Dur, - Rectification - une seule prise de pièce, - une seule origine
Des gains de 20% à 30% sont alors envisageables.
.
CAS 2 : UGV & Rectification
13
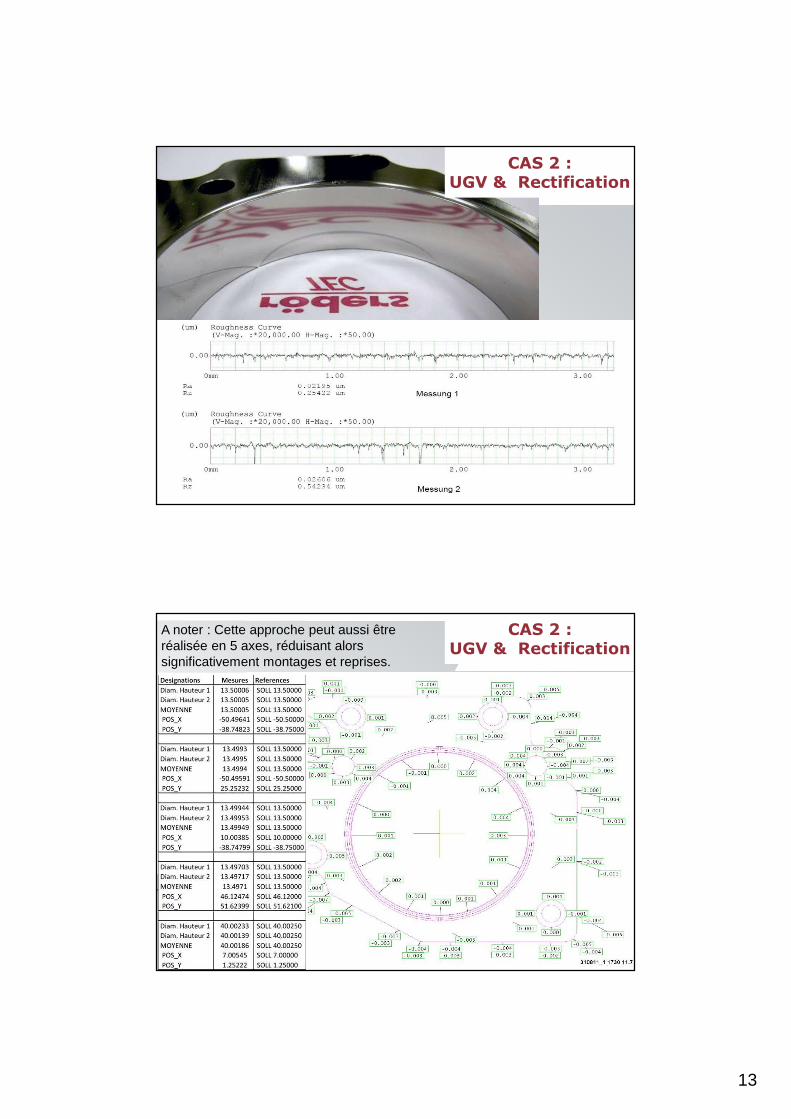
CAS 2 : UGV & Rectification
CAS 2 : UGV & Rectification
A noter : Cette approche peut aussi être réalisée en 5 axes, réduisant alors significativement montages et reprises.

14
.
CAS 3 : Association MOCN & Métrologie
Usinage et métrologie embarquée
Réduction des OP Amélioration qualité et précision
Vérification et traçabilité
�Logiciel de métrologie embarqué sur MOCN :
Associé à des palpeurs de haute précisions, la Roeders offre toutes les fonctionnalités de métrologie permettant :
� De réaliser des dégauchissages directement sur la pièce, à partir :
o de références ‘géométriques’ multiples
o de palpage sur formes gauches (best-fit)
Cette fonctionnalité permet de :
o S’affranchir de la précision du montage,
o Réaliser des vérifications en cours d’usinage et donc de détecter immédiatement tout problème,
o Assurer des reprises de haute précision,
o D’établir un rapport de contrôle avant démontage (‘bon a démonter’)
o Conserver historique et traçabilité, …
CAS 3 : Pour améliorer la précision…

15
Une MOCN disposant d’une armoire ‘PC’ sous Windowspermet l’installation de logiciels de métrologie tels que RMS-Inspect de M&H.
Sans vouloir transformer la MOCN en MMT, des gains conséquents sont alors réalisables à différents niveaux :
� Un seul posage pour dégauchir et usiner,
� Dégauchissages standard mais aussi sous-contraintes
� Dégauchissages sur CAO (Formes simples et gauches)
� Repositionnements précis pour reprises,
� Usinages ‘adaptatifs’ (voir # types)
� Détection d’erreurs au plus tôt, sur MOCN
� Vérification de côtes ‘sensibles’ avant démontage (réduction temps)
� Suivi et traçabilité (rapports)
CAS 3 : Association MOCN & Métrologie
Préparation :
� Import CAO
� Définition points mesurés- PLP, - entités géométriques
simples- sur formes gauches
� Contrôle parcours 3+2 et collisions éventuelles
� Génération programme de palpage
NB : Entités ‘moindres carrés’
CAS 3 : Association MOCN & Métrologie

16
Résultats : Ils peuvent être fournis sous formes différentes formes :
- graphiques
- détaillées dans des tableaux
et archivés pour analyses et suivis.
.
CAS 3 : Association MOCN & Métrologie
BEST-FIT : exemple derepositionnement précispar roto-translation pour reprises d’usinage.
.
CAS 3 : Association MOCN
& Métrologie

17
Usinage 3 et 5 axes
Réduction du nombre de posages,
Suppressions de certaines OP
(Suppression usinage électrodes et érosion)
Diminution des temps et du coût de revient
Amélioration qualité et précision
.
CAS 4 : Approche 3 axes et 5 axes
Le choix de gamme et des stratégies d’usinage, des moyens de réalisation ont un impact important sur :
- le temps de réalisation pièce,
- les précisions et qualités obtenues,
- le prix de revient de fabrication
Un comparatif a donc été établi pour réaliser cette pièce : - avec une approche classique Fraisage-Tournage-Erosion- avec une gamme UGV 5 axes
.
CAS 4 : Approche 3 axes et 5 axes

18
CAS 4 : Approche 3 axes et 5 axes
Le tableau ci-dessous reprend les différentes phases et il met en évidence les écarts et les gains procurés par le 5 axes qui a ici permis une réduction significative du nombre d’opérations et des gains en précision.
CAS 4 : Approche 3 axes et 5 axes
En résumé, le passage au 5 axes et à l’UGV permet, dans cet exemple :• Une réduction significative du temps et du nombre d’opérations• Une réduction conséquente du prix de revient.
On notera aussi qu’il est possible grâce à l’UGV d’usiner directement le bloc trempé. On gagne alors encore : - du temps puisque la pièce est réalisée en une seule prise - des manipulations (Ebauche, TT, finition)
Si la pièce doit être remplacée, on peut réaliser une pièce finie en un temps minimum : - stock bloc traité - usinage direct
sans avoir à gérer des blocs non traités et traités (place, réactivité, …)

19
Pour
des micro-usinages de haute précision,
des usinages de qualité ‘Optique’,
des broches spécifiques
ont aussi été développées…
CAS 5 : Broche ‘qualité optique’
�Broches spécifiques ‘qualité optique’
Les précisions & qualités obtenues peuvent encore être améliorées avec des broches spécifiques telles que la RSA60 :
� Broche à palier air :pas d’usure, très peu d’échauffement, sans lubrification
� 60 000 tr/mn 3.2 kW (ou 90 000 tr/mn)
� Dmaxi 2 mm HSK-E25
� Rotation extrêmement fluide
� Défaut de circularité dans 0.1 µm (10 fois mieux broche standard)
Usinage avec Boule D=4mm – Ra < 10nm -----�
Pour améliorer la qualité

20
Matière : ELMAX, HRC 58
Outil mini : D = 0.4mm
Pour améliorer la qualitéet la précision
Pour améliorer la qualitéet la précision
On voit ici que les temps d’usinages deviennent très importants.Stabilité thermique de la broche, qualité des guidages et asservissements seront déterminants pour préserver la durée de vie des outils et assurer qualité et précision demandées.

21
Prototype de réflecteur
� Pièce en Aluminium de dimensions 110mm × 110mm
� Pas reprise manuelle autorisée
� Aucune trace de reprise d’outil
� Outil minimum – Broche 30 000 tr/mn – sur une RXU !
� Boule D=0,8mmen carbure et diamant
� Ra=0,10 µm; Rz=1,12 µm
Usinage qualité Optique
� Insert pour moule injection
� Machine RXP500DSC
� Matière HRC 60
� Précision : ±2 µm
� Qualité surface :
� Ra: 0,032µm; Rz: 0,25µm
Ø75mm

22
A titre d’information, quelques exemples montrant :
- des usinages de très haute précision,
- des usinages ‘qualité optique’
aujourd’hui réalisables sur nos machines,
en réunissant toutes les ‘bonnes’ conditions…
Quelques exemples …
RXP500 :UGV & Rectification par coordonnées
36 alésages de diamètre 13mm ajustés dans trous de D 12 mm :
� Rectification
� Précision
o Concentricité moyenne : 0,9 µm
o Concentricité maximale : 2,1 µm
Usinages de précision
Ø13
Ø12

23
Micro Usinage
� RXP400: Insert pour lentille camera
� Matière : STAVAX 52 HRC
� Outils : Ø1,2 R0,01 et Ø1,5R 0,5
� Précision : Circularité : <= 1.5 µmConcentricité <= 1.5 µmDiamètre : ± 2 µmD = 4.323 et Ra <= 0.04
Usinage ‘ultra-précision‘
� Pièce diamètre 49mm
� Matière : Aluminium
� Outil : D=3 mm
� Circularité : 0.9 µm
� Machine : RXP400

24
Ces machines peuvent être équipées de robot de chargement assurant une exploitation optimale pouvant dépasser les 5000 à 6000 heures/an.
Ces automates permettent :
� Pièces < 1kg à 1 500 kg
� Mono ou multi machine
� Gestion pièces
� Gestion des outils (extension magasin)
� Superviseur de cellule Roeders
� Premières automations 1998
� Compatible avec les systèmes robotisésdu marché.
Pour encore plus de productivité :Penser à l’automation
Merci de votre attention