storage.dow.com.edgesuite.netstorage.dow.com.edgesuite.net/flash_video/coatings/acs/... · web...
TRANSCRIPT

Novel Waterborne Epoxies and Curing Agents for Protective Coatings
Tim Miller and Yong ZhangThe Dow Chemical Company, Dow Coating Materials
Spring House, PA USA
Abstract
Coatings designed for heavy duty applications in the Maintenance and Protective Coatings market are exposed to aggressive environments such as aggressive chemical solvents, marine atmospheres, UV light, abrasion, among others. Dow Coating Materials has designed waterborne epoxy and hardener systems which when properly formulated give performance rivaling solvent borne coatings at very low VOC. The formulation of these novel materials in primers, clears, and topcoats will be described. The performance of solvent borne and waterborne experimental and commercial solvent borne systems under varying conditions will be compared. The range of conditions under which waterborne systems can be applied and good performance achieved will also be summarized.
In the US as well as other areas of the world, coatings designed for these applications have been primarily solvent borne. There is a strong desire among all of the participants in the Maintenance and Protective Coatings value chain to reduce the emission of volatile organic compounds (VOCs) as well as the human health impact of these coatings. One hundred percent solids coatings are one route to that objective; however, at least in the case of epoxy coatings, these have the drawbacks of short pot lives, application difficulty, and reduced corrosion resistance compared to lower solids coatings. The other route has been replacement of organic solvents with water.
Introduction and Background
Coatings for heavy duty corrosion resistance in C4 and C5 environments as defined in ISO Standard 12944-5 such as bridges in coastal areas, the exteriors of tanks in refineries or chemical plants, lining of storage tanks and the like are generally solvent-borne.1 Epoxy is the main chemistry for these applications because of its superior adhesion, thermal and chemical resistance, and cost. Solvent-borne epoxies can be formulated with acceptable pot lives and cure times having volume solids ranging from 60 to 100%. Increasingly stringent regulations on VOCs and a desire to minimize risks from the flammability and health hazards of organic solvents have pushed coating formulators toward higher solids products. Higher solids products frequently have short pot lives, long cure times, poorer corrosion resistance, and greater application difficulty than 60-80% volume solids products. Manufacturers of epoxy resins and curing agents have worked to minimize these draw backs by appropriate modification of their products. Another approach which has gained wide acceptance in North America is the replacement of traditional organic solvents such as toluene, xylene, methyl ethyl ketone, and propylene glycol methyl ether with the VOC exempt solvents, p-chlorobenzotrifluoride, acetone, dimethyl carbonate and t-butyl acetate (tBAC). These solvents can have problems of odor, cost, flammability, and in some cases poor solvency.
Another approach to obtaining high performance and low VOCs is to replace organic solvents with water.2-3 This approach was pioneered 30 years ago by Shell, Cytec, Air Products and other manufacturers. There are strong advantages to waterborne coatings including ease of reduction, water clean-up of tools and equipment, and low odor, flammability, and toxicity. Many of the early waterborne

epoxy coatings required relatively high levels of organic solvents in order to facilitate reaction of amine and epoxy groups and film formation. Dow Coating Materials has developed a set of novel epoxy dispersions and accompanying waterborne curing agents as well as supporting starting point formulations and performance data. The objective of this paper is to describe some of these raw materials, present some insight we have learned formulating with these materials, and some coating performance information especially in the area of metal primers.
Experimental Methods
Laboratory scale coating batches were prepared on the 1-pint to 1-gallon scale using a Cowles mixer. Raw materials were produced in production scale equipment or obtained from commercial sources. Commercial coatings were purchased from US manufacturers and mixed according to the manufacturer’s technical data sheet. Parts A and B of coatings were mixed on the 100-300 gram scale and drawn down on Bonderite B-1000, blasted steel or other substrate generally using a 10-mil gap 3-inch draw down bar. The coatings were allowed to cure for 7 days at 25 ˚C and 50% relative humidity unless otherwise noted. The dry film thicknesses of the coatings were in the range of 2.5-4 mils. Pot lives were estimated by the time required for the coating to increase in Stormer viscosity by 20 KU or by gelation or loss of adhesion. Dry times were estimated using a Byk linear dry time recorder using the 24-hour scale. Flexibility was evaluated by a conical mandrel bend on Bonderite panels.
Results and Discussion
Novel Materials
Dow Chemical has developed a process for making aqueous dispersions of epoxy resins and other water-insoluble materials which allows the continuous production of uniformly small particle size emulsions. Our epoxy dispersion technology relies on proprietary epoxy-functional surfactants and mechanical dispersion to produce solvent-free products. The dispersed resins include liquid, solid Type 1, and Novolac based epoxies. The work described in this paper will focus on the Type 1 solid epoxy dispersion and coatings prepared using it. These products should be expected to and do have exceptional early moisture and good corrosion resistance.
Historically, Dow Chemical has been an important producer and innovator in epoxies but was not a strong player in epoxy curing agents. With the formation of the Dow Coating Material business three years ago as well as the acquisition of several small epoxy curing agent producers, Dow Chemical has positioned itself to become a stronger participant in epoxy curing agents. We have developed a series of water soluble epoxy curing agents built around diethylene triamine and triethylene tetraamine, liquid epoxy resin, and polypropylene and polyethylene glycols. Exp. 1 is derived from an ethoxylated bisphenol A glycidyl ether. Exp. 2 and Exp. 3 are derived from polyethylene glycol and Bis A and Bis F epoxy resins, respectively. Exp 4 contains acetic acid and Exp 5 is derived from polyethylene and propylene glycols and Bis F epoxy resin. These complex products have been tailored to be give, for instance, low viscosity, or rapid reactivity with epoxy, or good moisture or corrosion resistance.
Initial Primer Formulations
We developed a waterborne two-component (2K) 30.5% PVC, 44% volume solids anticorrosive primer formulation using our Type 1 “zero” VOC epoxy dispersion, Epoxy Dispersion 6001, and a strontium phosphosilicate anticorrosive pigment. In this formulation all of the pigments were on the epoxy dispersion side allowing for easy comparison of various experimental waterborne curing agents. We examined 5 curing agents in this formulation for viscosity and film formation as a function of mixing time as well as Cleveland humidity and salt spray performance. The results are summarized in Figure 1 and Table 1. Curing agent Exp 1 in this formulation was shown to be most advantageous.

We screened a similar set of experimental waterborne curing agents in a 50% PVC, 59% volume solids (83% zinc in the dry film) three-component zinc rich waterborne primer based on Epoxy Dispersion 6001. We also compared the experimental curing agents to a commercial WB curing agent and compared the coatings to a commercial solvent-borne organic zinc. The curing agents impart a variety of cure speed and early pendulum hardnesses as shown in Table 2. Exp 5 gave unacceptably slow cure and soft films in this application. We focused further studies on Exp 1.
PVC and Curing Agent/Epoxy Stoichiometry Optimization
We have evaluated a higher and a lower PVC in addition to the standard 30.5% PVC in our two-component Type 1 epoxy dispersion based anticorrosive primer. The data is summarized in Table 3. Exp 1 gives better Cleveland humidity resistance over the range of PVCs than does Exp 3. As expected, Cleveland humidity resistance worsens with larger amine/epoxy stoichiometric ratios and with higher PVCs. This is typically attributed to the larger number of amine groups and greater film porosity imparted by higher amine/epoxy stoichiometries and PVCs, respectively. We focused further studies on Exp 1 at 27% PVC and a 0.75/1.0 amine/epoxy ratio.
Optimum Formulation Comparisons
The formulations used for comparison purposes are given in Table 4 and 5. Table 6 presents comparative performance data for zinc rich and anticorrosive primer formulations with commercial products. The significantly lower VOC of formulations based on our novel solid epoxy dispersion as well as the relatively long pot life and rapid cure are striking. The VOCs of the commercial products were taken from the manufacturer’s product literature.
We cured all of the coatings at 77 ˚F and 50% relative humidity. If the coatings need lower temperature cure capability, then a higher level of organic solvent is needed to ensure crack-free film formation. We have had good success with 100 g/L of propylene glycol methyl ether. We have investigated curing these coatings at 80-90% RH and 77 ˚F and 50% RH and 40 ˚F. At 40 ˚F, full cure is not obtained after 4 weeks. At 80-90 % RH, full cure and good properties were achieved. At 100% humidity, these coating do not cure at all.
The pot lives of these coatings are all in a similar range except for one of the commercial zinc rich coatings which according to its manufacturer has a 16-hour pot life. The dry to touch and dry through times are generally in the same range except for one of the commercial zinc rich primers which had a very rapid dry through time and one of the commercial waterborne anticorrosive primers which was rather slow to cure. Because of the high PVC of the zinc rich primers, their flexibility is poor. The good hardness and accompanying high flexibility are remarkable for the solid epoxy dispersion-based anticorrosive formulation. The adhesion for all of the coatings was evaluated on Bonderite and blasted steel panels and was excellent. Ratings of panels for the two WB experimental coatings subjected to condensing humidity at 40 ˚C for 2 weeks demonstrate excellent performance.
Relative corrosion resistance evaluations as determined by salt spray are summarized in Table 6 and Figures 2-3 and further illustrated by photographs in Figures 4-7. The experimental WB anticorrosive primer has excellent scribe resistance but some rusting in the field. The commercial products have extensive creepage from the scribe. Two of the solvent-borne commercial zinc rich primers show extensive field rusting; whereas, our experimental WB zinc rich primer has only traces of corrosion. One of the three commercial zinc riches has quite good overall performance.
Conclusions

The new Type 1 solid epoxy dispersion coupled with the aqueous curing agent Exp 1 from Dow Coating Materials allow the formulation of anticorrosive and zinc rich primers with performance comparable to conventional much higher VOC solvent-borne or waterborne products. Epoxy dispersion and the curing agent contain no added solvent allowing the formulator to choose the solvent needed to optimize properties. When the epoxy dispersion is paired with the waterborne adducted polyamine curing agent, Exp 1, primers having good corrosion and humidity resistance, adhesion, cure time, flexibility and hardness can be formulated.
References1. J. Helsel, Coatings: Key weapon in the war on corrosion, J. of Protective Coatings and Linings,
June/July 20082. M. Aamodt, High performance water-borne coatings for heavy duty corrosion protection, Paper
#04008 NACE 2004 Offshore Coating Technology Symposium3. W. Zhao, Zero-VOC Water-Based Epoxy Topcoat, Paint and Coatings Industry March 2010
Acknowledgements
We would like to thank Dow Coating Materials Management for the opportunity to present this work and Dr. Tom Tepe, Dan Haile, and Dionna Littles for early work.
FIGURES AND TABLES
Figure 1. Viscosity as a function of time from initial mixing for five WB curing agents in a 30.5 PVC, 44% volume solids Type 1 epoxy dispersion based anticorrosive primer formulation.
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.0060
70
80
90
100
110Exp 1Exp 2Exp 3Exp 4Exp 5
Time (hrs)
Visc
osity
(KU
)
Table 1. Coating performance for five WB curing agents in a 30.5 PVC, 44% volume solids Type 1 solid epoxy dispersion based anticorrosive primer formulation.
Curing Agent 2-hr Delta KU CommentExp 1 15.7 Best Overall Performance

Exp 2 16 Paint gelled after 2 hoursExp 3 14.6 Dry film cracked after 2 hoursExp 4 0.7 Poor Cleveland Humidity PerformanceExp 5 12 Weaker Salt Spray Performance

Table 2. Coating performance for four WB curing agents in a Type 1 epoxy dispersion based zinc rich primer formulation.
Exp
1Exp
3Exp
5Exp
6
Competive
Hardener
Commercial SB Zinc
Rich
Dry Time (hrs)
To Touch (hrs) 0.5 0.75 1.25 0.5 0.25 1.75Through Cure (hrs) 4 3.5 >24 3 2 5
Pendulum
Hardness (sec)
1-Day Cure 52 98 28 99 62 81
6-Day Cure 73 108 52 122 78 98
Table 3. Cleveland humidity performance for anticorrosive primer formulations as a function of WB curing agent, PVC, and amine/epoxy ratio.
Curing Agent PVCAmine/Epoxy
RatioCleveland Humidity
Exp 1 27 0.76 10Exp 1 27 0.85 10Exp 1 27 0.91 8FExp 1 30.5 0.76 10Exp 1 30.5 0.85 10Exp 1 30.5 0.86 6MExp 1 32.5 0.75 2MExp 3 27 0.71 8FExp 3 27 0.81 8FExp 3 27 0.90 8MExp 3 30.5 0.75 8MExp 3 30.5 0.84 6DExp 3 30.5 0.92 8M
See ASTM D714. 10 = no blisters, 8 = smallest blisters visible to the naked eye, 6 = larger blisters, etc. F = few, M = medium density, D = dense blisters

Table 4. Anticorrosive Primer Formulation
Table 5. Zinc Rich Primer Formulation
Material Name Grams mLsPart AGrind Premix Water 23.5 23.5 Sodium Nitrite (15%) 3.6 3.3 Defoamer Byk-019 0.8 0.8 Tego Airex 902W 1.2 1.2 Disperbyk 194 4.8 4.4 Red iron oxide 22.9 4.5 Blanc Fixe N 26.7 6.5 Wollastocoat 10 ES 38.1 13.1 Halox SW-111 29.9 10.5 Mica 325 3.2 1.1
Premix Sub-total 154.6 68.9
Grind above in order on Cowles, then reduce speed and add following XZ92533 246.9 228.8 Acrysol RM-8W 0.8 0.8 Water 1.0 1.0 Spheriglass 5000 22.9 9.1 Dow Corning Z-6040 2.3 2.1
Grind Sub-total 428.4 310.7
Part B Premix Curing Agent 52.9 49.6 Water 12.6 12.6 Dowanol PM 4.1 4.4 Dowanol PPh 2.0 1.9
Premix Sub-total 71.6 68.4Totals 500.0 379.2
Property ValueTotal PVC 27.1 %
Volume Solids 43.8 %
Weight Solids 57.2 %
VOC 36 g/l

ACRYSOL™, DOW CORNING™ and DOWANOL™ are trademarks of The Dow Chemical Company (“Dow”) or an affiliated company of Dow
Material Name Grams mLs
Part A Epoxy Premix Water 10.4 10.4 Dowanol PM 14.1 15.3 XZ 92533 296.8 275.0 Tego Airex 902W 1.9 1.9
Premix Sub-total 323.1 302.5
Part B Hardener Curing Agent 60.2 55.6
Premix Sub-total 60.2 55.6
Part C Zinc Dust 1057.7 151.1
Totals 1441.0 509.1
Property ValueTotal PVC 50.3 %
Volume Solids 59.0 %
Weight Solids 85.6 %
VOC 45 g/l
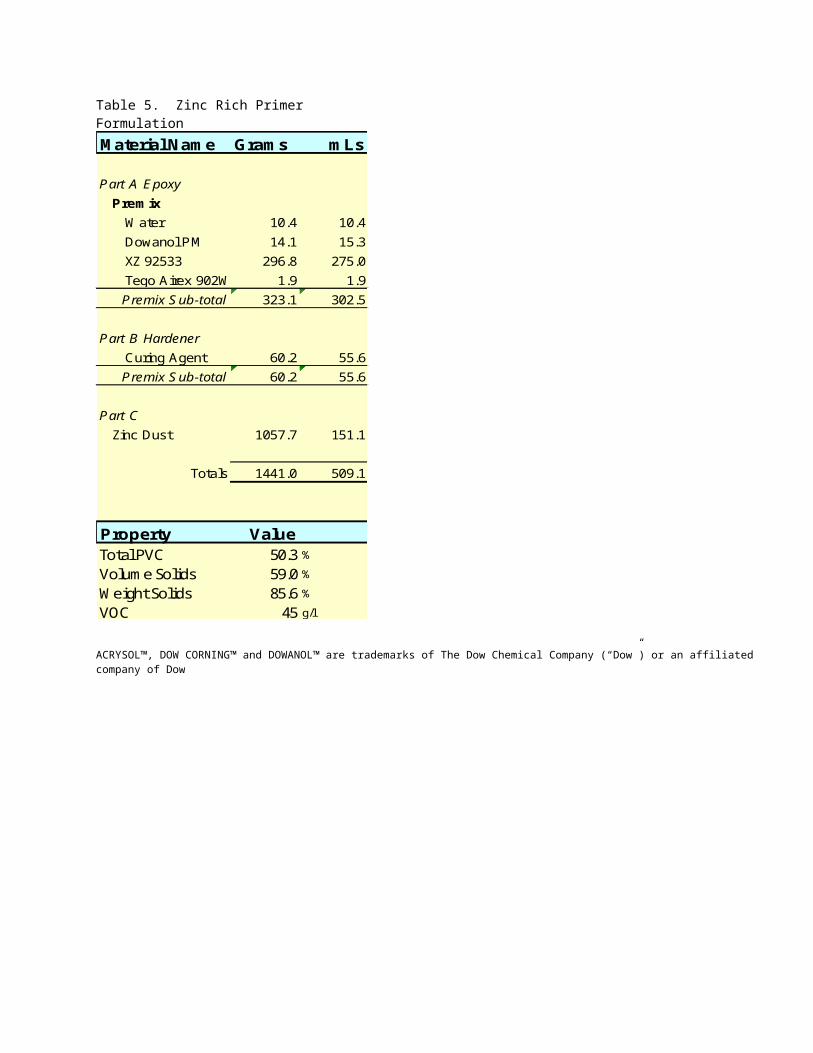
Table 6. Performance properties of anticorrosive and zinc rich primers.
Coating Class Coating Description
SB/WB
VOC
Pot Life
Dry to Touch
Dry Through
Konig Pendulum Hardness
Flexibility Mandrel Bend
Cleveland Humidity 2
Weeks
Salt Spray
g/L hrs hrs hrs sec inB100
0
Blasted
Steel
1000 Hour
sZinc Rich Commercial ZR-1 SB 288 16 1.1 7.0 99 >1.5 10 10 10 Commercial ZR-2 SB 340 4 0.3 4.5 67 >1.5 NA 10 2 Commercial ZR-3 SB 350 4 0.1 0.8 70 >1.5 NA 10 6
Exp. Epoxy Dispersion
ZR WB 45 3 0.3 3.5 76 >1.5 10 8M 8Anticorrosive Commercial SB AC SB 180 1 4.8 7.5 31 >1.5 10 10 6 Commercial WB AC-1 WB 0 2 4.3 24.0 165 >1.5 6M 8D 6 Commercial WB AC-2 WB 0 2 3.0 12.0 49 0.2 10 10 6
Exp. Epoxy Dispersion
AC WB 36 3 3.1 7.5 70 0.25 10 8F 101See Table 3 for a description of the ratings. NA = not available210 = Best Performance. 2 = Poorest Performance

Figure 2. Spider Plot of Performance Properties of Zinc Rich Primers
Figure 3. Spider Plot of Performance Properties of Anticorrosive Primers
0
1
2
3
4
5VOC
Pot Life
Dry to Touch
Dry ThroughHardness
Cleveland Humidity
Salt Spray
Commercial ZR-1
Commercial ZR-2
Commercial ZR-3
Exp. Epoxy Dispersion ZR
0
1
2
3
4
5VOC
Pot Life
Dry to Touch
Dry Through
Hardness
Flexibility
Cleveland Humidity
Salt Spray
Commercial SB AC
Commercial WB AC-1
Commercial WB AC-2
Exp. Epoxy Dispersion AC

Figure 4. Photographs of anticorrosive (AC) primers on blasted steel panels after 500 hours of salt spray exposure.
Figure 5. Photographs of anticorrosive (AC) primers on blasted steel panels after 1000 hours of salt spray exposure.
Comm. WB AC-1Comm. WB AC-2 Comm. SB AC
Exp. Epox. AC

Comm. WB AC-1Comm. WB AC-2 Comm. SB AC
Exp. Epox. AC

Figure 6. Photographs of zinc rich (ZR) primers on blasted steel panels after 500 hours of salt spray exposure.
Figure 7. Photographs of zinc rich (ZR) primers on blasted steel panels after 1000 hours of salt spray exposure.
Commercial ZR 1 Exp. WB ZR
Commercial ZR 2Commercial ZR 3

THIS INFORMATION IS OFFERED IN GOOD FAITH FOR YOUR CONSIDERATION, BUT WITHOUT GUARANTEE OR WARRANTY (EXPRESS OR IMPLIED), AS ANALYTICAL CONDITIONS AND METHODS OF USE OF THE INFORMATION AND MATERIALS DESCRIBED HEREIN MAY VARY AND ARE OUT OF DOW’S CONTROL. ALTHOUGH THIS INFORMATION IS BASED ON DATA DOW BELIEVES TO BE RELIABLE AND ACCURATE, WE DO NOT INTEND FOR YOU TO USE, AND YOU THEREFORE SHOULD NOT CONSTRUE, THE CONTENTS OF THIS DOCUMENT AS BUSINESS, TECHNICAL OR ANY OTHER FORM OF ADVICE. WE RECOMMEND YOU DETERMINE THE SUITABILITY OF THE INFORMATION AND MATERIALS DESCRIBED HEREIN BEFORE ADOPTING OR USING THEM ON A COMMERCIAL SCALE. DOW ASSUMES NO LIABILITY IN CONNECTION WITH THE USE OF THIS INFORMATION.
Commercial ZR 1 Exp. WB ZR
Commercial ZR 2Commercial ZR 3