water quality for pre-treatment
DESCRIPTION
Water quality statistics related to textile pre-treatmentTRANSCRIPT

Water Quality for Pretreatment
GENERAL REQUIREMENTS OF THE WATER USED IN TEXTILE PROCESSING
• Water should be colourless, clear and free from suspended impurities.
• Should not be hard and have the tendency to deposit, scale on fabric or on water supply structures.
• It should be non-corrosive. • It should be free from metals such as iron,
manganese, aluminium and copper • It should neither be too alkaline or acidic.
The properties of water Textile are of high importance, since almost all the processes are carried out in aqueous solution. Therefore, the quality of water used in textile processes is of great significance.
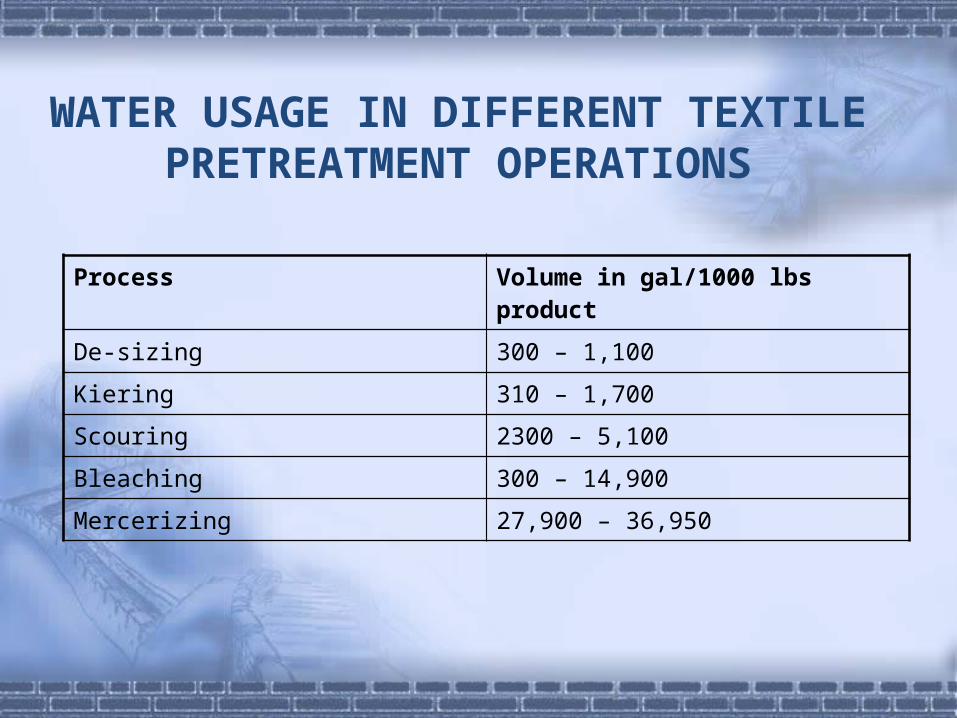
Process Volume in gal/1000 lbs product
De-sizing 300 – 1,100
Kiering 310 – 1,700
Scouring 2300 – 5,100
Bleaching 300 – 14,900
Mercerizing 27,900 – 36,950
WATER USAGE IN DIFFERENT TEXTILE PRETREATMENT OPERATIONS
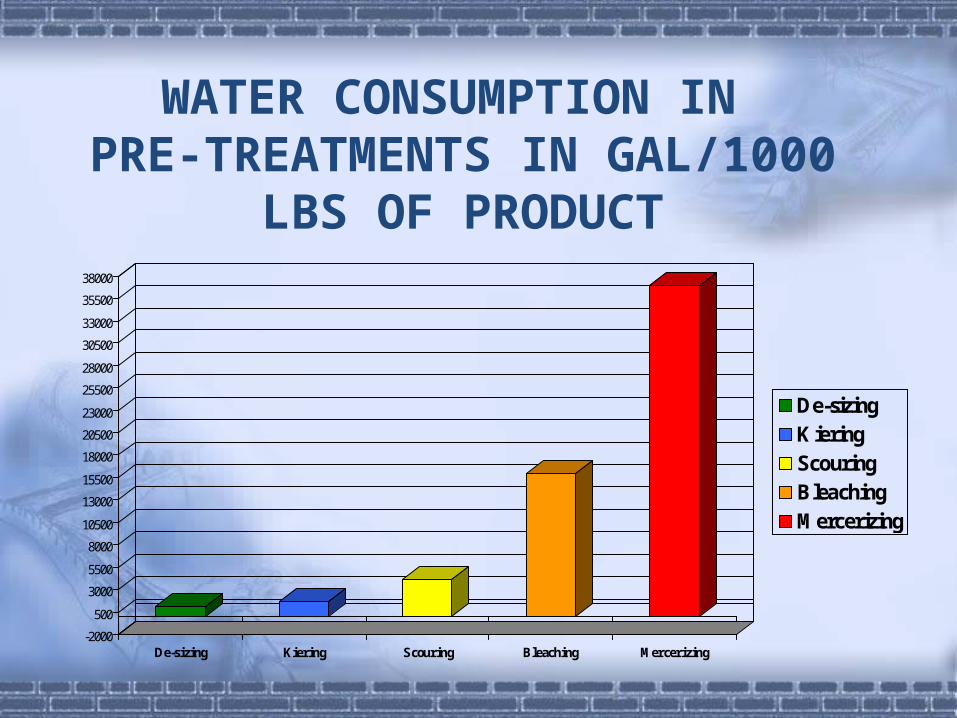
WATER CONSUMPTION IN PRE-TREATMENTS IN GAL/1000 LBS
OF PRODUCT
-2000
500
3000
5500
8000
10500
13000
15500
18000
20500
23000
25500
28000
30500
33000
35500
38000
De-sizing Kiering Scouring Bleaching Mercerizing
De-sizing
Kiering
Scouring
Bleaching
Mercerizing

WATER QUALITY REQUIREMENT FOR DESIZING

INTRODUCTION FOR DESIZING• Desizing is the process of removing sizes from warp yarns
of the woven fabrics.• Desizing, irrespective of what the desizing agent is,
involves impregnation of the fabric with the desizing agent, allowing the desizing agent to degrade or solubilise the size material, and finally to wash out the degradation products.
• The major desizing processes are; • Hydrolytic methods Rot steep Alkali steep Acid steep Enzymatic steep• Oxydative methods(Chlorite, Bromite etc)

QUALITY OF WATER
• Actually in Desizing there are not that much specific water quality requirements mentioned precisely as it is a process where washing off is being happened in order to remove desize. The other reason for less attention is the low level of water consumption(3-9 l/kg) as compared to other pre treatment processes(scouring 20-100 l/kg, mercerization 200-300l/kg, bleaching 3-124l/kg etc). And only cotton requires desizing where majority of other fibers like wool, nylon, acrylic, polyester, viscose, acetate do not require desizing
• Hardness In enzymatic desizing, hardness of the water
influences the desizing process considerably. If we use hard water, it can deactivate enzymes
and makes it insoluble some size materials like starch and PVA. Other problem could be scaling inside desizing machines and cost of maintenance.
• Turbidity
Turbidity is often associated with color but is really indicative of solid matter in suspension as distinct from soluble substances in solution. The optimum NTU(Nephelometric Turbidity Unit) value range for desizing is 20-50.

• Suspended solids
Too much Suspended solids may harmful for desizing machine where they can be entangled and cause problems for later processes. Usually this valuu could be 5mg/l. But it can be tolerated up to 20 mg even.
• Acidic or basic nature
Acidic nature would cause to corrosion of desizing machine’s metal parts, but basic nature would not have direct impact for desizing process, but could adversely affect for later processes of dyeing and printing. So it’s better to maintain the ph of water between 6.5-7.5 range.
• Metals/silica and other contaminants
Adding metals/silica/phosphate/grease/solids with water in desizing process would adversely affect in later processes of dyeing and printing causing undesired dye shades. So it’ suitable to take actions to filter and remove these

• Reuse of Scouring Rinses for Desizing The rinse water from the scouring operation is adequate for reuse in
other processes such as desizing that do not require water of an extremely high quality. This reuse is particularly true with scouring wastes from synthetic or cotton/synthetic blend fabrics.
• Reuse of Mercerizing or Bleach Wash Water for Desizing Mercerizing or bleaching rinse water can be used in desizing
operations as long as size recovery is not practiced. Generally, the caustic or bleach stream will degrade many size compounds to an extent that they cannot be recovered.
• Recycle/Reuse of Water Jet Weaving Wastewater for desizing The jet weaving waste water can be reused in the desizing process,
provided that fabric impurities and oils are removed by in-line filters.
• Counter-Current Washing This method of water reuse is contrary to the traditional method of
providing clean water at every stage of the wash cycle. Water and energy savings are related to the number of boxes provided with the counterflow. Counter-current washing can be applied at desize washers, scour washers, mercerizing washers, bleach washers, dye ranges, and printhouse soaper ranges.

WATER QUALITY REQUIREMENT FOR SCOURING
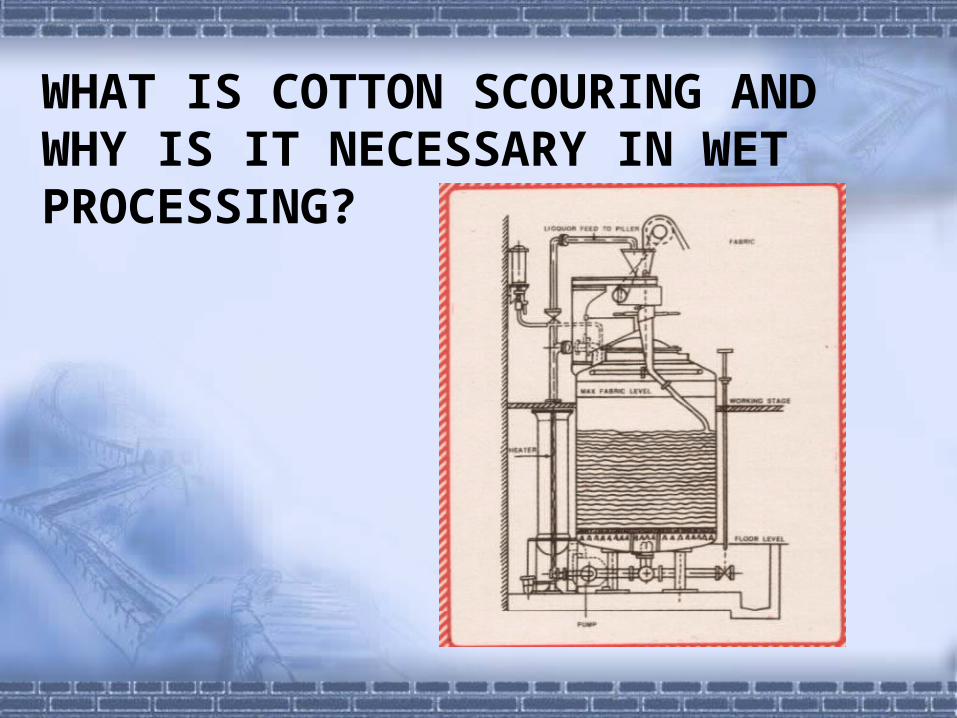
WHAT IS COTTON SCOURING AND WHY IS IT NECESSARY IN WET PROCESSING?
FACTORS WHICH AFFECT THE QUALITY OF WATER USED IN SCOURING
Turbidity Hardness of water Heavy metal ions PH value Coloring matters
HOW TO IMPROVE THE QUALITY OF WATER USED IN SCOURING?
Maintain a proper PH value [around 9-10] Cover the water supplying pies and valves with a suitable
material To reduce the turbidity, use of proper filtration method Maintain a proper temperature to reduce the hardness Use of sequestering agents to prevent the damage of heavy metal
ions Use of proper softening process[resin process or lime soda
process] to reduce the hardness
WOOL SCOURING
Scouring of wool is done in mainly two different
stages. They are,
raw wool scouring
wool yarn scouring
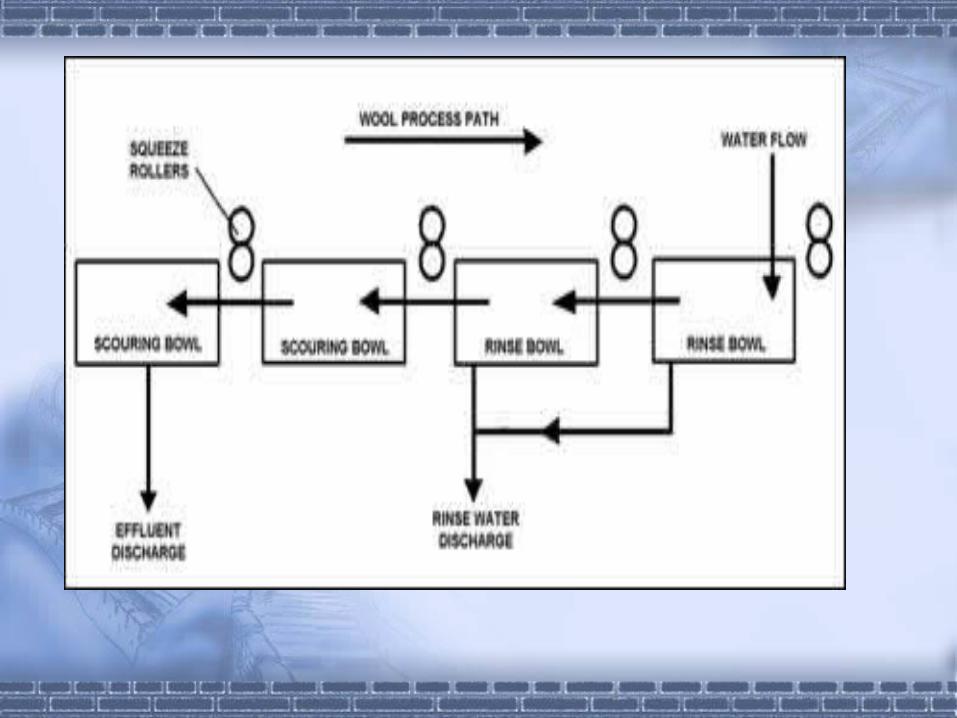
RAW WOOL SCOURING
•This process is done by passing the wool through a series of
wash bowls and subsequent squeeze presses. The machine is
called Leviathan scouring machine, where clean water is
added to the last bowl and passes via a counter flow system
from bowl to bowl. The final discharge in the first bowl
occurs in a controlled manner, as wool fat-Lanolin is recycled
and effluent may be less contaminated of impurities.
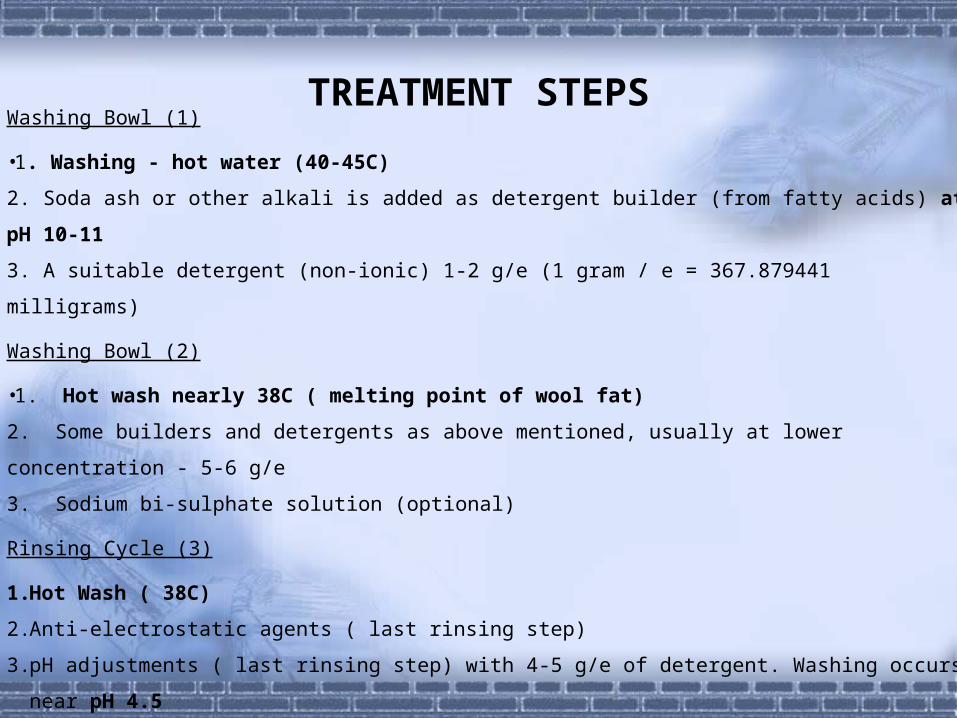
TREATMENT STEPSWashing Bowl (1)
•1. Washing - hot water (40-45C)
2. Soda ash or other alkali is added as detergent builder (from fatty acids) at pH 10-11
3. A suitable detergent (non-ionic) 1-2 g/e (1 gram / e = 367.879441 milligrams)
Washing Bowl (2)
•1. Hot wash nearly 38C ( melting point of wool fat)
2. Some builders and detergents as above mentioned, usually at lower concentration - 5-6 g/e
3. Sodium bi-sulphate solution (optional)
Rinsing Cycle (3)
1. Hot Wash ( 38C)
2. Anti-electrostatic agents ( last rinsing step)
3. pH adjustments ( last rinsing step) with 4-5 g/e of detergent. Washing occurs near pH 4.5
woolen yarns and fabrics.scouring
• The combined treatment of scouring and desizing removes lubricants
• That are also called lubricating oils, rag pulling or batching oils and in some cases this process also removes sizing agents from woolen yarns and fabrics.
Typical substances that must be removed by scouring wool can be classified as:-
• Soluble in water • Insoluble in water, but able to emulsify with
detergents. • Insoluble in water and non/poorly emulsifying
with detergents. These substances are only removed with organic solvent.
Washing (Scouring) solution for wool:-
• Water washing: Sodium carbonate or bi-carbonate solution (neutral or weakly alkaline conditions).
• Dry Cleaning: Perchloroethylene (most widely used), water and detergent (optional)
ISSUES ASSOCIATED WITH POOR WATER QUALITY
• High levels of residual wool wax on scoured wool
• High levels of residual dirt on scoured wool• Poor color of scoured wool

BLEACHING
BLEACHING
• Bleaching remove the coloured impurities from textile fibres & result a bright substrate for dyeing or printing.
• Bleaching operation utilizes a lot of water and the quality of water plays a vital role.
• water is obtained from various sources, like river, ponds, shallow wells and deep bore wells, etc
• According to the source of water, it contains many dissolved and suspended impurities such as Sulphates, Chlorides, silicates, Carbonates and Bicarbonates of heavy earth metals like Calcium, Magnesium, Iron, Aluminium, Sodium etc.

WATER PARAMETERS
• Colour– An indication of the presence of suspended and
dissolved salts that may affect the fiber/yarn/fabric. – to be removed from water prior to usage with a suitable
de-coloration technique.• Turbidity or Suspended solids– This is due to a fine suspension of inorganic salts like
(clay. silica, calcium carbonate) or organic finely divided vegetable matter like algae, micro-organism etc.
– Should be removed using a suitable filtration technique.
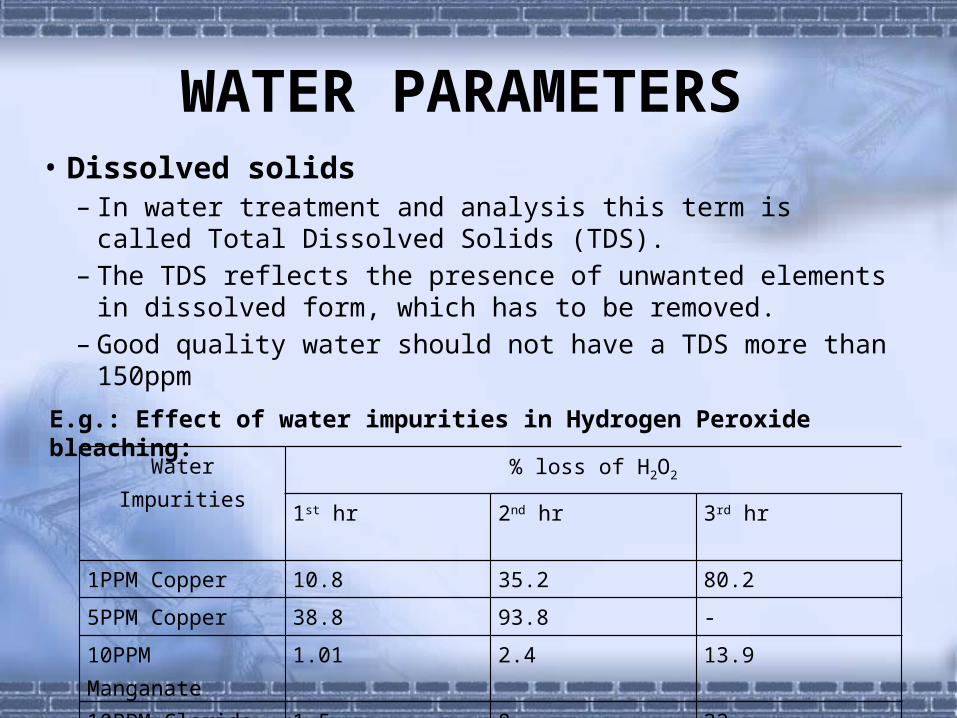
WATER PARAMETERS • Dissolved solids
– In water treatment and analysis this term is called Total Dissolved Solids (TDS).
– The TDS reflects the presence of unwanted elements in dissolved form, which has to be removed.
– Good quality water should not have a TDS more than 150ppm
Water Impurities % loss of H2O2
1st hr 2nd hr 3rd hr
1PPM Copper 10.8 35.2 80.2
5PPM Copper 38.8 93.8 -
10PPM Manganate 1.01 2.4 13.9
10PPM Cloride 1.5 8 22
E.g.: Effect of water impurities in Hydrogen Peroxide bleaching:
WATER PARAMETERS
• pH value – Water with a pH value of more than 7 is alkaline
and one below 7 is acidic. – Most of the textile processing treatments are
dependent on pH values– Ideal PH for Hypochlorite bleaching is 9.2 – 11.0 &
for H2O2 bleaching it is 9.2 – 11.5.
• Hardness • Temporary Hardness:
– Presence of bicarbonates of Ca and Mg– Eliminated by boiling the water to make insoluble carbonates &
precipitating it. • Permanent Hardness:
– Presence of carbonates, sulphates and chlorides of Ca and Mg, – This cannot be removed by simple heating.
• Water for bleaching should be soft.• Hard water can be used but should be free from Cu++ and Fe++• In case of Hydrogen peroxide bleaching for better action of
sodium silicate(stabilizer) some magnesium salts are added hence 2°-7° hardness of water are used
WATER PARAMETERS
• Presence of metals – Metals such as Cu, Fe, etc. lessen fabric blue
reflectance factor (whiteness) / yellowish cloth (Fe3+ > 0.01ppm) & result pinhole (Fe3+ >>)
• The bleaching equipment should be made of stainless steel , to avoid the catalytic degradation of the cellulose in the presence of copper and iron.
WATER PARAMETERS
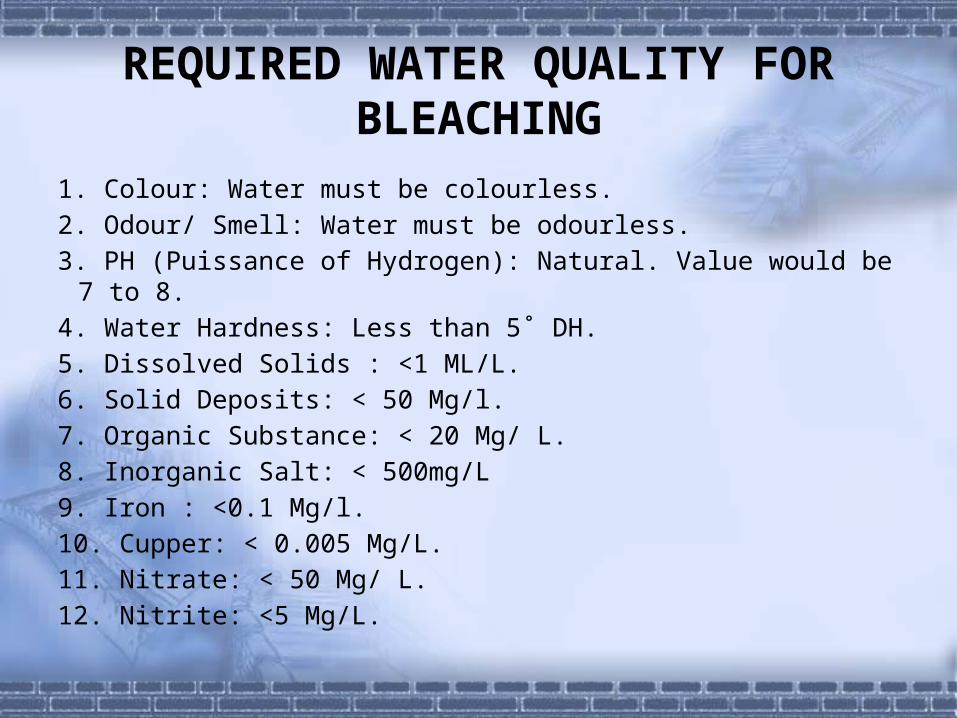
REQUIRED WATER QUALITY FOR BLEACHING
1. Colour: Water must be colourless.2. Odour/ Smell: Water must be odourless.3. PH (Puissance of Hydrogen): Natural. Value would be 7 to 8.4. Water Hardness: Less than 5˚ DH.5. Dissolved Solids : <1 ML/L.6. Solid Deposits: < 50 Mg/l. 7. Organic Substance: < 20 Mg/ L. 8. Inorganic Salt: < 500mg/L9. Iron : <0.1 Mg/l. 10. Cupper: < 0.005 Mg/L. 11. Nitrate: < 50 Mg/ L. 12. Nitrite: <5 Mg/L.

WATER QUALITY REQUIREMENT FOR MERCERIZING
MERCERIZINGMercerizing is a process of treatment with caustic soda under tension to impart a permanent luster to cotton & linen materials.
Merits of this process, More circular fiber cross-section. increased luster. increased tensile strength, a major factor for technical
textile fabrics. increased apparent color depth after dyeing. improved dye ability of immature cotton (greater
uniformity of appearance). increase in fiber moisture regain. increase in water sorption. improved dimensional stability.
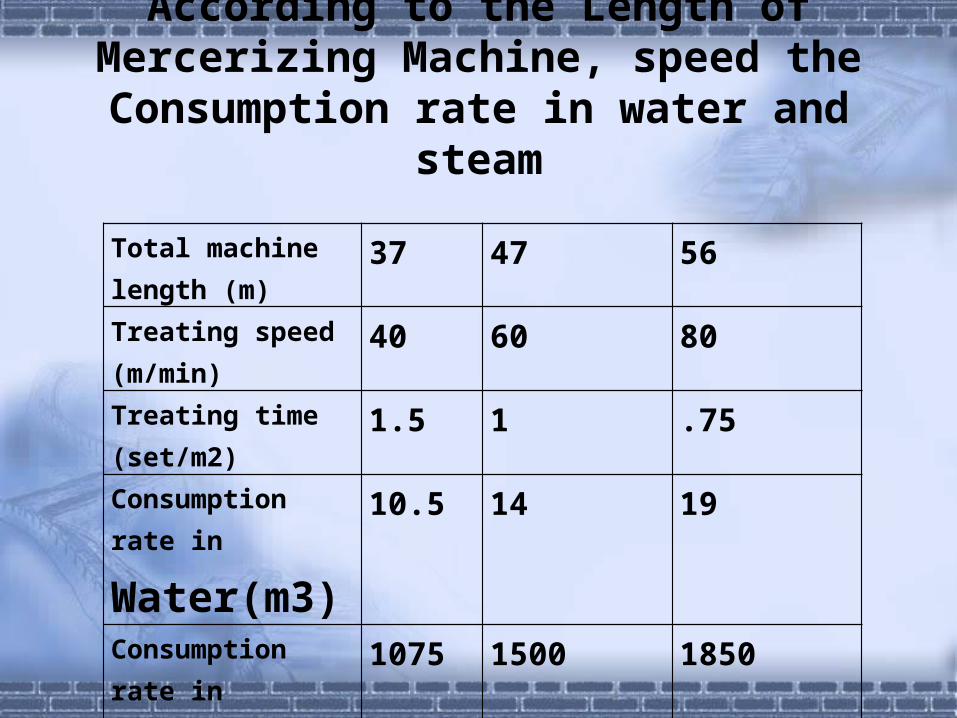
According to the Length of Mercerizing Machine, speed the Consumption rate in water and
steam
Total machine length (m)
37 47 56
Treating speed (m/min)
40 60 80
Treating time (set/m2)
1.5 1 .75
Consumption rate in
Water(m3)10.5 14 19
Consumption rate in
Steam(Kg)1075 1500 1850
Mercerizing need a further washing at final stage where the reorientation of the fibre takes place also the effective & efficient washing only results strength gain, increased colour yield, etc.
So It’s obvious that water need to be pure with minimized impurities
Water used for solution preparation should be alkaline & water used for washing should be quite acidic to remove the effect of alkalinity in further processing

THANK YOU